lightweighting with composites, adhesive properties … · 4 ashland specialty ingredients adam...
TRANSCRIPT
2
Ashland Specialty Ingredients
Lightweighting With Composites, Adhesive Properties
and Initial Bond Line Read Through Measurements
Michael J. Barker Adam Burley
Ashland Inc. Continental Structural Plastics, Inc.
Society Plastics Engineers, Automotive Composites Conference & Exhibition
September 7-9, 2016
Detroit, Michigan
Ashland Specialty Ingredients, Commercial Unit of Ashland Inc.
3
Ashland Specialty Ingredients
Michael J. Barker
Michael Barker earned his graduate degree
in Chemistry from the University of Detroit
where he specialized in rubber toughening of
thermoplastics. He continued with post-
graduate study at the University of Washington
in the area of carbon fiber composite
technology and protective surface coatings.
For over 30 years he has specialized in
structural adhesive and coatings research for
the aerospace and automotive industries
holding rolls of increasing responsibility at
General Motors Research, BFGoodrich R&D
and Ashland Inc. He has been with Ashland
Inc. for 15 years where he has held positions in
R&D and research management and is
currently a Research Fellow in their Structural
Adhesive group. While at Ashland he has
earned four US patents for structural adhesive
technology including two for epoxies and two
for polyurethanes.
4
Ashland Specialty Ingredients
Adam Burley, Ph.D.
Dr. Burley graduated with a B.S. in Chemical and
Biomolecular Engineering from The Ohio State University in
2006. He graduated with M.S. and Ph.D. degrees in Chemical
and Biomolecular Engineering, also from The Ohio State
University, in 2012. His dissertation was on improving the
fundamental understanding of bubble nucleation in polymer
foaming. Dr. Burley has currently been a Senior Materials
Scientist at Continental Structural Plastics for the last four
years. He has specialized in new material and process
development with particular emphasis on carbon fiber; heat
transfer applications; and surface and adhesive appearance
improvements.

Ashland Specialty Ingredients
Abstract
Regulations mandating improved automotive fuel efficiency and reduced carbon emissions have
accelerated the need for lighter weight vehicles. The resultant use of thinner gage composites for exterior
body panels to achieve weight reduction has put renewed focus on the need to understand the causes
and mitigation of adhesive bond line read through, BLRT. This study will review the fundamental needs
for a successful adhesive bonded composite program such as heat resistance and fast cure with
emphasis on reducing bond line read through. Finite element analysis is used to create a supporting role
in predicting key areas to focus and assist in generating a mathematical model. A new tool will be
introduced to measure bond line read through of non-painted surfaces and several key constitutive
properties such as adhesive elongation, modulus, coefficient of thermal expansion and cure time will be
examined through formula and process manipulation for their respective contributions to mitigate surface
deformation.
This paper will review the basics of bond line read through of composite surfaces, generate an FEA
model for direction of focus and examine adhesive constitutive properties for their ability to mitigate
adhesive related surface defects.

6
Ashland Specialty Ingredients
Outline
• Shifting Requirements in Composite Bonding
– Lightweighting
• Bond Line Read Through, (BLRT)
• Search for Technical Solutions
– FEA Analysis
– Surface Defect Measurement
– Model Adhesives

7
Ashland Specialty Ingredients
Shifting Requirements in Composite
Bonding
• Regulations driving the need to improve fuel efficiency and reduce
carbon emissions have increased need for weight reduction
– Increased focus on:
• Glass and carbon filled composites
• Dissimilar Materials
– Technology Enablers
• Improved economics
• Thinner gage/ lighter weight
• Reduced cycle times i.e. faster cure
• Ecoat oven stable system
• Eliminate need to hide bond lines, allowing for more structure and
further light weighting”
• Improved “first time” surface appearance
Reduced BLRT
8
Ashland Specialty Ingredients
Framework
• Goal:
– Weight Reduction Through Use of Adhesive Bonded Composite
– Successfully Compete Against Existing Substrates for Exterior Body
Panel Business
• Outcomes:
1. Ecoat Oven Resistant Composite and Adhesive: 204C
• Assembly Prior to Ecoat Application
2. Fast Cure Adhesive: 90 – 120 Sec
• Improve Economics
3. Eliminate Bond Line Read Through
• Reduce Rework/ Cost

9
Ashland Specialty Ingredients
Heat Resistance at 204C “The First Hurdle”
“An Adhesive with Good Strength Build and BLRT that Can
Not Survive Heat Requirements Will Not be Successful”

10
Ashland Specialty Ingredients
Lap Shear Preparation
• All SMC 1.8 mm bonded to SMC 2.5 mm
• Cure 90 Seconds at 127C
• Bond Gap 0.76 mm
• 25.4 mm Overlap
• Crosshead 12.7 mm/ min

11
Ashland Specialty Ingredients
• Lap Shear Requirement is
0.3 Mpa
• 120 Min Used as Safety
Factor
• All but PUR2, H5, EP1
Passed Heat Requirements
• Best Five Pulled Forward
• Best Case Formulas
Evaluated Vs. Temperature
• All Pass Lap Shear
Requirements
• No Post Bake Data Shown
As Control

12
Ashland Specialty Ingredients
IDTensile,
Mpa
Young's
Modulus,
Mpa
% ElongPoisson's
Ratio
CLTE,
-30-0C,
µm/m°C
CLTE,
100-130C,
µm/m°C
H1 32 1760 11 0.344 87 268
H2 22 680 73 0.462 72 255
H3 26 1490 22 0.351 79 275
H4 25 1320 29 0.378 70 252
Ep2 36 3020 2 0.370 65 207
Bulk Mechanical Properties of Key
Formulas
• Young’s Modulus and Elongation Vary from High to Low • Tensile Rises with Modulus
• T ensile Drops with % Elongation
• % Elongation Drops with Modulus
• No Relationship with Poisson’s Ratio or CLTE

13
Ashland Specialty Ingredients
Reactivity/ Strength Build
Cross Peel Tester
“The Second Hurdle”

14
Ashland Specialty Ingredients
ID Working
Time, min Strength 90 Sec at 127C, SMC, Mpa
H1 14 0.8
H2 8 0.5
H3 12 0.6
H4 10 1.0
Ep2 60 1.0
• Strength Build Over SMC
• Green Strength Defined at 0.3 to 0.7 MPa Depending on Weight of Part
and Area of Adhesive
• Good Strength Production Within 90 Seconds for All Systems
• Improved with Higher Modulus
• Lower Modulus Adhesive Yields Less Strength than Other Adhesives
• Likely Result of Reduced Cross Link Density
• All Systems Exceed Working Time Goal of 8 Minutes
15
Ashland Specialty Ingredients
Bond Line Read Through “The Most Difficult Hurdle”

16
Ashland Specialty Ingredients
Bond Line Read Through is Defined as
Transference of the Cured Adhesive Path
Showing Through the Class A Surface
BLRT is a Complex Phenomenon Which Will Require
a Multifaceted Solution- Not One Simple “Fix”
17
Ashland Specialty Ingredients
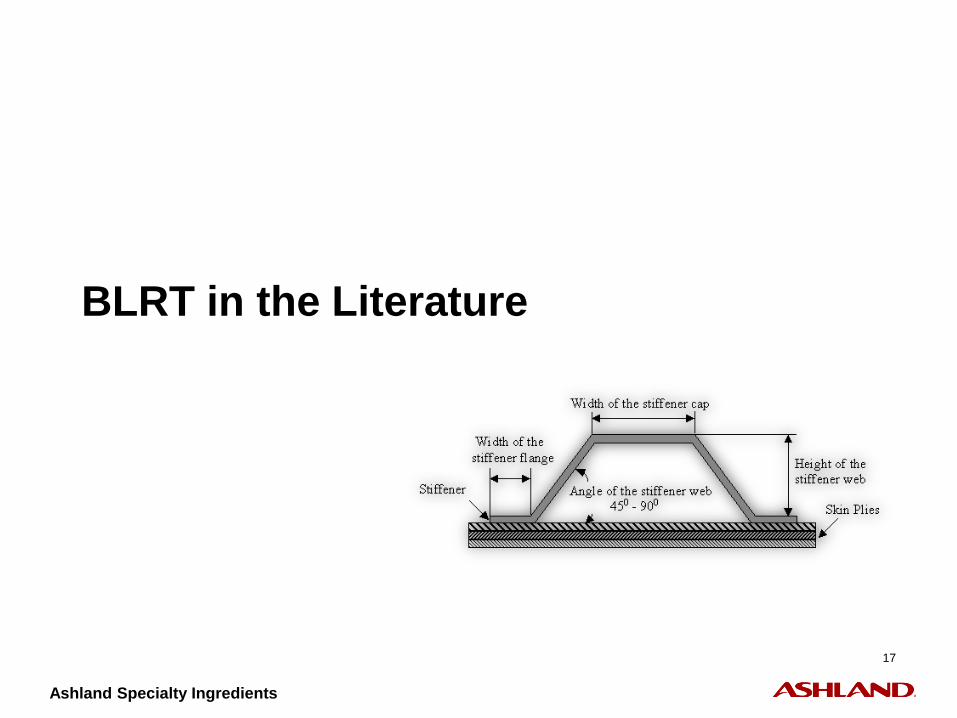
BLRT in the Literature
18
Ashland Specialty Ingredients
Primary Factors Creating BLRT
• Differential CLTE Adhesive and Substrate
– Zero State Considerations
• Bond Line Squeeze Out
– Thickness of Adhesive Bond Gap Plays Significant Roll
• Net Out
– May Cause Excessive Squeeze Out
– Transference of Hit Area into Bond Line
• Bond Line Stand Offs
– Standoffs May Telescope Through to Show Surface
• Differential Substrate Thickness
– Variation in Heat and Cooling Rates Relative to State of Adhesive

19
Ashland Specialty Ingredients
Secondary Factors Creating BLRT
20
Ashland Specialty Ingredients
• Bond Gap Uniformity
– Consistency of part thickness
– Consistency of part dimensions
– Fixture repeatability
• Bond Flange
– Width – must be capable of maintaining adhesive foot print
• Minimize squeeze Out
• Bead placement Robotic programming
Adhesive dispense consistency
• Shrink of Adhesive Due to Cure – Typically a Fraction of Change Due to CLTE
Secondary Factors Creating BLRT

21
Ashland Specialty Ingredients
Secondary Factors Creating BLRT
• Inners & Outers Need to be Mated in a Stress Free State
– Part warping needs to be minimized
– Use of fixtures as a dimensional control device must be eliminated
• Fixture Temperature
– Uniform Rates of Change Inner and Outer
• Heat and Cool
• Post Bake Temperatures
– Uniform Rates of Change with both Substrate Sides
– Lower Temperatures Preferred
Mixed Bag of Variables Contributing to BLRT
22
Ashland Specialty Ingredients
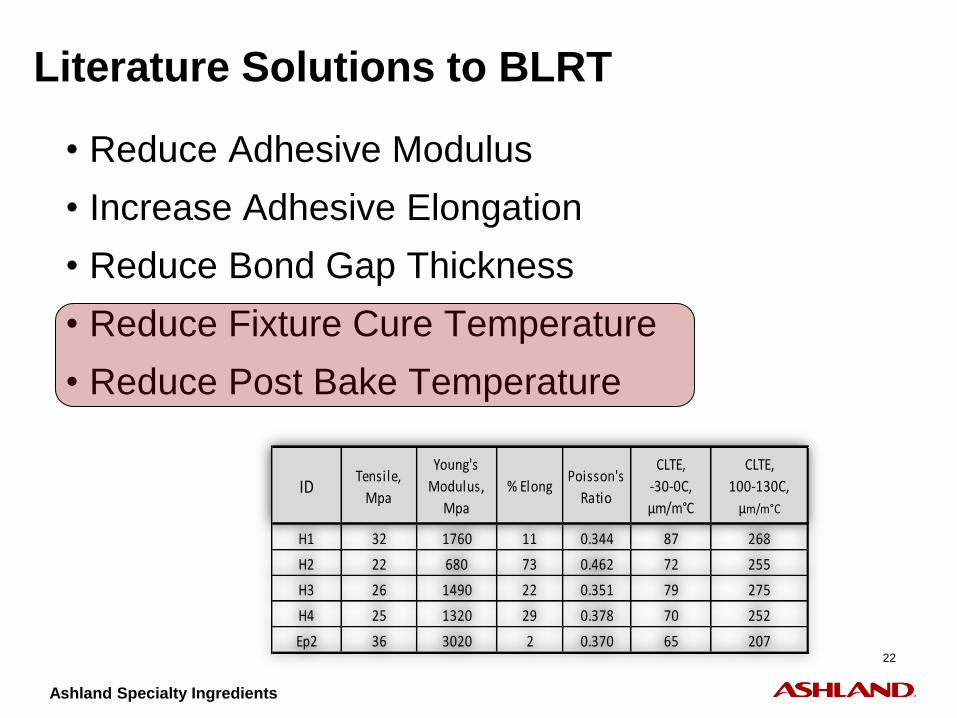
Literature Solutions to BLRT
• Reduce Adhesive Modulus
• Increase Adhesive Elongation
• Reduce Bond Gap Thickness
• Reduce Fixture Cure Temperature
• Reduce Post Bake Temperature
ID
Tensile,
Mpa
Young's
Modulus,
Mpa
% ElongPoisson's
Ratio
CLTE,
-30-0C,
µm/m°C
CLTE,
100-130C,
µm/m°C
H1 32 1760 11 0.344 87 268
H2 22 680 73 0.462 72 255
H3 26 1490 22 0.351 79 275
H4 25 1320 29 0.378 70 252
Ep2 36 3020 2 0.370 65 207

23
Ashland Specialty Ingredients
BLRT Sample Preparation
25 cm
25 cm
• 25 cm x 25 cm Panels
• 1.8 mm Class A x 2.5 mm Structural SMC
• 9 Inch Bead of Adhesive Down Center
• Fixture Cure at 127C
– On Stops to Control Gap
– Vary Adhesive Thickness
– Vary Bead Width
• Post Bake 40 Minutes at 204C
• Testing Within 16 Hours
24
Ashland Specialty Ingredients
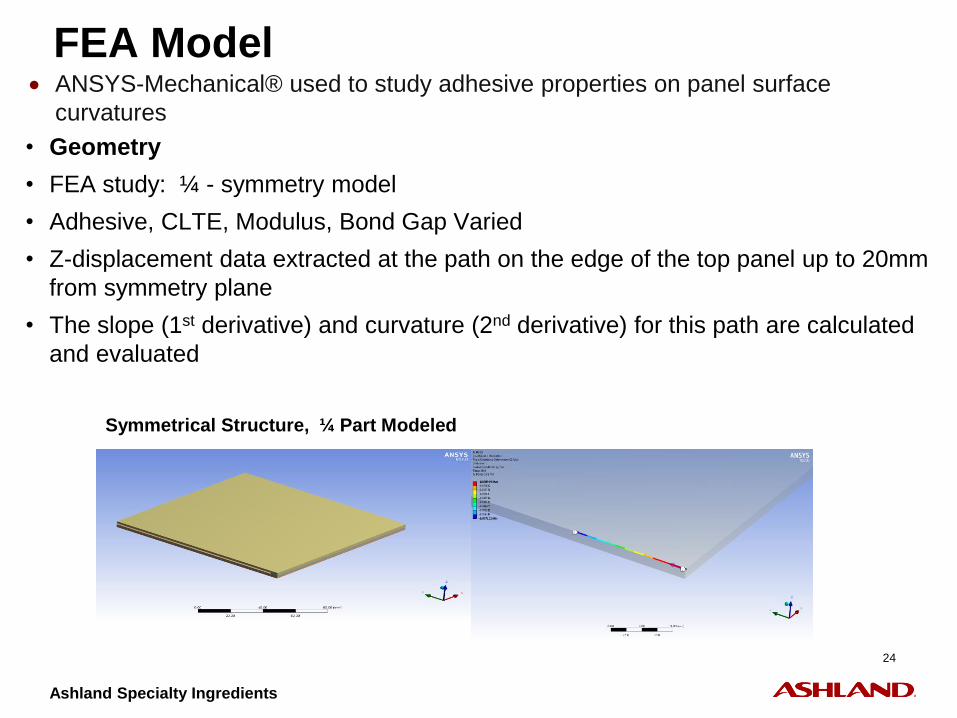
FEA Model
• Geometry
• FEA study: ¼ - symmetry model
• Adhesive, CLTE, Modulus, Bond Gap Varied
• Z-displacement data extracted at the path on the edge of the top panel up to 20mm
from symmetry plane
• The slope (1st derivative) and curvature (2nd derivative) for this path are calculated
and evaluated
Symmetrical Structure, ¼ Part Modeled
ANSYS-Mechanical® used to study adhesive properties on panel surface
curvatures

25
Ashland Specialty Ingredients
Effects of Adhesive Properties on BLRT

26
Ashland Specialty Ingredients
• The curvature model has 4 key features:
– It is linear in the effect for CLTE.
– It is asymptotic in the Bond Line thickness with an exponential rise.
– It is asymptotic in the Modulus with an exponential rise.
– The Curvature is 0 when any of the 3 factors (CLTE, Bondline or Modulus) are 0
• Model Requires SMC, Process and Design Variable to be Functional
ModulusMBondlineB XX
CLTE eeXburvature
11*C
Mathematical Model of FEA Results

27
Ashland Specialty Ingredients
• TMA Measurements
28
Ashland Specialty Ingredients
5.93min
-4.633µm-0.1955%
43.41min
20
40
60
80
100
Tem
pera
ture
(°C
)
-10
0
10
20
30
40
Dim
ensio
n C
hange (
µm
)
0 10 20 30 40 50
Time (min)
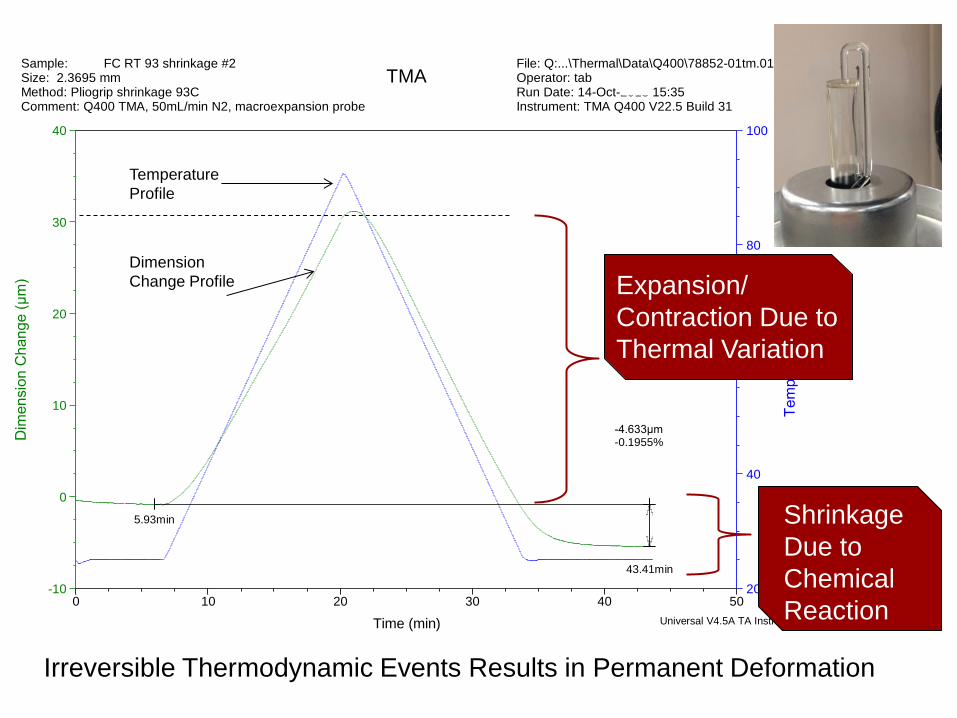
Sample: 9100 FC RT 93 shrinkage #2Size: 2.3695 mmMethod: Pliogrip shrinkage 93CComment: Q400 TMA, 50mL/min N2, macroexpansion probe
TMAFile: Q:...\Thermal\Data\Q400\78852-01tm.012Operator: tabRun Date: 14-Oct-2013 15:35Instrument: TMA Q400 V22.5 Build 31
Universal V4.5A TA Instruments
Expansion/
Contraction Due to
Thermal Variation
Shrinkage
Due to
Chemical
Reaction
Irreversible Thermodynamic Events Results in Permanent Deformation
Temperature
Profile
Dimension
Change Profile
29
Ashland Specialty Ingredients
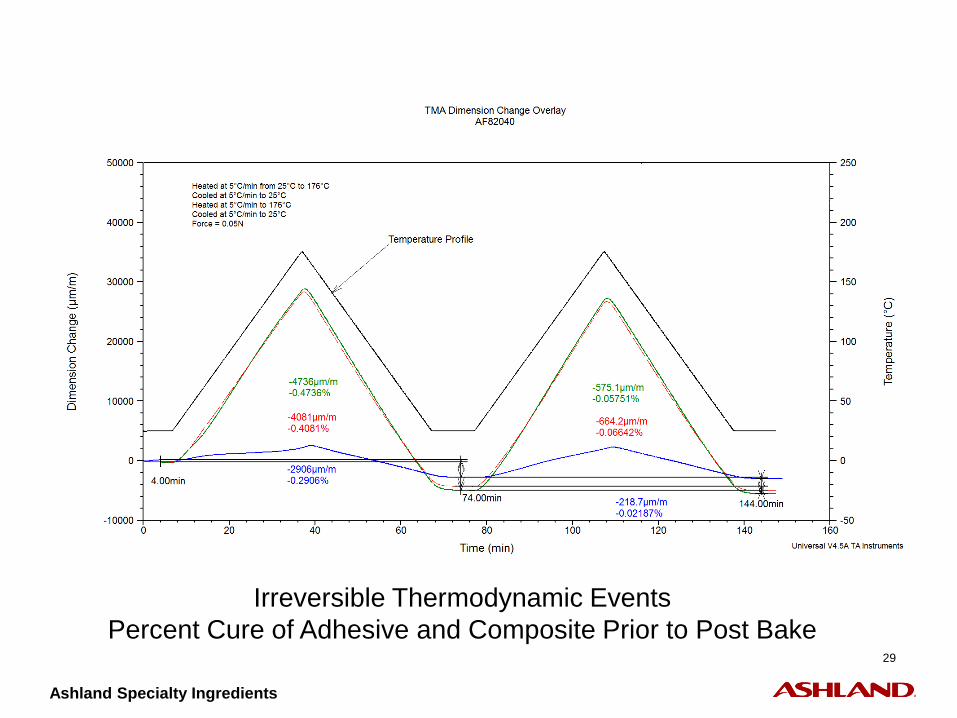
Irreversible Thermodynamic Events
Percent Cure of Adhesive and Composite Prior to Post Bake
30
Ashland Specialty Ingredients
Measurement of Bond Line Read Through
31
Ashland Specialty Ingredients
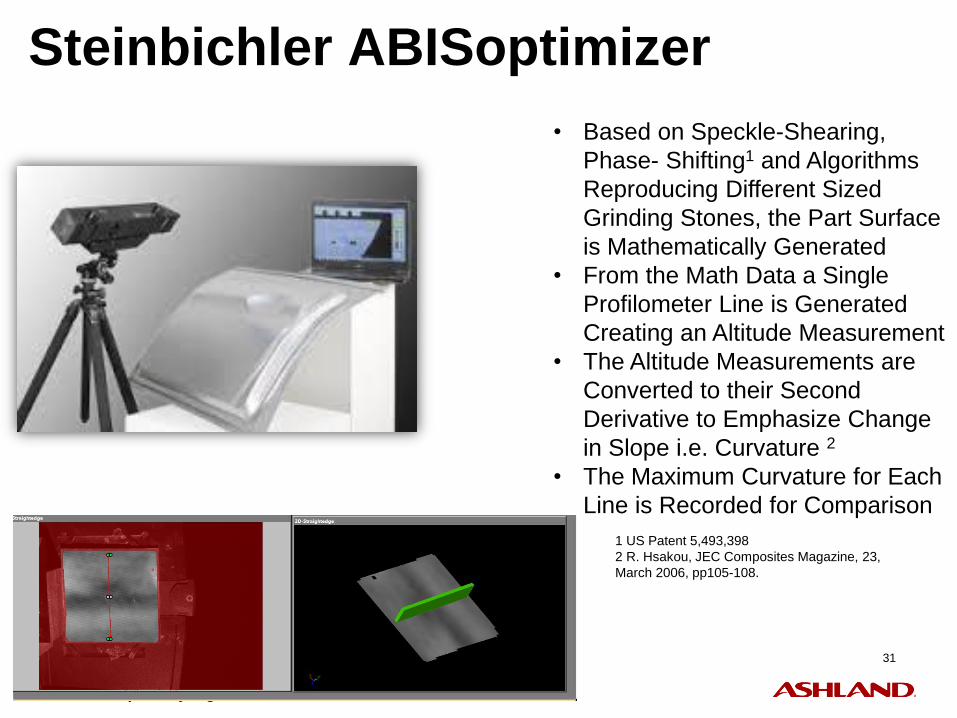
Steinbichler ABISoptimizer
• Based on Speckle-Shearing,
Phase- Shifting1 and Algorithms
Reproducing Different Sized
Grinding Stones, the Part Surface
is Mathematically Generated
• From the Math Data a Single
Profilometer Line is Generated
Creating an Altitude Measurement
• The Altitude Measurements are
Converted to their Second
Derivative to Emphasize Change
in Slope i.e. Curvature 2
• The Maximum Curvature for Each
Line is Recorded for Comparison
1 US Patent 5,493,398
2 R. Hsakou, JEC Composites Magazine, 23,
March 2006, pp105-108.

32
Ashland Specialty Ingredients
Gage R & R Analysis
• Power is the Probability the Correct
Decision will be Made- 80% Preferred
• Difference of 10 Microns Requires 6
Panels
• Difference of 25 Microns Requires 2
Panels
• Precision of Equipment is 10 Microns

33
Ashland Specialty Ingredients
Laboratory Results
34
Ashland Specialty Ingredients
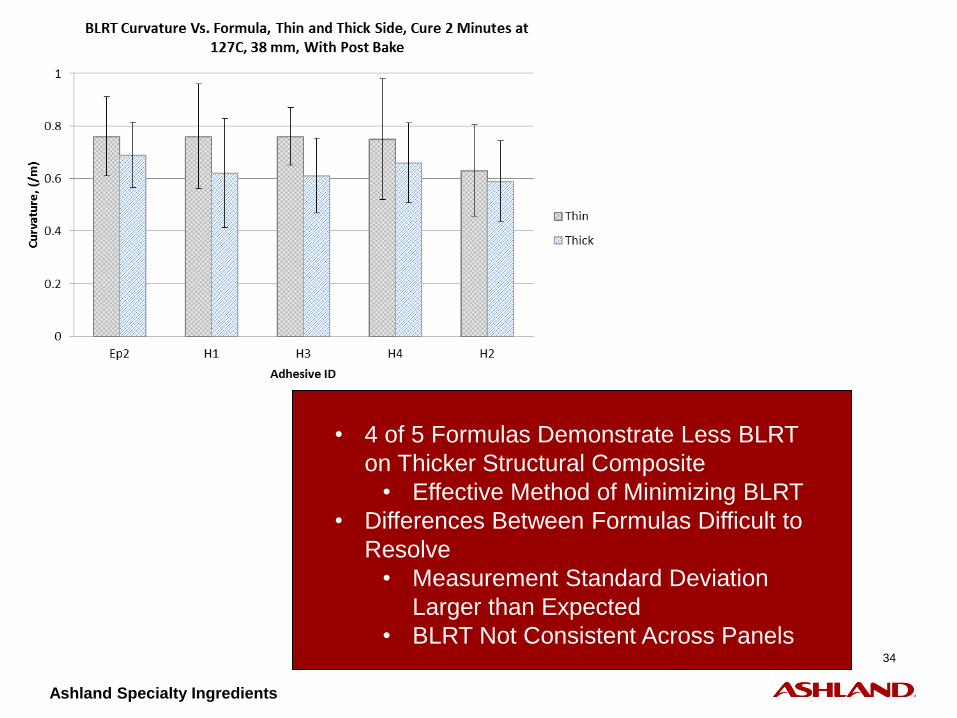
• 4 of 5 Formulas Demonstrate Less BLRT
on Thicker Structural Composite
• Effective Method of Minimizing BLRT
• Differences Between Formulas Difficult to
Resolve
• Measurement Standard Deviation
Larger than Expected
• BLRT Not Consistent Across Panels

35
Ashland Specialty Ingredients
H4
H3
H2
H1
Ep2
0.80.70.60.50.40.30.20.10.0
P-Value 0.620
P-Value 0.656
Multiple Comparisons
Levene’s Test
ID 2
min
Test for Equal Variances: Thin vs ID 2 minMultiple comparison intervals for the standard deviation, α = 0.05
If intervals do not overlap, the corresponding stdevs are significantly different.
18001600140012001000800600
0.80
0.75
0.70
0.65
S 0.0244563
R-Sq 89.7%
R-Sq(adj) 84.6%
Young's Modulus, (MPa)
Ave. C
urv
atu
re, (/
m)
Regression Plot, Curvature Vs. Modulus, 2 Min. @127C, Thin, PB, 0.76mm Gap
Ave Cur Thin = 0.5544 + 0.000129 Y Mod
P = .053
• Overlay of Post Baked Non-
bonded SMC
• Difference Between Formulas is
Less than std of Measurements
Thus Can’t Resolve w/o Much
Larger Sample Size
• Test for Equal Variance Indicates
Samples are Not Significantly
Different
• Regression Plot Vs. Young’s
Modulus Gives Good Correlation
with P = 0.053, (Strongly
Influenced by One Adhesive)
• Trend Similar to FEA
• Optimized with Reduced Modulus

36
Ashland Specialty Ingredients
5 Min
4 Min
3 Min
2 Min
1.5 Min
1 Min
0.70.60.50.40.30.20.10.0
P-Value 0.465
P-Value 0.367
Multiple Comparisons
Levene’s Test
ID
Test for Equal Variances: Data vs IDMultiple comparison intervals for the standard deviation, α = 0.05
If intervals do not overlap, the corresponding stdevs are significantly different.
54321
0.75
0.70
0.65
0.60
0.55
0.50
S 0.0317516
R-Sq 88.8%
R-Sq(adj) 85.1%
Time2
H2
Mean
Regression Plot: H2 Vs. Cure Time at 127C, .76mm Bond Gap, Thin, PBH2 Mean = 0.4812 + 0.05420 Time2
P = .016
• Overlay of Post Baked Non-
bonded SMC
• Test for Equal Variance Indicates
Samples are Not Significantly
Different
• With Removal of 1 Min Cure Data,
Regression Plot Vs. Cure Time
Gives Good Correlation with P =
0.016
• Optimized with Minimum Cure
Time, (Down to 90 Sec)

37
Ashland Specialty Ingredients
1.11.00.90.80.70.60.50.4
3.0
2.5
2.0
1.5
1.0
0.5
0.0
S 0.414082
R-Sq 91.3%
R-Sq(adj) 86.9%
Ave. Curvature, (/m)
Ad
hesi
ve B
on
d G
ap
, (m
m)
Regression Plot, H2 Vs. Bond Gap, 2 Min at 127C, Thin Side, PBGap 2 = - 1.689 + 4.235 Curv3
P = .045
3.00
1.52
0.76
0.43
0.50.40.30.20.1
P-Value 0.490
P-Value 0.799
Multiple Comparisons
Levene’s Test
Gap
Test for Equal Variances: H2, Curvature vs GapMultiple comparison intervals for the standard deviation, α = 0.05
If intervals do not overlap, the corresponding stdevs are significantly different.
• Formulas Vs. Bond Gap
• Curvature Increases with Gap
• Test for Equal Variance Indicates
Samples are Not Significantly
Different
• Regression Plot Vs. Bond Gap
Gives Good Correlation with P =
0.045
• Optimized with Minimum Bond
Gap
38
Ashland Specialty Ingredients
40353025201510
0.85
0.80
0.75
0.70
0.65
0.60
0.55
0.50
S 0.110221
R-Sq 75.4%
R-Sq(adj) 50.8%
ByVar1
Mean
1
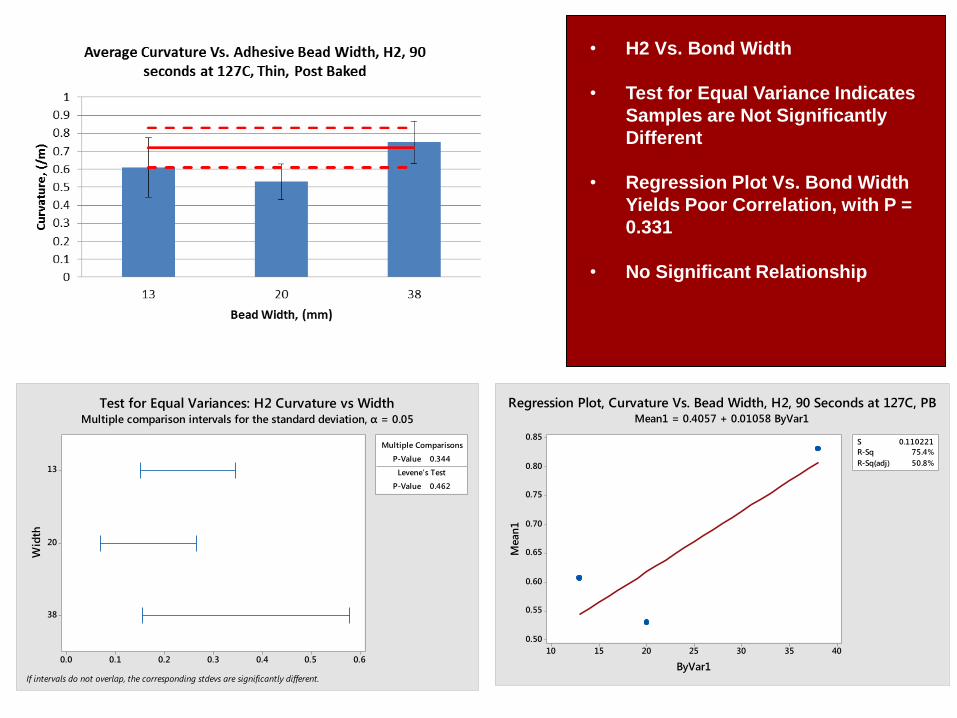
Regression Plot, Curvature Vs. Bead Width, H2, 90 Seconds at 127C, PBMean1 = 0.4057 + 0.01058 ByVar1
38
20
13
0.60.50.40.30.20.10.0
P-Value 0.344
P-Value 0.462
Multiple Comparisons
Levene’s Test
Wid
th
Test for Equal Variances: H2 Curvature vs WidthMultiple comparison intervals for the standard deviation, α = 0.05
If intervals do not overlap, the corresponding stdevs are significantly different.
• H2 Vs. Bond Width
• Test for Equal Variance Indicates
Samples are Not Significantly
Different
• Regression Plot Vs. Bond Width
Yields Poor Correlation, with P =
0.331
• No Significant Relationship

39
Ashland Specialty Ingredients
• H2 Vs. Bond Gap With and
Without Post Bake
• Main Effects Plot Confirms Post
Bake Degrades Curvature
• Optimize With Thin Bond Gap
and No Post Bake

40
Ashland Specialty Ingredients
General Summary
• Through FEA a Mathematical Model Has Been Created to
Identify Key Focus Areas to Mitigate BLRT
• New Hybrid Adhesives Have Been Created and are Able
to Withstand 204C for 120 Minutes
• Young’s Modulus and Elongation Have Been Adjusted
and Optimized to Minimize Bond Line Read Through
• Lower Modulus Adhesives May Have Arrested Strength
Build Over SMC
• Working Times ≥ 8 Minutes and Strength Builds Within 90
to 120 Seconds Have Been Obtained
• A New Tool for Measuring BLRT Prior to Paint Operation
Has Been Introduced

41
Ashland Specialty Ingredients
Curvature Measurement Summary
• Overlaying Non-bonded Composite Curvature Shows Difference
Between Formulas Are Less than Standard Deviation of
Measurements. Thus Exact Resolution Will Require Much Larger
Sample Size
• Thicker Side of Thin/ Thick Assembly Exhibits Less Curvature and is
an Option to Reduce BLRT
• Regression Plot of Curvature Vs. Young’s Modulus Showed Good
Correlation. Trend Similar to FEA Showing Formula Area to Focus
• Regression Plot Curvature Vs. Cure Time Shows Good Correlation
With 90 Second Fixture Time Showing Best Results
• Regression Plot Curvature Vs. Bead Width Was Not Significant
• Regression Plot Curvature Vs. Adhesive Thickness Showed Good
Correlation and Optimized With Minimum Bond Gap

42
Ashland Specialty Ingredients
Future Work
• Complete Statistical DOE Around Adhesive
Modulus, Cure Time and Curative Package to
Optimize Heat Resistance, Rate of Cure and
Reduction in Bond Line Read Through
• Commercialize Adhesive Technology in Fall of
2016
43
Ashland Specialty Ingredients Ashland Specialty Ingredients
Disclaimer The information contained in this presentation and the various products described are intended for use only by persons
having technical skill and at their own discretion and risk after they have performed necessary technical investigations, tests
and evaluations of the products and their uses. This material is for informational purposes only and describes the scientific
support for the use of the products described herein as an ingredient in cosmetic products intended to enhance appearance
and other cosmetic benefits or to enhance performance of an end product. Certain end uses of these products may be
regulated pursuant to rules governing medical devices or other regulations governing drug uses. It is the
purchaser’s responsibility to determine the applicability of such regulations to its products. While the information
herein is believed to be reliable, we do not guarantee its accuracy and a purchaser must make its own determination of a
product’s suitability for purchaser’s use, for the protection of the environment, and for the health and safety of its
employees and the purchasers of its products.
Neither Ashland nor its affiliates shall be responsible for the use of this information, or of any product, method, formulation, or
apparatus described in this brochure. Nothing herein waives any of Ashland’s or its affiliates’ conditions of sale, and no
statement, information and data is to be taken as a guarantee, an express warranty, or an implied warranty of merchantability
or fitness for a particular purpose, or representation, express or implied, for which Ashland and its affiliates assume legal
responsibility. We also make no warranty against infringement of any patents by reason of purchaser’s use of any
information, product, method or apparatus described in this presentation.
The testing information (the “Testing Information”) has been gratuitously provided by Ashland. The Testing Information is
based on many factors beyond Ashland’s control, including but not limited to, the conditions prevailing when the testing was
conducted, and in some cases, is based on data generated with development samples of the Active Ingredient. Although it is
intended to be accurate, ASHLAND DISCLAIMS ANY AND ALL LIABILITY, EITHER EXPRESS OR IMPLIED. The Testing
Information is confidential or proprietary to Ashland, and may not, except as provided below, be disclosed to any third
party. You may not make commercial use of the Testing Information, or make claims with respect to your products based the
Testing Information, without the written agreement with Ashland covering such use.
® Registered trademark, Ashland or its subsidiaries, registered in various countries
™ Trademark, Ashland or its subsidiaries, registered in various countries
* Trademark owned by a third party
© 2015, Ashland

44
Ashland Specialty Ingredients

45
Ashland Specialty Ingredients
EP2 2 min + PB
H2 2 min + PB
• EP2 and H2 Raw
Data from
Steinbichler

46
Ashland Specialty Ingredients