lith fjl ximum energy recovery - seas.columbia.edu and... · needed to destroy the selected wastes....
TRANSCRIPT

F. Hasselriis
Design and Operation of a
Versatile Pollution Control/Liquid Waste Thermal Destruction System If\lith fJl ximum Energy Recovery
Consul ant, Forest Hills Gardens,
N.Y. 11375 Mem.ASME
This paper describes an innovative fume incinerator which supplies all the steam needs of an industrial plant by burning waste liquid fuels, yet is flexible enough co match the instantaneous, hourly, weekly and seasonal variations in steam usage of the plant. Even though fume input is nearly constant, the load can be followed by adjusting (he fuel input while furnace temperatures vary in a range above that needed to destroy the selected wastes. A stearn accumulator reduces peak stearn demand on (he boilers. Ash from the waste oils accumulates on the furnace refractory, and boiler and air preheater /lIbes. requiring periodic cleaning. By maintaining sl{fficient minimum lemperatures, effective atomization and mixing. these systems can destroy liquid wastes containing diffiCUlt chemicals such as chlorinated phenol and benzene compounds. The required temperatures can be determined by plug flow thermal destruction in the laboralOry, and confirmed by testing typical materials in the full-scale oxidizer.
Introduction The de ire for a clean environment and the pas age of more
stringent emission regulations in the 1970's forced many manufacturers of industrial lamiames to install th rmal oxidizers to destroy the fumes emitted by their treating ovens, con isting of phenolics and various typ s of solvents.
In addition to the burden of installing this equipment, the cost of fuel required to operate these oxidizers could double the annual fuel budget of these plants, threatening to force them out of business unless mean were found to reduce these costs.
A laminate manufacturer in we tern New York State had coal·fired boiler which would require emissions controls or conv rsion to expensive fossil fuels, in addition to having to in tall a fume incinerator and buy fuel for its operation.
A study found that therm I oxidizers with sufficient capa ·ity to destroy the fumes generated by the plant could also generate enough waste heat to supply the needs of the emire plant thoughout the year, provided that the waste heat boiler were designed to recover the heat efficiently and that the heat generated could be matched with steam demand at all time . This plant was designed and built by Combustion Equipment A sociates (CEA), and operated under contract from 1972 10 1979, after which the owner took over the operation.
The facility was designed to handle up to 125,000 CFM (60 mJ) of treater exhaust fumes at about 200 F (90 C), containing phenolic resins, ketones, toluene and other solvents, using
Contributed by the Solid Waste Processing Division and presented at the National Solid Waste Conference, ew York, ew York, May 2-5, 1982, of THE AMERICAN SOCIETY Of MECHANtCAl ENGINEERS. Manuscript rectived by the Solid Waste Processing Division, Augu t 19, 1982; revi ed manuscript re elved February II, 1983.
five thermal oxidizer modules with four boilers for flexibility. The boilers, each having a capacity of 45,000 Iblhr (20 t/h) of 150 psig (1000 kPa) steam, were custom-designed by International Boiler Work with an optimum combination of finned and bare surface on the boiler and economizer to assure maximum thermal efficiency. The flexibility needed to accept the relatively fixed quantity of fumes discharged by the treating ovens, while delivering the highly variable steam demand of the plant simultaneously was accomplished by control of total fuel input, while allowing the furnace temperature to vary. Average monthly data showed that the energy in the steam generated represented over 90 percent of the heat supplied in the fuel.
The burners and burner controls were designed to burn gas, fuel oil, waste solvents and acqueous wastes simultaneously and optionally, and in one furnace a Double-VortexTM burner manufactured by CEA was installed to permit burning shredded wastes, including scrap pia tics, canvas and paper from the laminate plant, and waste wood, battery cases and rubber tires brought in to augment the fuel supply.
The fuel embargo was declared just after the plam was started up. A search for alternate fuels was rewarded with discovery of millions of gallons of waste oils stored in the region. About three million gallons of miscellaneous waste fuels were burned during the winter of 1972173. These wastes included aromatic and aliphatic hydrocarbons, alcohols, ketones and esters and polymeric resins, the latter comaining significant amounts of mi cible water. Some of these wastes contained up to 5070 chlorine. A system was developed to inject caustic into the fuel as it was fed to the burner, to react with the chlorides within the flame envelope and convert the chlorine to salts or HCI which went up the stacks. The salts

� 100 [ J ,'EA<
1.: �7Lt .,,�'""'""
2S �
HON!" THE ytU
J F '" A ,-. J J Po S O N 0 J ; ,.. ;. f J " A S 0 r. 0
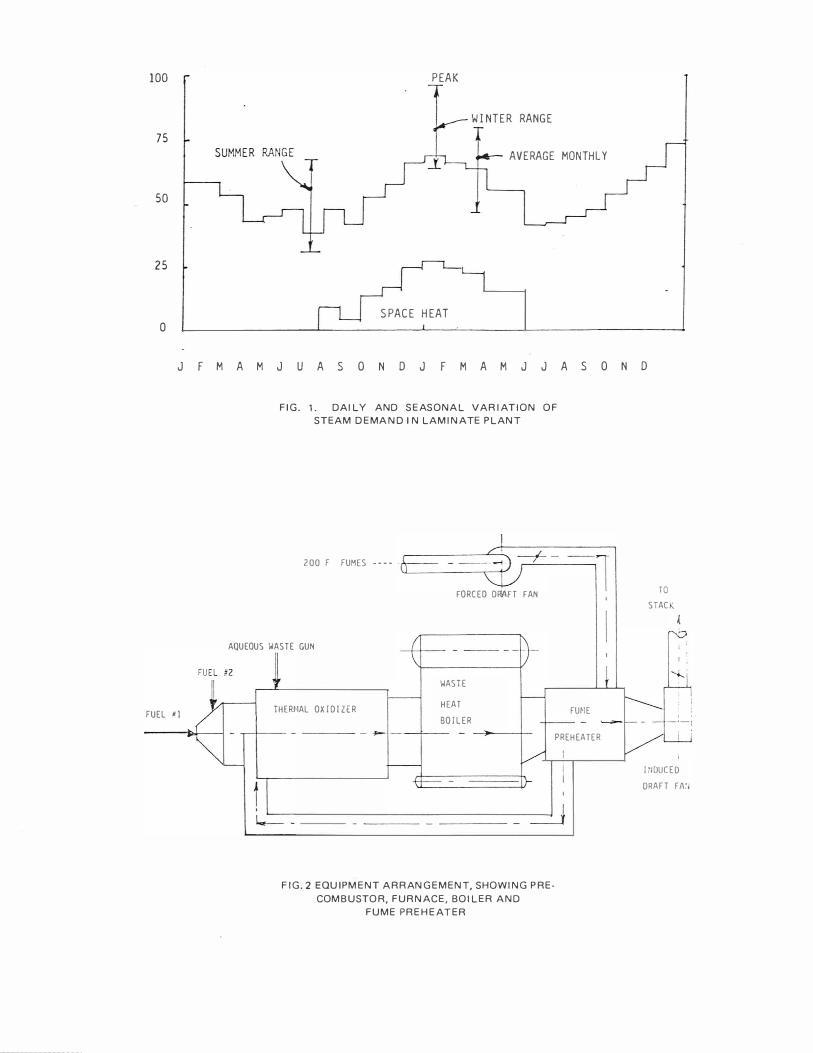
Fig.1 Daily and seasonal yarlation of steam domand in laminate plant
238 F " .. " TO
�IO' 10 WASTE fUEL 2
fJ[L I
IH[;o(lL; OItAr' FA"
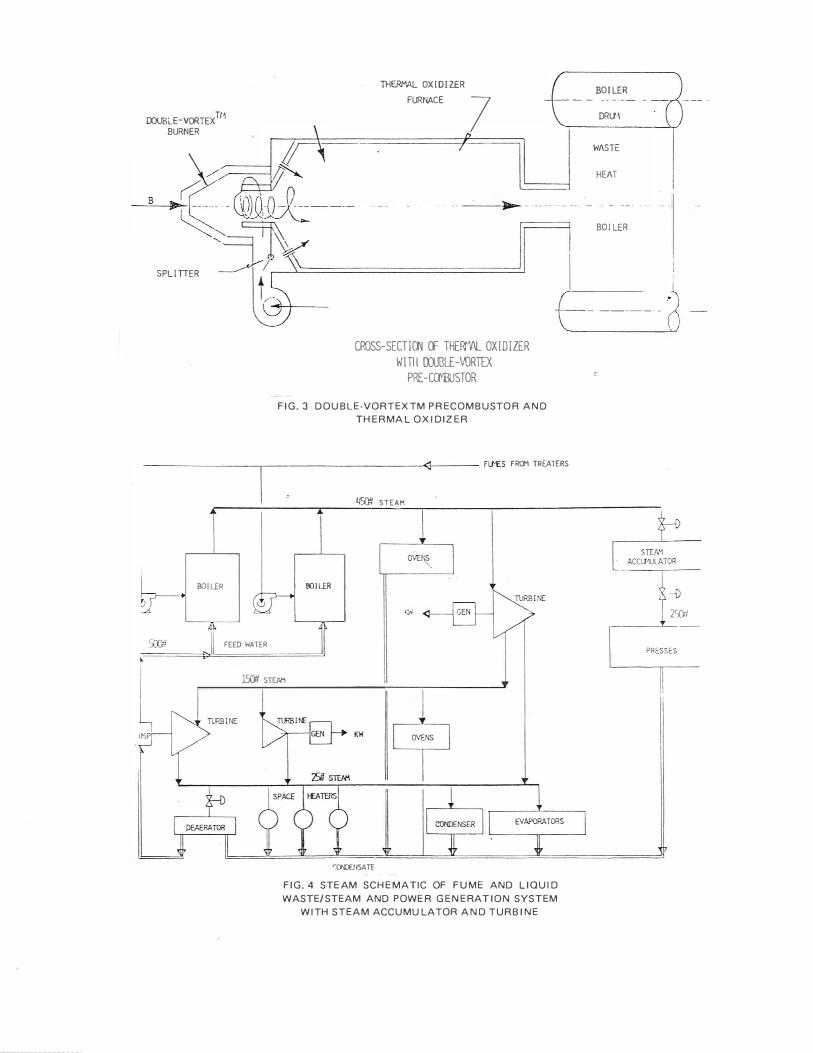
Fig. 2 Equipment arrangement, showing pre·combustor, furnace, boiler and fums preheater
oov LIOOID ioASI='
THt1J'\Al Ctl"·IZt'
-'�, r!!,"j,itl
' j 1'1-=---- -=-c:-
I'� \ }-. '--- ---
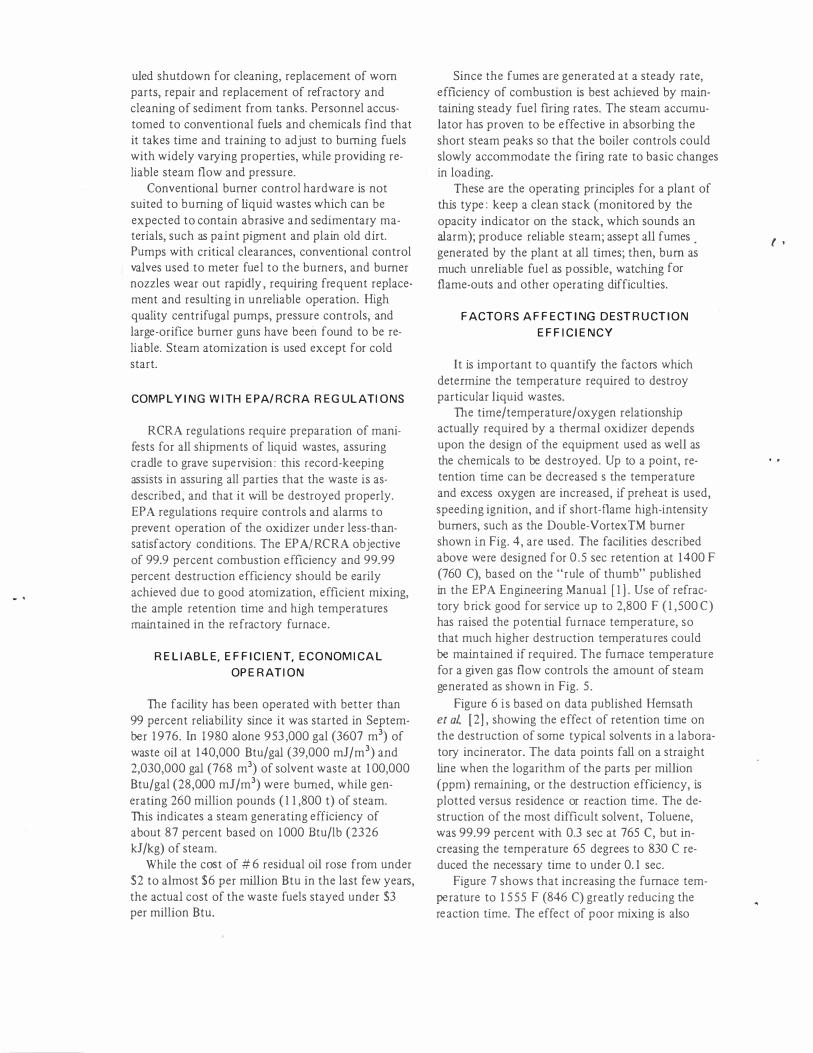
Fig.3 Double·yortexTM precombustor and thermal oxidizer
which condensed on the boiler tub 5 were washed off on weekends.
A Pennsylvania laminate plant, which had discontinued paper manufacturing, did not have as favorable a fume/steam balance. After extensive slUdies of the fume, Ihermal and power requirements, CEA developed and offered a more sophisticated heat recovery system, with a similar contract to design. build and operate the facility, which would destroy fumes from the phenolic treater ovens as well as aqueous and solvent wastes, generate all steam required for processing and space heating, and in addition co-generate power up to 500 kW using an existing steam turbine and discharging to lower pressure steam mains.
Fume/load balancing was harder to accomplish here: steam presses produced erratic fluctuations in steam demand, seasonal space heating loads varied, and weekend loads fell sharply. Figure 1 shows the variation of monthly average steam load and the range of daily steam loads for a laminating plant.
Design of Fume System
The equipment arrangement is shown in Fig. 2. Fumes from six phenolic treating ovens are carried over the roof through sprinkler-protected ducts. Forced-draft fans are provided for each of the three modules, to force the fumes through the
PUP'lf" .. - [
Fig. 4 Steam schematic 01 fume and liquid waste/steam and power generation system with steam accumulater and turbine
� � � " " x
w �
" z " " .. � " .. " " '" w -' �
90 r--------------------.
80
70
60
50
�O
30
20
300
700
600
STEAM l[MPER,ltUR(
PREHlAt lfN'ERAtUR[ 1- _ � __ _
_ - --=-._ -r - f;I)() - - - '- SlACK l£/\P[RATUR[
C[LSIUS
FAH� 1:'00
BOILER OU;PU!
rur.:j�tl I£tTlRi\JUR[ 700 aM 900 1000
I�O 1£00 lSOO
300
200
1100
2000 2200
I I
Fig. 5 Variation of steam output with thermal oxidizer furnace tern· perature
fum pre-heater to t he thermal oxidizer burner, with draft controls to maintain duct pressure slightly negative to draw fumes from the treaters. Induced-draft fans, draft-controlled to maintain furnace pressure lightly negative, pull the combustion gases through the furnace, waste heat boiler and fume preheater, ischarging to the sta k.
The facility was provided ith three International Boiler Works boiler/perheater modules, one a full spare, equipped with Double-Vortex pre-combustors, which are well suited to combustion of several fuels at once (see Fig. 3). Prime fuel (0.5 percent sulfur o. 6 oil), wa te oil, and waste solvents can be burned at varying ratio and quantity up to boiler capacity, in retractable fuel guns, two in the pre-combustor and optionally in the furnace. A multi-Rozzle gun injects aqueous wastes into either the combustor or the oxidizer, avoiding flame quenching and assuring complete destruction of wastes containing up to 95070 water.
Design of the Steam System
The steam schematic is shown in Fig. 4. A steam pressure master-controlier maintains 450 psig (3000 kPa) steam pressure to serve the treating ovens, feed water pumps and power turbine, while extraction, backpressure or reduced steam serves the 150 psig nd 25 psig steam systems.

umber of modules: te am generation:
Fume intake: Fume inlet temperature: Fume preheat temperature: Oxidi7.:r exittemperalure: Bo iler exit temperature: Stack ga temperature:
Temperal ure effici ency:
Aromalic hydrocarbon AliphJI ic h) drocarbon Alcohol f..:eIOI1C' ESlers Polymcri re sins
1 860-5 0
3 35,600 Ib/hr (17 . 8t/h) 21,500 CF 1(44 t/h)
19OF( 8C) 410 F (210 C)
160F(1016C} 570 F (300 C) 350F(17 C)
= 89 perce III 1 860-410
Per ent 35 35 15 5 5 5
B1l}(S?I ___ _______________________ . _____ ______________ I99�QQQ A steam accumulator, 3 m in diameter by \0 m long was
provided to absorb steam press peaks and maintain constant steam pressure to the plant, while the thermal oxidizer was accepting fumes at constant flow.
The output of the waste-heat boilers can be adjusted v ithin the necessary range. by varying furnace temperature from 1400 F to 2200 F (760 to 1200 C), giving a turndown of over 2: I. Fig. 5 shows how steam output is varied by changing furnace temperature. On weekends or when treater are down, the fume flow can be reduced to help match the steam demand.
The boiler gas outlet temperature was elected to be about
900 F (4 0 C) to match process steam needs. A fume preheater was in lalled to recove this heat, delivering roughly 400 F fume to the oxidizer and 400 F stack temperature.
Thermal Efficiency Startup test data is listed in Table I. The temperature ef
ficiency was 88 percenl in spite of the 100 to 200 p rcent excess air associated with fume incineration. During 1977 when only No.6 oil was burned, each gallon of oil produ ed over 125 Ib of 450 psig steam (89 per ent thermal efficien y), as compared with about \00 Ib produced by t he original boiler plant (72 percent). Thi remarkable efficiency is partly the consequence of burning 200 F fumes containing some combustibles.
Burning Liquid Wastes
The facility was designed with as much flexibility as possible since fume and proce s steam demand is affected by marketing conditions, and the properties of available fuels will vary. In order to tolerate fuels containing significant amounts of ash, the boiler tubes are arranged in straight lanes for ready inspection and periodic cleaning, and with acces door for cleaning and flushing. In case future use of higher ash fuels would justify their installation, provision wa made for fabric stack gas filters. Present permits restrict waste fuel ash to I percent ash and 0.5 percent halogen content .
The facility was originally permitted as a boiler burning No. 6 oil and 1500 gallons (5.7 m3) per day of waste solvents and aqueous wastes. The phenolic fumes and liquid wa tes generated by the laminate plant were readily oxidized at the furnace temperatures normally maintained for steam generation 1400 to 2000 F (760 to 1 100 C) as determined by tests performed at the New York plant.
After additional permits were obtained in 1978 to burn imported liquid wastes of similar types, a concerted effort was made to replace o. 6 oil with liquid wastes as much as pos ible. The ratio was gradually increased until 0.6 oil was totally eliminated as a fuel. The \ a te� are obtained mainly from waste processing firms. omplete as uran-:e of the eh mical analysi. and heating value of the waste is required before they are accepted. The approximate amounts and ypes of liquid wa tes burned at the facility are listed in Table I.
In addition to the storage and pumping facilitie provided in th original in tallation, new technology was developed to handle large volumes of variable material, in luding tanker unloading, prefiltering, testing, storage, mixing, pumping, piping and burner and burner management systems.
Using liquid wates as alternate fuels requires continuous, proficient management of these highly variable materials, with frequent testing and constant attention to equipment and combustion. Under contract operation this burden is not placed on the personnel of the client, who must on entrate on his own business.
Operation of the facility requires careful sel clion of acceptable waste liquids, coordination of receipt, IOrage and burning with the steam generation requirements of the customer. Maintenance of the equipment is relatively high, requiring scheduled shutdown for cleaning, replacement of worn pans, repair and replacement of refractory and cleaning of sediment from tanks. Personnel accustomed to conventional fuels and chemicals find that it takes time and training to adju t to burning fuels with widely varying properties, while providing reliable steam flow and pressure.
Conventional burner control hardware is not suited to burning of liquid wastes which can be expecled to contain abrasive and sedimentary materials, such as paint pigment and plain old dirt. Pumps with critical clearances, conventional control valves used to meter fuel to the burners, and burner nozzles wear out rapidly, requmng frequent replacement and resulting in unreliable operation. High quality centrifugal pumps, pressure controls, and large-orifice burner guns have been found to be reliable. Steam atomization is used except for cold start.
Complying with EPA/RCRA Regulations
RCRA regulations require preparation of manifests for all shipments of liquid wastes, assuring cradle to grave supervision: this record-keeping assists in a suring all parties that the waste i as-described, and that it will be destroyed properly. EPA regulation require controls and alarms to prevent operation of the oxidizer under less-than- atisfactory conditions. The EPA/RCRA objective of 99.9 percent combustion efficiency and 99.99 percent destruction efficiency should be easily achieved due to good atomization, efficient mixing, the ample retention time and high temperatures maintained in the refractory furnace.
Reliable, Efficient, Economical Operation
The facility has been operated with better than 99 percent reliability ince it was started in September 1976. In 1980 alone 953,000 gallons of waste oil at 140,000 Btu/gallon (39,000 ml/ml) and 2,030,000 gallons of solvent waste at 100,000 Btu/gallons (28,000 m1 lm ·1 ) were burned, while
generating 260 millions lb (1 1,800 t) of steam. This indicates a steam generating efficiency of about 87 percent based on 1000 Btu/lb (2326 kJ/kg) of steam.
While the cost of No. 6 residual oil rose from under $2 to almost $6 million Btu in the last few years, the actual cost of the waste fuels stayed under $3 per million Btu.
Since the fumes are generated at a steady rate, efficiency of combustion is best achieved by maintaining steady fuel firing rates. The steam accumulator has proven to be effective in

I OO � ____ � ____ � ____ � ______ ,-____ ,
10
0.1 /C"lClOHtxA."£ (1.010 f)
0.01
0.001 § �
yTOLUt-" 0'30 f)
0.0001 L-____ -'-____ --'-______ .l.-____ -'-____ -'
10·
10'
4 Iv
10'
10'
10
0.1 O.l o. , 0.4 0.' fl"JlAC£ R[TENTlOM TltU:, SECO)lUS
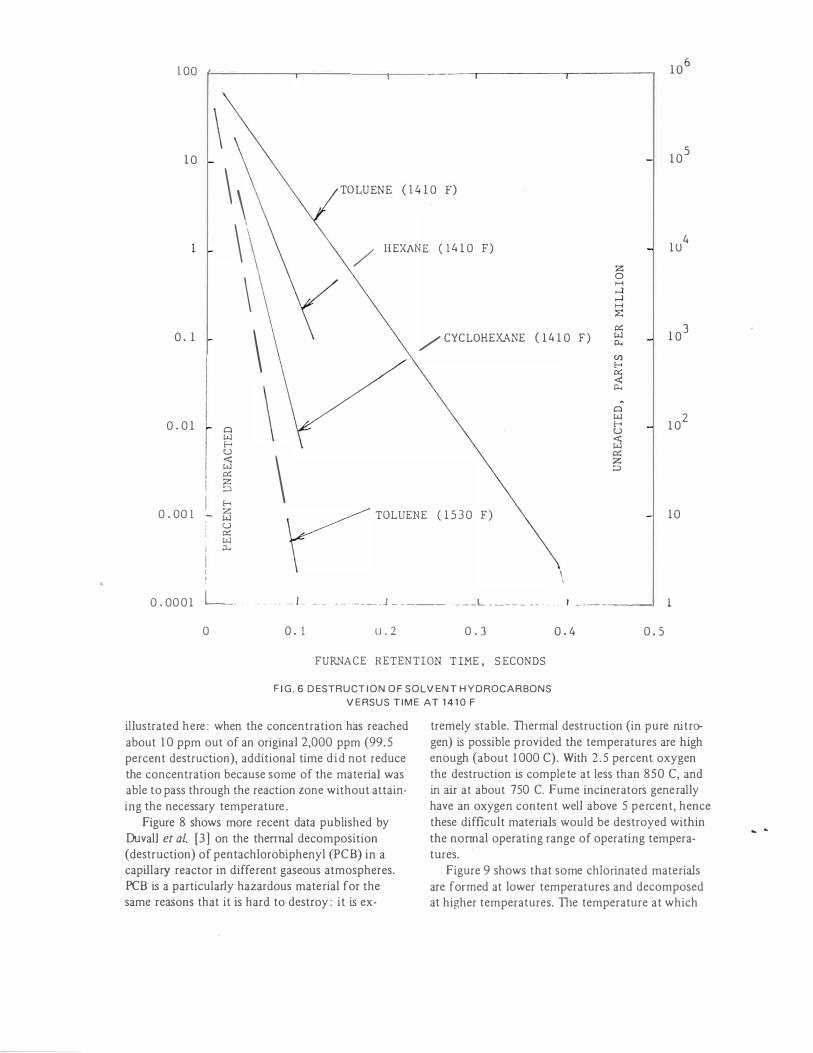
Fig.6 Destruction of solvent hydrocarbons versus time at 1410 F
.� .10
l1M\ �lCOIM
.11 .1
Fig.7 Decrease in toluene concentration with time and temperature
absorbing (he shon steam peaks so that the boiler controls could slowly accommodate the firing rate to basic changes in loading.
These are the operating principles for a plant of this type: keep a clean stack (monitored by the opacity indicator on the stack, which sounds an alarm); produce reliable steam; assept all fumes generated by the plant at all times; then, burn as much unreliable fuel as possible, watching for flame-outs and other operating difficulties.
Factors Affecting Destruction Efficiency It is important to quantify the factors which determine the
temperature required to destroy particular liquid wastes. The time/temperature/oxygen relationship actually
required by a thermal oxidizer depends upon the design of the equipment used as well as the chemicals to be destroyed. Up to a point, retention time can be decreased as the temperature and excess oxygen are increased, if preheat is used, spending ignition, and if short-flame high-intensity burners, such as the Double-VortexTM burner shown in Fig. 4, are used. The facilities described above were designed for 0.5-s retention at 1400 F (760 C), based on the "rule of thumb" published in the EPA Engineering Manual [1]. Use of refractory brick good for service up to 2800 F (1500 C) has raised the potential furnace temperature, so that much higher destruction temperatures could be maintained if required. The furnace
IOO �'�n--' 2l 10
I �
",.. , " - �"". � .U O)()r.Et' I:' "11MOf.15_
I rg I� 0.\ -i1 kITr"'WS rlMI .' . . �. [I � � TII[JL'iAl DES1RltTIU', or "l!H,\I..HI.O).'JKIIHl', ...
0.01 Dm'�[_S t _ '),O'J 600 Joo 8f1(J "In" Ii"
, . ,,1--,1----;-- -'T----' ... -- I I --L....y-' -r • - ,i D[(..LCS r 1000 1100 1200 IlOO uno I�OU \f,nt) 11')1' '''1'1
T[HrrRA1C R[ Fig. 8 Effect of oxygen concentration and temperature on thermal decomposition of chlorinated biphenyl [2]
100
10
n.1 -
e: .,
orcuts C !lOO &00 31")0 , 9fM' • ' Hltl J �,�' --�' --�I--�. -- '��I�,�-r' --�. �. --
OrCJlHS r 1000 ItrW 1:'00 I)ntl 1l,{}l1 ''000 1"1" 111" I�
1 t tI r [ )1: " 1 l. It [ Fig. 9 Effect of temperature on production and destruction 01 chlorinated biphenyl and benzenes, In air [2]
temperature for a given gas flow controls the amount of steam generated as shown in Fig. 5.
Figure 6 is based on data published Hemsath, et al. 12], showing the effect of retention time on the destruction of some typical solvents in a laboratory incinerator. The data points fall on a straight line when the logarithm of the pans per million (ppm) remaining, or the destruction efficiency, is plolled versus residence or reaction time. The destruction of the most difficult solvent, Toluene, was 99.99 percent with 0.3 s at 765 C, but increasing the temperature 65 degrees to 830 C reduced the necessary time to under 0, I s.
Figure 7 shows that increasing the furnace temperature to 1555 F (846 C) greatly reducing the reaction time. The effect of poor mixing is also illustrated here: when the concentration has reached about 10 ppm out of an original 2000 ppm (99.5 percent destruction), additional time did not reduce the concentration because some of the material was able to pass through the reaction zone without attaining the necessary temperature,
Figure 8 shows more recent data published by Duvall, et al. [3] on the thermal decomposition (destruction) of pentachlorobiphenyl (PCB) in a capillary reactor in different gaseous atmospheres. PCB is a particularly hazardous material for the same reasons that it is hard to destroy: it is extremely stable. Thermal destruction (in pure nitrogen) is possible provided the temperatures are high enough (about iOOO C). With 2.5 percent oxygen the destruction i complete at less than 850 C, and in air at about 750 C. Fume incinerators generally have an oxygen content well above 5 percent, hence these difficult materials would be destroyed within the normal operating range of operating temperatures.
Figure 9 shows that some chlorinated materials are formed at lower temperatures and decomposed at higher temperatures. The temperature at which hexachlorobiphenyl is largely destroyed corresponds with the temperature at which

l
I I
/ /
btJo 1-
DESIGN AND OPERA TION OF A VERSA TILE POLLUTION CONTROL/LIQUID WASTE THERMAL
DESTRUCTION SYSTEM WITH MAXIMUM ENERGY RECOVERY
FLOYD HASSELRIIS Consultant
Forest Hills Gardens, New York
ABSTRACT
The heat generated by the thermal destruction
of fumes and combustible liquid wastes can be re
covered to produce steam and power required by
industrial plants. The instantaneous, hourly, week
ly and seasonal variations in steam usage of indus
trial plants requires innovative system design to
match heat recovery to instantaneous heat demand.
A facilty initially burning #6 fuel oil was con
verted to burning only waste fuels, thus achieving
nearly constant fuel cost in spite of skyrocketing
fuel oil prices. The system recovers 85-90 percent
of the heat in the fuel. Ash in the wastes accumu
lates on the furnace refractory and boiler tubes,
requiring periodic cleaning.
The balance between relatively constant fume
generation and highly variable steam requirements
is accommodated by adjusting the fuel input while
allowing thermal oxidizer furnace temperatures to
vary above those needed to destroy the selected
wastes. A steam accumulator is used to reduce
peak steam demand on the boilers.
Systems of this type can destroy liquid wastes
containing difficult chemicals such as chlorinated
phenol and benzene compounds, by maintaining
sufficient temperature, proper atomization and
effective mixing. Research and theory cited shows
that the reaction kinetics of chemical compounds
can be determined experimentally under plug flow
conditions, and that the temperature needed to
achieve a required destruction efficiency depends
primarily on the mixing effectiveness of the burner,
furnace configuration and temperature, and to
some extent on retention time. The destruction
efficiencies achieved by actual configurations can
be determined by tests of "surrogate" compounds
having similar destruction temperature require
ments, thus avoiding the need to handle hazardous
materials.
INTRODUCTION
The desire for a clean environment and the pas
sage of more stringent emission regulations in the
1970's forced many manufacturers of industrial
laminates to install thermal oxidizers to destroy
the fumes emitted by their treating ovens, con
sisting of phenolics and various types of solvents.
[n addition to the burden of installing this equip
ment, the cost of fuel required to operate these
oxidizers could double the annual fuel budget of
these plants, threatening to force them out of busi
ness unless means were found to reduce these costs.
A laminate manufacturer in western New York
State had coal-fued boilers which would require
emissions controls or conversion to expensive fossil
fuels, in addition to having to install a fume incin
erator and buy fuel for its operation.
A study found that thermal oxidizers with suf
ficient capacity to destroy the fumes generated by
the plant could also generate enough waste heat to
supply the needs of the entire plant throughout the
year, provided that the waste heat boilers were de
signed to recover the heat efficiently and that the
heat generated could be matched with steam de-

mand at all times. 'This plant was designed and built by Combustion Equipment Associates (CEA), and operated under contract from 1972 to 1979, after which the owner took over the operation.
The facility was designed to handle up to 125,000 CFM (60 m3) of treater .exhaust fumes at about 200 F (90 C), containing phenolic resins, ketones, toluene and other solvents, using five thermal oxidizer modules with four boilers for flexibility. The boilers, each having a capacity of 45,000 lb/hr (20 t/hr) of 150 psig (1,000 kPa) steam, were custom-designed by International Boiler Works with an optimum combination of finned and bare surface on the boiler and economizer to assure maximum thermal efficiency. The flexibility needed to accept the relatively fixed quantity of fumes discharged by the treating ovens, while delivering the highly variable steam demand of the plant simultaneously was accomplished by control of total fuel input, while allowing the furnace temperature to vary. Average monthly data showed that the energy in the steam generated represented over 90 percent of the heat supplied in the fuel.
The burners and burner controls were designed to bum gas, fuel oil, waste solvents and acqueous wastes simultaneously and optiOiially, and in one· furnace a Double-VortexTM burner manuf�ct�red by CEA was installed to permit burning shredded wastes, including scrap plastics, canvas and paper from the laminate plant, and waste wood, battery cases and rubber tires brought in to augment the fuel supply.
The fuel embargo was declared just after the plant was started up. A search for alternate fuels was rewarded with discovery of millions of gallons of waste oils stored in the region. About three million gallons of miscellaneous waste fuels were burned during the winter of 1972/73. These wastes included aromatic and aliphatic hydrocarbons, alcohols, ketones and esters and polymeric resins, the latter containing Significant amoun ts ofrniscible water. Some of these wastes contained up to 5 percent chlorine. A system was developed to inject caustic into the fuel as it was fed to the burner, to react with the chlorides within the flame envelope and convert the chlorine to salts or HCl which went up the stacks. The salts which condensed on the boiler tubes were washed off on weekends.
A Pennsylvania laminate plant, which had discontinued paper manufacturing, did not have as favorable a fume/steam balance. After extensive studies of the fume, thermal and power require-
ments, CEA developed and offered a more sophisticated heat recovery system, with a similar contract to design, build and operate the facility, which would destroy fumes from the phenolic treater ovens as well as aqueous and solvent wastes, generate all steam required for processing and space heating, and in addition co-generate power up to 500 kW using an existing steam turbine and discharging to lower pressure steam mains.
Fume/load balancing was harder to accomplish here: steam presses produced erratic fluctuations in steam demand, seasonal space heating loads varied, and weekend loads fell sharply. Figure 1 shows the variation of monthly average steam load and the range of daily steam loads for a laminating plant.
DESIGN OF FUME SYSTEM
The equipment arrangement is shown in Fig. 2. Fumes from six phenolic treating ovens are carried over the roof through sprinkler-protected ducts. Forced-draft fans are provided for each of the three modules, to force the fumes through the fume preheater to the thermal oxidizer burner, with draft controls to maintain duct pressure slightly negative to draw fumes from the treaters. Induced-draft fans, draft-controlled to maintain furnace pressure slightly negative, pull the combustion gases through the furnace, waste heat boiler and fume preheater, discharging to the stack.
The facility was provided with three International Boiler Works boiler/preheater modules, one a full spare, equipped with Double-Vortex pre-combustors, which are well-suited to combustion of several fuels at once (see Fig. 3). Prime fuel (0.5 percent sulfur #6 oil), waste oil, and waste solvents can be burned at varying ratio and quantity up to boiler capacity, in retractable fuel guns, two in the pre-combustor and optionally in the furnace. A multi-nozzle gun injects aqueous wastes into either the combustor or the oxidizer, avoiding flame quenching and assuring complete destruction of wastes containing up to 95 percent water.
. . DESIGN OF THE STEAM SYSTEM
The steam schematic is shown in Fig. 4. A steam pressure master-controller maintains 450 psig (3,000 kPa) steam pressure to serve the treating ovens, feedwater pumps and power turbine, while extraction, backpressure or reduced steam serves the 150 psig and 25 psig steam systems.
100 PEAK
WINTER RANGE
75 AVERAGE MONTHLY
50
25
SPACE HEAT o
J F M A M J U A S O N 0 J F M A M J J A S O N 0
FUEL # I
FIG. 1. DAI LY AND S E AS ONAL VAR I ATION O F STEAM D E MAND I N LAM I NATE PLANT
200 F FUMES ----
AQUEOUS WASTE GUN
I THERI·1AL OXIDIZER
FORCED DAAFT FAN
WASTE
HEAT
BOILER FUNE
---- - -- --+-- PREHEATER
I ____ _ ==-.J
FIG. 2 EQUIPM ENT A R R ANGE M ENT, SHOWING PRE
COMBUSTO R, FURNACE , BOI L E R AND
FUM E PR E H E AT E R
TO
STAC·
.{
I nUUCED
DRAFT FA:
OOUBLE-VORTEXTr1
BURNER
1HERl"'AL OX I 01 Z£R ( l FlA'NACE
7 � - -���- - �om
��r-===========�==�
---'B�� .. . �)lli�--.- _lL ____ � ...... _-....... _
5P/ WASTE
HEAT
BOILER
SPLITIER r-�========== ============== ======� I I L. t- .' - ----.- d
CROSS-SECTIOO (f THE�w.. OXIDIZER WInl IDJBL£-VORTEX
PRE-CC\'13USTOR
FIG. 3 D OUBLE·VORTEXTM PR ECOMBUSTO R AND TH E R MAL OXI DIZ E R
________ .-___________________ ��------ F�£S F�TR�ITRS
BOIL£R
�5G'I STEAM
OOIL£R
FEED WATER
l500 STEA'1
Ca-\lE!sA TE
FIG. 4 STE AM SCH E MATIC OF F U M E AND LIQUI D
WASTE/STEAM AND POWE R GENE RATION SYSTEM
W I TH STEAM ACCUMULATOR AND TURBINE
2"f.j1

A steam accumulator, 3 m in diameter by 10 m long was provided to absorb steam press peaks and maintain constant steam pressure to the plant, while the thennal oxidizer was accepting fumes at constant flow. . The output of the waste-heat boilers can be
adjusted within the necessary range by varying furnace temperature from 1400-2200 F (760-1200 C), giving a turndown of over 2: 1. Figure 5 shows how steam output is varied by changing furnace temperature. On weekends or when t:eaters are down, the fume flow can be reduced to help match the steam demand.
The boiler gas outlet temperature was selected to be about 900 F (480 C) to match process steam needs. A fume preheater was installed to recover this heat, delivering roughly 400 F fumes to the oxidizer and 400 F stack temperature.
THERMAL EFFICIENCY
Startup test data is listed in Table 1. The temperature efficiency was 88 percent in spite of the 100 to 200 percent excess air associated with fume incineration. During 1977 when only # 6 oil was burned, each gallon of oil produced over 125 pounds of 450 psig steam (89 percent thennal efficiency), as compared with about 100 pounds produced by the original boiler plant (72 percent). This remarkable efficiency is partly the consequence of burning 200 F fumes containing some combustibles.
TABLE 1 TEST DATA OF T H E R M A L OXI D I Z E R
H E AT R EC O V E RY UNI T
Number o f Modules:
Steam generation: Fume intake:
Fume inlet temperatu re:
Fume preheat temperatu re:
Oxidizer exit temperature:
Boiler exit temperatu re:
Stack gas temperatu re:
3
35,600 1b/h r (17.8 t/hr)
2 1,500 S C F M (44 t/hr)
190 F (88 C)
4 10 F (2 10 C)
1,860 F (1,0 16 C)
570 F (300 C)
350 F (177 C)
1860 -570 Temperature Efficiency:
1860 -4 10 89 percent
BURNING LIQUID WASTES
The facility was designed with as much flexibility as possible since fume and process steam demand is affected by marketing conditions, and the properties of available fuels will vary. In order to tolerate fuels containing significant amounts of ash, the boiler tubes are arranged in straight lanes
for ready inspection and periodic cleaning, and with access doors for cleaning and flushing. In case future use of higher ash fuels would justify their installation, provision was made for fabric stack gas fIlters. Present permits restrict waste fuel ash to 1 percent ash and 0.5 percent halogen content.
The facility was originally pennitted as a boiler burning # 6 oil and 1500 gallons (5.7 m3) per day of waste solvents and aqueous wastes. The phenolic fumes and liquid wastes generated by the laminate plant were readily oxidized at the furnace temperatures nonnally main tained for steam generation, 1400 to 2000 F (760 to 1100 C), as determined by tests perfonned at the ew York plant.
After additional permits were obtained in 1978 to bum imported liquid wastes of similar types, a concerted effort was made to replace # 6 oil with liquid wastes as much as possible. The ratio was gradually increased until # 6 oil was totally eliminated as a fuel. The wastes are obtained mainly from waste processing firrns. Complete assurance of the chemical analysis and heating value of the wastes is required before they are accepted. The approximate amounts and types of liquid wastes burned at the facility are listed in Table 2.
TAB L E 2 TYPICA L ANALYSIS O F WASTES
Aromatic Hyd rocarbons 35 percent
Aliphatic Hydrocarbons 35 percent
Alcohols 15 percent
Ketones 5 percent
Esters 5 percent
Polymeric Resins 5 percent
Btu /gal 100,000
In addition to the storage and pumping facilities provided in the original installation, new technology was developed to handle large volume of variable material, including tanker unloading, preflitering, testing, storage, mixing, pumping, piping and burner and burner management systems.
Using liquid wastes as alternate fuels requires continuous, proficient management of these highly variable materials, with frequent testing and constant attention to equipment and combustion. Under contract operation this burden is not placed on the personnel of the client, who must concentrate on his own business.
Operation of the facility requires careful selection of acceptable waste liquids, coordination of receipt, storage and burning with the steam generation requirements of the customer. Maintenance of the equipment is relatively high, requiring sched-

90
80
60
� lJJ f-V1 L..L. 0
50 ex: => 0 :r: ex: lJJ CI.. V1 0
40 z => 0 CI.. C> C> C>
. f- 30 => CI.. f-=> 0 cx: w � .... 0 co 20
10
o
EFF I C I E:�N�CY'i-__ ------
BOILER OUTLET TEr�PERATURE
�-------STEAM TEMPERATURE
PREHEAT
/. J
/ � -STACK TEM� - ---./"
-- ./"
// 1 ./ ./
...-
600
1000
BOILER 0 TPUT
/ ./"
TE-1PERATURE, CELSIUS
700 800 900 1000
1200 1400 1600 1800
FUR ACE TEMPERATURE, FAHRENHEIT
F I G.5 VARIATI ON OF STEAM OUTPUT WITH
THE R M A L OXIDIZ E R FURNACE TEMPE R ATUR E
300
700
680.·
f-.... lJJ :r: z w ex:/
500 � L..L. / ./ w
./" cx: -- :;:)
f-c:( ex:
-- w --
400 CI.. � w f-
300
200
1100 1200
2000 aoo
uled shutdown for cleaning, replacement of worn parts, repair and replacement of refractory and cleaning of sediment from tanks. Personnel accustomed to conventional fuels and chemicals fInd that it takes time and training to adjust to burning fuels with widely varying properties, while providing reliable steam flow and pressure.
Conventional burner control hardware is not suited to burning of liquid wastes which can be expected to contain abrasive and sedimentary materials, such as paint pigment and plain old dirt. Pumps with critical clearances, conventional control valves used to meter fue l to the burners, and burner nozzles wear out rapidly , requiring frequent replacement and resulting in unreliable operation. High quality centrifugal pumps, pressure controls, and large-orifIce burner guns have been found to be reliable. Steam atomization is used except for cold start.
COMP LYING WITH E PA/RCRA REGULATIONS
RCRA regulations require preparation of manifests for all shipmen ts of liquid wastes, assuring cradle to grave supe rvision : this record-keeping assists in assuring all parties that the waste is asdescribed, and that it will be destroyed properly. EPA regulations require controls and alarms to prevent operation of the oxidizer unde r less-thansatisfactory conditions. The EP N RC RA objective of 99.9 percent combustion e ffIciency and 99.99 percent destruction effIciency should be earily achieved due to good atomization, e ffIcient mixing, the ample retention time and high temperatures main tained in the re fractory furnace.
RE LIAB LE, EFFICIEN T, ECONOMICA L
OPERATION
The facility has been operated with better than 99 percent reliability since it was started in September 1 976. In 1 980 alone 953 ,000 gal (3607 m3) of waste oil at 140,000 Btu/gal (39,000 mJ/m3) and 2,030,000 gal (768 m3) of solvent waste at 1 00,000 Btu/gal (28,000 mJ/m3) were burned, while generating 260 million pounds ( 1 1 ,800 t) of steam. This indicates a steam generating e fficiency of about 87 percent based on 1 000 Btu/lb (2326 kJ/kg) of steam.
While the cos t of # 6 residual oil rose from under $2 to almost $6 per million Btu in the last few years, the actual cost of the waste fuels stayed under $3 per million Btu.
Since the fumes are generated at a steady rate, efficiency of combustion is best achieved by maintaining steady fuel fIring rates. The steam accumulator has proven to be e ffective in absorbing the short steam peaks so that the boiler controls could slowly accommodate the fIring rate to basic changes in loading.
These are the operating principles for a plant of this type : keep a clean stack (monitored by the opacity indicator on the stack, which sounds an alarm); produce reliable steam; assept all fumes . generated by the plant at all times; then, bum as much unreliable fuel as p ossible, watching for flame-outs and other operating difficulties.
FACTORS AFFECTING DESTRUCTION
EFFICIENCY
It is imp ortant to quantify the factors which determine the temperature required to destroy particular liqUid wastes.
The time/temperature/oxygen relationship actually required by a thermal oxidizer depends upon the design of the equipment used as well as the chemicals to be destroyed. Up to a point, retention time can be decreased s the temperature and excess oxygen are increased, if preheat is used, speeding ignition, and if short-flame high-intensity burners, such as the Double-VortexTM burner shown in Fig. 4, are used. The facilities described above were designed for 0.5 sec retention at 1400 F (760 C), based on the "rule of thumb" published in the EPA Engineering Manual [ 1 ] . Use of refractory b rick good for service up to 2,800 F ( 1 ,500 C ) has raised the p otential furnace temperature, so that much higher destruction temperatu res could be maintained if required. The furnace temperature for a given gas flow controls the amount of steam generated as shown in Fig. 5 .
Figure 6 i s based o n data published Hemsath et aL [2] , shOwing the e ffect of retention time on the destruction of some typical solven ts in a laboratory incinerator. The data points fall on a straight line when the logarithm of the parts per million (ppm) remaining, or the destruction effIciency, is plotted versus residence or reaction time. The destruction of the most diffIcult solvent, Toluene, was 99.99 percent with 0.3 sec at 765 C, but increasing the temperature 65 degrees to 830 C reduced the necessary time to under 0. 1 sec.
Figure 7 shows that increasing the furnace temperature to 1 5 55 F (846 C) greatly reducing the re action time. The effect of poor mixing is also
( .
1 00
\ 1 0
5 1 0
\ \
\ ' / H EXA E ( 1 4 1 0 F ) 1 04
;z;
\ 0 H ,....l ,....l H ;:E:
\ � 1 0
3 0 . 1 / CYCLOHEXANE ( 1 4 1 0 F ) � Po.
U) E-< e;j
\ Po.
� Q � 1 0
2 0 . 0 1 E-< Q U � < E-< � U � < \ ;z; � :::> � ;z; :::>
E-< 0 . 00 1 ;z;
Y TOLUE E ( 1 5 3 0 F ) 1 0 - � u p::: � p..
\
0 . 00 0 1 L- . . . - / .. -. - _ .- . _ _ __ --1 _ _ _ __ . _ _ _ L _ ___ _ _ _ _ . . 1 1
0 0 . 1 0 . 2 0 . 3 0 . 4 0 . 5
FURNACE RETEN T I O T IME , S ECONDS
FIG. 6 D ESTRUCTION O F S O LV ENT H Y D ROCARBONS
V E RSUS TIM E AT 1 4 1 0 F
illustrated here : when the concentration has reached
about 1 0 ppm out of an original 2,000 ppm (99.5 percent destruction), additional time d id not reduce the concentration because some of the material was able to pass through the reaction zone without attaining the necessary temperature .
Figure 8 shows more recent data published by Duvall et aL [3 ] on the thennal decomposition (destruction) of pentachlorobiphenyl (PCB) in a capillary reactor in different gaseous atmospheres. PCB is a particularly hazardous material for the same reasons that it is hard to destroy : it is ex-
tremely stable. Thennal destruction (in pure nitro
gen) is possible provided the temperatures are high enough (about 1 000 C). With 2 . 5 percent oxygen the destruction is comple te at less than 850 C, and in air at about 750 C. Fume incinerators generally have an oxygen content well above 5 percent, hence these difficult materials would be destroyed within
the nonnal operating range of operating temperatures.
Figure 9 shows that some chlorinated materials
are fonned at lower temperatures and decomposed at higher temperatures. The temperature at which

1 00
1 0
0 . 1
0 . 0 1
1 00
1 0
0 . 1
0 . 0 1
40% OXYGE I
2 . 5% OXYGEN I
RETENTIO T IME : 2 s e c
THERMAL DESTRUCTION OF P ENTACHLOROB I PHENYL
D[GREES C 500 600 700 800 900
o
!-< Z "-l U c.:::::: ! "-l J 9 0 1'-. '
I I 9 9 � 1 I z . 8 ! t--; ' u � � f:-! ! U) ; :.el l c ,
I
1 000
9 9 . 9
9 9 . 9 9
DEGREES F 1 000 1 1 00 1 2 00 1 300 1 4 0 0 1 5 00 1 600 1 70 0 1 800
T E M P E R A T U R E
F I G. 7 D E C R E AS E IN TOLUENE CONC ENT R AT I ON
W I TH T I M E AND T E M P E R ATUR E
HEXACHLOROB I PHENYL
IN A I R
PENTACHLOROBE Z ENE
DEGREES C 500 600 7 0 0 800 900
!-< Z "-l U
o
� 90 �
>< u Z "-l H � 9 9 J.'-< J.'-< "-l Z o H !-<
� 9 9 . 9
0:: . E-- ' Vl "-l o
1 000
9 9 . 9 9
DEGREES F 1 000 1 1 0 0 1 200 1 300 1 4 00 1 500 1 6 00 1 700 1 800
T E M P E R A T U R E
F I G.8 E F F E CT OF OXYGEN CONC ENT R A T I ON AND
TE M P E R ATUR E ON TH E R M A L DECOMPOS I TION O F
C H LO R I NATE D B I P H ENY L [ 2 ]

100
1 0
1
'-" z: z: c:( ::E w a:: Iz: w u a:: w 0..
0 . 1 _ l-I �
B IPHENYL
DIBENZO FURAN
� TEMPERATURE , DEGREES
C - - 500
DECACHLOROB I PHENYL
90 HEXACHLOROBENZENE
99
99 . 9
900 1000
Iz: w u a:: w 0.. -
>u z: w ...... u u... u... w z: o ...... Iu ::l a:: lV) w a
\ 800
\ \ o . 0 1 �-1-----'-----,-..l----r..l--f---1--rl-T-�-'-----'-r-.l---r--'----ri 99 . 99
DEGREES F - - 1'000 l l OO 1200 1 300\ �400 156� 1600 1 700 1800
\\ \\
ES TIMATED RESIDENCE T I MES \ \ RESIDENCE T I ME 0 . 5 s e c o n d s _ _ 1� RESIDENCE TIME 1 . 0 s e c o n d s - -� ( \\ RES IDENCE TIME
DEGREES C - - 500
2 . 0 s e c o n d s � \
--..\ \ \ = 4 . 0 s e c o n d s
600 700
\ \ \ \ \ \ \ \ \ \ \ \ \ \ \ \ \ \
1 PPM
\800
\ 900 \ 1{l00
� __ � ______ -L ______ � ________ L-____ ��� ____ -L ____ �� l ' P PT
F IG. 9 E F F ECT O F TEMPERATUR E ON P R O DUCTION
AND D E STRUCT I ON OF C H LO R INAT E D BIPH E NY L
AND BENZENES, I N A I R [ 2 ]

� <.>
� loo �--c-�--�------� - - - --- - -------------AO
� Cl(
f.- 1 0 � � � \!J' � S
0,/
0,0/
\ \ '. \
\ '\
\ \
2 sec \ \ RVG FLO�\ \� .'55cc
�...J \ \
\ "Do=GR EES \ \
I I
/000 , toO 1 200 1400
q o
. � S £C
/ 600 1800 2.000
F I G . 1 0 T H E R M A L DESTRUCT I ON OF H A LOG E N AT E D WASTES·P LUG F LOW V E RSUS S I M P L E BAC KF LOW
hexachlorobiphenyl is largely destroyed corresponds
with the temperature at which penta·, hexa· and
tetrachlorobenzene reach their maximum degree of
formation, before they start to fall apart again. This
illustrates the necessity of maintaining temperatures
well over 800 or 900 C when these materials are
present.
DETERMINATION OF REACTION CONSTANTS
O F WASTES
The reaction constants of wastes can be deter·
mined by laboratory tests in plug·flow (capillary
tube) heated·wall reactors (4), by measuring the
destruction as a function of temperature and resi·
dence time . Figure 1 0 shows the results of such a
test, from which the reaction constants can be cal·
culated. In order for these constants to be used to
predict destruction in an actual thermal oxidize r,
some knowledge is needed of the degree of mixing
which can be achieved with the actual burner/fur·
nace configuration.
Lee et aL [5 ] have presented mathematical
methods for estimating the temperature required
for several degrees of backmixing, using plug flow
data as the basis. They suggest that a single stage
of backmixing may be c onsidered to be the worst
case , and that actual equipment will p roduce reo
suits inbetween the extremes of plug flow and
simple back flow.
Curves showing these extremes are shown in
Fig. 10 for vinyl chloride (Lee's data). Also shown
are the data of Duvall et aL [3 ] for plug flow tests
of biphenyls and benzene compounds. Note that
the vinyl chloride, dibenzo·p·dioxin and dibenzo
nHan all require about the same tempe rature for
des truc tion.
[t is important to note, in Fig. 1 0, the small
affect which residence time has on destruction
efficiency. A small increase in temperature (25 C)
compensates for a range of 0.5-4 secs retention
time in plug flow.
An incinerator with only simple backmixing
would require about 1 00 C higher temperatures to
achieve 99.99 percent destruction, and about
1 00 C covers the range of retention times. This demonstrates the importance of providing e ffective
mixing within the burner and furnace chambers.

Lee et aL [ 5 ] have found that chemical and
other properties of many substances can be c orre
lated with the tempe ratures require d for self-igni
tion and destruction, making it possible to con
struct destruction e fficiency curves. They have
also offered methods for estimating the destruction
curves under simple back-mixing, p resented in Fig.
10, which shows that vinyl chloride follows essen
tially the same lines as the Duvall data.
SUMMARY
The thermal oxidizer/heat recovery facilities de
scribed above demonstrate the value of building
flexible systems which anticipate future needs for
disposal of liquid wastes as alternate fuels while
providing economical, reliable, fuel-e fficien t, safe
generation of heat and power in an environmentally
accep table manner. They also show that contract
operation by the designer/builder permits techniques
and facilities to evolve op timally to suit changing
conditions. They are an outstanding implementa
tion of the philosophy expressed by the Resource
Conservation and Recovery Act.
When designing and operating thermal oxidize rs
to destroy difficult liquid wastes, it is importan t to
recognize the relative importance of temperature ,
oxyge n, mixing e fficiency and retention time .
Laboratory tests show that temperature and mix
ing e fficiency are the main factors, whereas reten
tion time is relatively minor. The destruction tem
peratures of many substances, including chlorinated
hydrocarbons, can be determined by laboratory
tests under plug flow conditions and c orrelated
with their chemical nature.
Due to the similar behavior of many chemicals,
relatively benign substances can be teste d as surro
gates for rare, trace and hazardous substances,
greatly simplifying testing. These p rinciples also
indicate that thermal oxidizers or incinerators with
similar geometry may give similar mixing and de
struction e fficiencies.
OBJECTIVES OF AN EFF IC IENT L IQ U ID
WASTE-TO-ENERGY P LA N T
1 . Minimize costs of disposal and emission
controls.
2. Reduce fuel costs: use wastes as alternate
fuels.
3. Produce energy and power from waste heat.
4. Follow fume and steam load variations.
5. Single responsibility for design and operation.
6. Incentives for innovation and skill .
PROB LEMS IN COMB IN IN G THERMA L
DESTR UCT ION W ITH HEAT RECOVERY
1 . Inflexible rate of fume generation.
2. Variably of daily, and seasonal steam demand .
3 . Match of incineration heat with s team demand.
4. Dependence of cogeneration on LP steam
demand.
5. Simultane ous combustion of multiple fuels.
6. Complete combustion of high-water wastes.
7. Adequate temperature and reten tion time.
8. Ash and halogen contents of some wastes.
METHODS USED TO ACHIEVE EFFECTIVE
CONVERSION OF ENERGY
1 . Follow load and permit maintenance with
modular thermal destruction/heat recovery units.
2. Vary furnace temperature to control heat
output.
3 . Store heat with hot water or steam accumu
lators.
4. Cut costs or gain revenue by cogeneration
of power.
5. Use multi-fuel combustors to bum liquid
wastes.
6. Select wastes which can be burned within
permissible emission levels.
7. Install flexible, dirt-resistant storage, pump
ing and control systems.
8. Central responsibility to accept wastes and
assure reliable operation of the facility.
REFERENCES
[ 1 J "Air Pol lut ion E ng ineering Manual," U nited
States E nvironmental Protection Agency, May, 1 973.
[2 J Hemsath, K. H . , Lewis, F . M. , and Thekdi, A. C.,
" Effects of M i x ing and Temperature on Reaction Rates
in F u me Inc inerators," ASM E I ncinerator D ivision, Janu
ary, 1 972.
[3J Duval l , D. S., Rubey, W. A., and Mescher, J. A. ,
" H igh Temperatu re Decomposition of Organic Hazardous
Waste," Proceedings of the Six th Annual Research Symposium, March, 1 980, EPA-600/9-80-01 1 .
[4) Lee, K. C., Jannes, H. l., an�acauley..E.: C.� "Thermal Oxidation Kineticas of Selected Organic Compou nds," APCA 7 1 st Annual Meeting, Houston, Texas,
Ju ne, 1 978.
[5) Lee, K. C., Jahnes, H. J., and Macau ley, D. C.,
"Predictive Model of Time-temperature Requ irements
for Thermal Destruction of Di lute Organic Vapors,"
unpubl ished report of Union Carbide Corp., South Charleston, West Virginia.

Key Words
Br idgeport
Efficiency
Inorganic
New Orleans
Operation
Refuse
Refuse Derived Fuel
Rotating D ru m
Screening
Separating
Testing
Trom mel