machining fundamentals
TRANSCRIPT

BACHELOR OF ENGINEERING
MANUFACTURING TECHNOLOGIES
MACHINING FUNDAMENTALS
by Endika Gandarias

2 by Endika Gandarias
Dr. ENDIKA GANDARIAS MINTEGI Mechanical and Manufacturing department Mondragon Unibertsitatea - www.mondragon.edu (Basque Country) www.linkedin.com/in/endika-gandarias-mintegi-91174653
Further presentations: www.symbaloo.com/mix/manufacturingtechnology

3
CONTENTS BIBLIOGRAPHY CHIP FORMATION CUTTING TEMPERATURES CUTTING FORCES AND POWER GLOSSARY
by Endika Gandarias

4
BIBLIOGRAPHY
BIBLIOGRAPHY
by Endika Gandarias

5
The author would like to thank all the bibliographic references and videos that
have contributed to the elaboration of these presentations.
For bibliographic references, please refer to:
• http://www.slideshare.net/endika55/bibliography-71763364 (PDF file)
• http://www.slideshare.net/endika55/bibliography-71763366 (PPT file)
For videos, please refer to:
• www.symbaloo.com/mix/manufacturingtechnology
BIBLIOGRAPHY
by Endika Gandarias

6
CHIP FORMATION
CHIP FORMATION
by Endika Gandarias

7
Oblique cutting Orthogonal cutting
by Endika Gandarias
CHIP FORMATION
VIDEO
Faxial
Fradial
Faxial
λ
λ = 0º λ ≠ 0º
Introduction

8 by Endika Gandarias
CHIP FORMATION
More realistic view of chip formation, showing shear zone rather than shear plane.
t0 : depth of cut (mm) tc : chip thickness (mm)
Orthogonal cutting model
VIDEO VIDEO

9
CHIP FORMATION
by Endika Gandarias
λ
λ
λ = 0º
λ = 15º
λ = 30º
Oblique cutting model

10
VIDEO
by Endika Gandarias
CHIP FORMATION
Discontinuous chip Continuous chip Continuous chip with Built-Up Edge
Serrated or segmented chip
VIDEO VIDEO VIDEO VIDEO
It depends on: Workpiece material Tool geometry Cutting conditions
Chip formation types
11 by Endika Gandarias
CHIP FORMATION
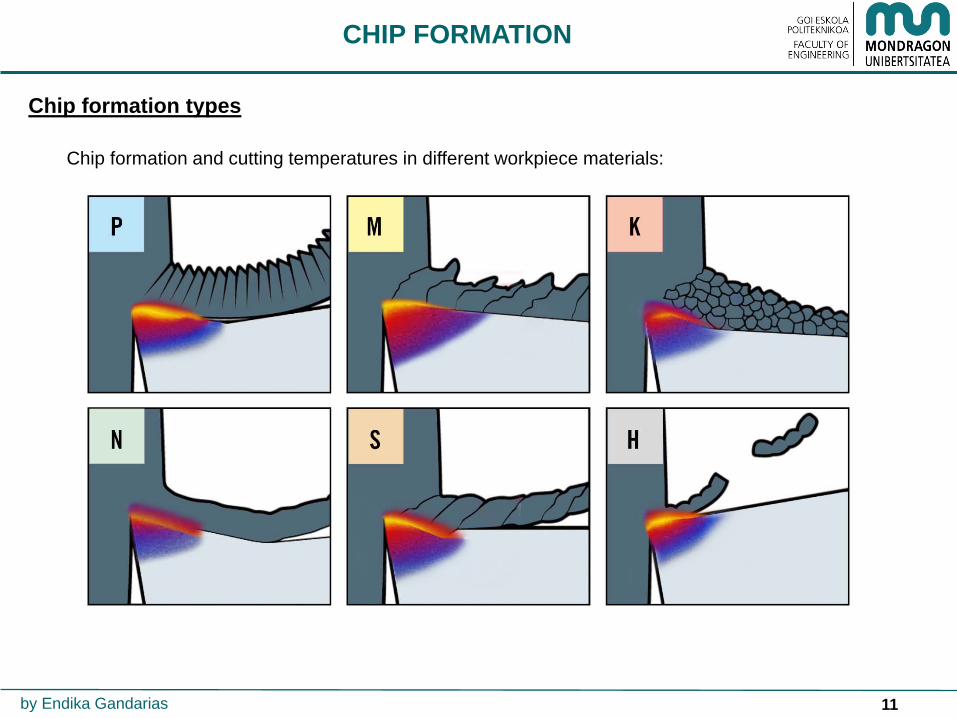
Chip formation types
Chip formation and cutting temperatures in different workpiece materials:

12
CUTTING TEMPERATURES
CUTTING TEMPERATURES
by Endika Gandarias

13 by Endika Gandarias
CUTTING TEMPERATURES
The maximum heat generated during cutting is close to the cutting edge, in the chip breaker. This is where the maximum pressure from the material is, and, with the friction between chip and carbide, causes these high temperatures.
Severe temperature gradients within the tool and the chip occurs, and the workpiece remains relatively cool. Heat distribution is: 80% through the chip. 10% through the workpiece. 10% through the tool.
VIDEO

14
CUTTING FORCES & POWER
CUTTING FORCES & POWER
by Endika Gandarias

15
N = spindle speed (rpm)
Davg = average diameter (mm) Davg = (D0-Df)/2
Vc = cutting speed (m/min)
fn = feed per revolution (mm/rev)
ap = radial cutting depth (mm)
Kc = specific cutting force (N/mm2)
ηm = machine efficiency (0.7-0.8)
Fc = cutting force (N)
Pc = net power (kW)
Pc = Fc × Vc
60 × 103 × ηm
N
CUTTING FORCES & POWER
Fc = kc × ap × fn
[kW]
[N]
TURNING
Q = Vc × ap × fn [cm3/min]
by Endika Gandarias
Mc = Fc × Davg
2 [N*m]

16
CUTTING FORCES & POWER
TURNING
by Endika Gandarias
N = spindle speed (rpm)
F = feed rate (mm/min)
Fc = cutting force (N)
Ft = thrust or feed force (N)
Fr = radial force (N)

17
CUTTING FORCES & POWER
TURNING
EXERCISE: An external turning operation is accomplished for a 60mm rod steel CMC02.1 material using Vc=400 m/min. Calculate for the following 2 cases:
by Endika Gandarias
Fc ? [N] Pc ? [kW] Q ? [cm3/min] Mc ? [N*m]

18
ap = axial cutting depth (mm)
D = tool diameter (mm)
ae = radial cutting depth (mm)
F = feed per minute (mm/min)
kc = specific cutting force (N/mm2)
Fc = cutting force (N)
Pc = net power (kW)
Q = metal removal rate (cm3/min)
CUTTING FORCES & POWER
MILLING
Pc = Fc × F
60 × 106
Fc = kc × ap × ae
[kW]
[N]
Q = ap × ae × F
1000 [cm3/min]
by Endika Gandarias
Mc = Pc × 30 × 103
π × N [N*m]

19
Dc = 125 mm ap = 5 mm ae = 100 mm F = 600 mm/min
EXERCISE: A face milling operation is accomplished for a CMC 02.1 material. It is known:
CUTTING FORCES & POWER
MILLING
Fc ? [N] Q ? [cm3/min] Pc ? [kW] Mc? [Nm]
by Endika Gandarias

20
fn = feed per revolution (mm/rev)
vc = cutting speed (m/min)
Dc = drill diameter (mm)
κr = positioning angle (º)
kc = specific cutting force (N/mm2)
Ff = feed force (N)
Pc = net power (kW)
Q = Metal removal rate (cm3/min)
CUTTING FORCES & POWER
DRILLING
Ff ≈
[kW]
[N]
Q = Dc × fn × Vc
4 [cm3/min]
Pc = kc × Dc × fn × Vc
240 × 103
kc × Dc × fn× sen κr
4
by Endika Gandarias
Mc = Pc × 30 × 103
π × N [N*m]

21
CUTTING FORCES & POWER
DRILLING
Dc = 12 mm fn = 0,21 mm/rev κr = 59º Vc = 105 m/min
EXERCISE: A drilling operation is accomplished for a CMC 06.1 material. It is known:
Ff ? [N] Pc ? [kW] Q ? [cm3/min]
by Endika Gandarias

22
GLOSSARY
GLOSSARY
by Endika Gandarias

23
GLOSSARY
by Endika Gandarias
ENGLISH SPANISH BASQUE
Alloy Aleación Aleazio Axial cutting depth Profundidad de pasada axial Sakontze sakonera Built-up edge Filo de aportación Ekarpen sorbatz Chip Viruta Txirbil Chip breaker Rompe virutas Txirbil hauslea Continuous chip Viruta continua Txirbil jarraia Continuous chip with built-up edge Viruta continua con filo de aportación Txirbil jarraiko ekarpen sorbatz Cool Fresco Hozkirri / Fresko Cutting speed Velocidad de corte Ebaketa abiadura Discontinuous chip Viruta discontinua Txirbil ez jarraia Drilling Taladrado Zulaketa Engagement Empañe Lausotua Feed per revolution Avance por vuelta Aitzinamendua birako Feed per tooth Avance por diente Aitzinamendua hortzeko Feed rate Avance por minuto Aitzinamendua minutuko Flank Flanco / Lateral Albo Hardness Dureza Gogortasuna Milling Fresado Fresaketa Net power Potencia neta Potentzi garbia Oblique cutting Corte oblicuo Ebaketa zeihar Orthogonal cutting Corte ortogonal Ebaketa ortogonala Positioning angle Ángulo de posicionamiento Posizionamendu angelu Power Potencia Potentzia Radial cutting depth Profundidad de pasada radial / ancho de pasada Iraganaldi zabalera Rake Desprendimiento Jaulkitze Removal rate Tasa de eliminación Eliminazio tasa Rod Barra Barra Serrated or segmented chip Viruta escalonada o segmentada Txirbil mailakatu edo segmentatua

24
GLOSSARY
by Endika Gandarias
ENGLISH SPANISH BASQUE
Shear strain zone Zona de deformación por cizalladura Ebakidura bidezko deformazio gunea Shearing Cizallamiento Ebakidura / Zizailadura Specific cutting force Fuerza de corte específico Ebaketa indar espezifikoa Spindle Cabezal Buru Spindle speed Velocidad de giro Biraketa abiadura Steel Acero Altzairu Thickness Espesor Lodiera Thrust Empuje Bultzada Tool Herramienta Erraminta Turning Torneado Torneaketa Wear Desgaste Higadura Workpiece Pieza Pieza