lecture 4
TRANSCRIPT

J.RamkumarDept of Mechanical Engineering
Cutting tool materials
Fundamentals of Modern Manufacturing M.P.Groover

CUTTING TOOL TECHNOLOGY
Tool Life Tool Materials Tool Geometry Cutting Fluids
Fundamentals of Modern Manufacturing M.P.Groover

Cutting Tool TechnologyTwo principal aspects: 1. Tool material 2. Tool geometry
Three Modes of Tool Failure•Fracture failure
Cutting force becomes excessive and/or dynamic, leading to brittle fracture
•Temperature failureCutting temperature is too high for the tool material
•Gradual wearGradual wearing of the cutting tool
Fundamentals of Modern Manufacturing M.P.Groover
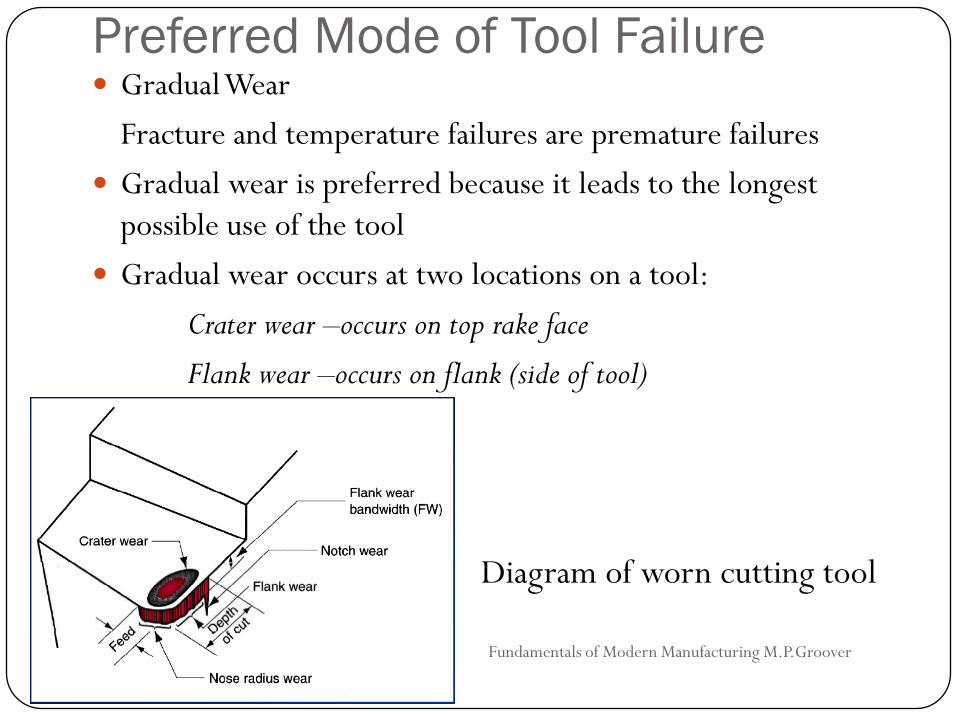
Preferred Mode of Tool Failure Gradual Wear
Fracture and temperature failures are premature failures Gradual wear is preferred because it leads to the longest
possible use of the tool Gradual wear occurs at two locations on a tool:
Crater wear –occurs on top rake face
Flank wear –occurs on flank (side of tool)
Diagram of worn cutting tool
Fundamentals of Modern Manufacturing M.P.Groover

Tool wear as a function of cutting time
Fundamentals of Modern Manufacturing M.P.Groover

Effect of cutting speed on tool life
Fundamentals of Modern Manufacturing M.P.Groover

Taylor Tool Life Equation
Fundamentals of Modern Manufacturing M.P.Groover
This relationship is credited to F. W. Taylor (~1900)
where v = cutting speed; T = tool life; and n and C are parameters that depend on feed, depth of cut,work material, tooling material, and the tool life
criterion used n is the slope of the plot
C is the intercept on the speed axis
Tool Life Criteria in Production
Fundamentals of Modern Manufacturing M.P.Groover
Complete failure of cutting edge Visual inspection of flank wear (or crater wear) by the machine
operator Fingernail test across cutting edge Changes in sound emitted from operation Chips become ribbony, stringy, and difficult to dispose of Degradation of surface finish Increased power Workpiece count Cumulative cutting time
Fundamentals of Modern Manufacturing M.P.Groover
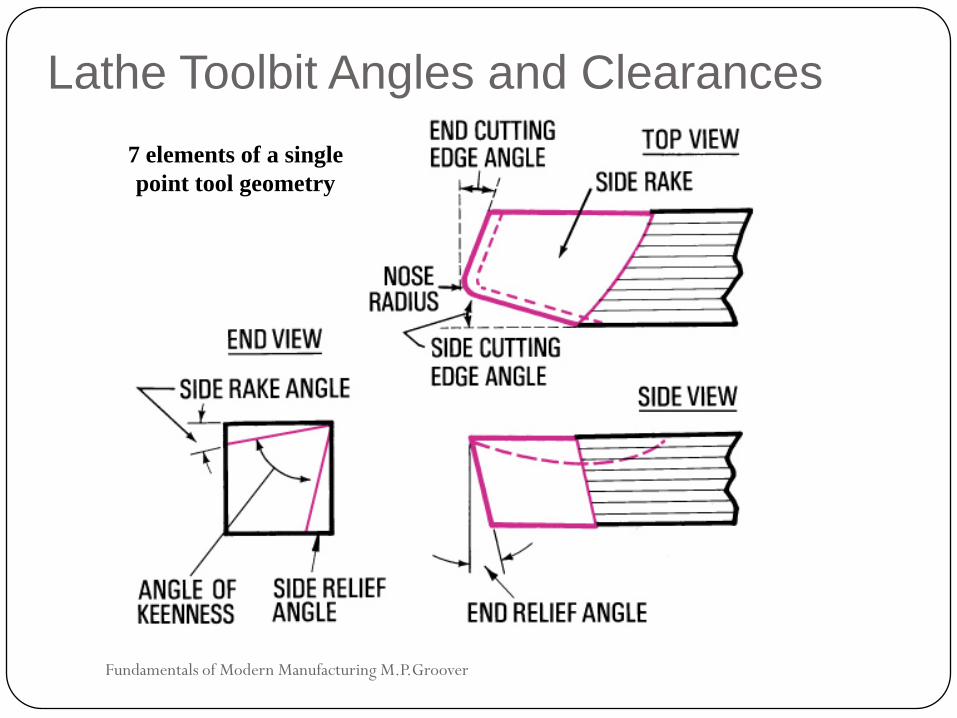
Lathe Toolbit Angles and Clearances7 elements of a single point tool geometry

Cutting-Tool Materials
Fundamentals of Modern Manufacturing M.P.Groover
Generally made of seven materials High-speed steel Cast alloys (such as stellite) Cemented carbides Ceramics Cermets Cubic Boron Nitride Polycrystalline Diamond

Tool spectrum
http://www.mitsubishicarbide.net/contents/mmus/enus/html/product/technical_information/information/sessaku.html

High-Speed Steel Tool bits
Fundamentals of Modern Manufacturing M.P.Groover
May contain combinations of tungsten, chromium, vanadium, molybdenum, cobalt
Can take heavy cuts, withstand shock and maintain sharp cutting edge under red heat
Generally two types (general purpose) Molybdenum-base (Group M) Tungsten-base (Group T)
Cobalt added if more red hardness desired

Fundamentals of Modern Manufacturing M.P.Groover
Cemented-Carbide Tool bits Capable of cutting speeds 3 to 4 times high-speed steel
toolbits Low toughness but high hardness and excellent red-hardness Consist of tungsten carbide sintered in cobalt matrix Straight tungsten used to machine cast iron and nonferrous
materials (crater easily) Different grades for different work
(WC) using powder metallurgy techniques withcobalt (Co) as the binder• Two basic types:1. Non-steel cutting grades - only WC-Co2. Steel cutting grades -TiC and TaC added to WC-Co
Cemented Carbides –General Properties
Fundamentals of Modern Manufacturing M.P.Groover
•High compressive strength but low-to-moderatetensile strength•High hardness (90 to 95 HRA)•Good hot hardness•Good wear resistance•High thermal conductivity•High elastic modulus - 600 x 103 MPa•Toughness lower than high speed steel

Fundamentals of Modern Manufacturing M.P.Groover
Coated Carbide Tool bits Made by depositing thin layer of wear-resistant titanium nitride,
titanium carbide or aluminum oxide on cutting edge of tool Fused layer increases lubricity, improves cutting edge wear resistance
by 200%-500% Lowers breakage resistance up to 20% Provides longer life and increased cutting speeds
Titanium-coated offer wear resistance at low speeds, ceramic coated for higher speeds

Fundamentals of Modern Manufacturing M.P.Groover
Ceramic Tool bits Permit higher cutting speeds, increased tool life and better
surface finish than carbide Weaker than carbide used in shock-free or low-shock situation
Ceramic Heat-resistant material produced without metallic bonding agent
such as cobalt Aluminum oxide most popular additive Titanium oxide or Titanium carbide can be added

Synthetic Diamonds Sintered polycrystalline diamond (SPD) - fabricated by sintering
very fine-grained diamond crystals under high temperatures and pressures into desired shape with little or no binder
Usually applied as coating (0.5 mm thick) on WC-Co insert Applications: high speed machining of nonferrous metals and
abrasive nonmetals such as fiberglass, graphite, and wood Not for steel cutting
Fundamentals of Modern Manufacturing M.P.Groover

Milling Cutters
Fundamentals of Modern Manufacturing M.P.Groover
Principal types:•Plain milling cutter•Form milling cutter•Face milling cutter•End milling cutter

Milling & Drilling tool geometry
Face cutter
Chamfering cutter
Fundamentals of Modern Manufacturing M.P.Groover
Any liquid or gas applied directly to machining operation to improve cutting performance
Two main problems addressed by cutting fluids:1. Heat generation at shear zone and friction zone2. Friction at the tool-chip and tool-work interfaces
Other functions and benefits:•Wash away chips (e.g., grinding and milling)•Reduce temperature of workpart for easier•handling•Improve dimensional stability of workpart
Cutting Fluids

Fundamentals of Modern Manufacturing M.P.Groover
•Cutting fluids can be classified according to function•Coolants - designed to reduce effects of heat in machining•Lubricants - designed to reduce tool-chip and tool-work friction
Cutting Fluid Functions
CoolantsWater used as base in coolant-type cutting fluids•Most effective at high cutting speeds where heatgeneration and high temperatures are problems•Most effective on tool materials that are mostsusceptible to temperature failures (e.g., HSS)
Lubricants•Usually oil-based fluids•Most effective at lower cutting speeds•Also reduces temperature in the operation