make2pack och isa88-part5 - sesam...
TRANSCRIPT

10-09-27
1
Humlebaek, Sept 28, 2010 Copyright © 2010 Charlotta Johnsson 1
SESAM September 28, 2010, Humlebaek, Denmark
Charlotta Johnsson Inst. för Reglerteknik, LTH Lunds Universitet, Sverige
Humlebaek, Sept 28, 2010 Copyright © 2010
Charlotta Johnsson 2
Name: Charlotta Johnsson Resident: Lund, Sweden Employments: Dept. of Automatic Control, LTH. 2004 – Associate Professor (education and research) Independent consultant, 2004 - Siemens, Genova Italy, 2000-2004 System Architect, Product Manager PhD studies, Dept. of Automatic Control LTH, 1993-1999 ”A Graphical Language for Batch Control” Voting member in ISA SP88 & SP95 committees. Chairman European Operations of WBF WBF – the Forum for Manufacturing and Automation Professionals Member of, and Swedish national expert in, IEC/ISO JWG 15.

10-09-27
2
Humlebaek, Sept 28, 2010 Copyright © 2010
Charlotta Johnsson 3
• Overblik over Make2Pack standarderne PackAL, PackML og PackTags.
• Relationen til ISA-88.05
• Hvad er fokusområdet for de enkelte dele i Make2Pack standarderne.
• Hvorledes anvendes de enkelte standarder.
Humlebaek, Sept 28, 2010 Copyright © 2010
Charlotta Johnsson 4
• What is OMAC? ISA? And Make2Pack?
• Short introduction to the documents PackAL, PackML and PackTags.
• Present the ISA-88.05 Standard and Technical Report
• Where is this work being used to day?

10-09-27
3
Copyright © 2010 Charlotta Johnsson 5 Humlebaek, Sept 28, 2010
The OMAC Users Group was formed in 1994.
OMAC = Organization for Machine Automation and Control (Open, Modular Architecture Control)
“OMAC is the global organization for automation and manufacturing professionals that is dedicated to supporting the machine automation and operational needs of manufacturing.”
OMAC has about 500 members from end-user companies, OEM's, and technology providers and integrator companies.
There are three Working Groups: • Packaging Machinery, • Manufacturing Infrastructure, • Machine Tool.
Copyright © 2010 Charlotta Johnsson 6 Humlebaek, Sept 28, 2010
There are five Packaging machinery sub-groups: PackSoft- developing guidelines for machinery programming languages to ease learning, support transportability of software across platforms, and allow continuing innovation PackConnect- defining the control architecture platforms and connectivity requirements for packaging automation systems PackAdvantage - Identify and communicate to the packaging industry the Benefits/Results of using “connect & pack” guidelines for packaging automation systems PackML – naming convention guidelines for communications between production machinery within the packaging industry. PackLearn - promotes awareness of Group initiatives by defining, and developing programs to meet, the educational and training needs of the industry

10-09-27
4
Copyright © 2010 Charlotta Johnsson 7 Humlebaek, Sept 28, 2010
The PackSoft sub-group has developed the document:
• PackAL v1.0 - Packaging Application Function Block Library , Guidelines for programming common functional elements in Packaging.
• Functional Blocks • Structured text • Ladder Logic • Sequential Function Charts • Etc
PS_Wind_csv
AXIS_REF Axis Axis AXIS_REF
BOOL Execute InVelocity BOOL
REAL Velocity Error BOOL
REAL SpoolRadius ErrorID WORD
SRadius_REF SRadius
PS_Direction Direction
REAL Min_S_Radius
REAL Max_S_Radius
REAL Acceleration
REAL Deceleration
REAL Jerk
Copyright © 2010 Charlotta Johnsson 8 Humlebaek, Sept 28, 2010
The PackML sub-group has the objectives to collect, from users and suppliers
• Line types definitions in common use, • Machine state names and definitions, • Tag names and definitions/data sets.
The work has resulted in the following documents: • PackML v3.0 – Defines State Models • PackTags v3.0 – Defines Tags
PS_Wind_csv
AXIS_REF Axis Axis AXIS_REF
BOOL Execute InVelocity BOOL
REAL Velocity Error BOOL
REAL SpoolRadius ErrorID WORD
SRadius_REF SRadius
PS_Direction Direction
REAL Min_S_Radius
REAL Max_S_Radius
REAL Acceleration
REAL Deceleration
REAL Jerk

10-09-27
5
ISA = International Society of Automation
ISA is an international society that develops and publishes standards, provides training, publishes books, organized conferences and fairs etc
ISA publishes standards for ANSI ANSI = American National Standards Institute
ISA has appr. 30 000 members worldwide
Humlebaek, Sept 28, 2010 9 Copyright © 2010 Charlotta Johnsson
ANSI/ISA 88: Batch Control
ISA 88 is a standard that focuses on control of batch processes.
• ISA88, part 1: Models and Terminology • ISA88, part 2: Data Structure and Guidelines for Languages • ISA88, part3: General and Site Recipes • ISA88, part 4; Batch Production Records • Draft-ISA 88, part 5: Implementation Models & Terminology for
Modular Equipment Control • ISA TR88.00.02: Machine and Unit States: An implementation
Example of ISA88
Copyright © 2010 Charlotta Johnsson 10 Humlebaek, Sept 28, 2010

10-09-27
6
The Make2Pack project started in 2003/2004.
People from WBF (World Batch Forum) and people from OMAC-Packaging Machines met and saw potentials in comparing, synchronizing and develop common models for discrete and batch control.
Copyright © 2010 Charlotta Johnsson 11 Humlebaek, Sept 28, 2010
Make2Pack
Humlebaek, Sept 28, 2010 12 Copyright © 2010 Charlotta Johnsson

10-09-27
7
Copyright © 2010 Charlotta Johnsson 13
Level 4
Level 1
Level 2
Level 3
Business Planning & Logistics
Plant Production Scheduling, Operational Management, etc
Manufacturing Operations Management
Dispatching Production, Detailed Production Scheduling, Reliability Assurance, ...
Batch Control
Discrete &
Packaging Control
Continuous &
Converting Control 1 - Sensing the production process,
manipulating the production process
2 - Monitoring, supervisory control and automated control of the production process
3 - Work flow / recipe control to produce the desired end products. Maintaining records and optimizing the production process.
Time Frame Days, Shifts, hours, minutes, seconds
4 - Establishing the basic plant schedule - production, material use, delivery, and shipping. Determining inventory levels.
Time Frame Months, weeks, days
Level 0 0 - The actual production process
Discrete Control
Continuous Control
Discrete Control
Continuous Control
Manufacturing Operations Management
Dispatching Production, Detailed Production Scheduling, Reliability Assurance, ...
Batch Control
Humlebaek, Sept 28, 2010
Copyright © 2010 Charlotta Johnsson 14
Level 4
Level 1
Level 2
Level 3
Business Planning & Logistics
Plant Production Scheduling, Operational Management, etc
Manufacturing Operations Management
Dispatching Production, Detailed Production Scheduling, Reliability Assurance, ...
Batch Control
Discrete &
Packaging Control
Continuous &
Converting Control 1 - Sensing the production process,
manipulating the production process
2 - Monitoring, supervisory control and automated control of the production process
3 - Work flow / recipe control to produce the desired end products. Maintaining records and optimizing the production process.
Time Frame Days, Shifts, hours, minutes, seconds
4 - Establishing the basic plant schedule - production, material use, delivery, and shipping. Determining inventory levels.
Time Frame Months, weeks, days
Level 0 0 - The actual production process
Discrete Control
Continuous Control
Discrete Control
Continuous Control
Manufacturing Operations Management
Dispatching Production, Detailed Production Scheduling, Reliability Assurance, ...
Batch Control
ISA 88
Humlebaek, Sept 28, 2010

10-09-27
8
Copyright © 2010 Charlotta Johnsson 15
Level 4
Level 1
Level 2
Level 3
Business Planning & Logistics
Plant Production Scheduling, Operational Management, etc
Manufacturing Operations Management
Dispatching Production, Detailed Production Scheduling, Reliability Assurance, ...
Batch Control
Discrete &
Packaging Control
Continuous &
Converting Control 1 - Sensing the production process,
manipulating the production process
2 - Monitoring, supervisory control and automated control of the production process
3 - Work flow / recipe control to produce the desired end products. Maintaining records and optimizing the production process.
Time Frame Days, Shifts, hours, minutes, seconds
4 - Establishing the basic plant schedule - production, material use, delivery, and shipping. Determining inventory levels.
Time Frame Months, weeks, days
Level 0 0 - The actual production process
Discrete Control
Continuous Control
Discrete Control
Continuous Control
Manufacturing Operations Management
Dispatching Production, Detailed Production Scheduling, Reliability Assurance, ...
Batch Control
ISA 88 OMAC
Humlebaek, Sept 28, 2010
Copyright © 2010 Charlotta Johnsson 16
Level 4
Level 1
Level 2
Level 3
Business Planning & Logistics
Plant Production Scheduling, Operational Management, etc
Manufacturing Operations Management
Dispatching Production, Detailed Production Scheduling, Reliability Assurance, ...
Batch Control
Discrete &
Packaging Control
Continuous &
Converting Control 1 - Sensing the production process,
manipulating the production process
2 - Monitoring, supervisory control and automated control of the production process
3 - Work flow / recipe control to produce the desired end products. Maintaining records and optimizing the production process.
Time Frame Days, Shifts, hours, minutes, seconds
4 - Establishing the basic plant schedule - production, material use, delivery, and shipping. Determining inventory levels.
Time Frame Months, weeks, days
Level 0 0 - The actual production process
Discrete Control
Continuous Control
Discrete Control
Continuous Control
Manufacturing Operations Management
Dispatching Production, Detailed Production Scheduling, Reliability Assurance, ...
Batch Control
ISA 88 OMAC
ISA 95
Humlebaek, Sept 28, 2010

10-09-27
9
Copyright © 2010 Charlotta Johnsson 17
`
Level 4
Level 1
Level 2
Level 3
Business Planning & Logistics
Plant Production Scheduling, Operational Management, etc
Manufacturing Operations Management
Dispatching Production, Detailed Production Scheduling, Reliability Assurance, ...
Batch Control
Discrete &
Packaging Control
Continuous &
Converting Control 1 - Sensing the production process,
manipulating the production process
2 - Monitoring, supervisory control and automated control of the production process
3 - Work flow / recipe control to produce the desired end products. Maintaining records and optimizing the production process.
Time Frame Days, Shifts, hours, minutes, seconds
4 - Establishing the basic plant schedule - production, material use, delivery, and shipping. Determining inventory levels.
Time Frame Months, weeks, days
Level 0 0 - The actual production process
Level 5 Business Management
Facility planning (buy, sell), cash management, asset management,
product management
5 - Develop business plan, resource plan, cash management plan, financials, Product management, Long-term data management, Pay Roll, Human Recourses
Time Frame Years, Quarters, Months, Weeks
Business Planning - ERP
Business Execution - ERP
Time Frame seconds, milliseconds microseconds
Manufacturing Execution - MES
Factory Floor Automation Actuators and Instruments Discrete
Control Continuous
Control
Discrete &
Packaging Control
Continuous &
Converting Control
Manufacturing Operations Management
Dispatching Production, Detailed Production Scheduling, Reliability Assurance, ...
Batch Control
ISA 88
ISA 95
ISA 88 Part 5
OMAC
Humlebaek, Sept 28, 2010
Copyright © 2010 Charlotta Johnsson 18 Humlebaek, Sept 28, 2010
ISA88
ENTERPRISE
SITE
AREA
PROCESS CELL
UNIT
PRODUCTION UNIT
PRODUCTION LINE
WORK CELL
Lower level equipment used in repetitive or discrete operations
Lower level equipment used
in continuous operations
STORAGE ZONE
STORAGE UNIT
Lower level equipment used
in inventory operations
UNIT
Equipment Module
Control Module
10-09-27
10
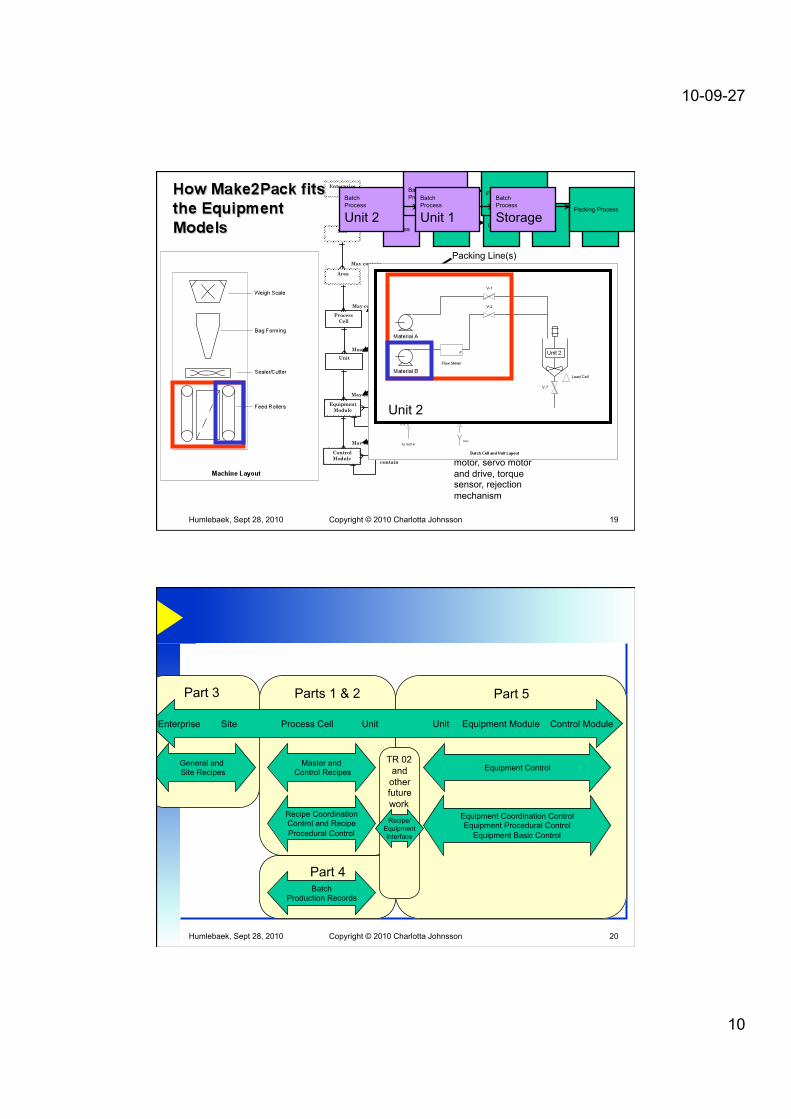
Packing Line(s)
E.g.. Primary, secondary, tertiary
Machine
e.g. Bagger, Filler, Capper, Labeler Station of a Filler (Station, Section, Unit Function)
e.g. Forming station, material injection
Actuator, sensor or positioner
e.g. stepping motor, servo motor and drive, torque sensor, rejection mechanism
Bagger Cartoner Case Packer Palletizer Batch
Process
Packing Process Batch Process
Unit 2
Batch Process
Unit 2 Batch Process
Unit 1 Batch Process
Storage Packing Process
Humlebaek, Sept 28, 2010 19 Copyright © 2010 Charlotta Johnsson
Part 4
Parts 1 & 2 Part 5
TR 02 and
other future work
Part 3
Enterprise Site Process Cell Unit Unit Equipment Module Control Module
Master and Control Recipes Equipment Control
Recipe/ Equipment Interface
Recipe Coordination Control and Recipe Procedural Control
Equipment Coordination Control Equipment Procedural Control
Equipment Basic Control
General and Site Recipes
Batch Production Records
Humlebaek, Sept 28, 2010 20 Copyright © 2010 Charlotta Johnsson

10-09-27
11
ISA88 concepts
Humlebaek, Sept 28, 2010 21 Copyright © 2010 Charlotta Johnsson
Humlebaek, Sept 28, 2010 Copyright © 2010
Charlotta Johnsson 22
ISA 88 Batch Control 1. Defines structures and models for organizing control
systems for flexibility and modularity 2. Defines a recipe/equipment model for batch
functions

10-09-27
12
Humlebaek, Sept 28, 2010 Copyright © 2010
Charlotta Johnsson 23
The Recipe
The Batch
QR6
The Report
The Schedule We need to make a batch of QR6
Equipment & Other Resources
Execution
What Information is Central to Batch Control?
Humlebaek, Sept 28, 2010 Copyright © 2010
Charlotta Johnsson 24
• Recipes reference basic equipment capabilities, independent of how the capabilities are actually implemented
Add
Heat
Agitate
Cool
Heat
Add
Agitate
Cool Cool 1. xxx 2. xxx
Add
Heat
Agitate
Cool
Agitate 1. xxxx 2. xxxx
Add 1. xxx 2. xxx
Heat 1. xxx 2. xxx
Add
Heat
Agitate
Cool
Heat
Cool
PLC
Add
Agitate PLC
Manual & Automated Operations handled the same way
Copyright © Dennis Brandl
10-09-27
13
Humlebaek, Sept 28, 2010 Copyright © 2010
Charlotta Johnsson 25
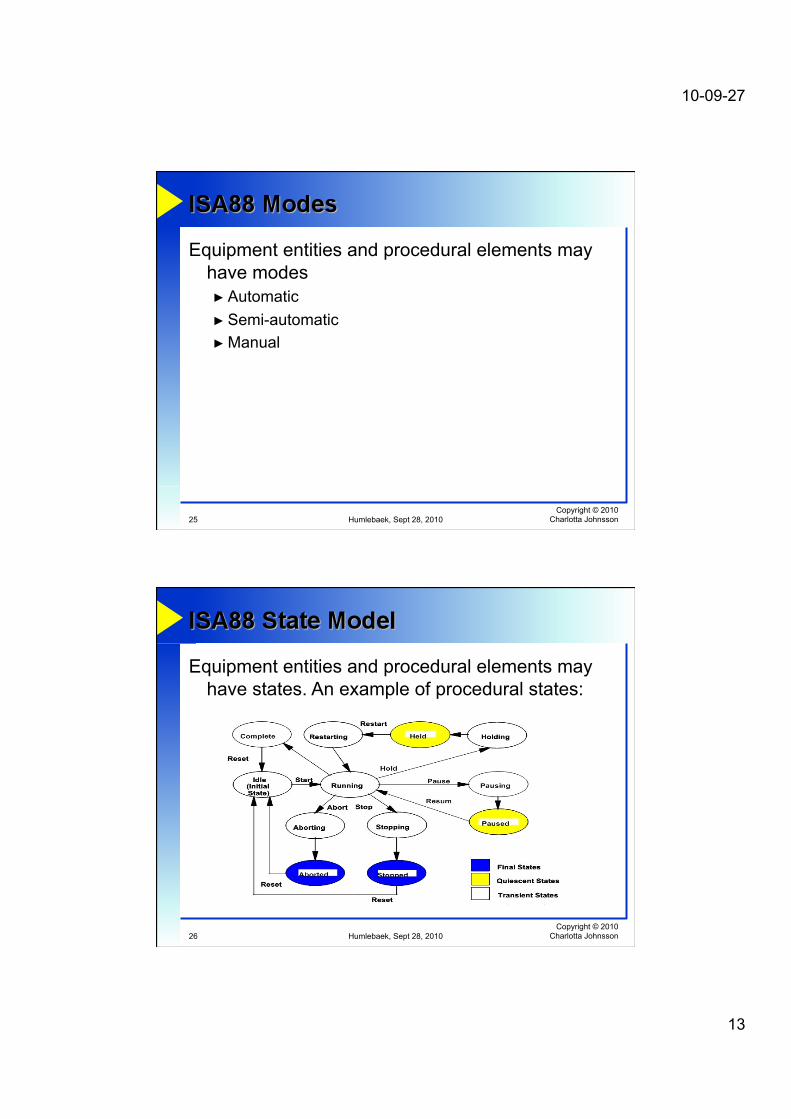
Equipment entities and procedural elements may have modes ► Automatic ► Semi-automatic ► Manual
Humlebaek, Sept 28, 2010 Copyright © 2010
Charlotta Johnsson 26
Equipment entities and procedural elements may have states. An example of procedural states:

10-09-27
14
ISA88 Part 5
Humlebaek, Sept 28, 2010 27 Copyright © 2010 Charlotta Johnsson
Copyright © 2010 Charlotta Johnsson 28
ISA88 Part 5 provides detailed guidance on how to create the actual automation that delivers the Equipment Control concept as defined in Part 1.
Part 5: Implementation Models & Terminology for Modular Equipment Control
Cool 1. xxx 2. xxx
Add
Heat
Agitate
Cool
Agitate 1. xxxx 2. xxxx
Add 1. xxx 2. xxx
Heat 1. xxx 2. xxx
Add
Heat
Agitate
Cool
Heat
Cool
PLC
Add
Agitate PLC
Humlebaek, Sept 28, 2010

10-09-27
15
ISA 88 Part 5
ISA 88
Copyright © 2010 Charlotta Johnsson 29
Level 4
Level 1
Level 2
Level 3
Business Planning & Logistics
Plant Production Scheduling, Operational Management, etc
Manufacturing Operations Management
Dispatching Production, Detailed Production Scheduling, Reliability Assurance, ...
Batch Control
Discrete &
Packaging Control
Continuous &
Converting Control
Level 0
Discrete Control
Continuous Control
Discrete Control
Continuous Control
Manufacturing Operations Management
Dispatching Production, Detailed Production Scheduling, Reliability Assurance, ...
Batch Control
ISA 88
ISA 88 Part 5
ENTERPRISE
SITE
AREA
PROCESS CELL
UNIT
PRODUCTION UNIT
PRODUCTION LINE
WORK CELL
STORAGE ZONE
STORAGE UNIT UNIT
Equipment Module
Control Module
Equipment Module
Control Module
Equipment Module
Control Module
Humlebaek, Sept 28, 2010
Copyright © 2010 Charlotta Johnsson 30
• Working Draft 6 out (July 2010) • During the last years the work has been
lessened with all the changes in the ISA88-Part 1 update
• WEB Ex and Face-To-Face meetings scheduled regularly.
• The work is led by Dave Chappell ([email protected])
Humlebaek, Sept 28, 2010

10-09-27
16
ISA88 Part 5 Technical Report
Humlebaek, Sept 28, 2010 31 Copyright © 2010 Charlotta Johnsson
Official name: ISA-TR88.00.02 Machine and Unit States: An Implementation Example of ISA-88 Approved: August 1, 2008
• The ISA88 committee has defined a set of standards that provides terminology and a consistent set of concepts and models for batch manufacturing plants and batch control. These standards, however, were not defined in the context of packaging machines or machines that perform discrete operations.
• This technical report is an example of the application of the ISA 88 standards for packaging machines and other types of discrete operation machines that perform a single dedicated operational function.
Copyright © 2010 Charlotta Johnsson 32 Humlebaek, Sept 28, 2010

10-09-27
17
• The purpose of the technical report is to a) Explain functional state programming for automated machines; b) Identify definitions for common terminology; c) Explain to practitioners how to use state programming for
automated machines; d) Provide actual implementation examples and templates from
automation control vendors; e) Identify a common tag structure for automated machines in
order to: • Provide for Connect & Pack functionality; • Provide functional interoperability and a consistent look and feel
across the plant floor; • Provide consistent tag structure for connection to plant MES and
enterprise systems.
Copyright © 2010 Charlotta Johnsson 33 Humlebaek, Sept 28, 2010
• The TR defines a common model for communication between machines (represented as Units in the ISA 88 model) and a recipe execution system using OPC tags.
Copyright © 2010 Charlotta Johnsson 34 Humlebaek, Sept 28, 2010
Cool 1. xxx 2. xxx
Add
Heat
Agitate
Cool
Agitate 1. xxxx 2. xxxx
Add 1. xxx 2. xxx
Heat 1. xxx 2. xxx
Add
Heat
Agitate
Cool
Heat
Cool
PLC
Add
Agitate PLC
• The terms and definitions are harmonized, as much as possible, with ISA88.01.

10-09-27
18
• The models used in this document are extensions to the procedural and equipment state and mode models presented in ISA88.01 and describe how they could be applied to the similar, yet somewhat differing machine functionality.
Copyright © 2010 Charlotta Johnsson 35 Humlebaek, Sept 28, 2010
Copyright © 2010 Charlotta Johnsson 36 Humlebaek, Sept 28, 2010

10-09-27
19
Copyright © 2010 Charlotta Johnsson 37 Humlebaek, Sept 28, 2010
Producing Mode
Maintenance Mode
Manual Mode
Copyright © 2010 Charlotta Johnsson 38 Humlebaek, Sept 28, 2010
The TR identifies a common communication tag structure for automated machines in order to: • Provide consistent tag structure for connection to plant supervisory, MES and enterprise systems. • Provide functional interoperability and a consistent look and feel across the plant floor. • Provide for “Connect & Pack” functionality defined by OMAC.
PackTags are broken out into three groups • Command Tags • Status Tags • Administration Tags

10-09-27
20
Conclusions
Humlebaek, Sept 28, 2010 39 Copyright © 2010 Charlotta Johnsson
Humlebaek, Sept 28, 2010 Copyright © 2010 Charlotta Johnsson 40
Charlotta Johnsson Email: [email protected]
Voting member ISA SP88 Voting member ISA SP95
National Expert IEC/ISO JWG 15
Tack för er uppmärksamhet !