laser processing of hardmetals: physical basics and applications
TRANSCRIPT
International Journal of Refractory Metals & Hard Materials 23 (2005) 278–286
www.elsevier.com/locate/ijrmhm
Laser processing of hardmetals: Physical basics and applications
G. Dumitru a,*, B. Luscher a, M. Krack a, S. Bruneau b, J. Hermann b, Y. Gerbig c
a University of Applied Sciences Aargau, Steinackerstrasse 5, 5210 Windisch, Switzerlandb LP3-UMR 6285 CNRS/Aix-Marseille II University, Luminy, Case 917, 13288 Marseille, France
c CSEM Swiss Centre for Electronics and Microtechnology, Jaquet Droz 1, 2007 Neuchatel, Switzerland
Received 11 November 2004; accepted 13 April 2005
Abstract
Laser material removal is an effective processing technique for hardmetals, which cannot be machined by chip-removal tech-
niques. The basic physics of the laser–matter interactions and the influence of different laser parameters are discussed, with emphasis
on sintered WC–Co specific features. The collateral affected zones and their occurrence mechanisms for laser machining with both
nanosecond and femtosecond pulses are discussed. Experiments were carried out with pulsed laser systems operating in IR and UV,
with ns and fs pulses and their results endorse the theoretical considerations. The use of direct or indirect laser processing (ns and fs
pulses) in the surface engineering of coated/uncoated WC–Co parts is also presented. Subsequently, applications like laser micro-
structuring of tribological WC–Co surfaces and laser machining of integral chipbreakers are discussed.
� 2005 Elsevier Ltd. All rights reserved.
Keywords: Cemented tungsten carbide; Laser–matter interactions; Material removal; Tribology; Net shape laser engraving
1. Introduction
Precise laser machining by local melting and vapori-
zation of the work piece material is an effective tech-
nique for hardmetals, which are not easily machinable
by classical chip-removal techniques [1,2]. Among the
application fields of laser-machined WC–Co parts, one
can enumerate: cutting tools, drills, injection molds, tri-
bological surfaces.
The fine laser machining of hardmetal parts cameinto prominence at the end of the �90s, connected with
the development of rugged laser sources that met both
physical and industrial requirements. Details on the la-
ser ablation of WC–Co with short laser pulses (nanosec-
onds, excimer lasers) are reported in literature [3–5] and
basic features of the WC–Co laser ablation in femtosec-
ond regime are mentioned in [6,7].
0263-4368/$ - see front matter � 2005 Elsevier Ltd. All rights reserved.
doi:10.1016/j.ijrmhm.2005.04.020
* Corresponding author. Tel.: +41 56 462 4154; fax: +41 56 462 4151.
E-mail address: [email protected] (G. Dumitru).
Although accurate laser processing of WC–Co is rep-
resenting a high potential emerging technique, the elec-trical discharge machining (EDM) is nowadays still the
most widespread technology to process WC–Co parts.
Briefly, EDM material removal mechanisms make use
[8] of electrical energy, which generates a plasma chan-
nel between the work piece and a shaped electrode. Ex-
tremely high temperatures are subsequently reached and
work piece material is vaporized; electrical energy is
converted into thermal energy. Since the area, in whichthe spark erosion occurs, is given by the shaped elec-
trodes that are utilized, EDM accuracy is fairly high [8].
The present work commences with theoretical
considerations regarding the influence of laser parame-
ters like: wavelength, energy density (fluence), and pulse
duration on the WC–Co material removal. The
subsequent section contains the description of the exper-
imental conditions used and presents results regardingthe extension of the collateral affected zones in the laser
machining using ns and fs laser pulses. Next, two laser
processing approaches in the surface engineering of

G. Dumitru et al. / International Journal of Refractory Metals & Hard Materials 23 (2005) 278–286 279
coated/uncoated WC–Co are discussed. Finally, two
application fields are presented in order to illustrate
the potential of WC–Co laser machining.
2. Basics physics of laser–matter interactions
Laser processing of WC–Co is a non-contact tech-
nique, wherein a focused laser beam transfers a part of
its energy to the work piece. The absorption processes
take place at the surface of the machined part and there-
fore its reflectivity plays an important role in the cou-
pling efficiency of the laser energy into the work piece.
The locally absorbed energy leads to a confined temper-ature increase, followed by phase changes (melting,
vaporization), which yield material removal by molten
material ejection and by vaporization [9]. Hence, the ef-
fects of the machining beam depend on laser parameters
(fluence, wavelength, temporal features), on thermal
properties and also on the surface condition of the
WC–Co target material.
2.1. Energy density
The energy source of the thermal processes occurring in
the machined WC–Co part is the absorbed laser energy
and the extent of these processes is correlatedwith the inci-
dent fluence; more intense surface energy sources yield in-
creased enthalpies, i.e., larger temperature increases and
enough energy to induce phase changes. For instance,depending on the incident fluence, surface properties
changes (surface hardening, quenching), accuratematerial
removal (micropatterning, engraving) or substantial
material removal (cutting, drilling) can be induced.
Beams from excimer or Q-switched industrial lasers
(UV, ns pulses) with fluences around 2.5 J/cm2 (i.e.,
intensities of �108 W/cm2) are reported [10] to be suit-
able for a selective removal of the Co binder, which in-creases the adhesion of subsequent diamond films. For
effective machining of forms for microembossing, values
in the range of 10–20 J/cm2 (i.e., 0.5–1 · 109 W/cm2) are
reported to yield [3,11] good results. WC–Co machining
with a fs laser system at fluences of 2 J/cm2 (i.e.,
�1.5 · 1013 W/cm2) led to a complete absence of collat-
eral affected zones [7].
It is important to note that the laser energy density onthe machined work piece can be adjusted by means of
properly chosen delivery optics (e.g., filters, beam
expanders, focusing objectives).
2.2. Wavelength
In general, there is a strong connection between the
laser processing wavelength and the part of incident la-ser energy that is actually absorbed by the machined
material. Depending on their electronic structure (e.g.,
band gap, position of Fermi level), materials exhibit
specific absorption behaviors at different incident wave-
lengths. A common rule is frequently valid for metallic
and ceramic surfaces: the shorter the wavelength (from
IR to UV), the higher the absorption. However, the
aforementioned increase of the absorption coefficientfrom IR to UV is rather small in the particular case of
WC–Co [1]: from 76–77% at 1064 nm to 85% at 355 nm.
Due to the fact that the focused spot diameter is pro-
portional to the laser wavelength [9], the later has also
an impact on the machining precision. For instance, a
three times smaller wavelength (e.g., from 1064 nm to
355 nm) yields a three times smaller focused spot dia-
meter and therefore a nine times larger energy density.
2.3. Pulse durations and WC–Co thermal properties
In discussing the influence of pulse durations, the spe-
cific times of laser–matter interactions should be consid-
ered [12]. A laser beam incident on a surface generates
an intense electric field, localized under the irradiated
surface. Electrons are accelerated by this field and gainkinetic energy; due to their mobility, they collide with
lattice atoms and transfer them energy. The vibration
energy of lattice atoms is macroscopically mirrored in
material heating and in phase changes. This energy
transfer chain: photons–electrons–phonons needs about
1 ps in metals [13] and slightly more in ceramics [9]. This
thermalization time is critical in determining the effects
of different laser pulse durations and in discussing theirparticularities in materials processing.
For ns pulses (e.g., excimer or Q-switched lasers), the
energy transfer occurs during the pulse, under thermal
equilibrium conditions. Material removal takes place
mostly through melting and vaporization and in this
case the thermal properties [14,15] of the WC grains
and of the Co binder play an important role. These
phases exhibit comparable thermal conductivities (WC:60–80 W/m K, Co: 70–75 W/m K), but they show differ-
ent melting behaviors. The melting point of pure Co is
situated at 1495 �C and its boiling temperature
(2927 �C) lies in the vicinity of WC melting temperature
(2870 �C). Still, the partial melting of the binder phase
begins already at 1250–1300 �C, due to an eutectic reac-
tion. The binary eutectic temperature WC–Co lies at
1310 �C, whereas the ternary eutectic temperature W–C–Co is 1280 �C [16]. Further temperature increase
yields additional WC dissolution and complete Co melt-
ing. At the same time, smaller WC grains dissolve in the
liquid and reprecipitate to form larger WC grains.
According to these WC–Co specific features, the Co
phase melts and vaporizes first and material ablation oc-
curs mainly by selective binder removal. This allows WC
grains to be removed either by the ejected Co melt or byCo vapors. At high energy densities, temperatures sur-
passing the melting point of WC can be reached and
280 G. Dumitru et al. / International Journal of Refractory Metals & Hard Materials 23 (2005) 278–286
in this case larger WC grains can grow (locally, over a
few microns) from the melt [5].
In describing laser-induced thermal phenomena, the
thermal diffusion length l
l /ffiffiffiffiffiffiffiffiffiffikqc
sp
sð1Þ
is a very useful parameter for a first approximation. It
depends on the pulse duration sp, on the thermal con-
ductivity k, on the mass density q, and on the heat
capacity c of the considered material. For 100 ns laserpulses, this length can be calculated at 1.3 lm for the
WC grains (60 W/m K, 15.8 · 103 kg/m3, 200 J/kg K)
and at 1.4 lm for the Co binder (75 W/m K,
8.9 · 103 kg/m3, 430 J/kg K) [12,14,15]. The thermal
penetration depths are therefore comparable, and only
the large difference between the melting points of Co
and WC dictates their different laser ablation behavior
in ns regime.For pulses shorter than the thermalization time (fs
pulses), the energy transfer occurs firstly in a superficial
layer under non-equilibrium conditions. Hot electrons
are generated, whereas lattice atoms still have
undisturbed energies (cold lattice). In this phase material
removal occurs through different non-thermal mecha-
nisms (e.g., induced local stresses, Coulomb explosion,
material breakdown). Succeeding to the laser pulse, ifthere is still energy deposited in the hot electrons, this
energy will be transferred to the lattice within the ther-
malization time; at high incident fluences, a large part
of the energy remains saved in the hot electrons and it
is transferred to the lattice after the pulse; heat flow dri-
ven processes may prevail.
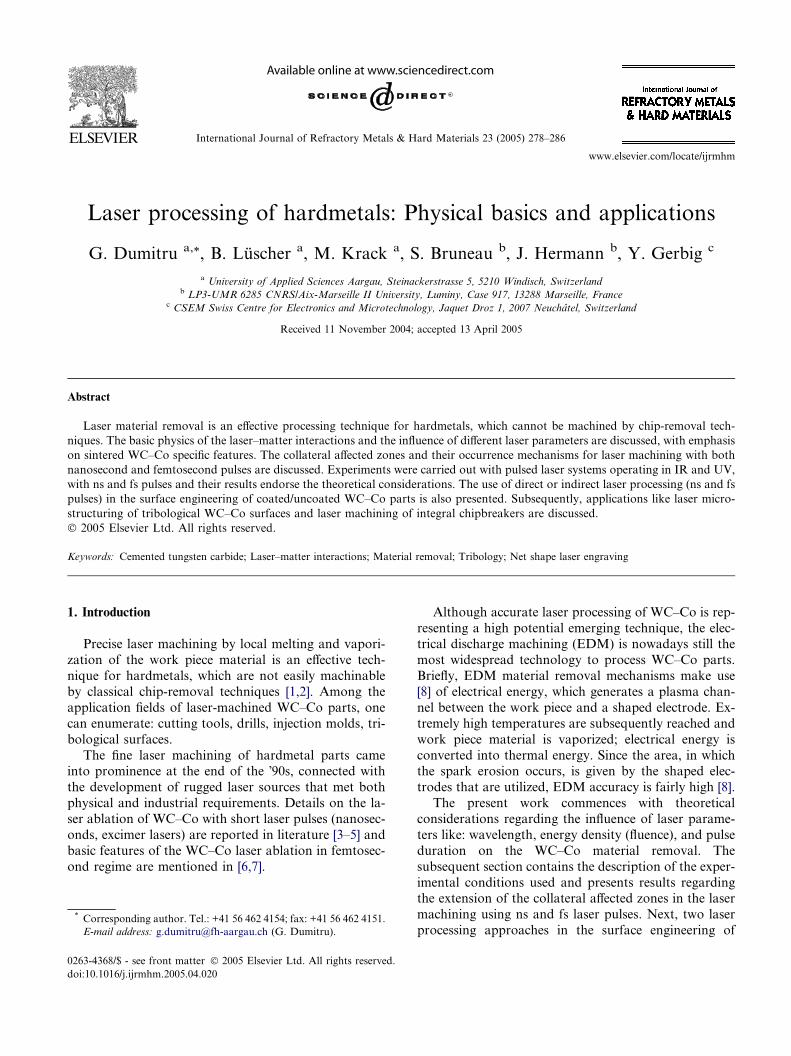
2.4. Synopsis
The influence and the simultaneous interdependences
of the laser- and the material-related parameters are
synthesized in Fig. 1, where the primary parameters
Fig. 1. Laser parameters and material properties that are significant in laser
are depicted as grey rectangles, the derivate para-
meters are indicated as white rectangles, and the
arrows mark causal dependencies. For example, the pri-
mary laser parameter ‘‘wavelength’’ has an impact on
the chain: wavelength ! beam diameter ! processing
width ! machining precision, but also on the chain:wavelength ! surface reflectivity ! processing energy
density ! machining efficiency.
In addition to these considerations on machining pre-
cision and affected zones, the overall material removal
efficiency must also be taken into account. Melt-driven
processes at long pulses (microseconds) yield a more effi-
cient material removal than short and ultrashort pulses
and may be more effective in patterning bulk substrates.Nevertheless, if thin films are to be processed or high
material removal accuracy is requested, the latter should
be the tool of choice.
3. Extension of collateral affected zones
Zones adjacent to laser-machined areas, where thematerial structure differs from the initial WC–Co grain
morphology, were observed not only in fine machining,
but also in laser welding or cutting [9,12]. The related
material changes are induced in most cases by heat
diffusion processes (‘‘heat affected zones’’), but non-
thermal processes can be also responsible for the occur-
rence of such morphology changes.
3.1. Experiment
The lateral extension of the collateral affected zones
was studied for both ns and fs pulses. The experimental
conditions are listed in Table 1; the laser fluences were
chosen within values domains, which are characteristic
for fine and accurate laser machining.
After laser processing, all WC–Co samples were pre-pared identically; they were cut with a diamond saw and
the resulting surfaces were ground and polished. The
machining; their influences on the end results are indicated by arrows.

Table 1
Parameters of the laser experiments
Laser type Pulse duration Wavelength (nm) Fluence (J/cm2) Spot diameter (lm)
1 Nd:YAG, Q-switched 80 ns 1064 10–50 40
2 Nd:YVO4, Q-switched, 3· freq. 30 ns 355 15–45 20
3 Ti:sapphire 100 fs 800 2, 10 25
G. Dumitru et al. / International Journal of Refractory Metals & Hard Materials 23 (2005) 278–286 281
cross-sections were analyzed by optical microscopy and
by scanning electron microscopy (SEM). Element map-
ping and line scans (W, Co) by EDX were also carried
out.
3.2. Nanosecond pulses
SEM investigations showed collateral zones withstructures that differed from the initial WC–Co grain
structure for almost all fluence conditions. However,
these zones were not uniformly distributed over the la-
ser-machined area margins and for some conditions
(Fig. 2) locations with collateral affected zones of negli-
gible extension could be found.
As mentioned, zones with different thicknesses were
found and the broadest is depicted in Fig. 3; its thicknesscan be estimated at 3 lm. The EDX analyses performed
on this zone revealed a small Co content, indicating that
the Co vaporization temperature was surpassed; the W
content was found similar to that corresponding to
WC grains from the unmodified areas.
Fig. 2. Cross-section cut through a laser-machined WC–Co piece (ns,
355 nm, 10 J/cm2).
Fig. 3. SEM images from margins of laser-machined areas (ns,
1064 nm, 40 J/cm2).
3.3. Femtosecond pulses
In the case of fs pulses, no collateral affected zone
were found at 2 J/cm2, and even partially ablated WC
grains were noticed (Fig. 4). These partially ablatedgrains indicate that the material removal under these
conditions had no thermal component. However, con-
fined zones (Fig. 5) of material with modified structure
were found at 10 J/cm2.
3.4. Affected zones: particularities in ns and fs cases
Although limited collateral zones were found in bothcases, the W and Co EDX line scans revealed some
differences that may indicate different occurrence
mechanisms.

Fig. 4. SEM images from a margins of a laser-machined zone (fs,
2 J/cm2).
Fig. 5. SEM image from a pore induced in WC–Co (fs, 10 J/cm2).
Fig. 6. Detail from an affected zone: SEM image and path of EDX
analysis, and results of EDX line scan (ns case).
282 G. Dumitru et al. / International Journal of Refractory Metals & Hard Materials 23 (2005) 278–286
In the ns case, the EDX line scan (white line in Fig. 6)
begins from a point situated inside the unaffected WC–
Co. The line crosses several grain interstices (gray ar-rows in bottom part of Fig. 6) and then ends in the zone
with modified grain structure. In this zone, the ratio be-
tween W and Co contents is similar to that inside unaf-
fected WC grains (start of white line). This, together
with its homogenous structure, suggests that the modi-
fied zone is actually a large WC grain that was formed
due to occurrence of high temperatures (around or
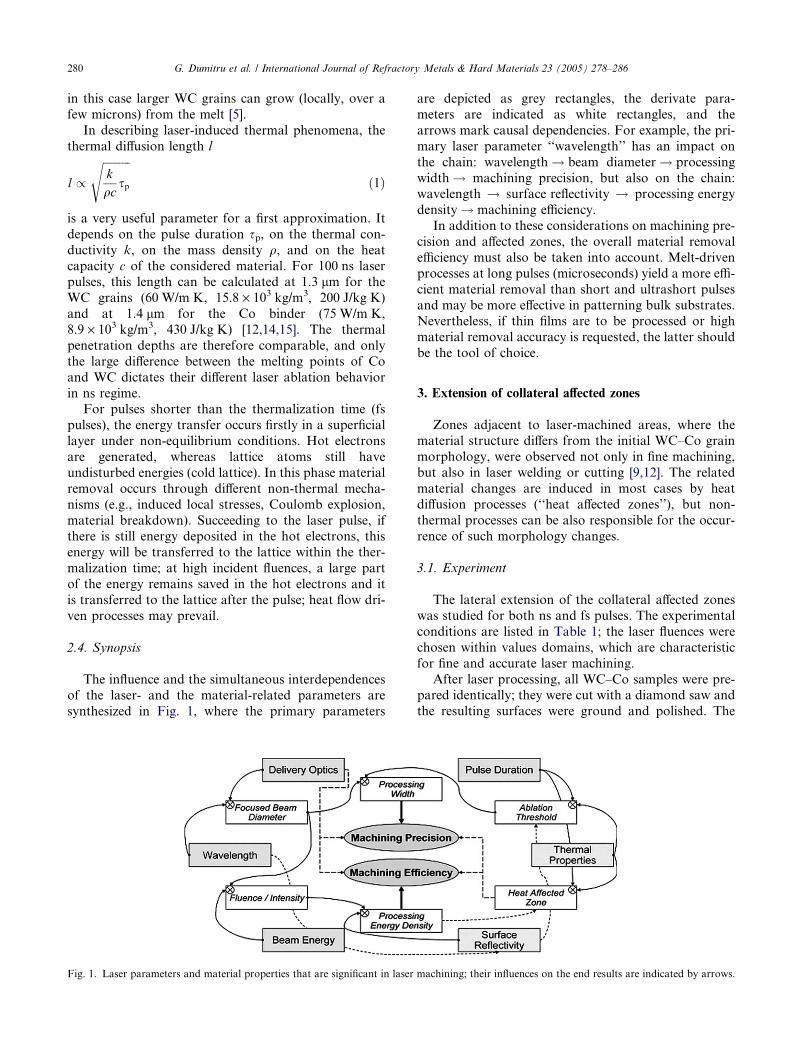
above WC melting point).In the fs case (Fig. 7), the EDX line scan starts from a
point inside the unaffected WC–Co, crosses two grain
interstices (gray arrows) and ends in the modified zone.
The modified zone exhibits a significant porous struc-
ture, with pores smaller than the normal grain inter-
stices. As the scanning line enters the modified layer, a
sudden composition change occurs; the W content
drops, the Co content increases and both exhibit qua-
si-identical element counts. Such occurrence character-
izes a pulsed laser deposition (PLD) process and may
suggest that the collateral zones of affected material re-
sulted as a secondary redeposition of laser ablated
material.
4. Laser surface engineering of uncoated/coated
WC–Co parts
4.1. General considerations
As mentioned in Section 2, the processing laser inten-
sity is a very important parameter in laser machining. Inthe particular case of surface engineering by laser
engraving, an appropriate parameter choice allows the
ablation of small surface features from the bulk mate-
rial. This does not influence the mechanical properties
of the processed part, but can improve significantly its
surface properties. Such surface shape changes aim to
enhance specific properties of the processed part or to
create new ones. Currently, surface properties aremainly improved by functional coatings and for that
reason the combination between coating techniques
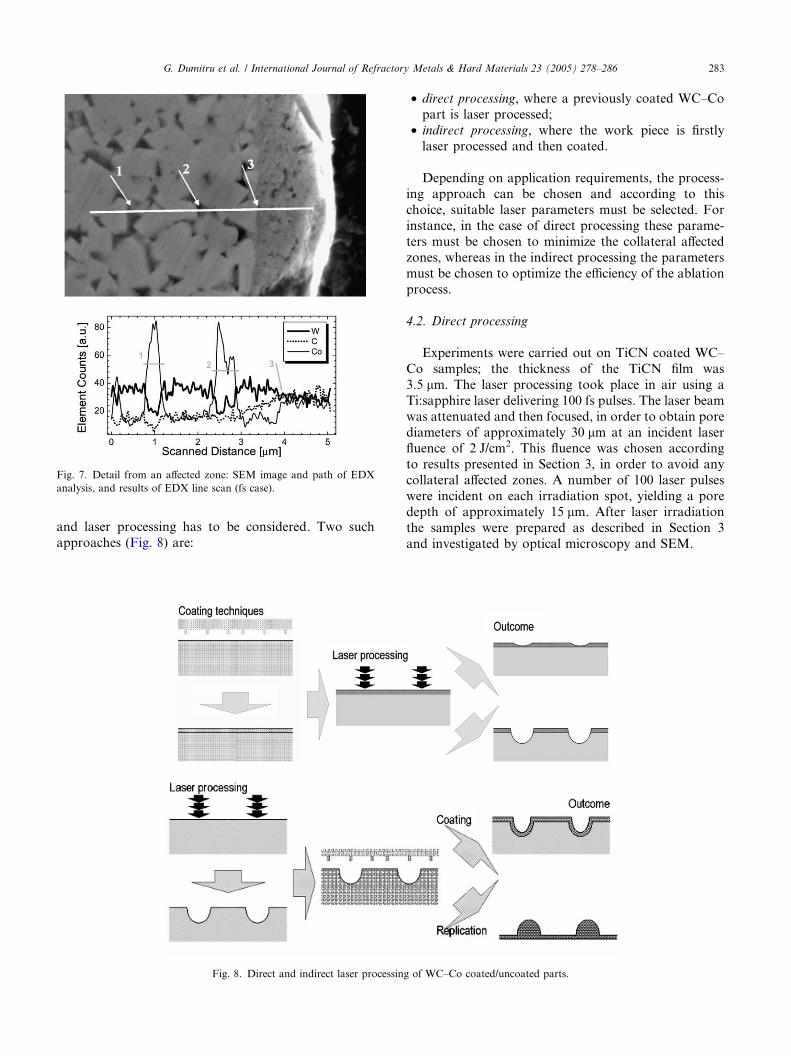
Fig. 7. Detail from an affected zone: SEM image and path of EDX
analysis, and results of EDX line scan (fs case).
G. Dumitru et al. / International Journal of Refractory Metals & Hard Materials 23 (2005) 278–286 283
and laser processing has to be considered. Two such
approaches (Fig. 8) are:
Fig. 8. Direct and indirect laser processin
• direct processing, where a previously coated WC–Co
part is laser processed;
• indirect processing, where the work piece is firstly
laser processed and then coated.
Depending on application requirements, the process-ing approach can be chosen and according to this
choice, suitable laser parameters must be selected. For
instance, in the case of direct processing these parame-
ters must be chosen to minimize the collateral affected
zones, whereas in the indirect processing the parameters
must be chosen to optimize the efficiency of the ablation
process.
4.2. Direct processing
Experiments were carried out on TiCN coated WC–
Co samples; the thickness of the TiCN film was
3.5 lm. The laser processing took place in air using a
Ti:sapphire laser delivering 100 fs pulses. The laser beam
was attenuated and then focused, in order to obtain pore
diameters of approximately 30 lm at an incident laserfluence of 2 J/cm2. This fluence was chosen according
to results presented in Section 3, in order to avoid any
collateral affected zones. A number of 100 laser pulses
were incident on each irradiation spot, yielding a pore
depth of approximately 15 lm. After laser irradiation
the samples were prepared as described in Section 3
and investigated by optical microscopy and SEM.
g of WC–Co coated/uncoated parts.

Fig. 9. Laser ablated pore in coated WC–Co (100 pulses of 2 J/cm2). Fig. 10. Indirectly processed WC–Co surface (coating: TiCN).
Fig. 11. Laser microstructured WC–Co surface (UV laser, 355 nm,
�20 J/cm2).
284 G. Dumitru et al. / International Journal of Refractory Metals & Hard Materials 23 (2005) 278–286
The optical investigations of crater boundary zones
did not reveal any film cracks, delamination or other
surface modifications. They also showed that the
remaining surfaces were not affected by the laser treat-
ment; their roughness values did not change and they
could be used as tribological surfaces directly after the
fs-laser processing. The SEM investigations (Fig. 9)
did not reveal significant rims at crater borders or anyspikes or sharp rims (that could eventually initiate film
delamination) at the film–substrate interface.
These outcomes support the idea that direct laser pat-
terning (ultrashort pulses and low incident fluences) en-
ables the gentle engineering of coated surfaces, in order
to optimize some of their properties and without affect-
ing them in any negative way.
4.3. Indirect processing
The first step was the laser engraving of pores in un-
coated hardmetal. Experiments were performed in air
using WC–Co samples, that were machined using
the beam delivered by a Q-switched Nd:YAG laser
(1064 nm, pulses of 80 ns). The laser fluence was slightly
above 10 J/cm2 and the pore diameter was 25 lm. Foreach pore, six laser pulses were used and this led to
depths of 10 lm. Through optimization [17] of laser pro-
cessing parameters, the occurrence of melt rims around
the laser-induced pores was minimized and these rims
could be removed by gentle polishing. By ultrasound
and electrochemical cleaning, all remaining particles
(debris or polishing rests) were removed and a 3.5 lmthin film of TiCN was deposited by CVD on the laser-patterned and polished WC–Co substrates.
After coating, the samples were prepared as described
in Section 3 and analyzed by optical microscopy and
SEM. They showed that the laser-induced pattern was
not affected by the coating procedure (Fig. 10). The
deposited films followed the geometry of the patterned
WC–Co substrates and no film delaminations (potential
sources of adhesion problems) were observed. A slightdiameter decrease (less than 20%) and a small depth in-
crease (less than 10%) were noticed.
These results demonstrate that industrial laser
sources (Q-switched Nd:YAG lasers) can be efficiently
used to pattern WC–Co substrates, which can be subse-
quently coated. The coating films do not fill up the laser-engraved pores, but a decreasing of the microholes
diameters (after coating) must be taken into account
by designing the parameters of the initial laser-induced
micropattern.
5. Applications
5.1. Laser-structured WC–Co tribological surfaces
It is generally acknowledged that the use of hard sur-
faces, the prolonged existence of a lubricant film, and
the constant removal of the abrasive particles from the
tribocontact zones are mechanisms to slow down the
breakdown of a tribological system. Due to their hard-
ness properties [1,2], hardmetals are chosen for varioustribological systems and the machining of microstruc-
tures in the contact surfaces can influence the later two
aforementioned mechanisms. In achieving such precise
surface modifications, the laser material removal has
proved itself as a versatile and reliable tool.
Array of pores (Fig. 11) that are uniformly distrib-
uted over the tribocontact surface act as collection of lu-
bricant reservoirs distributed over the critical points.Simultaneously, structured WC–Co surface can perform
similar to a soft gliding surface (it allows the ‘‘burying’’
G. Dumitru et al. / International Journal of Refractory Metals & Hard Materials 23 (2005) 278–286 285
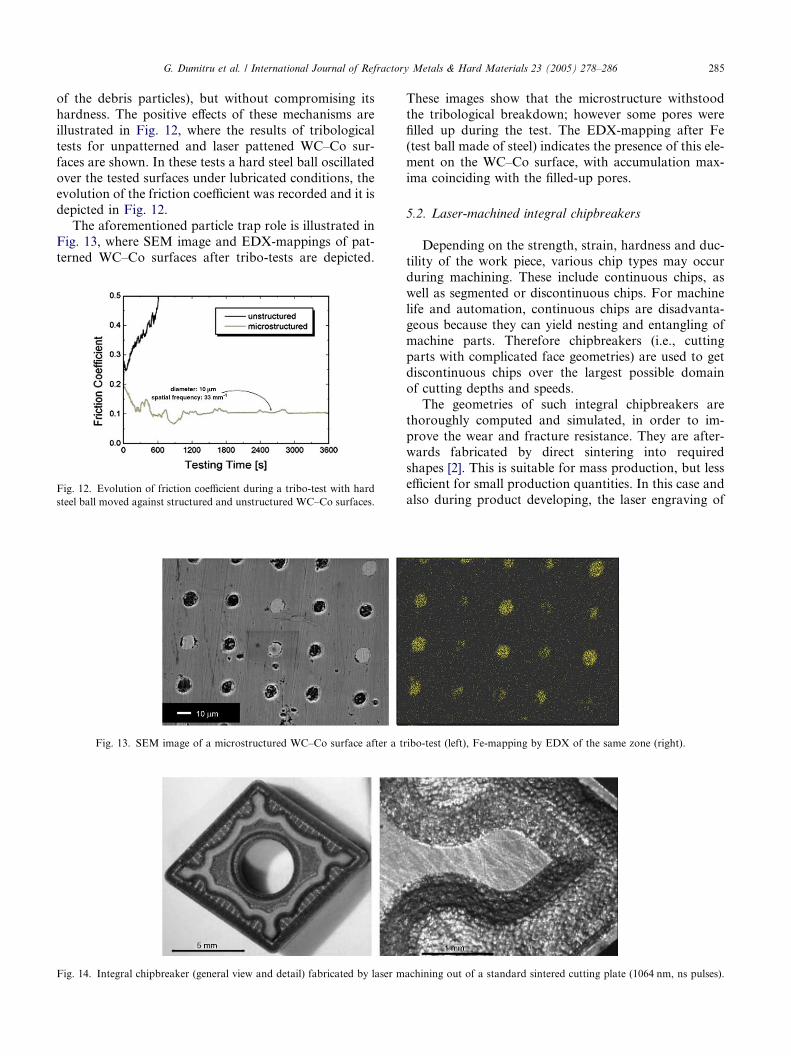
of the debris particles), but without compromising its
hardness. The positive effects of these mechanisms are
illustrated in Fig. 12, where the results of tribological
tests for unpatterned and laser pattened WC–Co sur-
faces are shown. In these tests a hard steel ball oscillated
over the tested surfaces under lubricated conditions, theevolution of the friction coefficient was recorded and it is
depicted in Fig. 12.
The aforementioned particle trap role is illustrated in
Fig. 13, where SEM image and EDX-mappings of pat-
terned WC–Co surfaces after tribo-tests are depicted.
Fig. 12. Evolution of friction coefficient during a tribo-test with hard
steel ball moved against structured and unstructured WC–Co surfaces.
Fig. 13. SEM image of a microstructured WC–Co surface after a t
Fig. 14. Integral chipbreaker (general view and detail) fabricated by laser m
These images show that the microstructure withstood
the tribological breakdown; however some pores were
filled up during the test. The EDX-mapping after Fe
(test ball made of steel) indicates the presence of this ele-
ment on the WC–Co surface, with accumulation max-
ima coinciding with the filled-up pores.
5.2. Laser-machined integral chipbreakers
Depending on the strength, strain, hardness and duc-
tility of the work piece, various chip types may occur
during machining. These include continuous chips, as
well as segmented or discontinuous chips. For machine
life and automation, continuous chips are disadvanta-geous because they can yield nesting and entangling of
machine parts. Therefore chipbreakers (i.e., cutting
parts with complicated face geometries) are used to get
discontinuous chips over the largest possible domain
of cutting depths and speeds.
The geometries of such integral chipbreakers are
thoroughly computed and simulated, in order to im-
prove the wear and fracture resistance. They are after-wards fabricated by direct sintering into required
shapes [2]. This is suitable for mass production, but less
efficient for small production quantities. In this case and
also during product developing, the laser engraving of
ribo-test (left), Fe-mapping by EDX of the same zone (right).
achining out of a standard sintered cutting plate (1064 nm, ns pulses).

286 G. Dumitru et al. / International Journal of Refractory Metals & Hard Materials 23 (2005) 278–286
surface features in range of 0.1–1 mm in ‘‘raw’’ cutting
plates (Fig. 14) may open new dimensions.
Starting from standard sintered cutting plates, with-
out any specific surface features, one can use the versa-
tility of laser techniques in order to fabricate integral
chipbreakers for a small series of tests.The volumes to be removed by laser machining are
divided by means of a dedicated software into process-
ing layers (e.g., with thicknesses down to 0.5 lm) that
are to be removed sequentially, until the designed shape
is obtained. This occurs by deflecting the laser beam
with a scanner head, whose driving software is able to
interact directly the CAD program used to design the
wanted shape.This is illustrated in Fig. 14, where a laser-machined
integral chipbreaker is depicted. In this case, the sintered
chipbreaker (with plane surfaces) was processed by
means of a Q-switched Nd:YAG laser (1064 nm); the la-
ser machining did not alter the any cutting or wear resis-
tance properties.
6. Conclusions
The laser processing of WC–Co hardmetals was ana-
lyzed in this paper and different aspects, starting with
the theory of laser–matter interactions and ending with
specific applications were presented. The relationships
between laser processing parameters (e.g., intensity,
wavelength, pulse duration) andWC–Co thermal proper-ties were discussed and summarized in a processing chart.
Regarding the collateral influences of the processing
laser beams, thin (<3 lm) adjacent zones with modified
structures were found for both ns pulses and high flu-
ence fs pulses. Results of EDX analyses suggested these
modifications occurred due to thermal recrystallization
of small WC grains into larger ones in the former case,
and due to a secondary redeposition of the laser ablatedmaterial in the later. Besides EDX, further materials
analyzes are necessary, in order to investigate all the
phenomena which can occur in a possible laser deterio-
ration of the compact.
It was demonstrated that direct and indirect laser
processing of coated/uncoated WC–Co parts increase
the functionality of their surfaces (e.g., replication, opti-
cal structures, medicine, tribology). Experiments withns- and fs-pulses were carried out and no film delamina-
tion or other coating failures were induced by the laser
treatment.
The potential of laser processing of WC–Co parts
was eventually illustrated with two applications: micro-
structuring of WC–Co tribological surfaces and laser
machining of WC–Co integral chipbreakers.
References
[1] Upadhyaya GS. Nature and properties of refractory car-
bides. New York: Nova Science Publishers; 1996.
[2] Schedler W. Hartmetall fur den Praktiker. Dusseldorf: VDI
Verlag; 1988.
[3] Yeh LY, Hellrung D, Gillner A, Poprawe R. Development in the
model-industry: micro-machining of hardmetal (WC–10%Co) by
Nd:YAG-laser. In: Proceedings of ICALEO 1998. p. 144–
52.
[4] Bleiner D, Plotnikov A, Vogt C, Wetzig K, Gunther D. Depth
profile analysis of various titanium based coatings on steel and
tungsten carbide using laser ablation inductively coupled
plasma—‘‘time of flight’’ mass spectrometry. Fresnius J Anal
Chem 2000;368:221–6.
[5] Li T, Lou Q, Dong J, Wie Y, Liu J. Phase transformation during
surface ablation of cobalt-cemented tungsten carbide with pulsed
UV laser. Appl Phys A 2001;73:391–6.
[6] Dumitru G, Romano V, Weber HP, Sentis M, Marine W.
Femtosecond ablation of ultrahard materials. Appl Phys A
2002;74:729–39.
[7] Dumitru G, Romano V, Weber HP, Sentis M, Hermann J,
Bruneau S, et al. Metallographic analysis of steel and hardmetal
substrates after deep drilling with femtosecond laser pulses. Appl
Surf Sci 2003;208:181–8.
[8] Ho KH, Newmann ST. State of the art electrical discharge
machining (EDM). Int J Mach Tools Manuf 2003;43:1287–300.
[9] von Allmen M. Laser-beam interactions with materials. Ber-
lin: Springer; 1987.
[10] Li T, Lou Q, Dong J, Wei Y, Liu J. Surface removal of cobalt
binder in surface ablation of tungsten carbide hardmetal with
pulsed UV laser. Surf Coat Technol 2001;145:16–23.
[11] Heyl P, Olschewski T, Wijnaendts R. Manufacturing of 3D
structures for micro-tools using laser ablation. Microelectron Eng
2001;57:775–80.
[12] Bauerle D. Laser processing and chemistry. Berlin: Springer;
2000.
[13] Chichkov BN, Momma C, Nolte S, von Alvensleben F, Tunner-
mann A. Femtosecond, picosecond and nanosecond laser ablation
of solids. Appl Phys A 1996;63:109–15.
[14] Bauccio M. ASM engineered materials reference book. 2nd
ed. Materials Park, OH: ASM International; 1994.
[15] Weast RC. CRC handbook of chemistry and physics. 62nd
ed. Boca Raton, FL: CRC Press; 1981.
[16] Lassner E, Schubert WD. Tungsten—properties, chemistry,
technology of the element, alloys, and chemical compounds. Lon-
don: Kluwer Academic/Plenum Publishers; 2000.
[17] Dumitru G, Romano V, Weber HP, Haefke H, Gerbig Y, Pfluger
E. Laser microstructuring of steel surfaces for tribological
applications. Appl Phys A 2000;70:485–7.