kelly alejandra gonzÁlez torres
TRANSCRIPT

1
DOCUMENTAR LAS ESTRATEGIAS DE CONTROL REGULATORIO Y SECUENCIAL EXISTENTES EN EL DCS DEL ÁREA DE PULPA Y
RECUPOTENCIA EN LA PLANTA 2 DE PROPAL S.A.
KELLY ALEJANDRA GONZÁLEZ TORRES
UNIVERSIDAD AUTÓNOMA DE OCCIDENTE FACULTAD DE INGENIERÍA
DEPARTAMENTO DE AUTOMÁTICA Y ELECTRÓNICA PROGRAMA DE INGENIERÍA MECATRÓNICA
SANTIAGO DE CALI 2010

2
DOCUMENTAR LAS ESTRATEGIAS DE CONTROL REGULATORIO Y SECUENCIAL EXISTENTES EN EL DCS DEL ÁREA DE PULPA Y
RECUPOTENCIA EN LA PLANTA 2 DE PROPAL S.A.
KELLY ALEJANDRA GONZÁLEZ TORRES
Pasantía para optar por el titulo de Ingeniera Mecatrónica
Director ADOLFO ORTIZ ROSAS
Ingeniero Electricista
UNIVERSIDAD AUTÓNOMA DE OCCIDENTE FACULTAD DE INGENIERÍA
DEPARTAMENTO DE AUTOMÁTICA Y ELECTRÓNICA PROGRAMA DE INGENIERÍA MECATRÓNICA
SANTIAGO DE CALI 2010

3
Nota de aceptación:
Aprobado por el Comité de Grado en cumplimiento de los requisitos exigidos por la Universidad Autónoma de Occidente para optar por el título de Ingeniera Mecatrónica.
HECTOR FABIO ROJAS
Jurado
WILLIAM GUTIERREZ
Jurado
Santiago de Cali, Enero de 2010

4
El fruto de este gran esfuerzo está dedicado a todos los que me apoyaron y estuvieron siempre ahí en todo momento de mi vida, en especial a Dios por darme el gran regalo de la vida y a mis padres por todo el amor y la buena educación que siempre me dieron, enseñándome el verdadero valor de la vida y del estudio. En especial, les agradezco por todo el esfuerzo que hicieron para darme la oportunidad de ser toda una profesional, uno de mis mayores deseos.

5
AGRADECIMIENTOS
Le agradezco a la empresa productora de papel Propal S.A., por darme la oportunidad de realizar la pasantía en la empresa, siendo participe de la ejecución del proyecto de Actualización del Sistema I/A, igualmente a los ingenieros que me prestaron la ayuda y colaboración correspondiente para la realización del proyecto y por todos los conocimientos aportados incondicionalmente, en especial a los Ingenieros Luis Caicedo, Dario Torres, Henry Salinas y Claudia Hernández. También le agradezco al Ingeniero Adolfo Ortiz (mi tutor) y al Físico Alexander Osorio por toda su colaboración.

6
CONTENIDO
Pág.
GLOSARIO 13 RESUMEN 18 INTRODUCCIÓN 19 1. DEFINICIÓN DEL PROBLEMA 21
1.1 Antecedentes del problema 21
1.2 Formulación 21
2. JUSTIFICACIÓN 22
3. OBJETIVOS 23
3.1 Objetivo general 23
3.2 Objetivos específicos 23
4. CAPÍTULO 1: ESTUDIO DEL PROCESO DEL BLANQUEO DE LA 24 PULPA
4.1 Descripción del proceso 24 4.2 P&ID actual 29 4.3 Actualización del sistema I/A 30
4.3.1 Antes de Noviembre 2009 30
4.3.2 A partir de Abril de 2009 33

7
5. CAPÍTULO 2: LEVANTAMIENTO DE LA INFORMACIÓN 40 6. CAPÍTULO 3: ELABORACIÓN DE DIAGRAMAS SAMA PARA LAS 42 ESTRATEGIAS DE CONTROL REGULATORIO. 7. CAPÍTULO 4: ACTUALIZACIÓN DE LOS ESQUEMAS DE CADENA 44 DE ACUERDO A LA INFORMACIÓN ENCONTRADA EN LA BASE DE DATOS DEL DCS. 8. CAPÍTULO 5: ACTUALIZACIÓN DE LOS ESQUEMAS LÓGICOS 47 PARA EL MANDO SECUENCIAL. 9. CAPÍTULO 6: MANUAL DE USUARIO 49
9.1 Norma SAMA 49
9.1.1 Símbolos 49 9.1.2 Controlador PID 53 9.1.3 Lazo simple de Control 54 9.2 Control retroalimentado 55
9.2.1 Ejemplos 56 9.2.1.1 Consistencia 56 9.2.1.2 Flujo 58 9.2.1.3 Nivel 60 9.2.1.4 Presión 62
9.3 Control en cascada 63
9.3.1 Ejemplo 64 9.4 Norma ISA S5.1 67

8
9.4.1 Símbolos 68
9.4.2 Tubería y conexiones 71
9.4.3 Letras de identificación 73
9.4.4 Número de etiqueta (TAG) 73 9.5 Diagrama de bloques funcionales de la Norma IEC 61131-3 75
9.5.1 Ejemplo 77
9.6 Formato para los planos 82
9.6.1 Esquemas de cadena 83 9.6.2 Diagramas SAMA y Esquemas lógicos 84
10. ARTÍCULO BASADO EN EL ESTUDIO 85
11. CONCLUSIONES 86 12. OBSERVACIONES Y SUGERENCIAS 87
12.1. OBSERVACIONES 87
12.2. SUGERENCIAS 87
13. BIBLIOGRAFÍA 88
14. ANEXOS 89

9
LISTA DE TABLAS
Pág.
Tabla 1. Carnet de cables 41 Tabla 2. Símbolos SAMA 51 Tabla 3. Símbolos del procesamiento de la señal 52 Tabla 4. Símbolos de las señales 53 Tabla 5. Variables 78

10
LISTA DE FIGURAS
Pág. Figura 1. Etapa de Cloración 25 Figura 2. Etapa de Cáustica 26 Figura 3. Etapa de Hipoclorito 28 Figura 4. Etapa de Peróxido 29 Figura 5. Arquitectura Nodebus 31 Figura 6. Tableros IE16 y IE32 33 Figura 7. Arquitectura Mesh de la Planta de Pulpa, Propal S.A., Planta 2. 34 Figura 8. Tablero IE32B 36 Figura 9. Tablero IE32A 37 Figura 10. Compuesto – Resumen de lazos de control 38 Figura 11. CSD del lazo de control denominado FIC_013 39 Figura 12. Diagrama de cadena 45 Figura 13. Diagrama funcionales ISA Vs. SAMA 50 Figura 14. Diferentes representaciones del PID 54 Figura 15. Variaciones del lazo de control retroalimentado 54 Figura 16. Control retroalimentado 55 Figura 17. Lazo de control 23NIC011 56 Figura 18. Lazo de control 23FIC257 58 Figura 19. Lazo de control 23LIC007 60 Figura 20. Lazo de control 23PIC270 62

11
Figura 21. Control en cascada 64 Figura 22. Estrategia de control en cascada 23TT191 y 23FIC189 65 Figura 23. Dibujo de tubería e instrumentación 68 Figura 24. Instrumentos discretos 69 Figura 25. Tipos de displays 69 Figura 26. Tipos de control 70 Figura 27. Tipos de PLCs 70 Figura 28. Válvulas 71 Figura 29. Bomba 71 Figura 30. Tubería y símbolos de conexión 72 Figura 31. Identificación de letras y número de etiqueta 73 Figura 32. Letras con identificación ISA 74 Figura 33. Lenguajes textuales de la norma IEC 61131-3 75 Figura 34. Diagrama de contactos 76 Figura 35. Diagrama de Bloques Funcionales 76 Figura 36. Diagramas de funciones secuenciales 77 Figura 37. Faceplate de ayudas 78 Figura 38. Formato para los esquemas de cadena 83 Figura 39. Formato para los diagramas SAMA y los esquemas lógicos 84

12
LISTA DE ANEXOS
Pág.
Anexo A. P&ID 89 Anexo B. Base de datos con arquitectura Nodebus 90 Anexo C. Base de datos actualizada 97 Anexo D. Actividades para cambiar el gabinete IE16 por el gabinete IE32B 115 Anexo E. Actividades para trasladar las señales análogas al gabinete IE32B 121 Anexo F. Actividades a la trasladar las señales de Café al gabinete IE32A 122 Anexo G. Diagramas SAMA 125 Anexo H. Esquemas de cadena 146 Anexo I. Esquemas lógicos 167 Anexo J. Manual de usuario 189

13
GLOSARIO ACK: cuando la bomba presenta alguna falla (disparo térmico, P.E, etc.), se debe presionar ACK igual que en las alarmas de proceso para reconocer la falla presente en la bomba. ALCANCE: es la diferencia entre los límites superior e inferior del rango, es lo equivalente al área de operación. APs y AWs: procesadores de aplicación (application processors) y estación de trabajo de aplicación (application Workstation). Es la interfaz con dispositivos de almacenamiento, estaciones Micro-I/A, Gateways, controladores y dispositivos de campo y sensores. Realizan una variedad de funciones de software tales como: administración de información, cálculos, comunicaciones, funciones de control secuencial y continuo, administrador de procesos, y colección de datos históricos. El AP es el Host procesador I/A series para CP´s, WP´s y periféricos. El software del sistema operativo y variedad de aplicaciones software son residentes en este modulo. El AW es el Host procesador I/A Series que combina la funcionalidad de un AP y un WP. El AW es el Host procesador I/A Series que combina la funcionalidad de un AP y un WP. BASEPLATE: proporciona una base para instalar las FBM’s y las FCM’s. Máximo cuatro (4) Baseplate pueden ser interconectadas (vía modulo Fieldbus) para proporcionar un montaje de máximo 30 FBM’s por FCM. BUS ETHERNET FIELDBUS: bus de comunicación de datos redundante A 10Mbps, el cual interconecta Baseplate (agrupación de FCM’s y FBM’s) con sus procesadores de control asociados localizado en el Nodebus la estación de control I/A Series. Emplea protocolo asincrónico y se ajusta a los requerimientos generales de la comunicación Ethernet. CONTROL REGULATORIO: son lazos simples de realimentación que controlen variables del proceso, compensando las perturbaciones. CONTROL RETROLIMENTADO: operación que en presencia de perturbaciones tiende a reducir la diferencia entre la salida de un sistema y alguna entrada de referencia. Esta reducción se logra manipulando alguna variable de entrada del sistema, siendo la magnitud de dicha variable de entrada función de la diferencia entre la variable de referencia y la salida del sistema. CONTROLADOR: dispositivo que opera en forma automática para regular una variable controlada. COMPOUND: compuesto

14
CPs: procesador de control. El procesador junto con sus Módulos Fieldbus I/O asociados adquiere los datos de entrada de sensores y dispositivos de campo, realiza funciones de control regulatorio, lógico, lógica Ladder, temporizado, y control secuencia o continuo así como adquisición de datos, detección de alarmas y notificación. El CP se comunica con los Procesadores del Puesto de trabajo (WPs), Procesadores de Aplicación (APs) y Los módulos Fieldbus (FBMs). El CP controla variables de proceso usando algoritmos contenidos en los bloques de control funcional configurados por el personal de control de procesos que implementan las estrategias de control. DCS: sistema de control distribuido. Este ha sido desarrollado para resolver la adquisición de grandes volúmenes de información, su tratamiento en centros de supervisión y mando, y la actuación en tiempo real sobre el proceso a controlar. DISPLAY: gráfico de proceso donde se simula la planta. DNBT: dual nodebus 10base-t interface. Proporciona conexión punto a punto 10Base-T al procesador al Nodebus. ELEMENTO FINAL DE CONTROL : es el instrumento que recibe las señales del sistema tomadas por el controlador y las ejecuta directamente sobre la variable controlada. ELEMENTO PRIMARIO DE MEDIDA: es el instrumento que está en contacto directo con la variable y dispuesto a transmitir cualquier transformación de energía en el medio. FACEPLATE: plantilla de operación o comando. FBMs: módulos Fieldbus. Las FBMs sirven como una interfaz entre los dispositivos del campo y la estación de control I/A Serie (vía el módulo Fieldbus y el Bus Ethernet Fieldbus). Ellos realizan la conversión de datos necesaria, proporcionando un completo soporte para medidas análogas, señales digitales, control análogo, digital y comunicación digital. FCMs: módulos de comunicaciones Fieldbus. FCM10E o FCM100E proporcionan interfaz entre el Bus Ethernet Fieldbus y los módulos Fieldbus.. Los módulos FCM son utilizados en pares para redundancia. INTERLOCKS: enclavamiento. INTERLOCKS DE PARO: estos interlocks se hacen presentes cuando las condiciones de proceso, como alto nivel de un tanque son verdaderas.

15
INSTRUMENTO: es un dispositivo que se encarga de interpretar señales proporcionales a la magnitud de la variable. ISA: sociedad de Instrumentación, sistemas y automatización, antes conocida como Sociedad Americana de Instrumentación. L/D: coloca el control de la bomba en local o en distancia (si aplica la bomba). Se puede ver el status en el faceplate de ayudas por las letras L (local) y D (distancia), El concepto “local” se refiere al sitio en campo de la bomba. El concepto “distancia” se refiere al manejo de la bomba desde el DCS. LADDER: lenguaje de contactos o en escalera. Es un lenguaje de programación gráfico muy popular dentro de los autómatas programables debido a que está basado en los esquemas eléctricos de control clásicos M/A: coloca el control de la bomba manual o en automático (si aplica la bomba). Se puede ver el status en el faceplate de ayudas por las letras M (manual) y A (automático). MANDO SECUENCIAL: se refiera a un cambio de, aquel en el que hay un movimiento para llevar a cabo una acción, y el movimiento contrario para llevar a cabo la acción contraria. PERTURBACION: señal que afecta la respuesta real de un sistema, produciendo un error en la medida. Como ejemplo, los campos magnéticos, la inductancia etc. Depende de la sensibilidad de los equipos. P&ID: diagrama de flujo de instrumentos. PLCs: controlador Lógico Programable. PROCESO: es un desarrollo que es realizado por un conjunto de elementos cada uno con ciertas funciones que gradual y progresivamente producen un resultado final. RANGO: es el campo de medida para cualquier numero de valores que siempre deben estar entre un límite superior e inferior según las especificaciones del instrumento. SAMA: scientific Apparatus Makers Association. Diagramas funcionales de control para la industria de papel y cartón.

16
SENSOR: instrumento capaz de captar las variaciones de las magnitudes o intensidades de las variables. SEÑAL: salida que se origina del instrumento. Información representativa de un valor cuantificado. SEÑAL ANALOGA: es una función continua de la variable medida. SEÑAL DIGITAL: representa la magnitud de las variables medidas en forma de una serie de cantidades discretas codificadas en un sistema de notación. SEÑAL RETROALIMENTADA: señal de retorno que resulta de la medición directa de la variable controlada. SETPOINT: punto en que una señal se establece bajo ciertos parámetros deseados. Es un punto de referencia para el valor de la señal de la variable. SISTEMA: es una combinación de componentes que actúan conjuntamente y cumplen un objetivo. Como ejemplo, Sistema en donde las válvulas son utilizadas para manipular el caudal con el fin de controlar el nivel en los tanques. SISTEMA DE CONTROL DE PROCESO: es un sistema de regulación automático, que determina la respuesta de la variable, en función de virtudes programadas en el sistema para lograr el objetivo de control. SISTEMA DE CONTROL DE BUCLE O LAZO ABIERTO: es el sistema donde la salida no tiene efecto sobre la acción del control, no hay comparación entre el valor medido en la salida respecto a la entrada, es el camino que sigue la señal sin retroalimentación. SISTEMA DE CONTROL DE BUCLE O LAZO CERRADO : es el sistema de control retroalimentado, donde la señal pasa por el controlador, es comparada y reenviada para establecer el setpoint o parámetro esperado. START: da pulso de arranque desde el DCS, siempre y cuando se encuentre el control de la bomba en distancia. STOP: da pulso de paro sin importar cualquier condición presente, sea que exista o no interlock, que este en local o distancia, el puso de paro debe ser prioridad ante cualquier circunstancia. TAs: terminador de ensamble. Son módulos para la conexión de las señales de campo, proporciona acondicionamiento de señal y circuito de protección requerido para las FBM’s asociadas. Las TA’s se conectan a los conectores en el Baseplate por medio de cables especiales.

17
TRANSMISOR: capta la señal del elemento primario de medida y la transmite a distancia en forma eléctrica, neumática, hidráulica, mecánica y ultrasónica. UTC: cuarto de control. VÁLVULA DE CONTROL: elemento final de control, a través del cual pasa un fluido, en el cual ajusta el tamaño del paso del fluido según lo indicado por la señal desde el controlador para modificar la razón del flujo del fluido. VARIABLE: es cualquier elemento que posee características dinámicas, estáticas, química y físicas bajo ciertas condiciones, que constantemente se pueden medir. VARIABLE CONTROLADA: es la variable directa a regular, sobre la que constantemente estamos pendientes ya que afecta directamente al proceso, es decir, es la que dentro del lazo de control es captada por el transmisor para originar una señal de retroalimentación VARIABLE MANIPULADA: es la que se modifica para afectar directamente a la variable controlada, es la herramienta para modificar la variable directa en el proceso. Es la cantidad que se encarga de variar los instrumentos finales de control. Es el mensaje del controlador que transmite modificaciones para lograr lo esperado de la variable controlada. VARIABLE MEDIDA: es todo parámetro del proceso requerido para conocer su valor, por lo tanto deberá ser monitoreado; no siendo necesariamente la más importante para controlar el sistema, pero si para mantener un registro de datos. WPs: workstation processors. Opera en conjunto con componentes de interfaz humana de entrada/salida tales como teclados alfanuméricos, mouses, touch panel, etc. Estos periféricos proporcionan una interfaz de operador para supervisión, control y monitoreo en el sistema AW, interactuando con la AW sobre una base cliente-servidor. Se une con el AW vía interfaz Ethernet o Nodebus, proporciona vista hacia otros sistemas I/A Series. Como una estación de operador, el WP provee acceso a faceplate de ayudas, tendencias, alarmas, y funciones de administrador de sistema.

18
RESUMEN
La empresa Propal S.A. decidió automatizar toda la planta de producción, iniciando por el área de blanqueo, por ser uno de los procesos primordiales para la elaboración del papel. Este proyecto consistió en realizar la documentación técnica y normalizada correspondiente a las estrategias de control e instrumentación del proceso del blanqueo de la pulpa en planta 2. Este documento consta de los siguientes capítulos:
• Capítulo 1: Se describe en detalle el proceso de Blanqueo de Pulpa.
• Capítulo 2: Se explica cómo se realizó el levantamiento de la información que se utilizó para los planos.
• Capítulo 3: Se da a conocer como se elaboran los diagramas SAMA de las
estrategias de control regulatorio.
• Capítulo 4: Se describe uno de los esquemas de cadena que se actualizó de acuerdo a la base de datos del DCS.
• Capítulo 5: Se da a conocer como se elaboran los esquemas lógicos para el mando secuencial.
• Capítulo 6: Se elabora un manual de usuario, en donde se explican las normas que se utilizaron para la realización de los planos, al igual se da a conocer unos ejemplos que describen el funcionamiento de algunas de las estrategias de control implementadas en el proceso del Blanqueo de la Pulpa.
• Capítulo 7: Se elabora un artículo correspondiente al proyecto de pasantía.
Los resultados de este trabajo fueron:
• Elaboración de diagramas de control SAMA para las estrategias de control regulatorio.
• Actualización de los esquemas de cadena de acuerdo a la información encontrada en la base de datos del DCS.
• Actualización de los esquemas lógicos para el mando secuencial.

19
INTRODUCCIÓN Actualmente la planta 2 de Propal S.A. carece de un estudio y una documentación técnica y normalizada de las estrategias de control e instrumentación del proceso de blanqueo en el área de Pulpa, para realizar la actualización del sistema de control I/A de Foxboro. Esto da lugar al incumplimiento de la norma ISA-ANSI sobre Gestión de Documentación de Proyectos Socializada por medio del PMBOK o documento para Gestión de Proyectos en la Industria. La no solución de este problema, producía:
• Aumento de los tiempos de parada al realizar mantenimiento sobre las estrategias de control de cada sistema.
• Aumento de los tiempos de parada en el momento de diagnosticar una falla. • Incremento en los costos de ingeniería al realizar los pre-alistamientos para
modificar estrategias de control ya existentes. • Deficiencias en la implementación de un sistema de gestión de información
de estrategias de control e instrumentación para los procesos. • Falta de institucionalización de una norma para la documentación de las
estrategias de control de los procesos, que trae como consecuencia la deficiencia en capacitaciones al nuevo personal técnico.
El objetivo general fue estudiar y documentar las estrategias de control regulatorio y secuencial existentes en el DCS del área de Blanqueo de Pulpa en la planta 2 de Propal S.A. El objetivo general difiere del título, porque durante el desarrollo del proyecto por decisión de Propal se pidió darle prioridad durante el desempeño de la pasantía al estudio y documentación de las estrategias de control regulatorio y secuencial existentes en el DCS de la Planta de Pulpa (Blanqueo) y no de la Planta de Recupotencia; esto se soportó debidamente con una carta presentada a la dirección del programa de Ingeniería Mecatrónica, que aprobó este cambio en los alcances de la pasantía. De acuerdo al objetivo general se acordaron los siguientes objetivos específicos:
• Conocer los procesos del Blanqueo de la Pulpa de la planta 2 de Propal S.A. • Elaborar diagramas de control SAMA para las estrategias de control
regulatorio.

20
• Actualizar los esquemas de cadena de acuerdo a la información encontrada en la base de datos del DCS.
• Actualizar los esquemas lógicos para el mando secuencial.
• Elaborar un manual de usuario para utilización del estudio realizado
• Elaborar un artículo sobre el estudio. Para cumplir estos objetivos se utilizó una metodología secuencial, por ser el método requerido por Propal S.A. para el desarrollo de proyectos. Para la ejecución del proyecto la financiación fue dada por la empresa Propal S.A., es decir, se trató de una financiación externa.

21
1. DEFINICIÓN DEL PROBLEMA
1.1 ANTECEDENTES DEL PROBLEMA ANTECEDENTE PRESENTADO POR EL INGENIERO LUIS CAICEDO, INGENIERO DE PROYECTOS DE PROPAL 2.
En la máquina de Papel fue necesario realizar un trabajo similar, en el año 2000 durante la ejecución de los Macroproyectos Propal. Este trabajo consistió en actualizar los equipos de control. Algunos cambios comprendían la modernización del QCS (QUALITY CONTROL SYSTEM) y la adquisición de un DCS para la parte de control continua y discreta de la maquina.
La implementación fue hecha en el año 2001. Antes de esta modificación el control regulatorio se realizaba con controles stand alone de uno o dos lazos. El desarrollo de estrategias de control, la supervisión y modificación eran tareas difíciles de realizar, muchas de ellas solo se implementaban en paradas debido a que implicaban en su mayoría realizar conexiones físicas entre controladores. Un caso similar pasaba con el control secuencial, que se realizaba con lógica cableada de relés.
Uno de los retos del proyecto fue su documentación, porque requería conocer en detalle las estrategias de control presentes en la maquina, para su implementación en el DCS.
1.2 FORMULACIÓN
Falta de una documentación técnica y normalizada de las estrategias de control e instrumentación del proceso de blanqueo del área de Pulpa en la planta 2 de Propal S.A.

22
2. JUSTIFICACIÓN Actualmente la planta 2 de Propal S.A. carece de un estudio y una documentación técnica y normalizada de las estrategias de control e instrumentación del proceso de blanqueo en el área de Pulpa, para realizar la actualización del sistema de control I/A de Foxboro. Esto da lugar al incumplimiento de la norma ISA-ANSI sobre Gestión de Documentación de Proyectos Socializada por medio del PMBOK o documento para Gestión de Proyectos en la Industria. La no solución de este problema, producía:
• Aumento de los tiempos de parada al realizar mantenimiento sobre las estrategias de control de cada sistema.
• Aumento de los tiempos de parada en el momento de diagnosticar una falla. • Incremento en los costos de ingeniería al realizar los pre-alistamientos para
modificar estrategias de control ya existentes. • Deficiencias en la implementación de un sistema de gestión de información
de estrategias de control e instrumentación para los procesos. • Falta de institucionalización de una norma para la documentación de las
estrategias de control de los procesos, que trae como consecuencia la deficiencia en capacitaciones al nuevo personal técnico.

23
3. OBJETIVOS
3.1 OBJETIVO GENERAL Documentar las estrategias de control regulatorio y secuencial existentes en el DCS del área de Blanqueo de Pulpa en la planta 2 de Propal S.A.
3.2 OBJETIVOS ESPECÍFICOS • Conocer los procesos del Blanqueo de la Pulpa de la planta 2 de Propal
S.A.
• Elaborar diagramas de control SAMA para las estrategias de control regulatorio.
• Actualizar los esquemas de cadena de acuerdo a la información
encontrada en la base de datos del DCS.
• Actualizar los esquemas lógicos para el mando secuencial. • Elaborar un manual de usuario para utilización del estudio realizado. • Elaborar un artículo sobre el estudio.

24
4. CAPÍTULO 1
ESTUDIO DEL PROCESO DEL BLANQUEO DE LA PULPA
4.1 DESCRIPCIÓN DEL PROCESO DE BLANQUEO PULPA La función principal del proceso de Blanqueo, es retirar toda la lignina residual que le confiere el color café a la pulpa, lo cual se logra paulatinamente a lo largo del proceso de blanqueo gracias a la reacción química que ocurre en cada una de las torres de retención y a un posterior lavado por filtración para eliminar los productos de cada reacción. Mediante estos procesos químicos de digestión y blanqueo se obtiene la pulpa para producir papeles "Woodfree", término con el que en la industria papelera se conocen aquellos productos que no contienen lignina, a diferencia de los que provienen de un proceso de pulpeo mecánico, tales como los papeles tipo periódico y esmaltados de bajo gramaje para revistas.
• La pulpa blanqueada es utilizada para la producción de papel y cartulinas finas.
• La pulpa también puede ser prensada para extraerle la humedad,
convirtiéndola en hojas para su fácil almacenamiento y transporte, posterior utilización en la fábrica o para venta externa
Hay que tener en cuenta que el blanqueado de la pasta ha sido tradicionalmente visto como un índice de calidad por el consumidor de papel. La blancura de la pasta de celulosa se mide por su capacidad para reflejar luz monocromática en comparación con un Standard. En las pulpas obtenidas por procesos mecánicos se utilizan agentes químicos oxidantes como los derivados de cloro o el peróxido de hidrógeno.
Para cumplir tal objetivo de blanqueo, esta pulpa pasa por unas series de etapas:
• CLORACIÓN
La pulpa café que viene de los tanques de almacenamiento o de alta densidad 2210S va hacia el tanque de baja densidad 2301S, de este tanque la pulpa va al mezclador de químico, en donde a la pulpa café se le adiciona el cloro gaseoso, para luego entrar por la parte de abajo de la torre de cloro 2302S, donde se deja reaccionar el cloro con la pulpa por 45 minutos (tiempo que se tarda en llenarse la torre), también a la torre se le adiciona los filtrados clorados

25
que sirven para diluir la pulpa y bajar su consistencia a un 4% y a un pH de 2.5, permitiendo controlar el pH. El cloro forma las cloro ligninas pasándolas de insolubles a solubles y continuar el proceso de deslignificación. De la torre de cloro la pulpa va hacia la lavadora 2301Q01M1, por medio de las duchas de lavado se retira el cloro que no reacciono y la mayor parte del agua que traía la pulpa, a esto se le llama filtrados de cloro, estos son llevados hacia el tanque de sello 2303S. La pulpa que sale de la lavadora se le llama pulpa seca (consistencia aproximadamente del 14%), esta pulpa es llevada hacia el repulpador de la etapa de cáustica (extracción alcalina). Ver figura 1.
Figura 1. Etapa de cloración.
Fuente: Suministrado por la empresa Propal S.A.
• CAÚSTICA Esta subfase recibe la pulpa con cloro ligninas a una consistencia de 12 a 15%, la cual llega al repulpador en donde se le aplica soda cáustica para continuar el proceso de deslignificación y subir el pH a un medio alcalino, esta pulpa va hacia el mezclador 2303K en donde se le aplica vapor a 65 psi, esto sirve para obtener una temperatura de 170 a 180°F para lograr una buena reacción de los químicos aplicados. La aplicación de cáustica requerida depende del cloro usado en la etapa anterior, por regla general la aplicación de cáustica es igual a la aplicación de cloro.

26
Del mezclador de vapor 2303K, la pulpa va hacia el mezclador de químico (Hi-Shear de oxígeno), ahí se le adiciona oxigeno y peróxido de hidrógeno que son gentes oxidantes y blanqueadores, por el impulso que le da la bomba 2302JM (Hi-Shear) a la pulpa, esta entra por la parte de abajo de la torre de retención, donde se deja reaccionar el oxigeno y el peróxido por 10 minutos (tiempo que se tarda en llenarse la torre). Cuando la torre de retención se llena de pulpa, esta va hacia la torre de cáustica 2304S para continuar con la reacción de los químicos, en menor proporción el oxigeno y el peróxido y en mayor proporción la soda cáustica, esta reacción tarda 2 horas. En la torre hay un agitador que se encarga de mezclar la pulpa con una dilución gruesa que proviene del tanque de sello 2305S para obtener una mejor consistencia de la pulpa a la salida de la torre. Cuando la pulpa sale de la torre se le adiciona una dilución fina de los filtrados de cáustica, que permite manipular la consistencia de la pulpa que sale de la bomba 2303JM, la cual es la que impulsa la pulpa hacia la lavadora 2302Q01M1. En la lavadora por medio de las duchas de lavado se retira los químicos que no reaccionaron y la mayor parte del agua que traía la pulpa, a esto se le llama filtrados de cáustica, estos son llevados hacia el tanque de sello 2305S. La pulpa seca es llevada hacia el repulpador de la etapa de hipoclorito. Ver figura 2. Figura 2. Etapa de cáustica.
Fuente: Suministrado por la empresa Propal S.A.

27
• HIPOCLORITO En este proceso el objetivo es destruir la lignina residual que aún permanece en la pulpa, por medio de un oxidante no específico llamado hipoclorito, el cual ataca por igual la lignina y la celulosa.
La pulpa seca que sale de la etapa de cáustica va hacia el repulpador, en donde se le adiciona hipoclorito de cloro (agente blanqueador) y para ayudar a controlar la reacción del hipoclorito sobre la celulosa se usa el ácido sulfámico como agente protector de las propiedades físicas de la fibra (celulosa y hemicelulosa) haciendo que el hipoclorito se vuelva más selectivo sobre la lignina y así lograr una viscosidad buena en la pulpa. Esta pulpa entra por la parte superior de la torre de hipoclorito 2306S, gracias al impulso que da la bomba de alta densidad 2304JM. En esta torre se deja que la pulpa reaccione con los químicos que se le adhirieron en el repulpador, esta reacción tarda 2 horas. En la parte inferior de la torre se encuentra un agitador que se encarga de mezclar la pulpa con una dilución gruesa que proviene del tanque de sello 2307S para que se obtenga una mejor consistencia de la pulpa en la salida de la torre. Cuando la pulpa sale de la torre se le adiciona una dilución fina de los filtrados de hipoclorito, que permite manipular la consistencia de la pulpa que sale de la bomba 2305JM, la cual es la que impulsa la pulpa hacia la lavadora 2303Q01M1. En la lavadora por medio de las duchas de lavado se retira los químicos que no reaccionaron y la mayor parte del agua que traía la pulpa, a esto se le llama filtrados de hipoclorito, estos son llevados hacia el tanque de sello 2307S. La pulpa seca es llevada hacia el repulpador de la etapa de peróxido. Ver figura 3. Las reacciones que ocurren sobre las celulosas hacen que se rompan algunos enlaces químicos, por consiguiente pérdida de propiedades. Esta etapa es bastante crítica para las propiedades físicas de la pulpa. El flujo de Hipoclorito, el tiempo de retención, pH, consistencia y temperatura en la torre hipoclorito nos ayudará a conseguir la exigencia de blancuras requeridas.

28
Figura 3. Etapa de hipoclorito.
Fuente: Suministrado por la empresa Propal S.A.
• PERÓXIDO En esta etapa se continúa el proceso de blanqueo y se logra la blancura óptima para la elaboración de papel.
La pulpa seca que sale de la etapa de hipoclorito va hacia el repulpador, en donde se le adiciona peróxido de hidrogeno (agente blanqueador) y soda cáustica permitiendo aumentar el pH de la pulpa. Esta pulpa es llevada hacia el mezclador 2304K en donde se le aplica vapor a 65 psi, para obtener una temperatura de 170 a 180°F, permitiendo lograr una buena reacción de los químicos aplicados. La pulpa del mezclador de vapor 2304K va hacia la bomba de alta densidad 2306JM que impulsa esta pulpa hacia la parte inferior de la torre de peróxido 2308S, donde se deja reaccionar el peróxido por 4 horas (tiempo que se tarda en llenarse la torre), a la torre se le adiciona los filtrados de peróxido que sirven para diluir la pulpa y bajar su consistencia, permitiendo controlar el pH. Cuando la torre se encuentra en un nivel alto de pulpa, esta va hacia la lavadora 2304Q01M1, en donde se le retira los químicos que no reaccionaron y el agua que contenía, esto se realiza por medio de las duchas de lavado, lo que se retira de la lavadora se le llaman filtrados de peróxido, los cuales son llevados al tanque de sello 2309S. En esta etapa se logra obtener la pulpa

29
blanca óptima que se requiere para la elaboración del papel. La pulpa es enviada hacia el repulpador para luego ir hacia la bomba de alta densidad 2307JM que se encarga de llevar la pulpa blanca hacia los tanque de almacenamiento 2310S y 2311S para que esta sea utilizada por la maquina. Ver figura 4. Figura 4. Etapa de peróxido.
Fuente: Suministrado por la empresa Propal S.A.
4.2 P&ID ACTUAL
El P&ID es un plano que muestra toda la instrumentación empleada en el control de la planta industrial y por lo tanto permite entender cómo se efectúa el control, que tipo de instrumentos se emplean y donde están localizados. En este diagrama, cada instrumento estará representado por etiqueta o identificación y por un símbolo. La etiqueta es un conjunto de letras y números que indica cual es la variable medida o controlada y cuáles son las funciones del instrumento. La simbología empleada en el diagrama permite ubicar el instrumento, determinar el tipo de señales empleadas y otras características del mismo. En el Anexo A, se encuentra el P&ID correspondiente al proceso de Blanqueo.

30
4.3 ACTUALIZACIÓN DEL SISTEMA I/A
4.3.1 Antes de Noviembre de 2009. La empresa Propal S.A. en la Planta de Pulpa de Planta 2 poseía una arquitectura del Sistema I/A Series de Foxboro, que permitía controlar las señales que llegaban a él. Este sistema tenía una arquitectura comprendida entre las redes NODEBUS y Red Fieldbus, que se describe a continuación:
• Arquitectura: La arquitectura del sistema I/A Series está construida alrededor del concepto nodo. Este nodo opera independientemente, realizando funciones de automatización. Puede conectarse con otros nodos Foxboro o no Foxboro que sean compatibles con la red. Estos módulos procesadores están interconectados por un bus serial llamado Nodebus. Además, cada modulo se conecta a dispositivos periféricos o a otros tipos de módulos a través de uno o más enlaces de comunicación. AP (Procesadores de Aplicación). Se conectan a dispositivos de gran almacenamiento, y a redes de información (Ethernet) para permitir flujo de información bidireccional. WP (Procesadores de Estación de Trabajo). Se conecta a teclados, teclados anunciadores y a otros dispositivos de estaciones de trabajo. CP (Procesadores de Control). Se conectan a los módulos de bus de campo de la Serie I/A y a otros dispositivos.

31
Figura 5. Arquitectura Nodebus.
Fuente: Suministrado por la empresa Propal S.A. Los módulos de bus de campo FBM’s es otra clase de módulo. Estos se conectan a dispositivos de campo, como los sensores convencionales y actuadores a través de un bus de comunicaciones llamado Fieldbus.
El Servidor AW51D – ST6101, se encuentra ubicado en el cuarto de control de Pulpa. Opera bajo la plataforma en UNIX.
El WP70 – ST7100 está ubicado en el cuarto de control del área de Productos Químicos. Opera bajo el sistema operativo de Windows XP.
El AW51D opera bajo plataforma en UNIX; el WP70 bajo el sistema operativo de Windows XP.
• Hardware: El sistema I/A es un sistema industrial abierto, con diversos
módulos que tienen responsabilidades especificas; a ciertos módulos se les llama estaciones, se comunican unos con otros a través del Nodebus. Este, interconecta estaciones para formar un nodo de control y manejo de

32
proceso, además provee comunicaciones de alta velocidad, redundantes, punto a punto. Los módulos pueden realizar una variedad de funciones, dependiendo del software. En un caso, un CP (Control Processor), puede realizar funciones de ladder lógico o de control regulatorio, en otro puede realizar funciones de control secuencial. Un AP, (Application Processor) puede coleccionar datos históricos, archivarlos, y realizar funciones de manejo de base de datos, otro puede coordinar otros módulos procesadores como parte de un sistema de control distribuido. Los CP’s son los que contienen los algoritmos de control de proceso. Cada CP tiene otro sistema de red al cual se conectan las FBM’s, llamado Fieldbus. Existe un solo CP por Fieldbus, y las FBM’s conectadas a él se seleccionan para el tipo de control de proceso requerido. Las FBM’s se comunican solo con una estación, el CP host en su respectivo Fieldbus. Como lo muestra la Figura anterior.
Para este sistema se implementaron los siguientes equipos:
• Controlador CP6001
• Servidores Unix.
• Software ICC del sistema I/A de Foxboro.
• Baseplate
• FBMs
• FCMs10E
• Switches correspondientes a la red NODEBUS
• Fuentes
• TAs, etc.
Para las señales que se implementaron en este sistema se crearon en el nodo I61500 correspondientes al área de pulpa, tales como: café, blanqueo, depuración y digestores. Para instalar estas señales se requirió crear los tableros o gabinetes IE16 y IE32 donde se ubicaron todos los elementos requeridos tales como: Baseplates, FBM´s, FCMs10E, switches, fuentes, etc. También se creó el tablero 23UBJE200 donde se ubicaron las respectivas TAs. En la siguiente figura se puede apreciar como quedaron los tableros IE16 y IE32.

33
Figura 6. Tableros IE16 y IE 32
Fuente: Suministrado por la empresa Propal S.A.
4.3.2 A partir de Abril de 2009 La empresa Propal, que tiene como objetivo principal la venta de papeles blancos a nivel nacional e internacional, vio la necesidad de mejorar su planta de producción, automatizando sus procesos industriales de la Planta de Pulpa Blanca y otros proyectos a futuro. Unos de los principales puntos es ampliar su plataforma de Sistema de Control Distribuido (DCS), marca Foxboro, para lograr este objetivo se planificó con los departamentos de Ingeniería, Control de Procesos y Proyectos. De donde su evaluación resulto la cuantificación de señales análogas y digitales contemplando las áreas de electricidad e instrumentación.
Por ser la planta de pulpa Blanca uno los procesos clave para la producción de papel, realizar su actualización sin afectar la producción, requirió el empleo de personal idónea para esta labor como: Ingenieros de Procesos, Mecatrónicos y Electrónicos, Eléctricos, Electricista e Instrumentista. Esta labor precisó un levantamiento completo de todas las señales existentes y no se contaba con una documentación correcta y actualizada.

34
Para realizar el levantamiento de la información en el campo se hizo lo siguiente:
• Cuantificación de señales análogas y digitales.
• Planos lógicos, SAMA y de cadena.
• Crear base de datos (Ver Anexo B).
Cuando se realizó lo anterior, el Departamento de Control de Procesos llegó a la conclusión que se debía cambiar el controlador existente (CP6001) porque se encontraba en su máxima capacidad y por ende no se podían adicionar las nuevas señales en este controlador. Contando con la asesoría de la firma INVENSYS–FOXBORO, proveedor del sistema de control (DCS), se decidió actualizar toda la arquitectura existente a una de última generación tecnológica, conocida como la Arquitectura Mesh. La red de control Mesh, está diseñada para ofrecer múltiples caminos de comunicación entre dos dispositivos o estaciones conectadas a la red. Esta arquitectura de la red reduce la complejidad de la red, el costo y los requisitos de mantenimiento, también proporciona rutas de datos redundantes y elimina los puntos únicos de falla. La figura 7, es la implementacion de la Arquitectura Mesh en la planta de pulpa, de Propal S.A., Planta 2. Figura 7. Arquitectura Mesh de la Planta de Pulpa, Propal S.A., Planta 2.
Fuente: Suministrado por la empresa Propal S.A.

35
Para la implementación de esta arquitectura se usaron los siguientes equipos:
• Controlador ZCP270FT
o Splitter
• FCMs100E
• Switches
• Servidor Windows Server P91
• Estaciones de operación P92
Para implementar esta actualización se requirió realizar las siguientes actividades de ingeniería:
1. HARDWARE 1.1. Desmontar los equipos de la arquitectura Red Nodebus. 1.2. Instalación de la nueva Red Mesh.
• Controlador ZCP270 – Redundantes. • Switch de 24 puntos – Redundantes. • FCM100E – Redundantes. • Fuentes Redundantes (UPS). • Servidor Windows Server. • Fibra Óptica.
2. PROGRAMACIÓN DEL SISTEMA
2.1. Implementación el nodo I23500 para todas las señales análogas.
2.2. Implementación el nodo I23600 para todos los motores – digitales.
3. INGENIERÍA 3.1. Actualización de la Base de Datos (ver Anexo C).

36
3.2. Actualización de planos:
• Lógicos
• Cadena
• Sama
• Proceso (P&ID).
3.3. Cambio de gabinete IE16, por nuevo gabinete IE32B.
• Actividades (Ver Anexo D).
3.4. Se trasladó la distribución electrónica del gabinete IE16, Baseplate, FBM,
FCM, hacia el IE32B.
3.5. Se trasladaron las señales análogas al gabinete IE32B.
• Actividades (Ver Anexo E). Figura 8. Tablero IE32B
Fuente: Suministrado por la empresa Propal S.A.

37
3.6. Renombrar el gabinete IE32 por IE32A en donde se instalaron las señales de café, depuración y digestores, que se encuentran en el nodo I61500. En este gabinete se conecta no solo los Baseplate con sus respectivas FCMs100E y FBMs, sino también los elementos requeridos para esta arquitectura, tales como: switches, controladores, etc.
Figura 9. Tablero IE32A
Fuente: Suministrada por la empresa Propal S.A.
3.7. Independizar señales análogas y digitales de las secciones de Café y
Blanqueo.
• Actividades (Ver Anexo F). Con la nueva arquitectura Mesh fue necesario cambiar el software ICC por la versión mejorada llamada IACC. Este nuevo software trajo consigo muchas ventajas, como las que se muestran a continuación:

38
• Se pueden configurar cada una de las estrategias de control de los procesos de la Planta de Pulpa. En el IACC la Planta de Pulpa se encuentra catalogada por cada una de sus respectivas áreas (compuestos) y estas por sus determinados bloques de control, como se muestra en la figura 10.
Figura 10. Compuesto – resumen de los bloques de cada estrategia de control.
Fuente: Suministrado por la empresa Propal S.A.
• En el software IACC, se encuentra la herramienta CSD (Diagrama esquemático de control) que permite diseñar y modificar cada una de las estrategias de control especificas de cada una de las señales, ya sean análogas o digitales, es decir, permite configurar tanto las entradas, las salidas, como su programación de estas señales, también permite trabajar off-line y luego descargar. En la figura 11, se puede observar una de las estrategias de control correspondiente al área de Blanqueo:

39
Figura 11. CSD del lazo de control denominado FIC_013.
Fuente: Suministrado por la empresa Propal S.A.
El siguiente capítulo, explica cómo se realizó el levantamiento de la información para la elaboración y actualización de los planos.

40
5. CAPÍTULO 2
LEVANTAMIENTO DE LA INFORMACIÓN Antes de elaborar o actualizar los planos, debe realizarse un buen levantamiento de la información requerida. Para esto, en Propal S.A. ha de tenerse en cuenta lo siguiente:
1. Determinar el área a la que se le va a realizar la respectiva documentación.
2. Identificar el área en el plano del proceso (P&ID).
3. Cuantificar y clasificar los equipos: Instrumentos análogos y digitales (Motores, electroválvulas, switches, etc.).
4. Ubicación física.
La ubicación física de los equipos en la planta de producción de Pulpa Blanca, se pudo lograr con la ayuda de los operadores de producción y el Departamento de control de procesos que conocen detalladamente todo el proceso del Blanqueo de la Pulpa.
5. Tener en cuenta las normas de instrumentación, control y cableado eléctrico
vigentes en cada área.
6. Verificación física del conexionado.
El Departamento de Ingenierías de la empresa Propal S.A., se encarga de contratar a la empresa MEGA para que realice el levantamiento de las señales análogo – digital que funcionaban en el tablero de lógica cableada (UTC), y se van a implementar en el sistema I/A (DCS), se requiere comprobar si la información existente en los planos de cadena y secuencial es la correcta. Para esto se verifica el conexionado contenido en el plano, desde el instrumento – caja de paso – indicación cuarto de control, de la siguiente manera:
• En coordinación con el personal de operación para dejar el lazo de control
en manual, se desconecta una línea y la indicación debe fallar.
• Medición de corriente y/o voltaje.
• Prueba de continuidad entre el instrumento - caja de paso y cuarto de control.

41
• Seguimiento del recorrido del cable. Para los Motores e Instrumentación nueva se realizó una planificación de instalación de equipos, ruta de cableado, caja de paso y gabinete de interfase. Por ejemplo, a las gavetas de los motores se le realizó una modificación del conexionado para que quedaran operados desde el DCS, sin necesidad de cambiarlas. Se implementó un nuevo gabinete (23UBJE400) para las interfases digitales de entradas y salidas.
7. Carnet de cables
La empresa contratista MEGA se encarga del levantamiento del conexionado eléctrico existente para actualizar el carnet de cables. Tabla 1 . Carnet de cables
ID CABLE
CAJA DE
PASO BORNERA TAG ID
CABLE TABLERO BORNERA
D400 01UBJE
1 LT007 (+)
D401 23UBJ200
1
2 LT007 (-) 2
3 LV007 (+) 3
4 LV007 (-) 4
5 PT004 (+) 5
6 PT004 (-) 6
Fuente: Suministrado por la empresa Propal S.A.
8. Actualizar la base de datos.
Con ayuda de la información que se encuentra en el carnet de cables, se prosigue a actualizar la base de datos de las señales que se implementaran en la arquitectura MESH del sistema I/A de Foxboro.
Estas actividades se realizaron bajo la supervisión del Departamento de ingeniería y proyectos de Propal S.A. El siguiente capítulo, explica cómo se realizo la elaboración de los diagramas SAMA para las estrategias de control regulatorio.

42
6. CAPÍTULO 3 ELABORACIÓN DE DIAGRAMAS SAMA PARA LAS ESTRATEGIAS DE
CONTROL REGULATORIO
Los diagramas SAMA, son diagramas de control funcional basados en símbolos de acuerdo a la norma SAMA. Se utilizan para describir y documentar las estrategias y sistemas de control, diseñados para aplicaciones industriales. Para representar una estrategia de control se requiere que el diagrama SAMA incluya:
• Una medición del proceso. • Un controlador PID con un setpoint ajustable. • Transferencia de auto/manual. • Un elemento final de control (ej.: una válvula de control).
En el Anexo G, se encuentran los diagramas SAMA correspondientes a cada una de las estrategias de control existentes en el área de Blanqueo de la Planta de pulpa. A continuación se enumeran los diagramas presentes en el anexo mencionado:
• 23FIC049 Y 23TIC051
• 23FIC115
• 23FIC189 Y 23TIC191
• 23FIC257
• 23FIC259
• 23LIC007
• 23LT065
• 23LIC139
• 23LT235
• 23LT267
• 23NIC011
• 23NIC111
• 23NIC155
• 23NIC193

43
• 23PT004
• 23PT023
• 23PIC270
• 23TT272
• 23TT301.1
• 23TT301.2
Para una mayor comprensión teórica y funcional de la norma y de las estrategias de control implementadas en estos diagramas puede remitirse al Manual de Usuario, que se encuentra en el Capítulo 6. El siguiente capítulo describe uno de los esquemas de cadena que se actualizó de acuerdo a la base de datos del DCS.

44
7. CAPÍTULO 4
ACTUALIZACIÓN DE LOS ESQUEMAS DE CADENA DE ACUERDO A LA INFORMACIÓN ENCONTRADA EN LA BASE DE DATOS DEL DCS
Los esquemas de cadena, son diagramas de conexionado correspondiente a cada lazo de control. Cada uno de estos esquemas posee 4 divisiones:
• Campo o proceso • Cajas de paso
• Tablero de interfaces
• Cuarto de control
Estas divisiones indican donde se encuentra las conexiones de cada uno de los instrumentos del lazo de control. Los diagramas de cadena se elaboraron siguiendo la norma europea empleada desde el inicio de la empresa conocida anteriormente como Papelcol, pero siempre respetando la norma internacional ISA. Por esta razón, los planos se realizaron de la siguiente forma:
• Implementar la norma ISA S5.1 para dibujar cada uno de los instrumentos con su respectivo cableado.
• Marcadores alfanuméricos en cables y borneras indicando desde donde viene conectado y hasta donde va.
• Un formato donde indique la ubicación de los equipos.
En la figura 12, se puede observar uno de los esquemas de cadena correspondiente al proceso de Blanqueo:

45
Figura 12. Diagrama de cadena
Fuente: Suministrado por la empresa Propal S.A.
Descripción del diagrama de cadena:
a. Campo: Ubicación de los instrumentos en Planta.
b. Cuarto de control: Donde se encuentra la interfaz de operación.
c. Caja de paso: Indica donde se encuentra el punto intermedio de conexión.
d. Tablero UBJE 200: Donde se encuentra la conexión de los módulos Fieldbus.
El anexo H, muestra los siguientes esquemas de cadena correspondientes al proceso de Blanqueo de Pulpa:
• 23FIC049
• 23FIC115
• 23FIC189
• 23FIC257

46
• 23FIC259
• 23LIC007
• 23LT065
• 23LIC139
• 23LT235
• 23LT267
• 23NIC011
• 23NIC111
• 23NIC155
• 23NIC193
• 23PT004
• 23PT023
• 23PIC270
• 23TIC051
• 23TIC191
• 23TT301.1 Y 23TT301.2
El siguiente capítulo, explica como se elaboración de los esquemas lógicos para el mando secuencial.

47
8. CAPÍTULO 5
ACTUALIZACIÓN DE LOS ESQUEMAS LÓGICOS PARA EL MANDO SECUENCIAL
Los esquemas o diagramas lógicos, permiten diseñar estrategias de control digitales basadas en la descripción funcional del proceso. Para la realización de estos esquemas se implementa el uso de los diagramas de bloques funcionales (FBD), que es uno de los lenguajes gráficos correspondientes a la norma IEC 61131-3. Cuando se tienen listos los esquemas lógicos, se prosigue a realizar la programación respectiva en la herramienta DCS, para poder lograr con el objetivo control. El anexo I, muestra los siguientes esquemas lógicos de los motores del área de blanqueo que hacen parte del nuevo Sistema de control I/A.
• 2301JM
• 2301Q01M1
• 2301QNM
• 2302JM1
• 2302Q01M1
• 2302QNM
• 2302JM
• 2303KM
• 2303Q01M1
• 2303QNM
• 2304JM1
• 2304Q01M1
• 2304QNM
• 2305JM
• 2306JM1
• 2307JM1
• 2313SKM

48
• 2320JM
• 2324KM
• 2325KM
El siguiente capítulo, muestra el Manual del Usuario. En él se presenta un ejemplo de la lógica que se implementó para la programación de los motores.

49
9. CAPÍTULO 6
MANUAL DE USUARIO El manual de usuario va dirigido a la capacitación y el desempeño de los funcionarios del área de control de procesos. En este manual no solo se explican las normas que se utilizaron para la realización de los planos, sino también ejemplos que describen el funcionamiento de algunas de las estrategias de control implementadas en el proceso del Blanqueo de la Pulpa. 9.1 NORMA SAMA
La norma SAMA se implementa para la realización de los diagramas de control funcional basados en símbolos y los diagramas desarrollados por Scientific Apparatus Makers Association (SAMA). Se utilizan para describir y documentar las estrategias y sistemas de control, diseñados para aplicaciones industriales. Aunque es similar en concepto a los diagramas ISA, hay diferencias significativas entre los dos métodos de los diagramas de los sistemas de control. 9.1.1 SIMBOLOS En la figura 13, se muestra un lazo simple de control de flujo utilizando los diagramas de las normas ISA y SAMA. Sólo el símbolo para el transmisor de flujo (FT) es idéntico en ambos casos. El diagrama de ISA muestra una representación muy simbólica del indicador de control de flujo (FIC). El diagrama SAMA ofrece un bloque más detallado del diagrama del controlador proporcional integral (PI) con setpoint y ajustes de la trasferencia de switche de manual y auto/manual. Las versiones SAMA e ISA utilizan diferentes símbolos para representar la válvula de control de flujo (FCV).

50
Figura 13. Diagramas funcionales ISA vs SAMA
Fuente: SAMA Diagrams for Boiler Controls [en línea]. Siemens. [Consultado Agosto de 2009]. Disponible en Internet: http://www.ctjohnson.com/ZipFiles/SAMA.pdf Un diagrama SAMA usa varios tipos de símbolos para representar los diversos elementos o funciones del sistema de control, como se muestra en la tabla 1. La tabla 2, muestra muchos de los símbolos de la señal procesada usada para describir las funciones dentro de cada contorno. En la tabla 3, se muestran las señales que unen los símbolos

51
Tabla 2. Símbolos SAMA.
FUNCIÓN SIMBOLOS FUNCIÓN SIMBOLOS
Medida o lectura
Lógica AND
Señal de procesamiento manual
Lógica OR
Señal de procesamiento
automático Lógica Or calificada
Control final
Lógica NOT
Control final con posicionador
Memoria gestionada
Tiempo de retardo o duración del pulso
Fuente: SAMA Diagrams for Boiler Controls [en línea]. Siemens. [Consultado Agosto de 2009]. Disponible en Internet: http://www.ctjohnson.com/ZipFiles/SAMA.pdf

52
Tabla 3. Símbolos del procesamiento de la señal
FUNCIÓN SIMBOLO DE
PROCESAMIENTO DE LA SEÑAL
FUNCIÓN SIMBOLO DE
PROCESAMIENTO DE LA SEÑAL
Adición Generador de señal lógica
Promedio Lógica AND
Diferencia Lógica OR Proporcional Lógica OR
calificada n = un entero
Integral
Derivativa
Multiplicación Lógica NOT División Memoria Set Raíz cuadrada Memoria Reset
No-lineal f1(X) Duración del pulso
Tres estados Duración del pulso de el menor tiempo
Selector alto Tiempo de retraso de inicialización
Selector bajo Tiempo de retraso de terminación
Limitador Alto
Input / Output
Análoga Limitador bajo Digital
Proporción inversa Voltaje
Límite de velocidad
Convertidor de señal
Frecuencia
Bias Hidráulica Función de tiempo f(t) Corriente
Transferencia de señal
Examples: D/A I/P
Electromagnético
Generador de señal Neumático
Comparador de señal Resistencia
Fuente: SAMA Diagrams for Boiler Controls [en línea]. Siemens. [Consultado Agosto de 2009]. Disponible en Internet: http://www.ctjohnson.com/ZipFiles/SAMA.pdf

53
Tabla 4. Símbolos de las señales
SEÑAL SIMBOLO
Señal de variable continua
Cambio incremental de una señal
de variable continua
Señal On-Off
Fuente: SAMA Diagrams for Boiler Controls [en línea]. Siemens. [Consultado Agosto de 2009]. Disponible en Internet: http://www.ctjohnson.com/ZipFiles/SAMA.pdf
9.1.2 Controlador PID La función fundamental de la mayoría de los bucles de control es el controlador PID. PID representa el algoritmo de control proporcional, integral y derivativo. La Figura 2 muestra cuatro variaciones del símbolo utilizado para describir este algoritmo en los diagramas de SAMA. El controlador PID en general tiene dos entradas que representan la variable de proceso (PV) para ser controlada y el punto de referencia (setpoint), valor al que se desea mantener el PV. El controlador calcula la diferencia ( ), o error de control, entre estas dos señales y genera una salida del variador del PV al SP. Dependiendo del número de control, la salida del controlador es proporcional (P) a la magnitud del error, la integral (I) del error, la derivada (D) del error, o diversas combinaciones de estas tres funciones. La figura 14, muestra las diferentes formas de representar un PID: 14A muestra el símbolo SAMA clásico para un PID controlador estándar utilizando los símbolos matemáticos para estas funciones. Los rectangulares indican que estas señales y las funciones son procesadas automáticamente. 14B simplemente sustituye P, I y D por los símbolos matemáticos normales. 14C simplifica el dibujo del símbolo mediante la combinación de la P, I, D y funciones dentro de un solo rectángulo.

54
Figura 14. Diferentes representaciones del PID
Fuente: SAMA Diagrams for Boiler Controls [en línea]. Siemens. [Consultado Agosto de 2009]. Disponible en Internet: http://www.ctjohnson.com/ZipFiles/SAMA.pdf
9.1.3 Lazo simple de control
Lo fundamental del diagrama de lazo de control simple o retroalimentado incluye: una medición del proceso, un controlador PID con un setpoint ajustable, transferencia de auto/manual, y un elemento final de control (válvula o mecanismo para variar la velocidad). La Figura 15, muestra tres variaciones de los símbolos utilizados para describir el lazo de control retroalimentado con los diagramas de SAMA. Figura 15. Variaciones del lazo de control retroalimentado
Fuente: SAMA Diagrams for Boiler Controls [en línea]. Siemens. [Consultado Agosto de 2009]. Disponible en Internet: http://www.ctjohnson.com/ZipFiles/SAMA.pdf

55
La figura 15A, muestra el diagrama de SAMA clásico para el lazo de control retroalimentado utilizando un controlador PI. Los tres diamantes unidos representan el setpoint ajustable (a la izquierda A), la salida manual ajustable (a la derecha A), y el interruptor automático/manual (T). La figura 15B, simplemente se traslada el setpoint directamente al símbolo al controlador PI. También muestra la FCV equipado con una posicionador de válvula. Sin embargo, hay muchos diagramas que omiten el símbolo del posicionador por la simplicidad. El dibujo no debe interpretarse como la autoridad final sobre la presencia o ausencia de un posicionador de válvula. La figura 15C muestra otra variante de la estructura clásica de los tres diamantes. También tenga en cuenta que el símbolo de la función no-lineal [f (x)] reemplaza a la FCV. Esto puede ser usado para representar un carácter esencialmente no-lineal de la válvula (ej.: porcentaje igual), o puede representar el uso de un posicionador que incluye una función caracterizada (aunque el símbolo del posicionador no se muestra). También tener en cuenta que algunos diagramas SAMA muestran rutinariamente el símbolo f (x) de todos los elementos de control final sin tener en cuenta las características reales de la válvula o el posicionador.
9.2 CONTROL RETROALIMENTADO El objetivo del control retroalimentado es mantener constante una variable en un valor deseado o variable a través del tiempo. Este controlador, es la forma más simple de aplicar un control en lazo cerrado. El problema en este tipo de control, es que la corrección se hace después de que se presentó el problema y una cantidad del producto no tiene la calidad deseada, ya que la corrección llega un tiempo después. Figura 16. Control retroalimentado
Fuente: Qué es la Instrumentación [en línea]. AMP instrumentación y Servicios S.A., [consultado 6 de Enero de 2010]. Disponible en Internet: http://www.ampinstrumentacion.com.mx/Instrumentacion.php.

56
Es decir, en un sistema de control retroalimentado (Manual o Automático), debe obtenerse información del valor real de la variable controlada y compararlo con su valor deseado, la diferencia entre estos valores (error), es utilizada en el lazo de control para lograr disminución o eliminación del error. 9.2.1 Ejemplos En el proceso del Blanqueo de la Pulpa hay cuatro tipos diferentes de lazos de control retroalimentado: consistencia, flujo, nivel, presión. Estas serán explicadas a través de los siguientes ejemplos. 9.2.1.1 Consistencia
Figura 17. Lazo de control del 23NIC011
Fuente: Suministrado por la empresa Propal S.A.
57
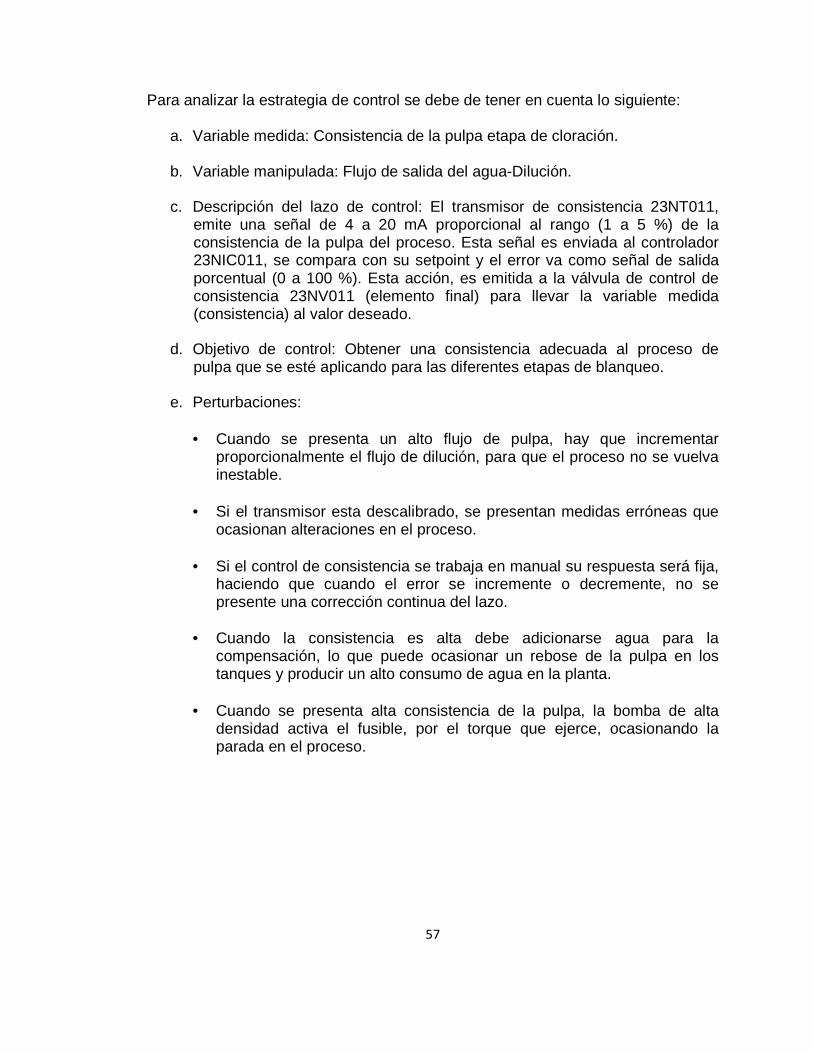
Para analizar la estrategia de control se debe de tener en cuenta lo siguiente:
a. Variable medida: Consistencia de la pulpa etapa de cloración.
b. Variable manipulada: Flujo de salida del agua-Dilución.
c. Descripción del lazo de control: El transmisor de consistencia 23NT011, emite una señal de 4 a 20 mA proporcional al rango (1 a 5 %) de la consistencia de la pulpa del proceso. Esta señal es enviada al controlador 23NIC011, se compara con su setpoint y el error va como señal de salida porcentual (0 a 100 %). Esta acción, es emitida a la válvula de control de consistencia 23NV011 (elemento final) para llevar la variable medida (consistencia) al valor deseado.
d. Objetivo de control: Obtener una consistencia adecuada al proceso de pulpa que se esté aplicando para las diferentes etapas de blanqueo.
e. Perturbaciones:
• Cuando se presenta un alto flujo de pulpa, hay que incrementar proporcionalmente el flujo de dilución, para que el proceso no se vuelva inestable.
• Si el transmisor esta descalibrado, se presentan medidas erróneas que
ocasionan alteraciones en el proceso.
• Si el control de consistencia se trabaja en manual su respuesta será fija, haciendo que cuando el error se incremente o decremente, no se presente una corrección continua del lazo.
• Cuando la consistencia es alta debe adicionarse agua para la compensación, lo que puede ocasionar un rebose de la pulpa en los tanques y producir un alto consumo de agua en la planta.
• Cuando se presenta alta consistencia de la pulpa, la bomba de alta
densidad activa el fusible, por el torque que ejerce, ocasionando la parada en el proceso.

58
9.2.1.2 Flujo
Figura 18. Lazo de control 23FIC257
Fuente: Suministrado por la empresa Propal S.A.
Para analizar la estrategia de control se debe de tener en cuenta lo siguiente:
a. Variable medida: Flujo de filtrados de lavadora de peróxido.
b. Variable manipulada: Flujo de salida de los filtrados de lavadora de peróxido.
c. Descripción del proceso: El transmisor de flujo 23FT257, emite una señal de 4 a 20 mA proporcional al rango (0 a 300 M3/H) del flujo de filtrados de peróxido. Esta señal es enviada al controlador 23FIC257, se compara con su setpoint y el error va como señal de salida porcentual (0 a 100 %). Esta acción, es emitida a la válvula de control de flujo 23FV257 (elemento final) para llevar la variable medida (flujo de filtrados) al valor deseado.

59
d. Objetivo de control: Regular la consistencia a la salida de la torre de peróxido.
e. Perturbaciones:
• Cuando se presenta una alta consistencia debe incrementarse proporcionalmente el flujo de dilución hacia la torre de peróxido, para que el raspador no se atasque.
• Cuando los transmisores de flujo están descalibrados, se presentan
desperdicios en el proceso afectando la calidad del producto final.
• Si el control de flujo se trabaja en manual su respuesta será fija, haciendo que cuando el error se incremente o decremente, no se presente una corrección continua del lazo.
• Cuando se presenta alta consistencia de la pulpa, la bomba de alta
densidad activa el fusible, por el torque que ejerce, ocasionando la parada en el proceso.
• Por falta de mantenimiento en los sensores de rotación o velocidad nula, en algún momento llegan a fallar parando la bomba por interlock, ocasionando perturbaciones en el proceso.

60
9.2.1.3 Nivel
Figura 19. Lazo de control del 23LIC007
Fuente: Suministrado por la empresa Propal S.A.
Para analizar la estrategia de control se debe de tener en cuenta lo siguiente:
a. Variable medida: Nivel del tanque de baja densidad 2301S.
b. Variable manipulada: Flujo de entrada del tanque de baja densidad 2301S.
c. Descripción del proceso: El transmisor de nivel 23LT007, emite una señal de 4 a 20 mA proporcional al rango (0 a 100%) de nivel del tanque de sello. Esta señal es enviada al controlador 23LIC007, se compara con su setpoint y el error va como señal de salida porcentual (0 a 100 %). Esta acción, es

61
emitida la válvula de control de nivel 23LV007 (elemento final) para llevar la variable medida (nivel del tanque de sello) al valor deseado.
d. Objetivo de control: Control de nivel del tanque de sello.
e. Perturbaciones:
• Cuando el transmisor de nivel se encuentra descalibrado, se presenta rebose en el tanque 2301S, trayendo como consecuencia la contaminación al medio ambiente y la producción de altos desperdicios de la pulpa.
• Si el control de nivel se trabaja en manual su respuesta será fija,
haciendo que cuando el error se incremente o decremente, no se presente una corrección continua del lazo.
• Si la consistencia de la pulpa no es estable (alta o baja), se presentan
alteraciones en el nivel, afectando la calidad de la pulpa.

62
9.2.1.4 Presión Figura 20. Lazo de control del 23PIC270
Fuente: Suministrado por la empresa Propal S.A. Para analizar la estrategia de control se debe de tener en cuenta lo siguiente:
a. Variable medida: Presión de agua hacia el Stand Pipe.
b. Variable manipulada: Presión en el Stand de Pipe.
c. Descripción del proceso: El transmisor de presión 23PT270, emite una señal de 4 a 20 mA proporcional al rango (0 a 4 Bar) de presión del anillo del stand pipe. Esta señal es enviada al controlador 23PIC270, se compara

63
con su setpoint y el error va como señal de salida porcentual (0 a 100 %). Esta acción, es emitida a la válvula de control de presión 23PV270 (elemento final) para llevar la variable medida (presión) al valor deseado.
d. Objetivo de control: Regulación de presión en el stand pipe.
e. Perturbaciones:
• Si la presión es alta y no se controla puede dañar los sellos del anillo de la bomba.
• Si el transmisor de presión esta descalibrado, pueden presentarse
daños en la bomba por la señal errónea que se esta enviando.
• Si el control de presión se trabaja en manual su respuesta será fija, haciendo que cuando el error se incremente o decremente, no se presente una corrección continua del lazo.
9.3 CONTROL EN CASCADA El objetivo del control en cascada es mejorar la estabilidad de una variable del proceso, aún con una óptima sintonización del controlador en lazo retroalimentado. Este tipo de lazo de control, se utiliza cuando la variable no puede mantenerse dentro del valor de setpoint deseado, por todas las perturbaciones inherentes al proceso. Por esta razón, este tipo de lazo debe ser bien implementado. Por consiguiente es necesario que en su aplicación se tomen en cuenta los siguientes aspectos:
• Localizar las variables más importantes del proceso.
• Localizar la variable básica a controlar.
• Localizar la variable que introduce la inestabilidad.
• Determinar la velocidad de cambio de ambas señales.
• Hacer que el lazo menor contenga la variable más rápida y que el controlador esclavo sea de respuesta con retardos mínimos.

64
• Sintonizar el controlador del lazo menor con la ganancia más alta posible.
• Seleccionar el controlador esclavo con setpoint remoto y el controlador maestro con setpoint local.
El controlador en cascada corresponde a dos lazos de control realimentados conectados en serie. La referencia del controlador secundario corresponde a la variable manipulada del controlador principal y la variable principal es la variable medida. Figura 21. Control en cascada
Fuente: CASTILLO RUBIO, Paolo. Aplicaciones particulares de lazos de control [en línea]. Universidad de Concepción, [consultado 20 de Diciembre de 2010]. Disponible en Internet: http://www.slideshare.net/ptah_enki/mdulo-g-control-de-procesos. Debe tenerse en cuenta que el control en cascada se utiliza cuando el lazo interno responde más rápido que el externo. El lazo de control interno tiene por objetivo, responder a perturbaciones de variación rápida, afectando en menor medida a la variable controlada principal. 9.3.1 Ejemplo
Como ejemplo de un control en cascada en el proceso de Blanqueo de Pulpa, se muestra el diagrama SAMA correspondiente a la estrategia de control de Flujo 23FIC189 Vs. Temperatura 23 TT191.

65
Figura 22. Estrategia de control en cascada 23TT191 y 23FIC189.
Fuente: Suministrado por la empresa Propal S.A. Para analizar la estrategia de control se debe de tener en cuenta lo siguiente:
a. Variable medida: Temperatura de la pulpa que entra a la torre de peróxido.
b. Variable manipulada: Flujo de vapor.
c. Descripción de los lazos de control: El transmisor de temperatura 23TT191, emite una señal de 4 a 20 mA proporcional al rango (0 a 100 ºC) de la temperatura (variable medida) de la pulpa que entra a la torre de peróxido. Esta señal es enviada al controlador 23TIC191, se compara con su setpoint y el error va como señal de salida porcentual (0 a 100 %). Este valor de error se caracteriza en el 23TX191 (bloque Charc), con el objetivo de linealizar los rangos de temperatura y flujo de vapor. La salida de este

66
caracterizador entra como setpoint remoto (RSP) al controlador de flujo de vapor 23FIC189. Este compara la variable manipulada (flujo) con respecto al RSP y ejerce una acción correctiva de acuerdo con la desviación (error). Esta acción, es emitida a la válvula de control de flujo 23FV189 (elemento final) para llevar la variable medida (temperatura) al valor deseado.
d. Objetivo de control: Para la optimización de los químicos que se adicionan a la pulpa, se requiere un buen control de temperatura.
e. Perturbaciones:
Específicas de la estrategia de control del mezclador en la etapa cáustica:
• Cuando la relación de control de flujo de vapor Vs. Temperatura es baja, se desperdician los químicos en la reacción de la pulpa.
• Cuando la relación de control de flujo de vapor Vs. Temperatura es alta
se deteriora la pulpa.
• Si la presión y flujo de vapor es alta, se rebosa la pulpa de los mezcladores, ocasionando mucho desperdicio.
• Cuando se presenta un alto flujo de pulpa, debe incrementarse proporcionalmente el flujo de vapor y para que el proceso no se vuelva inestable.
• Cuando los transmisores de flujo están descalibrados, se presentan
desperdicios en el proceso afectando la calidad del producto final.
• Si el control de flujo no es operado en remoto-automático, no se garantiza el funcionamiento óptimo de la estrategia de control.
• Si el control de temperatura se trabaja en manual su respuesta será fija, haciendo que cuando el error se incremente o decremente, no se presente una corrección continua del lazo.
• Cuando el controlador de flujo se trabaja en local, el lazo de control es
independiente de la estrategia.

67
Generales del proceso:
• Si la consistencia de la pulpa no es estable (alta o baja), se presentan alteraciones en la temperatura, afectando la estrategia de control.
• Cuando la consistencia es muy alta debe adicionarse mucho vapor para la compensación, lo que pude ocasionar un rebose de la pulpa en los tanques.
• Cuando se presenta alta consistencia de la pulpa, la bomba de alta
densidad activa el fusible, por el torque que ejerce, ocasionando la parada en el proceso.
• Por falta de mantenimiento en los sensores de rotación o velocidad nula, en algún momento llegan a fallar parando la bomba por interlock, ocasionando perturbaciones en el proceso.
9.4 NORMA ISA S5.1 Antes conocida como Sociedad Americana de Instrumentación (ISA por sus siglas en ingles), los líderes de la sociedad cambiaron legalmente el nombre de ISA, reemplazándolo por sociedad de Instrumentación, sistemas y automatización, convirtiendo a ISA en la principal sociedad global para profesionales de la instrumentación, sistemas y automatización. ISA ha desarrollado un conjunto de símbolos para el uso en dibujos de ingeniería y lazos de control (ISA S5.1 Especificación de los símbolos de instrumentación). En la figura, se muestra un lazo de control utilizando la simbología ISA. Los dibujos de esta clase son conocidos como de tuberías e instrumentación (P&ID).

68
Figura 23. Dibujo de tuberías e instrumentación (P&ID).
Fuente: Process Control Fundamentals [en línea]: ISA Symbology. Scribd. 29 de Mayo de 2009 [consultado 5 de Enero de 2010]. Disponible en Internet: http://www.scribd.com/doc/15923795/Process-Control-Fundamentals
9.4.1 Símbolos En un P&ID, un círculo representa instrumentos de medidas individuales, tales como: transmisores, sensores y detectores.

69
Figura 24. Instrumentos discretos
LOCALIZACIÓN
Cuarto de control
Ubicación auxiliar
Campo
No accesible
Fuente: Process Control Fundamentals [en línea]: ISA Symbology. Scribd. 29 de Mayo de 2009 [consultado 5 de Enero de 2010]. Disponible en Internet: http://www.scribd.com/doc/15923795/Process-Control-Fundamentals
Una sola línea horizontal a través del centro de un círculo indica que el instrumento o función está localizado en un lugar primario (Ejemplo: Cuarto de control). Dos líneas indican que la función está en una ubicación auxiliar (ej.: Rack de instrumento). La ausencia de una línea indica que la función está montada en el campo, y una línea de puntos indica que la función o instrumento es no accesible (ej.: Localizado detrás de un tablero de mando).
Un cuadro con un círculo adentro representa instrumentos que muestran tanto como las lecturas de los displays de medidas y alguna función de control que se realiza (figura 25). Algunos trasmisores modernos están equipados con microprocesadores que realizan los cálculos control y a la salida envían señales de control a los elementos finales de control. Figura 25. Tipos de displays
Cuarto de control
Campo
No accesible
Flujo / Raiz cudarada
Fuente: Process Control Fundamentals [en línea]: ISA Symbology. Scribd. 29 de Mayo de 2009 [consultado 5 de Enero de 2010]. Disponible en Internet: http://www.scribd.com/doc/15923795/Process-Control-Fundamentals

70
Un hexágono representa funciones computarizadas, tales como aquellas que son realizadas por un controlador (figura 26). Figura 26. Tipos de control
Cuarto de control
Ubicación auxiliar
Campo
No accesible
Fuente: Process Control Fundamentals [en línea]: ISA Symbology. Scribd. 29 de Mayo de 2009 [consultado 5 de Enero de 2010]. Disponible en Internet: http://www.scribd.com/doc/15923795/Process-Control-Fundamentals
Un cuadro con un diamante adentro representa los PLCs (figura 27).
Figura 27. Tipos de PLCs
Cuarto de control
Ubicación auxiliar
Campo
No accesible
Fuente: Process Control Fundamentals [en línea]: ISA Symbology. Scribd. 29 de Mayo de 2009 [consultado 5 de Enero de 2010]. Disponible en Internet: http://www.scribd.com/doc/15923795/Process-Control-Fundamentals
Dos triángulos con sus vértices tocándose uno al otro (en forma de “corbatín”) representan una válvula en la tubería. Un actuador siempre es dibujado encima de la válvula (figura 28).

71
Figura 28. Válvulas
Fuente: Process Control Fundamentals [en línea]: ISA Symbology. Scribd. 29 de Mayo de 2009 [consultado 5 de Enero de 2010]. Disponible en Internet: http://www.scribd.com/doc/15923795/Process-Control-Fundamentals La dirección de las flechas muestra la dirección del flujo que representa una bomba (figura 29). Figura 29. Bomba
Fuente: Process Control Fundamentals [en línea]: ISA Symbology. Scribd. 29 de Mayo de 2009 [consultado 5 de Enero de 2010]. Disponible en Internet: http://www.scribd.com/doc/15923795/Process-Control-Fundamentals
9.4.2 Tubería y conexiones La tubería y las conexiones son representadas con muchos símbolos diferentes (figura 30).

72
Figura 30. Tubería y símbolos de conexión
Tubería
Conexión de proceso
Señal eléctrica
Señal neumática
Enlaces de datos
Capilar para los sistemas de llenado
Línea de la señal hidráulica
Señal sonora o electromagnética guiada.
Fuente: Process Control Fundamentals [en línea]: ISA Symbology. Scribd. 29 de Mayo de 2009 [consultado 5 de Enero de 2010]. Disponible en Internet: http://www.scribd.com/doc/15923795/Process-Control-Fundamentals
• Una línea gruesa solida representa tubería.
• Una línea delgada solida representa conexiones de procesos a los instrumentos (ej.: tubería de impulso).
• Una línea entrecortada representa señales eléctricas (ej.: conexiones 4-20
mA).
• Una línea con diagonales representa tubos de señal neumática.
• Una línea con círculos representa enlaces de datos.
Otros símbolos de conexiones incluyen tubo capilar para los sistemas de llenado (ej.: sellos de diafragma a distancia), líneas de señales hidráulicas, y señales sonoras o electromagnética guiada.

73
9.4.3 Letras de identificación Las letras de identificación en ISA (ej. TT transmisor de temperatura) los símbolos se indican:
• La variable que está siendo medida (ej. Corriente, presión, temperatura).
• La función del dispositivo (ej. Transmisor, switche, válvula, sensor, indicador).
• Algunos modificadores (ej. Alto, bajo, multifunción).
La letra inicial indica la variable medida. La segunda letra indica el modificador, lectura, o función del dispositivo. La tercera letra usualmente indica la función del dispositivo o el modificador.
Por ejemplo, “FIC” en un instrumento representa un Indicador de control de flujo. “PT” representa un transmisor de presión.
9.4.4 Número de etiqueta (TAG) Números en los símbolos P&ID representan el numero de etiqueta de un instrumento. A menudo estos números son asociados un control repetitivo particular (ej. Transmisor de flujo 123). Figura 31. Identificación de letras y número de etiqueta
Fuente: Process Control Fundamentals [en línea]: ISA Symbology. Scribd. 29 de Mayo de 2009 [consultado 5 de Enero de 2010]. Disponible en Internet: http://www.scribd.com/doc/15923795/Process-Control-Fundamentals

74
Figura 32. Letras con Identificación ISA
Variable Medida Modificador Lectura Función
Dispositivo Modificador
A Análisis Alarma
B Detector de
llamas A escoger A escoger A escoger
C Conductividad Control D Densidad Diferencial Retardo
E Voltaje Sensor (elemento primario)
F Flujo Relación (fracción)
G Graduación (dimensión)
Indicador de vidrio
H Manualmente Nivel de la señal
I Corriente Eléctrica Indicador
J Potencia Exploración
K Tiempo Velocidad de
variación
Estación de control
L Nivel Luz Bajo nivel de una
señal
M Humedad Motor Medio ni el de una
señal N Consistencia A escoger A escoger
O A escoger Orificio, restricción
P Presión o vacio
Punto de prueba
Q Foto detección
Integrado o totalizador
R Radiación Restricción Registro
S Velocidad o frecuencia Seguridad Switche
T Temperatura Transmisión
U Multivariable Multifunción Multifunción Multifunción
V Viscosidad Vibración Válvula Damper
W Peso o fuerza Pozo
X Estado Eje X Sin clasificar Sin clasificar Sin clasificar
Y A escoger Relé o computar Conversor
Z Posición Elemento final
Fuente: Process Control Fundamentals [en línea]: ISA Symbology. Scribd. 29 de Mayo de 2009 [consultado 5 de Enero de 2010]. Disponible en Internet: http://www.scribd.com/doc/15923795/Process-Control-Fundamentals

75
9.5 NORMA IEC 61131-3 La norma IEC 61131-3 especifica la gramática, sintaxis y semántica, de un total de cinco lenguajes de programación de controladores programables. Dos de ellos son textuales y tres gráficos. En lo referente a los textuales, el lenguaje de lista de instrucciones (IL), es un lenguaje textual de bajo nivel, similar al ensamblador y el lenguaje de texto estructurado (ST), en cambio, es un lenguaje de alto nivel que se utiliza habitualmente en aplicaciones de automatización de procesos complejos. Figura 33. Lenguajes textuales de la norma IEC 61131-3
Fuente: Norma IEC 6131-3 [en línea]: Un recurso de programación estándar: PLCopen. [Consultado Octubre 2009]. Disponible en internet: www.plcopen.org/pages/.../intro_iec_61131_3_spanish.doc Los tres tipos de lenguajes gráficos, se describen a continuación:
• Diagrama de Contactos (LD), basado en símbolos gráficos dispuestos en redes (networks), de manera similar a los diagramas lógicos de relés en escalera. Está orientado fundamentalmente a aplicaciones con señales Booleanas.

76
Figura 34. Diagrama de Contactos
Fuente: Norma IEC 6131-3 [en línea]: Un recurso de programación estándar: PLCopen. [Consultado Octubre 2009]. Disponible en internet: www.plcopen.org/pages/.../intro_iec_61131_3_spanish.doc
• Los Diagramas de Bloques Funcionales (FBD), se utilizan para programar procedimientos complejos mediante objetos gráficos o bloques que representan funciones, bloques funcionales o programas, tal como se hace en los diagramas de circuitos electrónicos. Es ampliamente utilizado en la industria de procesos.
Figura 35. Diagrama de Bloques Funcionales
Fuente: Norma IEC 6131-3 [en línea]: Un recurso de programación estándar: PLCopen. [Consultado Octubre 2009]. Disponible en internet: www.plcopen.org/pages/.../intro_iec_61131_3_spanish.doc
• Los Diagramas de Funciones Secuenciales (SFC) estructuran las tareas secuenciales de una aplicación de automatización a través de programas y bloques funcionales. Se puede programar tanto en modo textual como gráfico.

77
Figura 36. Diagramas de Funciones Secuenciales
Fuente: Norma IEC 6131-3 [en línea]: Un recurso de programación estándar: PLCopen. [Consultado Octubre 2009]. Disponible en internet: www.plcopen.org/pages/.../intro_iec_61131_3_spanish.doc
9.5.1 Ejemplo En la automatización de la Planta de blanqueo, los motores funcionaban por medio de la lógica relé cableada, al implementarlos en el sistema DCS se diseñaron faceplate de operador donde se reemplazan los pulsadores y selectores que se operaban manualmente. En la siguiente figura se muestra uno de los faceplate de ayuda, permitiendo tanto al operador como al ingeniero ver la lógica del motor en tiempo real.

78
Figura 37. Faceplate de ayudas
Fuente: Suministrado por la empresa Propal S.A. En la tabla 4, se encuentra el significado de las variables: Tabla 5. Variables
VARIABLE DEEFINICIÓN D Distancia o Start pantalla operador L Local o Start desde el sitio del motor M Manual A Auto
ACK Reconocimiento de alarma o falla START Arranque del motor STOP Paro del motor TRUE Pone el bit en uno FALSE Pone el bit en cero
Fuente: Suministrado por la empresa Propal S.A.

79
Para que el motor funcione correctamente se requieren las siguientes condiciones de arranque:
• Manual (BI02 en false) • Mando de operación: Distancia (BI03 en true)
• No tener el interlock de Paro Activado (BI11, B12, B13, B14 y B15 en false).
• No tiene interlock de Marcha (BI07 en false).
En la figura 37, se observan las condiciones de las entradas y salidas del esquema lógico del motor:
• BI01: Esta activado el comando Distancia.
• BI02: Se encuentra en modo manual.
• BI03: Desactivada, es decir, el operador no ha pulsado el botón start que se encuentra en el faceplate del operador (start distancia).
• BI04: Desactivada, es decir, el operador no ha pulsado el start que se encuentra ubicado al lado del motor (start local).
• BI05: Desactivada, no se ha recibido la señal externa que active este bit,
para realizar la ejecución de arranque. El operador no interviene en la decisión.
• BI06: Desactiva, no ha recibido la confirmación de que el motor está
activado.
• BI07: Activado, El interlock esta activado preparado para la condición de arranque que se puede presentar en cualquier momento.
• BI08: Desactivado, no ha sido pulsado el botón stop que se encuentra en el faceplate del operador.
• BI09: Activado, recibió la señal externa que se apague el motor. El operador
no interviene en la decisión.
• BI10: Desactivado, porque no se ha activado el térmico del motor.
• B11 y B12: Desactivadas por tener un interlock de paro presente.

80
• B13, B14 y B15: Activadas por no tener un interlock de paro presente.
• B16: Desactivado, porque como no se ha pulsado el botón ACK que se encuentra en el faceplate del operador, porque no hay falla.
• BO01: Desactivada, el motor no ha arrancado.
• BO02: Desactivada, no se ha presentado ninguna falla.
• BO03: Activada, por lo menos uno de los interlocks se encuentran
activados. Descripción funcional del esquema lógico del motor:
• Compuerta AND (1.0): Teniendo el mando en distancia y en manual activados, solo se requiere que el operador pulse el botón de Start que se encuentra en el faceplate para que se active la compuerta.
• Compuerta AND (1.1): Teniendo el mando en distancia y en manual activados, queda solo que el operador de campo pulsar el botón de arranque local para que active la compuerta.
• Compuerta AND (1.2): El mando de distancia se encuentra activado, para que la compuerta se active se requiere que el mando automático en vez de manual y se active el Start Auto. El Start Auto es activado cuando tenemos una estrategia de control digital y el arranque del motor se hace sin la intervención del operador, ejemplo: Procesos por ciclos.
• Compuerta OR (1.3): Para que se active la compuerta se requiere que por lo menos una de las entradas a la compuerta estén activadas. Las entradas son: la salida de la Compuerta AND (1.0), Compuerta AND (1.1), BO01 y Compuerta AND (1.2).
• Compuerta AND (1.4): Para que se active la compuerta se requiere que la compuerta OR (1.3) salga un 1, porque BI07 ya esta activado.
• Compuerta AND (2.0): Se activa cuando la salida BO01 envía un uno a la compuerta y si no se presenta la confirmación de marcha (BI06).

81
En esta parte de la lógica se verifica que el bit BI06 (confirmación de marcha) del contactor de arranque de la gaveta del motor no se activó durante el tiempo estipulado el temporizado (2.1), bloqueando la compuerta AND (7.0).
• Temporizado(2.1) : Cuando la Compuerta AND(2.0) se activa, envía un uno al temporizador comenzando el conteo de seis segundos esperando que se presente la confirmación de marcha, pero si no se llega a presentar esta confirmación apenas se acabe el conteo se envía un 1 a la primera entrada de la Compuerta OR(4.0).
• Compuerta AND(3.0): Se activa cuando la salida BO01 no esté activada y se
llega a presentar la confirmación de marcha.
Cuando la salida BO01 y la entrada BI06 están activadas, se daría el funcionamiento normal de motor, pero si el operador pulsa el botón de STOP por pantalla activara el bit BI08 que es negado a la entrada de la compuerta AND (7.0) y bloqueara esta compuerta con un resultado negativo en el bit BO01.
• Temporizado (3.1): Cuando la Compuerta AND(3.0) se activa, envía un uno al temporizador comenzando el conteo de seis segundos esperando que se energice el contactor que permite el arranque del motor, pero si esto no se llega a presentar, apenas se acabe el conteo se envía un uno a la a la segunda entrada de Compuerta OR(4.0).
• Compuerta OR (4.0): Para que se active la compuerta se requiere que de
cualquiera de los dos temporizadores salga un uno.
• Compuerta SR (5.0): Para activar el set de la compuerta se requiere enviar un 1 de la Compuerta OR (4.0), esto activa la salida BO02, encendiendo la alarma por falla. Para activar el reset, el operador debe pulsar el botón ACK del faceplate, indicando que se reconoció la falla presentada.
• Compuerta OR (6.0): Teniendo el mando en manual, para activar la
compuerta solo se requiere que no se presenta la entrada BI09 (Stop auto).
• Compuerta AND (7.0): Para que se active la compuerta, debe salir un 1 de las compuertas AND (1.4) y OR(6.0), y que estén desactivados los dos interlocks de paro. Cuando la compuerta se activa, se envía un uno a la salida BO01, permitiendo un arranque normal del motor con las condiciones preliminares.

82
Si en algún momento la corriente del motor llega a ser muy alta se activará el térmico (BI09), deteniendo el motor para evitar que este se queme.
Los Interlocks de paro (Enclavamiento de Seguridad): Son señales que ingresan directamente a la compuerta AND (7.0). Si alguno está desactivado bloqueará la salida BO01 (salida del contactor) y el motor se detendrá. A tener en cuenta:
• Si por alguna razón se da paro de bomba (STOP), estando el control de la bomba en Automático, se debe pasar a manual y luego retornar el control de la bomba a Automático, para que las condiciones de proceso preestablecidas puedan dar marcha o paro de bomba (en automático).
• Si se presenta una caída de tensión y las bombas están en Automático, se deben pasar a Manual.
• Si se encuentra la fase parada y si se quiere activar solo una o algunas de
las secuencias, todas las bombas deben estar en condición de “Manual” y “Distancia”.
9.6 FORMATO PARA LOS PLANOS Los formatos mejoran la presentación de los planos, permitiendo igualmente mostrar más información sobre ellos.

83
9.6.1 Esquemas de cadena Figura 38. Formato para los esquemas de cadena
Fuente: suministrada por la empresa Propal S.A.

84
9.6.2 Diagramas SAMA y Esquemas lógicos Figura 39. Formato para los diagramas SAMA y los esquemas lógicos.
Fuente: suministrada por la empresa Propal S.A.

85
10. ARTÍCULO BASADO EN EL ESTUDIO
El artículo que se escribió teniendo como base este proyecto se encuentra en el anexo J.

86
11. CONCLUSIONES
• Se obtuvo una visión clara del proceso de producción de la Pulpa Blanca, conociendo la situación previa de la planta y comprendiendo las mejoras que se obtendrían con el proyecto de actualización. Esto permitió la elaboración y actualización de los planos necesarios para su implementación.
• Se elaboraron los diagramas de control SAMA para las estrategias de control regulatorio, con el objetivo de comprender el funcionamiento de cada una de las estrategias de control.
• Se actualizaron los esquemas de cadena de las señales que se implementaron en el DCS, para dar a conocer en detalle donde se debían hacer las conexiones de los instrumentos, evitando errores de conexionado que darían lugar a pérdidas del tiempo de producción.
• Se actualizaron los esquemas lógicos para el funcionamiento correcto de las estrategias de control lógico del proceso. Con esto se logra evitar daños colaterales de los equipos, contaminaciones ambientales y minimizar el tiempo perdido.
• La documentación va dirigida hacia la capacitación y desempeño de los funcionarios del área de control de procesos.

87
12. OBSERVACIONES Y SUGERENCIAS 12.1 OBSERVACIONES
• Para facilitar la lectura de los P&ID, deben conocerse con anterioridad las normas SAMA, ISA e IEC para esquemas de control de procesos.
• Al tener una documentación normalizada y actualizada, se mejora la cultura de trabajo con respecto a la ejecución de nuevos proyectos, actualización de los antiguos, mejorando igualmente la distribución de tareas del recurso humano correspondiente a la parte técnica.
• El proyecto se acomoda a las nuevas políticas de Carvajal de implementación de las normas requeridas para la documentación.
• Además de los objetivos alcanzados durante el desarrollo de la pasantía, se ejecutaron por parte del pasante las siguientes actividades: o Actualización de los HMI de cada uno de las etapas del proceso de
Blanqueo. o Organización de las estrategias de control en los CSD, teniendo en
cuenta los diagramas SAMA. o Elaboración de los faceplates de ayudas para los respectivos motores
de acuerdo con los esquemas lógicos.
12.2 SUGERENCIAS
• Se debe evaluar el desempeño de los técnicos utilizando la documentación antes, durante y después de las paradas.
• Se debe capacitar en la norma SAMA, la lectura de los P&ID, el entendimiento de las estrategias de control y elaboración de planos.
• Una vez el documento sea revisado y aprobado se debe subir a la Intranet.

88
13. BIBLIOGRAFÍA
CASTILLO RUBIO, Paolo. Aplicaciones particulares de lazos de control [en línea]. Slideshape [consultado 20 de Diciembre de 2010]. Disponible en Internet: http://www.slideshare.net/ptah_enki/mdulo-g-control-de-procesos (--------). La estructura de un sistema de control distribuido [en línea]. Slideshape [consultado 10 de Enero de 2010]. Disponible en internet: http://www.slideshare.net/ptah_enki/sistemas-de-control-distribuidos E. Estévez, F. López, D. Orive, F. Pérez, M. Marcos. Definición y visualización de los lenguajes gráficos de IEC 61131-3 basada en tecnologías XML [en línea]. [Consultado 15 de Enero de 2010]. Disponible en Internet: http://www.cea-ifac.es/actividades/jornadas/XXVIII/documentos/1742.pdf
Norma IEC para Control Industrial [en línea]. Terminology and Symbols in Control Engineering. Samson. 28 p. [Consultado Octubre 2009]. Disponible en internet: http://www.samson.de/pdf_en/l101en.pdf Norma IEC 6131-3 [en línea]: Un recurso de programación estándar: PLCopen. [Consultado Octubre 2009]. Disponible en internet: www.plcopen.org/pages/.../intro_iec_61131_3_spanish.doc Process Control Fundamentals [en línea]: ISA Symbology: Scribd. 29 de Mayo de 2009 [consultado 5 de Enero de 2010]. Disponible en Internet: http://www.scribd.com/doc/15923795/Process-Control-Fundamentals Productora de papeles S.A. Propal [en línea]: Propal S.A. [Consultado Octubre 2009]. Disponible en internet: www.propal.com.co Qué es la Instrumentación [en línea]: AMP instrumentación y Servicios S.A. [Consultado 6 de Enero de 2010]. Disponible en Internet: http://www.ampinstrumentacion.com.mx/Instrumentacion.php SAMA Diagrams for Boiler Controls [en línea]: Siemens. [Consultado Agosto de 2009]. Disponible en Internet: http://www.ctjohnson.com/ZipFiles/SAMA.pdf SMITH Carlos A., CORRIPIO Armando B. Control automático de procesos: Teoría y Práctica. México: Limusa, 1991. 718 p. ISBN: 986-18-3791-6.

89
14. ANEXOS
Anexo A. P&ID

90
Anexo B. Base de datos con la arquitectura Nodebus
Tipo FBM 204 AIN - AOUT ///////// FECHA REVISION 19/01/2009 FBM_CANAL COMPOUND TAG DESCRIPCION OBSERVACIONES TABLERO
I61501_1 BLANQUEO: NT_193 Concentración Pasta Salida 2210s
23 UBJE 200
I61501_2 BLANQUEO: FT_195 Dilución Gruesa al Cono
2210s 23 UBJE 200
I61501_3 BLANQUEO: FT_185 Flujo de Soda a Etapa de peróxido
relocalizado planta dióxido
23 UBJE 200
I61501_4 BLANQUEO: NT_011 Concentración Pasta Salida
2301s relocalizado planta dióxido 23 UBJE 200
I61501_5 BLANQUEO: NV_193 Consistencia 2210s 23 UBJE 200
I61501_6 BLANQUEO: FV_195 Dilución Gruesa al Cono 2210s 23 UBJE 200
I61501_7 BLANQUEO: FV_185 Flujo de Soda a Etapa de peróxido relocalizado planta dióxido 23 UBJE 200
I61501_8 BLANQUEO: NV_011 Concentración Pasta Salida 2301s relocalizado planta dióxido 23 UBJE 200
Tipo FBM 204 AIN - AOUT ///////// FECHA REVISION 19/01/2009
FBM_CANAL COMPOUND TAG DESCRIPCION OBSERVACIONES TABLERO
I61502_1 BLANQUEO: FT_013 Caudal Pasta Antes de
Cloración relocalizado planta
dióxido 23 UBJE 200
I61502_1 DIOXIDO: LT_SULFUR Caudal Pasta Antes de Cloración Ensayo de Dióxido.
I61502_1 DIOXIDO: FT_SULFUR Caudal Pasta Antes de
Cloración Ensayo de Dióxido.
I61502_1 DIOXIDO: FT_PURATE Caudal Pasta Antes de Cloración Ensayo de Dióxido.
I61502_2 BLANQUEO: FT_101 Dilución Gruesa Torre Caust relocalizado planta
dióxido 23 UBJE 200
I61502_3 BLANQUEO: FT_016 Flujo de Peróxido. neumático planta dióxido 23 UBJE 200 I61502_3 DIOXIDO: FT_CLO2 Flujo de Peróxido. Ensayo de Dióxido.
I61502_4 BLANQUEO: FT_019 Flujo de Cloro. relocalizado en planta
dióxido 23 UBJE 200
I61502_5 BLANQUEO: FV_013 Caudal Pasta Antes de Cloración
relocalizado planta dióxido
23 UBJE 200
I61502_6 BLANQUEO: FV_014 Flujo de Oxigeno 23 UBJE 200 I61502_7 BLANQUEO: FV_016 Flujo de Peróxido 23 UBJE 200
I61502_8 BLANQUEO: FV_019 Flujo de Cloro relocalizado planta dióxido
23 UBJE 200
Tipo FBM 204 AIN - AOUT ///////// FECHA REVISION 19/01/2009
FBM_CANAL COMPOUND TAG DESCRIPCION OBSERVACIONES TABLERO I61503_1 BLANQUEO: FT_045 Flujo de Soda 23 UBJE 200 I61503_2 BLANQUEO: AE_025A Residual Pasta en Cloración 23 UBJE 200
I61503_3 BLANQUEO: AE_025B Brighness Pasta en
Cloración 23 UBJE 200
I61503_4 BLANQUEO: FT_014 Flujo de Oxigeno 23 UBJE 200 I61503_5 BLANQUEO: FV_045 Flujo de Soda 23 UBJE 200 I61503_6 BLANQUEO: FV_049 Flujo de Vapor a 2303K 23 UBJE 200 I61503_7 BLANQUEO: SPR_CL02 SPR_clo2 23 UBJE 200
I61503_8 BLANQUEO: FV_101 Dilución Gruesa a Torre Caust.
23 UBJE 200
Tipo FBM 204 AIN - AOUT ///////// FECHA REVISION 19/01/2009 FBM_CANAL COMPOUND TAG DESCRIPCION OBSERVACIONES TABLERO
I61504_1 BLANQUEO: NT_111 Concentración Pasta Salida
2304s relocalizado planta
dióxido 23 UBJE 200
I61504_2 BLANQUEO: FT_115 Caudal Pasta a Lav. Cáustica
relocalizado planta dióxido
23 UBJE 200

91
I61504_2 DIOXIDO: LT_251 Caudal Pasta a Lav. Cáustica
Ensayo de Dióxido.
I61504_3 BLANQUEO: FT_130 Flujo de Sultánico 23 UBJE 200 I61504_4 BLANQUEO: FT_135 Flujo de Hipoclorito 23 UBJE 200 I61504_4 DIOXIDO: FT_NAOH Flujo de Hipoclorito Ensayo de Dióxido.
I61504_5 BLANQUEO: NV_111 Concentración Pasta Salida 2304s
23 UBJE 200
I61504_6 BLANQUEO: FV_115 Caudal Pasta a Lav. Cáustica 23 UBJE 200
I61504_7 BLANQUEO: FV_130 Flujo de Sultánico 23 UBJE 200 I61504_8 BLANQUEO: FV_135 Flujo de Hipoclorito 23 UBJE 200
Tipo FBM 204 AIN - AOUT ///////// FECHA REVISION 19/01/2009
FBM_CANAL COMPOUND TAG DESCRIPCION OBSERVACIONES TABLERO I61505_1 BLANQUEO: FT_187 Flujo de Peróxido 23 UBJE 200
I61505_2 BLANQUEO: FT_147 Dilución Gruesa Torre de
Hipo 23 UBJE 200
I61505_3 BLANQUEO: NT_155 Concentración Pasta Salida 2306s
23 UBJE 200
I61505_4 BLANQUEO: FT_159 Caudal Pasta a Lavadora De Hipo 23 UBJE 200
I61505_5 BLANQUEO: FV_187 Flujo de Peróxido 23 UBJE 200
I61505_6 BLANQUEO: FV_147 Dilución Gruesa Torre de Hipo. + 23 UBJE 200
I61505_7 BLANQUEO: NV_155 Concentración Pasta Salida
2306s 23 UBJE 200
I61505_8 BLANQUEO: FV_159A Caudal Pasta a Lavadora De Hipo 23 UBJE 200
Tipo FBM 214 HART AIN///////// FECHA REVISION 19/01/2009
FBM_CANAL COMPOUND TAG DESCRIPCION OBSERVACIONES TABLERO
I61506_1 BLANQUEO: 23PX_318 Succión Agua Rotoyet Cambiar ID_OPT.
IO2306_1
I61506_2 BLANQUEO: 23PX_321 Pres Descarga Rotoyet Cambiar ID_OPT. IO2306_2
I61506_3 PCAFE: 21FX016 Flujo L.N. Evaporadores Hacia IE32-- I61501_1 I61506_4 RESERVA I61506_5 PCAFE: 22FX089 Condensados Calderas Hacia IE32-- I61501_2 I61506_6 PCAFE: 22FX087 Agua Caliente 4 Lavadora Hacia IE32-- I61501_3 I61506_7 PCAFE: 22FX093 Condensados Blow Tank Hacia IE32-- I61501_4 I61506_8 PCAFE: 21FX069 Flujo Pulpa Café Hacia IE32-- I61501_5
Tipo FBM COMUNICACIÓN ///////// FECHA REVISION 23/01/2009
FBM_CANAL COMPOUND TAG DESCRIPCION OBSERVACIONES I61507 FIBRA OPTICA FCM 10 EF I61508 FIBRA OPTICA FCM 10 EF
Tipo FBM 204 AIN - AOUT ///////// FECHA REVISION 23/01/2009
FBM_CANAL COMPOUND TAG DESCRIPCION OBSERVACIONES BORNERA I61511_1 RESERVA I61511_2 BLANQUEO: LT_267 Nivel Tk Pulpa 2310s Hacia IO2306_3. IE16 23 UBJE 200 I61511_3 BLANQUEO: LT_287 Nivel Tk Pulpa 2311s Hacia IO2306_5. IE16 23 UBJE 200 I61511_4 PCAFE: 22LT209 Nivel Torre 2210s Hacia I61501_6. IE32 I61511_5 PCAFE: 21HIC062 Dilución Anillo Blow Tank Hacia I61506_1. IE32
I61511_6 DEPURACION: 22LV189 Nivel Hotwell -- Espesador
Pulpa Hacia I61506_1. IE32
I61511_7 PCAFE: 21FV069 Flujo Pulpa Salida Blow Tank
Hacia I61504_6. IE32
I61511_8 PCAFE: 21FV069_ OUT AUX CLARIAN
VARIADOR Hacia I61504_7. IE32

92
Tipo FBM 214 HART AIN///////// FECHA REVISION 23/01/2009 FBM_CANAL COMPOUND TAG DESCRIPCION OBSERVACIONES BORNERA
I61512_1 DIGESTORES: RIN_FT007 Flujo de Licor a Cocción Hacia I61503_1. IE32 I61512_2 BLANQUEO: RIN_FT048 Flujo Vapor a Blanqueo Hacia IO2306_6. IE16 I61512_3 DIGESTORES: RIN_FT072 Vapor a Caliente Agua. Hacia I61503_2. IE32
I61512_4 BLANQUEO: RIN_AITCLORO Bloque Entrada Real Detector CL Hacia IO2306_7. IE16
I61512_5 BLANQUEO: LX_009 Nivel Tk Sello 2 Hacia IO2306_8. IE16 I61512_6 DIGESTORES: RIN_FT003 Flujo Licor de Cocción Hacia I61503_3. IE32 I61512_7 BLANQUEO: RIN_FT300 Agua Industrial a Blanqueo Hacia IO2312_7. IE16
I61512_8 DIGESTORES: RIN_FT085 F. Agua Tibia Desm Digest secc 14 Hacia I61501_7. IE32
Tipo FBM 215 HART ///////// FECHA REVISION 23/01/2009
FBM_CANAL COMPOUND TAG DESCRIPCION OBSERVACIONES BORNERA
I61513_1 PCAFE: 22LV015 Regulación de Caudal de Fuel
Hacia I61502_1. IE32
I61513_2 PCAFE: 22LV021 Nivel TK Sello 1 Hacia I61502_2. IE32 I61513_3 PCAFE: 22LV039 Nivel TK Sello 2 Hacia I61502_3. IE32 I61513_4 PCAFE: 22LV051 Válvula Tk Sello 3 Hacia I61502_4. IE32 I61513_5 PCAFE: 22LV065 Válvula Tk Sello 4 Hacia I61502_5. IE32 I61513_6 PCAFE: 22HIC019 Dilución Ante Filtro 1 Hacia I61502_6. IE32 I61513_7 PCAFE: 22HIC037 Dilución Ante Filtro 2 Hacia I61502_7. IE32 I61513_8 PCAFE: 22HIC049 Dilución Ante Filtro 3 Hacia I61502_8. IE32
Tipo FBM 214 HART ///////// FECHA REVISION 23/01/2009
FBM_CANAL COMPOUND TAG DESCRIPCION OBSERVACIONES BORNERA I61515_1 RESERVA I61515_2 RESERVA I61515_3 RESERVA I61515_4 RESERVA I61515_5 RESERVA I61515_6 RESERVA I61515_7 RESERVA I61515_8 RESERVA
DIGITAL
Tipo FBM 217 DI ///////// FECHA REVISION 06/27/2 009 FBM_CANAL COMPOUND TAG DESCRIPCION OBSERVACIONES
I61516_1 BLANQUEO I61516_2 BLANQUEO I61516_3 BLANQUEO I61516_4 BLANQUEO I61516_5 BLANQUEO I61516_6 BLANQUEO I61516_7 BLANQUEO I61516_8 BLANQUEO I61516_9 BLANQUEO 23ZSL_135 POSICION FV135 Existente
I61516_10 PERÓXIDO 2301JM_2 Interlock 2301J contacto 10A 10B Existente I61516_11 PERÓXIDO 2305JM_2 Interlock 2305J contacto 11A 11B Existente I61516_12 BLANQUEO I61516_13 BLANQUEO I61516_14 BLANQUEO I61516_15 BLANQUEO I61516_16 BLANQUEO I61516_17 BLANQUEO 2321JBM_ST START LOCAL BOMBA 2321J ROTOYET Existente I61516_18 BLANQUEO 2321JBM_TH TERMICO BOMBA 2321J ROTOYET Existente I61516_19 BLANQUEO 2321JBM_CM CONFIR DE MARCHA BOMBA 2321J ROTOYET Existente I61516_20 BLANQUEO I61516_21 BLANQUEO I61516_22 BLANQUEO I61516_23 BLANQUEO I61516_24 BLANQUEO

93
I61516_25 BLANQUEO I61516_26 BLANQUEO I61516_27 BLANQUEO I61516_28 BLANQUEO I61516_29 BLANQUEO I61516_30 BLANQUEO I61516_31 BLANQUEO I61516_32 BLANQUEO
Tipo FBM 242 DOI ///////// FECHA REVISION 06/27/2009
FBM_CANAL COMPOUND TAG DESCRIPCION OBSERVACIONES I61517_1 BLANQUEO CO_1 ALARMA PROCESO Existente I61517_2 BLANQUEO I61517_3 BLANQUEO I61517_4 BLANQUEO FSL_013 PARADA VALVULA FV019 Existente I61517_5 BLANQUEO FSL_135 PARADA REPULPADOR LAVADORA HIPOCLORITO Existente I61517_6 BLANQUEO 2321JAM_K SALIDA BOMBA 2321J ROTOYET Existente I61517_7 BLANQUEO I61517_8 BLANQUEO I61517_9 BLANQUEO
I61517_10 PERÓXIDO I61517_11 PERÓXIDO I61517_12 BLANQUEO I61517_13 BLANQUEO I61517_14 BLANQUEO I61517_15 BLANQUEO I61517_16 BLANQUEO
Tipo FBM 215 HART AOUT///////// FECHA REVISION 22/01/2009
FBM_CANAL COMPOUND TAG DESCRIPCION OBSERVACIONES BORNERA I61518_1 PCAFE: 22HIC063 Dilución Cuarta Lavadora Hacia I61504_1. IE32 I61518_2 PCAFE: 22FV089 Condensados Hacia I61504_2. IE32 I61518_3 PCAFE: 22FV087 Condensados Hacia I61504_3. IE32 I61518_4 PCAFE: 22FV093 Condensados Hacia I61504_4. IE32 I61518_5 PCAFE: 22LV123 Nivel del TK 2208 Hacia I61504_5. IE32 I61518_6 RESERVA I61518_7 RESERVA I61518_8 RESERVA
Tipo FBM 211 ///////// FECHA REVISION 22/01/2009 FBM_CANAL COMPOUND TAG DESCRIPCION OBSERVACIONES BORNERA
I61521_1 DEPURACION: 22PIT124A Presión Alimento Zaranda 2203k01 1 2
I61521_2 DEPURACION: 22PIT124B Presión Aceptados 2203k01 3 4
I61521_3 DEPURACION: 22PIT134 Presión Rechazos Zaranda 2203k01 5 6
I61521_4 DEPURACION: 22IT126 Corriente Motor Zaranda 2203k01 7 8
I61521_5 DEPURACION: 22PIT118A Presión Alimento Hooper 2203k02 9 10
I61521_6 DEPURACION: 22IT144 Corriente Motor Hooper 2203k02 11 12
I61521_7 DEPURACION: 22PIT118B Presión aceptados Hooper 2203k02 13 14
I61521_8 DEPURACION: 22PIT128 Presión Rechazos Hooper 2203k02 15 16
I61521_9 DEPURACION: 22PIT152 Presión Alimento 2206k07 17 18 I61521_10 DEPURACION: 22PIT156 Presión Aceptados 2206k07 19 20 I61521_11 DEPURACION: 22PIT158 Presión Alimento 2206k06 21 22 I61521_12 DEPURACION: 22PIT178 Presión Aceptados 2206k06 23 24 I61521_13 RESERVA 25 26 I61521_14 DEPURACION: 22PIT188 Presión Alimento 2206k04 27 28

94
I61521_15 DEPURACION: 22PIT192 Presión Aceptados 2206k04 29 30 I61521_16 DEPURACION: 22PIT196 Presión Rechazos 2206k04 31 32
Tipo FBM 211 ///////// FECHA REVISION 22/01/2009
FBM_CANAL COMPOUND TAG DESCRIPCION OBSERVACIONES BORNERA I61522_1 DEPURACION: 22PIT163 Presión Alimento 2206k03 33 34 I61522_2 DEPURACION: 22PIT169 Presión Aceptados 2206k03 35 36
I61522_3 DEPURACION: 22PIT197 Presión Rechazados 2206k03 37 38
I61522_4 DEPURACION: 22PIT165 Presión Alimento 2206k02 39 40 I61522_5 DEPURACION: 22PIT171 Presión Aceptados 2206k02 41 42 I61522_6 DEPURACION: 22PIT198 Presión Rechazos 2206k02 43 44 I61522_7 DEPURACION: 22PIT167 Presión Alimento 2206k01 45 46 I61522_8 DEPURACION: 22PIT173 Presión Aceptados 2206k01 47 48 I61522_9 DEPURACION: 22PIT199 Presión Rechazos 2206k01 49 50
I61522_10 DEPURACION: 22PIT200 Presión Rechazos 2206k01 a 2206k06 51 52
I61522_11 DEPURACION: 22PIT204A Presión Alimento Zaranda 2207k01
53 54
I61522_12 DEPURACION: 22IT206 Corriente Motor Zaranda 2207k01 55 56
I61522_13 DEPURACION: 22PIT204B Presión Aceptados ZDA 2207k01
57 58
I61522_14 DEPURACION: 22PIT208 Presión Rechazos 2207k01 59 60
I61522_15 DEPURACION: 22PIT217A Presión Alimento Zaranda 2207k02 61 62
I61522_16 DEPURACION: 22IT218 Corriente Motor Zaranda 2207k02
63 64
Tipo FBM 211 ///////// FECHA REVISION 22/01/2009
FBM_CANAL COMPOUND TAG DESCRIPCION OBSERVACIONES BORNERA
I61523_1 DEPURACION: 22PIT217B Presión Aceptados Zaranda 2207k02 65 66
I61523_2 DEPURACION: 22PIT221 Presión Rechazos 2207k02 67 68 I61523_3 DEPURACION: 22PIT227 Presión Alimento 2207k03 69 70 I61523_4 DEPURACION: 22PIT228A Presión Acept. A1 Fibernet 71 72 I61523_5 DEPURACION: 22PIT228B Presión Acept. A2 Fibernet 73 74 I61523_6 DEPURACION: 22IT231 Corriente Motor Fibernet 75 76
I61523_7 DEPURACION: 22PIT232 Presión Agua Dilución 2207k03
77 78
I61523_8 DIGESTORES: 21FIT703 Agua Industrial cocción y Lav 79 80
I61523_9 BLANQUEO: 23FIT317 TK. Agua Caliente a Blanqueo
81 82
I61523_10 BLANQUEO: 23FIT319 Agua Industrial a Blanqueo 83 84 I61523_11 PCAFE: 22LT015 TK 2207 SLN Filt 85 86 I61523_12 PCAFE: 22LT021 TK Sello Lavad 1 87 88 I61523_13 PCAFE: 22LT039 TK Sello Lavad 2 89 90 I61523_14 PCAFE: 22LT051 TK Sello Lavad 3 91 92
I61523_15 DEPURACION: 22LT123 Trasmisor de Nivel TK 2208S 93 94
I61523_16 DEPURACION: 22LIT189 Nivel TK 2211S 95 96
Tipo FBM 201 ///////// FECHA REVISION 23/01/2009 FBM_CANAL COMPOUND TAG DESCRIPCION OBSERVACIONES BORNERA
I61524_1 DEPURACION: 22FIT119 Flujo de Alimento Zaranda 2203k01
97 98
I61524_2 DEPURACION: 22FIT155 Flujo Agua Dilución Cowan 2204k02 99 100
I61524_3 DEPURACION: 21NT063 Consistencia Blow Tank 101 102
I61524_4 PCAFE: 21LT067 NIVEL BLOW TANK RESERVA. Probar canal. Marzo 9/09
103 104
I61524_5 PCAFE: 22LT077 NIVEL TANQUE SELLO 2205 S
RESERVA. Probar canal. Marzo 9/09 105 106

95
I61524_6 DEPURACION: 22IT2224J 107 108 I61524_7 RESERVA 109 110 I61524_8 DEPURACION: 22SI2239J Velocidad BBA 2239J 111 112
Tipo FBM 204 AIN - AOUT ///////// FECHA REVISION 23/01/2009
FBM_CANAL COMPOUND TAG DESCRIPCION OBSERVACIONES BORNERA
I61525_1 DEPURACION: 22NT121 Consist. Descarga BBA 2202J 113 114
I61525_2 DEPURACION: 22FIT132 Flujo Aceptados Zaranda 115 116 I61525_3 DEPURACION: 22FIT136 Flujo Rechazos Zaranda 117 118 I61525_4 DEPURACION: 22LIT153 Nivel Tanque 2213s 119 120
I61525_5 DEPURACION: 22NV121 Consist. Descarga BBA 2202J 121 122
I61525_6 DEPURACION: 22FV132 Flujo Aceptados Zaranda 2203k01
123 124
I61525_7 DEPURACION: 22FV136 Flujo Rechazos Zaranda 2203k01 125 126
I61525_8 DEPURACION: 22LV153 Nivel Tanque 2213s 127 128
Tipo FBM 204 AIN - AOUT ///////// FECHA REVISION 23/01/2009 FBM_CANAL COMPOUND TAG DESCRIPCION OBSERVACIONES BORNERA
I61526_1 DEPURACION: 22FIT137 Flujo Aceptados Hooper 2203k02
129 130
I61526_2 DEPURACION: 22FIT130 Flujo Rechazos Hooper 2203k02 131 132
I61526_3 DEPURACION: 22LIT117 Nivel Tanque 2209s 133 134 I61526_4 PCAFE: 22LT065 Nivel Tk Sello 4 135 136
I61526_5 DEPURACION: 22FV137 Flujo Aceptados Hooper 2203k02 137 138
I61526_6 DEPURACION: 22FV130 Flujo Rechazos Hooper 2203k02
139 140
I61526_7 DEPURACION: 22LV117 Nivel Tanque 2209s 141 142 I61526_8 DEPURACION: 21NV063 Dilución Const Blow Tank 143 144
Tipo FBM 204 AIN - AOUT ///////// FECHA REVISION 23/01/2009
FBM_CANAL COMPOUND TAG DESCRIPCION OBSERVACIONES BORNERA
I61527_1 DEPURACION: 22PIT159 Presión Descarga BBA 2239J 145 146
I61527_2 DEPURACION: 22FIT174 Flujo Aceptados Zaranda 2207k01 147 148
I61527_3 DEPURACION: 22FIT210 Flujo Rechazos Zaranda 2207k01 149 150
I61527_4 DEPURACION: 22LIT214 Nivel Tanque 2214s 151 152
I61527_5 DEPURACION: 22PV159 Presión Agua Dilución a 2206k05 153 154
I61527_6 DEPURACION: 22FV174 Flujo Aceptados Zaranda 2207k01
155 156
I61527_7 DEPURACION: 22FV210 Flujo Rechazos Zaranda 2207k01 157 158
I61527_8 DEPURACION: 22LV214 Nivel Tanque 2214s 159 160
Tipo FBM 204 AIN - AOUT ///////// FECHA REVISION 23/01/2009 FBM_CANAL COMPOUND TAG DESCRIPCION OBSERVACIONES BORNERA
I61528_1 DEPURACION: 22PIT216 Presión Descarga BBA 2239J
161 162
I61528_2 DEPURACION: 22FIT220 Flujo Aceptados Zaranda 2207k02 163 164
I61528_3 DEPURACION: 22FIT222 Flujo Rechazos Zaranda 2207k02
165 166
I61528_4 DEPURACION: 22FIT226 Flujo Rechazos Zaranda 2207k03 167 168
I61528_5 DEPURACION: 22SC216 CTRL Velocidad Bba 2239J 169 170
I61528_6 DEPURACION: 22FV220 Flujo Aceptados Zaranda 2207k02
171 172

96
I61528_7 DEPURACION: 22FV222 Flujo Rechazos Zaranda 2207k02
173 174
I61528_8 DEPURACION: 22FV226 Flujo Rechazos Zaranda 2207k03 175 176
Tipo FBM 204 AIN - AOUT ///////// FECHA REVISION 23/01/2009
FBM_CANAL COMPOUND TAG DESCRIPCION OBSERVACIONES BORNERA I61531_1 DEPURACION: 22FIT229 Flujo Acept. A1 Fibernet 177 178 I61531_2 DEPURACION: 22FIT230 Flujo Acept. A2 Fibernet 179 180
I61531_3 DEPURACION: 22FIT233A Flujo Agua Dilución D Fibernet 181 182
I61531_4 DEPURACION: 22FIT233B Flujo Agua Dilución DI Fibernet
183 184
I61531_5 DEPURACION: 22FV229 Flujo Acept. A1 Fibernet 185 186 I61531_6 DEPURACION: 22FV230 Flujo Acept. A2 Fibernet 187 188
I61531_7 DEPURACION: 22FV233 Flujo Agua Dilución 2207k03
189 190
I61531_8 DEPURACION: 22PV204 Válvula Recirculación 191 192

97
Anexo C. Base de datos actualizada
GABINETE IE32B BLANQUEO DIOXIDO/IA
Tipo FBM 204 AIN - AOUT ///////// FECHA REVISION 08 /20/2009
FBM TIPO FBM COMPOUND
IN PNT TAG DESCRIPCION
23UBJ200
LETTER OUT TCA + -
I23501 204 BLANQUEO
IN 1 NT_193 Concentración Pasta Salida 2210s
I23501
C B
IN 2 FT_195 Dilución Gruesa al Cono 2210s B A
IN 3 FT_185 Flujo de Soda a Etapa de peróxido | A
IN 4 NT_011 Concentración Pasta Salida 2301s B A
OUT 5 NV_193 Consistencia 2210s B A
OUT 6 FV_195 Dilución Gruesa al Cono 2210s B A
OUT 7 FV_185 Flujo de Soda a Etapa de peróxido B A
OUT 8 NV_011 Concentración Pasta Salida 2301s B A
Tipo FBM 204 AIN - AOUT ///////// FECHA REVISION 08 /20/2009
FBM TIPO FBM COMPOUND
IN PNT TAG DESCRIPCION
23UBJ200
LETTER OUT TCA + -
I23502 204 BLANQUEO
IN 1 FT_013 Caudal Pasta Antes de Cloración
I23502
B A
IN 2 FT_101 Dilución Gruesa Torre Caust C B
IN 3 FT_016 Flujo de Peróxido. B A
IN 4 FT_019 Flujo de Dióxido de Cloro. B A
OUT 5 FV_013 Caudal Pasta Antes de Cloración B A
OUT 6 FV_014 Flujo de Oxigeno B A
OUT 7 FV_016 Flujo de Peróxido B A
OUT 8 FV_019 Flujo de Dióxido de Cloro. B A
Tipo FBM 204 AIN - AOUT ///////// FECHA REVISION 08 /20/2009
FBM TIPO FBM COMPOUND
IN PNT TAG DESCRIPCION
23UBJ200
LETTER OUT TCA + -
I23503 204 BLANQUEO
IN 1 FT_045 Flujo de Soda
I23503
B A
IN 2 AE_025A Residual Pasta en Cloración C B
IN 3 AE_025B Blancura Pasta en Cloración C B
IN 4 FT_014 Flujo de Oxigeno C B
OUT 5 FV_045 Flujo de Soda B A
OUT 6 FV_049 Flujo de Vapor a 2303K B A
OUT 7 SPR_CL02 SPR_clo2 B A
OUT 8 FV_101 Dilución Gruesa a Torre Caust. B A
Tipo FBM 204 AIN - AOUT ///////// FECHA REVISION 08 /20/2009
FBM TIPO FBM COMPOUND
IN PNT TAG DESCRIPCION
23UBJ200
LETTER OUT TCA + -
I23504 204 BLANQUEO
IN 1 NT_111 Concentración Pasta Salida 2304s
I23504
B A
IN 2 FT_115 Caudal Pasta a Lav. Cáustica B A
IN 3 FT_130 Flujo de Sultánico B A
IN 4 FT_135 Flujo de Hipoclorito B A
OUT 5 NV_111 Concentración Pasta Salida 2304s B A
OUT 6 FV_115 Caudal Pasta a Lav. Cáustica B A

98
OUT 7 FV_130 Flujo de Sultánico B A
OUT 8 FV_135 Flujo de Hipoclorito B A
Tipo FBM 204 AIN - AOUT ///////// FECHA REVISION 08 /20/2009
FBM TIPO FBM COMPOUND
IN PNT TAG DESCRIPCION
23UBJ200
LETTER OUT TCA + -
I23505 204 BLANQUEO
IN 1 FT_187 Flujo de Peróxido
I23505
B A
IN 2 23TT191 TEMPERATURA PULPA ENTRADA TORRE DIOXIDO D1 C B
IN 3 NT_155 Concentración Pasta Salida 2306s B A
IN 4 FT_159 Caudal Pasta a Lavadora De Hipo B A
OUT 5 FV_187 Flujo de Peróxido B A
OUT 6 FV_147 Dilución Gruesa Torre de Hipo. + B A
OUT 7 NV_155 Concentración Pasta Salida 2306s B A
OUT 8 FV_159 Caudal Pasta a Lavadora De Hipo B A
Tipo FBM 214 AIN ///////// FECHA REVISION 08/20/200 9
FBM TIPO FBM COMPOUND
IN PNT TAG DESCRIPCION
23UBJ200
LETTER OUT TCA + -
I23506 214 BLANQUEO
IN 1 23PT_321 Pres Descarga Rotoyet
I23506
C B
IN 2 23PT_318 Succión Agua Rotoyet C B
IN 3 LT_267 Nivel Tk Pulpa 2310s B A
IN 4
IN 5 LT_287 Nivel Tk Pulpa 2311s B A
IN 6 RIN_FT048 Flujo Vapor a Blanqueo C B
IN 7 RIN_AITCLORO Bloque Entrada Real Detector CL
IN 8 LT_009 Nivel Tk Sello Cloro 2303 S C B
Tipo FCM 100E COMUNICACION ///////// FECHA REVISION 08/20/2009
FBM TIPO FBM
IN PNT TAG DESCRIPCION
23UBJ200
LETTER OUT TCA + -
I23507 FCM100E FIBRA OPTICA FCM 100 E.nueva
I23508 FCM100E FIBRA OPTICA FCM 100 E.nueva
Tipo FBM 204 ///////// FECHA REVISION 08/20/2009
FBM TIPO FBM COMPOUND
IN PNT TAG DESCRIPCION
23UBJ200
LETTER OUT TCA + -
I23511 204 BLANQUEO
IN 1 23PIT270 TRANSMISOR DE PRESION STAND PIPE 2306J
I23511
C B
IN 2 23AIT272A BLANCURA ENTRADA D1 TORRE
DIOXIDO CLORO 2308S C B
IN 3 23AIT272B RESIDUAL ENTRADA D1 TORRE DIOXIDO CLORO 2308S
C B
IN 4 23AIT274 PH ETAPA D1 TORRE DIOXIDO DE CLORO 2308S C B
OUT 5 23PV270 VALVULA DE PRESION STAND PIPE
2306J B A
OUT 6 23FV276 VALVULA DE TEMPERATURA NUEVO CALENTADOR
B A
OUT 7 23LT267_DO SALIDA HACIA MAQUINAS B A
OUT 8 23LT287_DO SALIDA HACIA MAQUINAS B A

99
Tipo FBM 214 ///////// FECHA REVISION 08/20/2009
FBM TIPO FBM COMPOUND
IN PNT TAG DESCRIPCION
23UBJ200
LETTER OUT + -
I23512 214 BLANQUEO
IN 1 23AIT026 PH ETAPA DO TORRE DIOXIDO DE CLORO 2302S
I23512
C B
IN 2 23LIT029 NIVEL LAVADORA 2301Q C B
IN 3 23FIT053 FLUJO DILUCION BBA 2310J A LAVADORA DE 2301Q
C B
IN 4 23AIT067 PH ENTRADA TORRE PREPARACION EOP 2304S C B
IN 5 23AIT142 BLANCURA LAVA PERÓXIDO A TORRES
2310S Y 2311S C B
IN 6 23FT147 Dilución Gruesa Torre de Hipo C B
IN 7 RIN_FT300 Agua Industrial a Blanqueo
IN 8 23LIT235 NIVEL LAVADORA 2304Q01 C B
Tipo FBM 215 ///////// FECHA REVISION 08/20/2009
FBM TIPO FBM COMPOUND
IN PNT TAG DESCRIPCION
23UBJ200
LETTER OUT TCA + -
I23513 215 BLANQUEO
OUT 1 23FV053 FLUJO DILUCION BBA 2310J A
LAVADORA DE 2301Q
I23513
B A
OUT 2 23FV257 FLUJO FILTRADOS DIOXIDO A TORRE DE DIOXIDO
B A
OUT 3 23FV259 FLUJO DILUCCION FILTRADOS DIOXIDO B A
OUT 4 23HV260A VALVULA DILUC PROPORCIONAL STAND PIPE 2306J B A
OUT 5 23HV260B VALVULA DILUC PROPORCIONAL
STAND PIPE 2306J B A
OUT 6 23SC161 SALIDA ANALOGA DRIVE MOTOR 2306J B A
OUT 7 23LV263 NIVEL STAND PIPE 2306J B A
OUT 8 23FV265 VALVULA DE FLUJO DE DIOXIDO AL MEZCLADOR DINAMICO 2305K B A
Tipo FBM 214 ///////// FECHA REVISION 08/20/2009
FBM TIPO FBM COMPOUND
IN PNT TAG DESCRIPCION
23UBJ200
LETTER OUT TCA + -
I23514 214 BLANQUEO
IN 1 23AIT248 MEDIDOR DE PH SALIDA TORRE DIOXIDO 2308S
I23514
C B
IN 2 23FIT257 FLUJO FILTRADOS DIOXIDO A TORRE DE DIOXIDO C B
IN 3 23FIT259 FLUJO DILUCCION FILTRADOS DIOXIDO C B
IN 4 23LIT263 NIVEL STAND PIPE 2306J C B
IN 5 23FIT265 FLUJO DE DIOXIDO AL MEZCLADOR
DINAMICO 2305K B A
IN 6 23PIT266A PRES ENTRADA PULPA MEZCLADOR DINAMICO 2307K
C B
IN 7 23PIT266B PRES ENTRADA DIOXIDO MEZCLADOR DINAMICO 2307K C B
IN 8 23LIT268 NIVEL TANQUE SELLO 2309 LAVADORA
DE DIÓXIDO C B
Tipo FBM 214 ///////// FECHA REVISION 08/20/2009
FBM TIPO FBM COMPOUND
IN PNT TAG DESCRIPCION
23UBJ200
LETTER OUT TCA + -
I23515 214 BLANQUEO IN 1 23FIT317 TK. Agua Caliente a Blanqueo
I23515 B A
IN 2 23FIT319 Agua Industrial a Blanqueo B A

100
IN 3 23PIT018A PRESION ENTRADA PULPA MEZCLADOR DINAMICO 2324K
C B
IN 4 23PIT018B PRESION ENTRADA DIOXIDO MEZCLADOR DINAMICO 2324K C B
IN 5 23FIT276 FLUJO VAPOR MEZCLADOR 2305K C B
IN 6 23TT276 TEMPERATURA VAPOR MEXCLADOR
2305K C B
IN 7 23AIT278 MEDIDOR PH SALIDA LAVADORA 2304Q01
C B
IN 8 23TT272 TEMPERATURA 2308S C B
Tipo FBM 217 ///////// FECHA REVISION 08/20/2009
FBM TIPO FBM COMPOUND
IN PNT TAG DESCRIPCION
23UBJ200
LETTER OUT TCA + -
I23516 217 BLANQUEO
IN 1 23ZSH279A FINAL DE CARRERA 23YV279A
I23516
B A
IN 2 23ZSL279A FINAL DE CARRERA 23YV279A B A
IN 3 23ZSH279B FINAL DE CARRERA 23YV279B B A
IN 4 23ZSL279A FINAL DE CARRERA 23YV279B B A
IN 5 B A
IN 6 23FSL020 MEZCLADOR DINAMICO 2324K B A
IN 7 23SSL277 MEZCLADOR DE VAPOR 2305K B A
IN 8 23ZSH027 SWITCH HIGH DE FINAL DE CARRERA - YV027 B A
IN 9 23ZSL_135 POSICION FV135 B A
IN 10 2301JM_2 Interlock 2301J B A
IN 11 2305JM_2 Interlock 2305J B A
IN 12 23ZSL027 SWITCH LOW DE FINAL DE CARRERA - YV027
B A
IN 13 23SSL161 SENSOR DE ROTACION 2306J B A
IN 14 23SSL247 B A
IN 15 23SSL251 BOMBA 2307J B A
IN 16 23ZSH253 INDICADOR DE POSICION DE LA YV253 B A
IN 17 2321JBM_ST START LOCAL BOMBA 2321J ROTOYET B A
IN 18 2321JBM_TH TERMICO BOMBA 2321J ROTOYET B A
IN 19 2321JBM_CM CONFIR DE MARCHA BOMBA 2321J
ROTOYET B A
IN 20 23ZSL253 INDICADOR DE POSICION DE LA YV253 B A
IN 21 23ZSH261 INDICADOR DE POSICION DE LA YV261 B A
IN 22 23ZSL261 INDICADOR DE POSICION DE LA YV261 B A
IN 23 23FSL262 SWITCH BAJO FLUJO AGUA SELLO B A
IN 24 23FSL264 MEZCLADOR DINAMICO 2307K B A
IN 25 B A
IN 26 23PSL280 BOMBA 2307J B A
IN 27 23SS282 BOMBA MEDIA CONSISTENCIA B A
IN 28 B A
IN 29 B A
IN 30 B A
IN 31 B A
IN 32 B A

101
Tipo FBM 242 ///////// FECHA REVISION 08/20/2009
FBM TIPO FBM COMPOUND
IN PNT TAG DESCRIPCION
23UBJ200
LETTER OUT TCA + -
I23517 242 BLANQUEO
OUT 1 CO_1 ALARMA PROCESO
I23517
C A
OUT 2 C A
OUT 3 C A
OUT 4 FSL_013 PARADA VALVULA FV019 C A
OUT 5 FSL_135 PARADA REPULPADOR LAVADORA HIPOCLORITO C A
OUT 6 2321JBM_K SALIDA BOMBA 2321J ROTOYET C A
OUT 7 C A
OUT 8 C A
OUT 9 23YV027 ELECTROVALVULA ON-OFF ENTRADA TORRE 2302
C A
OUT 10 23YV253 VALVULA ON-OFF ENTRADA TORRE 2301 C A
OUT 11 23YV261 VALVULA ON-OFF RECIRCULACION
STAND PIPE 2306J C A
OUT 12 C A
OUT 13 C A
OUT 14 C A
OUT 15 23FY262 ELECTROVALVULA AGUA SELLO BOMBA MEDIA CONSISTENCIA 2306J B A
OUT 16 23FY264 ELECTROVALVULA AGUA SELLO MEZCLADOR DINAMICO 2307K B A
Tipo FBM 204 ///////// FECHA REVISION 08/20/2009
FBM TIPO FBM COMPOUND
IN PNT TAG DESCRIPCION
23UBJ200
LETTER OUT TCA + -
I23518 204 BLANQUEO
IN 1 23PIT279 PRESION 2305K
I23518
B A
IN 2 B A
IN 3 B A
IN 4 B A
OUT 5 23FV003 VALVULA CONTORL FLUJO DE SESQUISULFATO A 7107S
B A
OUT 6 23FV008 VALVULA CONTORL FLUJO DE
SESQUISULFATO A MEZCLADOR ESTATICO
B A
OUT 7 B A
OUT 8 B A
Tipo FBM 242 ///////// FECHA REVISION 08/20/2009
FBM TIPO FBM COMPOUND
IN PNT TAG DESCRIPCION
23UBJ200
LETTER OUT TCA + -
I23521 242 BLANQUEO
OUT 1 23YV026A ELECT MUESTREO PH DO TORRE DIOXIDO 2302S
I23521
C A
OUT 2 23YV026B ELECT MUESTREO PH DO TORRE DIOXIDO 2302S C A
OUT 3 23YV067A ELECTROVALVULA PH ENTRADA
TORRE PREPARACION EOP 2304S C A
OUT 4 23YV067B ELECTROVALVULA PH ENTRADA TORRE PREPARACION EOP 2304S
C A
OUT 5 23YV274A ELECT_VALV LAVADO PH ETAPA D1 TORRE DIOX DE CLORO 2308S C A
OUT 6 23YV274B ELECT_VALV MUESTREO PH ETAPA D1
TORRE DIOX DE CLORO 2308S C A

102
OUT 7 23YV278A ELECT_VALV LAVADO PH SALIDA LAVADORA 2304Q01
C A
OUT 8 23YV278B ELECT_VALV MUESTREO PH SALIDA LAVADORA 2304Q01 C A
OUT 9 23YS025A DESACTIVACION AT025A C A
OUT 10 23YS025B DESACTIVACIONA AT025B C A
OUT 11 23YS142 DESACTIVACIONA AT142 C A
OUT 12 23YS272A DESACTIVACIONA AT272A C A
OUT 13 23YS272B DESACTIVACIONA AT272B C A
OUT 14 23YV279A VAPOR A 2305K B A
OUT 15 23YV279B VAPOR A VENTEO B A
OUT 16 B A
Tipo FBM 214 ///////// FECHA REVISION 08/20/2009
FBM TIPO FBM COMPOUND
IN PNT TAG DESCRIPCION
23UBJ200
LETTER OUT TCA + -
I23522 214 BLANQUEO
IN 1 2305KM_CE INDICADORES DE CORRIENTE
MOTORES_23
I23522
C B
IN 2 2307JM1_CE INDICADORES DE VELOCIDAD MOTORES_23
C B
IN 3 2324KM_CE INDICADORES DE CORRIENTE MOTORES_23 C B
IN 4 23TT025B TEMPERATURA 2302S C B
IN 5 23LT121 NIVEL 2303S C B
IN 6 23FIT008 FLUJO DE SESQUISULFATO A
MEZCLACOR ESTATICO
IN 7 23AIT081 PH NEUTRALIZACION SESQUISULFATO A TK 7101S
IN 8
COMPLEMENTO_BLANQUEO
Tipo FBM 214 AIN ///////// FECHA REVISION 08/20/20 09
FBM TIPO FBM COMPOUND
IN PNT TAG DESCRIPCION
23UBJ200
LETTER OUT TCA + -
I23523 214 BLANQUEO
IN 1 23PT004 TX PRESION AGUA TIBIA
I23523
C B
IN 2 23PT005 TX PRESION DE VAPOR C B
IN 3 23PT006 TX PRESION AGUA SOBREALIMENTADA C B
IN 4 23LT007 NIVEL TANQUE 2301S C B
IN 5 23PT022 AGUA ENFRIAMIENTO HI SHEAR CLORO C B
IN 6 23PT023 TX AGUA SOBREALIMENTADA C B
IN 7 23FT049 FLUJO DE VAPOR A TK 2303K C B
IN 8 23TT051 PULPA A TORRE ALCALINA C B
Tipo FBM 214 AIN ///////// FECHA REVISION 08/20/20 09
FBM TIPO FBM COMPOUND
IN PNT TAG DESCRIPCION
23UBJ200
LETTER OUT TCA + -
I23524 214 BLANQUEO
IN 1 23LT065 NIVEL TK 2313S
I23524
C B
IN 2 23TT073.1 TORRE DE PERÓXIDO C B
IN 3 23TT073.2 TORRE DE PERÓXIDO C B
IN 4 23TT073.3 SUP TORRE ALCALINA C B

103
IN 5 23TT073.4 INF TORRE ALCALINA C B
IN 6 23TT073.5 INF TORRE HIPOCLORITO C B
IN 7 23TT073.6 SUP TORRE HUIPOCLORITO C B
IN 8 23LT103 NIVEL TORRE EXT. ALCALINA C B
Tipo FBM 214 AIN ///////// FECHA REVISION 08/20/200 9
FBM TIPO FBM COMPOUND
IN PNT TAG DESCRIPCION
23UBJ200
LETTER OUT TCA + -
I23525 214 BLANQUEO
IN 1 23LT139 NIVEL TK FILTADOS ALCALINOS
I23525
C B
IN 2 23LT149 NIVEL TORRE DE HIPOCLORITO C B
IN 3 23LT173 TX LAVADORA HIPOCLORITO C B
IN 4 23LT175 NIVLE TK 2307S C B
IN 5 23FT189 VAPOR A MEZCLADOR 2 C B
IN 6 23-43FT269 FLUJO DILUCION TK 2310S
IN 7 23_43FT271 FLUJO PULPA HACIA MAQUINA
IN 8 23NT275 CONSISTENCIA PULPA HACIA MAQUINAS
Tipo FBM 214 AIN ///////// FECHA REVISION 08/20/20 09
FBM TIPO FBM COMPOUND
IN PNT TAG DESCRIPCION
23UBJ200
LETTER OUT TCA + -
I23526 214 BLANQUEO
IN 1 23FT289 FLUJO DILUCION TK 2311S
I23526
IN 2 23NT295 CONSISTENCIA PULPA A PRENSA PASTA
IN 3 23FT299 PULPA A PRENSA PASTA
IN 4 23TT301.1 INF TK AD N° 2 C B
IN 5 23TT301.2 INF. TORRE PERÓXIDO C B
IN 6 23TT309.1 INF TK AD N° 1 C B
IN 7 23TT309.2 SUP TK AD N° 1 C B
IN 8 23TT311.1 INF TK AD N° 2 C B
Tipo FBM 214 AIN ///////// FECHA REVISION 08/20/200 9
FBM TIPO FBM COMPOUND
IN PNT TAG DESCRIPCION
23UBJ200
LETTER OUT TCA + -
I23527 214 BLANQUEO
IN 1 23TT311.2 SUP TK AD N° 3
I23527
C B
IN 2 2301SKM_CE INDICADORES DE CORRIENTE
MOTORES_23 C B
IN 3 2301Q1M1_CE INDICADORES DE CORRIENTE MOTORES_23
IN 4 2301Q1M1_SE INDICADORES DE VELOCIDAD MOTORES_23 B A
IN 5 2302Q1M1_CE INDICADORES DE CORRIENTE
MOTORES_23
IN 6 2302Q1M1_SE INDICADORES DE VELOCIDAD MOTORES_23 B A
IN 7 2303Q1M1_CE INDICADORES DE CORRIENTE MOTORES_23
IN 8 2303Q1M1SE INDICADORES DE VELOCIDAD
MOTORES_23 B A
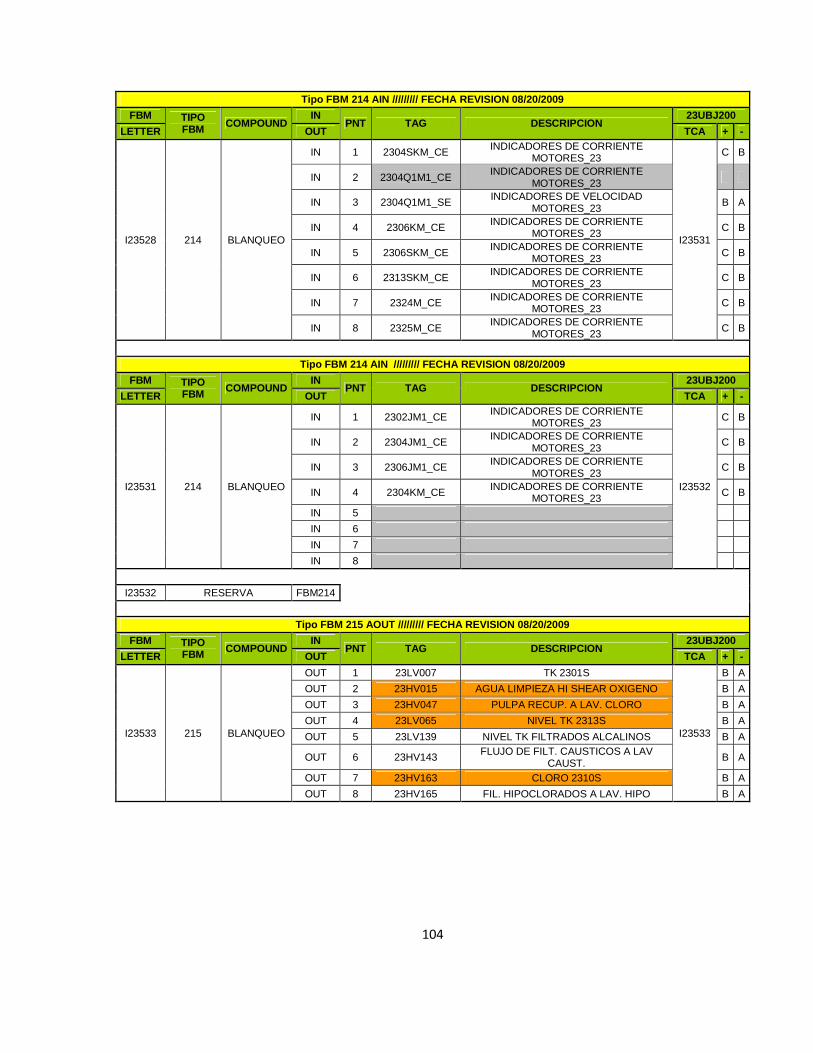
104
Tipo FBM 214 AIN ///////// FECHA REVISION 08/20/200 9
FBM TIPO FBM COMPOUND
IN PNT TAG DESCRIPCION
23UBJ200
LETTER OUT TCA + -
I23528 214 BLANQUEO
IN 1 2304SKM_CE INDICADORES DE CORRIENTE MOTORES_23
I23531
C B
IN 2 2304Q1M1_CE INDICADORES DE CORRIENTE
MOTORES_23
IN 3 2304Q1M1_SE INDICADORES DE VELOCIDAD MOTORES_23
B A
IN 4 2306KM_CE INDICADORES DE CORRIENTE MOTORES_23 C B
IN 5 2306SKM_CE INDICADORES DE CORRIENTE
MOTORES_23 C B
IN 6 2313SKM_CE INDICADORES DE CORRIENTE MOTORES_23
C B
IN 7 2324M_CE INDICADORES DE CORRIENTE MOTORES_23 C B
IN 8 2325M_CE INDICADORES DE CORRIENTE
MOTORES_23 C B
Tipo FBM 214 AIN ///////// FECHA REVISION 08/20/20 09
FBM TIPO FBM COMPOUND
IN PNT TAG DESCRIPCION
23UBJ200
LETTER OUT TCA + -
I23531 214 BLANQUEO
IN 1 2302JM1_CE INDICADORES DE CORRIENTE MOTORES_23
I23532
C B
IN 2 2304JM1_CE INDICADORES DE CORRIENTE
MOTORES_23 C B
IN 3 2306JM1_CE INDICADORES DE CORRIENTE MOTORES_23
C B
IN 4 2304KM_CE INDICADORES DE CORRIENTE MOTORES_23 C B
IN 5
IN 6
IN 7
IN 8
I23532 RESERVA FBM214
Tipo FBM 215 AOUT ///////// FECHA REVISION 08/20/20 09
FBM TIPO FBM COMPOUND
IN PNT TAG DESCRIPCION
23UBJ200
LETTER OUT TCA + -
I23533 215 BLANQUEO
OUT 1 23LV007 TK 2301S
I23533
B A
OUT 2 23HV015 AGUA LIMPIEZA HI SHEAR OXIGENO B A
OUT 3 23HV047 PULPA RECUP. A LAV. CLORO B A
OUT 4 23LV065 NIVEL TK 2313S B A
OUT 5 23LV139 NIVEL TK FILTRADOS ALCALINOS B A
OUT 6 23HV143 FLUJO DE FILT. CAUSTICOS A LAV CAUST.
B A
OUT 7 23HV163 CLORO 2310S B A
OUT 8 23HV165 FIL. HIPOCLORADOS A LAV. HIPO B A

105
Tipo FBM 215 AOUT ///////// FECHA REVISION 08/20/20 09
FBM TIPO FBM COMPOUND
IN PNT TAG DESCRIPCION
23UBJ200
LETTER OUT TCA + -
I23534 215 BLANQUEO
OUT 1 23LV175 NIVEL TK 2307S
I23534
B A
OUT 2 23FV189 VAPOR AL MEZCLADOR 2 B A
OUT 3 23FV185A B A
OUT 4 B A
OUT 5 B A
OUT 6 B A
OUT 7 B A
OUT 8 B A
Tipo FBM 217 DIN ///////// FECHA REVISION 08/20/200 9
FBM TIPO FBM COMPOUND
IN PNT TAG DESCRIPCION
23UBJ200
LETTER OUT TCA + -
I23535 217 BLANQUEO
IN 1 23ZSH001 SUICHE DE POSICION YV001
I23535
B A
IN 2 23ZSL001 SUICHE DE POSICION YV001 B A
IN 3 B A
IN 4 B A
IN 5 23PSL010 B A
IN 6 23ZSL011 FC VALV, HV11_MAQUINAS B A
IN 7 23ZSH011 FC VALV, HV11_MAQUINAS B A
IN 8 23PSL012 BAJA PRESION PULPA TORRE DE
CLORO B A
IN 9 23ZSL015 FINAL DE CARRERA VALVULA FY015 B A
IN 10 PSL017 SUICHE HI SHEAR OXIGENO B A
IN 11 23SSL018 HI HEAR MIXER CLORO B A
IN 12 23PSL024 PULPA A HI SHEAR MIXER CLORO B A
IN 13 23ZSH030 FINAL DE CARRERA YV030 B A
IN 14 23ZSL030 FINAL DE CARRERA YV030 B A
IN 15 23ZSH032 FINAL DE CARRERA YV032 B A
IN 16 23ZSL032 FINAL DE CARRERA YV032 B A
IN 17 ZSL033 PISTON BOMBA SUCCION 2301J B A
IN 18 ZSH033 FINAL CARRERA BOMBA SUCCION
2301J B A
IN 19 23ZSL045 FINAL DE CARRERA YV045 B A
IN 20 23SSL061 BOMBA 2302J B A
IN 21 23SSL064 HI SHEAR DE OXIGENO B A
IN 22 23PSL097C FALTA HOTWELL B A
IN 23 23ZSL137 FINAL DE CARRERA VALVULA FY137 B A
IN 24 23SSL141 BOMBA 2304J B A
IN 25 23ZSL163 FINAL DE CARRERA FY163 B A
IN 26 23SSL249 MEZCLADOR DE CÁUSTICA 2303K B A
IN 27 RESERVAS B A
IN 28 RESERVAS B A
IN 29 B A
IN 30 23ZSH255A FINAL DE CARREVA VALV HY255A B A
IN 31 23ZSL255A FINAL DE CARREVA VALV HY255A B A
IN 32 23ZSH255B FINAL DE CARRERA VALVULA HY255B B A

106
Tipo FBM 217 DIN ///////// FECHA REVISION 08/20/200 9
FBM TIPO FBM COMPOUND
IN PNT TAG DESCRIPCION
23UBJ200
LETTER OUT TCA + -
I23536 217 BLANQUEO
IN 1 23ZSL255B FINAL DE CARRERA VALVULA HY255B
I23536
B A
IN 2 23PSL315 BAJA PRESION AIRE A INSTRUMENTOS B A
IN 3 23128LSH11 2301QN (NIVEL DE REBOSE DEL REPULPADOR) B A
IN 4 23128LSH16 2302QN (NIVEL DE REBOSE DEL
REPULPADOR) B A
IN 5 23129LSH06 2303QN (NIVEL DE REBOSE DEL REPULPADOR)
B A
IN 6 23129LSH11 2304 N (NIVEL DE REBOSE DEL REPULPADOR) B A
IN 7 23ZSL249 B A
IN 8 SSL247 SUICHE DE ROTACION 2301QN B A
IN 9 SSL248 SUICHE DE ROTACION 2302QN B A
IN 10 SSL250 SUICHE DE ROTACION 2304k B A
IN 11 9101INT ALARMA CONTRA INCENDIO B A
IN 12 PS1 BBA ALTA DENSIDAD 2302JM1 B A
IN 13 PS2 BBA ALTA DENSIDAD 2304JM1 B A
IN 14 PS3 BBA ALTA DENSIDAD 2306JM1 B A
IN 15 PS4 BBA ALTA DENSIDAD 2307JM1 B A
IN 16 B A
IN 17 B A
IN 18 B A
IN 19 B A
IN 20 B A
IN 21 B A
IN 22 B A
IN 23 B A
IN 24 B A
IN 25 B A
IN 26 B A
IN 27 B A
IN 28 B A
IN 29 B A
IN 30 B A
IN 31 B A
IN 32 B A
Tipo FBM 242 DO ///////// FECHA REVISION 08/20/2009
FBM TIPO FBM COMPOUND
IN PNT TAG DESCRIPCION
23UBJ200
LETTER OUT TCA + -
I23537 242 BLANQUEO
OUT 1 23YV001 VALV ON/OFF TORRE DE OXIGENO
I23537
C A
OUT 2 C A
OUT 3 23FY014 ELECTROVALVULA VALV . FV014 C A
OUT 4 23HY015 ELECTROVALVULA VALV . FV015 LIMPIEZA HI-SHEAR_O2 C A
OUT 5 23HV020 VALV ON/OFF CLORO A TORRE C A
OUT 6 23YV030 C A
OUT 7 23YV032 C A
OUT 8 YV033 PISTON BOMBA SUCCION 2301J C A

107
OUT 9 23FY037 MUESTRA TORRE CL2 C A
OUT 10 23FY045 CAUDAL NAOH C A
OUT 11 23FY049 CAUDAL VAPOR SOBRE-CALENTADOR C A
OUT 12 23FY135 FLUJO DE HIPOCLORITO C A
OUT 13 23FY137 CAUDAL NAOH C A
OUT 14 23FY149 C A
OUT 15 23FY163 CAUDAL CLO2 C A
OUT 16 23FY185 FLUJO SODA A LAVADORA HIPOCLORITO C A
Tipo FBM 242 DO ///////// FECHA REVISION 08/20/2009
FBM TIPO FBM COMPOUND
IN PNT TAG DESCRIPCION
23UBJ200
LETTER OUT TCA + -
I23538 242 BLANQUEO
OUT 1 23FY189 VAPOR A MEZCLADOR DE CAL N° 2
I23538
C A
OUT 2 23HY255A PULPA ATK 2310S C A
OUT 3 23HY255B PULPA A TK 2311S C A
OUT 4 23FY249 C A
OUT 5 DO2323JM ENCLAVAMIENTO PARA 2207JM1 B A
OUT 6 DO2311JM ENCLAVAMIENTO PARA 2208JM B A
OUT 7 DOASSCO3 AVASALLAMIENTO 2208JM B A
OUT 8 DO2315JM ALARMA EN EL DIGESTOR DE PARO DE
BOMBA 2315JM B A
OUT 9 B A
OUT 10 B A
OUT 11 B A
OUT 12 B A
OUT 13 B A
OUT 14 B A
OUT 15 B A
OUT 16 B A
SEÑALES MOTORES
Tipo FBM 217 DIN ///////// FECHA REVISION 08/20/200 9
FBM TIPO FBM COMPOUND
IN PNT TAG DESCRIPCION
23UBJ200
LETTER OUT TCA + -
I23601 217 BLANQUEO
IN 1 2301JM_ST Motor bba tanq pulpa café B.D
I23601
B A
IN 2 2301JM_TH Motor bba tanq pulpa café B.D B A
IN 3 2301JM_CM Motor bba tanq pulpa café B.D B A
IN 4 2301Q01M1_ST Motor DC acc lavadora de cloro B A
IN 5 2301Q01M1_TH Motor DC acc lavadora de cloro B A
IN 6 2301Q01M1_CM Motor DC acc lavadora de cloro B A
IN 7 2301Q01M1_H Motor DC acc lavadora de cloro B A
IN 8 2301Q01M1_L Motor DC acc lavadora de cloro B A
IN 9 2301Q01M2_ST Motor ducha osciladora lavadora cloro B A
IN 10 2301Q01M2_TH Motor ducha osciladora lavadora cloro B A
IN 11 2301Q01M2_CM Motor ducha osciladora lavadora cloro B A
IN 12 2301Q01M3_ST Motor rent sup Motor DC lav cloro B A
IN 13 2301Q01M3_TH Motor rent sup Motor DC lav cloro B A
IN 14 2301Q01M3_CM Motor rent sup Motor DC lav cloro B A
IN 15 2301Q01M4_ST Motor rent sup Motor DC lav clor. B A

108
IN 16 2301Q01M4_TH Motor rent sup Motor DC lav clor. B A IN 17 2301Q01M4_CM Motor rent sup Motor DC lav clor. B A
IN 18 2301QJ01M_ST Motor vent aire despegue lav cloro B A
IN 19 2301QJ01M_TH Motor vent aire despegue lav cloro B A
IN 20 2301QJ01M_CM Motor vent aire despegue lav cloro B A
IN 21 2301QJ02M_ST Motor vent ext de gases lav cloro B A
IN 22 2301QJ02M_TH Motor vent ext de gases lav cloro B A
IN 23 2301QJ02M_CM Motor vent ext de gases lav cloro B A
IN 24 2301QNM_ST Motor repulpador lavadora de peróxido B A
IN 25 2301QNM_TH Motor repulpador lavadora de peróxido B A
IN 26 2301QNM_CM Motor repulpador lavadora de peróxido B A
IN 27 2301SKM_ST Motor agit tanq pulpa café B.D B A
IN 28 2301SKM_TH Motor agit tanq pulpa café B.D B A
IN 29 2301SKM_CM Motor agit tanq pulpa café B.D B A
IN 30 2302JM1_ST Motor bba alta densidad No 1 B A
IN 31 2302JM1_TH Motor bba alta densidad No 1 B A
IN 32 2302JM1_CM Motor bba alta densidad No 1 B A
Tipo FBM 217 DIN ///////// FECHA REVISION 08/20/200 9
FBM TIPO FBM COMPOUND
IN PNT TAG DESCRIPCION
23UBJ200
LETTER OUT TCA + -
I23602 217 BLANQUEO
IN 1 2302JM2_ST Motor alim bomba alta densidad No. 1
I23602
B A
IN 2 2302JM2_TH Motor alim bomba alta densidad No. 1 B A
IN 3 2302JM2_CM Motor alim bomba alta densidad No. 1 B A
IN 4 2302Q01M1_ST Motor DC acc lavadora de cáustica B A
IN 5 2302Q01M1_TH Motor DC acc lavadora de cáustica B A
IN 6 2302Q01M1_CM Motor DC acc lavadora de cáustica B A
IN 7 2302Q01M1_H Motor DC acc lavadora de cáustica B A
IN 8 2302Q01M1_L Motor DC acc lavadora de cáustica B A
IN 9 2302Q01M2_ST Motor ducha osciladora lav de caústica B A
IN 10 2302Q01M2_TH Motor ducha osciladora lav de caústica B A
IN 11 2302Q01M2_CM Motor ducha osciladora lav de caústica B A
IN 12 2302Q01M3_ST Motor rent sup Motor DC lav cáustica. B A
IN 13 2302Q01M3_TH Motor rent sup Motor DC lav cáustica. B A
IN 14 2302Q01M3_CM Motor rent sup Motor DC lav cáustica. B A
IN 15 2302Q01M4_ST Motor vent sup Motor DC lav de cáustica B A
IN 16 2302Q01M4_TH Motor vent sup Motor DC lav de cáustica B A
IN 17 2302Q01M4_CM Motor vent sup Motor DC lav de cáustica B A
IN 18 2302QJ01M_ST Motor vent aire despegue lav caústica B A
IN 19 2302QJ01M_TH Motor vent aire despegue lav caústica B A
IN 20 2302QJ01M_CM Motor vent aire despegue lav caústica B A
IN 21 2302QJ02M_ST Motor vent ext gases lavadora caústica B A
IN 22 2302QJ02M_TH Motor vent ext gases lavadora caústica B A
IN 23 2302QJ02M_CM Motor vent ext gases lavadora caústica B A
IN 24 2302QNM_ST Motor repulpador lavadora de caústica B A
IN 25 2302QNM_TH Motor repulpador lavadora de caústica B A
IN 26 2302QNM_CM Motor repulpador lavadora de caústica B A
IN 27 2303JM_ST Motor bba pulpa alcalina a lav cáustica B A
IN 28 2303JM_TH Motor bba pulpa alcalina a lav cáustica B A
IN 29 2303JM_CM Motor bba pulpa alcalina a lav cáustica B A

109
IN 30 2303KM_ST Motor calentador mezclador pulpa N° 1 B A
IN 31 2303KM_TH Motor calentador mezclador pulpa N° 1 B A
IN 32 2303KM_CM Motor calentador mezclador pulpa N° 1 B A
Tipo FBM 217 DIN ///////// FECHA REVISION 08/20/200 9
FBM TIPO FBM COMPOUND
IN PNT TAG DESCRIPCION
23UBJ200
LETTER OUT TCA + -
I23603 217 BLANQUEO
IN 1 2303Q01M1_ST Filtro 3, Lavado hipoclorito
I23603
B A
IN 2 2303Q01M1_TH Filtro 3, Lavado hipoclorito B A
IN 3 2303Q01M1_CM Filtro 3, Lavado hipoclorito B A
IN 4 2303Q01M1_H Motor DC acc lavadora hipoclorito B A
IN 5 2303Q01M1_L Motor DC acc lavadora hipoclorito B A
IN 6 2303Q01M2_ST Ducha giratoria B A
IN 7 2303Q01M2_TH Ducha giratoria B A
IN 8 2303Q01M2_CM Ducha giratoria B A
IN 9 2303Q01M3_ST Motor rent sup Motor DC lav hipoclo. B A
IN 10 2303Q01M3_TH Motor rent sup Motor DC lav hipoclo. B A
IN 11 2303Q01M3_CM Motor rent sup Motor DC lav hipoclo. B A
IN 12 2303Q01M4_ST Motor vent sup Motor DC lav hipoclorito B A
IN 13 2303Q01M4_TH Motor vent sup Motor DC lav hipoclorito B A
IN 14 2303Q01M4_CM Motor vent sup Motor DC lav hipoclorito B A
IN 15 2303QJ01M_ST Ventilador de Levante, Lavadora Hipoclorito B A
IN 16 2303QJ01M_TH Ventilador de Levante, Lavadora Hipoclorito B A
IN 17 2303QJ01M_CM Ventilador de Levante, Lavadora Hipoclorito B A
IN 18 2303QJ02M_ST Motor vent ext gases lav hipoclorito B A
IN 19 2303QJ02M_TH Motor vent ext gases lav hipoclorito B A
IN 20 2303QJ02M_CM Motor vent ext gases lav hipoclorito B A
IN 21 2303QNM_ST Repulpador Filtro 3 B A
IN 22 2303QNM_TH Repulpador Filtro 3 B A
IN 23 2303QNM_CM Repulpador Filtro 3 B A
IN 24 2304JM1_ST Motor bomba alta densidad No. 1 B A
IN 25 2304JM1_TH Motor bomba alta densidad No. 1 B A
IN 26 2304JM1_CM Motor bomba alta densidad No. 1 B A
IN 27 2304JM2_ST Motor alim bomba alta densidad No. 2 B A
IN 28 2304JM2_TH Motor alim bomba alta densidad No. 2 B A
IN 29 2304JM2_CM Motor alim bomba alta densidad No. 2 B A
IN 30 2304KM_ST Mezclador recalentador B A
IN 31 2304KM_TH Mezclador recalentador B A
IN 32 2304KM_CM Mezclador recalentador B A
Tipo FBM 217 DIN ///////// FECHA REVISION 08/20/200 9
FBM TIPO FBM COMPOUND
IN PNT TAG DESCRIPCION
23UBJ200
LETTER OUT TCA + -
I23604 217 BLANQUEO
IN 1 2304Q01M1_ST Motor DC acc lavadora de peróxido
I23604
B A
IN 2 2304Q01M1_TH Motor DC acc lavadora de peróxido B A
IN 3 2304Q01M1_CM Motor DC acc lavadora de peróxido B A
IN 4 2304Q01M1_H Motor DC acc lavadora de peróxido B A
IN 5 2304Q01M1_L Motor DC acc lavadora de peróxido B A
IN 6 2304Q01M2_ST Ducha giratoria B A
IN 7 2304Q01M2_TH Ducha giratoria B A

110
IN 8 2304Q01M2_CM Ducha giratoria B A
IN 9 2304Q01M3_ST Motor vent lat lavadora de peróxido B A
IN 10 2304Q01M3_TH Motor vent lat lavadora de peróxido B A
IN 11 2304Q01M3_CM Motor vent lat lavadora de peróxido B A
IN 12 2304Q01M4_ST Motor vent sup lavadora de peróxido B A
IN 13 2304Q01M4_TH Motor vent sup lavadora de peróxido B A
IN 14 2304Q01M4_CM Motor vent sup lavadora de peróxido B A
IN 15 2304QJ01M_ST Motor vent aire despegue lav peróxido B A
IN 16 2304QJ01M_TH Motor vent aire despegue lav peróxido B A
IN 17 2304QJ01M_CM Motor vent aire despegue lav peróxido B A
IN 18 2304QJ02M_ST Ventilador Extractor B A
IN 19 2304QJ02M_TH Ventilador Extractor B A
IN 20 2304QJ02M_CM Ventilador Extractor B A
IN 21 2304QNM_ST Repulpador a Filtro 4 B A
IN 22 2304QNM_TH Repulpador a Filtro 4 B A
IN 23 2304QNM_CM Repulpador a Filtro 4 B A
IN 24 2304SKM_ST Motor agit torre de extracción alcalina B A
IN 25 2304SKM_TH Motor agit torre de extracción alcalina B A
IN 26 2304SKM_CM Motor agit torre de extracción alcalina B A
IN 27 2305JM_ST Motor Bba Pulpa Hipoclorada a Lavadora B A
IN 28 2305JM_TH Motor Bba Pulpa Hipoclorada a Lavadora B A
IN 29 2305JM_CM Motor Bba Pulpa Hipoclorada a Lavadora B A
IN 30 2305K_ST START LOCAL MEZCLADOR PERÓXIDO B A
IN 31 2305K_TH TERMICO MEZCLADOR PERÓXIDO B A
IN 32 2305K_CM CONFIRMACION MARCHA MEZCLADOR PERÓXIDO
B A
Tipo FBM 217 DIN ///////// FECHA REVISION 08/20/200 9
FBM TIPO FBM COMPOUND
IN PNT TAG DESCRIPCION
23UBJ200
LETTER OUT TCA + -
I23605 217 BLANQUEO
IN 1 2306JM1_ST B.H.D pulpa peroxidada a 2308.s
I23605
B A
IN 2 2306JM1_TH B.H.D pulpa peroxidada a 2308.s B A
IN 3 2306JM1_CM B.H.D pulpa peroxidada a 2308.s B A
IN 4 2306JM2_ST START LOCAL STAND PIPE 2306J B A
IN 5 2306JM2_TH TERMICO STAND PIPE 2306J B A
IN 6 2306JM2_CM CONFIR DE MARCHA STAND PIPE 2306J B A
IN 7 2306KM_ST Evacuador Torre peróxido B A
IN 8 2306KM_TH Evacuador Torre peróxido B A
IN 9 2306KM_CM Evacuador Torre peróxido B A
IN 10 2306SKM_ST Motor agit torre de hipoclorito B A
IN 11 2306SKM_TH Motor agit torre de hipoclorito B A
IN 12 2306SKM_CM Motor agit torre de hipoclorito B A
IN 13 2307JM1_ST START B.H.D pulpa blanca a 2310.s B A
IN 14 2307JM1_TH TERMICO B.H.D pulpa blanca a 2310.s B A
IN 15 2307JM1_CM CONFIRMACION B.H.D pulpa blanca a
2310.s B A
IN 16 2307JM2_ST START Alimentador Bomba Alta Den B A
IN 17 2307JM2_TH TERMICO Alimentador Bomba Alta Den B A
IN 18 2307JM2_CM CONFIRMACION Alimentador Bomba Alta Den B A
IN 19 2307K_ST START LOCAL MEZCLADOR DINAMICO B A

111
IN 20 2307K_TH TERMICO MEZCLADOR DINAMICO B A
IN 21 2307K_CM CONFIRMACION MARCHA MEZCLADOR DINAMICO
B A
IN 22 2308JAM_CM Pulpa hacia maquina B A
IN 23 2308JBM_CM Pulpa hacia maquina B A
IN 24 2309JM_CM Pulpa hacia prensa pasta B A
IN 25 2310JM_ST Motor bomba dilución a lav de cloro -
Arranque Suave B A
IN 26 2310JM_ST2 Motor bomba dilución a lav de cloro - Arranque Directo
B A
IN 27 2310JM_CM Motor bomba dilución a lav de cloro - Confirmación Suave B A
IN 28 2310JM_ST2 Motor bomba dilución a lav de cloro B A
IN 29 2311JM_ST Motor bomba dilución a 2210S y 2301S B A
IN 30 2311JM_TH Motor bomba dilución a 2210S y 2301S B A
IN 31 2311JM_CM Motor bomba dilución a 2210S y 2301S B A
IN 32 2310JM_CM2 Motor bomba dilución a lav de cloro - Confirmación Directa
B A
Tipo FBM 217 DIN ///////// FECHA REVISION 08/20/200 9
FBM TIPO FBM COMPOUND
IN PNT TAG DESCRIPCION
23UBJ200
LETTER OUT TCA + -
I23606 217 BLANQUEO
IN 1 2312JM_ST Motor bba filt caust a lav de caústica
I23606
B A
IN 2 2312JM_TH Motor bba filt caust a lav de caústica B A
IN 3 2312JM_CM Motor bba filt caust a lav de caústica B A
IN 4 2313JM_ST Bomba Dilución a pulpa Filtro 4 B A
IN 5 2313JM_TH Bomba Dilución a pulpa Filtro 4 B A
IN 6 2313JM_CM Bomba Dilución a pulpa Filtro 4 B A
IN 7 2313SKM_ST Agitador tanque pulpa recuperada B A
IN 8 2313SKM_TH Agitador tanque pulpa recuperada B A
IN 9 2313SKM_CM Agitador tanque pulpa recuperada B A
IN 10 2314JM_ST Motor bomba filt peróxido a torre B A
IN 11 2314JM_TH Motor bomba filt peróxido a torre B A
IN 12 2314JM_CM Motor bomba filt peróxido a torre B A
IN 13 2315JM_ST Motor bomba filt caust a secc. 14 B A
IN 14 2315JM_TH Motor bomba filt caust a secc. 14 B A
IN 15 2315JM_CM Motor bomba filt caust a secc. 14 B A
IN 16 2316JM_ST Bomba dilución pulpa a filtro 3 - Arranque Suave B A
IN 17 2316JM_ST2 Bomba dilución pulpa a filtro 3 - Arranque Directo B A
IN 18 2316JM_CM Bomba dilución pulpa a filtro 3 - Confirmación Suave
B A
IN 19 2317JM_ST Bomba Dilución pulpa a torre hipoclorito B A
IN 20 2317JM_TH Bomba Dilución pulpa a torre hipoclorito B A
IN 21 2317JM_CM Bomba Dilución pulpa a torre hipoclorito B A
IN 22 2318JM _ST Motor bba filt hipoclorados a lav caust B A
IN 23 2318JM _TH Motor bba filt hipoclorados a lav caust B A
IN 24 2318JM _CM Motor bba filt hipoclorados a lav caust B A
IN 25 2319JM_ST Motor bomba dilución a lav de peróxido B A
IN 26 2319JM_TH Motor bomba dilución a lav de peróxido B A
IN 27 2319JM_CM Motor bomba dilución a lav de peróxido B A
IN 28 2320JM_ST Bomba ducha Filtro 1 B A

112
IN 29 2320JM_TH Bomba ducha Filtro 1 B A
IN 30 2320JM_CM Bomba ducha Filtro 1 B A
IN 31 2316JM_CM2 Bomba dilución pulpa a filtro 3 - Confirmación Directa B A
IN 32 2316JM_FAIL Bomba dilución pulpa a filtro 3 - Falla del
Variador B A
Tipo FCM 100E COMUNICACION ///////// FECHA REVISION 08/20/2009
FBM TIPO FBM
IN PNT TAG DESCRIPCION
23UBJ200
LETTER OUT TCA + -
I23607 FCM100E FIBRA OPTICA FCM 100 E.nueva
I23608 FCM100E FIBRA OPTICA FCM 100 E.nueva
Tipo FBM 217 DIN ///////// FECHA REVISION 08/20/200 9
FBM TIPO FBM COMPOUND
IN PNT TAG DESCRIPCION
23UBJ200
LETTER OUT TCA + -
I23611 217 BLANQUEO
IN 1 2321JAM_ST Motor bomba de agua de sello blanqueo
I23611
B A
IN 2 2321JAM_TH Motor bomba de agua de sello blanqueo B A
IN 3 2321JAM_CM Motor bomba de agua de sello blanqueo B A
IN 4 2322JM_ST Pulpa recuperada a lavadora de cloro B A
IN 5 2322JM_TH Pulpa recuperada a lavadora de cloro B A
IN 6 2322JM_CM Pulpa recuperada a lavadora de cloro B A
IN 7 2323JM_ST Motor bomba de sobrealim agua ind. B A
IN 8 2323JM_TH Motor bomba de sobrealim agua ind. B A
IN 9 2323JM_CM Motor bomba de sobrealim agua ind. B A
IN 10 2324K_ST start mezclador dinámico B A
IN 11 2324K_TH TERMICO MEZCLADOR DINAMICO B A
IN 12 2324K_CM CONFIRMACION MARCHA MEZCLADOR DINAMICO
B A
IN 13 2325M_ST Motor mezc hi-shear de oxígeno. B A
IN 14 2325M_TH Motor mezc hi-shear de oxígeno. B A
IN 15 2325M_CM Motor mezc hi-shear de oxígeno. B A
IN 16 2326JM_ST Removed B A
IN 17 2326JM_TH Removed B A
IN 18 2326JM_CM Removed B A
IN 19 2230JA_ST TEMPORALES B A
IN 20 2230JA_TH TEMPORALS B A
IN 21 2230JA_CM TEMPORALES B A
IN 22 2230JB_ST TEMPORALES B A
IN 23 2230JB_TH TEMPORALES B A
IN 24 2230JB_CM TEMPORALES B A
IN 25 2310JM_FAIL Motor bomba dilución a lav de cloro - Indicación Falla Drive B A
IN 26 B A
IN 27 B A
IN 28 B A
IN 29 B A
IN 30 B A
IN 31 B A
IN 32 B A

113
Tipo FBM 242 DO ///////// FECHA REVISION 08/20/2009
FBM TIPO FBM COMPOUND
IN PNT TAG DESCRIPCION
23UBJ200
LETTER OUT TCA + -
I23612 242 BLANQUEO
OUT 1 2301JM_K Motor bba tanq pulpa café B.D
I23612
C A
OUT 2 2301Q01M1_H Motor DC acc lavadora de cloro C A
OUT 3 2301Q01M1_K Motor DC acc lavadora de cloro C A
OUT 4 2301Q01M1_L Motor DC acc lavadora de cloro C A
OUT 5 2301Q01M2_K Motor ducha osciladora lavadora cloro C A
OUT 6 2301Q01M3_K Motor rent sup Motor DC lav cloro. C A
OUT 7 2301Q01M4_k Motor rent sup Motor DC lav clor. C A
OUT 8 2301QJ01M_K Motor vent aire despegue lav cloro C A
OUT 9 2301QJ02M_K Motor vent ext de gases lav cloro C A
OUT 10 2301QNM_K Motor repulpador lavadora de peróxido C A
OUT 11 2301SKM_K Motor agit tanq pulpa café B.D C A
OUT 12 2302JM1_K Motor bba alta densidad No 1 C A
OUT 13 2302JM2_k Motor alim bomba alta densidad No. 1 C A
OUT 14 2302Q01M1_H Motor DC acc lavadora de cáustica C A
OUT 15 2302Q01M1_K Motor DC acc lavadora de cáustica C A
OUT 16 2302Q01M1_L Motor DC acc lavadora de cáustica C A
Tipo FBM 242 DO ///////// FECHA REVISION 08/20/2009
FBM TIPO FBM COMPOUND
IN PNT TAG DESCRIPCION
23UBJ200
LETTER OUT TCA + -
I23613 242 BLANQUEO
OUT 1 2302Q01M2_K Motor ducha osciladora lav de caústica
I23613
C A
OUT 2 2302Q01M3_K Motor rent sup Motor DC lav cáustica C A
OUT 3 2302Q01M4_K Motor vent sup Motor DC lav de cáustica C A
OUT 4 2302QJ01M_K Motor vent aire despegue lav caústica C A
OUT 5 2302QJ02M_K Motor vent ext gases lavadora caústica C A
OUT 6 2302QNM_K Motor repulpador lavadora de caústica C A
OUT 7 2303JM_K Motor bba pulpa alcalina a lav cáustica C A
OUT 8 2303KM_K Motor calentador mezclador pulpa N° 1 C A
OUT 9 2303Q01M1_H Motor DC acc lavadora hipoclorito C A
OUT 10 2303Q01M1_K Filtro 3, Lavado hipoclorito C A
OUT 11 2303Q01M1_L Motor DC acc lavadora hipoclorito C A
OUT 12 2303Q01M2_K Ducha giratoria C A
OUT 13 2303Q01M3_K Motor rent sup Motor DC lav hipoclo. C A
OUT 14 2303Q01M4_K Motor vent sup Motor DC lav hipoclorito C A
OUT 15 2303QJ01M_K Ventilador de Levante, Lavadora Hipoclorito C A
OUT 16 2303QJ02M_K Motor vent ext gases lav hipoclorito C A
Tipo FBM 242 DO ///////// FECHA REVISION 08/20/2009
FBM TIPO FBM COMPOUND
IN PNT TAG DESCRIPCION
23UBJ200
LETTER OUT TCA + -
I23614 242 BLANQUEO
OUT 1 2303QNM_K Repulpador Filtro 3
I23614
C A
OUT 2 2304JM1_K Motor bomba alta densidad No. 1 C A
OUT 3 2304JM2_K Motor alim bomba alta densidad No. 2 C A
OUT 4 2304KM_K Mezclador recalentador C A
OUT 5 2304Q01M1_H Motor DC acc lavadora de peróxido C A
OUT 6 2304Q01M1_K Motor DC acc lavadora de peróxido C A
OUT 7 2304Q01M1_L Motor DC acc lavadora de peróxido C A

114
OUT 8 2304Q01M2_K Ducha giratoria C A
OUT 9 2304Q01M3_K Motor vent lat lavadora de peróxido C A
OUT 10 2304Q01M4_K Motor vent sup lavadora de peróxido C A
OUT 11 2304QJ01M_K Motor vent aire despegue lav peróxido C A
OUT 12 2304QJ02M_K Ventilador Extractor C A
OUT 13 2304QNM_K Repulpador a Filtro 4 C A
OUT 14 2304SKM_K Motor agit torre de extracción alcalina C A
OUT 15 2305JM_K Motor Bba Pulpa Hipoclorada a Lavadora C A
OUT 16 2305K_K SALIDA 2305K MEZCLADOR PERÓXIDO C A
Tipo FBM 242 DO ///////// FECHA REVISION 08/20/2009
FBM TIPO FBM COMPOUND
IN PNT TAG DESCRIPCION
23UBJ200
LETTER OUT TCA + -
I23615 242 BLANQUEO
OUT 1 2306JM1_K B.H.D pulpa peroxidada a 2308.s
I23615
C A
OUT 2 2306JM2_K B.H.D pulpa peroxidada a 2308.s C A
OUT 3 2306KM_K Evacuador Torre peróxido C A
OUT 4 2306SKM_K Motor agit torre de hipoclorito C A
OUT 5 2307JM1_K SALIDA B.H.D pulpa blanca a 2310.s C A
OUT 6 2307JM2_K SALIDA Alimentador Bomba Alta Den C A
OUT 7 2307K_K SALIDA 2307K MEZCLADOR DINAMICO C A
OUT 8 2310JM_K Motor bomba dilución a lav de cloro C A
OUT 9 2311JM_K Motor bomba dilución a 2210S y 2301S C A
OUT 10 2312JM_K Motor bba filt caust a lav de caústica C A
OUT 11 2313JM_K Bomba Dilución a pulpa Filtro 4 C A
OUT 12 2313SKM_K Agitador tanque pulpa recuperada C A
OUT 13 2314JM_K Motor bomba filt peróxido a torre C A
OUT 14 2315JM_K Motor bomba filt caust a secc. 14 C A
OUT 15 2316JM _K Bomba dilución pulpa a filtro 3 C A
OUT 16 2317JM_K Bomba Dilución pulpa a torre hipoclorito C A
Tipo FBM 242 DO ///////// FECHA REVISION 08/20/2009
FBM TIPO FBM COMPOUND
IN PNT TAG DESCRIPCION
23UBJ200
LETTER OUT TCA + -
I23616 242 BLANQUEO
OUT 1 2318JM_K Motor bba filt hipoclorados a lav caust
I23616
C A
OUT 2 2319JM_K Motor bomba dilución a lav de peróxido C A
OUT 3 2320JM_K Bomba ducha Filtro 1 C A
OUT 4 2321JAM_K Motor bomba de agua de sello blanqueo C A
OUT 5 2322JM_K Pulpa recuperada a lavadora de cloro C A
OUT 6 2323JM_K Motor bomba de sobrealim agua ind. C A
OUT 7 2324K_K SALIDA 2324K MEZCLADOR DINAMICO C A
OUT 8 2325M_K Motor mezc hi-shear de oxígeno. C A
OUT 9 2326JM_K removed C A
OUT 10 2230JA_K TEMPORALES C A
OUT 11 2230JB_K TEMPORALES C A
OUT 12 2310JM_K2 Motor bomba dilución a lav de cloro C A
OUT 13 2316JM_K2 Bomba dilución pulpa a filtro 3 C A
OUT 14 C A
OUT 15 C A
OUT 16 C A

115
Anexo D. Actividades para cambiar el gabinete IE16 por el gabinete IE32B.
GABINETE BLANQUEO IE32B
BASEPLATE 0 FBM_CANAL COMPOUND TAG DESCRIPCION ACTIVIDADES
I23501_1 BLANQUEO: NT_193 Concentración Pasta Salida 2210s Cambiar en el ICC el ID_OPT - I61501
por el ID_OPT- I23501. Sigue el mismo canal.
I23501_2 BLANQUEO: FT_195 Dilución Gruesa al Cono 2210s Cambiar en el ICC el ID_OPT - I61501
por el ID_OPT- I23501. Sigue el mismo canal.
I23501_3 BLANQUEO: FT_185 Flujo de Soda a Etapa de peróxido Cambiar en el ICC el ID_OPT. Sigue el mismo canal. Adecuación Dióxido y
Reubicación equipo de campo,
I23501_4 BLANQUEO: NT_011 Concentración Pasta Salida 2301s Cambiar en el ICC el ID_OPT - I61501
por el ID_OPT- I23501. Sigue el mismo canal.
I23501_5 BLANQUEO: NV_193 Consistencia 2210s Cambiar en el ICC el ID_OPT - I61501
por el ID_OPT- I23501. Sigue el mismo canal.
I23501_6 BLANQUEO: FV_195 Dilución Gruesa al Cono 2210s Cambiar en el ICC el ID_OPT - I61501 por el ID_OPT- I2350. Sigue el mismo
canal.
I23501_7 BLANQUEO: FV_185 Flujo de Soda a Etapa de peróxido Cambiar en el ICC el ID_OPT. Sigue el mismo canal. Adecuación Dióxido y
Reubicación equipo de campo,
I23501_8 BLANQUEO: NV_011 Concentración Pasta Salida 2301s Cambiar en el ICC el ID_OPT - I61501
por el ID_OPT- I23501. Sigue el mismo canal.
Instalar La TCA I23506, FBM 204, Cable comunicació n 30 mts, en gabinete 23UBJE200.
FBM_CANAL COMPOUND TAG DESCRIPCION ACTIVIDADES
I23502_1 BLANQUEO: FT_013 Caudal Pasta Antes de Cloración Cambiar en el ICC el ID_OPT - I61502
por el ID_OPT- I23502. Sigue el mismo canal.
I23502_2 BLANQUEO: FT_101 Dilución Gruesa Torre Caust Cambiar en el ICC el ID_OPT - I61502
por el ID_OPT- I23502. Sigue el mismo canal.
I23502_3 BLANQUEO: FT_016 Flujo de Peróxido. Cambiar en el ICC el ID_OPT - I61502 por el ID_OPT- I23502
I23502_4 BLANQUEO: FT_019 Flujo de Cloro. Cambia el nombre de Cloro por Dióxido
Cambiar en el ICC el ID_OPT. Sigue el mismo canal. Adecuación
Dióxido y Reubicación equipo de campo,
I23502_5 BLANQUEO: FV_013 Caudal Pasta Antes de Cloración Cambiar en el ICC el ID_OPT - I61502
por el ID_OPT- I23502. Sigue el mismo canal.
I23502_6 BLANQUEO: FV_014 Flujo de Oxigeno Cambiar en el ICC el ID_OPT - I61502
por el ID_OPT- I23502. Sigue el mismo canal.
I23502_7 BLANQUEO: FV_016 Flujo de Peróxido Cambiar en el ICC el ID_OPT - I61502 por el ID_OPT- I23502
I23502_8 BLANQUEO: FV_019 Flujo de Cloro. Cambia el nombre de Cloro por Dióxido
Cambiar en el ICC el ID_OPT. Sigue el mismo canal. Adecuación
Dióxido y Reubicación equipo de campo,
Instalar La TCA I23506, FBM 204, Cable comunicació n 30 mts, en gabinete 23UBJE200.

116
FBM_CANAL COMPOUND TAG DESCRIPCION ACTIVIDADES
I23503_1 BLANQUEO: FT_045 Flujo de Soda Cambiar en el ICC el ID_OPT - I61503
por el ID_OPT- I23503. Sigue el mismo canal.
I23503_2 BLANQUEO: AE_025A Residual Pasta en Cloración
Cambiar en el ICC el ID_OPT. Sigue el mismo canal. Adecuación
Dióxido y Reubicación equipo de campo,
I23503_3 BLANQUEO: AE_025B Blanqura Pasta en Cloración
Cambiar en el ICC el ID_OPT. Sigue el mismo canal. Adecuación
Dióxido y Reubicación equipo de campo,
I23503_4 BLANQUEO: FT_014 Flujo de Oxigeno Cambiar en el ICC el ID_OPT - I61503
por el ID_OPT- I23503. Sigue el mismo canal.
I23503_5 BLANQUEO: FV_045 Flujo de Soda Cambiar en el ICC el ID_OPT - I61503
por el ID_OPT- I23503. Sigue el mismo canal.
I23503_6 BLANQUEO: FV_049 Flujo de Vapor a 2303K Cambiar en el ICC el ID_OPT - I61503
por el ID_OPT- I23503. Sigue el mismo canal.
I23503_7 BLANQUEO: SPR_CL02 SPR_clo2 Cambiar en el ICC el ID_OPT - I61503
por el ID_OPT- I23503. Sigue el mismo canal.
I23503_8 BLANQUEO: FV_101 Dilución Gruesa a Torre Caust. Cambiar en el ICC el ID_OPT - I61503
por el ID_OPT- I23503. Sigue el mismo canal.
Instalar La TCA I23503, FBM 204, Cable comunicació n 30 mts, en gabinete 23UBJE200.
FBM_CANAL COMPOUND TAG DESCRIPCION ACTIVIDADES
I23504_1 BLANQUEO: NT_111 Concentración Pasta Salida 2304s Cambiar en el ICC el ID_OPT - I61504
por el ID_OPT- I23504. Sigue el mismo canal.
I23504_2 BLANQUEO: FT_115 Caudal Pasta a Lav. Cáustica Cambiar en el ICC el ID_OPT - I61504
por el ID_OPT- I23504. Sigue el mismo canal.
I23504_3 BLANQUEO: FT_130 Flujo de Sultánico Cambiar en el ICC el ID_OPT - I61504
por el ID_OPT- I23504 sigue el mismo canal.
I23504_4 BLANQUEO: FT_135 Flujo de Hipoclorito Cambiar en el ICC el ID_OPT - I61504 por el ID_OPT- I23504. Sigue el mismo
canal.
I23504_5 BLANQUEO: NV_111 Concentración Pasta Salida 2304s Cambiar en el ICC el ID_OPT - I61504 por el ID_OPT- I23504sigue el mismo
canal.
I23504_6 BLANQUEO: FV_115 Caudal Pasta a Lav. Cáustica Cambiar en el ICC el ID_OPT - I61504 por el ID_OPT- I23504 sigue el mismo
canal.
I23504_7 BLANQUEO: FV_130 Flujo de Sultánico Cambiar en el ICC el ID_OPT - I61504 por el ID_OPT- I23504. Sigue el mismo
canal.
I23504_8 BLANQUEO: FV_135 Flujo de Hipoclorito Cambiar en el ICC el ID_OPT - I61504 por el ID_OPT- I23504. Sigue el mismo
canal. Instalar La TCA I23504, FBM 204, Cable comunicació n 30 mts, en gabinete 23UBJE200.
FBM_CANAL COMPOUND TAG DESCRIPCION ACTIVIDADES
I23505_1 BLANQUEO: FT_187 Flujo de Peróxido Cambiar en el ICC el ID_OPT - I61505
por el ID_OPT- I23505. Sigue el mismo canal.
I23505_2 BLANQUEO: 23TT191 TEMPERATURA PULPA ENTRADA TORRE DIOXIDO D1
Cambiar en el ICC el ID_OPT - I61512 por el ID_OPT- I23512 en el mismo
canal - Adecuación Dióxido

117
I23505_3 BLANQUEO: NT_155 Concentración Pasta Salida 2306s Cambiar en el ICC el ID_OPT - I61505
por el ID_OPT- I23505. Sigue el mismo canal.
I23505_4 BLANQUEO: FT_159 Caudal Pasta a Lavadora De Hipo Cambiar en el ICC el ID_OPT - I61505
por el ID_OPT- I23505. Sigue el mismo canal.
I23505_5 BLANQUEO: FV_187 Flujo de Peróxido Cambiar en el ICC el ID_OPT - I61505
por el ID_OPT- I23505. Sigue el mismo canal.
I23505_6 BLANQUEO: FV_147 Dilución Gruesa Torre de Hipo. + Cambiar en el ICC el ID_OPT - I61505
por el ID_OPT- I23505. Sigue el mismo canal.
I23505_7 BLANQUEO: NV_155 Concentración Pasta Salida 2306s Cambiar en el ICC el ID_OPT - I61505
por el ID_OPT- I23505. Sigue el mismo canal.
I23505_8 BLANQUEO: FV_159 Caudal Pasta a Lavadora De Hipo Cambiar en el ICC el ID_OPT - I61505
por el ID_OPT- I23505. Sigue el mismo canal.
Instalar La TCA I23505, FBM 204, Cable comunicació n 30 mts, en gabinete 23UBJE200.
FBM_CANAL COMPOUND TAG DESCRIPCION ACTIVIDADES
I23506_1 BLANQUEO: 23PX_318 Succión Agua Rotoyet Cambiar en el ICC el ID_OPT - I61506
por el ID_OPT- I23506. Sigue el mismo canal.
I23506_2 BLANQUEO: 23PX_321 Pres Descarga Rotoyet Cambiar en el ICC el ID_OPT - I61506
por el ID_OPT- I23506. Sigue el mismo canal.
I23506_3 BLANQUEO: LT_267 Nivel Tk Pulpa 2310s
Trasladar del TCA I61511 canal 2 Existente al TCA I23506 canal 3.
Cambiar en el ICC el ID_OPT. Configurar Canal.
I23506_4 BLANQUEO: revisar canal
I23506_5 BLANQUEO: LT_287 Nivel Tk Pulpa 2311s
Trasladar del TCA I61511 canal 3.Existente al TCA I23506 canal 5.
Cambiar en el ICC el ID_OPT. Configurar canal.
I23506_6 BLANQUEO: RIN_FT048 Flujo Vapor a Blanqueo
Trasladar del TCA I61512 canal 2.Existente al TCA I23506 canal 6.
Cambiar en el ICC el ID_OPT. Configurar canal.
I23506_7 BLANQUEO: RIN_AITCLORO Bloque Entrada Real Detector CL
Trasladar del TCA I61512 canal 4.Existente al TCA I23506 canal 7.
Cambiar en el ICC el ID_OPT. Configurar canal
I23506_8 BLANQUEO: LT_009 Nivel Tk Sello Cloro 2303 S
Trasladar del TCA I61512 canal 5. Existente al TCA I23506 canal 8.
Cambiar en el ICC el ID_OPT. Configurar Canal. Adecuación
Dióxido
Instalar La TCA I23506, FBM 214, Cable comunicació n 30 mts, en gabinete 23UBJE200.
COMUNICACIÓN FBM_CANAL COMPOUND TAG DESCRIPCION ACTIVIDADES
I23507 I23500 FIBRA OPTICA Cambiar FCM 10EF por FCM 100 E.nueva
I23508 I23500 FIBRA OPTICA Cambiar FCM 10EF por FCM 100 E.nueva

118
BASEPLATE 1 FBM_CANAL COMPOUND TAG DESCRIPCION ACTIVIDADES
I23511_1 BLANQUEO 23PIT270 TRANSMISOR DE PRESION STAND PIPE 2306J
Cambiar en el ICC el ID_OPT - I61511 por el ID_OPT- I23511. Configurar
Tag, Descripción, Canal, Adecuación Dióxido
I23511_2 BLANQUEO 23AIT272A BLANCURA ENTRADA D1 TORRE DIOXIDO CLORO 2308S
Cambiar en el ICC el ID_OPT - I61511 por el ID_OPT- I23511 Configurar
Tag, Descripción, Canal, Adecuación Dióxido
I23511_3 BLANQUEO 23AIT272B RESIDUAL ENTRADA D1 TORRE DIOXIDO CLORO 2308S
Cambiar en el ICC el ID_OPT - I61511 por el ID_OPT- I23511- Configurar
Tag, Descripción, Canal, Adecuación Dióxido
I23511_4 BLANQUEO 23AIT274 PH ETAPA D1 TORRE DIOXIDO DE
CLORO 2308S
Cambiar en el ICC el ID_OPT - I61511 por el ID_OPT- I23511 - Configurar Tag, Descripción, Canal, Adecuación
Dióxido
I23511_5 BLANQUEO 23PV270 VALVULA DE PRESION STAND
PIPE 2306J
Cambiar en el ICC el ID_OPT - I61511 por el ID_OPT- I23511 - Configurar Tag, Descripción, Canal, Adecuación
Dióxido
I23511_6 BLANQUEO 23FV276 VALVULA DE TEMPERATURA NUEVO CALENTADOR
Cambiar en el ICC el ID_OPT - I61511 por el ID_OPT- I23511 - Configurar Tag, Descripción, Canal, Adecuación
Dióxido I23511_7 BLANQUEO 23LT267_DO SALIDA HACIA MAQUINAS Reserva I23511_8 BLANQUEO 23LT287_DO SALIDA HACIA MAQUINAS Reserva
Instalar TCA I61511 en Tablero 23UBJE200, por Nuev o tag TCA I23511 FBM 204. Cable comunicación 30 mts, Tipo 1 hasta IE 32B, Blanqueo. CABLE NUEVO.
FBM_CANAL COMPOUND TAG DESCRIPCION ACTIVIDADES
I23512_1 BLANQUEO: 23AIT026 PH ETAPA DO TORRE DIOXIDO DE CLORO 2302S
Cambiar en el ICC el ID_OPT - I61512 por el ID_OPT- I23512 en el mismo
canal - Adecuación Dióxido
I23512_2 BLANQUEO: 23LIT029 NIVEL LAVADORA 2301Q Cambiar en el ICC el ID_OPT - I61512
por el ID_OPT- I23512 en el mismo canal - Adecuación Dióxido
I23512_3 BLANQUEO: 23FIT053 FLUJO DILUCION BBA 2310J A
LAVADORA DE 2301Q
Cambiar en el ICC el ID_OPT - I61512 por el ID_OPT- I23512 en el mismo
canal - Adecuación Dióxido
I23512_4 BLANQUEO: 23AIT067 PH ENTRADA TORRE
PREPARACION EOP 2304S
Cambiar en el ICC el ID_OPT - I61512 por el ID_OPT- I23512 en el mismo
canal - Adecuación Dióxido
I23512_5 BLANQUEO: 23AIT142 BLANCURA LAVA PERÓXIDO A TORRES 2310S Y 2311S
Cambiar en el ICC el ID_OPT - I61512 por el ID_OPT- I23512 en el mismo
canal - Adecuación Dióxido
I23512_6 BLANQUEO: 23FT147 DILUCION GRUESA TORRE DE HIPO
Cambiar en el ICC el ID_OPT - I61505 por el ID_OPT- I23505. Sigue en el
mismo canal.
I23512_7 BLANQUEO: RIN_FT300 Agua Industrial a Blanqueo Cambiar en el ICC el ID_OPT - I61512
por el ID_OPT- I23512 en el mismo canal - Adecuación Dióxido
I23512_8 BLANQUEO: 23LIT235 NIVEL LAVADORA 2304Q01 Cambiar en el ICC el ID_OPT - I61512
por el ID_OPT- I23512 en el mismo canal - Adecuación Dióxido
Instalar TCA I61512 en Tablero 23UBJE200, por Nuev o tag TCA I23512 FBM 214. Cable comunicación 30 mts, Tipo 1 hasta IE 32B, Blanqueo. CABLE NUEVO.

119
FBM_CANAL COMPOUND TAG DESCRIPCION ACTIVIDADES
I23513_1 BLANQUEO: 23FV053 FLUJO DILUCION BBA 2310J A
LAVADORA DE 2301Q
Cambiar en el ICC el ID_OPT - I61513 por el ID_OPT- I23513 en el mismo
canal - Adecuación Dióxido
I23513_2 BLANQUEO: 23FV257 FLUJO FILTRADOS DIOXIDO A TORRE DE DIOXIDO
Cambiar en el ICC el ID_OPT - I61513 por el ID_OPT- I23513 en el mismo
canal - Adecuación Dióxido
I23513_3 BLANQUEO: 23FV259 FLUJO DILUCCION FILTRADOS DIOXIDO
Cambiar en el ICC el ID_OPT - I61513 por el ID_OPT- I23513 en el mismo
canal - Adecuación Dióxido
I23513_4 BLANQUEO: 23HV260A VALVULA DILUC PROPORCIONAL
STAND PIPE 2306J
Cambiar en el ICC el ID_OPT - I61513 por el ID_OPT- I23513 en el mismo
canal - Adecuación Dióxido
I23513_5 BLANQUEO: 23HV260B VALVULA DILUC PROPORCIONAL
STAND PIPE 2306J
Cambiar en el ICC el ID_OPT - I61513 por el ID_OPT- I23513 en el mismo
canal - Adecuación Dióxido
I23513_6 BLANQUEO: 23SC161 SALIDA ANALOGA DRIVE MOTOR 2306J
Cambiar en el ICC el ID_OPT - I61513 por el ID_OPT- I23513 en el mismo
canal - Adecuación Dióxido
I23513_7 BLANQUEO: 23LV263 NIVEL STAND PIPE 2306J Cambiar en el ICC el ID_OPT - I61513
por el ID_OPT- I23513 en el mismo canal - Adecuación Dióxido
I23513_8 BLANQUEO: 23FV265 VALVULA DE FLUJO DE DIOXIDO AL MEZCLADOR DINAMICO 2305K
Cambiar en el ICC el ID_OPT - I61513 por el ID_OPT- I23513 en el mismo
canal - Adecuación Dióxido
Instalar TCA I61513 en Tablero 23UBJE200, por Nuevo tag TCA I23513 FBM 215. Cable comunicación 30 m ts, Tipo 1 hasta IE 32B, Blanqueo. CABLE NUEVO.
FBM_CANAL COMPOUND TAG DESCRIPCION ACTIVIDADES
I23514_1 BLANQUEO: 23AIT248 MEDIDOR DE PH SALIDA TORRE DIOXIDO 2308S
Cambiar en el ICC el ID_OPT - I61514 por el ID_OPT- I23514 en el mismo
canal - Adecuación Dióxido
I23514_2 BLANQUEO: 23FIT257 FLUJO FILTRADOS DIOXIDO A TORRE DE DIOXIDO
Cambiar en el ICC el ID_OPT - I61514 por el ID_OPT- I23514 en el mismo
canal - Adecuación Dióxido
I23514_3 BLANQUEO: 23FIT259 FLUJO DILUCCION FILTRADOS DIOXIDO
Cambiar en el ICC el ID_OPT - I61514 por el ID_OPT- I23514 en el mismo
canal - Adecuación Dióxido
I23514_4 BLANQUEO: 23LIT263 NIVEL STAND PIPE 2306J Cambiar en el ICC el ID_OPT - I61514
por el ID_OPT- I23514 en el mismo canal - Adecuación Dióxido
I23514_5 BLANQUEO: 23FIT265 FLUJO DE DIOXIDO AL
MEZCLADOR DINAMICO 2305K
Cambiar en el ICC el ID_OPT - I61514 por el ID_OPT- I23514 en el mismo
canal - Adecuación Dióxido
I23514_6 BLANQUEO: 23PIT266A PRES ENTRADA PULPA
MEZCLADOR DINAMICO 2307K
Cambiar en el ICC el ID_OPT - I61514 por el ID_OPT- I23514 en el mismo
canal - Adecuación Dióxido
I23514_7 BLANQUEO: 23PIT266B PRES ENTRADA DIOXIDO MEZCLADOR DINAMICO 2307K
Cambiar en el ICC el ID_OPT - I61514 por el ID_OPT- I23514 en el mismo
canal - Adecuación Dióxido
I23514_8 BLANQUEO: 23LIT268 NIVEL TANQUE SELLO 2309 LAVADORA DE DIÓXIDO
Cambiar en el ICC el ID_OPT - I61514 por el ID_OPT- I23514 en el mismo
canal - Adecuación Dióxido
Instalar TCA I61514 en Tablero 23UBJE200, por Nuevo tag TCA I23514 FBM 214. Cable comunicación 30 m ts, TIPO 1 HASTA IE 32B, Blanqueo. CABLE NUEVO.

120
FBM_CANAL COMPOUND TAG DESCRIPCION ACTIVIDADES
I23515_1 BLANQUEO 23FIT317 TK. Agua Caliente a Blanqueo
Cambiar en el ICC el ID_OPT - I61515 por el ID_OPT- I23515 en el mismo canal y Trasladar de la caja 22UBJI.
Punto 81-82 al gabinete 22UBJE200, puntos xx - xx
I23515_2 BLANQUEO 23FIT319 Agua Industrial a Blanqueo
Cambiar en el ICC el ID_OPT - I61515 por el ID_OPT- I23515 en el mismo
canal y Trasladar de la caja 22UBJI. Punto 83-84 al Gabinete 22UBJE200.
puntos xx - xx
I23515_3 BLANQUEO 23PIT018A PRESION ENTRADA PULPA MEZCLADOR DINAMICO 2324K
Cambiar en el ICC el ID_OPT - I61515 por el ID_OPT- I23515 en el mismo
canal - Adecuación Dióxido
I23515_4 BLANQUEO 23PIT018B PRESION ENTRADA DIOXIDO MEZCLADOR DINAMICO 2324K
Cambiar en el ICC el ID_OPT - I61515 por el ID_OPT- I23515 en el mismo
canal - Adecuación Dióxido
I23515_5 BLANQUEO 23FIT276 FLUJO VAPOR MEZCLADOR 2305K Cambiar en el ICC el ID_OPT - I61515
por el ID_OPT- I23515 en el mismo canal - Adecuación Dióxido
I23515_6 BLANQUEO 23TT276 TEMPERATURA VAPOR
MEXCLADOR 2305K
Cambiar en el ICC el ID_OPT - I61515 por el ID_OPT- I23515 en el mismo
canal - Adecuación Dióxido
I23515_7 BLANQUEO 23AIT278 MEDIDOR PH SALIDA LAVADORA 2304Q01
Cambiar en el ICC el ID_OPT - I61515 por el ID_OPT- I23515 en el mismo
canal - Adecuación Dióxido I23515_8 BLANQUEO 23tt272 TEMPERATURA 2308S
Instalar TCA I61515 en TABLERO 23UBJE200, por Nuevo tag TCA I23515 FBM 214. Cable comunicación 30 m ts, Tipo 1 hasta IE 32B, Blanqueo. CABLE NUEVO.

121
Anexo E. Actividades para trasladar las señales análogas al IE32B.

122
Anexo F. Actividades a la trasladar las señales de Café al gabinete IE32A
GABINETE BLANQUEO IE32A
FBM_CANAL COMPOUND TAG DESCRIPCION ACTIVIDADES
I61501_1 PCAFE: 21FX016 Flujo L.N. Evaporadores Conectar cable que viene de la FBM I61506 canal 3 del gabinete IE 16 al nuevo baseplate en la FBM
I61501 canal 1
I61501_2 PCAFE: 22FX089 Condensados Calderas Conectar cable que viene de la FBM I61506 canal 5 del gabinete IE 16 al nuevo baseplate en la FBM
I61501 canal 2
I61501_3 PCAFE: 22FX087 Agua Caliente 4 Lavadora Conectar cable que viene de la FBM I61506 canal 6 del gabinete IE 16 al nuevo baseplate en la FBM
I61501 canal 3
I61501_4 PCAFE: 22FX093 Condensados Blow Tank Conectar cable que viene de la FBM I61506 canal 7 del gabinete IE 16 al nuevo baseplate en la FBM
I61501 canal 4
I61501_5 PCAFE: 21FX069 Flujo Pulpa Café Conectar cable que viene de la FBM I61506 canal 8 del gabinete IE 16 al nuevo baseplate en la FBM
I61501 canal 5
I61501_6 PCAFE: 22LT209 Nivel Torre 2210s Conectar cable que viene de la FBM I61511 canal 4 del gabinete IE 16 al nuevo baseplate en la FBM
I61501 canal 6 I61501_7 I61501_8
INSTALAR GABINETE IE 32A: FBM 214 HART, TCA FBM 214 , CABLE 3mts, COMUNICACIÓN.
FBM_CANAL COMPOUND TAG DESCRIPCION ACTIVIDADES
I61502_1 PCAFE: 22LV015 Regulación de Caudal de L.N Conectar cable que viene de la FBM I61513 canal 1 del gabinete IE 16 al nuevo baseplate en la FBM
I61502 canal 1
I61502_2 PCAFE: 22LV021 Nivel TK Sello 1 Conectar cable que viene de la FBM I61513 canal 2 del gabinete IE 16 al nuevo baseplate en la FBM
I61502 canal 2
I61502_3 PCAFE: 22LV039 Nivel TK Sello 2 Conectar cable que viene de la FBM I61513 canal 3 del gabinete IE 16 al nuevo baseplate en la FBM
I61502 canal 3
I61502_4 PCAFE: 22LV051 Válvula Tk Sello 3 Conectar cable que viene de la FBM I61513 canal 4 del gabinete IE 16 al nuevo baseplate en la FBM
I61502 canal 4
I61502_5 PCAFE: 22LV065 Válvula Tk Sello 4 Conectar cable que viene de la FBM I61513 canal 5 del gabinete IE 16 al nuevo baseplate en la FBM
I61502 canal 5
I61502_6 PCAFE: 22HIC019 Dilución Ante Filtro 1 Conectar cable que viene de la FBM I61513 canal 6 del gabinete IE 16 al nuevo baseplate en la FBM
I61502 canal 6
I61502_7 PCAFE: 22HIC037 Dilución Ante Filtro 2 Conectar cable que viene de la FBM I61513 canal 7 del gabinete IE 16 al nuevo baseplate en la FBM
I61502 canal 7
I61502_8 PCAFE: 22HIC049 Dilución Ante Filtro 3 Conectar cable que viene de la FBM I61513 canal 8 del gabinete IE 16 al nuevo baseplate en la FBM
I61502 canal 8
INSTALAR GABINETE IE 32A: FBM 215 HART, TCA FBM 215 , CABLE 3mts, COMUNICACIÓN.

123
FBM_CANAL COMPOUND TAG DESCRIPCION ACTIVIDADES
I61503_1 DIGESTORES: RIN_FT007 Flujo de Licor a Cocción Conectar cable que viene de la FBM I61512 canal 1 del gabinete IE 16 al nuevo baseplate en la FBM
I61503 canal 1
I61503_2 DIGESTORES: RIN_FT072 Vapor a Caliente Agua. Conectar cable que viene de la FBM I61512 canal 3 del gabinete IE 16 al nuevo baseplate en la FBM
I61503 canal 2
I61503_3 DIGESTORES: RIN_FT003 Flujo Licor de Cocción Conectar cable que viene de la FBM I61512 canal 6 del gabinete IE 16 al nuevo baseplate en la FBM
I61503 canal 3
I61503_4 DIGESTORES: RIN_FT085 F. Agua Tibia Desm Digest secc 14
Conectar cable que viene de la FBM I61512 canal 8 del gabinete IE 16 al nuevo baseplate en la FBM
I61503 canal 4
I61503_5 PCAFE: 21HIC062 Dilución Anillo Blow Tank Conectar cable que viene de la FBM I61511 canal 5 del gabinete IE 16 al nuevo baseplate en la FBM
I61503 canal 5
I61503_6 DEPURACION: 22LV189 Nivel Hotwell -- Espesador
Pulpa
Conectar cable que viene de la FBM I61511 canal 6 del gabinete IE 16 al nuevo baseplate en la FBM
I61503 canal 6 I61503_7 I61503_8
INSTALAR GABINETE IE 32A: FBM 204 , TCA FBM 204, CA BLE 3 mts, COMUNICACIÓN. BORRAR BLOQUE RIN Y CONECTAR IOM_ID AL BLOQUE AIN.
FBM_CANAL COMPOUND TAG DESCRIPCION ACTIVIDADES
I61504_1 PCAFE: 22HIC063 Dilución Cuarta Lavadora Conectar cable que viene de la FBM I61518 canal 1 del gabinete IE 16 al nuevo baseplate en la FBM
I61504 canal 1
I61504_2 PCAFE: 22FV089 Condensados Conectar cable que viene de la FBM I61518 canal 2 del gabinete IE 16 al nuevo baseplate en la FBM
I61504 canal 2
I61504_3 PCAFE: 22FV087 Condensados Conectar cable que viene de la FBM I61518 canal 3 del gabinete IE 16 al nuevo baseplate en la FBM
I61504 canal 3
I61504_4 PCAFE: 22FV093 Condensados Blow Tank Conectar cable que viene de la FBM I61518 canal 4 del gabinete IE 16 al nuevo baseplate en la FBM
I61504 canal 4
I61504_5 PCAFE: 22LV123 Nivel del TK 2208 Conectar cable que viene de la FBM I61518 canal 5 del gabinete IE 16 al nuevo baseplate en la FBM
I61504 canal 5
I61504_6 PCAFE: 21FV069 Válvula Flujo Pulpa Café Conectar cable que viene de la FBM I61511 canal 7 del gabinete IE 16 al nuevo baseplate en la FBM
I61504 canal 6
I61504_7 PCAFE: 21FV069_ OUT AUX CLARIAN VARIADOR
Conectar cable que viene de la FBM I61511 canal 8 del gabinete IE 16 al nuevo baseplate en la FBM
I61504 canal 7 I61504_8
INSTALAR GABINETE IE 32A: FBM 215 HART, TCA FBM 215 , CABLE 3mts, COMUNICACIÓN.
FBM_CANAL COMPOUND TAG DESCRIPCION ACTIVIDADES
I61505_1 I61505_2 I61505_3 I61505_4
I61505_5

124
I61505_6 I61505_7 I61505_8
FBM_CANAL COMPOUND TAG DESCRIPCION ACTIVIDADES
I61506_1 I61506_2 I61506_3 I61506_4 I61506_5 I61506_6 I61506_7 I61506_8
FBM_CANAL COMPOUND TAG DESCRIPCION ACTIVIDADES
I61507 COMUNICACIÓN F. O. Cambiar Tarjeta FCM 10EF por Tarjeta FCM 100
I61508 COMUNICACIÓN F. O. Cambiar Tarjeta FCM 10EF por Tarjeta FCM 100

125
ANEXO G. Diagramas SAMA

126

127

128

129

130

131

132

133

134

135

136

137

138

139

140

141

142

143

144

145

146
Anexo H . Esquemas de cadena

147

148

149

150

151

152

153

154

155

156

157

158

159

160

161

162

163

164

165

166

167
Anexo I. Esquemas lógicos

168

169

170

171

172

173

174

175

176

177

178

179

180

181

182

183

184

185

186

187

188

189
Anexo J. Artículo del proyecto

190
DOCUMENTAR LAS ESTRATEGIAS DE CONTROL REGULATORIO Y SECUENCIAL EXISTENTES EN EL DCS DEL ÁREA DE PULPA Y
RECUPOTENCIA EN LA PLANTA 2 DE PROPAL S.A.
Kelly Alejandra González Torres
Universidad Autónoma de Occidente, Calle 25 N° 115-85 vía Cali- Jamundí, Santiago de Cali
Abstract: En este artículo se explica cómo se realizó la documentación respectiva de cada una de las estrategias de control que se encuentran en el DCS correspondientes al proceso del Blanqueo de la Pulpa, para la elaboración del papel. Keywords: Estrategias de control, norma SAMA, norma ISA S5.1, DCS, Control Industrial, Automatización Industrial, Papel, Pulpa.
1. INTRODUCCIÓN La empresa Propal S.A. decidió automatizar toda la planta de producción, iniciando por el área de blanqueo, por ser uno de los procesos primordiales para la elaboración del papel. Este proyecto consistió en realizar la documentación técnica y normalizada correspondiente a las estrategias de control e instrumentación del proceso del blanqueo de la pulpa en planta 2. Para esta documentación se requirió:
• Elaborar los diagramas de control SAMA para las estrategias de control regulatorio.
• Actualizar los esquemas de cadena de acuerdo a la información encontrada en la base de datos del DCS.
• Actualizar los esquemas lógicos para el
mando secuencial.
2. DESARROLLO DEL TRABAJO DE LA PASANTÍA PRESENCIAL
2.1. Descripción del proceso del Blanqueo de
Pulpa La función principal del proceso de Blanqueo, es retirar toda la lignina residual que le confiere el color café a la pulpa, lo cual se logra
paulatinamente a lo largo del proceso de blanqueo gracias a la reacción química que ocurre en cada una de las torres de retención, tales como: Cloración, Cáustica, hipoclorito y Peróxido, luego la pulpa es llevada para realizarle un posterior lavado por filtración para eliminar los productos de cada reacción. Mediante estos procesos químicos de digestión y blanqueo se obtiene la pulpa para producir papeles "Woodfree", término con el que en la industria papelera se conocen aquellos productos que no contienen lignina, por ejemplo: las cartulinas finas. A diferencia de los que provienen de un proceso de pulpeo mecánico, tales como los papeles tipo periódico y esmaltados de bajo gramaje para revistas. El proceso del Blanqueo consiste en cuatro etapas que la pulpa debe de pasar, para poder lograr el objetivo de retirar toda la lignina que se encuentra en esta. Estas cuatro etapas son: Cloración, Cáustica, Hipoclorito y peróxido.
Figura 1. Etapa de Cloración

191
Fugura 2. Etapa de Cáustica
Figura 3. Etapa de Hipoclorito
Figura 4. Etapa de Peróxido 2.2. Levantamiento de la información
Antes de comenzar a realizar o actualizar los planos, se requiere realizar un buen levantamiento de la información que se va a utilizar. Para esto, se requiere tener en cuenta lo siguiente en Propal S.A.:
1. Determinar el área a la que se le va a realizar la respectiva documentación.
2. Identificar el área en el plano del proceso
(P&ID). 3. Cuantificar y clasificar los equipos:
Instrumentos análogos y digitales (Motores, electroválvulas, switches, etc.).
4. Ubicación física.
5. Tener en cuenta las normas de instrumentación, control y cableado eléctrico vigentes en cada área.
6. Verificación física del conexionado. Para realizar el levantamiento de las
señales análogo – digital que funcionaban en el tablero de lógica cableada (UTC), y se van a implementar en el sistema I/A (DCS), Se requiere comprobar si la información existente en los planos de cadena y secuencial es la correcta. Estas son algunas de las pruebas que se realizan:
• En coordinación con el personal de
operación para dejar el lazo de control en manual, se desconecta una línea y la indicación debe fallar.
• Medición de corriente y/o voltaje. • Prueba de continuidad entre el
instrumento - caja de paso y cuarto de control.
• Seguimiento del recorrido del cable.
7. Carnet de cables
Tabla 1. Carnet de cables
8. Actualizar la base de datos.
ID CABLE
CAJA DE
PASO BORNERA TAG ID
CABLE TABLERO BORNERA

192
2.3. Elaboración de los diagramas SAMA
Los diagramas SAMA, son diagramas de control funcional basados en símbolos de acuerdo a la norma SAMA. Se utilizan para describir y documentar las estrategias y sistemas de control, diseñados para aplicaciones industriales. En la tabla 2, se muestra algunos de los símbolos que se utilizan para representar los diversos elementos o funciones de control.
Tabla 2. Símbolos
FUNCIÓN SIMBOLOS
Medida o lectura
Señal de procesamiento manual
Señal de procesamiento automatico
Control final
Control final con posicionador
Tiempo de retardo o duración del pulso
En la tabla 3, se muestran las señales que unen los símbolos.
Tabla 3. Unión de los símbolos
Para representar una estrategia de control se requiere que el diagrama SAMA incluya:
• Una medición del proceso. • Un controlador PID con un setpoint
ajustable. • Transferencia de auto/manual.
• Un elemento final de control (ej.: una válvula de control).
En el proceso del Blanqueo de la Pulpa, las estrategias de control más comunes que se implementa para los lazos de control correspondientes a este proceso, son las estrategias de control retroalimentado y de cadena. A continuación se muestra uno de las estrategias de control retroalimentado correspondiente a este proceso:
Figura 5. Estrategia de control retroalimentado.
Para analizar la estrategia de control se debe de tener en cuenta lo siguiente:
a. Variable medida: Consistencia de la pulpa
etapa de cloración. b. Variable manipulada: Flujo de salida del
agua-Dilución. c. Descripción del lazo de control: El
transmisor de consistencia 23NT011, emite una señal de 4 a 20 mA proporcional al rango (1 a 5 %) de la consistencia de la pulpa del proceso. Esta señal es enviada al controlador 23NIC011, se compara con su setpoint y el error va como señal de salida porcentual (0 a 100 %). Esta acción, es emitida a la válvula de control de

193
consistencia 23NV011 (elemento final) para llevar la variable medida (consistencia) al valor deseado.
d. Objetivo de control: Obtener una
consistencia adecuada al proceso de pulpa que se esté aplicando para las diferentes etapas de blanqueo.
e. Perturbaciones: • Cuando se presenta un alto flujo de
pulpa, hay que incrementar proporcionalmente el flujo de dilución, para que el proceso no se vuelva inestable.
• Si el transmisor esta descalibrado, se
presentan medidas erróneas que ocasionan alteraciones en el proceso.
• Si el control de consistencia se trabaja
en manual su respuesta será fija, haciendo que cuando el error se incremente o decremente, no se presente una corrección continua del lazo.
• Cuando la consistencia es alta debe
adicionarse agua para la compensación, lo que puede ocasionar un rebose de la pulpa en los tanques y producir un alto consumo de agua en la planta.
• Cuando se presenta alta consistencia de
la pulpa, la bomba de alta densidad activa el fusible, por el torque que ejerce, ocasionando la parada en el proceso.
2.4. Actualización de los esquemas de cadena
Los esquemas de cadena, son diagramas de conexionado correspondiente a cada lazo de control. Cada uno de estos esquemas posee 4 divisiones:
• Campo o proceso
• Cajas de paso
• Tablero de interfaces
• Cuarto de control Estas divisiones indican donde se encuentra las conexiones de cada uno de los instrumentos del lazo de control.
Los diagramas de cadena se elaboraron siguiendo la norma europea empleada desde el inicio de la empresa conocida anteriormente como Papelcol, pero siempre respetando la norma internacional ISA. Por esta razón, los planos se realizaron de la siguiente forma:
• Implementar la norma ISA S5.1 para dibujar cada uno de los instrumentos con su respectivo cableado.
• Marcadores alfanuméricos en cables y borneras indicando desde donde viene conectado y hasta donde va.
• Un formato donde indique la ubicación de los equipos.
En la figura 6, se puede observar uno de los esquemas de cadena correspondiente al proceso de Blanqueo, prosiguiendo con la explicación de este.
Figura 6. Esquema de cadena En el diagrama se puede observar que:
a. Los instrumentos como el transmisor y la válvula de flujo se encuentran en el campo.
b. Los cables de alimentación de 220V del transmisor de flujo van conectados al cuarto de control, en donde se encuentra la interfaz de operación.
c. Los cables que salen de los instrumentos se
conectan a las respectivas TAs que se encuentran en la caja de paso.
d. En el tablero UBJE 200 se conectan los
cables que salen de la caja de paso. En este tablero se encuentra la conexión que va

194
hacia los módulos Fieldbus, los cuales sirven como una interfaz entre el dispositivo de campo y la estación de control I/A Series.
2.5. Actualización de los esquemas lógicos
Los esquemas o diagramas lógicos, permiten diseñar estrategias de control digitales basadas en la descripción funcional del proceso. Para la realización de estos esquemas se implementa el uso de los diagramas de bloques funcionales (FBD), que es uno de los lenguajes gráficos correspondientes a la norma IEC 61131-3. Cuando se tienen listos los esquemas lógicos, se prosigue a realizar la programación respectiva en la herramienta DCS, para poder lograr con el objetivo control.
La figura 7, muestra uno de los esquemas lógicos que se actualizaron del proceso de Blanqueo: el motor 2301Q01M1, se encarga de controlar el nivel de la lavadora de la etapa de Cloración.
Figura 7. Esquema de cadena de la lavadora de cloración.
3. CONCLUSIONES
• Se obtuvo una visión clara del proceso de producción de la Pulpa Blanca, conociendo la situación previa de la planta y comprendiendo las mejoras que se obtendrían con el proyecto de actualización. Esto permitió la elaboración y actualización de los planos necesarios para su implementación.
• Se elaboraron los diagramas de control
SAMA para las estrategias de control
regulatorio, con el objetivo de comprender el funcionamiento de cada una de las estrategias de control.
• Se actualizaron los esquemas de cadena de
las señales que se implementaron en el DCS, para dar a conocer en detalle donde se debían hacer las conexiones de los instrumentos, evitando errores de conexionado que darían lugar a pérdidas del tiempo de producción.
• Se actualizaron los esquemas lógicos para el
funcionamiento correcto de las estrategias de control lógico del proceso. Con esto se logra evitar daños colaterales de los equipos, contaminaciones ambientales y minimizar el tiempo perdido.
• La documentación va dirigida hacia la
capacitación y desempeño de los funcionarios del área de control de procesos.
RECONOCIMIENTOS
Ingenieros Luis Caicedo, Dario Torres, Henry Salinas y Claudia Hernández. Propal S.A., empresa productora de papel. Ingeniero Adolfo Ortiz. Tutor del proyecto de pasantía. Universidad autónoma de Occidente. Físico Alexander Osorio. Universidad autónoma de Occidente
REFERENCIAS CASTILLO RUBIO, Paolo. Aplicaciones particulares de lazos de control. Slideshape [consultado 20 de Diciembre de 2010]. Disponible en Internet: http://www.slideshare.net/ptah_enki/mdulo-g-control-de-procesos Norma IEC 6131-3 [en línea]: Un recurso de programación estándar. PLCopen, [consultado Octubre 2009]. Disponible en internet: www.plcopen.org/pages/.../intro_iec_61131_3_spanish.doc Process Control Fundamentals [en línea]: ISA Symbology. Scribd. 29 de Mayo de 2009 [consultado 5 de Enero de 2010]. Disponible en

195
Internet: http://www.scribd.com/doc/15923795/Process-Control-Fundamentals
Productora de papeles S.A. Propal [en línea]. Propal S.A., [consultado Octubre 2009]. Disponible en internet: www.propal.com.co SAMA Diagrams for Boiler Controls [en línea]. Siemens. [Consultado Agosto de 2009]. Disponible en Internet: http://www.ctjohnson.com/ZipFiles/SAMA.pdf