laser welding in orthodontics - examples · laser welding in orthodontics – examples ... to...
TRANSCRIPT

Laser welding in orthodonticsExamples
EN

1/1
Laser welding in orthodontics – Examples
The welding of small parts in orthodontics demands the same preparation and conditions as general laser welding.
An accurate fit and gap-free preparation of the parts to be joined is essential for the successful welding of very thick parts (e. g. wires) to very thin ones (e.g. bands).
To produce a good laser weld in the orthodontic field, the parts must be prepared so that they lie flat against one another. In particular, standard industrially produced parts such as the pivot on the Herbst or the base of a buccal tube must be prepared with special burs to ensure that they lie flat against bands of different sizes and shapes.Only in this way is it possible to join these parts directly to one another without using filler material.
If the contact between the band and the wire is only a spot, or if there is a slight gap between them, a suitable filler material such as remanium® wire ø 0.35 mm is also necessary.
Generally speaking, laser welding should always be done under a protective argon atmosphere in order to prevent any oxidation of the weld. This is essential to give it the strength it requires. The welding spots must have a metallic lustre.
The various components used in orthodontics often have a shiny metallic surface, which in turn causes the laser beam to be reflected. Because of the elaborate finishing involved, these parts are not usually subjected to shot blasting.
However, in order to achieve the desired welding result, it may be necessary to vary the angle at which the laser beam strikes the joining area. This means that the welding power has to be adapted to the circumstances in question. Normal-ly, the power is increased individually, and the angle selected in such a way that it proceeds from the thicker to the thinner part.
In the following, various tasks are described step by step. The welding para-meters vary from situation to situation.
1/2
Laser welding in orthodontics – Example (Refer to welding table No. 2 for Dentaurum laser welding units, orthodontics)
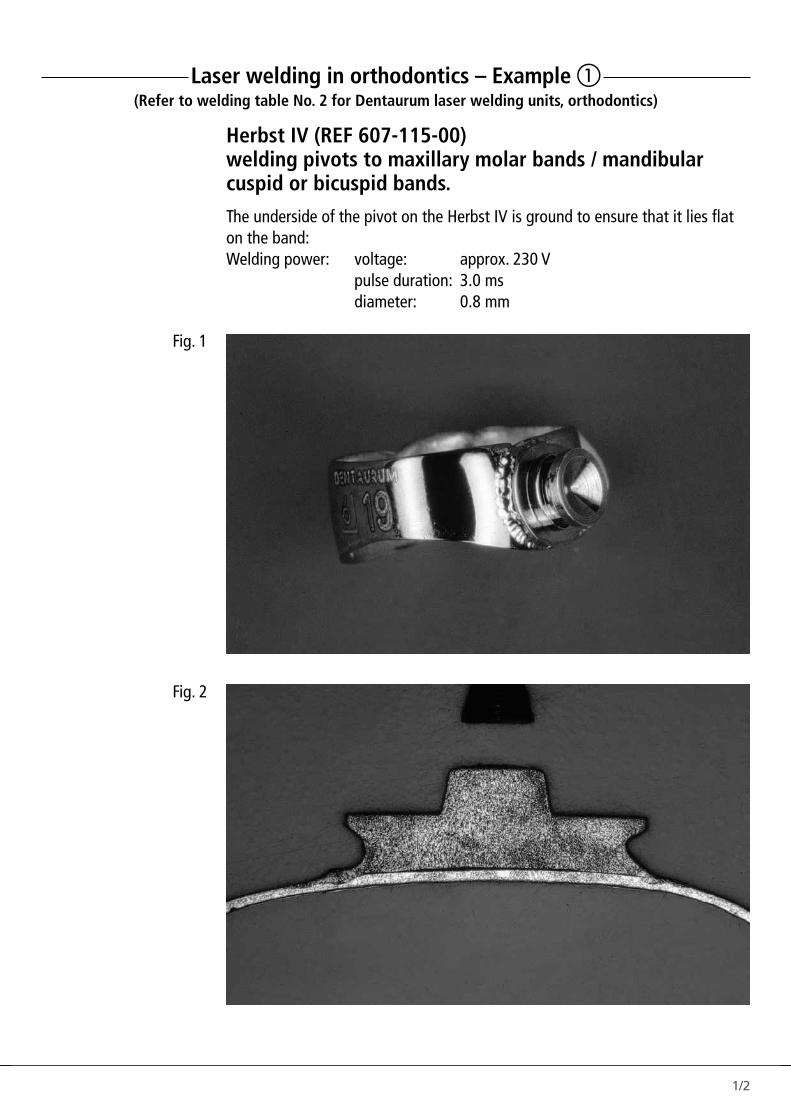
Herbst IV (REF 607-115-00) welding pivots to maxillary molar bands / mandibular cuspid or bicuspid bands.
The underside of the pivot on the Herbst IV is ground to ensure that it lies flat on the band:Welding power: voltage: approx. 230 V pulse duration: 3.0 ms diameter: 0.8 mm
Fig. 1
Fig. 2
1/3
Laser welding in orthodontics – Example (Refer to welding table No. 2 for Dentaurum laser welding units, orthodontics)
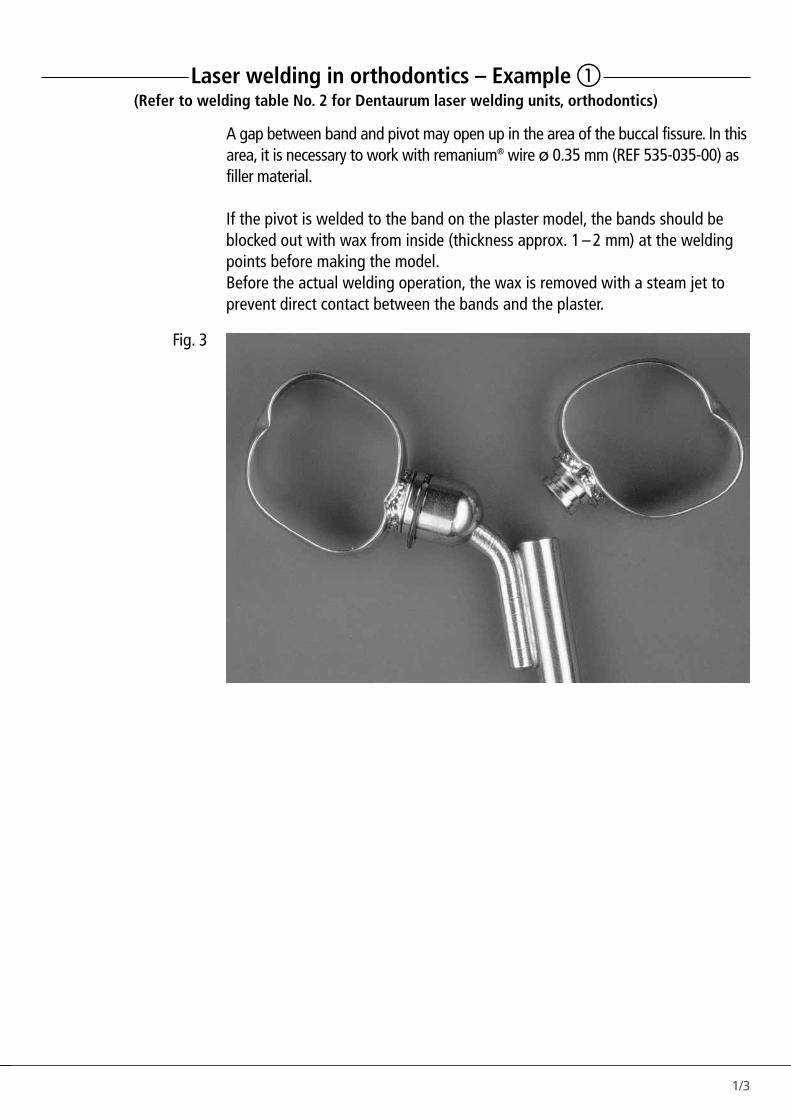
A gap between band and pivot may open up in the area of the buccal fissure. In this area, it is necessary to work with remanium® wire ø 0.35 mm (REF 535-035-00) as filler material.
If the pivot is welded to the band on the plaster model, the bands should be blocked out with wax from inside (thickness approx. 1 – 2 mm) at the welding points before making the model.Before the actual welding operation, the wax is removed with a steam jet to prevent direct contact between the bands and the plaster.
Fig. 3

2/1
Laser welding in orthodontics – Example (Refer to welding table No. 3 for Dentaurum laser welding units, orthodontics)
Welding Hyrax®/Palex® screw (e.g. REF 602-807-00) with reinfor-cing wire remanium® ø 1.0 mm to upper maxillary molar band and bicuspid band.
The reinforcing wire remanium® ø 1.0 mm is bent onto the molar band. It is advisable to grind the wire slightly flat with a grinding tool (see diagram).
Fig. 2
Molar band remanium® wire ø 1,0 mm
Welding power:voltage: 230 – 240 V pulse duration: 3.0 – 3.5 ms diameter: 0.8 – 0.9 mm
Fig. 1
2/2
Laser welding in orthodontics – Example (Refer to welding table No. 3 for Dentaurum laser welding units, orthodontics)
Larger gaps can be filled with remanium® wire ø 0.35 mm (REF 535-035-00) as filler material. First, the 0.35 mm wire is welded to the band and then to the 1.0 mm wire.
Welding power: voltage: 240 – 250 V pulse duration: 3.5 – 4.0 ms diameter: 0.8 mm
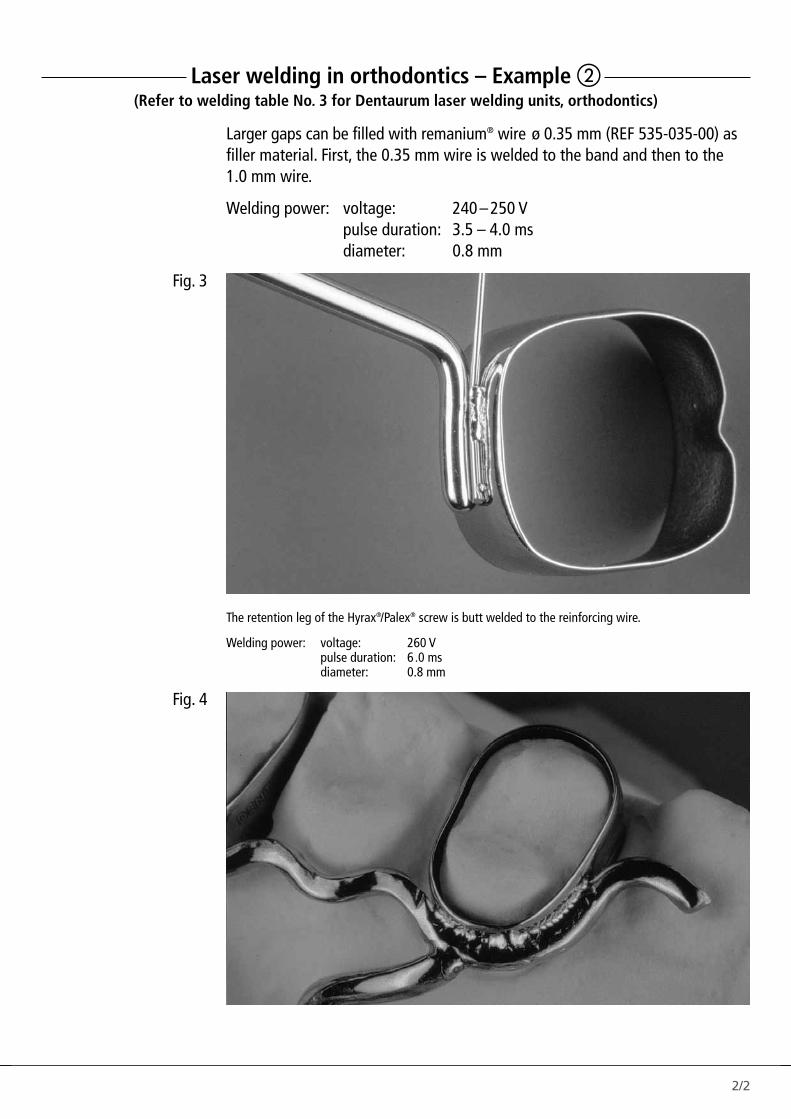
The retention leg of the Hyrax®/Palex® screw is butt welded to the reinforcing wire.
Welding power: voltage: 260 V pulse duration: 6 .0 ms diameter: 0.8 mm
Fig. 3
Fig. 4

2/3
Laser welding in orthodontics – Example (Refer to welding table No. 3 for Dentaurum laser welding units, orthodontics)
The weld is then strengthened with remanium® wire ø 0.35 mm (REF 535-035-00).
Welding power: voltage: 240 – 250 V pulse duration: 3.5 – 4.5 ms diameter: 0.8 mm
If welding is done on the plaster model, the bands should be blocked out with wax from inside (thickness approx. 1 – 2 mm) at the welding points before making the model.Before the actual welding operation, the wax is removed with a steam jet to prevent direct contact between the bands and the plaster.
Fig. 5
Fig. 6

2/4
Laser welding in orthodontics – Example (Refer to welding table No. 3 for Dentaurum laser welding units, orthodontics)
Fig. 7
Complete laser welded hyrax®/palex® appliance.
3/1
Laser welding in orthodontics – Example (Refer to welding table No. 31 for Dentaurum laser welding units, orthodontics)
Fig. 1
Fig. 2
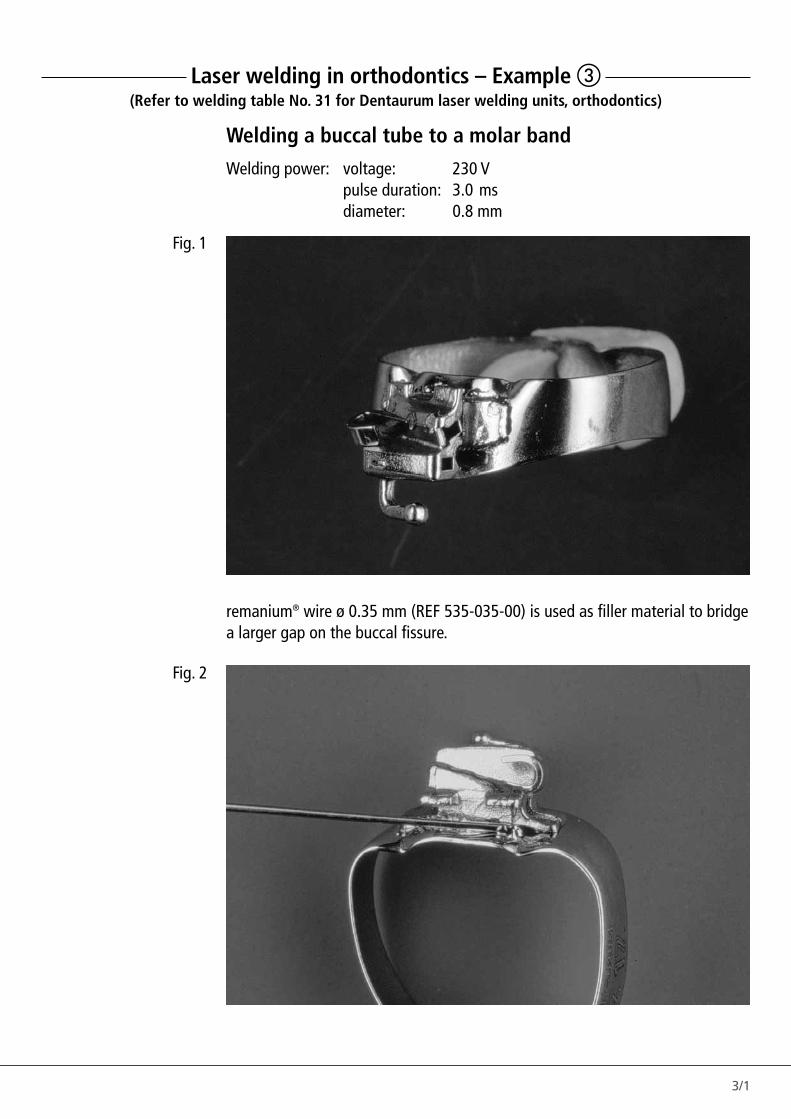
Welding a buccal tube to a molar band
Welding power: voltage: 230 V pulse duration: 3.0 ms diameter: 0.8 mm
remanium® wire ø 0.35 mm (REF 535-035-00) is used as filler material to bridge a larger gap on the buccal fissure.

4/1
Laser welding in orthodontics – Example (Refer to welding table No. 32 for Dentaurum laser welding units, orthodontics)
Fig. 1
Welding a double hook to a molar band
Welding power: voltage: 230 V pulse duration: 3.0 ms diameter: 0.8 mm
remanium® wire ø 0.35 mm (REF 535-035-00) is used as filler material to bridge a larger gap on the buccal fissure.
5/1
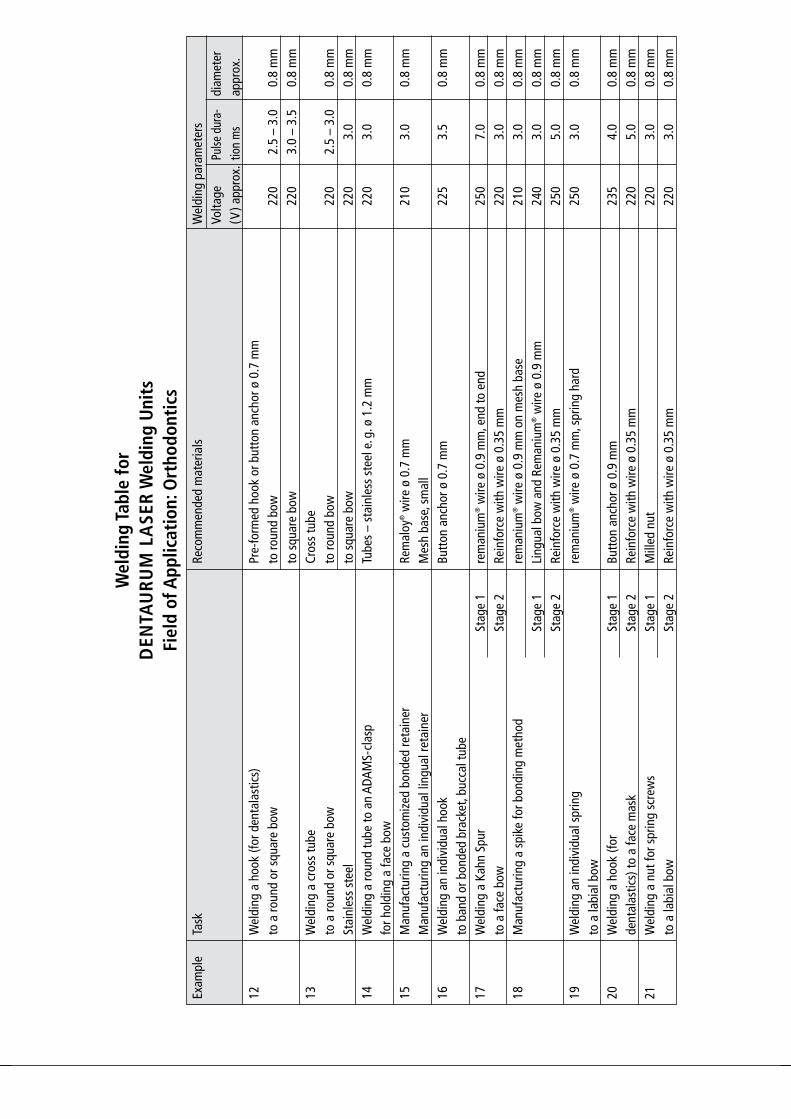
Laser welding in orthodontics – Example (Refer to welding table No. 26 for Dentaurum laser welding units, orthodontics)
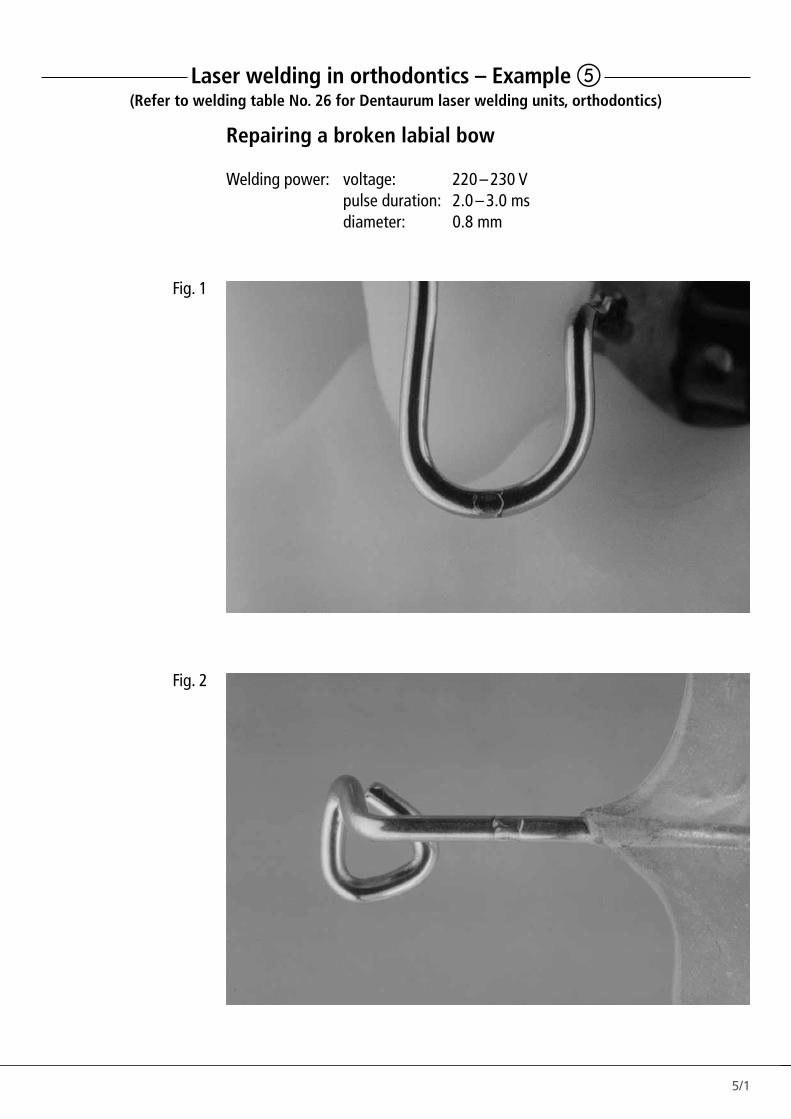
Repairing a broken labial bow
Welding power: voltage: 220 – 230 V pulse duration: 2.0 – 3.0 ms diameter: 0.8 mm
Fig. 1
Fig. 2

5/2
Laser welding in orthodontics – Example (Refer to welding table No. 26 for Dentaurum laser welding units, orthodontics)
Fig. 3
Fig. 4
Following this, a short piece of spring-hard remanium® wire ø 0.7 mm is welded on as double reinforcement parallel to the activation direction.
This way, the spring effect of the labial bow is assured, allowing it to be activated.
Welding power: voltage: 240 – 250 V pulse duration: 3.0 – 5.0 ms diameter: 0.8 mm

5/3
Laser welding in orthodontics – Example (Refer to welding table No. 26 for Dentaurum laser welding units, orthodontics)
Fig. 5
Fig. 6
The remanium® wire welded on as reinforcement is then slightly rounded off with the rubber polisher.

6/1
Laser welding in orthodontics – Example (Refer to welding table No. 8 for Dentaurum laser welding units, orthodontics)
Producing a Crozat appliance, remaloy® wires ø 0.7 mm – 1.5 mm, remanium® wires ø 0.7 mm – 1.5 mmTo make curved Crozat appliances, it is possible to use either remaloy® wires or remanium® wires. In their un-annealed state, remaloy® wires can be bent easily into shape. If greater strengths are required, remanium® wires with graded strengths can be used. Because of the small area affected by heat after laser wel-ding, remanium® wires achieve up to 80% of their original strength value.
When bending and waxing the individual wire elements into place, it must be ensured that they have good surface contact at the welding points and that no gaps exist.
Fig. 1
Optimum preparation of a Jackson clasp
Fig. 2

6/2
Laser welding in orthodontics – Example (Refer to welding table No. 8 for Dentaurum laser welding units, orthodontics)
When prepared correctly, the wires can be welded directly to one another.
Welding power: voltage: 240 – 260 V pulse duration: 3.0 – 4.0 ms diameter: 0.8 mm
Fig. 4
Wrong!! The gap between the individual wire elements is too big.
Fig. 3
Wrong!!

6/3
Laser welding in orthodontics – Example (Refer to welding table No. 8 for Dentaurum laser welding units, orthodontics)
If a gap still remains, remanium® wire ø 0.35 mm (REF 535-035-00) can be used as filler material.
Welding power: voltage: 240 – 250 V pulse duration: 3.0 ms diameter: 0.8 mm
This is “dripped” from the tip into the gap to form a welding bead.
Fig. 5
Welded Jackson clasp on the plaster model.
Fig. 6

6/4
Laser welding in orthodontics – Example (No. 8, welding table for Dentaurum laser welding units, orthodontics)
The welding point can still be smoothed with a “soft” power setting.
Welding power: voltage: approx. 250 V pulse duration: 5.0 ms diameter: 0.8 mm
Fig. 7
Completed laser welded Crozat appliance.
Fig. 8

Exa
mpl
e Ta
sk
Re
com
men
ded
mat
eria
ls
Wel
ding
par
amet
ers
Volta
ge
Pulse
dur
a-
diam
eter
(V
) app
rox.
tio
n m
s ap
prox
. 1
M
anuf
actu
ring
a He
rbst
app
lianc
e
a)
Herb
st I
mol
ar b
ands
upp
er/lo
wer
22
5 2.
5 –
3.5
0.8
mm
bicu
spid
ban
ds u
pper
/low
er 2
b)
He
rbst
IV
mol
ar b
ands
upp
er/lo
wer
22
5 2.
5 –
3.5
0.8
mm
bicu
spid
ban
ds u
pper
/low
er 3
M
anuf
actu
ring
a Ra
pid
Pala
tal E
xpan
sion
app
lianc
e
Hyra
x®/P
alex
®
M
olar
ban
ds u
pper
, bic
uspi
d ba
nds
uppe
r,
rem
aniu
m® w
ire, s
prin
g ha
rd ø
0.9
or 1
.0 m
m
Stag
e 1
Wire
ø 0
.9 m
m o
n ba
nd
225
2.5
– 3.
5 0.
8 m
m
St
age
2 Re
tent
ion
leg
on w
ire ø
1.0
mm
26
0 6.
0 –
7.0
0.8
mm
Stag
e 3
Rein
forc
e w
ith w
ire ø
0.3
5 m
m
220
3.0
0.8
mm
4
Qua
d He
lix
Q
uad
Helix
, pre
-form
ed
225
3.0
– 3.
5 0.
8 m
m
wel
ding
to b
ands
Mol
ar b
ands
, upp
er 5
M
anuf
actu
ring
an in
divi
dual
gap
reta
iner
rem
aniu
m® w
ire ø
0.8
mm
22
5 3.
0 –
3.5
0.8
mm
M
olar
ban
ds, u
pper
/low
er
6
Man
ufac
turin
g a
pala
tal/l
ingu
al s
heat
h to
ban
ds
O
rtho
ram
a® li
ngua
l/pal
atal
bow
Re
mal
oy® w
ire ø
0.9
mm
22
5 3.
0 –
3.5
0.8
mm
re
man
ium
® w
ire, s
prin
g ha
rd ø
0.9
mm
Mol
ar b
ands
, lin
gual
7
Wel
ding
ling
ual/p
alat
al lo
cks
to b
ands
Pala
tal/L
ingu
al s
heat
h, m
olar
ban
ds
220
3.0
– 3.
5 0.
8 m
m
8
Man
ufac
turin
g a
Croz
at a
pplia
nce
Stag
e 1
Rem
aloy
® w
ires
ø 0.
7 or
1.5
mm
o
r 26
0 4.
0 –
8.0
0.8
mm
Stag
e 1
rem
aniu
m® w
ires,
sprin
g ha
rd ø
0.7
or 1
.5 m
m
260
4.0
– 8.
0 0.
8 m
m
St
age
2 Re
info
rcem
ent w
ith w
ire ø
0.3
5 m
m
220
3.0
0.8
mm
9
Man
ufac
turin
g a
Nan
ce a
pplia
nce
Re
mal
oy® w
ire ø
0.9
mm
to p
alat
al m
olar
ban
ds
225
3.0
– 3.
5 0.
8 m
m
rem
aniu
m® w
ire ø
0.9
mm
22
5 3.
0 –
3.5
0.
8 m
m 1
0 W
eldi
ng a
hoo
k (fo
r den
tala
stic
s)
Stag
e 1
Butt
on a
ncho
r 0.7
mm
23
0 4.
0 0.
8 m
m
to a
face
bow
or l
ip b
umpe
r St
age
2 Re
info
rce
with
wire
ø 0
.35
mm
22
0 3.
0 0.
8 m
m 1
1 W
eldi
ng a
sto
p to
a ro
und
or s
quar
e bo
w
St
op tu
be s
lott
ed, t
o ro
und
bow
22
5 3.
0 0.
8 m
m
Stai
nles
s st
eel
To
squ
are
bow
22
0 3.
0 0.
8 m
m
Wel
ding
Tab
le fo
rD
ENTa
uR
um
La
sER
Wel
ding
uni
tsFi
eld
of a
pplic
atio
n: O
rtho
dont
ics
Exa
mpl
e Ta
sk
Re
com
men
ded
mat
eria
ls
Wel
ding
par
amet
ers
Volta
ge
Pulse
dur
a-
diam
eter
(V
) app
rox.
tio
n m
s ap
prox
. 1
2 W
eldi
ng a
hoo
k (fo
r den
tala
stic
s)
Pr
e-fo
rmed
hoo
k or
but
ton
anch
or ø
0.7
mm
to a
roun
d or
squ
are
bow
to ro
und
bow
22
0 2.
5 –
3.0
0.8
mm
to
squ
are
bow
22
0 3.
0 –
3.5
0.
8 m
m 1
3 W
eldi
ng a
cro
ss tu
be
Cr
oss
tube
to a
roun
d or
squ
are
bow
to ro
und
bow
22
0 2.
5 –
3.0
0.8
mm
St
ainl
ess
stee
l
to s
quar
e bo
w
220
3.0
0.8
mm
14
Wel
ding
a ro
und
tube
to a
n AD
AMS-
clas
p
Tube
s –
stai
nles
s st
eel e
.g. ø
1.2
mm
22
0 3.
0 0.
8 m
m
for h
oldi
ng a
face
bow
15
Man
ufac
turin
g a
cust
omiz
ed b
onde
d re
tain
er
Re
mal
oy® w
ire ø
0.7
mm
21
0 3.
0 0.
8 m
m
Man
ufac
turin
g an
indi
vidu
al li
ngua
l ret
aine
r
Mes
h ba
se, s
mal
l 1
6 W
eldi
ng a
n in
divi
dual
hoo
k
Bu
tton
anc
hor ø
0.7
mm
22
5 3.
5 0.
8 m
m
to b
and
or b
onde
d br
acke
t, bu
ccal
tube
17
Wel
ding
a K
ahn
Spur
St
age
1 re
man
ium
® w
ire ø
0.9
mm
, end
to e
nd
250
7.0
0.8
mm
to
a fa
ce b
ow
Stag
e 2
Rein
forc
e w
ith w
ire ø
0.3
5 m
m
220
3.0
0.8
mm
18
Man
ufac
turin
g a
spik
e fo
r bon
ding
met
hod
re
man
ium
® w
ire ø
0.9
mm
on
mes
h ba
se
210
3.0
0.8
mm
Stag
e 1
Ling
ual b
ow a
nd R
eman
ium
® w
ire ø
0.9
mm
24
0 3.
0 0.
8 m
m
St
age
2 Re
info
rce
with
wire
ø 0
.35
mm
25
0 5.
0 0.
8 m
m 1
9 W
eldi
ng a
n in
divi
dual
spr
ing
re
man
ium
® w
ire ø
0.7
mm
, spr
ing
hard
25
0 3.
0 0.
8 m
m
to a
labi
al b
ow 2
0 W
eldi
ng a
hoo
k (fo
r St
age
1 Bu
tton
anc
hor ø
0.9
mm
23
5 4.
0 0.
8 m
m
dent
alas
tics)
to a
face
mas
k St
age
2 Re
info
rce
with
wire
ø 0
.35
mm
22
0 5.
0 0.
8 m
m 2
1 W
eldi
ng a
nut
for s
prin
g sc
rew
s St
age
1 M
illed
nut
22
0 3.
0 0.
8 m
m
to a
labi
al b
ow
Stag
e 2
Rein
forc
e w
ith w
ire ø
0.3
5 m
m
220
3.0
0.8
mm
Wel
ding
Tab
le fo
rD
ENTa
uR
um
La
sER
Wel
ding
uni
tsFi
eld
of a
pplic
atio
n: O
rtho
dont
ics

Exa
mpl
e Ta
sk
Re
com
men
ded
mat
eria
ls
Wel
ding
par
amet
ers
Volta
ge
Pulse
dur
a-
diam
eter
(V
) app
rox.
tio
n m
s ap
prox
. 2
2 W
eldi
ng a
dditi
onal
rete
ntio
n
re
man
ium
® w
ire ø
0.9
mm
23
0 4.
5 0.
8 m
m
to e
xpan
sion
scr
ew fo
r im
prov
ed a
ncho
ring
in
acr
ylic
23
Wel
ding
of a
wire
St
age
1 re
man
ium
® w
ire ø
0.8
mm
, end
to e
nd
250
6.0
0.8
mm
to
an
expa
nsio
n sc
rew
St
age
2 Re
info
rce
with
wire
ø 0
.35
mm
or
220
3.0
0.8
mm
24
eg. a
s a
sprin
g
rem
aniu
m® w
ire ø
0.8
mm
, fla
t 25
0 6.
0 0.
8 m
m 2
5 M
anuf
actu
ring
an a
cryl
ic-fr
ee
Hy
rax®
/Pal
ex® s
rew
, min
i 22
5 3.
0 –
3.5
0.8
mm
pa
lata
l or l
ingu
al e
xpan
sion
app
lianc
e
Pala
tal/l
ingu
al m
olar
ban
ds
26
Repa
iring
a la
bial
bow
St
age
1 re
man
ium
® w
ire ø
0.7
mm
, end
to e
nd
250
6.0
0.8
mm
Re
pairi
ng A
DAM
S-cl
asp
etc.
St
age
2 Do
ublin
g w
ith w
ire ø
0.7
mm
25
0 4.
0 0.
8 m
m 2
7 M
anuf
actu
re o
f a s
top
St
op tu
be ø
1.1
6 m
m
220
3.5
0.8
mm
on
face
bow
, lip
bum
per
2
8 W
eldi
ng a
pos
t hoo
k on
Butt
on a
ncho
r ø 0
.7 m
m
215
3.0
0.8
mm
pa
lata
l or l
ingu
al ro
und
or s
quar
e bo
w
St
ainl
ess
stee
l 2
9 Re
pairi
ng a
hyr
ax®/p
alex
® s
crew
St
age
1 En
d to
end
26
0 7.
0 0.
8 m
m
with
bro
ken
rete
ntio
n le
g St
age
2 Re
info
rce
with
wire
ø 0
.35
mm
or
220
3.0
0.8
mm
3
0
w
eld
on fl
at
260
7.0
0.8
mm
Wel
ding
Tab
le fo
rD
ENTa
uR
um
La
sER
Wel
ding
uni
tsFi
eld
of a
pplic
atio
n: O
rtho
dont
ics
Hyra
x® is
a re
gist
ered
trad
emar
k of
OIS

Exa
mpl
e Ta
sk
Re
com
men
ded
mat
eria
ls
Wel
ding
par
amet
ers
Volta
ge
Pulse
dur
a-
diam
eter
(V
) app
rox.
tio
n m
s ap
prox
. 3
1 W
eldi
ng a
buc
cal t
ube
to a
mol
ar b
and
Pa
lata
l/lin
gual
mol
ar b
and
220
3.0
– 3.
5 0.
8 m
m
Bucc
al tu
be 3
2 W
eldi
ng a
dou
ble
hook
to a
mol
ar b
and
Pa
lata
l/lin
gual
mol
ar b
and
220
3.0
– 3.
5 0.
8 m
m
Ling
ual/p
alat
al h
ook
33
Mod
ifica
tion
of a
pal
atal
bow
, Ort
hora
ma®
sys
tem
rem
aniu
m® w
ire, ø
0.5
mm
, spr
ing
hard
22
0 3.
0 0.
8 m
m
34
Mod
ifica
tion
of tw
o te
nsio
n sc
rew
s (G
elle
r sys
tem
)
Tens
ion
scre
w
250
6.0
0.8
mm
Wel
ding
Tab
le fo
rD
ENTa
uR
um
La
sER
Wel
ding
uni
tsFi
eld
of a
pplic
atio
n: O
rtho
dont
ics

989-
629-
20
Prin
ted
by D
enta
urum
G
erm
any
08
/15/
B/R1
-2
For more information on our products and services, please visit www.dentaurum.com
Date of information: 08/15
Subject to modifications
DENTAURUMQUALITYWORLDWIDEUNIQUE
Dentaurum GroupGermany I Benelux I España I France I Italia I Switzerland I Australia I Canada I USA and in more than 130 countries worldwide.
www.dentaurum.com
Turnstr. 31 I 75228 Ispringen I Germany I Phone + 49 72 31 / 803 - 0 I Fax + 49 72 31 / 803 - 295 www.dentaurum.com I [email protected]