lesson 1 introduction to welding technology - aalto · pdf filelesson 1 introduction to...
TRANSCRIPT

1
Lesson 1
Introduction to Welding Technology
February 2015
Department of Engineering
Design and Production
* ContactsAddress: P.O. Box 14200, FI-00076 Aalto, FinlandVisiting address: Puumiehenkuja 3, [email protected] ; Skype: fsweldone
Professor Pedro Vilaça *
Materials Joining and NDT
1Engineering Materials
Materials Joining and NDT
Department of Engineering Design
and Production
Summary
Definition of welding
Introduction and scope of welding technology
Historical milestones of welding technology and allied techniques
Introduction to fusion welding processes
Introduction to brasing/soldering processes
Introduction to solid state welding processes with focus on friction
based technology and applications
Samples of advanced welding solutions
Joining mechanisms governing welding technology
Fundamental nomenclature
Introduction to weldability concept
Contents

2
2Engineering Materials
Materials Joining and NDT
Department of Engineering Design
and Production
At the end of the seminar the student should be able to
1. To identify the multiphysical character of welding technology
2. To distinguish between fusion, brasing and solid state welding
3. To identify main historical milestones of welding technology
4. To identify main fusion welding processes
5. To identify main solid state welding processes
6. To classify the main joining mechanisms in welding technology
7. To describe the weldability concept
Learning Outcomes
3Engineering Materials
Materials Joining and NDT
Department of Engineering Design
and Production
Please answer 2 of the following 3:
a) Give 10 samples of welding processes and for each one identify its
nature in terms of i) fusion; ii) solid state or iii) brasing.
b) Establish the main joining mechanisms governing fusion, solid state
and brasing welding technology.
c) Considering the weldability concept which are the main features
characterizing a welding application?
Questions for Lesson 1
3
4Engineering Materials
Materials Joining and NDT
Department of Engineering Design
and Production
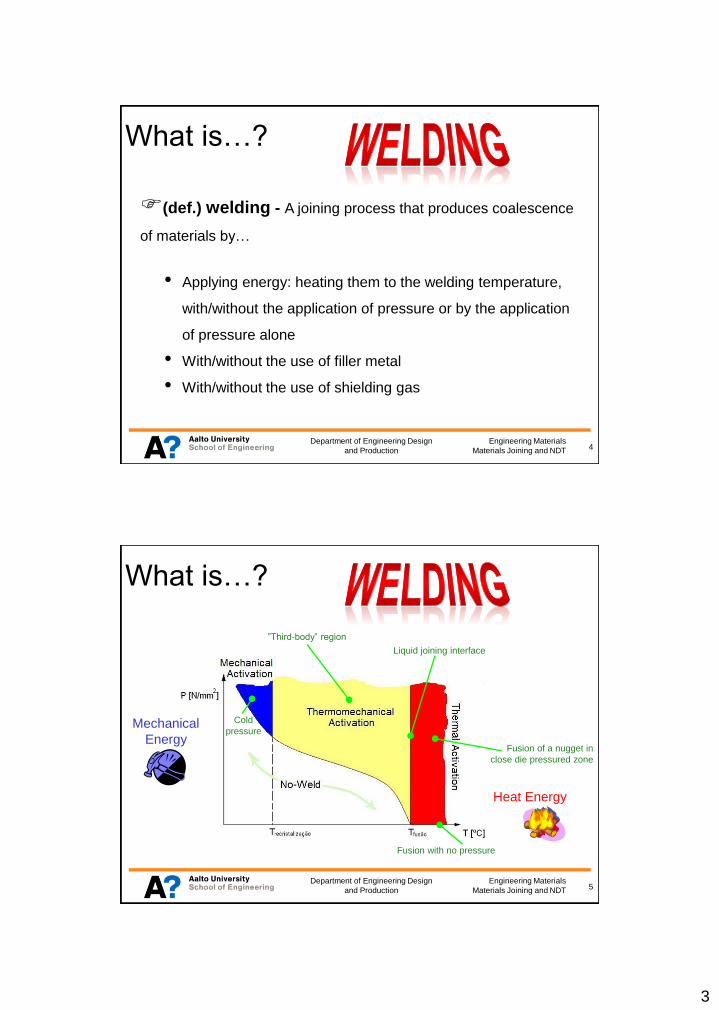
What is…?
(def.) welding - A joining process that produces coalescence
of materials by…
• Applying energy: heating them to the welding temperature,
with/without the application of pressure or by the application
of pressure alone
• With/without the use of filler metal
• With/without the use of shielding gas
5Engineering Materials
Materials Joining and NDT
Department of Engineering Design
and Production
What is…?
Mechanical
Energy
Heat Energy
Liquid joining interface
”Third-body” region
Cold
pressure
Fusion of a nugget in
close die pressured zone
Fusion with no pressure

4
6Engineering Materials
Materials Joining and NDT
Department of Engineering Design
and Production
What is…?
and
Business
and
Artmeet
Technology
Where
Science
Physical / Chemical
Power Sources
Fluid Mechanics
Thermodynamics
Computational
Modeling
Product Development
Production Management
Quality Systems
Automation
and Robotization
Electrical Equipment
Electronic Control
Material
Science
Manual
Skills
Innovation
Structural
Mechanics
Creativity
7Engineering Materials
Materials Joining and NDT
Department of Engineering Design
and Production
Welding TechnologyThe Scope
Welding is not..
Fundamental
Science
…Welding is not
Practical
Application
Science Application
5
8Engineering Materials
Materials Joining and NDT
Department of Engineering Design
and Production
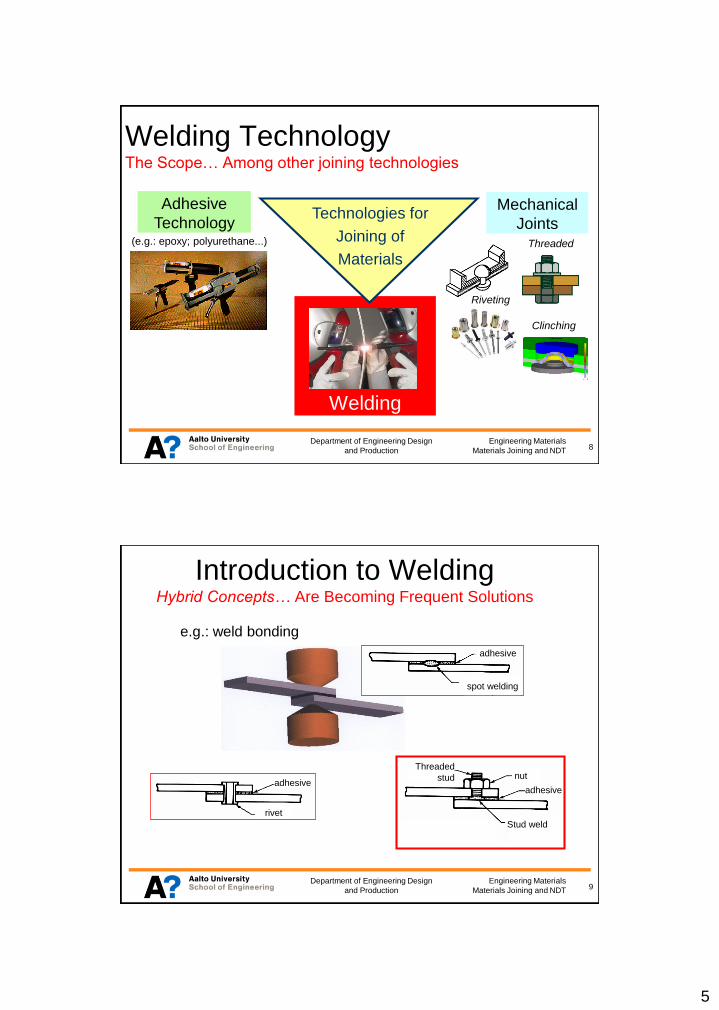
Welding TechnologyThe Scope… Among other joining technologies
Welding
Adhesive
TechnologyMechanical
Joints(e.g.: epoxy; polyurethane...) Threaded
Technologies for
Joining of
Materials
Clinching
Riveting
9Engineering Materials
Materials Joining and NDT
Department of Engineering Design
and Production
Introduction to WeldingHybrid Concepts… Are Becoming Frequent Solutions
adhesive
spot welding
nut
adhesive
Stud weld
Threaded
studadhesive
rivet
e.g.: weld bonding

6
10Engineering Materials
Materials Joining and NDT
Department of Engineering Design
and Production
Introduction to WeldingRelated Technology… Thermal Spraying Techniques
Thermal spraying can provide thick coatings [20m .. to several mm],
over a large area at high deposition rate as compared to other coating processes
such as: electroplating, physical and chemical vapor deposition
(def.) Coating processes in which melted /heated materials are sprayed onto a surface
Plasma spraying (PSP) Arc spraying (ASP) Flame spraying (FLSP)
Patm
Vacuum
11Engineering Materials
Materials Joining and NDT
Department of Engineering Design
and Production
Introduction to WeldingRelated Technology… Cutting Techniques
Mechanical cutting Thermal cutting Water jet cutting

7
12Engineering Materials
Materials Joining and NDT
Department of Engineering Design
and Production
Introduction to WeldingRelated Technology… NDT Techniques
13Engineering Materials
Materials Joining and NDT
Department of Engineering Design
and Production
Solid State WeldingClassification
Welding Process
Classification
Brazing and Soldering No fusion of base material components which are
joined by inserting melted filler metal in the overlap joint configuration
Fusion Welding Includes partial fusion of Base Material,
with /without application of pressure, with/without filler metal added to weld pool
Solid State Welding Joining is obtained by solid state joining mechanisms In some processes, superficial melting layer is
produced to then be expelled during forging Flash around weld zone is usual
Note: There are (many) others possible classifications

8
14Engineering Materials
Materials Joining and NDT
Department of Engineering Design
and Production
Forg
ing
Solid State Welding…Prior to all Fusion Welding Techniques
15Engineering Materials
Materials Joining and NDT
Department of Engineering Design
and Production
Forg
ing
Solid State WeldingFrom the Origins into the Most Developed Modern Solutions

9
16Engineering Materials
Materials Joining and NDT
Department of Engineering Design
and Production
Fusion Welding
Electric Arc Based Welding
Overview of Techniques
17Engineering Materials
Materials Joining and NDT
Department of Engineering Design
and Production
Forg
ing
Electric Arc
SMAW
SAW
GTAW
PlasmaPAW
GMAW
EBW Laser
Coal electrode 1881
1904
1930
1940
1950
1950
19701958
FCAW
Sinergic
CMT
Electro-gas
Electro-slag …Thermite
CO2
Nd-YAG
Diodes
Fiber
Excimers
…
Vacuum
Patm
Disc
Micro
Conventional
Keyhole
Oxifuel
1920
1903
Bare electrode 1888 1970
1959
19611980
1990
Welding
Thermal Treat.
Brasing
Fusion Welding TechnologyHistorical Development

10
18Engineering Materials
Materials Joining and NDT
Department of Engineering Design
and Production
Milestones of Electric Arc Welding (1/4)Shielded Metal Arc Welding
19Engineering Materials
Materials Joining and NDT
Department of Engineering Design
and Production
Milestones of Electric Arc Welding (2/4)Submerged Arc Welding

11
20Engineering Materials
Materials Joining and NDT
Department of Engineering Design
and Production
Milestones of Electric Arc Welding (3/4)Gas Tungsten Arc Welding
21Engineering Materials
Materials Joining and NDT
Department of Engineering Design
and Production
Milestones of Electric Arc Welding (4/4)Gas Metal Arc Welding

12
22Engineering Materials
Materials Joining and NDT
Department of Engineering Design
and Production
Variants of GMAWFlux Cored Arc Welding
23Engineering Materials
Materials Joining and NDT
Department of Engineering Design
and Production
Fusion Welding
Laser Welding
Overview of Fundaments

13
24Engineering Materials
Materials Joining and NDT
Department of Engineering Design
and ProductionLaser Welding
Light
Amplificatio
n
Stimulated
Emission
Radiation
Characteristics of a Laser Beam
25Engineering Materials
Materials Joining and NDT
Department of Engineering Design
and Production
Wavelength of main active laser media
Ultraviolet
(0.1m – 0.4m)
Visible
(0.4m – 0.7m)
Infrared
(0.7m – 100m)

14
26Engineering Materials
Materials Joining and NDT
Department of Engineering Design
and Production
Robotic Style Beam Delivery
27Engineering Materials
Materials Joining and NDT
Department of Engineering Design
and Production
Continuous Wave Laser Welding Applications

15
28Engineering Materials
Materials Joining and NDT
Department of Engineering Design
and Production
Fusion Welding
Electron Beam Welding
Overview of Fundaments
29Engineering Materials
Materials Joining and NDT
Department of Engineering Design
and Production
Simplified Representation of a Triode
Electron Beam Gun Column
Generation
Acceleration
Focusing
Guidance
Working zone

16
30Engineering Materials
Materials Joining and NDT
Department of Engineering Design
and Production
• Equipment: Level of Vacuum in Gun and Working Cameras
Variants:
High-Vacuum: 10-3
to 10-6
Torr
Fine-Vacuum: 25 to 10-3
Torr
Non-vacuum (1 atm 760 Torr)
High-vacuum chamber equipment for EBW
31Engineering Materials
Materials Joining and NDT
Department of Engineering Design
and Production
• Equipment: Influence of Level of Vacuum in EBW quality.
High-Vacuum
Fine-Vacuum
Non-vacuum

17
32Engineering Materials
Materials Joining and NDT
Department of Engineering Design
and Production
Fusion with Pressure Welding
Resistance Welding
Overview of Variants
33Engineering Materials
Materials Joining and NDT
Department of Engineering Design
and Production
Fusion Welding ProcessesFusion but not only… Resistance Welding Variants
F
I
Spot Welding Projection Welding Seam Welding
Flash Welding

18
34Engineering Materials
Materials Joining and NDT
Department of Engineering Design
and Production
Fusion Welding ProcessesFusion but not only… Resistance Welding Variants
Spot Welding
35Engineering Materials
Materials Joining and NDT
Department of Engineering Design
and Production
Brasing and Soldering
Interfacial Joining of Solid
Base Materials by
Third-body Fusion Filler Material

19
36Engineering Materials
Materials Joining and NDT
Department of Engineering Design
and Production
Classification of WeldingBrazing and Soldering
37Engineering Materials
Materials Joining and NDT
Department of Engineering Design
and Production
Brazing and SolderingFundaments and Application Samples
Joining Mechanisms: Interfacial Diffusion (chemical) and/or Embedding (mechanical)
Physical Principles: capillary (wetting and spreading) + fluidity + viscosity +
vapor pressure + gravity + metallurgical interaction between Base Mat and Filler Mat

20
38Engineering Materials
Materials Joining and NDT
Department of Engineering Design
and Production
Solid State Welding
and Processing Technology
Solid State Welding
Overview of Main Processes
39Engineering Materials
Materials Joining and NDT
Department of Engineering Design
and Production
Overview of Solid State ProcessesHigh-Frequency Welding (1/2)

21
40Engineering Materials
Materials Joining and NDT
Department of Engineering Design
and Production
Overview of Solid State ProcessesFlash Welding (1/1)
41Engineering Materials
Materials Joining and NDT
Department of Engineering Design
and Production
Overview of Solid State ProcessesStud Welding (1/1)

22
42Engineering Materials
Materials Joining and NDT
Department of Engineering Design
and Production
Overview of Solid State ProcessesCold Pressure Welding (1/2)
43Engineering Materials
Materials Joining and NDT
Department of Engineering Design
and Production
Overview of Solid State ProcessesDiffusion Welding (2/2)

23
44Engineering Materials
Materials Joining and NDT
Department of Engineering Design
and Production
Overview of Solid State ProcessesUltrasonic Welding (1/4)
Application to plastics
45Engineering Materials
Materials Joining and NDT
Department of Engineering Design
and Production
Interfaces in Ultrasonic Welding
Overview of Solid State ProcessesUltrasonic Welding (2/4)
24
46Engineering Materials
Materials Joining and NDT
Department of Engineering Design
and Production
Overview of Solid State ProcessesExplosion Welding (1/3)
47Engineering Materials
Materials Joining and NDT
Department of Engineering Design
and Production
Solid State Welding
and Processing Technology
Friction Based Technology
“Third-Body” Region

25
48Engineering Materials
Materials Joining and NDT
Department of Engineering Design
and Production
“Third-Body” Region
Based Technology
49Engineering Materials
Materials Joining and NDT
Department of Engineering Design
and Production
Friction Based TechnologySample of Processes
Friction Welding
Internacional Patent
2/1956 (A.I.Chudikov)
26
50Engineering Materials
Materials Joining and NDT
Department of Engineering Design
and Production
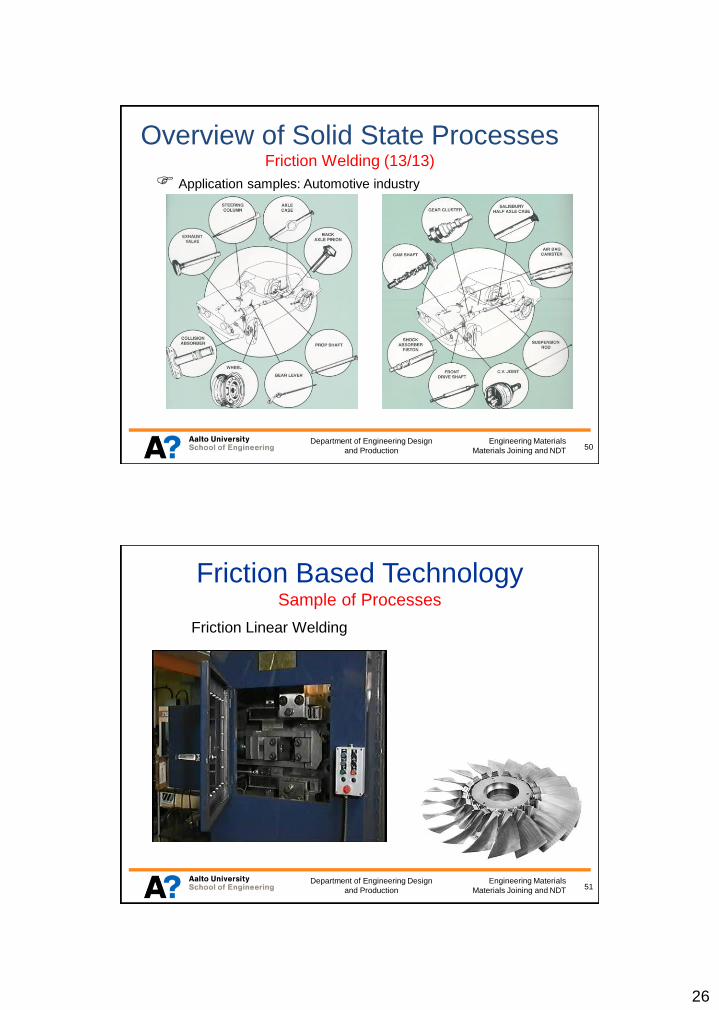
Overview of Solid State ProcessesFriction Welding (13/13)
Application samples: Automotive industry
51Engineering Materials
Materials Joining and NDT
Department of Engineering Design
and Production
Friction Based TechnologySample of Processes
Friction Linear Welding

27
52Engineering Materials
Materials Joining and NDT
Department of Engineering Design
and Production
Friction Stir Based TechnologyFriction Surfacing: Applications
Production of
Functionally Graded Materials (FGM)
FS for Built-Up
53Engineering Materials
Materials Joining and NDT
Department of Engineering Design
and Production
Solid State Welding
and Processing Technology
Friction Stir Welding
Fundaments

28
54Engineering Materials
Materials Joining and NDT
Department of Engineering Design
and Production
Overview of FSW FeaturesFundaments and Parameters
A breakthrough innovation in welding technology patented in Dec 1991
Courtesy of RIFTEC - Germany
55Engineering Materials
Materials Joining and NDT
Department of Engineering Design
and Production
Friction Stir Welding ProcessFundaments – Example of Joints
SPIF of tailored blanks welded by FSW

29
56Engineering Materials
Materials Joining and NDT
Department of Engineering Design
and Production
Materials Joining and NDTFSW @ Aalto University
ESAB LEGIOTM
FSW 5UT
Z-axis Control: Position + Speed + Force
Maximum Forces: Fz_max = 100kN (Fx_max = Fy_max = 40kN)
Maximum Welding Travel Speed: Vx_max = Vy_max = 4m/min
Maximum Spindle Power = 30kW ; Maximum Spindle Speed: max = 3000rpm
Work Envelope (x ; y ; z) : 2000mm x 400mm x 300mm
Special focus on the application to: Al, Cu, HSSteels, SSteels, and Ni based alloys
57Engineering Materials
Materials Joining and NDT
Department of Engineering Design
and Production
Industrial Application of FSWAerospace Industry – Boeing Co.
New FSW for Space Launch System:
Vertical Assembly Center (VAC)
(NASA’s Michoud Assembly Facility New Orleans)
61 m Tall x 8.4 m Diameter cryogenic liquid hydrogen and liquid oxygen that will feed the vehicle’s RS-25 engine

30
58Engineering Materials
Materials Joining and NDT
Department of Engineering Design
and Production
Industrial Application of FSWShipbuilding Industry – Steel (source: HILDA project)
FSW… Aims to avoid This!
Courtesy / Source: TWI
59Engineering Materials
Materials Joining and NDT
Department of Engineering Design
and Production
Industrial Application of FSWApple iMAC 2012

31
60Engineering Materials
Materials Joining and NDT
Department of Engineering Design
and Production
A-Tig Welding
Micro-Plasma Welding
Hot-Wire Welding and Coating
Narrow Gap Welding (w/ TIG hot wire; MIG; SAW)
Advanced SAW: ICE Variant
Advanced GMAW: Synergic Control + CMT + 3D Printing
Hybrid Laser Welding with GMAW
Friction Stir Based Innovations: FSChannelling + FSpot Welding
Friction Welding (conventional axisymmetric)
Friction Based Techniques: FHydro Pillar + FRiveting
Friction Surfacing
Other Advanced Welding Techniques
61Engineering Materials
Materials Joining and NDT
Department of Engineering Design
and Production
Advanced TIG Technique
A-TIG

32
62Engineering Materials
Materials Joining and NDT
Department of Engineering Design
and Production
Advanced PAW Technique
Micro-Plasma (0.1 to 15 A)
63Engineering Materials
Materials Joining and NDT
Department of Engineering Design
and Production
Advanced GMAW Technique
Robotized Welding + 3D Printing
33
64Engineering Materials
Materials Joining and NDT
Department of Engineering Design
and Production
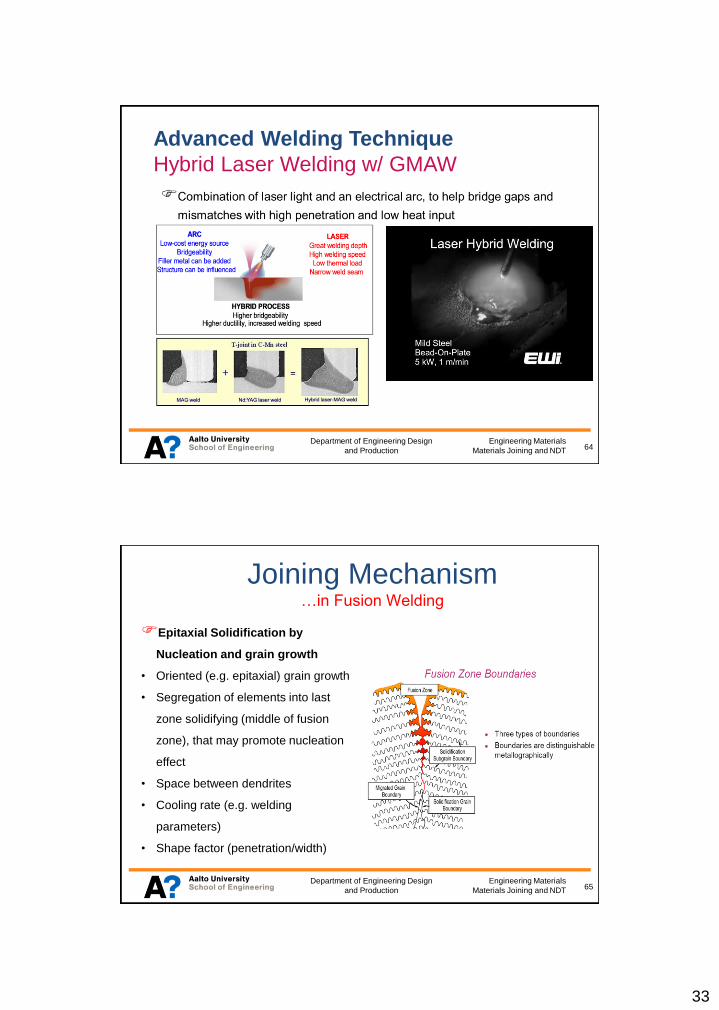
Advanced Welding Technique
Hybrid Laser Welding w/ GMAW
65Engineering Materials
Materials Joining and NDT
Department of Engineering Design
and Production
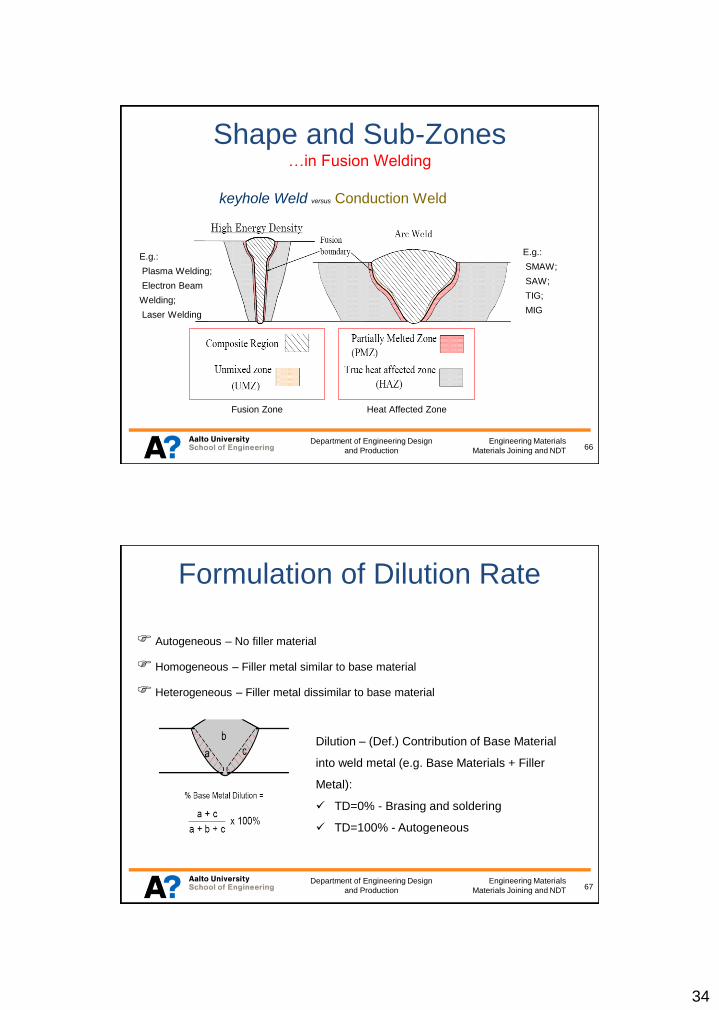
Epitaxial Solidification by
Nucleation and grain growth
• Oriented (e.g. epitaxial) grain growth
• Segregation of elements into last
zone solidifying (middle of fusion
zone), that may promote nucleation
effect
• Space between dendrites
• Cooling rate (e.g. welding
parameters)
• Shape factor (penetration/width)
Joining Mechanism…in Fusion Welding
34
66Engineering Materials
Materials Joining and NDT
Department of Engineering Design
and Production
E.g.:
SMAW;
SAW;
TIG;
MIG
E.g.:
Plasma Welding;
Electron Beam
Welding;
Laser Welding
keyhole Weld versus Conduction Weld
Fusion Zone Heat Affected Zone
Shape and Sub-Zones…in Fusion Welding
67Engineering Materials
Materials Joining and NDT
Department of Engineering Design
and Production
Autogeneous – No filler material
Homogeneous – Filler metal similar to base material
Heterogeneous – Filler metal dissimilar to base material
Dilution – (Def.) Contribution of Base Material
into weld metal (e.g. Base Materials + Filler
Metal):
TD=0% - Brasing and soldering
TD=100% - Autogeneous
Formulation of Dilution Rate

35
68Engineering Materials
Materials Joining and NDT
Department of Engineering Design
and Production
Joining Mechanisms…Activated During Solid State Welding
Aproximation to Interatomic
Distances of Equilibrium
Diffusion
Clinching
Atomic bonding at joining
materials interfaces
Bonding over an interferential layer
which can reach up to
continuous metallic conditions
Mechanical interference
69Engineering Materials
Materials Joining and NDT
Department of Engineering Design
and Production
NomenclatureStandards Supporting Vocabulary (EN ISO 17659)
EN ISO 17659:2002 – Welding - Multilingual terms for welded joints
with illustrations
This International Standard describes by pictorial representation
most of the more common terms, in English, French and German, for
types of joints, joint preparation and welds.
This International Standard can be used on its own or in conjunction
with other similar standards. E.g.: AWS A3.0:2001 - Standard
Welding Terms and Definitions - Including Terms for Adhesive
Bonding, Brazing, Soldering, Thermal Cutting, and Thermal
Spraying

36
70Engineering Materials
Materials Joining and NDT
Department of Engineering Design
and Production
NomenclatureParts of a Fusion Weld
71Engineering Materials
Materials Joining and NDT
Department of Engineering Design
and Production
NomenclatureParts of a Fusion Weld

37
72Engineering Materials
Materials Joining and NDT
Department of Engineering Design
and Production
NomenclatureSizes in Welds
73Engineering Materials
Materials Joining and NDT
Department of Engineering Design
and Production
NomenclatureSizes in Fillet Welds

38
74Engineering Materials
Materials Joining and NDT
Department of Engineering Design
and Production
Nomenclature Joints Types
75Engineering Materials
Materials Joining and NDT
Department of Engineering Design
and Production
Nomenclature Flanged Joints

39
76Engineering Materials
Materials Joining and NDT
Department of Engineering Design
and Production
NomenclatureSpliced Butt Joints
77Engineering Materials
Materials Joining and NDT
Department of Engineering Design
and Production
Nomenclature Joint Root

40
78Engineering Materials
Materials Joining and NDT
Department of Engineering Design
and Production
Nomenclature Groove Face; Root Edge; Root Face
79Engineering Materials
Materials Joining and NDT
Department of Engineering Design
and Production
Nomenclature Bevel: Depth, Angle, Face and Radius; Root Opening

41
80Engineering Materials
Materials Joining and NDT
Department of Engineering Design
and Production
Nomenclature Edge Shape
81Engineering Materials
Materials Joining and NDT
Department of Engineering Design
and Production
Nomenclature Single Groove Welds

42
82Engineering Materials
Materials Joining and NDT
Department of Engineering Design
and Production
Nomenclature Welds Joints with Backing… alternative solutions
83Engineering Materials
Materials Joining and NDT
Department of Engineering Design
and Production
Nomenclature Double Groove Welds

43
84Engineering Materials
Materials Joining and NDT
Department of Engineering Design
and Production
Nomenclature Welds in Flanged Joints
85Engineering Materials
Materials Joining and NDT
Department of Engineering Design
and Production
Nomenclature Seam Welds and Spot Welds
44
86Engineering Materials
Materials Joining and NDT
Department of Engineering Design
and Production
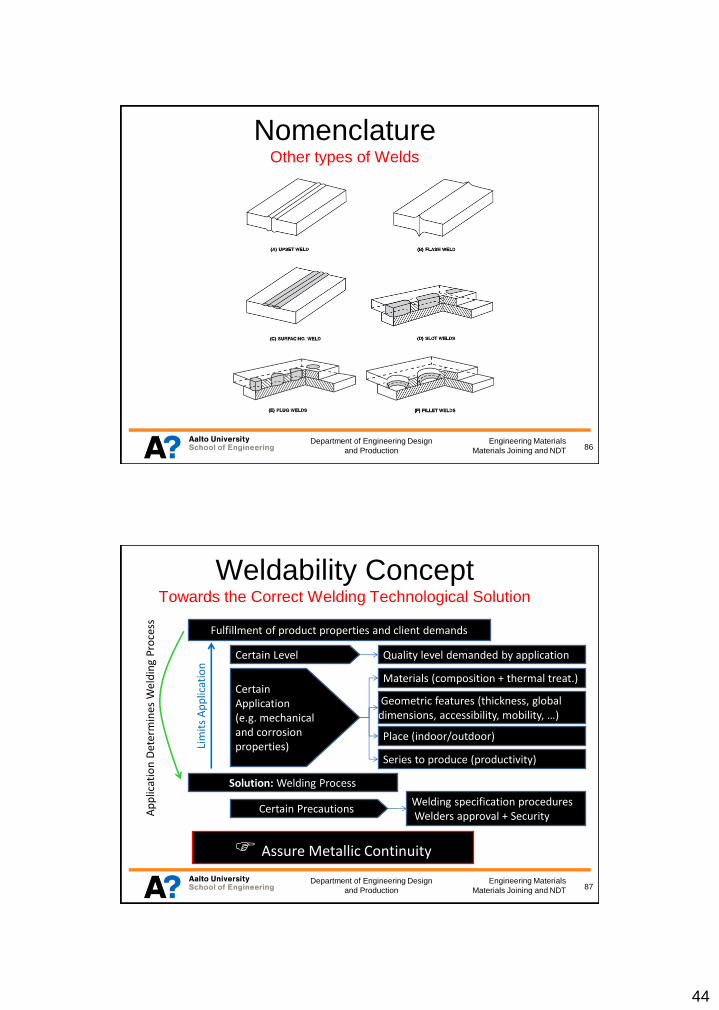
Nomenclature Other types of Welds
87Engineering Materials
Materials Joining and NDT
Department of Engineering Design
and Production
Weldability ConceptTowards the Correct Welding Technological Solution
Fulfillment of product properties and client demands
Solution: Welding Process
Assure Metallic Continuity
Certain Application(e.g. mechanical and corrosion properties)
Materials (composition + thermal treat.)
Geometric features (thickness, global dimensions, accessibility, mobility, …)
Place (indoor/outdoor)
Series to produce (productivity)
Certain Level Quality level demanded by application
Lim
its
Ap
plic
atio
n
Ap
plic
atio
n D
eter
min
es W
eld
ing
Pro
cess
Certain PrecautionsWelding specification proceduresWelders approval + Security

45
88Engineering Materials
Materials Joining and NDT
Department of Engineering Design
and Production
Weldability ConceptJoint Design to Avoid Incomplete Penetration
Incomplete Penetration does not Assure Metallic Continuity
89Engineering Materials
Materials Joining and NDT
Department of Engineering Design
and Production
Weldability ConceptComplete Penetration

46
90Engineering Materials
Materials Joining and NDT
Department of Engineering Design
and Production
Weldability ConceptTowards the Correct Welding Technological Solution
Design of joints and their influence on the overall quality of
the welded structure
Type of joints
Type of edge shape for each component
Tolerances
Design of joints criterion, depends on:
Welding process
Material
Thickness of components
Joint accessibility
Assure Metallic Continuity
e.g.: Stress Flow in
complete penetration butt joint
91Engineering Materials
Materials Joining and NDT
Department of Engineering Design
and Production
Literature supporting the achievement of the learning outcomes
1. J. F. Lancaster (1986) The Physics of Welding”, 2nd ed., Pergamon Press.
2. Robert W. Messler (2004) Principles of Welding – Processes Physics,
Chemistry, and Metallurgy, Jr. Wiley-VCH ed.
Chapter 1: Introduction to the Process of Welding (pages 1–16)
Chapter 5: Energy for Welding
Closing Thoughts
Other references
ASM Metals Handbook – Vol. 6 – Welding Brazing and Soldering. 1993. ASM
International.
AWS Welding Handbook – Vol. 1 to 4 –9th ed. American Welding Society.
References