lcd-75-436 manufacturing technology--a changing challenge
TRANSCRIPT

REPORT TO T7HE CONGRESS qUN-TED STAJES
GENERAM ACCOUNTING OFFICE G
BY THE COMPTROD.JLEItENERALOF THE UNITED SUJPSM
Manufacturing TechnologyA Changing Challenge ToImproved Productivity
With new technology, the United States canincrease the productivity of industries thatproduce goods in small lots. Many foreignindustrial nations have ways of diffusing tech-nological advances throughout their manufac-turing bases. We can learn from these foreignefforts to enhance manufacturing produc-tivity.
The United States needs to make manufactur-ing productivity a national priority to remaininternationally competitive and to maintainstrong industries.
LCD-75-436 JUNE 3,1976
_-s

COMPTROLLER GENERAL OF THE UNITED STATESWASHINGTON. D.C. 20548
B-175132
To the President of the Senate and theSpeaker of the House of Representatives
This is GAO'sfstudy of how the United States comparesto other nations in applying modern manufacturing technologyby discrete parts, batch process manufacturers. These man-ufacturers constitute over 35 percent of the manufacturingfirms in the United States, and they manufacture most of theitems procured by the Federal Government.
This study of manufacturing technology was undertakenbecause to varying degrees, there are sufficient indicationsthat the private sector is having difficulty maintaining itsproductivity in dealing with rapid changes in manufacturingtechnology. Moreover, the Federal Government is the largestsingle purchaser of manufactured goods and if indeed tech-nology and productivity falter then the cost of these goodswill increase accordingly. GAO wanted to provide a documentwhich would encourage discussion and debate on the subject,recognizing that the issue is a very complex one and is in-terrelated with other problems, such as inflation, capitalformation, and international competitiveness.
We were also aware of the interest of several committeesof the Congress in the subjects of increased productivity,competitiveness of the United States in world markets, pricestability, and economic growth, and the role of the NationalCenter for Productivity and Quality of Working Life in re-solving these problems.
The report should be useful to the Congress, the execu-tive branch, and to the private manufacturing sector in iden-tifying policy and actions relating to national manufacturingproductivity, scientific research and development, and tech-nology diffusion.
Our review was made pursuant to the Budget and AccountingAct of 1921 (31 U.S.C. 53), and the Accounting and AuditingAct of 1950 (31 U.S.C. 67).
B-175132
We are sending copies of this report to the Director, 7Office of Management and Budget; the Secretary of Commerce;the Chairman, National Center for Productivity and Quality 967of Working Life; and other interested agencies.
Comptroller Generalof the United States
2

Contents
Page
DIGEST
CHAPTER
1 BACKGROUND 1
2 INTRODUCTION 6National Science Foundation study 7Denison's work 14
3 COMPUTER-INTEGRATED MANUFACTURING--ITSPOTENTIAL 19
A brief summary of types of manufac-turing processes 20
Computers and numerical control 25Computer-aided manufacturing 31Computer-aided design 35What computer-integratedmanufacturing accomplishes 35
Summary 39
4 COMPUTER-INTEGRATED MANUFACTURING--ITS PROBLEMS 40
Invention, innovation, and diffusion 41Problems of diffusion 43Diffusion of CIM 44
5 U.S. POSITION RELATIVE TO FOREIGN NATIONS 52Indicators of relative change in man-
ufacturing base 54Productivity .55GAO observations 69
6 COMPARISON OF NATIONAL INSTITUTIONSFOR IMPROVED PRODUCTIVITY 76
Productivity centers 77U.S. diffusion activities 83
7 MISCELLANEOUS MATTERS 86Marketing 86Antitrust 88Tax policy 90Monetary policy 91State and other productivity and pro-motional centers 91
Education for manufacturing 93
8 SUMMARY AND OBSERVATIONS 95Observations 95

CHAPTER Page
Current activities 98
Recommendations 101
9 REFERENCES 106
APPENDIX
I Survey of manufacturing establishmentsin 13 States 108
II Listing of General Accounting Office
reports issued since July 1, 1971,
on trade-promotion related matters 125
III Excerpts from "Automation OpportunitiesIn the Service Sector," report of the
Federal Council for Science and Technology,
Committee on Automation Opportunities inthe Service Areas 130
ABBREVIATIONS
APT automatically programed tool
ARC Automation Research CouncilBOM Bill of Materials
CAM-I Computer-Aided Manufacturing-International, Inc.
CIM computer-integrated manufacturingCMPM computer-managed parts manufacturing systems
CNC computer numerical controlDNC direct numerical controlDOD Department of Defense
ERDA Energy Research and Development AdministrationFRG Federal Republic of GermanyGAO General Accounting Office
GNP gross national productJPC Japan Productivity Center
MIT Massachusetts Institute of Technology
MITI Ministry of International Trade and Industry
NASA National Aeronautics and Space Administration
NBS National Bureau of Standards
NC numerical controlNSF National Science FoundationNTIS National Technical Information Service
OECD Organization for Economic C-ooperation andDevelopment
SBA Small Business Administration

REPORT TO THE CONGRESS MANUFACTURING TECHNOLOGY--BY THE COMPTROLLER GENERAL A CHANGING CHALLENGE
TO IMPROVED PRODUCTIVITY
DIGEST
THE EMERGING PROBLEM
The United States is the World's largestproducer of manufactured products and formany years generated most of its raw mate-rials, produced its own manufacturing toolsand consumed most of the products it manu-factured--historically, exporting less than7 percent of its gross national product.
But, the United States is running out of rawmaterials--oil is one--and must increasinglyimport them at higher costs to operate itsfactories. These increased imports must bepaid for by increased exports; and, the in-creased exports must come either from im-proved productivity or from reduced domesticconsumption.
If from the latter, the costs of the avail-able goods will substantially increase to theAmerican consumer and to Federal, State and lo-cal governments.
Meanwhile, the successes of foreign competi-tors in using sophisticated manufacturingtechnology to produce consumer goods are evi-dent.
-- Americans are buying a large quantity andvariety of quality foreign products.
-- Foreign markets that the United States hastraditionally enjoyed are diminishing.
--In 1971 the U.S. balance of trade turned un-favorable for the first time since 1893 andagain showed a deficit in 1972 and 1974.
A significant amount of these goods are madein small lots or batches by industries knownas discrete parts, batch process manufactur-ers. In the United States these manufactur-ers represent over 35 percent of the
Ter Shee. Upon removal, the reporti LCD-75-436cover date should be noted hereon.

manufacturing base and contribute 36 percentof manufacturing's share of the gross nationalproduct.
The technology involved in small batch manu-ufacturing has been undergoing profoundchanges because of the numerically controlledmachine tool (developed in the 1950s) and theincreased use of computers to control manufac-turing processes. Furthermore, foreign com-petitors seem to be surpassing us in usingthis new technology to improve their indus-trial productivity.
In the 30 years since the end of World War II,other industrialized nations have had ratesof improved industrial productivity consist-ently higher than those of the United States.
While a rapid productivity increase rate couldhave been expected for a while in some of theindustrialized nations due to rebuilding indus-trial bases, the effects of the war do not ac-count for the sustained productivity improve-ment rate for the extended 30 year period.Economists who have studied the matter gener-ally agree that productivity improvementsdue to reconstruction activities were com-pleted mostly in the 1950s.
Following World War II, the European countriesand Japan, largely at U.S. insistence estab-lished formal productivity centers that focusedon management and marketing techniques and prob-lems in the service sectors of the economies.
Additionally, and without U.S. encouragement,informal productivity centers were establishedin the areas of manufacturing, science andtechnology. These were joint cooperative ef-forts organized from the Government, labor,industry (including industrial associationsand institutions) and university communities.
The consistently increasing productivity ratesof these industrialized countries can be at-tributed, at least in part, to the productivitycenters.
ii

In the area of advanced manufacturing technol-ogy, the United States generally is using morethan other countries. But it is highly concen-trated in aerospace, electronics, and otherfirms producing defense-related products, andwithout added impetus it does not show promiseof diffusing to small- or medium-sized firms.
However, the general level of technical capa-bility seems about equal in all industrial na-tions.
Looking to the future, it appears that foreigncompetitiors have an advantage of being ableto exploit, develop, and diffuse manufacturingtechnology faster than the United States. Al-though this kind of international technologicalcompetition is healthy and stimulates eachcountry to the common goal of improving worldwide living standards, the U.S. needs to take apositive stance to improve its own diffusion ofmanufacturing technology so as to enhance pro-ductivity and remain competitive.
Normally, the Government would not be inter-ested in an issue of this magnitude unless:
--private industry was neglecting or generallyunaware of the issue,
-- actions being taken by private industry werenot in the best interests of our economy, or
--private industry was not advancing fastenough to sustain our socieconomic way oflife.
Although there are no outright indications ofneglect, a broad cross-section of U.S. manufac-turers generally do not know how advanced man-ufacturing technology affects them. And, thoseapplications of technology contemplated or underway do not seem to be progressing fast enough tosustain us. Consequently, GAO became interestedin the evaluation of manufacturing technologyand its impact on productivity.
GAO now believes that in order to remain in-ternationally competitive and to maintain astrong industrial base, actions must be initi-ated to make manufacturing productivity a na-tional priority.
111ITear Sheet

V (GAO recommends that as a top priority effortthe National Center for Productivity and Qual-
ity of Working Life develop a national policy
and appropriate means for achieving balanced
productivity growth in the industrial/manufac-
turing base. Further, GAO recommends that the
National Center, in carrying out this recom-
mendation, seek the cooperation and assistance
of the Department of Commerce and other appro-
priate agencies. In addition, GAO recommends
that the Department of Commerce strengthen its
efforts to support and develop productivity
enhancing technology related to manufacturing.
The combination of the existing expertise of
the National Center and the Department of Com-
merce in close coordination with other public
and private organizations, would facilitateearly initiatives with a minimum startup time.
Moreover the Department of Commerce could,
thereby, provide the much needed focal point to
coordinate all the disparate Government and
private work in developing, standardizing and
diffusing manufacturing technology. This is
discussed in more detail in chapter 8.
iv

CHAPTER 1
BACKGROUND
The Federal Government spends billions of dollars eachyear for U.S.-manufactured products. Inflation is constantlyraising the unit costs of the products at a time when thereare mounting pressures to limit Government spending. Ittherefore becomes increasingly important that manufacturerssupplying the U.S. Government use the most cost effectivemanufacturing methods in producing products.
We initiated a review of manufacturing technology ap-plied to meeting the Government's civil and national defenseneeds because of the GAO and Federal interest in
-- procuring these goods and services at the lowest prac-tical cost,
-- applying techniques to improve the productivity offederally operated industrial facilities,
-- furthering the objectives of the Congress and the ex-ecutive branch in establishing the National Commissionon Productivity and Work Quality, and more recentlythe National Center for Productivity and Quality ofWorking Life,
-- applying and using the National Science Foundationgrant program as it relates to manufacturing technol-ogy, and
-- providing a document which would encourage discussionand debate on the subject, recognizing that the issueis a very complex one and is related to other prob-lems, such as growth of capital formation and highinflation in plant and equipment costs.
We were also aware of the interest of several committeesof the Congress in the subject of increased productivity,competitiveness of the United States in world markets, pricestability, and economic growth.
Several matters surfaced early in the survey which per-suaded us to expand the project to a survey of manufacturingtechnology generally. First, there were over four milliondifferent items in the Federal supply system. Virtuallyeverything produced in the United States is procured, in oneform or another, by the Federal Government. There were over25,000 contractors producing items or services for the De-partment of Defense alone.

Second, a large number of items procured by the Govern-ment--for instance materials-handling equipment and Armytanks--are products of industries which produce in smalllots or batches. These are known as discrete parts, batchprocess manufacturers.
Third, there was a declining U.S. balance-of-tradeposition which in 1971 turned unfavorable for the first timesince 1893 and again showed a deficit balance in 1972 and1974. An important negative factor was the rate of increasein the imports of high-technology products which have con-sistently been among our major exports. Except for agricul-tural products, many imports and exports were products ofeither U.S. or foreign discrete parts, batch process manufac-turers--the same type which account for the manufacture of alarge proportion of the products procured by the Government.
Fourth, the U.S. rate of increase in productivity inmanufacturing was among the lowest in the world.
And fifth, we were told that the technology of manu-
facturing discrete products in small batches was undergoingprofound changes because of the development in the 1950sof the numerically controlled machine tool (see p. 26)and the burgeoning application of computers to the manu-facturing environment, including computer control andoperation of the machinery of manufacturing. There weresuggestions that our foreign competitors were moving aheadof the United States in applying the new technology to thislarge segment of manufacturing industries.
The Government's interest in issues of this type wouldalso be stimulated by indications that the private sectorwas: (1) neglecting or was generally unaware of the issue,(2) taking actions which were not in the best interests of
our economy, or (3) their initiatives were not moving fastenough to sustain our socioeconomic way of life.
To varying degrees there are sufficient indications
that the private sector is having difficulty in dealing withrapid changes in manufacturing technology which would war-rant the Government's interest. For example, although there
are no outright indications of neglect, there are clear in-dications that a broad cross-section of our manufacturingbase is generally unaware of the impact of advancing manu-facturing technology. Moreover, even though many actionsnow underway or contemplated by selected elements of ourmanufacturer base are in our national interests, their prog-ress may not be fast enough to insure sustaining and advanc-ing our socioeconomic way of life. Based on these observa-tions and coupled with our current state of economic growth
2

we concluded that a survey of U.S. and foreign manufacturinggenerally would satisfy our specific interests in manufac-turing (especially as it relates to Government procurements)and, at the same time provide some useful insights intoproblems of U.S. productivity, relative levels of manufac-turing technology and competition in foreign trade.
In making our study, we surveyed a sample of metal-working companies and held discussions with over 200 U.S.industrial, academic, governmental, and financial organiza-tions. We also visited a smaller number of similar organiza-tions in the United Kingdom, West Germany, France, Italy,Norway, Denmark, and Sweden. Although we did not visit Japan,we discussed the subject with representatives of the Washing-ton, D.C., office of the Japan Productivity Center andconferred with a number of knowledgeable individuals witha firsthand knowledge of manufacturing activities in Japan.
We also surveyed the literature on matters ofproductivity and technology and utilized previous GAO studiesinvolving technology and foreign trade. We did not attemptto study all of the literature in depth, nor do we feel wehave studied all of the literature.
The study of such a broad field involving such a widerange of disciplines, companies, countries, individuals,facts, assumptions, and possibilities for the future requiressubjective evaluations and appraisals by the study partici-pants. No one small group engaged in such a broad studycan lay claim to having considered all pertinent and avail-able information, opinions, and perceptions. Indeed oneof our primary conclusions is that the subject matter studiedis so important, broad, and dynamic as to merit continuingattention in the United States by some responsible, qualified,and properly staffed organization either in the public orthe private sectors or some combination thereof.
We believe our study has been sufficiently comprehensiveto identify some serious productivity problems in the UnitedStates, to provide information and create some controversy,and to suggest potential courses of action to policymakersin the executive and legislative branches--and in the privatesector, that are now engaged in the emerging national inter-est and debate on productivity in the United States.
Several cautions to the reader seem appropriate. Thematters discussed--economic or technical--concerning thisstudy are relevant, in general, only when construed withinthe context of a relatively long timespan, such as 10 to 20years. The computer-integrated manufacturing systems
3

discussed herein probably will not reach full developmentuntil 1985 or beyond in the country or countries providingthe most favorable environment for their development.Therefore, viewing the matters in terms of business or eco-nomic conditions at a particular point or for a brief periodcould yield distorted perspectives.
Although our study focuses primarily on discrete parts,batch-processing industries engaged in various forms ofmetal working--principally metal cutting--the principles,problems, and potential for improved growth throughcomputer-integrated manufacturing apply equally to otherareas of manufacturing, such as plastics, glass and metalforming. The opportunities for improved productivitythrough automation in the service sector of our economy arealso great. The Committee on Automation Opportunities inthe Service Areas of the Federal Council for Science andTechnology issued in June of 1975 the results of a 4-yearstudy of the opportunities for productivity improvement inthe service sector. 1/ The Committee's findings and recom-mendations are very similar to ours, and excerpts from thestudy are contained in appendix III.
Also the reader should be aware that our study does notdiscuss if computer-integrated manufacturing should bebrought about. The development and component applicationsof computer-integrated manufacturing are already takingplace. The question, therefore, is not whether but howquickly and effectively the development process will be com-pleted and which national entities will move most quicklyand effectively. It is primarily these questions to whichour study addresses itself.
Finally, although our study emphasizes the importanceof the emerging computer-integrated manufacturing technology,technology does not stand by itself. Investment capital,employee-management attitudes and relationships, institu-tional characteristics--public and private--monetary policy,raw material endowment,and other factors are all woven to-gether in intricate mosaics, which are different for allcountries. It is the interaction of all of these factorsthat make up a nation's productivity. To encompass all ofthe factors in a single report would be impracticable. Wediscuss or refer to many of these other factors to highlightmanufacturing technology and our problems in realizing thefull potential of the new manufacturing technology.
In developing this report, GAO was fortunate to havehad expert advice and assistance from a wide variety of ex-perts in government, the private sector, and academia in theU.S. and abroad.
4

In January of 1976, we had a one day conference ofexperts on various aspects of manufacturing from Government,industry, labor, and academia to review a draft of our re-port.
Overall we have received a panorama of viewpoints rang-ing from expressions that all is well with U.S. industry andno action is necessary, to the direst of concerns that theU.S. is already falling behind. On balance, however, theaffected government agencies and private organizations arein general agreement with our findings.
We gratefully acknowledge the assistance of these peo-ple and their contributions to our work.
Nevertheless, the observations, judgments, and sugges-tions in the report are those of GAO and do not necessarilyreflect the views of any of those who so generously assistedin the study.
5

CHAPTER 2
INTRODUCTION
To assess the importance of manufacturing technology,the GAO staff surveyed programs in the United States and
selected foreign countries concerned with advancing the
state of the art of manufacturing technology, particularly
the use of computers in the manufacturing environment.
In our analysis, we considered the growing interdepend-
ence of world economies and the fact that such a reviewcould not be limited only to factors internal to the United
States. All industrial nations compete for increasingly
scarce resources of manufacturing as well as for markets
for their end products, and high rates of productivity arenecessary to minimize manufacturing costs and maximize a
countryds competitive position. Importantly, the rates ofproductivity growth in the United States since World War IIhave been the lowest of 11 major industrial nations.
Table 1 shows how the annual rates of manufacturingproductivity growth have increased at a dramatically higher
rate in other industrial nations since 1960.
TABLE 1
Productivity Gains
Average Annual Increase in Output Per Man-Hour
In Manufacturing, 1960-1973
Japan . . . . . . . . . . . . 10.5%Netherlands. . . . . . . . . . . .... 7.5Sweden . . . . . . . . . . . . . . . . . . 7.1Belgium. 6.5
Italy. . . . . . . . . . . . . . ..... 6.4France . . . . . . . . . . . . . .... 6.0
West Germany . . . . . . . . . . . . . 5.8Switzerland. . . . . . . . . . . . ... 5.3Canada . . . . . . . . . . . . . . . ... 4.3
United Kingdom . . . . . . . . . . . ... 4.0United States .... . . . 3.4
Source: U.S. Department of Labor
6

There is extensive literature on economic growth inthe United States centering on broad analyses of applica-tions of land, labor, and capital. And there have been gen-eral discussions of factors contributing to productivitysuch as education and technological advances. There havebeen fewer studies addressing the quantitative importanceof each single factor or analyzing the possible underlyingreasons for the low rate of U.S. productivity growth in re-lation to other countries.
In the following paragraphs, we draw heavily on a studyreport of the National Science Foundation and the work ofEdward F. Denison of the Brookings Institution because (1)they are authorative works, (2) they raise important ques-tions concerning the need or effectiveness of overt effortsto improve national productivity, (3) they bear strongly onsome of the points we make, and (4) they form a prior broadstudy basis for some of the more specific observations wehave made regarding the more specific discrete parts, batchprocess industries and the emerging technology of computer-integrated manufacturing.
NATIONAL SCIENCE FOUNDATION STUDY
The National Science Foundation study examines publicpolicy questions concerning productivity growth. Part ofthe examination was directed to relative rates of growth ofthe United States and other industrialized countries.
In their study Piekarz and Thomas 2/ began their com-parison of the United States productivity performance withthat of foreign countries by making three observations.
First observation
U.S. output for each employed person appears to be, andprobably has been throughout this century, higher than thatof any other nation.
Chart 1 shows that the U.S. ratio of industrial outputfor each person employed in industry has exceeded the ratiosfor the United Kingdom, Germany, and Sweden from 1860 to1970.
Table 2 shows that the U.S. gross domestic product foreach person employed ranked first among the major industrialnations in 1971 as well as in 1961 and 1951. However, asimple comparison of the rate of growth between 1961 and1971 reveals that it substantially lagged behind the othernations.
7

CHART 1
H o t
C4J 4 t
0 00
X2 2 e· o -4 1
.= j IO U ) 0 U ,
0 --
o o .c
- 0, . ..I O JJn r 4-4
o mu
co co ,., _ _-' ' "to o>
0 *
o 0
0~ ~ ~ ~ ~ ~~~c5' -s ~~~as

0 r1
c ,.o .o o1Q
fi jl ~ H dP
4; o ao aN m i Le CD N -V r- z N r. ~4 0 O0 O CS t
'~1
1-
o--
U) ro'~U I m ~CzaC m CIi
-I
3 C~ 0 a L1 0
U' ) *
CC I V a I o 1 C. )D
a)oL(O~~~~) E n,
arJ· ·Z Z Z · -o - c O o
4 0 'U -. .--I 4
CD' I -o0" . 4 14-4 tcl C 00 v> M a
4) 0 1 a LtEit 0I o _ E-4 s C C u .
o , _ h ': 'u c a0I -
ti) CDU ) (U ~ 4 - 4 . J-4
O * @ o04 U) 11' CD o-0 4i-4 0 c4 a, 0 O c 0 u r
U @ .0-- . . .1>w ()Clw C -a )-( Z i\ rz )O _ 4
E- )OQI O 0 O .z O
_ C C rOI C-
oI .t _0 -4o a
Qx L ( H_ Q O OJ , 4 1- aU h
E.) - .- 4) ) C D - a nU)
a a) 0 a-4 . . z v O O
r4 4.))~ ~ * C H oV
0 4J -o 0
O4I . *a C a m aC31 , a Ul Cao a
o C 04-)0 U):1 0_ W ' U) 4
aw400 U . .C . ft4 *0
a .E ~ La- ( a V 1o
U) - z:--.4 a 2
U 0 0 4S C 0
aU) r a, m 4n .l oa _ a E:~ 614) ) 4) 2
UEl 01 tO 9sC OCDP H f

Second observation
The annual rate of U.S. productivity growth, averagedover the past century, seems to have approximated the expe-rience of other industrial nations.
Piekarz and Thomas use table 3 to show that the averageannual rate of growth of GNP per capita of the United Statesover the period 1870 to 1965 compares favorably with most
other industrial nations. The observation is also supportedby chart 1 and an analysis by Kuznets 3/ of the average an-
nual rate of change of national output per unit of labor in-put, and output per unit of labor plus capital input of se-lected countries.
Third observation
Since the post-World War II reconstruction, U.S. pro-ductivity growth has compared less favorably with that ofother countries than it did up to that point.
Piekarz and Thomas state that:
"Among the other industrial nations for the years1955 through 1968, average annual growth of outputper employed person in the economy as a whole, theindustrial sector, and service activities exceededthe U.S. rate by about 50 percent. Only in agri-culture has the U.S. experience been comparable.This performance for most of the other industrialcountries represents an acceleration from theirprevious productivity growth."
Table 4 shows how the United States compares to otherwestern industrialized nations in the rates of growth from1955 to 1968 for the total economy and the agriculture,industry and service sectors.
Piekarz and Thomas found that evidence is lacking todetermine whether the seemingly higher rate of productivitygrowth of other countries as compared to the United Statesis permanent. They found evidence in Denison's work 4/ andothers, as we did, that foreign countries have, for example,a higher rate of investment in production plant and equip-ment. However, they note that the United States comparesfavorably in upgrading labor skills and technology develop-ment.
But they conclude that:
"There is no way to determine whether duringthe next decade or two the gap in overall
10

dP C i O 1- CI O ,UH
..e40C 4J 'E
0 0 U r CY 4 r
3 O- c 4l a M- (a (a O -I -- 4iw o w S C ( L o ro
C' O C Ca ~ co a) N o ) 1- 3 (a U 3 4) c u 4J) .c
4-4 OD O I Q 4-i w O .- i .4 -i :
'0 0J
Oi U1 Q 0 0 0 3 3 C CS- o loa U OOw ro 4
p:A; ~- I-I V '0 C) 0 C)
'0 0 >E -' s-s
E Ur r~l) Co C:
Lit >I >1
:3 Q) co a)aw (L) 4J 0
m : C rT4
Eq O~Q~Q~l ov r~CHr
cr 3 C~~1

TABLE 4
Average Annual Growth of Output Per Employed Person for
13 Industrial Countries
1955 to 1968
Annual Rate of GrowthTotaleconomy Agriculture Industry Services
United States 2.5% 5.4% 2.9% 1.7%
Other major countries(unweighted average) 4.0 6.1 4.6 2.2
Canada 1.9 4.8 3.8 -0.1
France a/ 5.1 6.1 5.3 3.4
Germany a/ 4.4 6.1 5.0 2.5
Italy 6.0 7.8 5.8 3.7
United Kingdom 2.4 5.8 2.9 1.4
Other European countries(unweighted average) 3.9 4.8 4.2 2.6
Austria 4.5 5.1 4.4 3.1
Belgium 3.5 5.8 4.4 2.3
Denmark a/ 3.7 4.3 3.0 3.0
Finland a/ 3.9 4.6 4.1 1.5
Ireland a/ 3.3 3.3 3.4 2.2
Netherlands 4.0 6.2 4.8 2.8
Norway 4.1 2.5 3.9 3.4
Sweden a/ 4.1 6.5 5.6 2.3
All countries (except U.S.)(unweighted average) 3.9 5.3 4.3 2.4
Source: Organization for Economic Cooperation and Development., TheGrowth of Output 1960-1980, Retrospect, Prospect and Prob-lems of Policy, December 1970, p. 35.
a/Covers a shorter time period.
12

technological capabilities between the UnitedStates and the more advanced of the other indus-trialized nations will contract, widen, or remainabout the same."
Our studies do not yield any more conclusive resultsconcerning relative, future national growth rates than thoseof Piekarz and Thomas. However, table 4 shows that only inagriculture does the United States compare favorably ingrowth rates with other nations. When combined with ourother findings, this forms a basis for postulating aboutthe future of the discrete parts, batch-processing segmentof manufacturing industry. In the United States only agri-culture has well-defined national programs and an institu-tional structure for technology enhancement, diffusion, fi-nancing, marketing and productivity improvement.* In theservice sector similar structures and programs may be devel-oping.** In the industrial sector there are a number ofGovernment programs directed to specific areas of manufac-turing, but there is no cohesive national program.
In July 1975 the Joint Economic Committee, Subcommitteeon Economic Growth, held hearings on the lack of a nationaltechnology policy and its impact on the economy. In announc-ing the hearings, Senator Lloyd Bentsen said:
"* * * as of today, the United States has no na-tional policy for encouraging the type of techno-logical innovation that is needed to maintain ahealthy, growing economy. * * * no new system hasbeen developed or adapted to meet the new set ofemerging priorities: economic growth, environmen-tal soundness, export competitiveness and socialwelfare."
*In the broad sense, the activities of the U.S. Departmentof Agriculture, the State Agriculture departments, and theagricultural colleges constitute U.S. "productivity cen-ters" for agriculture.
**For example, the health care research and delivery work ofthe Department of Health, Education, and Welfare which isstrongly funded and the work of the Government's Joint Finan-cial Management Improvement Program which measures productiv-ity in the Federal Government sector. See also the resultsof a study of productivity improvement opportunities in theservice sector by the Federal Council for Science and Tech-nology 1/ and the work of the National Commission on Produc-tivity and the Quality of Work Life.
13

By contrast, the foreign countries we studied havewell-developed national programs for industrial developmentand, through their productivity centers, a structure forservice sector productivity improvement. The establishmentof national structures--formal and informal--for productivityimprovement in foreign countries took place from late in the1940s to early in the 1950s.
This was followed by sustained improvements in produc-tivity growth rates. Thus, there is a presumptive cause-effect relationship between the creation and maintenance ofstructured national productivity efforts and sustained pro-ductivity growth in the foreign countries. (A more detaileddiscussion of foreign productivity centers may be found inchapter 6.) This, compared with sustained high rates ofproductivity improvements in American agriculture--the onlysector in the United States with a fully developed nationalproductivity effort--suggests that formal national productiv-ity programs can influence the rate of growth of nationalproductivity.
DENISON'S WORK
Denison has pioneered in identifying the determinantsof changes in output and measuring of changes in them, and,
as a means of understanding economic growth, he has estimatedthe effect on output of changes in each. In his earlierwork 5/ Denison identified 31 change determinants. He findsthat changes in the following categories were chiefly respon-sible for long-term growth. 6/ The categories are (1) thenumber of employed persons and their demographic composition,(2) working hours, including the proportion of part-timeworkers, (3) the education of employed persons, (4) the sizeof the capital stock, (5) the state of knowledge, (6) theproportion of labor allocated to inefficient uses, (7) thesize of markets, and (8) the strength and pattern of short-term demand pressures. Advances in knowledge were the big-gest single source of growth, and lengthier education of thelabor force also appeared as a major source of growth. (Ourstudy focuses primarily on advances in knowledge, but we didsome survey work on education. (See ch. 7.)
In Denison's work 6/, advances in knowledge includetechnological knowledge; i.e., knowledge concerning thephysical properties of things and how to make, combine, oruse them in a physical sense. It also includes managerialknowledge; i.e., knowledge of business organization and ofmanagement techniques construed in the broadest sense. Ad-vances in knowledge comprise knowledge originating in theUnited States and abroad and knowledge obtained in any way:by organized research, by individual research workers andinventors, and by simple observation and experience.
14

Denison goes so far as to state 4/ that in the verylong run changes in the state of the arts (i.e., advanceof knowledge) and gains from economies of scale are thefundamental sources of growth in output per unit of input.
In this report we recognize the high quality ofAmerican managerial knowledge by observing that foreignproductivity centers have had missions of acquiring anddisseminating American managerial know-how and in compensat-ing for the lack, in their own countries, of well-developedschools of business and of organizations such as the Ameri-can Management Association. (See ch. 6.) Denison makes thesame point and concludes, along with many others, thatAmerican management technology is the best developed of theindustrialized nations.
Our study, therefore, concentrated primarily on techno-logical knowledge because of its importance to nationalgrowth and because of the emerging new technology ofcomputer-integrated manufacturing, which can impact on sucha large sector of American manufacturing.
Denison also makes the point 4/ that any scientificdiscovery, theory, or knowledge of any new materials, ma-chines, techniques, procedures, and practices that ariseanywhere in the world quickly spreads to all industrializedcountries. By accelerating its own contribution to advancesof knowledge, one industrialized country cannot expect togain more than a temporary advantage over the others withrespect to knowledge available for use.
The experts with whom we discussed this matter in theUnited States and abroad agreed that knowledge can spreadquickly among countries.
There is an important difference, however, in the ac-quisition of technological information by the United Statesand other industrialized countries. One of the major prob-lems we encountered in attempting to assess the level ofdevelopment of computer-integrated manufacturing in foreigncountries was the virtual dearth of information in theUnited States on foreign developments. Foreign publica-tions and research works on manufacturing technology werenot routinely scanned, translated, or published in theUnited States. Only a relative handful of private industryprofessionals routinely visited foreign countries for first-hand appraisals of foreign technology. (By this we meanmanufacturing generally. We found many individual Americancompanies which were well aware of the manufacturing proc-esses used by foreign competitors in the same product line.)We could find only a few academicians who had a firsthand
15
knowledge of foreign developments, and, while we found someFederal Government officials who had firsthand knowledge ofspecialty areas of foreign technology and some who had hear-say knowledge of foreign developments, we found few whocould speak authoritatively or out of personal knowledge onforeign technological developments in manufacturing technol-ogy in general.
By contrast, in all of the foreign countries we stud-ied, the industrial, academic, and Government communitieshad well-structured practices for keeping up with develop-ments in all foreign countries including particularly theUnited States and had mechanisms for diffusing this knowl-edge. (We did not attempt to evaluate the effectiveness ofthe diffusion mechanisms.)
Denison did not address the different attitudes andmechanisms in various countries for acquiring and diffusinginformation on foreign technological developments, and hetends to minimize the importance to relative economic growthamong countries of attempts by one country to accelerate itsown contributions to advances of knowledge. However, thedifferences we have perceived in countries' capacities orsystems to acquire and apply the best in-world technology(as well as to expedite the diffusion of the technology tothe industrial base) could well be one of the important fac-tors contributing to the differing rates of productivity im-provement in the industrial sectors of foreign governments.
A perplexing and different problem in any study of rel-ative productivity or economic growth is the length of timeit takes to spread or diffuse the first successful applica-tion of a new technology throughout the industrial base.(We discuss this problem of diffusion in greater detail inch. 4.) Not surprisingly, therefore, Denison also had thisproblem in his analysis of-why growth rates differ in var-ious countries.
Denison characterizes the difference between the bestpractice (in the case we are discussing here, this would bemanufacturing practice) possible with the knowledge avail-able at any given time and the average practice actually inuse as the lag. 3/ Thus he states that one may distinguishin principle between the contribution to growth of advancesof knowledge and the contribution that may be made by achange in the lag of average practice behind the best known.He states:
"This is an essential distinction * * * anda common one, but it is difficult to give it pre-cision." 4/
16
Denison has found no way to isolate the various reasons thataverage practice is below the best or that the margin ofdifference changes.
He states that there is a possibility that changes inthe lag may differ importantly from country to country andthat the average level of technique in Europe is generallyconsidered to be below and behind that in the United States,particularly in the techniques of management and the organi-zation of business as distinct from more narrowly definedtechnology. He observes therefore that there appears to beopportunity for the European countries to add substantialincrements to their growth rates by imitating and adoptingAmerican practices. He summarizes the organizational andstudy efforts of foreign productivity centers to apply thebest of U.S. practice and states:
"Under these conditions, a finding that theEuropean countries have secured a substantial in-crement to growth by narrowing the gap betweenEuropean and American practices would not be asurprise."
Denison's own calculations do not show that effortsat narrowing the gap explain the considerable differencesbetween the rates of productivity growth in the UnitedStates and foreign countries, but he states that this lackof evidence does not prove conclusively that improvedEuropean practices were not an important source of differ-ence between the growth rates of the United States and theEuropean countries studied.
Keeping in mind that Denison's studies were directed tothe total national economies, our studies would not serve toalter Denison's analyses.
However, with regard to specific sectors of variouseconomies, Denison's results drawn from a broad analysiswould not necessarily apply. As pointed out above, althoughoverall productivity is lower abroad than in the UnitedStates (see chart 1 and table 2), in all countries, expertswith whom we discussed the matter, agree that state of theart or best practice in discrete parts, batch process manu-facturing is about equal (although the level of average prac-tice in each of various countries is different).
When one evaluates the level of nationally supportedeffort being applied by the differing nations to enhance anddiffuse computer-integrated manufacturing, particularly con-sidering the successful results of their past effort, in re-lation to a virtual lack of a directed U.S. national effort,
17

one cannot help but be concerned about the relative rate ofprogress of the United States over the next 10 to 20 years.
In other words, as we will point out, two importanttechnological advances, the computer and the numericallycontrolled machine tool, were brought to their present lev-els of development with major financial support from theFederal Government. Other countries have adopted and en-hanced this technology and have large and well-establishednational programs for further developments. Since thesepast developments are the result of successful Federal ef-forts and since there is now no important continuingdirected/coordinated Federal effort or other cohesive na-tional effort, there is ample support for concern of thefuture impact of foreign efforts on U.S. trade balances.There is also concern that American products procured by theGovernment are not being produced using the most efficientmanufacturing methods.
To obtain better information on the use of advancedmanufactory methods within our industrial sector, we ran-domly surveyed some 200 U.S. manufactures to determine -theiruse of numerically controlled machine tools and computers.The result of this survey clearly supports our concern that,for a large body of American industry, the use of these ad-vanced methods is almost nonexistent. (See app. I.)
18

CHAPTER 3
COMPUTER-INTEGRATED MANUFACTURING--
ITS POTENTIAL
Peter Drucker said that three main areas in a typicalmanufacturing business account for three-quarters of thecapital invested. 7/ These are (1) machinery and equipment,(2) inventories of materials, supplies, and finished goods,and (3) receivables. Yet he says that despite its importanceand payoff, not many business managers pay much attention tothe productivity of capital. One reason, he says, and"perhaps the single most important one, is that managers,as a rule, get little information on the productivity ofcapital in their business."
Our work indicates that the emerging technology ofcomputer-integrated manufacturing (CIM) will not only pro-vide managers with better information on the use of capitalbut also improve the use (and therefore the productivity)of capital. Dozens of machine tools can now be simultane-ously operated and controlled by a single, hierarchal com-puter system known as "direct numerical control" (DNC).Machine use is increased and work-in-process inventory canbe reduced. The computer can not only send instructions tothe machine tools but it can automatically receive back in-formation and provide managers with the operational resultsof its instructions and the status of work in process.The computer aids designers in making better designs inless time than manual methods (in some cases modern designers'work cannot practicably be accomplished by manual methods)and frees the designer of laborious manual tasks, thus givinghim more time to use his creative skills. Computers can beused to perform production planning and control tasks; todirect work pieces from one machine to another; to test theperformance and inspect the quality of finished work; andto direct and control materials handling, storage, and dis-tribution systems. Computers are also used to program andcontrol plant maintenance and to plan factory layouts andmachine locations in factories.
Dr. Joseph Harrington, an authority on manufacturingand author of a pioneer work on applying of computersto manufacturing, has characterized this expanding appli-cation of computers to the manufacturing environment asfollows:
19

"It now seems apparent that things are about tochange--not incrementally, but radically. Frac-tionated management skills are being reintegratedand the new managers with their broader perspec-tives are directly controlling versatile machinescapable of manufacturing diversified and customizedproducts. The total manufacturing effort is beingreintegrated into a responsive directable entity.It is a giant step and a step in a new direction.
"This radical change in direction is a resultof the coinciding of many small advances in thestate-of-the-art. Taken individually, each advanceis an incremental improvement in one field. Takencollectively, when the fields are contiguous, theresult is more than just the sum of the parts. Allthe tumblers in the lock are falling into place;the door is swinging open. It is one of these raremoments in time when all of a compatible and con-nected set of conditions has been achieved."8/
We have observed some of the above functions being per-formed by computers in some plants. Some of the more so-phisticated and highly capitalized firms are using computersfor many of these functions. We found no one firm using allof them. And some firms, particularly small and mediumsized firms, who could benefit from these are using none ofthem.
A BRIEF SUMMARY OF TYPES OFMANUFACTURING PROCESSES
For our study it is convenient to divide manufacturinginto three broad categories: (1) continuous process, (2)high volume or mass production of discrete parts, and (3) lowvolume or batch process of discrete parts.
Continuous process manufacturers turn out a flow of un-distinguishable goods in "continuous activity in which thenature of the material is changed." 8/ These include man-ufactures such as oil refining, brewing, paper, and steel.These industries are highly automated through use of comput-erization and/or electromechanical devices.
The discrete parts manufacturing industries "change theshape of materials to produce discrete components that areassembled into functional end products."8/ These includemanufactures such as lawn mowers, hand tools, appliances,automobiles, or their components. Where standardized dis-crete parts or products (e.g., brake drums, engine blocks,axles) are produced in high volume (e.g., 500 to 20,000) in
20

a single production order, mass production techniques canbe economically used. High volume is required because themechanization is expensive and relatively inflexible. Theautomotive "transfer line" (see fig. 1) is a typical example.It is set up to process a particular type of product in highvolume over an extended period of time. To produce a new ordifferent product using transfer lines requires a closedownof the line and its redesign or reconfiguration before produc-tion on the new product line can be commenced. Although theremay be differences in detail from country to country, Americanmass production industries in general are considered to beamong the most advanced in the world.
In contrast to mass production is batch production.(See fig. 2.) This method of production is required whenseveral discrete products are manufactured but the volume ofany one product is relatively low, and there is little prod-uct standardization. About 75 percent of all metalworkingparts are produced in this manner. Consequently a greatdeal of flexibility is required, and it is necessary forbatch production plants to use a wide range of general pur-pose machines adaptable for making a wide variety of prod-ucts. (See fig. 3.) This production method, although re-quiring a smaller initial capital investment than mass pro-duction methods, results in a much higher cost for eachproduct. As shown later, modern technology can change this.
There is also general agreement that this area of man-ufacturing is undergoing profound changes and offers thegreatest opportunity for productivity improvements in thefuture. Each of the industrialized nations is pursuing itsown programs to exploit and enhance this technology.
The manufacturing sequence
Manufacturing may be defined as the process of conceiv-ing a product, designing it, and then through applying man-power, energy, materials, and technology, translating thedesign into a saleable item.
In this process the product is first designed on aseries of drawings by skilled design engineers and draftsmen.The final detailed drawings become the basis for planningthe methods to be used to produce the item, such as the typeof equipment needed, machining sequences, required materials,etc. These elements are brought together on the shop floorwhere the skilled craftsman (e.g., machinists) applies histrade to maximize production quality and quantities whileminimizing the consumption of energy and raw materials. Be-fore the development of the computer these functions wereperformed manually, and the quality and efficiency of
21

0
kk~~~~~~~~~~~~~~~~~~~~~~~-
'1~i ~~~~z
~,,,'',v,,,,, ,,~, . ~"~. ~ ;.
-. '"*;"-
I ,r .
lk ' ~~,, ~.. ~.
1Ž; 2*1~ 1.:I,,Ls~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~L.~ii.. ~I ,. ' '¥~'." ~ I ?r~~. k\" '"' l· k , ; ..; :,: .. = !~ It 0
· ~~~~~~,· a~~~~~~UI" I x
ow~~~~~~~~~~~~
I '~~~~~~~~~~~~~~~~~~~s~~~~~~~~~~~'
i: ,~~~~~~~~~~~~~~~~~· . ,,,,iZ
0C~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~,:
. ~ ~ ~ ~ ~ ~ ~ ',; I,,, .. *"~..;*. ii:" P
Z
f", 'A L· · ,~,m:: , , ~,u, ~;,22,
1, i:"7 r· ;i~~~~, · ~ ~ ~~~' "i~;," ": " "
iu~~~~~~~~. 'i. ;i
r.~~~~~~ *nijb?~~~~~~~~~~~i:.~~" "~"' :, ",
i, .. ~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~. i::;:l
· · · i r~ *; · · r .. 1 · * · ii · " 0LL
-II "'~' """"'~~~~~~~~~~""" """'~~~~~"~'* ?': ~ ~ C
~~5)i I i I~ ~:~~~~~~, i·~~~~~~~~~~~~LQ) ··~~~~~~~~~~~~~~~~ . 0
Cliff A'~~~~~1: :e,, o~~~~~~
~~~~I r~ ~~~~~2

A~ ' 'w,. E
I _i
, -- lIP..a. a l .
co . "'- -i D _
fli ;r i
a ..................",'~"~·'~~~~~LL Z
23 z
0w
Ar n o.
CNJ .. 3"' ? h
.ii ' 0
'. I' . 3 I
. L, . - -J.
II
it ~ij it ','B.' ':

Figure 3
GENERAL PURPOSE MACHINE TOOL
I .
'*I,V-' '... :! ....... '
,.. '.*; '';in' '
_^S 1 i is-· L -.. .. '- ..... .
- .._ . . . . . . - - x ¶;"~~~~~~~~. .........3' 8.__,,,,_,~~ . ~_ _. __~,.,~--~._~'~, x . ................
; _3 .|F j·· _ * -
.~ , ,T - .".- yj: _
_~ ~ ~ ~~* I'js-
1: " * /--~ . :.. · ,._.
;~~~~~~ ~ :::
· ~? .?. : .,. " 1
. '. ~ · ; d, -~ ,B ^..:. -:'- . . 0 . ', .."
(COURTESY OF CINCINNATI MILACRON)
24

production were dependent on the personal skills of thedesigner, production planner, tool operator, inventory con-trol manager, etc.
The computer has now been applied to virtually allphases of manufacturing. Our survey indicates that in firmswhere computer techniques have been applied, manual skillshave been been augmented; functions which could not practi-cably be performed manually are now being performed; costshave been improved, productivity has increased, and customerservice and satisfaction improved. All of the improvedfunctions are playing important parts.
For example, for each product it produces, a companymust construct a listing or record of the materials, parts,and components that go into producing the product. The listis known as the bill of materials (BOM). BOM is used to planfor and obtain the materials required for a production run,to record engineering changes, to identify parts common tovarious and different products, and various other functions.It is a key activity in the manufacturing process. 8/
Many manufacturers said that computerized maintenanceand control of the bill of materials file have saved themmillions of dollars. Other manufacturers continue to relyon manual methods.
A detailed discussion of techniques and advantages ofBOM and of each of the elements of computer-integrated man-ufacturing is beyond the scope of this report. The individ-ual subjects are covered in great. detail in the literature.
However, the efforts of manufacturing are directed inthe last analysis to creating parts, components, and finalproducts. The two recent developments that are making majorcontributions to these efforts which are crucial to continuedproductivity improvement in the batch production industriesare the minicomputer and its adaption to operating machinetools, materials handling equipment, and industrial robots.
COMPUTERS AND NUMERICAL CONTROL
The importance of computers and numerical control toimproved productivity in batch production can best be appre-ciated against a background of the manual operations tradi-tionally employed in machining a part out of metal.
Basic machining function
Seven basic functions have been identified to operatethe general purpose machines used in metalworking batch
25

operations. These are performed by the skilled craftsmanor machinists on each discrete product produced. Theyare illustrated in chart 2.
Most parts require several different types of operationsthat call for the use of different types of machines. There-fore, after the part is worked on one machine, it would haveto be routed to another machine for the additional operationswhich would again require an operator to perform these sevenfunctions. This rerouting, set up, load, unload, manual con-trol, and waiting for the next operation result in much losttime. Authoritative estimates are that a machine tool in abatch process is actually cutting metal only about 15 percentof the time. The remainder is spent primarily waiting forparts, although tool changing and maintenance is also in-volved. Consequently, there are important productivity im-proving opportunities through applying technologies whichminimize the lost time. In fact, it has been estimated thatsome applications of computer and advanced machine tool tech-nology could result in machine utilization increases in batchprocessing of 600 percent or more. Resulting reduction of in-direct capital and labor costs and improvement of productiv-ity have been estimated to be potentially as high as ten-fold.
The computer and the numericallycontrolled machine
A forerunner to applying computers to the actual machin-ing of parts was the development of the numerically con-trolled (NC) machine tool in the late 1950s. The NC machinewas developed by the Massachusetts Institute of Technology.under contract with the Air Force. The need arose from theadvent of high performance aircraft, the parts of which re-quired three dimensional machining with a much higher degreeof accuracy than could be achieved on manually operated ma-chines.
Essentially, a basic NC machine is one that is controlledautomatically by coded instructions. Such a system has twoelements--a machine to perform the work and an electroniccontrol unit which directs the machine's motions. (See fig.4.) The coded instructions, representing the cutting pathand other operations of the machine are input to the controlunit in the form of programed numerical values punched intopaper tape or recorded on magnetic tape. This numerical datais automatically read and decoded; operating as an integratedunit, the control device causes corresponding machine movementto perform its functional operations (e.g., drilling, boring,etc.). (See fig. 5.) This system replaces certain functionsof the skilled craftsman/machinist, most notably functions4 and 5 (described above); i.e., establishing machine feedsand speeds, etc. and control of the machine motion. However,
26

CHART 2
ILLUSTRATION OF SEVEN BASICFUNCTIONS OF BATCH PRODUCTION
1. MOVE THE WORKPIECE 5. CONTROL THE MOTION OFTO THE MACHINE. a [ THE CUTTING TOOL.
2. LOAD THE WORKPIECE /*/j ._ 6. SEQUENCE DIFFERENTON THE MACHINE l i -ls TOOLS AND MOTIONSAND AFFIX IT r i l UNTIL ALL POSSIBLEACCURATELY. OPERATI ONS ON THAT oACCURATELY. OMACHINE ARE FINISHED. C
3. SELECT THE PROPER CUTTINGTOOL AND INSERT ITINTO THE MACHINE. /j.' 7. UNLOAD THE PART
FROM THE MACHINE.
4. ESTABLISH AND SET THEMACHINE OPERATING SPEEDSAND OTHER CONDITIONS.
R27~-
27

.
.o · I;I r ' .
Aii *
- cc i ' ;\ _
28
28

o _q~~~~~~~~
-J.I
I ' Z
U
-
Ir 0
oW ~ 4*A' __'
0
M 0M
C-i
rr~ )Hj~~~~~~~~~~~~~~L
CLII UC II( ~~g~ 1 .y
LF O~
411
uj
Z--~k ~.,>i," :;.
a,~~~~~~~~ Ip H ~V~;L(~~~~~~C
CA.)~~~~~~~~~~~~~~~~~~~~~~~~~fCIO) P
pjr-
a~.
cccLII~ ~ ~ ~ ~ ~ ~~~I ~ ~:,~,:,.;
LA.
o-z I b-~. ,~., :i
to .......Z~.~'~'~' ~.'
-J ~~~~~0
29
-~, I 7~,'~.~ J
o~- (~ .,~'I' : ~ ' " ·' i~~-,.~ui'?""':'T~- ~'~':~'
azco) v, ' '' ::I '` " '
C.. ~,,.~ ~..
P:~~ oLL1~~~~~~~~~~~~~~~., ~.,
29

the system created another highly skilled job--a part pro-gramer. This new job requires the expertise of both a skilledmachinist and a mathematician's understanding of computerlanguages. It is his job to extract from the engineeringdrawings all the data necessary to program the numerical cal-culations to control the machine movements.*
Numerical control by computer
Although tape is the most common input device in usetoday, in the latter 1960s software was developed to enablethe computer to directly input the numerical data to themachine control unit and to bypass the tape. There are sev-eral ways to accomplish this. A large central computer canbe used to directly control any number of machines. Thissystem is referred to as direct numerical control or DNC.However, what may be a more important technological advanceto computer-integrated manufacturing is the minicomputerand more recently the microcomputer.
These computers can be used to operate a single machineor several machines and can be linked to larger computers ina hierarchal system. This is referred to as computer numeri-cal control, or CNC. Before the development of the minicom-puter and microcomputer, only companies with large computercomplexes could consider DNC. However, the minicomputerand microcomputer have been reduced in costs so that CNCunits are competitive with the older, tape-driven controlunits.
The use of computers to replace tape controllers addsan element of time saving in reprograming, on a real timebasis, the numerical sequences in part programs to correcterrors or to implement design changes and enables the feed-back of data to management.
As a flexible automation method NC can be programed toperform different functions on a variety of different parts,using the general purpose machine tool in a more efficientmanner than possible with manual operation. A major benefitto be gained from using NC equipment is the quality of thepart. For example, sophisticated jet aircraft parts require
*Since the same mathematical data base is needed to createthe design as well as to program the machine tool to makethe part, the technology has advanced to the point where,in some companies, no engineering drawing need be made.The design is captured in the data base and the computerprograms the cutting path.
30

high precision cuts to meet tolerance requirements. Suchparts can be made only with NC. Also with NC each part willbe identical to the preceeding one since the judgment elementis removed from the cutting procedure. This provides tremen-dous benefits to the follow on assembly operations, becausewith closer tolerances, assembly becomes simpler and conse-quently less costly. Some users feel the major cost advan-tages come from easier assembly.
COMPUTER-AIDED MANUFACTURING
It has been estimated that a part is on a machine lessthan 5 percent of the time it is in the shop and for only aportion of that time is the tool cutting metal. (See chart3.) The remaining time is spent on waiting, moving, setup,downtime, assembly, inspection, etc. The improvements beingdeveloped in these operations, not just additional improve-ment of the metal cutting operation, hold the key to futurequantum increases in productivity of batch manufacturing op-erations.
Early NC machines controlled the operation of only asingle type of cutter, such as a drill. As they evolved,these machines were equipped with automatic tool changersthat hold various types of cutting tools. These are knownas machining centers (see fig. 6) which, as one single ma-chine, perform the functions of several NC machine tools,i.e., drilling, milling, boring, etc. For work in thesecenters the parts can be fixed onto moveable pallets whicheliminates setup time at the machine.
Additionally, there are systems which integrate multi-ple machining centers and automatically control the movementof work pieces from one NC center to the next on computer-controlled material handling systems. Not only can severaldifferent machining functions be performed without removingthe parts being machined from this system, but the machinetool operator is relieved of various manual duties in thata single operator can apply his skills to several machinesrather than to one. (See fig. 7.) Unlike mass productiontransfer lines, these computer-controlled flexible systemscan randomly handle different types of parts and selectand load the part onto the machine that can most economicallyperform the required operations.
Systems are also in use or are under development forautomatically selecting work pieces from storage and movingthem to machining centers; moving semifinished parts tointermediate storage and return for final processing, andmoving finished work pieces to storage pending shippingand distribution--all under computer control.
31

CHART 3
MZCD
z
cn IZ ~ ~ ~ ~ ~ ~ ~
CD
0~~~~~~~~
ui~ ~ ~ ~ ~ ~ ~ ~ ~ ~~~~~~~~u
CD
a o~~~~-D
Z~~~~~~~~~
-- __ f'~
LL=
) -- -- ----- --
o
C^
~~~~~--LLIJI I
Z0
I-o
I ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ I
=~~~~~~~~~~~ I"
32

~~~~~~~aXI~~~~~~~~~~~~~~~~~I.·; ;· 8 [r~~~~~~~~~~~~~~~~~~~~~~~~~~~~~Ui, Ifi L~~~~~~~5;: ~
r: · ,~~~~~~~~~~~~~~U
.. ~ ~ ~ ~ ~ ~ .1
tt
-~. ..
*, *. rL~ I
I.r· J3 w;;'
I.~~~~~~~~~~~~~;, /
I..~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~.i
I' .·
~ · ·~ ;i ·P%733

Figure 7
**;n'; .'.... . .; I.~*;;,-,I.,...W *<.. .# * . ; ..... ; .0 ....... .. sb.; ,',.; ! .r'C
· ~ ~ , .i .. ,.
),, , ~. .#9l, ,_ *i, ! ~ _ _ -- :- x > :_. .*· . - ..- - 7. .; ' M ZI , . ·. . r .i... 7 .
.. , .. . - - ,g - b e"¾ I-t; .
: : K' . -'p ,r,. . .". ., -.
· ~~~r ~~ * .. , . .
... "-.j " '.- .i "
. . ,.''
Jet:1 _.-.. ... :., ~-o, .
.. . * . . .. l O I R-R C
S.-~~~~~.... , I:-
.4 ..u.. ·;.,s…
(COURTESY OF INGERSOLL-RAND COMPANY)
COMPUTER INTEGRATED MANUFACTURING FACILITY
3434

Assembly is a major area in which time consuming manualoperations are performed. However, development work is be-ing done on industrial robots (artificial intelligence)which can recognize the shape of parts and be programed toperform multiple assembly operations in random sequence.
Work is also being performed to develop systems whichmonitor maintenance requirements and are able to pinpointproblems and order replacement parts with great time savingsand a minimization of downtime. In another area, sensordevices called adaptive controls are being developed whichmeasure such performance factors of an NC tool as heat,vibration, torque, and deflection and automatically adjustthe speed and other cutting operations to optimize cuttingefficiency and reduce tool wear. Systems which automaticallyinspect discrete parts, either when finished or while inprocess, are also being used or developed.
COMPUTER-AIDED DESIGN
Another phase of using computers for manufacturing isin the design process through a procedure called computer-aided design. For many years computers have aided the prod-uct designer by performing the mathematical calculationsnecessary to solve a large variety of design problems. Re-cent developments in computer technology, however, haveprovided the designer with "electronic drawing boards" inthe form of television tubes (cathode ray tubes) on whichhe may "sketch" his design ideas. (See fig. 8.) These sys-tems provide the designer with instant feedback as to theengineering feasibility of each sketch. When the designeris satisfied that he has a final design, he can instantlystore that design and all the necessary accompanying data incomputer files. These files are simultaneously accessibleto everyone else in the plant who needs the information.This data is then available to produce the instructions nec-essary to create a numerical control parts program, orderraw materials, sequence the operations and, in some cases,predict the cost to manufacture.
WHAT COMPUTER-INTEGRATEDMANUFACTURING ACCOMPLISHES
We have already alluded to the benefits from such func-tions as material requirements planning and inventory con-trols. Our discussion here will attempt to summarize onlythe benefits of the basic design and manufacturing opera-tions.
The flexibility of these systems provides a methodof increasing productivity while at the same time permitting
35

CL~
0
a
Er,
C')
0
I-
w
c-D
-J
C,
'3) 1'~21I~ w
r;'~~~~~~~~~~;o
6 0
i·:i· ~~·.r '* t~
· ·- ~ ~ I
ii~~~~~~ I· ;;W
~ ~~· rr~~~~~~~~~i~~~~T ~~~~S
ii~~~~j *
1~~~~3

responsiveness to changing market demands. Product changesand improvements can be incorporated easily without costlyretooling and downtime. A greater variety of customizedproducts is possible, and recent market trends indicate con-sumers are demanding a wider variety of products. Eliminat-ing costly setup time gives to the batch industry the bene-fits of lower cost for each item, without the inflexibilityof transfer line techniques used in high volumes.*
A convenient understanding of the results of CIM isobtained by comparing how the seven basic manual functionsshown in chart 2, page 27, are accomplished using thecomputer-controlled methods we have described. Table 5illustrates these seven functions under various degrees ofcomputer control. Using the most sophisticated machiningsystems, the computer-controlled machine tools and materialshandling equipment accomplish steps one through seven whichwere previously performed manually. Instead of steps oneand seven, the machinist loads the workpiece on a pallet orfixture, but the integrated machining systems moves it tothe machine and affixes it, machines it, unloads it, and re-turns it to the machinist for removal from the pallet orfixture.
For the machining centers, manual steps three throughsix are eliminated, as opposed to steps four and five whichare eliminated by basic stand-alone NC.
As indicated earlier, an area of potentially great im-provement is that of percent of machine utilization. Thisin turn would lead to a reduction of parts in process andthe resulting inventory of unfinished parts on the shopfloor which are in line for the next operation or assembly.This inventory could be reduced by up to 90 percent. Theresulting reduction of indirect capital and labor costs andimprovement of productivity could be enormous.
Productivity increases through use of automated systemsare usually considered in terms of freeing labor and capitalfor redeployment in other phases of our economy. However,equally, if not more important today, are other resourcessuch as raw materials and energy. One source recentlystated that the manufacturing sector consumes 40 percent ofall U.S. energy. Through the benefits available with
*This is not to say that CIM yields unit costs as low asthose achieved using transfer lines. Given the proper vol-ume transfer lines continue to yield the lowest unit cost.
37

TABLE 5
COMPARISON OF MANUAL MANUFACTURING STEPS
ELIMINATED BY VARIOUS DEGREES
OF COMPUTER CONTROL
Production methods
Standalone Machining
Step Conventional NC center CIM
1. Move workpiece tomachine M M M C
2. Load and affixworkpiece onmachine M M M C
3. Select and inserttool M M C C
4. Establish and setspeeds M C C C
5. Control cutting M C C C
6. Sequence tools andmotions M M C C
7. Unload part frommachine M M M C
M = Manual operationC = Computer-controlled operation
38

CIM--i.e., optimization of cutting, better use of time andfacilities, better planning of needs and fewer rejects--sub-stantial energy and materiel savings would accrue.
The new technology also holds the possibility of man-aging and operating a factory without technicians in the ma-chining areas. The Japanese have developed a concept forjust such a plant. (See ch. 6.) An oversimplification, butnonetheless pertinent statement, is that you do not needlight or heat in an unmanned factory.
Computer integrated manufacturing can also contributeto the objectives of the Occupational Safety and Health Actof 1970. Computer-controlled machines can reduce or elimi-inate physical contact of the technician with his machine ormachines. In systems which are now evolving (and in somenow operating) the machines can operate for long periods inisolation from their human controllers. Thus human exposureto physical injury, noise pollution, and contaminated or un-clean environments can be reduced.
SUMMARY
Computer-integrated manufacturing systems are changingthe management of manufacturing, are improving productivity,and hold great promise for bringing about continued improve-ments in discrete parts batch process manufacturing. Theyprovide the basis for improving the productivity of bothcapital and labor, economies in using materials and energy,and reducing exposure to the hazardous and less appealingwork in factories.
39

CHAPTER 4
COMPUTER-INTEGRATED MANUFACTURING--ITS PROBLEMS
As indicated in chapter 3, various components ofcomputer-integrated manufacturing (CIM) are already yield-ing improved productivity of capital and labor and CIM hasgreat promise for the future. This is a new technologywhose full potential is only now beginning to be understood.It has had problems in reaching its present level of develop-ment, and there are problems to be solved and technologicalgaps to be filled in before fully integrated systems will beachieved or their maximum efficiency will be realized.
Computers applied to manufacturing require new and un-familiar management and technical skills; the hardware andsoftware products of different manufacturers are not compat-ible; many areas of standardization need to be studied; fur-ther developments and innovations are needed in such areasas process planning and component and finished parts assemblyand testing; life cycle costing and cost benefit analysis ofthe more sophisticated systems are imprecise; and our studiesshow that many manufacturers are not aware of the technologyavailable to them. Despite their advantages, many componentsof the new systems are more costly than the older systems ormachines they replace, which increases both problems of cap-ital formation and risk. Also the applied research neces-sary to develop pilot systems designed to reach the potentiallimits of the new technology require long leadtimes and largeamounts of capital and are beyond the capacities of the indi-vidual firms which could most benefit from them. For muchthe same reasons, basic research on new manufacturing methodsis minimal.
Additionally, there are weaknesses in (1) national pol-icy for technology,* (2) communication between Governmentagencies and Government and industry, and (3) market defects(this is a generalization embracing many of the more specificproblems mentioned in the paragraphs above) for diffusing thetechnology and marketing its products.
The list is not complete, but it is sufficiently compre-hensive for the reader to sense the problems.
The potential of CIM, the magnitude of the problems tobe solved, and differing national approaches to their solu-tion are major factors that dictate a need to examine intothe adequacy of the U.S. national effort.
*See the quote of Senator Bentson, p. 13.
40

We shall not attempt to discuss all the problems. Weshall discuss some of those which are important to the costof Government procurement, which involve the most difficulty,and for which foreign competitors have developed nationalinstitutional mechanisms.
INVENTION, INNOVATION, AND DIFFUSION
In discussing manufacturing technology, it is importantto recognize that technology is not a single entity. Tech-nology is the result of a delicate process which can be use-fully separated into three phases.
--Invention.-- Innovation.--Diffusion.
1. Invention is the creative part of the process thatis difficult to dictate on demand. The environment providedto the inventor is probably the single most important factorto which public and private institutions can contribute.The environment that should be provided is one that wouldallow a creative individual or organization to bring ideasto realization. This is the rationale of basic researchdone at universities and in the public and private sectors.
2. Innovation is the first introduction of an inven-tion into successful practice. It is sometimes describedsynonymously as being the first new application of a tech-nology.
3. Diffusion is the successive and widespreadimitation of successful innovation.
It is the second two phases of technology, namely, in-novation and diffusion, on which institutions and managementcan best exert directed influence. This is not to say thatGovernment is ineffective in encouraging invention. Quite tothe contrary. By providing a constructive climate, fundingand definition of need, inventors can be encouraged to directtheir "inventiveness" in particular directions. The "Re-search Applied to National Needs" (RANN) program of the Na-tional Science Foundation is an example of a program to en-courage new development in manufacturing technology.* Both
*Concerning influencing invention, Hough 9/ states that "thedirection of new technology generation [Tnvention] can bechanged by defining Society's technical needs or goals andproviding a market for items which satisfy those needs."
41

the rate and the direction of innovation and diffusion can,to some extent, be controlled.
The United States has historically excelled intranslating both invention and innovation into useful appli-cations, and from our study we believe that this country gen-erally has in place and in operation more of the most ad-vanced manufacturing technology than other countries. Thisshould not necessarily provide a basis for complacency.
Our discussions and research indicate that the UnitedStates continues to be a leader in invention and innovation.However, our work suggests that the U.S. applications areconcentrated in a relatively few large firms within high-technology industries or within high-capital intensive in-dustries. For the most part these applications are privatelysponsored, proprietary systems and the underlying technologyis not well diffused throughout the U.S. industrial base.(See app. III for a brief discussion of the stage of develop-ment of the automation industry.)
This situation is due to the fact that bringing any newtechnology through the steps from invention to widespreaduse is an expensive, time-consuming and risky process, andonly the larger and stronger firms can support such efforts.This is generally true for both U.S. and foreign firms.
A general rule of thumb puts the development life cycleof any new technology at 10 to 20 years.
Our studies indicate, however, that this time frame canbe compressed through overt attempts at research, develop-ment, and diffusion. This compression seems to be the pri-mary thrust of foreign countries' efforts. However, to pushthe limits of technology, the costs no doubt would be out ofreach for even the larger companies. For example, the costfor a typical installation of the most advanced component-manufacturing system in use in the United States today wouldbe from $2 million to $10 million. At that level it competeswith other capital expenditures, such as those for otherplant and equipment, new products research, and safety andenvironmental equipments required under the OccupationalSafety and Health Act and Environmental Protection Act. Oneof our largest machine tool companies, after expending anorder of magnitude of $5 million on a demonstration projectwhich would have been a quantum jump forward, had to dis-continue the project for lack of funding.
We recognize that research and development is necessaryto provide long term gains in manufacturing productivity.New methods must be found and much of the existing technol-ogy must be refined so that it will be cost effective in the
42

environment of the small and medium batch plants. However,there is technology available, such as the basic NC machine,that could provide significant short run productivity gainsin the smaller factory. As previously pointed out, even thistechnology is not in wide spread use. To emphasize theseshort term gains, without minimizing the problems of inven-tion and innovation, we therefore turn our discussions tothe problems of diffusion.
PROBLEMS OF DIFFUSION
The problems and nature of technology diffusion are notwell understood. Professor Hough 9/ and others have studiedthe matter generally, and we will not cover the prior re-search in detail here. There is an important point to bemade, however, and that is the difference between the ap-proach to manufacturing technology diffusion in the UnitedStates and in the other industrialized nations.
In the United States, except where the national interestor other special considerations are involved, the diffusionprocess is left primarily to the market place with all ofits advantages and imperfections. This is not to disparagethe Government efforts of such organizations as the NationalCenter for Productivity and Quality of Working Life; SmallBusiness Administration; National Science Foundation; Depart-ment of Commerce, including the National Bureau of Standards;National Technical Information Service; and others. But Gov-ernment efforts are fragmented and are frequently directed tospecific products or processes. No overall industry effort orpolicy is available.
Hough 9/ asserts that the Department of Commerce islogically the agency to support technology diffusion. Buthe states Commerce's activities have been that of informingor specialized to specific advisory, regulatory and adminis-trative services. He states that "technology may indeed dif-fuse into the U.S. general economy with little contact withCommerce activities."
Foreign governments have well developed national systemsto diffuse their own and foreign technologies. Althoughthere is no empirical data for demonstrating that foreignefforts at diffusion are more effective than those in theUnited States, there is an implied cause-effect relationshipbetween the foreign organizational structures and their rapidrate of technological progress. Chapter 5 discusses thesematters in detail.
43

DIFFUSION OF CIM
To determine more accurately the status of discretepart, metalworking manfacturing in the United States and toidentify barriers to the diffusion of manufacturing technol-ogy, we surveyed a random sample of companies in the metal-working industry to ascertain the extent of use and atti-tudes toward automated manufacturing methods. The metal-working industry comprises over 35 percent of the totalmanufacturing establishments in the United States. We se-lected our sample from the 13 leading manufacturing States,which, in terms of the number of manufacturing establish-ments, encompass over 70 percent of the Nation's metalwork-ing industry.
Initially, we contacted 245 establishments as oursample. We were able to obtain responses from 178, or 73percent, of these locations.
Probably the most dominant finding in our survey is theconfirmation of our own observations that the use of auto-mated methods in this segment of the Nation's industrialbase is extremely limited. The only aspect of this new tech-nology to be found to any measurable degree is the numeri-cally controlled (NC) machine tool, one of the preliminarydevelopments of modern batch-manufacturing technology. Ofthe companies from which we obtained information, only 31,or 17 percent, had at least one NC machine tool in opera-tion. This proportion is probably- overstated. Many compa-nies declined to participate because they believed that thesurvey did not apply to them since they did not have any in-volvement with automated manufacturing methods.
Perhaps even more indicative of the essentially "manual'nature of much of the existing manufacturing activities inthe metalworking sector is-our finding that about 51 percentof the establishments surveyed did not use a computer at all,and only 23 percent had a computer onsite.
Although the proportion of companies using NC equipmentis not large, the experience of those that have used suchequipment appears to have been favorable. We asked for userreaction as to the return on investment, mechanical reliabil-ility, and electronic reliability of NC equipment they hadbeen using. Regarding the equipment's return on investment,about 87 percent of those having such equipment, and respond-ing to the question, rated the equipment's performance asliving up to or exceeding expectations. About 93 percentconsidered the mechanical reliability to have reached or ex-ceeded expectations, while a somewhat smaller proportion,about 83 percent, believed that the equipment's electronic
44

reliability met or exceeded expected levels. Twelve of the31 companies having NC equipment indicated their intentionto acquire additional NC equipment within the coming year.
When asked to cite the major barrier to growth in theuse of advanced manufacturing methods, 62 percent of therespondents cited the high cost of the necessary equipment.The second most frequently cited barrier (18 percent) wasa lack of widespread understanding of the capabilitiesof such technology.
In view of the frequency with which high cost of equip-ment was cited as the major barrier to growth in the use ofadvanced manufacturing methods, it was not surprising the ma-jority of respondents indicated that the most useful Govern-ment role in advancing the use of such methods would be adirect economic role designed to reduce such cost. Given awide choice of possible ways in which the Federal Governmentcould stimulate growth in manufacturing technology, about59 percent of those responding cited additional tax incen-tives to spur capital investment as the most desirable. Thesecond most frequently cited choice was the establishment ofa clearinghouse for the dissemination of information concern-ing the technologies involved. As with the first choice,this governmental action would seem to directly respond tothe second most frequently cited barrier of a lack of under-standing of the capabilities of these technologies.
The principal clearinghouse for dissemination of tech-nical knowledge in the United States is the National Tech-nical Information Service (NTIS) of the Department of Com-merce. NTIS serves as a central source for the public saleof Government-sponsored research, development, and engineer-ing reports and other analyses prepared by or for Federalagencies. We matched the 178 respondents to our surveyagainst the subscription files of NTIS. Only 6 of the re-sponding firms were subscribers to NTIS information, althoughall 178 firms were of a type which should be able to utilizeor benefit from such information. Of the six subscribingfirms, three were large, high-technology firms or subsidiar-ies of such firms.
Apart from firms' short-term plans to acquire automatedmanufacturing equipment, we solicited the views of manufac-turers as to the outlook for more advanced automated methodsin their own product area and the major barrier to growth ofthese methods. We asked the firms surveyed to indicate thelikely growth rate in using these methods between now and1980 and between 1980 and 1985. Given a choice of small,moderate, or substantial growth, only about 8 percent of
45

those responding saw a major increase between now and 1980,with about 19 percent indicating a substantial increase be-tween 1980 and 1985. This result can be combined with ourfinding that NC equipment is limited to about 17 percent ofthe firms and the general indication of lack of up-to-datetechnical knowledge. Together this may indicate that,barring a dramatic change in the factors having an impacton plant and equipment investment decision, as yet unper-ceived by many of the affected manufacturers, the conditions,methods, and processes of metalworking activities in themid-1980s may not differ drastically from those found duringthis mid-1970s survey.
See appendix I, for a detailed discussion of the indus-try survey.
The importance of standards to stimulatethe diffusion of CIM technology
A major problem to improving and advancing CIM wasidentified in discussions with manufacturers. This centerson the lack of compatability of equipment and computer soft-ware among the various users and manufacturers. Thus a man-ufacturer that wants to develop a CIM system, utilizing ascomponents the best equipment for its purposes from varioussuppliers, would be frustrated by a lack of interoperabilityof the various hardwares and softwares.
We visited some of the larger, high-technology firms inthe United States, such as McDonnell-Douglas, Pratt andWhitney and, IBM, and held discussions with other firms.These high-technology firms are creating their own CIM sys-tems. These firms have developed the technological capabil-ity to create or design mechanisms--hardware and software--to mesh the various system components together into inte-grated systems. But their systems are proprietary, are gen-erally not available to other firms, and would not neces-sarily meet the special needs of other firms.
Small- and medium-sized firms have neither the technicalcapability or the capital to put together their own CIM sys-tems from the diverse products available in the market. Andthere is no definable automation industry to help them solvetheir problems. (See appendix III.)
We discussed the standards problem with National Bureauof Standards officials who have independently recognizedthis problem, and they assisted us in defining it.
The National Bureau of Standards plays an importantrole in stimulating the diffusion of CIM technology,
46

particularly for medium and small firms. The integrationof computer-aided design with computer-aided manufacturing,that is, total systems in which design of the part createsdata bases which describe the shape of the part and the ma-terials and tools that are required to manufacture the part,offer ever increasing problems in development and integra-tion of many dissimilar components and computer programs.There is now no company offering complete systems of thissort on the market.
A new concept of standardization has emerged in severalstudies and technical meetings in recent years which couldalleviate this situation. This concept is to use standardsor guidelines to create a system structure, a framework,within which individual companies could pursue the develop-ment, marketing, and application of individual components,and all of these components will fit together into totalintegrated systems. This is not a normal concept of stand-ardization, since standards usually means an agreement, aconsensus on a de facto market product or practice, and asystem framework or structure that people can fill in withnew technical development. National Bureau of Standardsofficials said that, if pursued with the wrong motivations,standards could restrict trade. Standards are a major non-tariff barrier to trade and are currently under negotiationby the member countries of the General Agreement on Tariffsand Trade in Geneva.
However, if standards can be set by a truly represen-tative group of supplier and user industries with participa-tion from Government to guarantee the public interest,standards can be an incentive to further development.
The computer language known as APT (automatically pro-gramed tool) is a good example of standardization necessaryto exploit a new technology. A standard computer languagewas absolutely necessary to successful utilization of NC ma-chine tools. Each NC tool has its own special software. Ifseparate and different computer languages had to be used tooperate every machine tool made, the cost and manpower in-volved would have meant that NC tools would be limited toperforming only tasks which conventional machines could notperform. The U.S. Air Force, which sponsored the develop-ment of NC tools also sponsored the development of APT. APT(and subsequent variations thereof) enables the computer-machine tool programer, wherever he may be or whatever NCtool he is using, to write the cutting instructions for atool in a standard language which the computer then convertsto the specific format required for a given machine tool.APT and its variations has become the international standardof machine tools.
47

This standardization has enabled a number of firms toproduce new computer-aided design systems which can be usedto produce files of cutting instructions which computers canconvert to the specific requirements of any machine tool.At this point, then, from the point of view of the informa-tion flow in the computer control system, all of the machinetools are functionally equivalent.
This is a concept that, if extended into a total CIMsystem, could allow the possibility of creating a systemfrom modular components purchased from competitive manufac-turers, without any special engineering or software develop-ment, but without depreciating the proprietary characteris-tics of the components themselves. This would, in turn, makethe productivity increases of CIM systems available to themedium and small firms who otherwise could not afford thecost of system integration, since they could build theirsystem one component at a time with assurance of ultimatetotal system capability.
Computer Aided Manufacturing-International, a non-profit research organization, and Brigham Young Universitysponsored a meeting, at Brigham Young on February 1975, ofmany standards organizations working on different aspects ofcomputer-aided manufacturing. This group concluded thatinterface standards or guidelines were desirable as a stim-ulus to the further development and diffusion of this tech-nology. The group recognized that the desired interfaceswere computer data bases. The main barrier to developingsuch interface guidelines seems to be a lack of consensus asto the detailed structure of a computer-aided design andmanufacturing system. Followup action at the National Bu-reau of Standards is planned to consider the question ofsystems structure.
The use of standards to create a system framework todirect the efforts of many fragmented firms is a conceptthat could optimize the creative forces of the free marketif the standards are set in the public interest. Therefore,a need for Government action in stimulating the diffusion ofCIM technology is extensive participation in private sectorstandards committees to insure that the public interest ismet and that standards emerge which will stimulate and nothinder the diffusion of this technology.
The development of APT and the resultant proliferationof NC tools throughout the industrialized world are indica-tions of the benefits to improved productivity that can re-sult from constructive standardization.
There is much more in this area that can be done.
48

Problems of cost
We have already alluded to the high cost of many ofthe existing components of CIM. And our industry surveyshows high cost of equipment to be a major barrier to growth.The costs of pushing the state of the art of the technologyto its most productive limits are even more formidable. Al-though some high technology, highly capitalized companies aredeveloping or have developed high levels of sophistication inproprietary CIM, most U.S. firms lack either the capital ortechnical know-how for such developments.
A number of responsible and authorative organizationshave researched approaches to further developments of CIM.Their proposed pilot projects have preliminary cost estimatesranging up to $100 million, and we will summarize several ofthese.
Automation Research Council
The Automation Research Council (ARC) is a standingcommittee of the American Automatic Control Council. TheControl Council is an organization formed of representativesof the major engineering societies having an interest in thefield of automatic control.
ARC, with the financial help of the National ScienceFoundation, developed a preliminary draft report "A NationalResearch Plan for Automation." In a summary of its recommen-dations, ARC said that its plan is designed to:
"* * * help American Industry to meet the challengeof its foreign competition, to help increase itsproductivity to the benefit of its consumers, itsworkers, and its stockholders, and to improve safetyand working conditions in its plants, processes andservice organizations.'
In its study, ARC identified a group of 29 specific topicsin automation technology which were vital to automation de-velopment and require major research and development effortto be properly used. Topics included were "Universal Manu-facturing Data Base," "Overall Plant Control Systems," and"Highly Flexible, Automated, Assembly and ManufacturingTechniques." Twenty-four of the 29 topics were directed tobatch-type discrete parts manufacturing. The 29 topics weregrouped into 4 proposed demonstration projects.
One of these was a project for batch process manufac-turing. Preliminary project cost estimates (early 1974)
49

were about $95 million over a 7-year period. They projectedthat a- project of this type would probably result in substan-tial productivity improvements. An estimated 20 thousand to25 thousand companies would benefit from the project, in-cluding small shops and very large companies with medium lotsizes.
Investment in research of this magnitude, while appli-cable to manufacturing generally, could not be undertaken byany one company.
Massachusetts Institute of Technology
In 1973 the Massachusetts Institute of Technology (MIT),in conjunction with the Charles Stark Draper Laboratory,made a preliminary study leading to a proposal for "A Na-tional Program To Realize Computer Managed Parts Manufactur-ing Systems." The study group considered computer-managedparts manufacturing (CMPM) as a major subsystem of CIM.
In defining the proposal, the researchers said:
"CMPM systems would have high machine utiliza-tion, short product throughput time, and highlabor productivity. These systems would combinesome of the major advantages of mass productiontransfer lines * * * with advantages of generalpurpose job shops * * * without having to accom-modate the drawbacks of either system."
MIT goes on to point out that the few U.S. companiesat work in CMPM are engaged in proprietary efforts on lim-ited budgets, but there is no systematic national patternwithin which the work is being carried out. MIT contraststhis work with the work being carried out by institutes inNorway, Germany, Japan, and the Soviet Union. The work issponsored jointly by industry and government.
MIT estimated that the 2-year cost of the first phaseof the program would be over $600,000 (1973 prices) and thatthe total project would take over 5 years to complete, witha cost of $8 million to $10 million (1974 prices).
National Science Foundation product systemproductivity research study
A study group under the sponsorship of the NationalScience Foundation has conducted a survey to study the struc-ture of technology; assess the state of the art and trends,
50

including problem areas; and suggest some researchexperiments.
This study group developed several potential researchprograms, each of which would require over 5 years to com-plete, with costs running into millions of dollars.These programs included:
-- Research program in assembly.
-- Research program in cellular manufacturing systems(covering all aspects of machining centers and move-ments of material between them. (See ch. 3.)
-- Illustrative research experiment on a specific productor product combinations.
The cost of these programs, which would be for generalapplication to industry, would be beyond the reach of indi-ividual firms. The study group contemplated cost sharing byindustry, the Government, and supporting institutions.
51

CHAPTER 5
U.S. POSITION RELATIVE TO FOREIGN NATIONS
As shown in chapter 2, our overall output per employedperson is higher than any other nation. Although this is alsotrue of manufacturing, we have already indicated in table 1that the U.S. average increase in productivity has been thelowest in the Western world and Japan.
If these higher rates of growth in manufacturing pro-ductivity in the foreign countries are sustained and, asshown in chapter 2, there is no way of determining that theywill not, then the absolute advantage of the United Stateswould disappear.
But, why should we be concerned about such a possibil-ity? If Americans are employed and enjoying a standard ofliving satisfactory to Americans, what does it matter, ex-cept for a matter of national pride, that other countriesmay surpass the United States in manufacturing productivity?
We believe the answer lies in the consequences of notmaintaining this advantage with today's growing economicinterdependence of nations. The ability to maintain thesatisfactory standard of living we have achieved dependsgreatly on our ability to compete with foreign manufacturersin the world markets, as well as in the U.S. domestic mar-ket. Relative productivity and the costs of the output ofmanufacturing determine this competitive position. In spiteof the fact that in terms of best practice, the industrial.nations are now relatively equal, there is no apparent reasonwhy American manufacturing technology should fall behind if.we properly recognize and adjust to the changing world con-ditions confronting us.
Another and related conseauence involves the potentialin foreign countries for directed efforts to improve pro-ductivity in selected manufactures. For example, theJapanese system provides for selective product developmentand productivity improvements in specific sectors.
A Department of Commerce study 10/ states that:
"When all * * * factors have been weighed, how-ever, there is still a missing element in explain-ing Japan's performance, and it is the elementwith which this study is primarily concerned andwhich is of primary concern to the American busi-ness community. It is the special and unique wayin which the Japanese government has guided the
52

economy's development and the interaction ofgovernment and enterprise which is the peculiar
hall-mark of the Japanese economy. Japan's eco-nomic destiny has not been left to the free play
of market forces. The government has undertakenfrom the beginning of Japan's modernization and
industrialization to identify objectives andpriorities for the Japanese economy. The govern-
ment has also sought to facilitate the achievementof these goals. It has, in any case, tried to as-sure that the private sector does not lack thewherewithal for this purpose.
"Yet, put all this together and one does not come
out with a totally planned economy of the Russiantype--far from it. The essential characteristicof the Japanese government-business relationshipis that the business community and the variousgovernment departments have been in close communi-
cation with each other from the days of the MeijiRestoration. The result is a style of industrial
development which has allowed Japanese businessconsiderable initiative and independence even whensubject to administrative guidance facilitated bya variety of government aids and incentives. Theacceptance, to a greater or less degree, by Japa-nese businessmen of the government's goals andpriorities is based on two all important factors:
--a reluctance on the part of both businessand government to unilaterally adopt pol-icies or undertake major moves in the highpriority sectors of the economy withoutconsulting each other;
--a propensity, which all Japanese share,
for a consensual approach to harmonizingdifferences that may exist within as wellas between each group.
"These cultural traits are the essence in explain-
ing how 'Japan, Incorporated' works. For, as oneauthority points out, only a limited legal basisexists for the government's involvement with theprivate sector. The 'administrative guidance'which takes place is no less compelling than law.There are a number of such intangibles, both subtleand complex, in the interaction of government andbusiness in Japan. Together with the extensiveapparatus which has been constructed to facilitatethis interaction they have produced a government-business relationship unique to Japan."
53

The direction of Japanese research and developmentefforts in recent years to the machine tool and machineryindustries and to development and use of industrial robotsare good examples of selective development, which are notmatched by comparable efforts in the public or privatesectors in the United States.
Although the Japanese Government-industry-labor rela-tionship is unique to Japan, similarly exceptional arrange-ments exist in other countries. In Germany, for instance,there is an unformalized but nevertheless structured insti-tutional relationship which enables the German Government topour millions of dollars into computer aided design and com-puter aided manufacturing research with considerable em-phasis on computers, machine tools, and other manufacturingmachinery.
INDICATORS OF RELATIVE CHANGE INMANUFACTURING BASE
We are now entering an era in which a strong nationaleconomy and competitiveness in world markets will be keyingredients to the future U.S. socioeconomic system. Notthat those ingredients have not been important in the past;indeed, they have contributed greatly to our way of life.But there is general agreement that for the next 10 to 20years the United States will face the need to import more rawmaterials at higher unit costs. Oil is one example, butthere are others. To pay for these increasing, higher costimports, the United States will have to export more of itsproducts at a time when the other industrial countries arefacing exactly the same problems. In other words, the in-dustrialized countries will be competing both for the avail-able raw materials and the international markets in which tosell their manufactured products. Our foreign competitors'economies are much more attuned to foreign market competitionthan the United States since they have traditionally reliedon exports to a greater extent than the United States andsince they have created effective national mechanisms forproductivity improvement to either recover from World War IIand/or to bridge the gap between their own and U.S. levelsof productivity and standards of living.
This means that both mature and emerging industrialnations must rely on their manufacturing base for their eco-nomic leverage in the international marketplace and to gainthe quality of life they are seeking. However, as shown inchapter 1, there are indicators that our manufacturing basehas some problems. These indicators are discussed in moredetail below.
54

PRODUCTIVITY
The most obvious indicator of the problems in our
manufacturing base is our national productivity. Throughout
the industrial world this is an accepted means of measuringhow efficiently resources are converted into useful outputproducts. It is usually defined in the manufacturing envi-ronment as the relationship between output (products manu-factured) and input (resources consumed in the manufacturing
process). For comparative purposes output per man-hour of
input is commonly used. There are other important inputs,such as capital, materials, energy, and technology, which
could be used as a basis for measurement. However, for in-ternational comparison, historical figures are more avail-able for man-hours than any of the other inputs; conse-quently, when we speak of productivity in this study, itwill be output per man-hour of input.
As we have indicated in table 1, manufacturing produc-tivity has increased at a dramatically higher rate in otherindustrial nations.
During the period 1960-73, U.S. productivity increasedat an average annual rate of 3.3 percent. This increase isconsiderably less than the 5.7 and 5.8 percent average annualincreases registered by the European Economic Community andWest Germany during that same period, and less than one-thirdof the 10.7 percent average annual increase that Japanachieved.
In terms of total manufacturing output, the U.S. averageannual growth rate is closer to that achieved by the other
nations as shown in table 6. It can be seen, however, thatthe United States achieved its increase in output with a1.5 percent average annual growth in man-hours, whereas theEuropean Economic Community and West Germany experiencedaverage annual decreases in man-hours and Japan's substantialincrease in output was achieved with a man-hour increase onlyslightly greater than that of the United States.
55
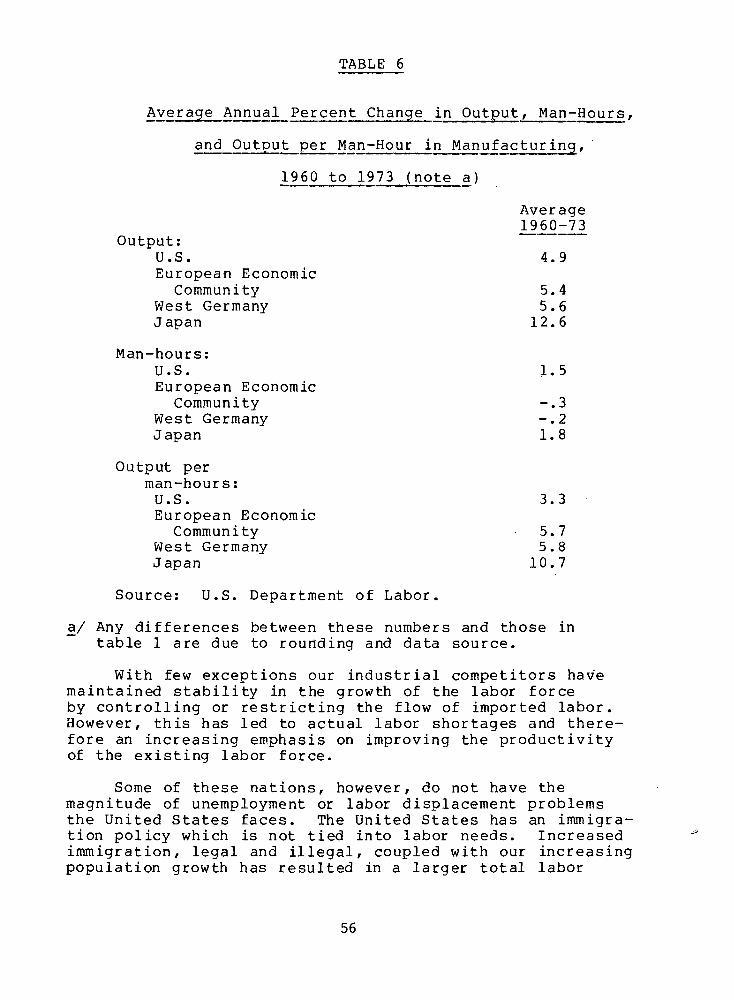
TABLE 6
Average Annual Percent Change in Output, Man-Hours,
and Output per Man-Hour in Manufacturing,
1960 to 1973 (note a)
Average1960-73
Output:U.S. 4.9European EconomicCommunity 5.4
West Germany 5.6Japan 12.6
Man-hours:U.S. 1.5European EconomicCommunity -.3
West Germany -.2Japan 1.8
Output perman-hours:U.S. 3.3European Economic
Community 5.7West Germany 5.8Japan 10.7
Source: U.S. Department of Labor.
a/ Any differences between these numbers and those intable 1 are due to rounding and data source.
With few exceptions our industrial competitors havemaintained stability in the growth of the labor forceby controlling or restricting the flow of imported labor.However, this has led to actual labor shortages and there-fore an increasing emphasis on improving the productivityof the existing labor force.
Some of these nations, however, do not have themagnitude of unemployment or labor displacement problemsthe United States faces. The United States has an immigra-tion policy which is not tied into labor needs. Increasedimmigration, legal and illegal, coupled with our increasingpopulation growth has resulted in a larger total labor
56

force. Although the result has been expanded gross output,our rate of growth may actually have been inhibited.*Therefore, the U.S. productivity problem may be more diffi-cult than those of our principal competitors. We must in-crease our capital expenditures for expansion and technologyto improve our international competition while providingjobs for a labor market expanding more rapidly than that ofour competitors.
International trade
The prime market for U.S.-manufactured products has al-ways been our own domestic market and as a result, rela-tively little attention has been given to export markets.Even in 1974 we exported only about 7 percent of our GNP,and this export activity was concentrated in a small per-centage of our firms. Our domestic market has been of suf-ficient size to foster economies of scale in manufacturing.In contrast, other industrial nations such as Japan andGermany have depended more on the world markets than theUnited States. (Nevertheless, mass consumption domesticmarkets are the cornerstone of the Japanese and German econ-omies.)
It would appear that with our rich national resourcesand the size of our domestic market we have not, in the past30 or so years, been seriously concerned about balancing ourimports with exports. The imports we required were readilyavailable and inexpensive and were easily balanced with theoverflow of manufactured goods that made up our exports.From about 1893 to 1971, we enjoyed a positive trade bal-ance; i.e., exports exceeded imports. However, competitionamong advanced nations in the sale of their internationallytraded products, especially high-technology products, hasincreased in recent years. It appears that this will becomeeven more intense in the years ahead.
In 1971 our trade balance turned unfavorable. An anal-ysis of our trade experience shows that for more than 10years, agricultural products and a segment of our high-technology exports (i.e., aircraft, computers, communication
*Analysis of labor force composition changes and their im-pact on productivity is much more complicated than we havepresented. However, differences in immigration policies isone of the principal factors to be considered when analyz-ing the labor impact. Japan for instance imports very lit-tle foreign labor as do Sweden and Norway. Germany doesimport labor but under very controlled conditions.
57

equipment, and nonelectrical machinery) have been theprincipal highly competitive export components on the inter-national scene. Low-technology exports such as textiles,paper products, furniture, glass, etc., have long been con-fronted with keen competition from other industrial nationsand have been running a trade deficit. During this periodour total share of the world-manufactured goods market hasbeen decreasing.
There are some areas of high technology that are show-ing signs of difficulty. For example, U.S. exports from1968 to 1973 for machinery and transport equipment declined,as a percentage of world trade, by over 21 percent, eventhough actual exports did increase during this period. Ta-ble 7 gives details.
TABLE 7
United States' Share of World ExportsMachinery and Transport Equipment
1968 to 1973
Change1968 1969 1970 1971 1972 1973 1968-73
World trade:(bil-lions) $47.9 $56.4 $66.0 $75.3 $89.5 $118.6 +147.6%
U.S. ex-ports $14.5 $16.5 $18.0 $19.6 $21.7 $ 28.1 + 93.2
Percent oftotalworld mar-ket 30.3 29.2 27.3 26 24.3 23.7 -21.8
Source: U.S. Department of Commerce.
This situation may be partially the result of vast U.S.investment of capital and transfer of its technology to for-eign countries. Although it is difficult to assess technol-ogy transfer as a factor, the common method of measuring itis receipts for royalties and licensing fees, and when usedwith caution this can indicate the direction we are going.
During the 1960s royalties and licensing fees receivedby the United States for technology rose in terms of currentdollars from $650 million to $1,879 million, while paymentsfor technology remained relatively low, $66 million to $192million.
58

Japan has been able to retain a large degree of controlover technology imports by monitoring those imports and by
bringing Japanese companies together to jointly exploit theavailable benefits. This resulted in limiting foreign in-vestments to minority ownership. (This policy has changedunder the recent liberalization agreements.) Through plan-ning and industrial policy, Japan has encouraged technologyin desired growth industries. Most of this technology hasbeen concentrated in the fields of electrical and nonelec-trical machinery, metalworking equipment, and chemicals.
The amount of fees Japan paid the United States an-nually rose from $54 million to $209 million during the1960s. This has been estimated to be 50 to 60 percent oftheir total importation of technology. Japan has been able
to use this acquired base of industrial know-how as a spring-board for its own research and development.
Facilities obsolescence
Over 17 percent of U.S. business facilities and equip-ment are reported to be 20 years old or older. Moreover, in1974 U.S. manufacturers reported that from a technologicalpoint of view, over 14 percent of their plant and equipmentwas outmoded, compared to 12 percent 2 years previous. Thisis illustrated in table 8.
In another study, Nake Kamrany 11/ states:
"Capital goods used by U.S. manufacturing suffersfrom old age and obsolescence. One estimate indi-cates that 80 percent of the machine tools in theU.S. are at least 30 years old; another statesthat 64 percent are 10 years old or older.F. J. Trecker calculates that 2,200,000 standardmachines have been installed over 40 or moreyears.* It is estimated that the replacement costof the existing old and obsolete equipment will
amount to around $100 billion. The above condi-tions have culminated in production processes thatare underutilized and inefficient, which requirelong production-cycle times and long working ofproduction time."
*Francis J. Trecker, "Industry Advisory Council Subcommitteeon Industrial Mobilization," (New York), January 11, 1971.Also, see U.S. Department of Commerce, U.S. IndustrialOutlook, 1972.
59
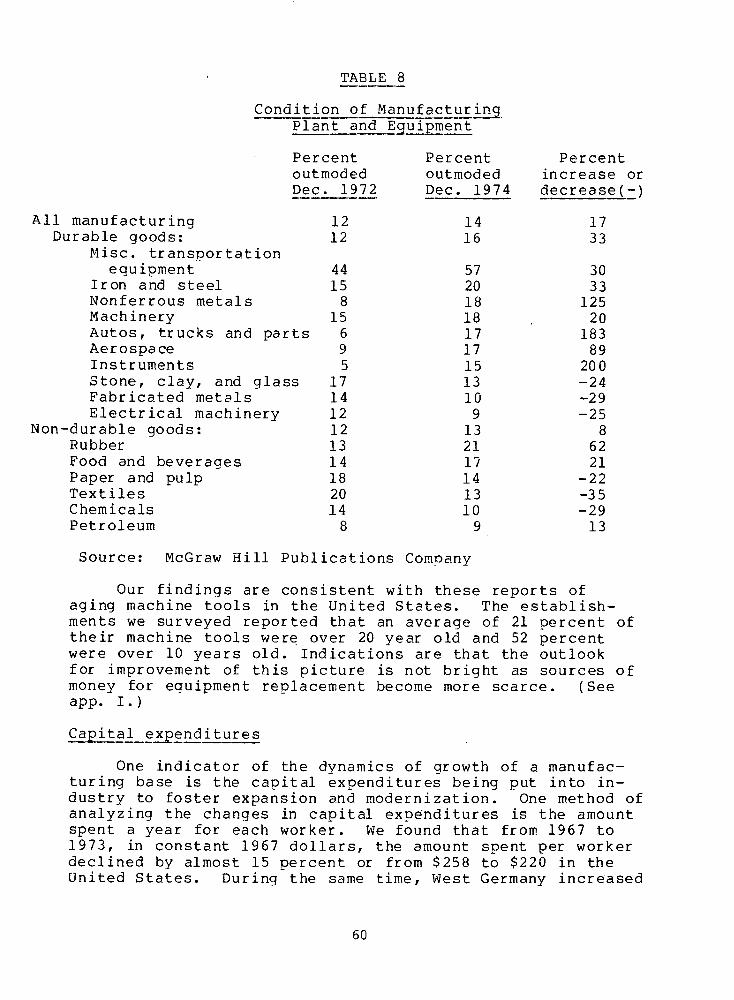
TABLE 8
Condition of ManufacturinflPlant and Equipment
Percent Percent Percentoutmoded outmoded increase orDec. 1972 Dec. 1974 decrease(-)
All manufacturing 12 14 17Durable goods: 12 16 33
Misc. transportationequipment 44 57 30
Iron and steel 15 20 33Nonferrous metals 8 18 125Machinery 15 18 20Autos, trucks and parts 6 17 183Aerospace 9 17 89Instruments 5 15 200Stone, clay, and glass 17 13 -24Fabricated metals 14 10 -29Electrical machinery 12 9 -25
Non-durable goods: 12 13 8Rubber 13 21 62Food and beverages 14 17 21Paper and pulp 18 14 -22Textiles 20 13 -35Chemicals 14 10 -29Petroleum 8 9 13
Source: McGraw Hill Publications Company
Our findings are consistent with these reports ofaging machine tools in the United States. The establish-ments we surveyed reported that an average of 21 percent oftheir machine tools were over 20 year old and 52 percentwere over 10 years old. Indications are that the outlookfor improvement of this picture is not bright as sources ofmoney for equipment replacement become more scarce. (Seeapp. I.)
Capital expenditures
One indicator of the dynamics of growth of a manufac-turing base is the capital expenditures being put into in-dustry to foster expansion and modernization. One method ofanalyzing the changes in capital expenditures is the amountspent a year for each worker. We found that from 1967 to1973, in constant 1967 dollars, the amount spent per workerdeclined by almost 15 percent or from $258 to $220 in theUnited States. During the same time, West Germany increased
60

from $298 to $693 or about 133 percent and Japan went from$191 to $324 or an increase of about 70 percent.
A recent study by the Treasury Department showingcapital investment as a percent of real national output*also confirms that the United States is behind most otherindustrialized countries. This is illustrated in table 9.
TABLE 9
Average Annual Investment as Percent of
Real National Output 1960-73 (except as noted)
(1973 estimated)
Country Percent
Japan 29.0West Germany 20.011 OECD Countries (1960-1972) 19.4France 18.2Canada (1961-1973) 17.4United kingdom (1961-1973) 15.2Italy 14.4United States 13.6
The Treasury study concluded that the falling share ofU.S. resources allocated to investment has limited job op-portunities.
Increased capital expenditures to update our facilitiesand apply advanced technology to improve productivity wouldassist in providing the needed edge in international compe-tition. This would create the potential for industrial ex-pansion and the subsequent creation of new jobs, not onlyin manufacturing but also in all phases of a growing economy,including the service sector.
There are many reasons for the inability or unwilling-ness of U.S. industry to increase its investments. Althoughprices have increased in recent years, so have the costs ofmanufacturing. Manpower, material and energy costs,
*This is defined as nonresidential investments, includingnondefense Government outlays on machinery and equipmentin private investments. This concept was used to conformwith Organization for Economic Cooperation and Development(OECD) figures.
61

including oil import costs, were up in 1974 over 1973.Depreciation rates and other tax policies also have an in-fluence over the willingness of industry to invest the fundsnecessary to maintain a healthy rate of capital expendituresduring such a period of strain.
Although factors other than capital investment contrib-ute to productivity improvement and growth, capital is basicto modernization and expansion of a growing economy.
Science and technology
As Denison and others have pointed out, advances inknowledge are prime factors in productivity improvements.Research is a key element in advancing knowledge. Denison 4/analyzed the question of whether the European countries havebeen doing more than the United States to obtain growth bypromoting advances of knowledge.
He found that the United States spends more on totalresearch than Japan or all of the European countries com-bined. The expenditures are also larger in relation to pop-ulation, employment, and GNP.
He said he was unable, however, to quantify with suffi-cient precision the relative contributions of research toproductivity.
Research in different countries is directed to differ-ent objectives, and we were unable to find conclusive com-parisons between the amounts of research and its results onproductivity in manufacturing in different countries.
We observed that foreign governments direct more in-tensive and well-organized efforts to research for industrygenerally than does the United States and have been doing sofor a longer period of time.
There is also some instructive material from other re-searchers which is useful in forming judgments.
The following tables from Hough's study 9/ which we up-dated show U.S. expenditures for applied research are heavilyoriented toward specific objectives.
Table 10 shows the objective direction of applied re-search to agriculture, health, defense, space, and energy.
Tables 11 and 12 show that although substantial amountsof applied research go to engineering, the bulk of suchfunds go to defense, space, agriculture, and energy.
62

4 I \o cs sr to H-I Q mo c 0 CD sr 4 08 i Ln - %o CD w a O
.iv vD v a) e oko uw m m n O e Cn L r w CD 0e LAo %D o r4 0 m r- -o ,- H N S n Ln m - O r o4 LU
Li)*D CI UA C4 H m -N c 00 C ) -4
o -r un > > CN Cs n m LC- r co -. a 0
Q. EiC o0 ~0 04o- -o 0
U >1- U M E.H 0 uO0 cs 4 an cr on % up aN Lo o Oo o - ko cs - o j i 3 > to a
a c l4; 0 -4A 000 - >E O WV
0I C U)
040>C L0U Oc
Ai U 6
@ U -'- v 11e
U) -r @ @
@ 0 4-4 CD %O O- * _ O CO) O o 0 r en > > C D - C > n 0 0 0 I0
0. 0 0 a -
.6j ( O @ QrLI._, , @c C IU o
a) C1 C - c -J
*_1 H -~ LlW LA rO In a) 4j@0 ci a-4..-4
c4 -v r_4) r. UL )
· cl ·cwI cir o ~~~ooo0 a )u :
0 CS-0 D0 C@ 4 01 c c @
W1 -4 - 00
Ll *c C U
.0 C -- o 04E E ct a a, D a0 aN CD a Cq f V sr V ) ko r o uN cD - o , a umn 4o C -
Ll a N , - 1 _6 N aN _ I N as S aN a, 7N C 0 C
-4 4 4 4 - 4 --I -4 -I -4 4 -4 -4 _4 _l A _l _ J - ci o
63

-CI~ -.~ I I I - .1 II
0 V Ln
o Io, c,.mo .. 0
0 m oe. (sLA LAr
o .r- -o
o .o oc'- umr L I Ia O
S0 o l. .D CO ¢ v m C_ 4 eD LnO r-n 0
_ . C LA ·r -I *4 0:Cv 00 m 00 kD a m w4E
0-~ 0 0 uf
a) >a) OD 0D . .a 0 O- cj '0 LA 02 C :
la 3 a
V (-
(I) H O er 00 U LA*4a r- -4 CD cc -C I LAO N 0 r
o4 >C .v co n LA LALAOC " -IL 1-4
En02 LA rCN co NLA .-4 l
av 0 E- LA 00m
o O:
rc L4~ -~L
En0 --I a ) ( NA .D k 0 N 002
O a vC) O N o (u Nu O o-4 I I ( rN -4-a)U .l E. . .
4-4 L L DIn % o mLn 0o C_C -4 % D m 0 h C0 r- V C
-4
-4 0 S HD 0-4( .-4din Nr- a)>C o I- O mr- nL. co C LOLA i n' , lL A 4 ko 02 4)
a) 01 o oL Lo,-( Nn 0
E I4 CD kn 0 -0r to Co ~ E-4 N .-4 o . I I CO >-4 N( t
'U .-I.- r Xw .-4>1 0 C u--4) c0 n W e a) a In (
>) 0 0 0
02 .c _, En(2) a)u~ 0 C a >
0a o0 o U) 0 t,
04 t 04 X 2 0 r
64

a) ' 00 e mn N , 0-
0v 04D O O rH O C- 0 L a
DI 04 - -ob an Ln u 4
0,4 0 o,
o CDI
-. >1 LA ,-4 Ln Oi
1- 0 OD 0 0 CfU o (I
Z 44C
co o H0N o o Co)
~~~~~z 21~~~Z,- % I0
Z UI 0 m L a t0 o
Z - t N ro 0' '. c.H U Lb t , - c, a
0 C H 0~ l
U Cl-a 0 L NHe I a U tr O C
HON-r U ,O-
r.4 ,-- (:2) N0 LA N(1~j. r. - '4 .
tZ 1 - .I - I ,'
Lb C t-
CC 08
Hfi , 0t N 04 C
Da
Wii 0 fi ~ u
:. O >'- C, D N 0
r,, in _ r-- -: -H
t5 0 I I I I I I - I I ( ,4.
H0 0 O cD 0
:1 ji w t- O C
O. o tu f r-
0; r
aL U - £- t- C :l ' I I I I' I I a, 4I
CLI 0- ao l* * o
a- .4o* U . -c
.'- O~ 0o 0 . _
. -. H ... U .* U C)
· CD -- ' 0 m .: 0rR :> w z 0 z z CL c'
65

Terutoma Ozawa 12/ analyzed comparative research anddevelopment between Japan and its competitors. He refers toa report by the Organization for Economic Cooperation andDevelopment (OECD). 13/ Table 13, taken from his study,shows comparative research and development efforts for 1963to 1964.
This table shows that the United States led all countriesin percentage of GNP devoted to research and development. Thetable also shows the percentage of research and development inthe business sector and the percentage supplied by companyfunds. Note the large percentages supplied by company fundsand the large numbers of personnel engaged in research anddevelopment. This, considered in the light of the earliertables showing the emphasis of Government-supported appliedresearch and development in the United States, indicates(although certainly not conclusively) that the bulk of theeffort, manpower and money, in Germany and Japan are di-rected to developments in and for private industry gener-ally, whereas the bulk of the U.S. effort is directedtoward specific national objectives other than manufacturinggenerally.
Ozawa 12/ makes the point that 64.3 percent of Japan'sresearch and development funds came from the private sec-tor--a ratio second only to that of Belgium, which was inmarked contrast to the United States where research and de-velopment efforts were heavily devoted to defense, space,and nuclear fields. He concluded that compared to theUnited States, Japan had a comparative advantage in orient-ing research and development efforts more strongly to indus-trial and consumer markets, thereby improving its commercialcompetitiveness both at home and abroad.
While acknowledging that U.S. military and aerospaceresearch and development did spin off some available techni-cal knowledge for commercial applications, Ozawa observedthat this emphasis might have strained the civilian sectorby increasing the demand for scarce research and developmentresources. He cited an Eli Ginzberg observation:
"It would only be a slight exaggeration to saythat the civilian sector is being 'starved' forresearch funds, and even more importantly, for re-search personnel, who are overwhelmingly attractedto the more exciting work on the frontiers of de-fense and space." 14/
66

>4
Cu,
En ~1 C4 '1 -4 0 ~ l o o .- N N 'i
U
V
0. '-O 0 U e 0 q: L -. A A0 m i
N 'I
C4 ~~~~~.-j . 4 9
~-W
r} , ~o 01 r-
Cu ~c dl W 4 \ 0 W n dm en L Cl M n r- r
a 0 C: -'4 C.'U \I 4 ~ 4 L N r ~ - LA' .- LA
=°· ~~~~~~~~a -- k k ko -0 W WI
1 I -
rol~ ~ c 0 '
uI
- 3 1-10 --4I 0 LA 0i cc ' (N LA
C > ~~~~~I (N ('~~~~I .I {0( 4 4 ( ~
C
O~~~~
m 0-4 0- C 0
~~~· 1 ,~C 04~
II7wi au~~(wE rr-41WI C~ LA 0 W 0 0 co 0 0 0 0 0 0
OdI 0 r - 4 0 m (N 0 LA (N4 C 4 ) U)( I N L CD ( LA (N %O co C" LA
CzI 4-e E I 0 %. In 0n m LA O N M "-I A,
o ZI -4r r 0~~~~~~~~~~~~~~~~~~~~~~~~~~~0
1 '0a 0 4 0.(U M -4 dP I - "I I
~It (-- '- CO U- 1-4 0 ( 4N 0 C. r- -4 0 .4
ir C~~~ Ea -1 41 mi U) U toC3 . * 04l Co '- l (A 0 n 0 1 r- L 0 () r. (n N 4 n tl l
co a p ci·) · · · " W$ 0104 1- -4 4-4 (N (N -4 MI mt E
C C
En 42,(oCrM C 0 '. -.4 0 M LA - D
o 0*-irD r0 0 n en ON %O '0 en u - 0 (N -
w Wrrcrrl r4 cc Y-4( a, I3eUw 0~~~~~~~~~~~~~~ CO W ,,,I CN W
0 iiul 0 0
O r~~~~~~~~~~ D % k D t O % Ol W 4ir
U~~~~~~~~~~~~~~~~~~~~~~~~U
--4~~~~~~~~~~~~~~~~~~~~~~~~~-
u~~~~a U6( ) \,\ ,\ D\ 0 1Wc
W to 0 '4a3~~~~~~~~~~~~~~~~~~1 '-4 : C E -6~~~~~ ~ ~~~~~~ I-i *. Win
0 d -W -4 4 , C i EU4' a U a U 0 (CC e - A- o EU ra W 11 a 01 c %rW 44 o " C W 4 a a , d
0 6 0 0 m 6 LI ·2 4) R 0 x) 0 "I RI-0a -- 4 EU m EU (~ cn III C En' a,
67

Our discussions with university and business engineersconfirm that funds and students and graduates have been at-tracted away from the types of engineering education andoccupations useful in general manufacturing.
Since it is well established that Japanese industrywas built by acquiring foreign industrial technology, pri-marily American, it is reasonable to ask why the Japanesehave spent so much and are constantly increasing expendi-tures on industrial research and development. Ozawa 12/makes several observations on this issue. He points outthat, in most instances, Western firms simply accorded therights to use their techniques and equipment while supplyingonly minimum know-how. Moreover, Japanese often purchasenewly developed techniques even in their rudimentary stages.In these circumstances, it was necessary for the Japanese towork out the details in adapting these techniques to profit-able uses. He cites a Japanese Science and Technology Agency"1969 White Paper on Science and Technology" to the effectthat approximately 62 percent of imported technology duringthe period 1950 to 1968 was still in rudimentary stages ofdevelopment and required further adoptive research and devel-opment. Ozawa believes that Japan has caught up with theWest in many areas of industrial technology. He states thatearly in the 1960s the Japanese realized that they could nolonger depend on Western sources for further technologicaldevelopment and began to invest heavily in their own uniqueresearch and development facilities and activities. Theyare now reaching the stage of being a technological leaderrather than a borrower.
Robert Gilpin addressed the general question of technol-ogy, economic growth, and international competitiveness in astudy prepared for the Subcommittee on Economic Growth,Joint Economic Committee. 15/ The thrust of Gilpin's studyis that technological innovation in the civilian industrialsector of our economy is at a critical point and that Ameri-ca's once unchallenged scientific and technological super-iority has deteriorated.
He cites various scholarly studies and authorities todemonstrate (1) that the foremost input to economic growthis the advancement and utilization of knowledge and (2) thattechnological innovation and industrial know-how have becomerecognized as the major determinant of international compet-itiveness. He states:
"'In particular, a high wage economy such asthat of the United States in a world where newknowledge and technological innovations rapidlydiffuse to lower-wage economics, must be able
68

to innovate and adopt new technologies with equalrapidity. American firms must in fact run fasterand faster merely to stand still."
Gilpin demonstrates through a series of tables andcharts, as did Ozawa, that although the United States in-vests heavily in research and development relative to itsprincipal foreign competitors, the United States trailsJapan, West Germany, and certain other countries with re-spect to civilian industrial research and development. Heuses, among others, the following graph (chart 4) preparedby OECD to show comparative government expenditures by ob-jective for 1963 and 1971. The chart shows the emphasis onthe civilian sector by our foreign competitors.
Gilpin reaches a number of conclusions and proposes anational strategy for science and technology. Gilpin em-phasizes certain emerging weaknesses which can adverselyaffect America's technological position and internationalcompetitiveness, and he stresses the importance of techno-logical innovation if we are to grow economically, competeinternationally, and meet our social needs.
GAO OBSERVATIONS
As indicated earlier in this report, GAO staff visitedmanufacturing firms and discussed computer-integrated manu-facturing with members of Government, the academic community,and associations and institutes both in the United States andabroad. Our observations here relate to our evaluations ofthe relative competitive position of the United States.
We made no attempt to make direct comparisons or iden-tify subtle differences in technology between the UnitedStates and its foreign competitors. We also were unable todetermine the extent of the diffusion of computer-integratedmanufacturing throughout the various industrial bases. Ourobservations were, therefore, directed to the best practiceand to the mechanisms for diffusion in the various countries.We discuss the diffusion mechanisms in chapter 6.
We are aware of no statistics from which to make compar-isons of computer-aided factory management systems and designsystems of various countries. In terms of the soft factorymanagement applications, such as computer-aided productionplanning and controls over work in process, it is our judg-ment that the U.S. continues to lead. We saw or learned ofbig and small U.S. firms with well-developed systems and bigand small U.S. firms with relatively primitive systems. Andthe same was true in foreign countries. However, the largeror more sophisticated U.S. firms appeared to have more
69

CHART 4
Total Government R. & D. Expenditure by Objective 1963 and 1971.
1970/71 C1mUnited States
197119671 FS1111 S Srance1963
1970/711963/64 u u United Kingdom
1971 I II _1971 Germany
1969/70 Japan1963/64
1969/701963/64
196471 IINetherlands
1971Italy1963
197071 ~ GCanada1963/64
1971 |E ii Belgium1965
197019163 111g///Norway1963
1969 1963 _ Spain1963
% 90 80 70 60 sO 40 30 20 10 o 10 20 30 40 OO 60 70O 8 90
Source: OECD, "Patterns of Resources Devoted to Research and Experimental Development in theOECD Area, 1963-1971" (Mimneo), May 17,1974, p. 32.
70

advanced (and usually proprietary) systems than their foreigncounterparts. A distinction, however, was the apparentdedication of foreign firms and institutions to the develop-ment and diffusion of low-cost systems to medium- andsmall-sized firms. As indicated by our industry analysis(see app. I) diffusion seems to be one of the weaker areasin U.S. technology application.
In the area of computer-aided design, it is our impres-sion that the United States is substantially ahead of theother countries. On the other hand, the technological know-how appeared about equal. Here again, however, we saw sub-stantial foreign government-supported developments designedto aid the medium and small firms.
It is easier to physically observe the hard areas or themachinery and machine tools and systems in use. These sys-tems--the tools that make tools and other products--are atthe core of manufacturing technology. In addition, thereare statistics available from which to make some judgments.
In general, the United States has in place more of theadvanced machining systems than other countries. However,from our discussions with experts who have visited Japan,there are more of the integrated machining centers, operat-ing at a high degree of effectiveness and sophistication,in Japan than in the United States. We are unable to di-rectly confirm this since we have not visited Japan. TheU.S. aerospace industry has more of the most sophisticateddirect numerical control systems--that is various machiningcenters operated under a hierarchal computer control--thanany other industry we have seen or been advised of.
A number of American firms are operating systems of ma-chining centers interconnected by materials-handling equip-ment, all under computer control. However, the most advancedfactory of this type we have seen was a medium-sized firm (6to 8 thousand employees) in West Germany. This firm has beenso effective as to eliminate its only effective internationalcompetition--an American firm--for the types of products itproduces.
Another advanced installation is in a factory con-structed in in East Germany for the manufacture of machineparts. Figure 9 is a picture of the principle operatingelements of this factory.
71

Figure 9
WITH iORZONfAt
*I 4A
QUALITY CONTROL STATIONS 1 PIM ATO SySTM WITH STE A At4. I. ~1~S
VERIAL S * -1VUiiii
72 7 "' ' ?

The information in table 14 concerning machine tools is
indicative of the comparative situation.
TABLE 14
Machine Tool Production
Numerically Percent Total
controlled numerically controlled machine tool production
1973 973 1973 1974 1973 1974 Change
U.S.A. 2,865 4,054 0.93 1.21 306,570 334,108 8.9%
Japan 2,765 3,046 1.16 1.58 239,343 192,806 -19.4
W. Germany 992 1,367 0.46 0.66 214,331 206,745 -3.5
U.S.S.R. 3,788 4,405 1.45 1.61 260,500 272,900 4.8
Note: Data is from these sources:U.S.A.--National Machine Tool Builders Association (NMTBA).
Japan--NMTBA and Japan Machine Tool Trade Association.
Germany--German American Chamber of Commerce and the German.
Association of Machine Tool Industries.
U.S.S.R.--Official U.S.S.R. statistics.
Between 1973 and 1974 numerically controlled machine
tool production increased for all countries while total
machine tool production in Germany and Japan decreased. The
ratio of of U.S. NC production against total machine tool
production increased 30.1 percent whereas the ratio in Japan,
Germany, and U.S.S.R. increased 36.2 percent, 43.5 percent,
and 11.0 percent, respectively. This would indicate that
from any vantage point these major industrial nations are
starting to emphasize numerically controlled machine tool
production.
Unfortunately, reliable data is not available to indi-
cate either the type of the NC production (i.e., stand alone
NC, CNC, DNC, or CIM) or the amount for domestic versus for-
eign consumption. In the case of Japan we have unconfirmed
information from reliable sources that about 12 percent of
these machine tools are CNC, versus 1 to 2 percent in the
United States.
We have not attempted to obtain a Qualitative comparison
of the machine tool production of the various countries.
Such information as we have indicates that quality in the
Western industrialized world, Japan, and East Germany is
high, whereas the quality and sophistication of U.S.S.R.
production is suspect.
The technology now in place is one consideration, but
the outlook for the future is another. The foreign
73

government's approach is to focus on the development oftheir computer industries and machine tool industries. TheAmerican technological lead in computers is strong, and theAmerican computer industry is strong and should remainhighly competitive. Whether foreign government efforts totake computer preeminence from American firms will be suc-cessful is speculative. However, both the Japanese andGerman Governments are pouring substantial sums into domes-tic computer development. The Boston Consulting Group 10/in a study prepared for the Department of Commerce reportedJapanese Government funding of $33 million to develop a par-ticular phase of Japanese computer technology. A Germanprogram, called the Second Data Processing Program, is a5-year effort funded at about $760 million to improve allaspects of data processing.
In the machine tool area, the challenge seems moreformidable. The American machine tool industry is highlyfragmented, and the largest firm is not considered large byAmerican standards. Therefore, the potential for any large-scale research and development is limited. It has not beenpracticable for us to develop the specifics of the foreigngovernment support of its machinery industries. But our ob-servations and discussions and research indicate thatgovernmental efforts are substantial. The performance of
the Japanese tool industry since 1970 in developing NC ca-pacity is dramatic evidence of the success of the coordinatedefforts of government, industry, and labor in Japan.
In his doctoral dissertation analyzing the American Ma-chine Tool Industry completed in February of 1976,Clifford Fawcett 22/ states
"In summary, the statistical evidence shows thatthe United States has lost its leadership as theNo. 1 producer of machine tools to foreign na-tions. Further, the increasing level of hightechnology imports, essentially representing U.S.technology returning home to roost with foreignlabels, provides further proof that these nationsare not only surpassing the U.S. in world marketsbut are endeavoring to capture the U.S. domesticmachine tool market as well."
Fawcett concluded that:
"The survival and growth of the machine toolindustry and other manufacturing industriesin the U.S. * * * are vitally dependent onnational leadership, governmental seed money,and joint action of government, industry,
74

and universities to develop and implementfar-reaching national programs to promoteadvanced technologies and increase indus-trial productivity."
75

CHAPTER 6
COMPARISON OF NATIONAL INSTITUTIONS
FOR
IMPROVED PRODUCTIVITY
Virtually all the industrial nations of Europe and Japanhave established formal productivity centers to develop, pro-mote, and enhance productivity in their respective countries.These centers generally focus on management technology andproductivity improvement in the service sectors of theireconomies. Concerning management technology, we believe thatthe centers are institutions which accomplish goals similarto those of U.S. graduate schools of business, organizationssuch as the American Management Association, and managementconsulting firms. Business education at the university levelhas generally not reached the high levels in foreign coun-tries that it has in the United States. While there is-a cer-tain informing role played by these centers, they do not playa major role in the process of manufacturing technology in-vention, innovation, or diffusion.
Manufacturing technology productivity efforts for pri-vate industry are carried out by loosely knit yet cohesiveconsortiums of governmental, academic, private industry,trade associations, societies, and labor unions. These con-sortiums in many ways resemble the institutional arrangementsfor agricultural development, energy development, and spaceexploration in the United States, but direct comparisons arenot appropriate.
The United States has no comparable institutional ar-rangements and no formal national productivity or technologydevelopment goals. The National Center for Productivity andQuality of Working Life, which was given statutory authorityin November 1975, replaced the National Commission on Produc-tivity and Work Quality, which was in existence since 1971.Both of these oraanizaions were created in an attempt on thepart of the United States to provide a national productivityfocus.* The Center has not as yet involved itself in manu-facturing technology.
*The National Commission issued a comprehensive statement onU.S. national productivity policy in October 1975.
76

PRODUCTIVITY CENTERS
European centers
European productivity centers were a direct outgrowth ofU.S. aid to Europe following World War II. The most importantstep in the European productivity program was carrying out thecongressional mandate set forth in 1952 in section 115(k) ofthe Economic Cooperation Act of 1948. 16/ Under this mandate11 countries established objectives and agreed on broad na-tional productivity programs funded by the U.S. Government,the participating national governments, private industry,and local government sources. The countries established na-tional productivity centers to meet these objectives.
The administrators of the U.S. role 16/ identified someactivities of the newly established centers.
--A general information program.
--A technical information program.
-- Advisory and informational programs for particularmanufacturing branches, agriculture, marketing anddistribution, and building industry.
--Managerial exchanges.
-- Finance research and studies into particular produc-tivity problems.
-- Extensive expansion of training facilities for Euro-pean management and labor.
-- Establishing regional productivity centers which sup-plement the activities of the national centers.
-- Developing pilot plants for which productivity loansand technical assistance would be provided to in-crease productivity. (By 1958 some 500 pilot plantprograms had been developed.)
-- Rationalization programs for small- and medium-sizedfirms.
After the end of U.S. aid, productivity centers were con-tinued. They are in the private sector and receive a combi-nation of public and private support. We have discussed thefinancing arrangements with representatives of the various
77

foreign productivity centers. With exception of Japaneseand Israeli centers--which draw the bulk of their support fromthe private sector--these representatives were unanimous instating that public financial support is essential to success-fully continue their activities.
In 1966, 16 formal European centers formed an autonomousbody called the European Association of National ProductivityCenters. Membership includes Belgium, Czechoslovakia, Denmark,France, Germany, Greece, Hungary, Iceland, Ireland, Italy,Luxembourg, Netherlands, Norway, Spain, Turkey, and Yugoslavia.
Asian productivity centers
Asian productivity centers are an outgrowth of the JapanProductivity Center (JPC) which was created through the ef-forts of the U.S. post-World War II aid to Japan. In December1953 the U.S. Government offered to support a productivitycenter in Japan under conditions similar to those providedto European countries. 17/ After over a year of preparation,the Japan Productivity Center was established in March 1955.U.S. aid for the period 1955 through 1962 amounted to over$6 million.
The productivity movement started with technical ex-changes of personnel between the United States and Japan.JPC states that the main contributions of these exchanges toJapan's industry were introducing modern management tech-niques in such areas as top management, marketing, and in-dustrial engineering.
Technical exchanges encouraged a nationwide productivitymovement which resulted in creating various organizations forpromoting productivity by region, specialty, and industry.
The major areas of emphasis of JPC are:
-- Management education.-- Modernization of labor relations.-- Management consulting.-- Information processing activities.-- Overseas management exchanges.-- Productivity studies.-- Publicity and publications.-- Audiovisual activities.-- Extension of the movement's organizational network.
78

JPC operates through a system of regional centers andreceives its primary support from the private sector, althoughthere are annual contributions from its government. JPC alsocreated the Academy of Management Development which has becomethe Japanese center for management training.
In 1961, with strong support from Japan, the Asian Pro-ductivity Organization was formed of 14 member countries:Ceylon, Republic of China, Hong Kong, India, Indonesia, Iran,Japan, Republic of Korea, Nepal, Pakistan, Philippines, Singa-pore, Thailand, and Vietnam.
These formal centers concentrate on applying productivity-improving soft technologies (e.g., social and behavioral),education, and consulting services. These centers generallyconcentrate their activities in the service sectors of theireconomies and in the general business administration and man-agement techniques fields. Nevertheless, they usually maintainsome competence in and liaison with the organizations devotedto hard technology developments. Most of the formal centers,both in Europe and Asia, were established or reorganized afterWorld War II. Their purposes, although each slightly differ-ent, are basically to coordinate and encourage applyingproductivity-improving technology within their economies.
In May 1975, the National Commission on Productivityand Work Quality published for general reference a summaryof the structure and activities of foreign productivity cen-ters. 18/ The European Association of National ProductivityCenters, headquartered in Brussels, has also published inEnglish a 'Handbook of Member Centers," and JPC has manypublications.
Informal centers
Little, however, is written about the "informal centers."A useful study 19/ of technology enhancement programs inCanada, the United Kingdom, France, Germany, and Japan was pub-lished in 1972; the previously cited works of Ozawa 12/ andKaplan 10/ give insights into the Japanese organizationalstructure for technology development. However, it is notuntil one actually visits other countries that it becomesevident that their informal centers contribute considerablyto their substantial productivity gains through technology.While each country has variations to fit its own environment,most informal centers concentrate on productivity-improvinghard technologies which are primarily associated with themanufacturing process.
In West Germany information on hard technology is pro-moted and disseminated through the collective interaction of
79

numerous public and private organizations. Theseorganizations are interwoven to form a structure for plan-ning and implementing research in the Federal Republic ofGermany (FRG). These are not centers physically located un-der a single organization hierarchy. The organizations aredispersed throughout FRG. Key personnel of decisionmakingbodies have overlapping responsibilities, creating an infor-mal interrelationship among the organizations. Moreover,each governing body usually includes representatives of Fed-eral and State governments, industrial associations, univer-sities, labor, and private enterprises.
This complex representation system supports decisiveaction in developing hard technologies by
-- formulating and achieving national goals for improvingproductivity,
--effectively channeling available public and privatefunds,
-- disseminating information between organizations,
-- carefully screening potential projects, and
-- better use of research and manufacturing facilities.
For example, FRG established national programs for de-veloping scientific data including one in the data processingarea. This program, called the Second Data Processing Pro-gram, was initiated under the Federal Ministry of Researchand Technology and is a 5-year effort funded at about $760million. One objective of the second ADP program is to ac-celerate the application of computers to improve productiv-ity both in the design and manufacturing process.
Although public and private financial support for thisand other manufacturing technology activities is funneledthrough various government and private organizations, mostof the support appears to be carefully, but informally, dis-tributed primarily to the Technical Universities of Berlin,Aachen, Stuttgart, and Hanover. Each of these universitieshas developed expertise in hard technology focused on an in-individual function of manufacturing, such as turning, mill-ing, grinding, forming, computer control, and computer de-sign.
The performing staffs of each university meet aboutevery 2 months to discuss their progress, recommend newprojects and directions, and eliminate unnecessary overlapand duplications. Additionally, the senior staff members
80

are also members of advisory bodies to the Federal Ministryof Research and Technology, as well as to other public andprivate organizations doing similar work. Each universityfunctions as a productivity center for its area of exper-tise.
Also, in the private sector is an independent associationof 170 of the approximately 500 machine tool manufacturingfirms in FRG, whose member companies produce about 75 percentof the machine tools. The purpose of this organization, inaddition to generally representing the interests of its mem-bers, is to conduct applied research for its member firms whocould not otherwise conduct the research because of their re-latively small size and limited capital. The results of theresearch are published for its members, and after 1 year areavailable to nonmembers.
Similarly, East Germany has emphasized its machine toolindustry because it recognizes that much of the success inimproving the manufacturing process depends on the capabil-ity of the machine tool industry to supply the necessary ma-chines. East Germany has divided its machine tool industryinto five categories: round-part production equipment, box-shaped production equipment, metal-forming equipment, toolsand fixtures, and precision equipment. East Germans are ac-tively applying new technology to batch production and cur-rently have several of the most modern operations in place.
Other European countries also realize the importance offurthering hard technology through an informal structure.For example, in France there is an association made up from50 of the largest French firms whose policy is to promoteproductivity-improving technology applications in small- andmedium-sized companies. The association provides assistanceto these companies in acquiring modern equipment; offerssymposiums, publications, technical and scientific advice,and consultation; and sponsors applied research in universi-ties. This group receives about 50 percent of its fundingfrom the French Government; about 20 percent from membershipdues; and about 30 percent from sales of services, educa-tional material, publications, and other projects it spon-sors.
Not unlike FRG, Japan has also emphasized usingproductivity-improving technology. To attain a favorablebalance of hard currency after World War II, the JapaneseGovernment encouraged the selected import of advanced tech-nologies and foreign investment which would "contribute tothe self support and sound development of the Japanese econ-omy * * *." 12/ Government support, coupled with theunique web of industrial connections spun within each
81

keiretsu* group, provided the opportunity for phenomenalprogress.
The Japanese Economic Planning Agency used highly sophis-ticated analytic techniques (e.g., input-output matrixes) topredict the future needs and productions of the Japaneseeconomy. The Ministry of International Trade and Industry(MITI) developed a policy plan to guide industry throughvarious incentives. 10/ Under MITI national guidance wasprovided to develop or acquire technologies and industriesmost relevant to furthering Japan's economic progress.Areas such as chemicals, petroleum, and machinery were madepriorities, and resources were marshaled to select the bestavailable technology from other industrial nations (mostnotably the United States). 12/ For the most part the tech-nology was readily available. Incentives including finan-cial, tax, and export licensing were provided to those orga-nizations meeting the plan's criteria, and through formaland informal productivity centers (very similar to those ofWest Germany) the appropriate technology was diffused. En-couraged by MITI business adopted the technology, increasedproductivity, introduced new products, and developed exportmarkets.
For example, under MITI's sponsorship Japan has devel-oped a national plan to speed up the normal cycle time forplanning and implementing a new technology through develop-ing a totally automated batch manufacturing plant by the mid1980s. The program is called Methodology for Unmanned Manu-facture. The program's governing committee identifies itsmembership sources as follows: 2 government agencies, 32universities, 1 trade association, 1 industrial journalist,1 trade union, 1 "Think Tank," and 6 industries. Governmentfunding will be about $116.6 million. In addition, the in-dustrial participants will bear a significant part of theremaining cost themselves. We do not know the specificlevel of their funding participation.
The unmanned plant is expected to be approximately250,000 square feet and staffed by a control crew of about 10persons. (Conventionally, a factory of this size would re-quire approximately 750 workers.) The product would be some2,000 different machinery parts in batches of 1 to 25. Thesewill be automatically assembled into some 50 different machinecomponents (e.g., bear boxes, spindle heads, motors). Theautomatic processes would include forging, heat treatment,welding, presswork, machining, inspection, assembly, andpainting.
*The keiretsu are groups of closely affiliated firms andsubsidiaries which usually have as their nucleus a bank orgeneral trading company.
82
Foreign country informal centers allow more personalcontact among the participants, and as a result, the averageindustrialist, university professor, and government officialin most foreign countries are more thoroughly aware of theinternational state of technology than his U.S. counterpart.These officials are continuously touring industrial facilitiesand laboratories in foreign countries. For example, at thetime we visited the University of Berlin, a major center fordeveloping manufacturing technology in Germany, over half theengineering faculty was returning from a tour of advancedindustrial facilities in the United States. Many of the samepeople had visited Japan, France, Britain, and Warsaw PactNations.
In the United States we found relatively few public offi-cials, university people, and individuals from private U.S.firms or associations who had firsthand knowledge of technicaldevelopments and applications in foreign countries. We referhere to technology in general and not to the knowledge of anindividual firm about its specific foreign competition.
The activity of the foreign centers, both formal and in-formal, essentially revolves around applied research anddiffusion of technology (hard and soft) throughout theirmanufacturing and service sectors. These activities achievea balance of initiatives between hard and soft productivity-improving technologies and seem well adapted to promote thequantum jumps in national productivity required to improvetheir countries' standard of living and world trade posi-tion.
U.S. DIFFUSION ACTIVITIES
Several uncoordinated government and private initiativesaddress one phase or another of manufacturing technology de-velopment and diffusion. However, no meaningful organizationalor institutional structure in the private or public sectorsin the United States centralizes the assessment and diffusionof current domestic and foreign technological developments ordirectly assists using those developments to improve U.S.productivity and competitiveness. In fact the United Statesis perhaps the only nation in the free world which has notundertaken a coordinated program at the national level tostimulate commercial technology development in the privatesector.
The Government has supported developing manufacturingtechnology in the private sector for those industries di-rectly related to defense, energy, and space through pro-grams in the Department of Defense; the Energy Research andDevelopment Administration; the National Aeronautics and Space
83

Administration (NASA); the Department of Commerce; and others.For example, in the area of safety the National Bureau of
Standards is working on standardizing interfaces of subsys-
tems and developing "intelligent" industrial robots to performvarious functions under hazardous conditions. Only the Na-tional Science Foundation has a research program applied to
manufacturing, although it has low funding by foreign stand-
ards. However, there is generally no formal technology diffu-sion mechanism for the Nation.
This lack of a program intensifies the problem of in-
adequate availability of capital to the small firm for in-vention and innovation as well as for diffusion of existingtechnology. Since this problem relates most directly to
small manufacturing firms, one obvious focal point in theGovernment would be the Small Business Administration (SBA).
A 1971 report by the SBA discusses the potential forsmall business using modern manufacturing technology and the
problems of the availability of this technology to smallfirms, such as the majority of batch producers in the United
States. The report recognized that use of advanced technologyby small U.S. firms will be necessary for them to remain com-petitive, and it made a clear case that batch automationcould be effectively used by this segment of industry.
Several proposals were outlined to overcome the majorproblems which SBA perceived were being faced by small firms
in obtaining and applying advanced technology; i.e., avail-ability of capital, access to reliable information about the
technology, and the need to educate management concerningits economies and use. The report emphasized that educa-
tional needs outpaced financial needs. Also hearings heldbefore the Subcommittee on Science and Technology of the
Senate Select Committee on Small Business on June 24, 1971,brought out that small firms have difficulty competing withlarge firms in research and development, which, in view ofthe rapidly developing technology, could have a tendency toexpand the technology gap between large and small firms to
unacceptable proportions.
However, in the 5 years since the report was issued,U.S. productivity has declined, its trade balance turnednegative during three of these years, foreign programs haveaccelerated, and conventional sources for acquiring capitalhave been reduced. The need for using technology has in-creased, but its access to small firms has been reduced.
Many of SBA's proposals are as valid today as they were5 years ago; however, little has been done to implement them.
84

The need still exists for identifying areas where smallfirms could productively use new technology along withtechnical and financial assistance to these firms. SBA'soriginal proposals included a more active role for SBA intechnical and management assistance, education, economicresearch, and promotion of technology use by small firms.In today's economy emphasizing innovative financial ar-rangements is also necessary.
Other Government agencies will be involved in relatedaspects of diffusion to some degree. For example, theTreasury Department will be faced with the question ofapplicability of existing tax policy, including equipmentdepreciation rates, if quantum jumps of increased use alsobring about greatly increased machine wear rates. TheJustice Department will be concerned with interpretations ofantitrust legislation if small firms find it. necessary tocooperate with each other to economically develop advancedtechnological systems and to compete internationally.
Due to the inability to promptly identify the effectson the economy of technology imports and exports, GAO hasalso studied international transfer of technology and therepercussions on employment, the gross national product, andthe balance of payments. GAO expects to publish this studyin the future.
It is not, however, within the scope of this report toelaborate on the activities of the various Government agen-cies and private organizations who are individually workingtoward improved productivity of American manufacturing.Nevertheless, conversations with officials of each of theseorganizations indicated that they are concerned that nosingle group has the charter or financial backing to act asa focal point. Hough points out that many problems requir-ing development and diffusions of technical solutions havebeen so complex that they could be accomplished only by thelarge multidisciplinary organizations found in Federal agen-cies. 8/ However, even though more than half the nationalresearch and development budget is spent. by Federal agen-cies, comparatively little common technology is generated.Limited technology spinoffs, however, have been achieved.But these have been the result of establishing nationalgoals such as those for agriculture and aerospace. Thislack of national goals for discrete manufacturing technol-ogy, as seen in other countries, contributed to the poorcoordination of existing U.S. programs.
85

CHAPTER 7
MISCELLANEOUS MATTERS
Although beyond the immediate scope of this study,several recurring factors in our review warrant brief dis-
cussion.
MARKETING
With few exceptions, U.S. Government, university, andprivate industry authorities are primarily American-marketoriented.
Many American products are not selling in foreign mar-kets possibly because the small producer is not marketingthem. We found that the small batch producer is not well-suited by background, inclination, or experience to think interms of the export market, like his foreign competitors.Comparatively few U.S. firms do any exporting.
From July 1971 through April 1975 the GAO completedover 20 studies of trade-related matters. (See app. II.)From the data examined GAO concluded that less than 10 per-cent of U.S. manufacturing firms are consistently involvedwith export business.* Department of Commerce officialsstated that, even though there were an estimated 300,000manufacturing establishments in the United States, they hadexperienced considerable difficulty in recruiting companiesto participate in overseas trade institutions. The officialsattributed this difficulty, at least in part, to U.S. com-panies' pervasive lack of export awareness and of knowledgeof the Commerce Department's programs. 20/
Although there are numerous U.S. trade centers overseas,attaches indicated that primarily large firms and multina-tional corporations pursue foreign markets aggressively.Smaller U.S. manufacturers, although numerous, are not promi-nent in marketing American products overseas. At one embassy,the attache discussed many market opportunities he had forevaluation and processing. According to the attache,
*See testimony of J. Kenneth Fasick, Director, InternationalDivision, U.S. General Accounting Office, Report of Hearingson the Proposed Reductions in the Budget for Expert Promo-tion Programs and Changes in Fees for Services Provided bythe Department of Commerce before the Subcommittee on For-eign Commerce and Tourism, Senate Committee on Commerce,94th Congress, first Session at 25 (1975).
86

American firms did not pursue their overseas marketopportunities and sales possibilities were lost because ofthe attache's staff limitations for processing the material.
Even for the high technology, export-oriented firms,selling in foreign markets will become more difficultthrough increased competition.
An example of this increased competition was presentedin a GAO report, entitled "Export of U.S. Manufactured Air-craft--Financing and Competitiveness" dated March 12, 1975.While 72.4 percent of commercial jet aircraft in foreignfleets, excluding Russia's, were manufactured in the UnitedStates, increased competition is expected from other indus-trialized centers including the European community, Russia,and Japan. Japan currently has an aircraft developmentprogram underway with 85 percent government financing. TheUnited States is expected to have difficulty maintainingthis market.
U.S. manufacturers are concerned that European govern-ments have developed a blueprint for an integrated commer-cial aviation-manufacturing capability. The plan providesfor government support. of research and development as wellas marketing and price support.
Recognizing that other trading nations have enhancedtheir position in world markets by aggressive promotionalactivities, the Department of Commerce made a study com-paring major facets of its programs with those of Canada,France, Germany, Italy, Japan, and the United Kingdom.
The study, released in July 1970, showed that theUnited States, compared with those countries, placed lessemphasis on (1) stimulating domestic companies to export,(2) providing promotional activities in developing coun-tries, and (3) working closely with companies in planning toincrease their export activity. Some major conclusions inthe study were:
-- Competitor nations devoted a higher portion of theirtotal export promotion activities to the domesticstimulation of increased export activity than did theUnited States. This was particularly noteworthy inview of the fact that the United States business com-munity did not have as much export awareness as anyof the other countries.
-- Other nations emphasized their presence in less de-veloped countries, apparently laying a base for com-mercial presences as economic development occurredin those countries.
87

-- The United States did not plan export programs orpolicies in concert with American industries or ex-hibit business-Government export expansion collabora-tion to the degree encountered in virtually all thecompetitor nations.
-- The United States lagged far behind all other coun-tries in using, and cooperating with, the privatesector in export expansion activities.
Although the comparative study did not demonstratethat the United States necessarily could, or should, patternits approach after the other major trading nations, it didpoint out that the above areas should be considered in form-ulating a more effective solution to the problem of promot-ing exports.
ANTITRUST
Antitrust legislation has been valuable to the UnitedStates in developing and maintaining our competitive sys-tem. These regulations, which were developed in an economyprimarily concerned with its internal marketplace, have re-stricted monopoly growth, unfair competition, and other prac-tices not in the public interest. While this is still a de-sirable goal, the growing need of American firms to competeinternationally requires that the Nation study the environ-ment in which these regulations operate.
We found that fear--justified or not--of antitrust ac-tions may be having an inhibiting effect in various actionswhich could improve productivity and the competitiveness ofU.S. firms. These include, among others, joint actions in-research and development by groups of firms which do nothave sufficient resources to perform their own research anddevelopment or joint marketing efforts.
The high cost of research and development is beyond thereach of all but a relatively few large firms. The sup-pliers of manufacturing process technology--the machine toolcompanies--are also relatively small and cannot individ-ually afford the large-scale investment in research and de-velopment necessary to reach for the limits of technology.
The cost of a demonstration project for development ofthe leading edge of technology would be prohibitive for asingle company. One of our larger machine tool companiesreportedly spent over a 7-year period in the magnitude of$5 million on a CIM demonstration project but had to termi-nate the project because of a lack of funds.
88

Other industrialized countries are overcoming theseproblems by combining companies, creating specialization,and promoting joint research.
There is a great deal of concern and confusion amongU.S. firms as to what they are permitted to do under theantitrust regulations. As a result, companies said they arereluctant to consider joint projects to develop and refineadvanced technology. The fear of antitrust, whether justi-fied or imagined, has placed U.S. firms at a disadvantage inthe international race to reduce the time of manufacturingtechnology development through highly funded concentratedefforts.
Department of Justice officials said that, althoughthey are familiar with these concerns, they feel that theyare based more on misunderstanding the regulations than onactual prohibitions. While individual circumstances areinvolved, there is no absolute prohibition against jointresearch by competitors. Without rejecting the competitiveapproach to solving technological problems, combinationswhich lead to an improved allocation of the Nation's re-sources are normally permissible. In an industry made up ofmany relatively small firms, such as most of those in thediscrete batch production environment, a serious problem mayvery well require both a financial and a technological in-vestment far beyond the capacity of an individual firm. Insuch cases industry wide cooperation or a number of competi-tive joint ventures may be a desirable and acceptable answer.
A business review procedure exists in which firms mayobtain the prior opinion of the Department of Justice aboutenforcement intentions for a proposed joint effort. We weretold that the Department of Justice had never sued a firmwho had received a business review letter and operated withinthe scope of that project.
In the area of foreign trade, concern for operation ofthe antitrust system is also a major deterrent to America'scompetitiveness. This was discussed in a GAO report, en-titled "Clarifying Webb-Pomerene Act Needed to Help IncreaseU.S. Exports," dated August 22, 1973. Although it has notbeen as evident as it is today, the need for promoting ex-ports has been a concern for over 60 years. In 1918 theWebb-Pomerene Export Trade Act was passed to overcome theadvantages held by other nations. As a rule, foreign busi-nessmen are much freer to cooperate and join forces to com-pete in international trade than are U.S. businessmen. For-eign governments often encourage cartels and promote mergersto strengthen competitive positions. The 1973 GAO reportstated that definite restrictions were lacking on exportcartels in 15 major trading nations, including Japan.
89

The Webb-Pomerene Act was to assist firms in meetingforeign competition by permitting exemptions from antitrustlaws for associations formed to engage in export trade.Also the act was to encourage small business exports.
However, the potential has not been realized and fearof antitrust restrictions still places U.S. industry at adisadvantage. Of the limited number of U.S. firms exporting,in 1971 only about 3.5 percent of all exports were accountedfor by registered associations.
The failure of the act comes from an environment of un-certainty over possible antitrust implications arising fromwhat some manufacturers have termed "confusing legislation."Although associations register with the Federal Trade Com-mission, which can regulate their activities, the Departmentof Justice is free to take independent action without priornotice. The Department of Commerce at one time promotedformation of associations but eventually took the positionof not actively promoting the provisions of the act becauseof this ambiguity. Many firms feel that since qualified ex-emptions from antitrust actions are only assumed, it is-toorisky to commit their resources to such an activity.
Not only are existing opportunities to export beinglost, but opportunities to develop new export undertakingsare also being lost. The future impact is emphasized by thefact that, while the leading U.S. exports are the high tech-nology items that are beginning to face increased competi-tion from foreign activities, the Department of Justice re-ported that in 1972 none of these products were representedby exports of an association formed under this act. However,those multinational companies engaged in exporting probablypossess the same leverage as an association. Eighty percentof the exports by associations were consumer goods and indus-trial raw materials.
TAX POLICY
As mentioned in chapter 2, a tax structure can en-courage or discourage capital formation and investment intechnology. Individual programs, such as the investment taxcredit, can assist in capital formation as can depreciationpolicies on asset life and on writeoff method. However, itis the total tax system, in relation to the tax systems inother industrial countries, which determines the relativeeffectiveness of any encouragement of capital investment.
To be effective, a system must be flexible and quicklyresponsive to changing needs. For example, a simplifiedmethod of depreciation may allow greater flexibility in
90
handling new, highly technical machinery which is subjectto rapid obsolescence than a highly structured depreciationsystem. Rapidly changing hardware may require similar treat-ment as software; i.e., a very rapid writeoff or, if war-ranted, be treated as an expense. However, it would have tobe done through a tax system designed to actively promotecapital investment. Department of the Treasury officialssaid they were basically neutral and it was not within theirstatutory authority to provide the tax incentives throughdepreciation we found in other industrialized nations.
MONETARY POLICY
The international monetary system until recently valuedthe American dollar artificially high in relation to mostforeign currencies, making the price of foreign productsattractive in the most lucrative world market--the U.S.market--and the price of U.S. products less attractive inforeign markets. Thus foreign nations and firms could plantheir investments in improved productivity with some assur-ance that they would have a price if not a quality edge inthe world marketplace.
Recent dollar devaluations made U.S. goods more pricecompetitive in world markets; however, this may be just ashortrun effect in that productivity trends and manufactur-ing technology diffusion rates are still unfavorable tothe United States.
STATE AND OTHER PRODUCTIVITYAND PROMOTIONAL CENTERS
Following are some examples of disparate but determinedefforts to address the growing awareness of the need for aproductivity movement in the United States.
A number of States--such as Georgia and North Carolina--have established "productivity" centers, usually centeringon the State technical university. For example, the Schoolof Engineering, North Carolina State University, has an In-dustrial Extension Service which provides "technical andmanagerial resource service for North Carolina business andindustry." The university provides extension education,technical and managerial information services, and consult-ing services designed to diagnose a company's managerial ortechnical problems and to refer the firm to the propersource for resolving the problem.
An example in Pennsylvania is the Pennsylvania Scienceand Engineering Foundation established in 1967 which isprimarily State funded. It has programs for aid to small
91

business, technology transfer, and a network of interrelatedprograms involving 146 colleges, universities, and technicalschools.
U.S. News and World Report (April 21, 1975) reportedthat 18 States now have offices in Europe to spur exports oftheir States' products and to attract foreign investments totheir States.
Computer-Aided Manufacturing--International, Inc.(CAM-I), is a not-for-profit research organization createdby a variety of industries. CAM-I operates with a BusinessReview Letter (described in the antitrust section above)from the Department of Justice. A preface to a brochurefor its 1975 membership program states that "CAM-I was con-ceived and organized to provide a focal point for industry,academic, and government communication for the common develop-ment of computer applications to manufacuturing. It existsto increase productivity." CAM-I has devoted its primaryactivities to software and standardization problems.
As our studies were being completed, three new organiza-tions were in the development stages--one to concentrate onthe human element in the working environment; the other twoon manufacturing technology.
The first of these, the "Work In America Institute",will serve to enhance the quality of working life. The sec-ond organization, the National Center for Manufacturing Tech-nology is intended to expand manufacturing research and de-velopment.
The organizers of the National Center have proposed anindustry sponsored nonprofit corporation to act as a focalpoint for improving U.S. manufacturing productivity, withemphasis on discrete metal part manufacturing. The purposewould be to act as a catalyst for advancing both manufactur-ing technology and manufacturing education. In addition tosponsorship of cooperative efforts to achieve practical so-lutions to actual manufacturing problems, they will performresearch of a general interest to a larger number of compa-nies. One planned approach to assure the proper selectionof research projects will be the monitoring of the activi-ties of foreign research and development programs and in-forming their U.S. counterparts of technology advancement.The goal of the educational program will be to assist U.S.industry in applying new technology in their production fa-cilities. The organizers are currently soliciting member-ship to support the center.
92

The third, called the American Productivity Center,would be a privately funded and operated center, sponsoredand controlled by management and labor. Its effort would bedirected to all segments of our economy for the purposes ofincreasing productivity and the quality of working life andpreserving the private enterprise systems.
EDUCATION FOR MANUFACTURING
As mentioned in chapter 2, Denison found, as haveothers, that the education level of employed persons is oneof the prime determinants of the productivity level of anation. An important observation made by several manufac-turing engineering executives was that they learned the en-gineering of manufacturing on the job. Most of them weretrained as mechanical engineers, electrical engineers, civilengineers, etc. Graduate school educators have stated thatthe glamour of aerospace and atomic and nuclear energy haveattracted both talent and resources away from the academicdisciplines important to basic manufacturing.
With regard to secondary school education, one prom-inent educator asserted that virtually all American publicschool students devote a great deal of time to learningabout the anatomy of a frog, whereas less than 15 percent ofthe students learn about the insides of a factory and theeconomics and technology that makes it work.
The Society of Manufacturing Engineers in 1971 conducteda National Forum for Manufacturing Engineering TechnologyEducation. The foreward to the report issued in January of1972, stated:
"The development of Manufacturing Engineeringoriented curricula is particularly important atthis time because of lagging productivity and be-cause of the increasingly sophisticated manufac-turing environment."
Our study was not directed to comparing national educa-tional systems in terms of their impact on manufacturingtechnology, engineering, and management. We found, how-ever, that nationally supported institutions of higherlearning in the Western European countries developed gradu-ate manufacturing engineers who were attuned to the actualmanufacturing environments in which they would work. Se-lected universities--such as those at Aachen, Berlin, andStuttgart in Germany--have become focal points for nationalproductivity activities in the manufacturing technologyarea.
93

We believe that those engaged in manufacturing andeducation in the United States feel that greater emphasison manufacturing at the secondary, undergraduate, and gradu-ate levels in the United States would contribute to futureimprovements in national productivity.
This subject requires more study than our present workencompasses.
94

CHAPTER 8
SUMMARY AND OBSERVATIONS
OBSERVATIONS
The U.S. Government, with over $50 billion annually inpurchases of goods from the American economy, has a directinterest in reducing these procurement costs through im-proving manufacturing technology and thus increasing pro-ductivity. Domestic supplies of raw materials are diminish-ing, and there will be a need to increase our raw materialsimports with the probability of continually increasing unitprices. It will be necessary to increase our exports to payfor the increased imports of raw materials. This can be donethrough more concentrated overseas marketing efforts as wellas through reduced prices for our goods.
Unless our productivity increases in a manner which re-duces product costs and increases outputs in relation to in-puts, the cost of exporting more and more to pay for the in-creased imports will result in a lower standard of living.In other terms, it seems our output per unit of input mustincrease just for American living standards to remain con-stant while we pay for our increased imports.
At a time when our Nation must become increasingly ex-port conscious, our international competitors are capturingincreasing shares of foreign markets, and are increasinglypenetrating U.S. markets. It is significant that they arecompeting in those markets with U.S. high-technology manufac-turers.
The primary sources of U.S. exports for the futureappear to be primarily agricultural products and the prod-ucts of our discrete parts, batch process manufacturing in-dustries. This is also true at present in that U.S. princi-pal exports are agricultural products, aircraft and compo-nents, electronics--principally computers--and nonelectricalmachinery.
Technology is currently available which can signifi-cantly enhance the competitiveness of our batch processingindustries. However, the nature of the batch-producing in-dustries and the structure of our society create a number ofbarriers to timely improvements and diffusion of this tech-nology. These include (1) a rather widespread lack of under-standing of available technology--principally among small-and medium-sized firms--(2) general inhibitions toward jointresearch created at least in part by widespread misconcep-tions of the U.S. antitrust restrictions, (3) a problem of
95

access to capital, (4) a tax system which may not be asresponsive to rapidly changing technology as the tax systemsof some of our foreign counterparts, and (5) labor resist-ance to adoption of productivity improving techniques.
Significant short term benefits are possible throughimproved diffusion of the available technology. For longterm sustained productivity increases, research and devel-opment is necessary to find new methods, and to refine ex-isting technology so that it can be economically used out-side the few highly capitalized, high technology firms.
In foreign countries, the problems of improving anddiffusing existing technology throughout the industrial baseand the technological and managerial problems of medium- andsmall-sized firms are not significantly different than thosein the United States. However, unlike the United States, ourprincipal foreign competitors have well-developed government-directed programs and structures for overcoming barriers todiffusion of existing manufacturing technology throughouttheir industrial bases and for advancing the state of the artthrough coordinated research and development programs. Atleast inferentially as a result of such programs, these coun-tries have shown better results than the United States insuch areas as rate of increases in productivity, interna-tional trade, modernization of facilities, and capital in-vestment in modern technology.
Increased output at a lower cost is the goal of advancedmanufacturing technology. However reduced costs do not onlymean a reduction of labor, they also relate to a reduction inmaterial and energy inputs. Use of these technologies willfree labor for redeployment or will substitute for laborwhere it is not available, and, of course, this is one of thebenefits of CIM. In our many discussions with industry, wewere told that it was apparent that manufacturing was alreadyfacing isolated labor shortages in today's environment of anoverall labor surplus. Industry said that it believed thetrend away from employment in manufacturing will continueregardless of the use of technology. (The Bureau of LaborStatistics has estimated that about 24 percent of the laborforce will be employed in manufacturing in 1985 as comparedwith 35.4 percent in 1947, although the absolute numbers em-ployed in manufacturing will increase by 7 million persons.)21/ In fact, batch automation is a partial solution to alabor situation as opposed to being solely a creator of asituation.
We do not mean to minimize the labor problem. Indeed webelieve these statistics emphasize it. The trend towardlower participation of the labor force in manufacturing isalready occurring. What may present a problem is the lack of
96

national recognition of this trend and a national approach to
its analysis. The potential results can range from unemploy-ment to new job opportunities in service and leisure indus-tries to intentional labor slowdowns because of misconcep-tions about the results of automation. We were told by a
representative of one prominent manufacturing systems com-
pany that it had designed and installed an automated systemwith twice the necessary capacity because of management's
conviction that the labor force would not permit it to oper-ate at capacity. Although we did not verify the accuracy of
the report, it may be that some institutional mechanismcould be developed to reassure the labor force about its fu-
ture so that optimum systems could be installed. In anyevent, there is a national interest in the impact of auto-mation on the labor force.
One labor leader, Anthony W. Connole 23/ has statedthat:
"Contrary to what some think, most workersand their unions welcome increased automation and
advancing technology in their jobs"
He went on to state that general employee approval doesn't
free an employer from the responsiblity to consider the im-pact of timing and other factors on his work force when he
innovates. He points out that displacing labor is the primemotivation behind the introduction of automation and tech-nology. To say that automation produces more jobs in the
end ignores the fact that each worker reacts not to eventual
aggregate effects, but subjectively to its personal effects.Connole cites a number of steps which can be taken by employ-
ers and Government to minimize the effects on labor in orderto receive labor's support of automation and technological ad-
vances.
Although total U.S. investment in research and develop-ment has been greater than in other countries, research and
development in the general or civilian manufacturing areas offoreign economies is receiving greater emphasis than in theUnited States.
However, it must also be stated that the United Statesgenerally has more of the most advanced manufacturing tech-nology in place than any other country, both in absolute andrelative terms. We believe that American managerial compe-
tence and technology will continue to be a hallmark of ex-cellence.
Therefore, the principal concerns are directed to thefuture. Our study suggests that the manufacturing techno-logical advantage, in terms of best practice, which the
97
United States enjoyed since World War II is at an end.Therefore, even with traditional methods of manufacturing,we could expect not only increased foreign competitionbut also increasingly new and innovative advances in theforeign area in terms of best practice.
But in addition to improvements in traditional methods,the computer and the numerically controlled machine arechanging both the management and the engineering technologyof manufacturing. We believe, as Dr. Harrington 8/ stated,that manufacturing methods are about to change not incremen-tally but radically. We can see that the changes are al-ready taking place in the foreign countries where theproductivity-improving institutions and mechanisms were cre-ated to recover from the adverse effects of war. Theremechanisms are well-established and are exploiting the newtechnology, enabling these countries to catch up to theUnited States.
As found by Piekarz and Thomas 2/, we know of no way todetermine for the future whether the gap in overall tech-nological comparabilities (as distinguished from best prac-tice) will contract, widen, or remain the same. What we canreasonably conclude is that the foreign institutional mecha-nisms designed to advance manufacturing productivity andtechnology have been prima facie successful. There is noreason to believe that they will be less successful inexploiting the new computer-aided technology. This is alsoapparently true of American agriculture--unlike manufactur-ing--which despite its advanced state has a rate of produc-tivity improvement comparable to that of the advanced na-tions and a well-developed institutional base for exploitingagricultural advances.
Increased productivity through use of programable auto-mation has the potential to help strengthen some of our in-dustries whose export-import ratios are declining; i.e.,those industries receiving intense competition from foreigncounterparts.
Generally, use of the most efficient manufacturingmethods can favorably affect the cost of Government procure-ments and the costs of products to Americans.
CURRENT ACTIVITIES
Because of inflation and increased imports of high-quality foreign items, such as automobiles, steel, radios,television sets, and household appliances, there is a grow-ing national interest in and concern about productivity.
98
In the private sector, organizations are emerging toaddress various phases of the problems in research, develop-ment and diffusion. The Computer Aided Manufacturing-International (organized in 1972) is devoted to improvedproductivity through computer software development; it is aninternational organization not devoted exclusively to im-proving U.S. productivity.
The Work in America Institute, a nonprofit organization,was formed in 1974-75 with private funding. It strives toenhance the quality of working life so as to strengthen oursociety economically, socially, and politically. It isbased on the thesis that advances at the workplace trans-late into improved living standards, enhancement of mentaland physical health and welfare, and increased individualfulfillment, human satisfaction, and dignity.
A "National Center for Manufacturing Technology" (NCMT)has been proposed in the private sector with a goal of devel-oping "a broad, coordinated, advanced technology program" forimproving prductivity in U.S. manufacturing.
Also, the American Productivity Center is organizing toaddress the total spectrum of problems involved in improvedproductivity.
Various institutes, such as the Stanford Research Insti-tute, Massachusetts Institute of Technology, and the IllinoisInstitute of Technology Research Institute, are centers ofresearch excellence. But their level of funding and programorientation do not match the efforts we observed in foreigncountries.
Organizations such as the Society of Manufacturing En-gineers are working to diffuse technology and to improveeducation for manufacturing. Ohio State University (theremay be others) has developed courses in manufacturing foruse in secondary schools. Our studies did not look at theadequacy of education with the exception of the observationsby various educators and senior manufacturing engineers thateducation for manufacturing could be markedly improved.
Although at the Federal level national policy goals arepoorly defined, there are various activities, each with par-ticular goals but none coordinated to meet national policygoals. For example: The Department of Commerce has a wide-spread mission, field offices, and the technological capabil-ity in the NBS, NTIS and other departments to assume a posi-tion of leadership in technological innovation and diffusion.
99

The basic goal of the National Bureau of Standards isto strengthen and advance the Nation's science and technologyand to facilitate their effective application for public ben-efit. The NBS staff has a thorough understanding of theproblems and potential in computer-aided manufacturing. Be-cause of its pivotal role in standardization and technology,NBS is uniquely equipped for a major role in improving produc-tivity in manufacturing.
The NTIS is the central point in the United States forthe public sale of Government-funded research and develop-ment reports and other analyses prepared by Federal agencies,their contractors, or grantees. The majority of these re-ports do not deal with productivity and do not accomplishwhat a responsibility center might do. However, while noFederal agency has the responsibility for collecting andtranslating or writing about foreign technology developmentsand technology developments in the private sector in theUnited States, NTIS has a readymade organizational structureto absorb, organize, and distribute the literature to Ameri-can industry. As indicated by our industry survey, however,large segments of industry most in need of NTIS publicationsdo not subscribe to this service.
The purposes of the National Science Foundation include:increasing the Nation's base of scientific knowledge andstrengthening its ability to conduct scientific research; en-couraging research in areas that can lead to improvements toeconomic growth, energy supply and use, productivity, and en-vironmental quality; promoting international cooperationthrough science; and developing and helping implement scienceeducation programs.
The foundation has a "Research Applied to NationalNeeds" program, which is exploring various phases of tech-nology, some of which relate to manufacturing technology.Because of its experience with such programs, NSF is ideallysuited to provide an operating and management interface withthe academic community, research institutes, and private en-terprise. The basic problem of NSF, given limited funds, isassigning priorities to its projects. Given the importanceof manufacturing technology to the country's future and therelatively higher levels of civilian manufacturing-orientedresearch and development in foreign countries, it would seemthat research applied to improving productivity in manufac-turing should be high on the NSF list of priorities.
In April 1975 the Deputy Secretary of Defense announceda new program for cost reduction initiatives. In his an-nouncement he said:
100

"I am convinced there are numerous opportunitiesto obtain significant cost savings in the produc-tion of Defense materiel by increasing the applica-tion of state-of-the-art manufacturing techniquesand by the development of new or improved manufac-turing technology. For example, not only shouldwe be making more effective use of numericallycontrolled machine tools and other new, highlyproductive manufacturing processes, but we shouldalso be exploiting emerging technologies such ascomputer aided manufacturing, laser welding, dif-fusion bonding, use of computers, etc."
Because its requirements are so diverse, a well-directed program of improved manufacturing for defense pro-duction can have beneficial results for the total economy.However, there must be a societal mechanism for coordinatingthe defense developments in such a way as to enable diffusionof the results throughout the industrial base.
Also, both ERDA and NASA have specialized circumstancesrequiring the use of automated manufacturing technology, andthey have highly qualified staffs performing in this area.
In mentioning the above agencies, we do not mean toimply that other agencies do not have important roles. Forexample, the Department of State has embassies and consulatesall over the world with commercial and scientific attacheswho could make continuing technology assessments for use byAmerican industry. Also, the Departments of Labor; Health,Education, and Welfare; and the Small Business Administrationhave key roles in any effort to raise the levels of produc-tivity in manufacturing in the United States.
The National Center for Productivity and Quality ofWorking Life, and its predecessor the National Commission onProductivity and Work Quality have had a short and tenousduration.
Their efforts have been directed to such areas as fooddistribution, formation of labor management committees,health care, and productivity of the railroad industry. Witha small staff and limited funding, they have done outstand-ing work under difficult circumstances. However, they havenot directed their efforts to manufacturing, and within theircurrent funding and organizational framework would find itdifficult to undertake this effort on their own.
RECOMMENDATIONS
On the basis of the information presented in this report,there is a need to establish manufacturing productivity as a
101

national priority, and to create a national focal point toachieve productivity improvements and assist U.S. industryboth in reaching for the most advanced manufacturing tech-nology and diffusing it throughout the private sector. Oneorganization could not do all of the things necessary to bedone; however, a cooperative effort can be initiated to per-form a leadership, coordinating, and catalytic function.
In this respect, GAO recommends that/as a top priorityefforttthe National Center for Productivity and Quality ofWorkind Lifef. develop a national policy and appropriatemeans for achieving balanced productivity growth in theindustrial/manufacturing base. Further, GAO recommends thatthe National Center, in carrying out this recommendation,seek the cooperation and assistance of the Department ofCommerce and other appropriate agencies. In addition, GAOrecommends that the Department of Commerce strengthen itsefforts to support and develop productivity enhancing tech-nology related to manufacturing, and to encourage others toactively support these objectives. Some of these potentialefforts are outlined below.
The combination of the existing expertise of the Na-tional Center and the Department of Commerce and their closecoordination with other public and private organizations(e.g., NSF, DOD, DOL, SBA, CAM-I, etc.) would facilitateearly initiatives with a minimum start up time. Moreover,Commerce could thereby provide the much needed focal pointto coordinate all the disparate Government and private workin developing, standardizing, and diffusing manufacturingtechnology, and assist the emerging state and regional pro-ductivity organizations in their efforts to advance manufac-turing technology.
We believe the National Productivity Center and the De-partment of Commerce can provide needed leadership in a num-ber of areas such as:
-- Providing a centralized source of timely knowledgeabout existing technology by:
-- Assessing on a continuing basis technological de-velopments in the United States and abroad, andperforming import analysis to assess trends whichcan impact U.S. manufacturing. In this effortthere is a need to provide a center for
102
translating into English foreign language technicalpublications and papers.*
-- Maintaining liaison with foreign productivitycenters and other institutions fostering techno-logical improvements and increased productivity.
This liaison should include interchange visits,conferences, and tours of foreign industrialfacilities.
-- Sponsoring computer-aided design and computer-aided manufacturing demonstration projects.
-- Generally structuring a national technology dif-fusion mechanism.
-- Furthering the development and acquisition of newtechnology by:
-- Encouraging increased industrial capital invest-ments by performing research into such areas asthe desirability of developing flexible tax poli-cies to promote industrial expansion; i.e., timelyand realistic depreciation rates for newly devel-oped manufacturing hardware.
-- Examining the desirability of providing tax and in-vestment incentives to selected industries or for
particular types of productivity improving efforts,where increased productivity is especially impor-tant to the national interest or the U.S. interna-tional competitive position.
-- Encouraging maximum use of joint ventures for re-
search and development through existing proceduresof antitrust regulations.
-- Sponsoring research and development projects be-yond the capital capabilities of individual firms.
--Exploring alternatives for financially assistingidentified categories of firms, which need andmerit capital assistance, in acquiring the mostmodern equipment and advanced technology.
*Appropriate notification of U.S. firms about efficient manu-
facturing methods of their foreign competitors may enablefirms to respond with increased efficiency and avoid adjust-ments assistance provided in the Trade Reform Act of 1974.
103

--Assisting firms in adapting to management and mar-keting changes created by advanced technology andforeign competition.
--Developing simplified cost-effectiveness analysistechniques for use by managers in decisionmakingon capital investments in new technology.
-- Continuing work on standards.
-- Evaluating potential affects of automation on thework force and developing programs to minimizethese affects. In this effort the Department ofLabor and the representatives of labor must becontinuing partners.
--Assisting in encouraging additional exports ofmanufactured products through such actions asproviding a microanalysis of trade patterns byindustry, encouraging increased support fromoverseas trade missions, and promoting trade as-sociations under provisions of the Webb-PomereneAct.
In June 1975 the Federal Council for Science and Tech-nology, Commitee on Automation Opportunities in the ServiceAreas, published a report which, with appropriate modificationfor the differing problems of manufacturing and the servicesectors, contains observations and suggestions for the servicesector quite similar to those we have reached for the manufac-turing sector. Appendix III contains some excerpts from thatreport which we feel are relevant to the matters we are re-porting on and to national productivity generally.
GAO has supported the efforts to strengthen our nationalscience and technology policy and organization and to establishthe national productivity center. Central to the GAO posi-tion, is a recognition that widely disparate activities af-fecting productivity and technology are now taking place atthe Federal, State, local, and private sector levels. Thesedisparate efforts, if coordinated and complemented, couldyield greater or more effective results even if additionalfunds are not invested.
Basic, however, to all of the proposed Federal actionsis fostering developments in the private sector and assum-ing funding support only for those actions which for variousreasons cannot be assumed by the private sector. We feelthe private sector itself can do more, to assure that thenational interests are met through accelerating the applicationof advanced manufacturing technology. In doing this, it needs
104
to coalesce and define its own problems more clearly, and domore to participate in creating centers of excellence devotedto reaching for the limits of manufacturing technology andmanagement.
105

CHAPTER 9
REFERENCES
1. Automation Opportunities in the Service Sector,Report of the Federal Council for Science and Technol-
ogy, Committee on Automation Opportunities in theService Areas, May 1975.
2. Piekarz, Rolf and Thomas, Eleanor, U.S. ProductivityGrowth: An Assessment of Perceptions and Prescriptions,
Office of National R&D Assessment, National ScienceFoundation.
3. Kuznets, Simon, Economic Growth of Nations,Harvard University Press, Cambridge, 1971, p. 74.
Kuznets, Simon, Modern Economic Growth: Rate,Structure, and Spread, Yale University Press,New Haven & London, 1966.
4. Denison, Edward F., Why Growth Rates Differ,The Brookings Institution, Washington, D.C., 1967.
5. Denison, Edward F., The Sources of Economic Growth inthe United States and the Alternatives Before Us,Committee, for Economic Development, New York,1962.
6. Denison, Edward F., Accountinq for United States Eco-nomic Growth 1929-1969, The Brookings Institution,Washington, D.C., 1974.
7. Drucker, Peter F., Managing Capital Productivity,The Wall Street Journal, July 24, 1975.
8. Harrington, Joseph R., Computer Integrated Manu-facturing, Industrial Press, Inc., N.Y., N.Y., 1973.
9. Hough, Granville W., Technology Diffusion,
Lomound Books, Mt. Airy, Md., 1975.
10. Kaplan, Eugene J., et. al., Japan, The Government-Business
Relationship, A Guide for the American Businessman,U.S. Department of Commerce, U.S. Government PrintingOffice, Washington, D.C., February 1972.
11. Kamrany, Nake, A Preliminary Analysis of the Economic Im-pacts of Programmable Automation upon Discrete Manufactur-ing Industries, University of Southern California, Infor-mation Sciences Institute, ISI/RR-1973-74, October 1973.
106

12. Ozawa, Terutoma, Japan's Technological Challenge tothe West, 1950-1954, Motivation and Accomplishment,
MIT Press, Cambridge, Mass., and London, England, 1974.
13. Gaps in Technology: Analytical Report,OECD,Paris, 1970, p. 119.
14. Ginzberg, Eli, "Confrontation and Directions,"Ginzberg, Eli, ed., Technology and Social Chapne
Columbia University Press, New York, 1964, p. 152.
15. Gilpin, Robert, Technology, Economic Growth, and
International Competiveness, A Report preparedfor use of the Subcommittee on Economic Growth
of the Joint Committee, Congress of the UnitedStates, U.S. Government Printing Office, Wash., D.C.,1975.
16. European Productivity and Technical Assistance Pro-
grams, A Summing Up (1948-1958), International Coopera-tion Administration, Paris, May 1958.
17. Productivity Drive in Japan, Japan Productivity
Center, March 1962.
18. Productivity Centers Around the World, The National
Commission on Productivity and Work Quality,
Wash., D.C., May 1975.
19. Technology Enhancement Programs in Five Foreign
Countries, U.S. Department of Commerce (CDM72-11-412), Office of the Assistant Secretary for
Science and Technology, December 1972, availablefrom the National Technical Information Service.
20. Opportunities for Increasing Effectiveness ofOverseas Trade Exhibitions, B-135239, Comptroller
General of the United States, November 4, 1971.
21. The U.S. Economy in 1985, Bureau of Labor Statistics
Bulletin 1809 (1974)
22. Fawcett, Clifford William, Factors and Issues in the
Survival and Growth of the U.S. Machine Tool Industry,Doctoral Dissertation, George Washington University,February 1976.
23. Connole, Anthony W., Concern for Works Must GovernAutomation, Computer World, September 25, 1974.
107

APPENDIX I APPENDIX I
SURVEY OF
METALWORKING ESTABLISHMENTS
IN THIRTEEN STATES
UNITED STATES GENERAL ACCOUNTING OFFICE
108
APPENDIX I APPENDIX I
CHAPTER 1
SURVEY OF METALWORKING ESTABLISHMENTS
INTRODUCTION
As part of our study of manufacturing technology in theUnited States, we made a survey of metalworking establish-ments. Some of these establishments were subsidiaries oflarger corporations or one of several plants; they weretreated as separate entities exclusive of their other affilia-tions. The survey's objective was to find out (1) the extentto which computer-related manufacturing technology was beingused in the metalworking field and (2) the attitudes of manu-facturers toward both the new technologies and the role ofthe Government in furthering the use of such technologies.
Using statistical techniques, our survey was based on arandom selection of 257 establishments from more than 27,000located in 13 States. This universe accounted for more than73 percent of the U.S. manufacturing establishments. Twelveof the establishments selected were no longer in business orcould not be located. Of the remaining 245 establishments,we obtained data concerning 178, or 72.7 percent.
Most of the 178 establishments were personnally visitedby our audit staffs. Survey questionnaires were completedduring those visits by GAO interviewers or by officials ofthe establishments either before our visits or subsequent tothe visits. In the latter cases, as well as in the casesin which no visit was made, questionnaires were returned tous by mail. Survey data was gathered during the December1974 to February 1975 period.
109

APPENDIX I APPENDIX I
CHAPTER 2
DESCRIPTION OF THE RESPONDING ESTABLISHMENTS
The 178 establishments were distributed across the13 States.
Figure 1
Geographical Distribution of Surveyed Establishments
State Number of establishments Percent
Calif. 23 12.9Conn. 9 5.1Ill. 14 7.9Ind. 14 7.9Mass. 10 5.6Mich. 15 8.4Minn. 3 1.7N.J. 11 6.2N.Y. 19 10.7Ohio 24 13.5Pa. 21 11.8Tex. 10 5.6Wis. 5 2.8
The establishments for which we obtained data can prob-ably be considered as small or medium. Across the 175 estab-lishments providing such information, employment levels rangedfrom 12 to 4,000. Figure 2 shows a breakdown by four sizeranges. The overall average number of employees per estab-lishment is 236, but about 26 percent of the establishmentsreported having 200 or more employees.
Figure 2
Number of Employees in Surveyed Establishments
Number of Percent Cumulative
Employee range establishments of total percent
1 to 49 56 32.0 3250 to 99 51 29.1 61.1
100 to 199 23 13.1 74.3200 and over 45 25.7 100.0
Information notfurnished 3
110

APPENDIX I APPENDIX I
In terms of sales volume, the establishments surveyed,for the most part (77.9 percent of those providing such in-formation), are under the $10 million level annually. Abreakdown of sales volumes as reported for 1973 is shown inFigure 3.
Figure 3
Sales Volumes for Surveyed Establishments
Number of Percent ofAnnual sales volume establishments total
Less than $1 million 38 22.1$ 1 million to $ 2 million 40 23.2$ 2 million to $ 10 million 56 32.6$ 10 million to $ 50 million 32 18.6$ 50 million to $100 million 2 1.2$100 million to $500 million 4 2.3
Information not furnished 6
Seventy-one of the establishments, or 40 percent ofthose responding to the question, reported that they weredivisions or subsidiaries of other organizations.
In addition to their manufacturing operations, 71 per-cent of the establishments providing the information re-ported having at least one employee engaged in product de-sign activities.
The average number of machine tools* per establishmentwas 131. We asked each establishment to estimate the per-centage of total machine tools falling in each of four agecategories. Their responses are shown in Figure 4.
Figure 4
Age of Machine Tools in Surveyed Establishments
Age category Average percent in category
Under 3 years 13.0Between 3 and 10 years 34.4Between 10 and 20 years 31.9Over 20 years 20.7
*The respondents were asked to include only those pieces ofequipment having a unit cost of more than $2,000.
111

APPENDIX I APPENDIX I
CHAPTER 3
EXTENT OF THE USE OF COMPUTER-RELATED TECHNOLOGY
In the establishments that we surveyed, computer-related manufacturing technology was very limited. Fewerthan half the establishments made any use of a computer.Only 23 percent of the 176 establishments furnishing suchinformation had a computer located at the establishmentsite. From the answers that we obtained to a series ofquestions relating to the use of computers in activitiesdirectly related to manufacturing operations, the usesbeing made of computers were generally the more tradi-tional accounting and administrative uses rather than themore recently developed manufacturing-related applications.
The only recently developed manufacturing technologybeing used to great degree was the tape-driven numericallycontrolled (NC) machine tool. Even this was found to bepresent to only a limited extent. Thirty-one of the estab-lishments or 17.4 percent had one or more numerically con-trolled machine tools. Twelve of the 31 establishments hadonly one such machine tool, and only 1 establishment had asmany as 12. In total, the 178 establishments surveyed re-ported only 124 NC machine tools. This total representsabout 0.3 percent of all machine tools reported by the estab-lishment surveyed.
In addition to inquiring as to equipment in place, weasked about planned equipment acquisitions. The responseswe received indicated relatively few acquisitions ofcomputer-related equipment through the end of 1975. Again,the only new technology that we found to any degree was theNC machine tool. Twenty-one of the establishments indicatedfirm plans to acquire such equipment during 1975.
112

APPENDIX I APPENDIX I
CHAPTER 4
ATTITUDES TOWARD TECHNOLOGY AND GOVERNMENT ROLE
Of major interest to us were the attitudes of manu-facturers toward the recently developed manufacturing tech-nologies and their opinions concerning any role that theGovernment might have in furthering the application ofthese technologies.
We tried to find out the extent to which manufacturerswere satisfied with the performance of any new technologythey had thus far employed. The only such technology withwhich there had been any degree of experience among theestablishments we surveyed is the NC machine tool.
We asked those manufacturers that were using NC machinetools to indicate their satisfaction or dissatisfaction withthat equipment in three respects: electronic reliability,mechanical reliability, and return on investment. In eachof the three categories, the level of satisfaction was high.In no category did more than five of the establishments in-dicate disappointment.
The manufacturers were given the following responsesfrom which to choose: "very disappointing," "disappointing,""generally as expected," and "better than expected." The 30*establishments that had at least one NC machine tool re-sponded as shown in figure 5.
Figure 5
Manufacturers' Assessments of Performanceof NC Machine Tools
Number of establishmentsGenerally Better
Very dis- Disap- as thanCategory appointin2 pointing expected expected
Electronic reliability 1 4 20 5Mechanical reliability 2 24 4Return on investment 1 3 24 2
*One of the 31 establishments with numerically controlledmachine tools did not respond to any of the questions con-cerning his satisfaction with their performance.
113

APPENDIX I APPENDIX I
To determine the overall views of manufacturers towardcomputer-related manufacturing methods, we asked two ques-tions. First, we asked each manufacturer to forecast thedegree to which it believed that the use of computers inmanufacturing could increase in the future in its specificproduct sector. Next, we asked for an identification ofthe greatest barrier to growth in the use of computer-aidedmanufacturing methods.
In general, the manufacturers' forecasts were that onlysmall to moderate growth would take place in the use of com-puters in manufacturing over the next 10 years. The manu-facturers saw high cost as the major deterrent to computergrowth, with a lack of understanding of the capabilities ofcomputer-aided manufacturing methods as the second mostsignificant barrier.
As can be seen in figure 6, the manufacturers forecasta greater increase in the use of computers in manufacturingduring the 1980-85 period than during the 1975-80 period,but for neither period did the percentage of respondentspredicting major growth reach 20 percent.
Figure 6
Manufacturers' Forecast of Increase in Useof Computers in Manufacturing
Number of manufacturers predicting theAmount of increase amount of increase during the time period
1975-80 1980-85
Very little 106 (63.5%) 68 (42.8%)Moderate 47 (28.1%) 61 (38.4%)Substantial 14 ( 8.4%) 30 (18.9%)Number not re-
sponding 11 19
The pattern of expectations regarding growth of computer-related manufacturing methods varied with the size of theestablishments. Examining the forecasts of three groups ofestablishments, we found statistically significant differ-ences, as can be seen in figure 7.
114

APPENDIX I APPENDIX I
Figure 7
Comparison of Forecasts by Three Sizes of Establishments
Percent of manufacturers forecasting extentof increase use of computers in their area
Number of Small Moderate Substantialemployees 1975-80 1980-85 1975-80 1980-85 1975-80 1980-85
Under 50 69 59 21 25 10 1650 to 99 73 54 27 37 0 9100 and
over 53 22 33 49 14 29
In the forecasts for each of the two periods, the largestestablishments reflect the greatest optimism, having the larg-est percentage of "substantial" forecasts (14 percent and29 percent) and the smallest percentage of "small" forecasts(53 percent and 22 percent). The establishments in the 50 to99 employees range are the most pessimistic about the 1975-80period, with 73 percent predicting small growth and the re-maining 27 percent predicting only moderate growth. Thesesame establishments are fairly pessimistic about the 1980-85period, having the lowest percentage of "substantial" fore-casts. The smallest establishments generally fall betweenthe other two groups on the pessimism-optimism scale.
Although not differing to a statistically significantdegree as with forecasts of increased computer use, the samethree groups of establishments differ in the proportions ofeach that viewed high cost as the greatest barrier to in-creased use of computer-aided manufacturing methods.
The percentage of all respondents citing high cost was62.2 percent. In the case of the largest establishments(100 or more employees), only 54 percent cited high cost.From the middle-size group, however, 75 percent did so,while the smallest establishments were again between theother two groups at 61 percent.
The entire range of choices as to the greatest barrierto growth in the use of computer-aided manufacturing methodsis shown in figure 8.
115

APPENDIX I APPENDIX I
Figure 8
Choices As to the Greatest Barrier to Growth
in the Use of Computer-Aided Manufacturing Methods
Barrier Number of establishments
High cost 79 (62.2%)Lack of widespread understanding ofcapabilities 23 (18.1%)
Threat of rapid obsolescence ofselected system 6 ( 4.7%)
Unfavorable reaction from labor force 5 ( 3.9%)Short supply of trained operatingpersonnel 4 ( 3.1%)
Likelihood of inadequate support fromcomputer system contractor 3 ( 2.4%)
Questionable reliability of electronicequipment 3 ( 2.4%)
Questionable reliability of mechanicalequipment 1 ( .8%)
Inadequate software development 1 ( .8%)
Other--suggestions not listed on the ques-tionnaire 2 ( 1.6%)
Note: Only 127 usable responses were received. Seventeenestablishments did not furnish any response and 34establishments indicated two or more barriers.
A major question being explored in our study of manu-facturing technology is to what extent and through whatmechanisms the Government should become involved in further-ing the use of advanced technology in the manufacturingsector. For this reason we included in our survey a ques-tion concerning a possible role of the Government in advanc-ing the state of technological development in the Nation'smetalworking industry. We asked each manufacturer in oursample to indicate the way in which it believed the Govern-ment could make its greatest contribution.
As was the case with the question concerning the mostsignificant barrier to growth in the use of computer-aidedmanufacturing methods, there was a clearly dominant choiceamong the respondents. Nearly 60 percent of the respondentssaw the provision of additional tax incentives to stimulatecapital investment as being the way in which the Governmentcould make its greatest contribution to advancing the stateof technological development. The second choice, at only
116

APPENDIX I APPENDIX I
about 12 percent, was the establishment of a permanent
clearinghouse for information on manufacturing technology.Only about 8 percent of the respondents saw no useful rolefor the Government.
The responses to this question seem consistent with those
to the question concerning the barriers to growth in the use
of computer-aided manufacturing methods. The manufacturersperceived high cost as the major barrier and the lack of wide-spread understanding of capabilities as the second most signif-
icant barrier. The roles that they selected for the Govern-ment are viewed directly at overcoming those barriers. Taxincentives would reduce the cost to the manufacturer of
investing in advanced manufacturing equipment, while the
clearinghouse would help to overcome the perceived lack of
awareness of the capabilities of such equipment.
Thus, what emerges from the responses of the manufac-
turers to these two central questions of the survey is aclear picture of what, in the view of those most directly
involved, must happen if computer-related methods are to
make major inroads in the U.S. manufacturing sector. Two
hurdles must be overcome, one economic and one informational.Of the two, the more significant, by far, is the economic
hurdle.
Figure 9 lists manufacturers' responses to the question
"Which of the following do you believe would be the way in
which the Federal Government could make its greatest con-tribution toward advancing the state of technological develop-
ment in the nation's metalworking industry?"
117

APPENDIX I APPENDIX I
Figure 9
Responses as to theGreatest Government Contribution
Toward Advancing Technological Developmentin the Nation Ls Metalworking Industry
Number ofGovernment action establishments
Provide additional tax incentive tostimulate capital investment a/92 (58.6%)
Establish a permanent clearinghouse forinformation on manufacturing technology 18 (11.5%)
Take no new action 13 ( 8.3%)Sponsor periodic seminars, discussions,
etc., to facilitate the interchange ofinformation 9 ( 5.7%)
Provide funding to nonproprietary organi-zations for the development of manufac-turing methods 9 ( 5.7%)
Modify antitrust law provisions to permitincreased cooperation among companies 4 ( 2.5%)
Develop demonstration facilities at Federalmanufacturing activities, such asarsenals, repair and overhaul facilities,etc. 3 ( 1.9%)
Other--suggestions not listed on the ques-tionnaire (note b) 9 ( 5.7%)
a/Percentages shown refer to the 157 establishments thatresponded to the question. Twenty-one establishments didnot respond.
b/The handwritten responses were (1) standardization of NClanguage, (2) remove restrictions on importing skilledforeign labor, (3) productivity imprpovement and incen-tives, (4) subsidize purchases of machine tools, (5) re-duce Government spending, (6) reduce taxes and leave usalone, (7) low interest loans, (8) establish standards forcomputer programs and document the use of them for manufac-turing, (9) support the free enterprise approach and main-tain equitable competitors.
118

APPENDIX I APPENDIX I
CHAPTER 5
ESTABLISHMENTS USING NUMERICALLY
CONTROLLED MACHINE TOOLS
To gain some insight into the future use of computed-related manufacturing methods, we examined the establishmentsin which NC machine tools are now in use.
We found that the establishments reporting at least oneNC machine tool generally were larger than the other estab-lishments. This is exemplified by the statistically signifi-cant differences that we found between the average number ofemployees and average number of machine tools found in theestablishments using NC machine tools and those same averagesfound in the establishments not using numerical control.Figure 10 compares the two sets of establishments.
Figure 10
Comparison of Number of Employeesand Number of Machine Tools for Establishments
With and Without Numerical Control
Number of Number of
employees machine tools
Overall average 236.4 131.3Establishments with NC 609.8 360.5Establishments without NC 155.9 83.9
Establishments using numerical control are above theoverall average of the establishments in the sample. Figure11 allows a comparison of the percentages of NC, non-NC, andtotal establishments that reported sales volumes in eachof the several ranges.
119

APPENDIX I APPENDIX I
Figure 11
Sales Volume Comparison ofEstablishments With and
Without Numerical Control
Percentage of establishments in sales range
1 million 2 million 10 millionUnder to 2 to 10 to 50 Over 50
1 million million million million milliondollars dollars dollars dollars dollars
All estab-lishments 22 23 33 19 3
Establish-ments withNC 17 13 30 27 13
Establish-ment with-out NC 23 25 33 17 1
Forty percent of the establishments having NC machinetools reported annual sales of over $10 million, whereas only18 percent of the other establishments were at that saleslevel. Also, while only 1 percent of the establishments with-out numerical control reported sales of over $50 million, 13percent of the NC establishments were in that sales range.Three of the establishments with NC reported annual sales ofbetween $100 million and $500 million, while only one of the136 non-NC establishments furnishing sales data reportedsales of that magnitude.
The establishments using NC machine tools were morelikely to be subsidiaries or divisions of others organiza-tions than were the non-NC establishments though not to astatistically significant degree. Fifty-five percent of theNC establishments are subsidiaries or divisions, while 37percent of the establishments not using NC machine tools arein that category.
A much more significant difference between the twogroups is apparent in the percentage of each that uses acomputer in some way in their operations. Eighty-four per-cent of the establishments having NC machine tools reporteduse of a computer. Of the establishments not using numeri-cal control, only 41 percent make use of a computer.
120

APPENDIX I APPENDIX I
A matter of considerable interest among manufacturers
considering the acquisition of NC machine tools is the oneof the appropriateness of numerical control for their spe-
cific manufacturing operations. Frequently, this is dis-cussed in terms of the general lot size range for whichnumerical control can make its greatest contribution. Itseemed of particular interest, therefore, to examine the
average lot sizes for the establishments in our sample thatuse numerical control.
Although we expected to find a concentration of NC es-
tablishments within a rather narrow lot size range, there
was a uniform spread over a wide variety of lot sizes, asshown below.
Figure 12
Most Prevalent Lot Size RangesAs Reported by Establishments Using
Numerical Control
Percent of NC establishmentsRange of reporting their most prevalent lot size
lot sizes as being in the range
1 to 50 2751 to 100 20
100 to 500 27over 500 26
This result may not be indicative that general presump-
tions regarding the appropriate lot size for numerical con-trol are in error. The limitations of our data should be
clearly understood. The data shown in figure 12 resultedfrom the following question: "In which of the following lot
size ranges are most of your production lots?" This ques-
tion calls for an overall impression and does not in any way
refer specifically to the use of NC machine tools. It isquite possible that NC machine tools in the possession of
the establishments in our sample are used for work in spe-cific lot size ranges and that most of the establishment'sproduction lots are of a considerably different size.
Only 21 of the establishments surveyed indicated firmplans to acquire NC machine tools during the remainder of1975. Of these, 14 are establishments currently using nu-merical control. We found that about 45 percent of the NC
establishments planned to acquire additional NC, while only
about 5 percent of the non-NC establishments had such plans.
121

APPENDIX I APPENDIX I
This result is consistent with the previously discussed highdegree of satisfaction with NC among those establishmentsthat are using it.
It is probably, at least in part, a result of theirsatisfactory experience with numerical control that the NCestablishments tend to have much greater expectations ofgrowth in the use of computers in their manufacturing areathan do the non-NC establishments. Figure 13 compares theforecasts of the NC and non-NC establishments.
Figure 13
Comparison of Forecasts of Growth In Computer UseBetween Establishments Using Numerical Control
and Those Not Using It
Percent predicting eachdegree of increase in computer use
1975-80 Small Moderate Substantial
Establishments with NC 27 46 27Establishments without
NC 72 24 4
1980-85
Establishments with NC 7 48 45Establishments withoutNC 51 36 13
These statistically significant differences might re-flect either a difference in ability to make the economiccommitments involved in the move into computer-related tech-nology or a difference in perception regarding the capabil-ities of such technology. On the basis of the overall sur-vey results as to the barriers to growth in use of computer-related technology and the most useful role of the Govern-ment in furthering the use of such technology, we believethe former explanation to be the more likely one. Whateverthe explanation may be, it is abundantly clear that the twogroups, NC and non-NC, have dramatically different expecta-tions concerning computer-related technology.
122

APPENDIX I APPENDIX I
CHAPTER 6
SUMMARY AND CONCLUSIONS
As stated in chapter 1, the objective of the survey wasto obtain an indication of the extent to which computer-related manufacturing technology is being used in the metal-working field and to ascertain the attitudes of manufacturerstoward both the new technologies themselves and the role thatthe Government should play in furthering the use of suchtechnology.
Our survey disclosed relatively moderate use of thetechnology we set out to find. The only technology that wefound in any quantity was the tape-driven NC machine tool;this equipment was found in only relatively small numbers.Although NC machine tool use was not widespread among theestablishments surveyed, its performance apparently met ex-pectations.
In the opinion of the majority of the manufacturers sur-veyed, the major barrier to greater use of computer-relatedmanufacturing methods is the high cost involved. In addi-tion, there is an indication that the level of understandingof the capabilities of computers in a manufacturing environ-ment is as yet relatively low.
Consistent with the manufacturers' stated opinion thathigh cost is the major barrier is the factual finding that,in general, it is the larger establishments, among those sur-veyed, that have acquired NC machine tools. Since, in themetalworking area the NC machine tool may be viewed as a ba-sic building block in arriving at computer integrated manu-facturing, and the establishments surveyed generally werenot large, it seems reasonable to conclude that, under pres-ent circumstances, only a small percentage of the manufac-turing establishments represented by those surveyed will beemploying the more sophisticated computer-related technolo-gies in the near future.
This conclusion could easily be what is being reflectedin the rather pessimistic forecasts of the manufacturers re-garding future growth in the use of computers in manufactur-ing. Given the investment cost of newly developed mechani-cal and electronic hardware, as well as the cost of relatedsoftware development, and the relatively small size of themajority of establishments surveyed, it appears likely that,in the absence of some dramatic change in the economics ofacquiring and operating such equipment, the technological
123

APPENDIX I APPENDIX I
picture in 10 years from now may, as suggested by our
respondents, not be drastically different from that foundduring our survey.
When asked, in effect, how could the Federal Governmentmost effectively accelerate the changing of this technologi-
cal picture, the manufacturers suggested direct economic as-sistance in the form of tax incentives to stimulate invest-ment and a clearinghouse of information.
124

APPENDIX II APPENDIX II
LISTING OF GENERAL ACCOUNTING OFFICE
REPORTS ISSUED SINCE JULY 1, 1971, ON
TRADE-PROMOTION RELATED MATTERS
OPPORTUNITIES FOR INCREASING B-135239 November 4, 1971EFFECTIVENESS OF OVERSEAS TRADEEXHIBITIONSDepartments of Commerce and
State
WAYS TO INCREASE U.S. EXPORTS B-135239 January 28, 1972UNDER THE TRADE OPPORTUNITIESPROGRAM
Departments of Commerce andState
IMPROVED FOREIGN MARKET ANALYSES B-172255 July 6, 1972CAN INCREASE U. S. EXPORTSDepartments of Commerce and
State
COMMERCIAL OFFICES ABROAD NEED B-172255 October 24, 1972SUBSTANTIAL IMPROVEMENTS TOASSIST U. S. EXPORT OBJECTIVES
Departments of Commerce andState
WAYS TO INCREASE FIELD OFFICE B-172255 November 14, 1972CONTRIBUTIONS TO COMMERCE'SEXPORT EXPANSION EFFORTSDepartment of Commerce
FOREIGN VISITOR TRAVEL TO THE B-151399 November 12, 1973UNITED STATES CAN BE INCREASED
U. S. Travel ServiceDepartment of Commerce
WAYS TO IMPROVE U. S. FOREIGN B-172255 November 23, 1973TRADE STRATEGIESDepartment of State, Commerce,Agriculture; Office of Manage-
ment and Budget
NEED FOR BETTER IDENTIFICATION B-162222 January 21, 1974AND ANALYSIS OF NONTARIFFBARRIERS TO TRADEDepartments of State andCommerce, and Office of theSpecial Representative forTrade Negotiations
125

APPENDIX II APPENDIX II
REVIEW OF EFFORTS TO INCREASE B-172255 March 8, 1974U. S. CONSUMER GOODS EXPORTS
The Secretary of Commerce
IMPROVED GOVERNMENT ASSISTANCE B-172255 September 9, 1974CAN INCREASE UNITED STATESSHARE OF FOREIGN ENGINEERINGAND CONSTRUCTION PROJECTSMultiagency
LOW U. S. SHARE OF WORLD B-161470 October 17, 1974BANK-FINANCED PROCUREMENTMultiagency
THE AGRICULTURAL ATTACHE B-133160 April 11, 1975ROLE OVERSEA: WHAT HE DOESAND HOW HE CAN BE MORE EF-FECTIVE FOR THE UNITED STATESMultiagency
126

APPENDIX II APPENDIX II
REPRESENTATIVE LISTING OF GENERAL ACCOUNTING OFFICE REPORTS
ISSUED SINCE JULY 1, 1971, ON TRADE-RELATED MATTERS
COORDINATED CONSIDERATION NEEDED B-162222 December 9, 1971OF BUY-NATIONAL PROCUREMENTPROGRAM BENEFITSOffice of Management & Budget
RUSSIAN WHEAT SALES AND B-176943 July 9, 1973WEAKNESSES IN AGRICULTURE'SMANAGEMENT OF WHEAT EXPORTSUBSIDY PROGRAM
Department of Agriculture
CLARIFYING WEBB-POMERENE ACT B-172255 August 22, 1973NEEDED TO HELP INCREASE U.S.EXPORTS
Federal Trade CommissionDepartments of Commerceand Justice
SUMMARY OF EUROPEAN VIEWS ON B-178334 August 29, 1973DEPENDENCY OF THE FREE WORLDON MIDDLE EAST OIL
EXPORTERS' PROFITS ON SALES B-176943 February 12, 1974OF UNITED STATES WHEAT TORUSSIADepartment of Agriculture
ECONOMIC AND FOREIGN POLICY B-179342 March 21, 1974EFFECTS OF VOLUNTARY RESTRAINTAGREEMENTS ON TEXTILES ANDSTEELDepartments of State,Commerce, and the Treasury
IMPACT OF SOYBEAN EXPORTS ON B-178753 March 22, 1974DOMESTIC SUPPLIES AND PRICESDepartment of Agriculture
U. S. ACTIONS NEEDED TO COPE B-114824 April 29, 1974WITH COMMODITY SHORTAGESMultiagency
EXPORT OF U.S. MANUFACTURED B-114823 March 12, 1975AIRCRAFT--FINANCING ANDCOMPETITIVENESSDepartment of Commerce andExport-Import Bank of U.S.
127

APPENDIX II APPENDIX II
STAFF PAPER ON EMERGING CONCERNS B-172255 Mar. 24, 1975OVER FOREIGN INVESTMENT INTHE UNITED STATES
ASSISTANCE TO THE NONRUBBER B-179342 Mar. 25, 1975FOOTWEAR INDUSTRYMultiagency
REVIEW OF U.S. GOVERNMENT'S B-162222 Feb. 4, 1976ROLE IN EAST-WEST TRADE
128
APPENDIX II APPENDIX II
LISTING OF--CURRENT ASSIGNMENTS
INVOLVING TRADE-_MATTERS
-EsstimatedComplet ion
Title Date
Study of the Objectives, July 1976
Policies, and Accomplish-
ments of the Public Law480, Title 1, Concessional
Sales Program
Agency Action on Recommendations April 1976
in Commodity ShortageReport
The Administration of Buy July 1976
American Policies and Their
Impact Upon Domestic Indus-try, International Balance
of Payments, and InternalInflation
Study to Determine Feasibility March 1976
of Assessing Impact of DirectForeign Investments on LocalCommunities
Review of U.S. Quantitative April 1976 - June 1976
Import Restrictions
Review of U.S. Trade Policy April 1976
Toward Developing Nations
Review of Agriculture's Imple- May 1976
mentation of GAO Recommen-
dations on Commercial Intel-ligence System
Follow-on Review of Overseas May 1976
Trade Centers andExhibitions
129

APPENDIX III APPENDIX III
------ AutomationOpportunitiesin the ServiceSector
Report of the Federal Council for Science and TechnologyCommittee on Automation Opportunities in the Service Areas
130

APPENDIX III APPENDIX III
1. IntroductionThe Federal Council for Science and Technology in May 1971 com-
missioned the Committee on Automation Opportunities in the ServiceAreas. The Committee was charged with recommending "technologicalpossibilities, with particular emphasis on automation techniques, for reduc-ing the cost of delivering services in areas of government interest, such aseducation, health, housing and transportation services."
3.4 The Automation IndustryAutomation is accomplished through such a wide
range of diverse technologies and applications thatit is virtually impossible to define an "automation in-.dustry."
An industry is roughly defined as a group of com-panies which supplies a given product (or service).The steel industry is comprised of the suppliers ofthe product, "steel." These suppliers have anumber of characteristics in common and jointlyserve the customers for steel. Although there is awide variety of products all classified as "steel,"there is a significant, clearly perceived commonalityamong the producers so categorized.
There is not yet an identifiable group of firmswhich can be said to supply "automation products."Indeed, automation products have morecharacteristics that separate them than unify them.In addition, only a small portion of all firms whichsupply automation products, supply only-or evenprincipally-automatioi products. Quite frequent-ly, a supplier offers a g ven product or machine inboth "automated" and "non-automated" form.
This present inability to identify an automation in-dustry is indicative of the diffuseness, both as toproduct and to customers, associated with a youngimmature industry.
The relative immaturity of the automation in-dustry is borne out by ratios of the sales of selectedautomation products to the total market for theproduct in question. For example, the present-daysituation can be exemplified as follows:
131

APPENDIX III APPENDIX III
% of Market Similarly, the standardization of automationRelated Held by products-a necessary prerequisite for the diffu-
Automation Automation sion of automation-falls, by default, to customersMarket For Product Product rather than to the suppliers. This is evidenced by
Machine tools Numerical-controlled 20 the legislated requirements on the Federal Govem-machine tools ment to develop Federal information processing
Control Automated test 6 standards for automated data processing in lieu ofinstrumentation 'equipment (ATE) awaiting industry standards.Material handling Automated material 2equipment handling The research and development necessary to im-
prove and advance automation is necessarilyfragmented with much resulting indirection. This is
Some of those suppliers which can be identified' most apparent in the more intellectual research ef-as providing typical automation products together forts epitomized by artificial intelligence, informa-with estimates of sales include: tion theory, control system theory., etc., all of which
AUTOMATION PRODUCT SUPPLIERS: are highly relevant to the newer applications ofESTIMATED U.S. SALES: 1972 automation.
Finally, the lack of a definable automation in-Dollars dustry leads the writers of this report to direct their
(in Millions) findings and recommended actions principally toComputer and Related Equipment the service industry customers for automation
ManufacturersMaGeneral Pcturpose ystems 6635 products, the consumers of services and to govern-General Purpose Systems .. 6635Minicomputers .......... 645 ment officials. Indeed, the burden of managingPeripheral Equipment ...... 745 automation today falls on its users rather than on itsRemote Terminals ......... 150 suppliers.
Software Product Companies ... 405Process Control Equipment
ManufacturersSpecial Purpose Computers.. 100Process Control Devices ... 245
Numerical Control ToolManufacturers ............... 200
Industrial Robots Manufacturers. 7Material-Handling Machine
Producers ................... 41Automatic Test Equipment (ATE)
Manufacturers ............... .95Special Purpose Automation
SuppliersFactory Data Collection .... 60Automated Photo-
typesetters .............. 75Total .................. 9403
The non-existence of an automation industryhampers the development of institutional struc-tures coupling automation suppliers to service in-dustry customers. Hospitals, for example, have dif-ficulty in dealing with the disaggregated and largenumbers of instrument suppliers, computermanufacturers and medical record services.
132

APPENDIX III APPENDIX III
2.3 Automation
The term, automation, has never been clearlydefined. It has grown in scope in recent years to in-clude the use of machines and devices to assist aswell as replace hunran control function. Automa-tion technology, in turn, appears to be describableas a set of four supporting technologies; namely,sensor, control, actuator and coupling technology.These technologies are undergoing rapid change atdisparate rates. There is no overall governmentalsupport for automation technology at this time.
Automation is a process which has already gross-ly changed the agriculture industry throughmechanization that has dramatically improvedproductivity and reduced the percentage of thenational labor force engaged in farming from over50% in the 1950's to 4.5% in 1970.
Automation is widespread in manufacturing buthas not yet saturated it as was the case inagriculture. Automation has not had the dramaticeffect on productivity and labor movement inmanufacturing as it did in agriculture. One reasonfor this difference is the institutional mechanismsemployed by unionized labor in manufacturing tocontrol and slow the spread of automation.
There is no identifiable automation industrysupplying automation products. The present in-ability to define an automation industry is indicativeof the diffuseness, both as to product and tocustomers, associated with a young immature in-dustry.
The lack of a structured automation industry.hampers the development of institutional struc-tures coupling automation suppliers to service in-dustry customers. In fact, today, the burden ofmanaging automation falls on its users rather thanon its suppliers.
The automation market is disaggregated; stan-dardization, the necessary prerequisite towidespread application is virtually nonexistent andresearch and development in automationtechnologies is fragmented with much indirection.
133

APPENDIX III APPENDIX III
* The major percentage increases in employmentin service areas in the 1960-1970 decade occurred inState and local government services, education,health care and welfare. Major percentage in-creases are anticipated in these same areas in the1970-1980 decade. The increased employment inState and local government and public serviceareas is directly attributable to:
1. Increased public demand for governmenit sup-LISTING OF FINDINGS AND port (in whole or part) of those services deem-
RECOMMENDATIONS FOR ACTION ed to be for the public good.2. Increased public demand for accountability by
· The Service Sector has provided fertile ground government and the suppliers of public ser-for meeting certain national goals which are in con- vices.flict with traditional marketplace objectives. Ex- 3. Increased public demand for equality of serv-amples include equality of education and absorp- ice availability and quality independent oftion of unemployed laborers from other sectors of geography, personal income, age, race, colorthe economy and national defense. Industry, the and sex.public and government have not demanded or ex-pected typical business pricing practices, output · Government services, especially at the Statelevels or quality throughout the Service Sector. and local levels, are plagued by low productivity.Thus, the Service Sector is a good area to whichnational policies for nationwide benefits can be * The Federal Government should take action, Inapplied. conjunction with State and local governments, to
improve productivity through the use of automa-· Government and government controls already tion, especially in automated information handlingare widespread in certain service areas- and recordkeeping.particularly public services and government ad-ministration. Thus, Federal intervention is com- * The consumer public isaccustomedtogovern-monplace and would not be considered as a sur- ment paying for all or a part of many services receiv-
ed. In addition to public services, the government,prise to the Service Sector industries or the con- In addt on to publc servces, the osts of transporta-t,sumer public. for example, pays some of the costs of transporta-
tion, utilities, communications, pollution control* The Federal Government should take the lead and environmental services. The exertion ofin initiating efforts in the national interest where the leverage by the government on such service areasmotives for automation are compelling, namely in: is thus expected or accepted by the public.
1. Services in environments hazardous to people * Th( Federal Government should accelerate, inor harmful to their safety. the national interest, its participation and/or in-
2. Satisfying the increasing public demand for ac- tervention in rapid mass transit, health care, com-countability in the provision of public services munications, education, environmental servicesand for protection of individual rights, such as and postal services. It can do this without anticipa-privacy. tion of any negative public reaction.
3. Services that are tedious, boring or demean- * There is widespread consumer dissatisfactioning for people to do and are therefore per- with services-much more so than with goods oring formed poorly by people products. There is thus an immediate need for
technological innovation, incentives for service im-4. Services that demand faster operations than provement and better practices in service supply.
can be performed by people. Based on its previous activities in the Service Sec-
134

APPENDIX III APPENDIX III
tor, the Federal Government should take a lead role it played in computer technology. In this in-role in dissipating consumer dissatisfaction with stance, through procurement practices and en-services through these types of actions. The areas couragement of capital investment by the privatewhere government interest and intervention are sector, the Federal Government would acceleratemost needed ate in equipment maintenance and areas of civilian technology of proven worth in therepair services. domestic and international marketplace.
· Since customer participation is typical of ser-vice transactions, any innovations and changes in · The government is the primary agent throughpractices or policies in the Service Sector con- which society can act to resolve conflicts betweentemplated by the government must take into ac- societal goals and institutional practices. The role ofcount the customer. Government planning and the Federal Government in this regard is particular-policy must anticipate the inclusion of the con- ly important for Service Sector problems becausesumer in service transactions and must be of the lack of understanding of Service Sector in-predicated on consumer acceptance if success is to stitutions and their practices by the public, and alsobe achieved. The Federal Government should ac- because of the disaggregation of the consumingtively encourage existing consumer groups or public for services.should encourage the establishment of public orconsumer groups to work with it in introducing · Presently, there is no methodology for dealingautomation to best meet the public needs and serve with Service Sector institutions, their practices inthe public interest. or their impact on the innovation or diffusion of
technology. Possibly the best means available to* Major technological innovation as well as.. Majo. ta i o as wl the Federal Government in this situation-in addi-research and development activities in the Service the development of such aSector will probably have to involve the Federal tion to encouraging the development of such aGovernment. The reasons include 1) the typically methodoogy-is to use examples of institutionalsmall size of service firms, 2) the third-party role practices as iearning vehicles. This approachplayed by the government in assuming part of many necessitates increased involvement by governmentservice costs, 3) the lack of consumer information and more itensive documentation of on-goingas to quality and price of services, and 4) the poten- situations in which institutional practices are im-tial of the Service Sector in achieving national goals. peding innovation in automation within the Service
Sector. The Federal Government can and probably* The principal experiences with automation in should deal first with these barriers as they mitigatethe Service Sector have been in the applications of against automation innovation in governmental orcomputers and the mechanization of paper handl- public services.ing. More government R&D investment has beenmade in automation in the Service Sector than in · The Federal Government should accelerate ef-other segments of the economy. This has occurred forts to properly measure ; nd assess the outputs ofbecause: the Service Sector. Th; inadequacies of the
productivity measure have been identified and so* Public services are partially or totally funded has the lack of alternatives to productivity as a
by government. measure for assessing the performance of the Serv-• The Federal Government provided most of ice Sector. Sponsorship or support of a Productivi
· Th e R&derl Grnding pvidd computer t logy ty Institute concentrating solely on the traditionalthe R&D funding in computer technology inthe first fifteen years of development (1950 measure might mitigate against developing suchthefirstfiteenyears1965)of development(1950- better alternatives. Experience suggests that
Federal agencies should take the lead in conjunc-* The Federal Goveriment should convince itself tion with State and local government and theof what seems to be of national benefit, namely, it is private sector in supporting separate institutionalplaying similar roles in the automation technologies efforts for measuring performance and output in in-of control, activators, sensors and coupling to the dividual public services; e.g., health care, educa-
135

APPENDIX III APPENDIX III
tion, communications; transportation, and govern- 4) Appropriate legal, regulatory and procure-ment services. These separate institutionalized ef- ment proceduresforts should emphasize means for reflecting servicequality. They should also emphasize the develop- 5) Automated information handling practicesment of curricula in academia that further educa- 6) A wider mix of resources, e.g., capital as welltion in measures of Service Sector performance: as labor.
* The Federal Government (perhaps through the · The Federal Government should make specialFCST) should initiate immediate efforts to improve efforts to work with organized labor, and similarlyunderstanding and/or use in services, of: encourage the private sector to do so, in planning
for automation. This will ensure that the compelling1) Standardization motivation for automation that transcends in-2) Division of labor practices dividual or privileged group interests can be met
while not increasing undesirable labor replacement3) Automation technologies, per se or displacement.
136