j. jpn. inst. light met. 65(11): 582-587 (2015)
TRANSCRIPT

* 岡山大学大学院自然科学研究科産業創成工学専攻(〒700–8530 岡山県岡山市北区津島中3–1–1) Department of Advanced Mechanics and Manufacturing Technology, Graduate Schools of Natural Science and Technology, Okayama University (3–1–1 Tsushima-naka, Kita-ku, Okayama-shi, Okayama 700–8530) E-mail: [email protected]
** 広島大学大学院工学研究院(東広島市)〔現在:JFEスチール㈱〕 Department of Mechanical Science and Engineering, Hiroshima University (Higashi-hiroshima-shi, Hiroshima) 〔Present: JFE Steel Corporation〕
*** 徳島工業短期大学(徳島県板野郡) Automotive Engineering Department, Tokushima College of Technology (Itano-gun, Tokushima) **** ㈱ JSOLエンジニアリング 本部(大阪市) Engineering Technology Division, JSOL Corporation (Osaka-shi, Osaka) ***** 広島大学大学院工学研究院(東広島市) Department of Mechanical Science and Engineering, Hiroshima University (Higashi-hiroshima-shi,
Hiroshima)
アルミニウム合金板のスプリングバックに及ぼす バウシンガ効果と異方性の影響
上森 武*・澄川 智史**・中 哲夫*** 麻 寧緒****・吉田 総仁*****
Journal of The Japan Institute of Light Metals, Vol. 65, No. 11 (2015), 582–587© 2015 The Japan Institute of Light Metals
Influence of Bauschinger effect and anisotropy on springback of aluminum alloy sheets
Takeshi UEMORI*, Satoshi SUMIKAWA**, Tetsuo NAKA*** Ninshu MA**** and Fusahito YOSHIDA*****
For accurate springback calculations, the development of accurate constitutive equation “Yoshida–Uemori model” must always be taken into account. However, several springback calculations of other sheet metals by Yoshida–Uemori model have shown wrong agreements with the corresponding experimental data. The reason is why most of them have been calculated from the view point of the accuracy of Bauschinger effect without the strong anisot-ropy of sheet metal. In the present paper, we have investigated how the initial anisotropy affects the amount of springback for aluminum sheet metals with Bauschinger effect. Specifically, hat bending experiments in R.D. and T.D. were compared with the corresponding calculations. From the above mentioned comparisons, we found that the optimum combination of an anisotropic yield functions and Yoshida–Uemori model is very important for accu-rate springback analysis.
(Received May 18, 2015 Accepted August 5, 2015)Keywords: springback, aluminum alloy sheet, anisotropic yield function, Yoshida–Uemori model, bending
1. 緒 言
現在,自動車業界を中心としたプレス成形の分野において,CAEシステムの導入により工程短縮・コスト削減が図られている。プレス成形時に発生する成形不良の中でとりわけ大きな問題であるスプリングバックは,作業効率を低下させる主要因子である。アルミニウム合金は鋼に比べヤング率が約1/3であり,強度レベルの等しい軟鋼板に比べスプリングバック量は格段に大きいため,そのシミュレーションによる予測は重要課題である。スプリングバックは主に繰返し硬化特性や応力反転時のバウシンガ効果に大きく依存することが共通の認識である。しかし,アルミニウム合金は高張力鋼板ではほとんどの場合問題にならなかった塑性異方性により,スプリングバックのメカニズムはさらに複雑化している。特に現在の汎用FEMに導入されているvon MisesやHill′481)の降伏関数では,当該
材料の多軸応力状態における降伏挙動を正確に再現できないため,先述の低次降伏関数よりも面内異方性を高精度に表すことができる高次降伏関数である後藤 2), 3)やBarlat4)の降伏関数が適用されているケースが多い。そこで本研究では,高精度なスプリングバック解析の実現を目指し,高精度な異方性降伏関数とバウシンガ効果(吉田–上森モデル 5)~8))の組み合せの違いがそれぞれスプリングバックにどの程度影響するかを把握することを目的とし,種々の降伏関数と硬化則(等方硬化モデルと吉田–上森モデル)を組み合せた弾塑性構成式を用い,その汎用FEMへの導入を行った。そして,既報 9)で種々の材料試験を行ったアルミニウム合金板において,U曲げ(simple bend)およびハット曲げ(draw bend)の2種類の曲げ成形解析によりスプリングバック計算を行った 10), 11)。さらに,同条件下での実験形状と比較することで,材料の適切なモデル化の重要性を示すとともに,アルミニウム合金板のスプリングバックに及
「軽金属材料の成形シミュレーションの高精度化技術」特集号:研究論文
軽金属 第65巻 第11号(2015),582–587
J. JILM 65(2015.11) 583
ぼす面内異方性とバウシンガ効果の影響を検討した。
2. 実 験 方 法
2. 1 供試材本研究で用いたアルミニウム合金板はA5052-O(板厚
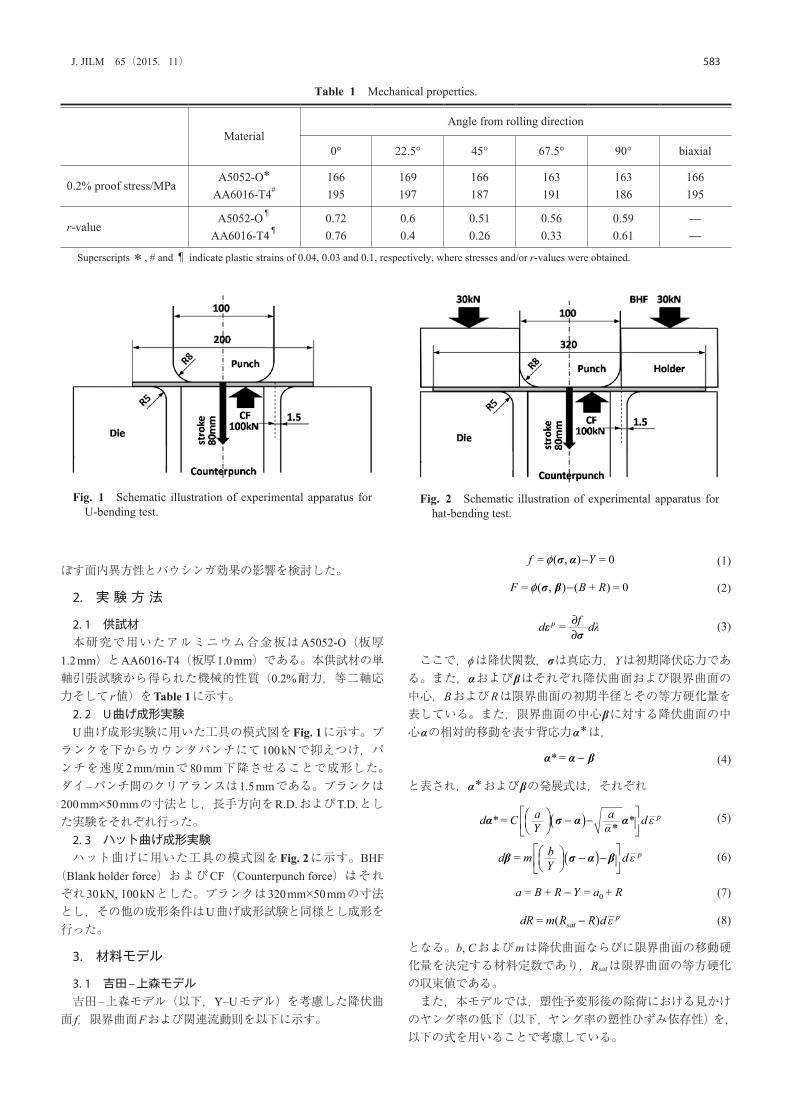
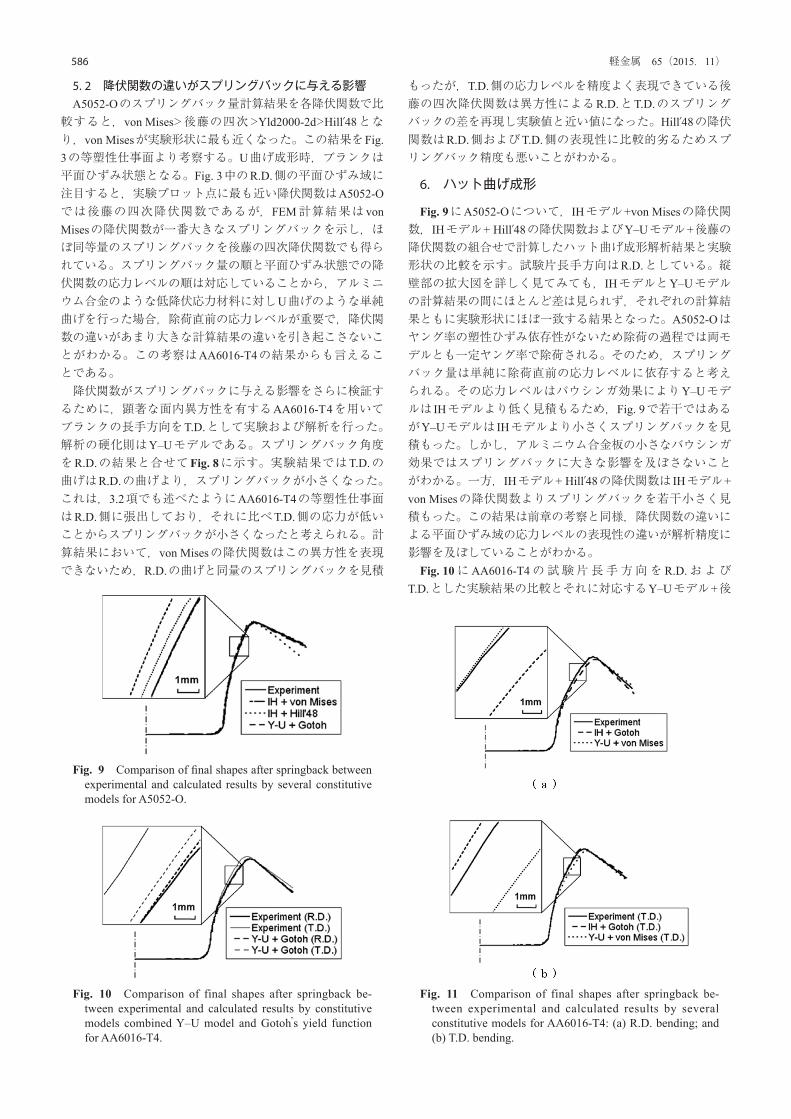
1.2 mm)とAA6016-T4(板厚1.0 mm)である。本供試材の単軸引張試験から得られた機械的性質(0.2%耐力,等二軸応力そして r値)をTable 1に示す。2. 2 U曲げ成形実験U曲げ成形実験に用いた工具の模式図をFig. 1に示す。ブランクを下からカウンタパンチにて100 kNで抑えつけ,パンチを速度 2 mm/minで 80 mm下降させることで成形した。ダイ–パンチ間のクリアランスは1.5 mmである。ブランクは200 mm×50 mmの寸法とし,長手方向をR.D.およびT.D.とした実験をそれぞれ行った。2. 3 ハット曲げ成形実験ハット曲げに用いた工具の模式図をFig. 2に示す。BHF
(Blank holder force)およびCF(Counterpunch force)はそれぞれ30 kN, 100 kNとした。ブランクは320 mm×50 mmの寸法とし,その他の成形条件はU曲げ成形試験と同様とし成形を行った。
3. 材料モデル
3. 1 吉田–上森モデル吉田–上森モデル(以下,Y–Uモデル)を考慮した降伏曲
面 f,限界曲面Fおよび関連流動則を以下に示す。
= ( , ) = 0f Y−σ αφ
(1)
= ( , ) ( + ) = 0F B R−σ βφ
(2)
=p fd dλ∂∂
εσ
(3)
ここで,ϕは降伏関数,σは真応力,Yは初期降伏応力である。また,αおよびβはそれぞれ降伏曲面および限界曲面の中心,BおよびRは限界曲面の初期半径とその等方硬化量を表している。また,限界曲面の中心βに対する降伏曲面の中心αの相対的移動を表す背応力α*は,
* = −α α β (4)
と表され,α*およびβの発展式は,それぞれ
( )* = **
pa ad C d εY α
− − α σ α α
(5)
( )= pbd m d ε
Y − −
β σ α β
(6)
0= + = +a B R Y a R−
(7)
= ( ) psatdR m R R d ε−
(8)
となる。b, Cおよびmは降伏曲面ならびに限界曲面の移動硬化量を決定する材料定数であり,Rsatは限界曲面の等方硬化の収束値である。また,本モデルでは,塑性予変形後の除荷における見かけのヤング率の低下(以下,ヤング率の塑性ひずみ依存性)を,以下の式を用いることで考慮している。
Table 1 Mechanical properties.
MaterialAngle from rolling direction
0° 22.5° 45° 67.5° 90° biaxial
0.2% proof stress/MPaA5052-O* 166 169 166 163 163 166
AA6016-T4# 195 197 187 191 186 195
r-valueA5052-O¶ 0.72 0.6 0.51 0.56 0.59 ̶
AA6016-T4¶ 0.76 0.4 0.26 0.33 0.61 ̶
Superscripts * , # and ¶ indicate plastic strains of 0.04, 0.03 and 0.1, respectively, where stresses and/or r-values were obtained.
Fig. 1 Schematic illustration of experimental apparatus for U-bending test.
Fig. 2 Schematic illustration of experimental apparatus for hat-bending test.

584 軽金属 65(2015.11)
0 0= ( )[1 exp( )]paE E E E ξ ε− − − −
(9)
ここで,ε̄ pは相当塑性ひずみ,E0は初期ヤング率,Eaはヤング率の収束値,ξはヤング率の収束速度を規定するパラメータである。今回の供試材では,A5052-Oには上記依存性は見られなかったが,AA6016-T4には依存性が見られた。本論文ではY–Uモデルに加えSwift型等方硬化モデル(以下,IHモデル)の解析も同時に行っている。
0= ( + )p nσ F ε ε
(10)
ここで,ε̄ pは相当塑性ひずみ,Fは加工硬化係数,nは加工硬化指数である。それぞれの材料パラメータは㈱CEM研究所製材料パラメータ同定ソフトウェアMatparaにて求めた。その値をTable 2で示す。両モデルの応力–ひずみ関係の実験結果との比較は既報 5)を参照されたい。3. 2 降伏関数Y–Uモデルは式(1)のϕに種々の異方性降伏関数を組込
むことが可能である。そこで本研究で用いる降伏関数はvon Mises, Hill′48, 後藤の四次およびYld2000-2dとした。以下に平面応力状態を仮定したときのそれぞれの異方性降伏関数の条件式を示す。a)Hill′48の降伏関数
{ }2 2 2 2
2
1= + + ( ) + 22
+ = 02
−
−
yy xx xx yy xyf Fσ Gσ H σ σ Nτ
G H σ
(11)
ここで,F, G, N, Hは異方性パラメータである。
b)後藤の四次降伏関数
4 3 2 2 3 41 2 3 4 5
2 2 2 4 46 7 8 9 1
= + + + +
+ ( + + ) + = 0xx xx yy xx yy xx yy yy
xx xx yy yy xy xy
f Aσ A σ σ A σ σ A σ σ A σ
A σ A σ σ A σ τ A τ Aσ− (12)
ここで,A1~A9は異方性パラメータである。c)Yld2000-2dの降伏関数
= + = 2 ασ′ ′′φ φ φ (13)
1 2 2 1 1 2= | | , = |2 + | + |2 + |α α αX X X X X X′ ′ ′ ′′ ′′ ′′ ′′ ′′−φ φ (14)
ここで,X1′, X2′, X1″, X2″はそれぞれX′=L′: σ, X″=L″: σの主値である。L′, L″は8個の異方性パラメータを含む応力成分の変換マトリクスである。本供試材の持つ面内異方性を観察し,降伏関数の妥当性を検証するために二軸引張試験 9)により等塑性仕事面を取得した。実験によって得られた等塑性仕事面とそれに対応する各降伏関数の計算結果をFig. 3に示す。まず,A5052-Oの実験結果の曲面形状は等二軸に対し対称であり,面内異方性はほとんどない。降伏関数と比較してみると後藤の四次降伏関数が最も実験点を精度よく表している。それに比べvon Misesの降伏関数はT.D.側の応力値に差があるものの,R.D.側は比較的よい一致を示している。また,Yld2000-2dの降伏関数は,若干R.D.側の平面ひずみ域における曲面の膨らみを表現できておらず,ハイテン板の二軸塑性変形挙動を比較的高精度に再現するHill′48の降伏関数に至ってはまったく曲面形状を表せていない。一方,AA6016-T4の等塑性仕事面はR.D.に曲面が張出した形状をしており,顕著な面内異方性が確認できる。これ
Table 2 Material parameters.
MaterialYoshida-Uemori model Swift model
Y/MPa a0/MPa C b/MPa m Rsat/MPa h F/MPa n e0
A5052 60 40 1000 15 13 150 0.2 440 0.33 0.005AA6016 105 55 850 15 10 155 0.1 450 0.25 0.01
Fig. 3 Experimental results of initial yield loci, compared with the predictions calculated by several yield functions.

J. JILM 65(2015.11) 585
はTable 1で示した各方向の降伏応力や r値の結果からも説明できる。この異方性により,Hill′48に加えvon Misesの降伏関数の表現性は悪くなっている。一方,後藤の四次およびYld2000-2dの降伏関数はその異方性を表現できており,AA6016-T4においても後藤の四次降伏曲面が全体的に最も高精度であった。
4. 解 析 条 件
前章で述べた材料モデルの検証を行うために,汎用FEMコードLS-DYNA ver.971のユーザーサブルーチンに弾塑性構成式を組込んだ。計算に用いた硬化則は IHモデルとY–Uモデル,降伏関数はvon Mises, Hill′48,後藤の四次およびYld2000-2dの降伏関数である。ブランクの要素は完全積分シェル要素を用い,板厚方向に積分点を7点設けた。要素サイズは1.5 mm四方で,工具との摩擦係数は0.1で一定としている。ユーザーサブルーチン内で硬化則と降伏関数の組合せを変化させることにより解析を行い,スプリングバック後の形状を比較した。
5. U曲げ成形
5. 1 硬化則の違いがスプリングバックに与える影響Fig. 4にスプリングバック角度θの定義を示す。各構成式によって計算された圧延方向帯板の曲げ(R.D.曲げ)におけるスプリングバック角度をFig. 5に示す。A5052-O, AA6016-T4ともに降伏関数にかかわらず,Y–Uモデルは IHモデルよりスプリングバックを大きく見積もり,実験形状に近づく結果となった。曲げ成形中,板材は一度の曲げしか受けないため単純引張り(or圧縮)での応力–ひずみ曲線が重要となってくる。Fig. 6(a)で示すように板材が曲げられる際,IHモデルとY–Uモデルは単純負荷ではほぼ同じ曲線であるためスプリングバック量は除荷中の応力–ひずみ計算精度に大きく影響を受ける。Fig. 7にA5052-Oのスプリングバック変形時にブランクの曲げられた部分が受ける長手方向応力–ひずみ関係の計算結果を示す。IHモデルでは除荷の過程で応力–ひずみ関係を線形に表現しているのに対し,Y–Uモデルではバウシンガ効果により再降伏しており,わずかな塑性変形を表現しているのがわかる。その結果,バウシンガ効果を再現できない IHモデルより回復するひずみ量が大きくなりスプリングバックを大きく見積もったと考えられる。これはAA6016-T4においても同様の考察ができる。
Fig. 4 Definition of springback angle θ.
Fig. 5 Springback angle θ, in U bending (R.D.), predicted by IH model and Y–U model combined with several yield functions: (a) A5052-O; and (b) AA6016-T4.
Fig. 6 Schematic illustrations of stress–strain curve during-bending: (a) hardening rule; and (b) yield function.
Fig. 7 Strain–Stress relationship for A5052-O during spring-back process calculated by IH model and Y–U model.
Fig. 8 Comparison of springback angle θ between R.D. bending and T.D. bending.
586 軽金属 65(2015.11)
5. 2 降伏関数の違いがスプリングバックに与える影響A5052-Oのスプリングバック量計算結果を各降伏関数で比較すると,von Mises>後藤の四次>Yld2000-2d>Hill′48となり,von Misesが実験形状に最も近くなった。この結果をFig. 3の等塑性仕事面より考察する。U曲げ成形時,ブランクは平面ひずみ状態となる。Fig. 3中のR.D.側の平面ひずみ域に注目すると,実験プロット点に最も近い降伏関数はA5052-Oでは後藤の四次降伏関数であるが,FEM計算結果は von Misesの降伏関数が一番大きなスプリングバックを示し,ほぼ同等量のスプリングバックを後藤の四次降伏関数でも得られている。スプリングバック量の順と平面ひずみ状態での降伏関数の応力レベルの順は対応していることから,アルミニウム合金のような低降伏応力材料に対しU曲げのような単純曲げを行った場合,除荷直前の応力レベルが重要で,降伏関数の違いがあまり大きな計算結果の違いを引き起こさないことがわかる。この考察はAA6016-T4の結果からも言えることである。降伏関数がスプリングバックに与える影響をさらに検証するために,顕著な面内異方性を有するAA6016-Τ4を用いてブランクの長手方向をT.D.として実験および解析を行った。解析の硬化則はY–Uモデルである。スプリングバック角度をR.D.の結果と合せてFig. 8に示す。実験結果ではT.D.の曲げはR.D.の曲げより,スプリングバックが小さくなった。これは,3.2項でも述べたようにAA6016-T4の等塑性仕事面はR.D.側に張出しており,それに比べT.D.側の応力が低いことからスプリングバックが小さくなったと考えられる。計算結果において,von Misesの降伏関数はこの異方性を表現できないため,R.D.の曲げと同量のスプリングバックを見積
もったが,T.D.側の応力レベルを精度よく表現できている後藤の四次降伏関数は異方性によるR.D.とT.D.のスプリングバックの差を再現し実験値と近い値になった。Hill′48の降伏関数はR.D.側およびT.D.側の表現性に比較的劣るためスプリングバック精度も悪いことがわかる。
6. ハット曲げ成形
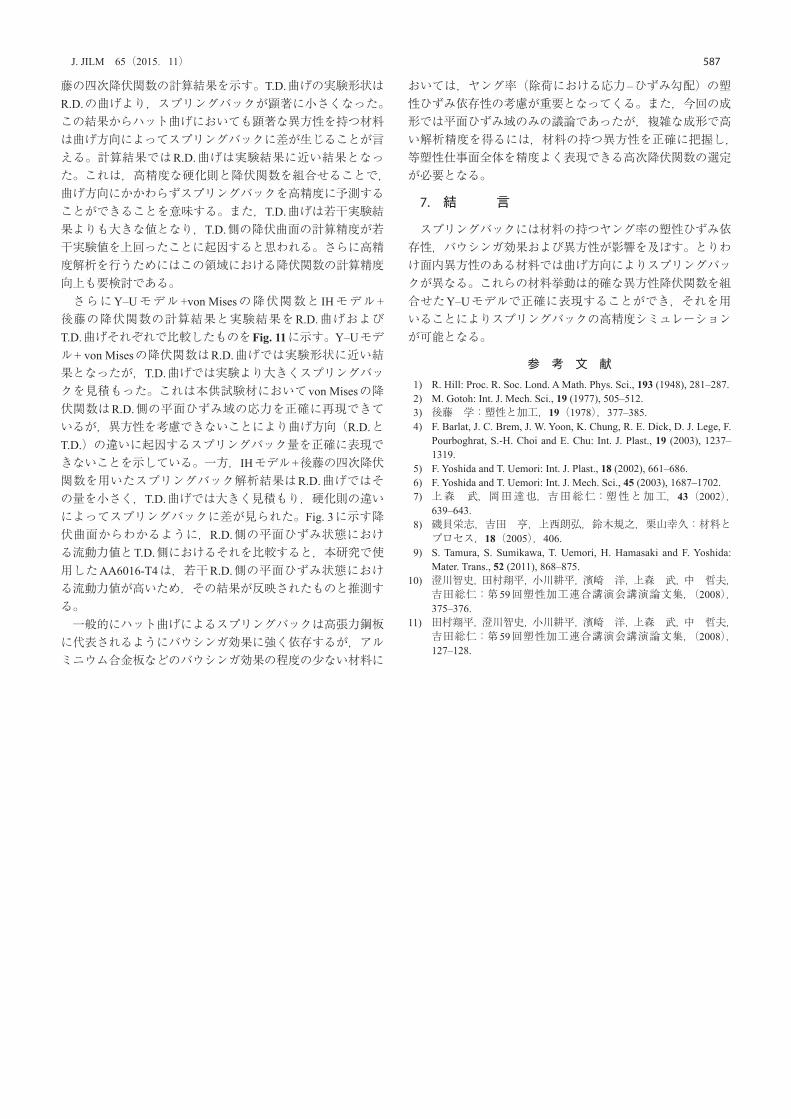
Fig. 9にA5052-Oについて,IHモデル+von Misesの降伏関数,IHモデル+ Hill′48の降伏関数およびY–Uモデル+後藤の降伏関数の組合せで計算したハット曲げ成形解析結果と実験形状の比較を示す。試験片長手方向はR.D.としている。縦壁部の拡大図を詳しく見てみても,IHモデルとY–Uモデルの計算結果の間にほとんど差は見られず,それぞれの計算結果ともに実験形状にほぼ一致する結果となった。A5052-Oはヤング率の塑性ひずみ依存性がないため除荷の過程では両モデルとも一定ヤング率で除荷される。そのため,スプリングバック量は単純に除荷直前の応力レベルに依存すると考えられる。その応力レベルはバウシンガ効果によりY–Uモデルは IHモデルより低く見積もるため,Fig. 9で若干ではあるがY–Uモデルは IHモデルより小さくスプリングバックを見積もった。しかし,アルミニウム合金板の小さなバウシンガ効果ではスプリングバックに大きな影響を及ぼさないことがわかる。一方,IHモデル+ Hill′48の降伏関数は IHモデル+ von Misesの降伏関数よりスプリングバックを若干小さく見積もった。この結果は前章の考察と同様,降伏関数の違いによる平面ひずみ域の応力レベルの表現性の違いが解析精度に影響を及ぼしていることがわかる。
Fig. 10にAA6016-T4の試験片長手方向を R.D.およびT.D.とした実験結果の比較とそれに対応するY–Uモデル+後
Fig. 9 Comparison of final shapes after springback between experimental and calculated results by several constitutive models for A5052-O.
Fig. 10 Comparison of final shapes after springback be-tween experimental and calculated results by constitutive models combined Y–U model and Gotoh’s yield function for AA6016-T4.
Fig. 11 Comparison of final shapes after springback be-tween experimental and calculated results by several constitutive models for AA6016-T4: (a) R.D. bending; and (b) T.D. bending.
J. JILM 65(2015.11) 587
藤の四次降伏関数の計算結果を示す。T.D.曲げの実験形状はR.D.の曲げより,スプリングバックが顕著に小さくなった。この結果からハット曲げにおいても顕著な異方性を持つ材料は曲げ方向によってスプリングバックに差が生じることが言える。計算結果ではR.D.曲げは実験結果に近い結果となった。これは,高精度な硬化則と降伏関数を組合せることで,曲げ方向にかかわらずスプリングバックを高精度に予測することができることを意味する。また,T.D.曲げは若干実験結果よりも大きな値となり,T.D.側の降伏曲面の計算精度が若干実験値を上回ったことに起因すると思われる。さらに高精度解析を行うためにはこの領域における降伏関数の計算精度向上も要検討である。さらにY–Uモデル +von Misesの降伏関数と IHモデル +
後藤の降伏関数の計算結果と実験結果をR.D.曲げおよびT.D.曲げそれぞれで比較したものをFig. 11に示す。Y–Uモデル+ von Misesの降伏関数はR.D.曲げでは実験形状に近い結果となったが,T.D.曲げでは実験より大きくスプリングバックを見積もった。これは本供試験材においてvon Misesの降伏関数はR.D.側の平面ひずみ域の応力を正確に再現できているが,異方性を考慮できないことにより曲げ方向(R.D.とT.D.)の違いに起因するスプリングバック量を正確に表現できないことを示している。一方,IHモデル+後藤の四次降伏関数を用いたスプリングバック解析結果はR.D.曲げではその量を小さく,T.D.曲げでは大きく見積もり,硬化則の違いによってスプリングバックに差が見られた。Fig. 3に示す降伏曲面からわかるように,R.D.側の平面ひずみ状態における流動力値とT.D.側におけるそれを比較すると,本研究で使用したAA6016-T4は,若干R.D.側の平面ひずみ状態における流動力値が高いため,その結果が反映されたものと推測する。一般的にハット曲げによるスプリングバックは高張力鋼板に代表されるようにバウシンガ効果に強く依存するが,アルミニウム合金板などのバウシンガ効果の程度の少ない材料に
おいては,ヤング率(除荷における応力–ひずみ勾配)の塑性ひずみ依存性の考慮が重要となってくる。また,今回の成形では平面ひずみ域のみの議論であったが,複雑な成形で高い解析精度を得るには,材料の持つ異方性を正確に把握し,等塑性仕事面全体を精度よく表現できる高次降伏関数の選定が必要となる。
7. 結 言
スプリングバックには材料の持つヤング率の塑性ひずみ依存性,バウシンガ効果および異方性が影響を及ぼす。とりわけ面内異方性のある材料では曲げ方向によりスプリングバックが異なる。これらの材料挙動は的確な異方性降伏関数を組合せたY–Uモデルで正確に表現することができ,それを用いることによりスプリングバックの高精度シミュレーションが可能となる。
参 考 文 献 1) R. Hill: Proc. R. Soc. Lond. A Math. Phys. Sci., 193 (1948), 281–287. 2) M. Gotoh: Int. J. Mech. Sci., 19 (1977), 505–512. 3) 後藤 学:塑性と加工,19(1978),377–385. 4) F. Barlat, J. C. Brem, J. W. Yoon, K. Chung, R. E. Dick, D. J. Lege, F.
Pourboghrat, S.-H. Choi and E. Chu: Int. J. Plast., 19 (2003), 1237–1319.
5) F. Yoshida and T. Uemori: Int. J. Plast., 18 (2002), 661–686. 6) F. Yoshida and T. Uemori: Int. J. Mech. Sci., 45 (2003), 1687–1702. 7) 上森 武,岡田達也,吉田総仁:塑性と加工,43(2002),
639–643. 8) 磯貝栄志,吉田 亨,上西朗弘,鈴木規之,栗山幸久:材料と
プロセス,18(2005),406. 9) S. Tamura, S. Sumikawa, T. Uemori, H. Hamasaki and F. Yoshida:
Mater. Trans., 52 (2011), 868–875.10) 澄川智史,田村翔平,小川耕平,濱崎 洋,上森 武,中 哲夫,
吉田総仁:第 59回塑性加工連合講演会講演論文集,(2008),375–376.
11) 田村翔平,澄川智史,小川耕平,濱崎 洋,上森 武,中 哲夫,吉田総仁:第 59回塑性加工連合講演会講演論文集,(2008),127–128.