magnesium research activities · department of mechanical engineering magnesium research activities...
TRANSCRIPT

Department of Mechanical Engineering
Magnesium research activities
Tsinghua-TOYO research center of Mg & Al alloys processing technology
Tsinghua University
XIONG Shoumei

Department of Mechanical Engineering
Outline
Background
Research Progress
Ongoing Research Work

Department of Mechanical Engineering
Magnesium alloys
Strength/weight ratioExcellent damping capacityNon-magnetic, EMF shieldingGood heat dissipationHigh castabilityExcellent machinabilityLonger tooling life

Department of Mechanical Engineering
WORLD ANNUAL PRIMARY MAGNESIUMPRODUCTION, BY COUNTRY, 2001
48%
20%
8%11%
7%
4%
1%1%
China
Canada
Norway
Russia
Israel
France
Brazil
Kasakhstan
Serbia and Montenegro
China
Total: 425,800 tons
Data from U.S. Geological Survey Minerals Book, 2001

Department of Mechanical Engineering
Primary Magnesium Production of China
7392
123
157
195216
268
354
0
50
100
150
200
250
300
350
400
1996 1997 1998 1999 2000 2001 2002 2003
Production,ktons
Data from Chinese Magnesium Association, 2003

Department of Mechanical Engineering
U.S. Structural Applications of Magnesium Alloys, 2001
1%
89%
3%
7%
Die casting
Permanent moldcastingSand casting
Wroght products
Data from U.S. Geological Survey Minerals Book, 2001

Department of Mechanical Engineering
Western World

Department of Mechanical Engineering
Challenges for Magnesium Die Casting Process
Design expertise & process development
Corrosion protection of Mg components
High temperature properties

Department of Mechanical Engineering
Tsinghua-TOYO R&D Center of Magnesium and Aluminum Alloys Processing Technology
Jointly Established with TOYO Machinery & Metal Co., LtdEquipped with a set of 650-ton automatic Mg. and Al. alloys die-casting machine, Mg. and Al. melting furnaces, die temperature controller, vacuum system, and data logging system for cavity pressure and die temperature measurement

Department of Mechanical Engineering
Experimental Station of Tsinghua-Toyo R&D Center of Magnesium and Aluminum Alloys
Processing Technology

Department of Mechanical Engineering
Research Contents
Process development of Magnesium Die Casting Process for Automobile ComponentsDie Casting Magnesium AlloysMelt protection technologySurface protection technology of Magneisum die casting components

Department of Mechanical Engineering
Fisrt Magnesium Component for FAW (Cylinder head cover)
300 Hongqi cars were installed the magnesium cylinder head cover (AZ91D) for test running in Dec. 2002, and now the component is in normal production for all Hongqi Cars.

Department of Mechanical Engineering
Casting structure & Die Design
Cooling channel
Heating channel
Casting

Department of Mechanical Engineering
Experimental DesignLow Speed Injection(LSI) stage; High Speed Injection(HSI) stage;Start position of HSI stage;Casting pressure;Biscuit thickness;Pouring temperature; Shot sleeve temperature;Die temperature;54 schemes for AZ91D alloy and 12 schemes for A356 alloy

Department of Mechanical Engineering
Schematic diagram of the parameters for the LSI stage
I 0.1m/sII 0.2m/s;III 0.4m/sIV 0-0.4m/sV 0-0.2-04m/s

Department of Mechanical Engineering
Positions for Pressure Measurement and Test Samples
P2
P1
P4 P3
P1-Runner, P2,P3-Casting, P4-Overflow.

Department of Mechanical Engineering
Evaluation of the Castings
External quality
X-ray examination
Mechanical Properties
Density
Microstructure

Department of Mechanical Engineering
Influences of different processing Influences of different processing conditions on the quality and properties of conditions on the quality and properties of the castingsthe castings
Quality IndexProcess parameters
Surface quality
Tensile strength Density Gas
porosity
Gas holes & Shrinkage porosity
LSI velocity ↑ O O X X X
HSI velocity ↑ O O O X O
Position from LSI to HIS ↑ X X O X X
Casting Pressure ↑ O O O O O
Position of PI ↑ U O U O O
Accelerated LSI ↑ U U O O U
Time of PI ↑ X X X X X
Biscuit Thickness ↑ X O X U O
DST X X U X X
DPT X X U X X
Department of Mechanical Engineering
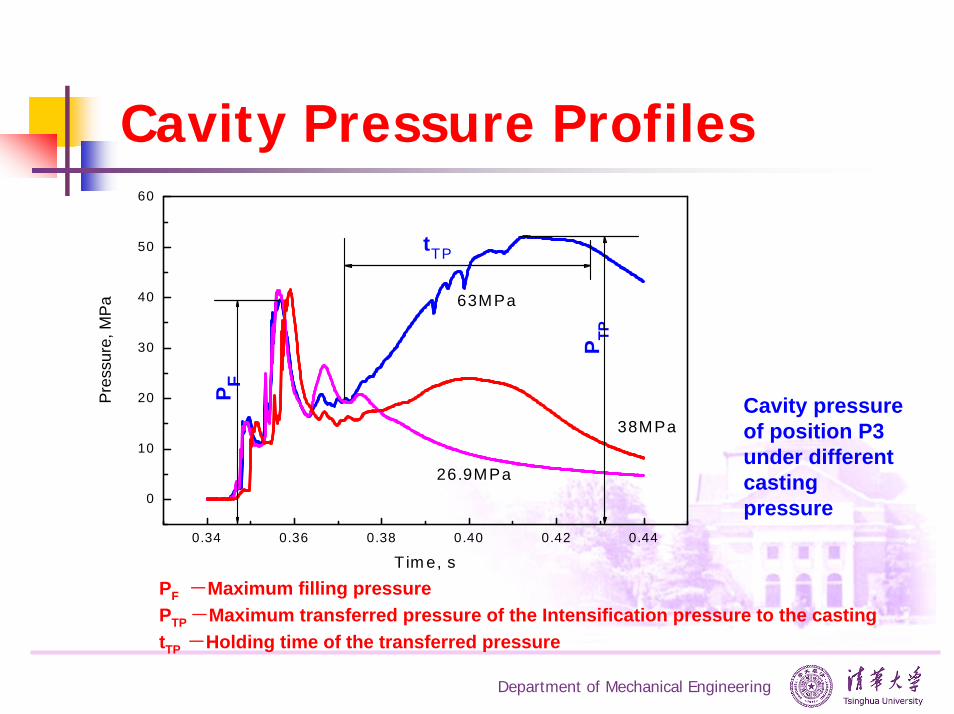
Cavity Pressure Profiles
PF -Maximum filling pressurePTP -Maximum transferred pressure of the Intensification pressure to the castingtTP -Holding time of the transferred pressure
0.34 0.36 0.38 0.40 0.42 0.44
0
10
20
30
40
50
60
Pre
ssur
e, M
Pa
T im e, s
P FtTP
PTP
63MPa
38MPa
26.9MPa
Cavity pressure of position P3 under different casting pressure

Department of Mechanical Engineering
Influences of cavity pressure variables on quality of castings
1520
2530
3540
4550
55
5060
7080
90100
1.780
1.782
1.784
1.786
1.788
1.790
1.792
1.794
1.796
1.798
1.800
P TP(MPa)tTP (s)
Den
sity
(g/c
m3 )
20 25 30 35 40 45 50 55150
200
250
300
350
P2
P1
拉伸强度
,MPa
最 大型腔压力PTP,MPa0 10 20 30 40 50
45
50
55
60
65
70
75
表面缺
陷分
值Q
充填压力PF,MPa
Influence of mold filling presure on surface quality
Influence of cavity pressure and holding time on density of castings
Influence of cavity pressure on tensile strength

Experimental Design LSI
HSI & Solidification
Die casting process of a cold chamber die casting machine

Department of Mechanical Engineering
Mold filling simulation

Department of Mechanical Engineering
Thermal balance analysis

Department of Mechanical Engineering
Thermal stress analysis of dies
Stress value1.59 D+061.43 D+06
1.27 D+06
1.11 D+06
9.54 D+05
7.96 D+05
6.38 D+05
4.80 D+053.22 D+05
1.64 D+056.17 D+03
(a) 开模前
Stress value8.84 D+05 7.98 D+05 7.08 D+05
6.20 D+05 5.32 D+05
4.44 D+05
3.55 D+05
2.87 D+05 1.79 D+05
9.14 D+04 3.34 D+03
(b) 开模后 Before die open After die open

Department of Mechanical Engineering
Deformation of dies
After die open
Before die open Final deformation of the die

Department of Mechanical Engineering
Numerical simulation of low speed injection stage and Optimization
Three phases of metal flow in die casting process

Simulation LSI stage-Constant velocity
Piston position, mm
Vel
ocity
, m/s
④
The metal flow and gas entrapment in the shot sleeve were simulated under different velocities, the results show that there exists a critical value for the LSI velocity

0.45m/s:0.1m/s:0.4s1.78s
0.55m/s:(CV)
0.2m/s:
0.89s0.32s
0.6m/s:0.3m/s:0.3s0.59s
0.8m/s:0.4m/s:0.22s0.45s
Gas entrapment in shot sleeve under constant LSI velocities

Constant LSI velocityOptimum injection scheme
Piston position, mm④
Optimum scheme

Simulation LSI stage-Accelerated scheme
④

0.4m/s2
0.94s0.376m/s
1.4m/s2
0.5s0.70m/s
0.6m/s2
0.77s0.46m/s
1.6m/s2
0.47s0.75m/s
0.8m/s2
0.67s0.53m/s
1.8m/s2
0.44s0.8m/s
2m/s2
0.42s0.84m/s
1m/s2
0.6s0.6m/s
1.2m/s20.54s0.65m/s
2.8m/s2
0.36s1.0m/s
Gas entrapment in shot sleeve under accelerated LSI velocities

Accelerated LSI velocityOptimum injection scheme
④
Optimum LSI scheme

Department of Mechanical Engineering
Ongoing research work
Systematically study the influences of process parameters on the quality, microstructure, and mechanical properties of magnesium die castingsExperimental study on vacuum die casting, ultra low speed die casting of magnesium alloysDie casting magnesium alloys
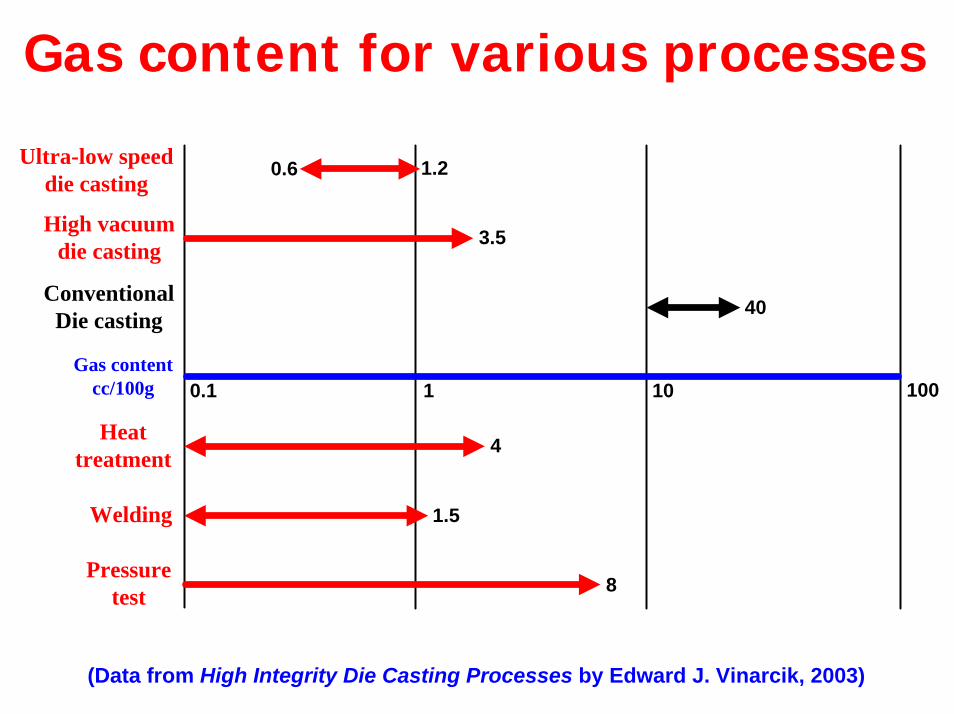
Gas content for various processes
1.5Welding
Heat treatment 4
Gas contentcc/100g 0.1 1 10 100
40Conventional Die casting
High vacuum die casting 3.5
Ultra-low speed die casting
1.20.6
8Pressure
test
(Data from High Integrity Die Casting Processes by Edward J. Vinarcik, 2003)

Department of Mechanical Engineering
Step shape die

Department of Mechanical Engineering
Vacuum die casting process
2B;压室销
2A;压室销
真空
1B
1A
1C
3A真空传感器
3B压力传感器
2D;浇口厚変更入子
2C;浇口厚変更入子 2E;浇口厚変更入子
Vacuum technology for mg die casting processInfluence of vacuum parameters on quality of mg die castingsMaterials castability and properties by vacuum die casting processHeat treatment properties of vacuum die cast parts

Department of Mechanical Engineering
Local intensification pressure technology
Effects of local intensification pressure on the cast partsDesign consideration for local intensification pressure technology
3C压力传感器
3D压力传感器
顶出CYL
1D;流体封口
2F;波动吸収销
1F;入子接触面的空气防止沟
1F;入子接触面的防止空气ア吸入防止沟
2G;通过变更可动入子可以变更产品模厚3种
1E;活塞环

Department of Mechanical Engineering
Mechanical properties

Department of Mechanical Engineering
Summary
Progress in experimental studies and numerical simulation of Mg die casting processOngoing research work include: high vacuum die casting process , ultra low speed die casting process, die casting magnesium alloys and melt protection technology

Department of Mechanical Engineering
XIONG Shoumei, Dr.DirectorTsinghua-TOYO R&D Center of Magnesium and Aluminum Alloys Processing TechnologyProfessorDepartment of Mechanical Engineering,Beijing 100084, ChinaTel: 86-10-62773793Fax: 86-10-62773637Email: [email protected]