investigation of mechanical behaviour in forming of sintered copper-15%tungsten nano powder...
TRANSCRIPT

7/30/2019 Investigation of Mechanical Behaviour in Forming of Sintered Copper-15%Tungsten Nano Powder Composite
http://slidepdf.com/reader/full/investigation-of-mechanical-behaviour-in-forming-of-sintered-copper-15tungsten 1/7
International Journal of Production Technology and Management (IJPTM), ISSN 0976 – 6383
(Print), ISSN 0976 – 6391 (Online) Volume 3, Issue 1, January- December (2012), © IAEME
54
INVESTIGATION OF MECHANICAL BEHAVIOUR IN FORMING OF
SINTERED COPPER-15%TUNGSTEN NANO POWDER COMPOSITE
N.Vijayponraj1, Dr.G.Kalivarthan
2, Vetrivel.S.C
3
1 Research Scholar, CMJ University, Meghalaya, Shillong, India2 Principal/Dept of Mech. Engg, PSN Institute of Technology and Science, Tirunelveli,
Tamilnadu, India, Supervisor CMJ University, Shillong.3 Asso.Prof/Dept. of Mech. Engg, PET Engineering College, Tirunelveli, Tami nadu, India,
E mail: [email protected] , [email protected]
ABSTRACT
Experimental investigations are performed in order to predict the mechanism of deformation and densification behaviour during cold upset forming operation on sintered Cu-15%W Nano composite. High-energy mechanical milling was used to produce Cu and WNano powder composites. Cylindrical preforms with initial theoretical density of 85%possessing three different aspect ratios of 0 .40, 0.60 and 0.80 were prepared using a die andpunch assembly with a hydraulic press. The preforms are sintered in an electric mufflefurnace at 650°C, and subsequently the furnace was cooled. Cold deformation experimentsare conducted in incremental deformation steps. The relationships between variousparameters are evaluated
Keywords: Metal-Matrix Composites (MMCs), Nano-structures, Preform, Mechanicalproperties, Sintered copper-15% Tungsten
1. INTRODUCTION
Composite material is the combination of two or more materials which are havingdifferent phases and the properties superior to the base materials. Composite materials areproduced by casting and powder metallurgy methods. By means of casting methods,composite materials reinforced by dispersion particles [1, 2], platelets [3], non-continuous(short) fibres and continuous (long) fibres [4-5] as well as composite materials with hybridreinforcement composed of particles and fibres [6] are produced by powder metallurgymethods, composite materials reinforced by dispersion particles [7-9], platelets [13], non-continuous fibres [10-11] and continuous fibres [12] are manufactured.
High-energy mechanical ball milling can be used to produce nano powders frommicron size. When mechanical milling is used in the traditional sense, the process does notgenerate a new material, since the microstructure of the powder does not change. Particulatecomposites are prepared by mixing reinforcement and matrix material in powder form and
INTERNATIONAL JOURNAL OF PRODUCTION TECHNOLOGY AND
MANAGEMENT (IJPTM)
ISSN 0976- 6383 (Print)ISSN 0976 - 6391 (Online)Volume 3, Issue 1, January-December (2012), pp. 54-60
© IAEME: www.iaeme.com/ijptm.asp
Journal Impact Factor (2012): 1.5910 (Calculated by GISI)www.jifactor.com
IJPTM
© I A E M E
7/30/2019 Investigation of Mechanical Behaviour in Forming of Sintered Copper-15%Tungsten Nano Powder Composite
http://slidepdf.com/reader/full/investigation-of-mechanical-behaviour-in-forming-of-sintered-copper-15tungsten 2/7
International Journal of Production Technology and Management (IJPTM), ISSN 0976 – 6383
(Print), ISSN 0976 – 6391 (Online) Volume 3, Issue 1, January- December (2012), © IAEME
55
cold pressing to near theoretical density. An important aspect of composites is theirfabricability to near-net shapes. To develop and improve near-net shape forming process thestudy on analyzing the fabrication process is necessary as well as experimental study onfabrication of composites.
Most of the authors were reported the deformation behaviour of various powdercomposites in micro and nano particle sizes except Cu-W. The material properties of the
sintered compacts were ascertained from the uniaxial compression test with 15% Tungstenwith copper three aspect ratios 0.40, 0.60 and 0.80. Graphite was used as surface preformlubricant. From this study, it was also attempted to establish the relationship between thefractional theoretical density, the Poisson’s ratio and other parameters namely the stress,strain and strain factor under Cu-10%W preform compositions.
Table 1 Characteristics of powder
(a) Copper Powder
TestStandard
IS 5461 ASTM B-417 ASTM B-213
ASTM E-194
Property Sieve analysis, % Apparentdensity (g/cc)
Flow rateSec(50g-1)
AcidInsoluble+75µm +45µm -45µm
EC/86 Grade 0.40 5.40 94.20 1.56 Nil Nil
(b) Tungsten Powder
2. EXPERIMENTAL DETAILS
2.1 Materials and characteristics
Copper and Tungsten powders were used in the present investigation. These powderswere purchased from M/s. Metal Powder Company (P) Ltd., Tirumangalam, Madurai,Tamilnadu, India. Electrolytic copper and atomised tungsten were obtained with 100% and99.00% purity respectively. The characteristic of the copper and Tungsten powder is shownin Table 1 (a-b). The individual powders were pulverized in a high energy ball mill (Fritsch,Germany - Pulverisette - 6) for four hours after that it was mixed on weight basis with 5%Tungsten and rest Copper powder. These composite powders were pulverized in a high
energy ball mill and after 10 hours milling, the obtained particle size was approximatelybelow 400nm. SEM was used for evaluation of morphological changes of the particles aftermilling and is shown in Fig. 1(a-c). Fig. 1(a) shows the SEM image of the Cu particles at9500X magnification and has a structure of a cluster of tiny particles and like small flattenedflake particles due to severe plastic deformation of copper, micro-welding and fracture of thelarge flakes due to typical mechanical milling. Fig. 1(b - c) shows the SEM image of the Wpowders at 6000X and 2000X magnification respectively, It is in the formation of flattenedparticles with pancake structure. Fig. 1(d) shows the SEM image of the Cu-10%W Powder
Characteristics Test Standard ValueSieve analysis : - 45 µm ASTM D-185 99.00
Average Particle Size, FisherNumber
ASTM B-330 3.90
Oxygen Content (Hydrogen Loss) ASTM E-159 1.87Other Impurities
PurityAAS 0.22
97.90

7/30/2019 Investigation of Mechanical Behaviour in Forming of Sintered Copper-15%Tungsten Nano Powder Composite
http://slidepdf.com/reader/full/investigation-of-mechanical-behaviour-in-forming-of-sintered-copper-15tungsten 3/7
International Journal of Product
(Print), ISSN 0976 – 6391 (Online
Composite at 8000X particles.mixture after 10 hours milling.composite and the monolithic WW elements distributed throughobetween 200-400nm.
(a)
Fig. 1 SEM micrograph after
2.2. Compacting
Cylindrical compacts of were prepared. The compactscomposite powders were compUniversal Testing machine hagradually and it was 1.2 GPa fordie and the butt. When prepari
maintained by precisely contropressure employed.
2.3 Sintering
After the compaction,assembly and loaded into thecompacts were initially coveredcarried out in an inert gas circulone hour. As soon as the sinteinside the furnace itself to thepreforms were cleaned by using
2.4 Cold Deformation ExperiDeformation experiment
operated compression testing mand tempered. Flat faces of thein order to obtain the final dime91 HRB after tempering. Graphicontacting surfaces of flat diedeformation. In general, each cin steps of 50kN until the appea
ion Technology and Management (IJPTM), ISS
) Volume 3, Issue 1, January- December (2012),
56
It shows the morphological changes of Cu-1o significant difference between the Cu morp
powder is observed at low milling times; thatut the Cu matrix and represents the particle siz
(b)
ball milling (a) Cu powder 9,500 X (b) W pow
20 mm diameter with an aspect ratio of 0.40,ere prepared using ball milled Cu-10% W cacted by using suitable punch and die set aving 1 MN capacity. Compacting pressurethree aspect ratios. Graphite was used to lubricng the compacts, the initial density and aspe
lling the mass and accurately monitoring th
the compacts were immediately taken outfurnace for sintering. To prevent oxidizatiith inert argon atmosphere in the furnace. The
ated electric muffle furnace at 650°C for a holring schedule was over, the sintered preforms
room temperature. After the completion of a fine wire brush.
entswere carried out by using flat faced dies and a
chine of having 1MN capacity. The flat dies wies were ground after heat treatment in a grin
nsions and surface quality and its hardness wate was well applied as lubricant on the ends of s, which created a situation for almost fricmpact was subjected to an incremental comprance of visible cracks on the free surface. Imm
0976 – 6383
IAEME
%W powderhology in theeans the fine
e in the range
er 6,000X
.60 and 0.80mposite. Thesembly on awas appliedte the punch,ct ratio were
compacting
from die setn, the greensintering wasing period of were cooled
sintering, the
hydraulicallyere machineding machine,measured as
preforms andionless idealssive loadingdiately, after
7/30/2019 Investigation of Mechanical Behaviour in Forming of Sintered Copper-15%Tungsten Nano Powder Composite
http://slidepdf.com/reader/full/investigation-of-mechanical-behaviour-in-forming-of-sintered-copper-15tungsten 4/7
International Journal of Production Technology and Management (IJPTM), ISSN 0976 – 6383
(Print), ISSN 0976 – 6391 (Online) Volume 3, Issue 1, January- December (2012), © IAEME
57
the completion of each step of loading, the height, the contact diameters at the top andbottom, the bulged diameter and the density were measured for each of the deformedpreforms. The density measurements were carried out using Archimedes principle.Experimental measurements were also used to calculate the various parameters namely thestresses, the Poisson’s ratio, density ratio and the strain. The Theoretical approach tocalculate the above parameters are discussed in detail under ref. [13].
3. RESULTS AND DISCUSSION
3.1. Deformation Behaviour of PreformsThe results of deformation behaviour of 85% initial fractional density, Cu-15%W
composite preforms are discussed in this section. The following stress strain relationshipconcerning the plastic deformation is discussed in detail for the various aspect ratios withgraphite lubricants
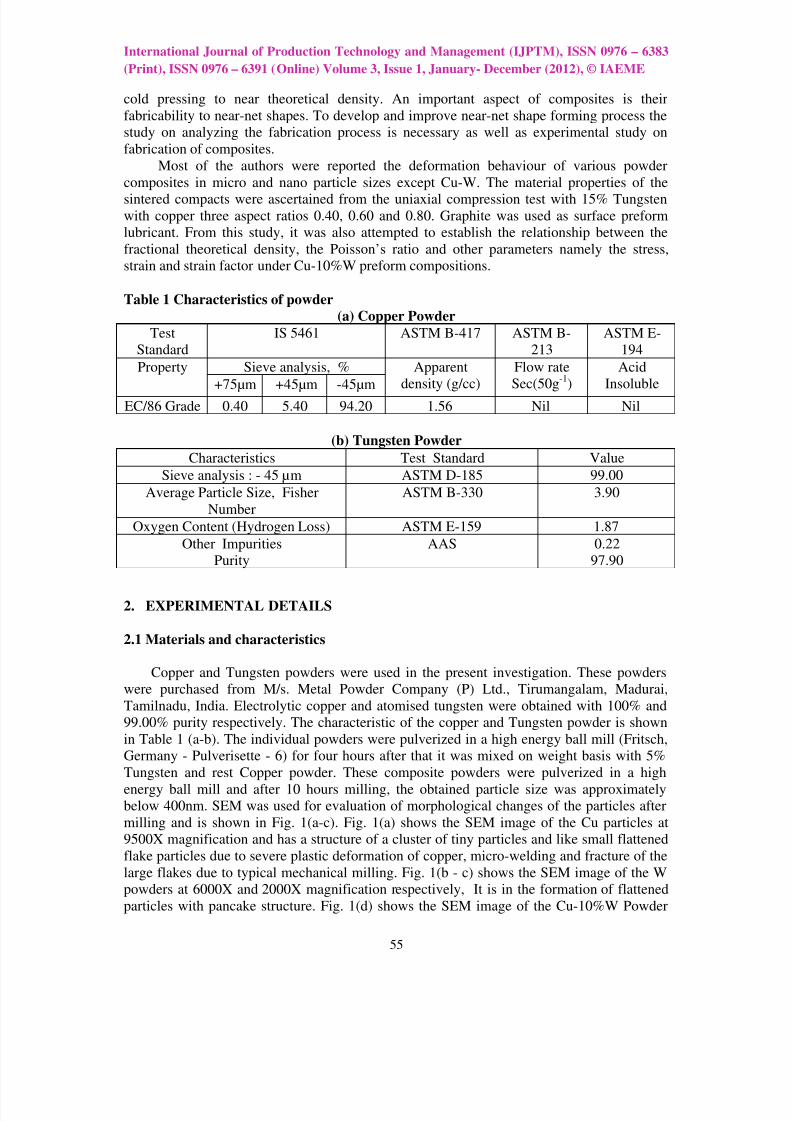
3.1.1. Various stresses and axial strain
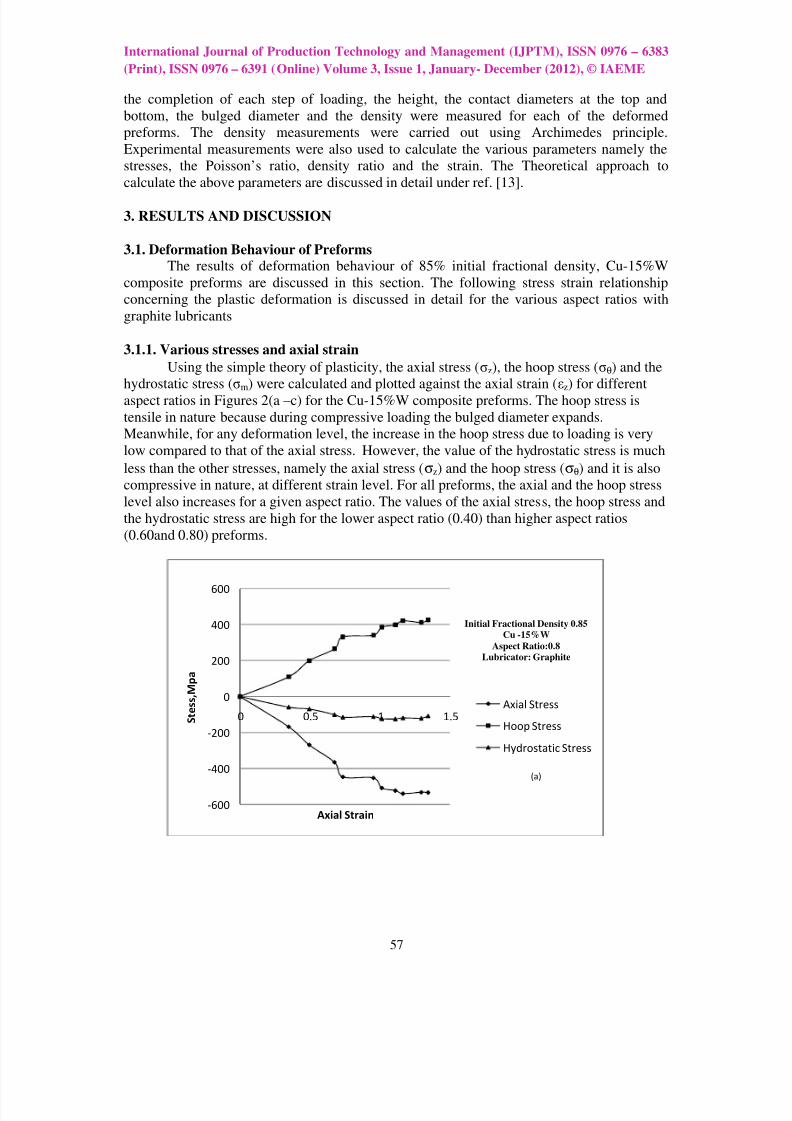
Using the simple theory of plasticity, the axial stress (σz), the hoop stress (σθ) and thehydrostatic stress (σm) were calculated and plotted against the axial strain (εz) for differentaspect ratios in Figures 2(a –c) for the Cu-15%W composite preforms. The hoop stress istensile in nature because during compressive loading the bulged diameter expands.Meanwhile, for any deformation level, the increase in the hoop stress due to loading is verylow compared to that of the axial stress. However, the value of the hydrostatic stress is muchless than the other stresses, namely the axial stress (σz) and the hoop stress (σθ) and it is alsocompressive in nature, at different strain level. For all preforms, the axial and the hoop stresslevel also increases for a given aspect ratio. The values of the axial stress, the hoop stress andthe hydrostatic stress are high for the lower aspect ratio (0.40) than higher aspect ratios(0.60and 0.80) preforms.
-600
-400
-200
0
200
400
600
0 0.5 1 1.5 S t e s s , M p a
Axial Strain
Initial Fractional Density 0.85
Cu -15%W
Aspect Ratio:0.8
Lubricator: Graphite
Axial Stress
Hoop Stress
Hydrostatic Stress
(a)
7/30/2019 Investigation of Mechanical Behaviour in Forming of Sintered Copper-15%Tungsten Nano Powder Composite
http://slidepdf.com/reader/full/investigation-of-mechanical-behaviour-in-forming-of-sintered-copper-15tungsten 5/7
International Journal of Production Technology and Management (IJPTM), ISSN 0976 – 6383
(Print), ISSN 0976 – 6391 (Online) Volume 3, Issue 1, January- December (2012), © IAEME
58
Fig. 2.The Variation of stresses with respect to axial strain for various aspect ratios (a) 0.80(b) 0.60 (c) 0.40 3.1.2 Axial stress and axial strain
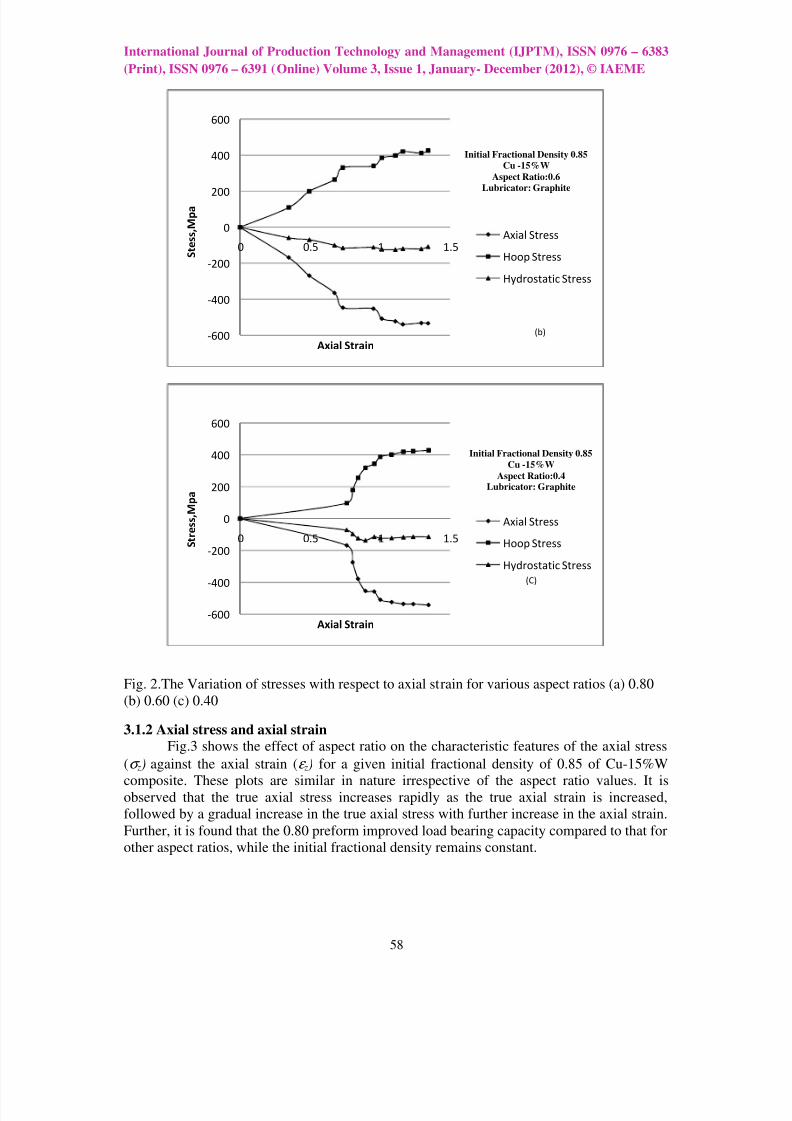
Fig.3 shows the effect of aspect ratio on the characteristic features of the axial stress(σ z) against the axial strain (ε z) for a given initial fractional density of 0.85 of Cu-15%W
composite. These plots are similar in nature irrespective of the aspect ratio values. It isobserved that the true axial stress increases rapidly as the true axial strain is increased,followed by a gradual increase in the true axial stress with further increase in the axial strain.Further, it is found that the 0.80 preform improved load bearing capacity compared to that forother aspect ratios, while the initial fractional density remains constant.
-600
-400
-200
0
200
400
600
0 0.5 1 1.5 S t e s s , M p a
Axial Strain
Initial Fractional Density 0.85
Cu -15%W
Aspect Ratio:0.6
Lubricator: Graphite
Axial Stress
Hoop Stress
Hydrostatic Stress
-600
-400
-200
0
200
400
600
0 0.5 1 1.5 S t r e s s , M p a
Axial Strain
Initial Fractional Density 0.85
Cu -15%W
Aspect Ratio:0.4Lubricator: Graphite
Axial Stress
Hoop Stress
Hydrostatic Stress
(C)
(b)
7/30/2019 Investigation of Mechanical Behaviour in Forming of Sintered Copper-15%Tungsten Nano Powder Composite
http://slidepdf.com/reader/full/investigation-of-mechanical-behaviour-in-forming-of-sintered-copper-15tungsten 6/7
International Journal of Production Technology and Management (IJPTM), ISSN 0976 – 6383
(Print), ISSN 0976 – 6391 (Online) Volume 3, Issue 1, January- December (2012), © IAEME
59
Fig.3 The relationship between σ z and ε z
3.2 Densification Behaviour of preforms
In densification behaviour of preforms the following relationships are discussed in
detail by varying the initial aspect ratio provided the initial fractional density value is keptconstant for Cu-15%W composites.
• Fractional density
th
f
ρ
ρ and strain parameter
( )θ ε ε − ze
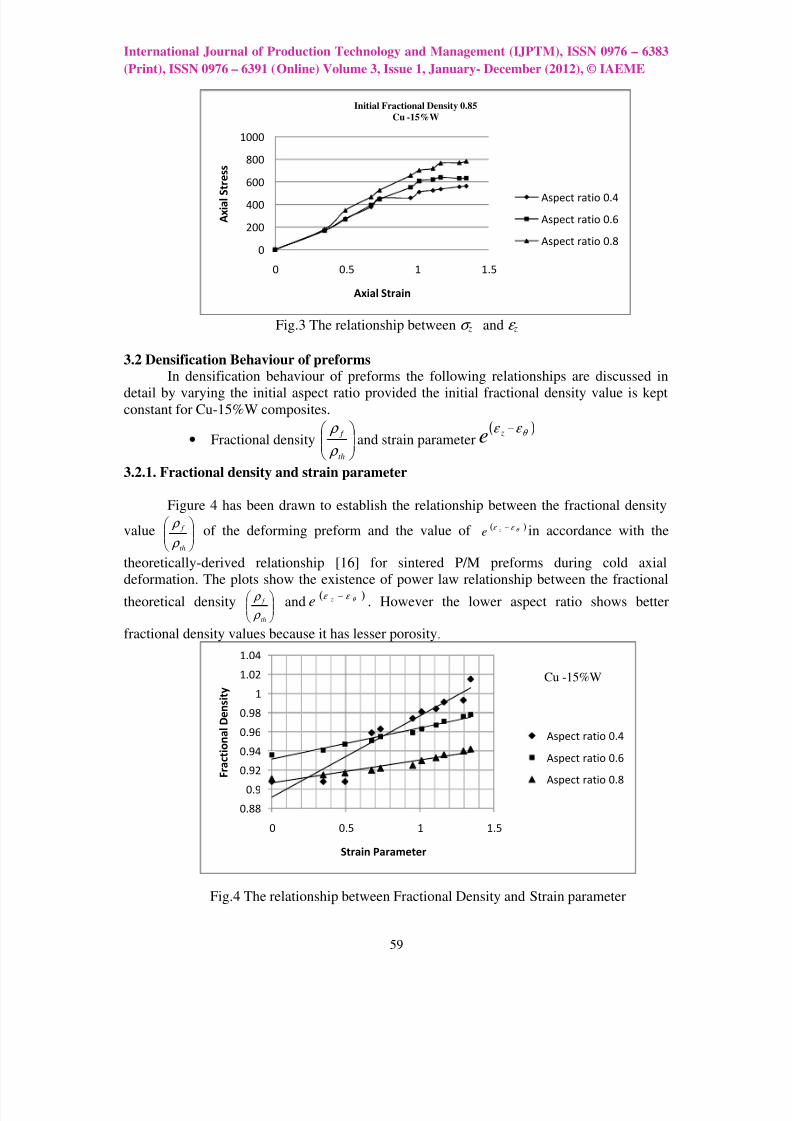
3.2.1. Fractional density and strain parameter
Figure 4 has been drawn to establish the relationship between the fractional density
value
th
f
ρ
ρ of the deforming preform and the value of ( )θ ε ε − ze in accordance with the
theoretically-derived relationship [16] for sintered P/M preforms during cold axialdeformation. The plots show the existence of power law relationship between the fractional
theoretical density
th
f
ρ
ρ and ( )θ ε ε − ze . However the lower aspect ratio shows better
fractional density values because it has lesser porosity.
Fig.4 The relationship between Fractional Density and Strain parameter
0
200
400
600
800
1000
0 0.5 1 1.5
A x i a l S t r e s s
Axial Strain
Initial Fractional Density 0.85
Cu -15%W
Aspect ratio 0.4
Aspect ratio 0.6
Aspect ratio 0.8
0.88
0.9
0.92
0.94
0.96
0.98
1
1.02
1.04
0 0.5 1 1.5
F r a c t i o n a l D e n s i t y
Strain Parameter
Aspect ratio 0.4
Aspect ratio 0.6
Aspect ratio 0.8
Cu -15%W
7/30/2019 Investigation of Mechanical Behaviour in Forming of Sintered Copper-15%Tungsten Nano Powder Composite
http://slidepdf.com/reader/full/investigation-of-mechanical-behaviour-in-forming-of-sintered-copper-15tungsten 7/7
International Journal of Production Technology and Management (IJPTM), ISSN 0976 – 6383
(Print), ISSN 0976 – 6391 (Online) Volume 3, Issue 1, January- December (2012), © IAEME
60
4. CONCLUSION
The study has been carried out of cold upset forming of sintered Cu-15%W nanocomposites performs. The basic conclusions that can be drawn from the presentinvestigations are as follows.
The axial stress has an increased trend with higher level of deformation till failure. This is
because, at the time of increasing the load, the pores in the preforms are flattened and contactsurfaces are increased. So the load –bearing capacity increasing steeply by increase of strain.
Lower aspect ratio exhibits improved densification and load –bearing capacity comparedto that of higher aspect ratio performs densify uniformly and quite easily due to rapid loadtransfer resulting in extensive work-hardening.
REFERENCES
[1] Corbin S F, Wilkonson D S. The tensile properties of a particulate reinforced Al alloy inthe temperature range 196-300°C. Canad Metall 1996; 35:189-198.[2] Gupta M, Lai M O, Soo C Y, Effect of type of processing on the microstructural featuresand mechanical properties of Al-Cu/Si metal matrix composites. Mater Sci Eng 1996; A210:114-122.[3] Kainer K U. Cast magnesium alloys reinforced by short fibre. In: Proceedings of theInternational Conference on Magnesium Alloys and their Applications. Garmisch-Partenkirchen 1992; p. 415-422.[4] Bowman R R, Misra A K, Arnold S M. Processing and mechanical properties of Al 2O3 fiber-reinforced NiAl composites. Metall Mater Trans 1995; 615-628.[5] SchroÈder J, Kainer K U. Magnesium base hybrid composites prepared by liquidinfiltration. Mater Sci Eng 1991; 243-246.[6] Abkowitz S, Weihrauh P F, Abkowitz S M. Particulate-reinforced titanium alloycomposites economically formed by combined cold and hot isostatic pressing. Ind Heating1993; 32-37.
[7] Doel T J A, Bowen P. Tensile properties of particulate-reinforced metal matrixcomposites. Composites A 27 1996; 655-665.[8] Mordike B L, Kaczmr J, Kielbinski M, Kainer K U. Effect of tungsten content on the
properties and structure of cold extruded Cu-W composite materials. Powder Metall Int 1991;[9] Kainer K , SchroÈder J, Mordike B L. Influence of various P/M production methods onthe properties of magnesium-SiC-Composites. In: Proceedings of the InternationalConference on Advanced Composites 1993; p.1061-1065.[10] Kaczmar J W, Kainer K U, Effect of alumina fibre content on properties of PM 6061aluminium alloys based composite materials, Powder Metall 1992; 35:133-135.[11] Kuhn H A, Downey C L, How flow and fracture affect design of preforms of powder
forging. Powder Metal Powder Technol 1974; 10 (1): 59–66.[12] Kuhn H A. Deformation processing of sintered powder materials. In: Powder Metallurgy
Processing Academic Press. New York 1978; p.99–138.[13] Selvakumar N, Narayanasamy R. Deformation Behavior of Cold Upset Forming of Sintered Al-Fe Composite Preforms. J Eng Mater Technol 2005; 127: 241-246.[14] Vetrivel.s.c., N.Selvakumar, N.Vijay Ponraj. Mechanical Behaviour of Copper-5%WNano Composite. Journal of Procedia Engineering.