jason wojack • quantifiable decision criteria docs...© 2010 motorola – all rights reserved j....
TRANSCRIPT

© 2010 Motorola – All Rights Reserved J. Wojack, 2011-03-22
Statistics and Probabilityin
Mechanical DesignJason Wojack
Motorola - Mobile Devices
© 2010 Motorola – All Rights Reserved J. Wojack, 2011-03-22
Why Statistical Methods
• Disciplined Approach
• Quantifiable Decision Criteria
• Optimization
© 2010 Motorola – All Rights Reserved J. Wojack, 2011-03-22
Statistics Review
© 2010 Motorola – All Rights Reserved J. Wojack, 2011-03-22
Parameters:!, σ
Population Sampling
© 2010 Motorola – All Rights Reserved J. Wojack, 2011-03-22
Probability Distributions
© 2010 Motorola – All Rights Reserved J. Wojack, 2011-03-22
ƒ (x) = σ(2π)1/2
e-(x-!) / (2σ2)
! = mean" = standard deviation
2
Normal DistributionNormal (Gaussian) Distribution
0
0.05
0.1
0.15
0.2
0.25
0.3
0.35
0.4
0.45
-6 -4.8 -3.6 -2.4 -1.2 -0 1.2 2.4 3.6 4.8 6
Pro
babili
ty D
ensi
ty
Prob
abili
ty D
ensi
ty
1σ1σ
68.27%
-3σ 3σ
99.7%
95.45%6σ-6σ
99.9999998%

© 2010 Motorola – All Rights Reserved J. Wojack, 2011-03-22
Process Capability
© 2010 Motorola – All Rights Reserved J. Wojack, 2011-03-22
Allowable VariationActual Variation
Process Capability
Cp = AllowableActual
Normal (Gaussian) Distribution
0
0.05
0.1
0.15
0.2
0.25
0.3
0.35
0.4
0.45
-6 -4.8 -3.6 -2.4 -1.2 -0 1.2 2.4 3.6 4.8 6
Pro
babili
ty D
ensi
ty
USLLSL
Allowable
Actual
© 2010 Motorola – All Rights Reserved J. Wojack, 2011-03-22
Process Capability
Normal (Gaussian) Distribution
0
0.05
0.1
0.15
0.2
0.25
0.3
0.35
0.4
0.45
-6 -4.8 -3.6 -2.4 -1.2 -0 1.2 2.4 3.6 4.8 6
Pro
babili
ty D
ensi
ty
USLLSL
Cp =2.0USLLSL
Normal (Gaussian) Distribution
0
0.05
0.1
0.15
0.2
0.25
0.3
0.35
0.4
0.45
-6 -4.8 -3.6 -2.4 -1.2 -0 1.2 2.4 3.6 4.8 6
Pro
babili
ty D
ensi
ty
2.0 distributionscan fit within thespecification
© 2010 Motorola – All Rights Reserved J. Wojack, 2011-03-22
Process Capability
< 1.0 Poor Capability
1.0 – 1.5 Marginal Capability
> 1.5 Good Capability
> 2.0 Motorola 6σ Capability
BestBad
© 2010 Motorola – All Rights Reserved J. Wojack, 2011-03-22
Process CapabilityNormal (Gaussian) Distribution
0
0.05
0.1
0.15
0.2
0.25
0.3
0.35
0.4
0.45
-6 -4.8 -3.6 -2.4 -1.2 -0 1.2 2.4 3.6 4.8 6
Pro
babili
ty D
ensi
ty
USLLSL
Normal (Gaussian) Distribution
0
0.05
0.1
0.15
0.2
0.25
0.3
0.35
0.4
0.45
-6 -4.8 -3.6 -2.4 -1.2 -0 1.2 2.4 3.6 4.8 6
Pro
babili
ty D
ensi
ty
USLLSLNormal (Gaussian) Distribution
0
0.05
0.1
0.15
0.2
0.25
0.3
0.35
0.4
0.45
-6 -4.8 -3.6 -2.4 -1.2 -0 1.2 2.4 3.6 4.8 6
Pro
babili
ty D
ensi
ty
USLLSL
Cp = 2.0
CpIndependent
of the
target.
© 2010 Motorola – All Rights Reserved J. Wojack, 2011-03-22
Process Capability (Cp, Cpk)
Cp = USL - LSL6σ
Cpk = min USL - ! , ! - LSL3σ 3σ
Cp = 2.0Cpk = 1.0
USLLSL !
USLLSL
Cp = 1.0Cpk = 1.0
!

© 2010 Motorola – All Rights Reserved J. Wojack, 2011-03-22
Mechanical DevelopmentProcess
© 2010 Motorola – All Rights Reserved J. Wojack, 2011-03-22
part / processdesignConcept
ToleranceAnalysis Good?
yes
no trial run
MeasurementSystems Analysis
spec / print
Good?ImproveMeasurement
MeasureQuantity ?
no
MeasurementsAnalyzeDataGood?
ProcessControl
ModifySpec.
yesno
yes
Development Flow ( simplified )
ImproveManf. Process
trial run
ReliabilityModeling
© 2010 Motorola – All Rights Reserved J. Wojack, 2011-03-22
part / processdesignConcept
ToleranceAnalysis Good?
yes
no trial run
MeasurementSystems Analysis
spec / print
Good?ImproveMeasurement
MeasureQuantity ?
no
MeasurementsAnalyzeDataGood?
ProcessControl
ModifySpec.
yesno
yes
Development Flow ( simplified )
ImproveManf. Process
trial run
ReliabilityAnalysis
© 2010 Motorola – All Rights Reserved J. Wojack, 2011-03-22
Development Flow (simplified )
part / processdesign
TA Acceptable?
yes
no
Concept ToleranceAnalysis
© 2010 Motorola – All Rights Reserved J. Wojack, 2011-03-22
TA: Worst Case Analysis
?? +/- 0.13
A 0.50 +/- 0.05
1.00 +/- 0.07
1.50 +/- 0.10
1.25 +/- 0.10
B
C
D
Components
A B C D0.55 + 1.07 + 1.60 + 1.35
4.54
Envelope Size
A B C D
4.67
© 2010 Motorola – All Rights Reserved J. Wojack, 2011-03-22
Root Sum Squared (RSS)
"gap = + Te3Cp
( (2 Tpi3Cpi
( (2i = 1
m
#
Variances can be added……
"2 = "2 + "2 + "2 + "2 + "2A B C D Envelope
"gap = 0.035

© 2010 Motorola – All Rights Reserved J. Wojack, 2011-03-22
?? +/- 0.13
A 0.50 +/- 0.05
1.00 +/- 0.07
1.50 +/- 0.10
1.25 +/- 0.10
B
C
D
Components
Gap Size
A B C D
Root Sum Squared (RSS)
"gap = 0.0353"gap = 0.1056"gap = 0.210
Envelope = A+B+C+D+6σgap = 4.46
© 2010 Motorola – All Rights Reserved J. Wojack, 2011-03-22
A B C D
Statistical = 4.46
Worst Case = 4.67
A B C D
Worst Case vs. RSS
" = 4.5%
© 2010 Motorola – All Rights Reserved J. Wojack, 2011-03-22
part / processdesignConcept
ToleranceAnalysis Good?
yes
no trial run
MeasurementSystems Analysis
spec / print
Good?ImproveMeasurement
MeasureQuantity ?
no
MeasurementsAnalyzeDataGood?
ProcessControl
ModifySpec.
yesno
yes
Development Flow ( simplified )
ImproveManf. Process
trial run
ReliabilityAnalysis
© 2010 Motorola – All Rights Reserved J. Wojack, 2011-03-22
Measurement SystemsAnalysis
trial run
…..
spec / print(requirement)Good TA
Development Flow (simplified )
© 2010 Motorola – All Rights Reserved J. Wojack, 2011-03-22
Measurement Systems Analysis
WHY?Measurement Error Bad Decisions
© 2010 Motorola – All Rights Reserved J. Wojack, 2011-03-22
Measurement Systems AnalysisCharacteristics:
Stability Discrimination Accuracy (Bias)
Linearity
Precision
© 2010 Motorola – All Rights Reserved J. Wojack, 2011-03-22
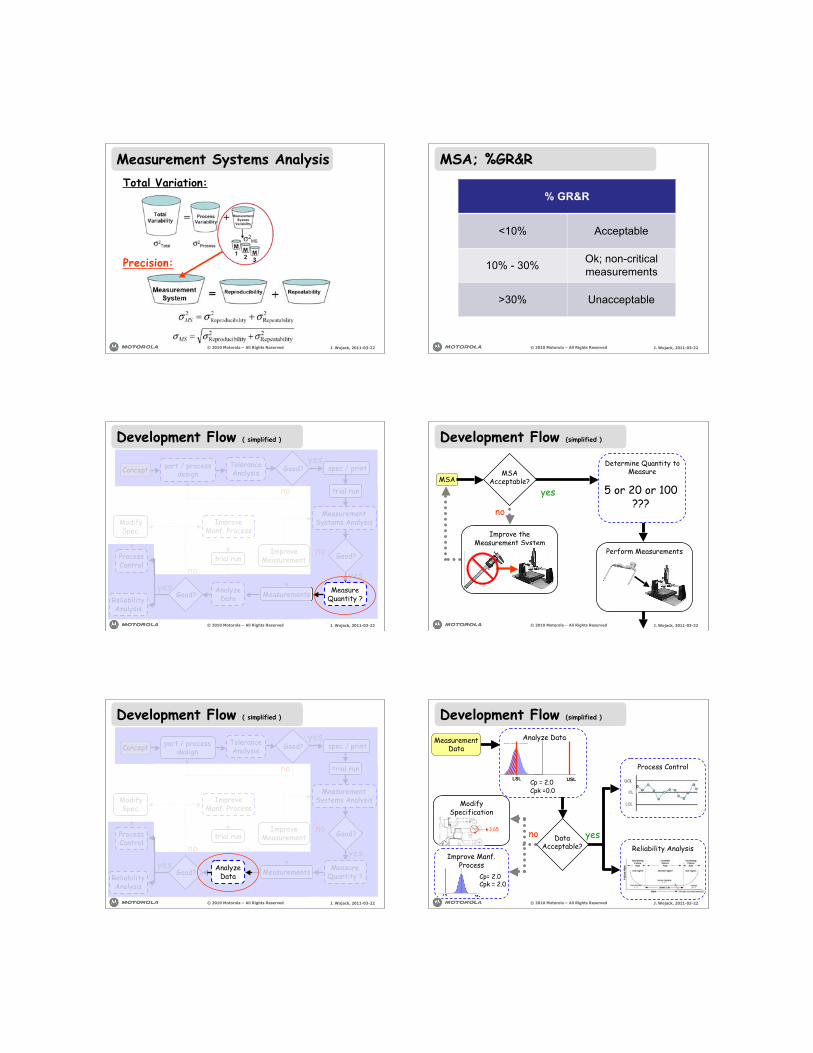
Measurement Systems AnalysisTotal Variation:
Precision:
© 2010 Motorola – All Rights Reserved J. Wojack, 2011-03-22
MSA; %GR&R
% GR&R
<10% Acceptable
10% - 30% Ok; non-criticalmeasurements
>30% Unacceptable
© 2010 Motorola – All Rights Reserved J. Wojack, 2011-03-22
part / processdesignConcept
ToleranceAnalysis Good?
yes
no trial run
MeasurementSystems Analysis
spec / print
Good?ImproveMeasurement
MeasureQuantity ?
no
MeasurementsAnalyzeDataGood?
ProcessControl
ModifySpec.
yesno
yes
Development Flow ( simplified )
ImproveManf. Process
trial run
ReliabilityAnalysis
© 2010 Motorola – All Rights Reserved J. Wojack, 2011-03-22
Perform Measurements
yes
Determine Quantity toMeasure
5 or 20 or 100???
MSA
Improve theMeasurement System
MSAAcceptable?
no
Development Flow (simplified )
© 2010 Motorola – All Rights Reserved J. Wojack, 2011-03-22
part / processdesignConcept
ToleranceAnalysis Good?
yes
no trial run
MeasurementSystems Analysis
spec / print
Good?ImproveMeasurement
MeasureQuantity ?
no
MeasurementsAnalyzeDataGood?
ProcessControl
ModifySpec.
yesno
yes
Development Flow ( simplified )
ImproveManf. Process
trial run
ReliabilityAnalysis
© 2010 Motorola – All Rights Reserved J. Wojack, 2011-03-22
Process Control
Development Flow (simplified )
yes
ModifySpecification
3.65
DataAcceptable?
no
Improve Manf.Process
Cp= 2.0Cpk = 2.0
Reliability Analysis
Analyze DataNormal (Gaussian) Distribution
0
0.05
0.1
0.15
0.2
0.25
0.3
0.35
0.4
0.45
-6 -4.8 -3.6 -2.4 -1.2 -0 1.2 2.4 3.6 4.8 6
Prob
abili
ty D
ensi
ty
USLLSL Cp = 2.0Cpk =0.0
MeasurementData

© 2010 Motorola – All Rights Reserved J. Wojack, 2011-03-22
Data Analysis
© 2010 Motorola – All Rights Reserved J. Wojack, 2011-03-22
part / processdesignConcept
ToleranceAnalysis Good?
yes
no trial run
MeasurementSystems Analysis
spec / print
Good?ImproveMeasurement
MeasureQuantity ?
no
MeasurementsAnalyzeDataGood?
ProcessControl
ModifySpec.
yesno
yes
Development Flow ( simplified )
trial run
ReliabilityAnalysis
ImproveManf. Process
© 2010 Motorola – All Rights Reserved J. Wojack, 2011-03-22
Comparative Methods• Analytical method to evaluate changes &
differences.
• Examples:• Different vendors• Change to a process
© 2010 Motorola – All Rights Reserved J. Wojack, 2011-03-22
Comparative Methods
© 2010 Motorola – All Rights Reserved J. Wojack, 2011-03-22
Design of Experiments
© 2010 Motorola – All Rights Reserved J. Wojack, 2011-03-22
Design of Experiments
LevelFactors -> 22 = 4 Runs

© 2010 Motorola – All Rights Reserved J. Wojack, 2011-03-22
Design of Experiments
2k -> LevelFactors
© 2010 Motorola – All Rights Reserved J. Wojack, 2011-03-22
Design of Experiments
© 2010 Motorola – All Rights Reserved J. Wojack, 2011-03-22
part / processdesignConcept
ToleranceAnalysis Good?
yes
no trial run
MeasurementSystems Analysis
spec / print
Good?ImproveMeasurement
MeasureQuantity ?
no
MeasurementsAnalyzeDataGood?
ProcessControl
ModifySpec.
yesno
yes
Development Flow ( simplified )
ImproveManf. Process
trial run
ReliabilityAnalysis
© 2010 Motorola – All Rights Reserved J. Wojack, 2011-03-22
Statistical Process Control
SPC Goals: • Predicable process
• Consistent σ (Cp)
• Centered distribution (Cpk)
© 2010 Motorola – All Rights Reserved J. Wojack, 2011-03-22
Control Charts
© 2010 Motorola – All Rights Reserved J. Wojack, 2011-03-22
Control Charts

© 2010 Motorola – All Rights Reserved J. Wojack, 2011-03-22
Control Charts; X-Bar / R
© 2010 Motorola – All Rights Reserved J. Wojack, 2011-03-22
part / processdesignConcept
ToleranceAnalysis Good?
yes
no trial run
MeasurementSystems Analysis
spec / print
Good?ImproveMeasurement
MeasureQuantity ?
no
MeasurementsAnalyzeDataGood?
ProcessControl
ModifySpec.
yesno
yes
Development Flow ( simplified )
ImproveManf. Process
trial run
ReliabilityAnalysis
© 2010 Motorola – All Rights Reserved J. Wojack, 2011-03-22
Reliability Analysis
© 2010 Motorola – All Rights Reserved J. Wojack, 2011-03-22
Reliability Analysis
DecreasingFailure
Rate
bad region
ConstantFailure
Rate
desired region
IncreasingFailure
Rate
bad region
Useful Life
time
Failu
re R
ate
Infant Mortality! < 1
Normal Operation! = 1
Wearout! > 1
This region is not always perfectly flat.
© 2010 Motorola – All Rights Reserved J. Wojack, 2011-03-22
Tools Used
© 2010 Motorola – All Rights Reserved J. Wojack, 2011-03-22
DFSS Tools…
Tolerance Analysis MeasurementSystem Analysis
Process Capability
ComparitiveMethods
Design ofExperiments
Reliability Modeling
Monte CarloSimulation DACE
Etc….

© 2010 Motorola – All Rights Reserved J. Wojack, 2011-03-22
part / processdesignConcept
ToleranceAnalysis Good?
yes
no trial run
MeasurementSystems Analysis
spec / print
Good?ImproveMeasurement
MeasureQuantity ?
no
MeasurementsAnalyzeDataGood?
ProcessControl
ModifySpec.
yesno
yes
Development Flow ( simplified )
ImproveManf. Process
trial run
ReliabilityAnalysis
© 2010 Motorola – All Rights Reserved J. Wojack, 2011-03-22
Q & A
© 2010 Motorola – All Rights Reserved J. Wojack, 2011-03-22
Back up Slides
© 2010 Motorola – All Rights Reserved J. Wojack, 2011-03-22
Six Sigma Methodologies
© 2010 Motorola – All Rights Reserved J. Wojack, 2011-03-22
DFSS – CDOV ProcessDFSS – Design for Six Sigma
CDOVConcept•PrioritizeCustomer Needs
•Select SuperiorConcept
Design•Baseline Design
•Customer needscaptured inDesignRequirements
Optimize•Optimize“Critical to Quality”Parameters
Verify•Ensurelong termperformance
© 2010 Motorola – All Rights Reserved J. Wojack, 2011-03-22
CDOV Process
Concept
Design
Optimize
Verify
MSAProcessCapability
ConfidenceIntervals
ComparativeMethods
MonteCarlo CPM FMEA Control
Charts
Regression DOE RSM RobustDesign
ToleranceAnalysis DACE
MajorSteps VOC KJ
AnalysisInitiateCPM
PughAnalysis
ReliabilityModeling
SystemReliability
SystemAvailability

© 2010 Motorola – All Rights Reserved J. Wojack, 2011-03-22
Measurement Systems Analysis