introduction to toyota kata: how to solve problems on a daily basis
TRANSCRIPT

Introduction to Toyota Kata: How to solve problems on a daily basis
Sylvain Landry, Ph.D., CFPIM Professor, Department of Logistics and Operations Management
Associate Director, Healthcare Management Center

© Copyright Sylvain Landry, HEC Montréal, 2015
WE ARE WHAT WE REPEATEDLY DO. EXCELLENCE IS THEN NOT AN ACT, BUT A HABIT.

© Copyright Sylvain Landry, HEC Montréal, 2015
Seminar Outline
§ Introduction to Lean and the 7 wastes § Introduction to Toyota Kata § Improvement kata § Coaching kata § Kata and neuroscience

© Copyright Sylvain Landry, HEC Montréal, 2015
Toast Kaizen

© Copyright Sylvain Landry, HEC Montréal, 2015
1) Identify things that are not working properly; wastes…
2) How can you improve the process?

© Copyright Sylvain Landry, HEC Montréal, 2015
Toast Kaizen

© Copyright Sylvain Landry, HEC Montréal, 2015
1) Identify things that are not working properly; wastes…
2) How can you improve the process?

© Copyright Sylvain Landry, HEC Montréal, 2015
Value-added activity and Wastes or Non-value-added activity § Value-added activity (VAA)
§ An activity that actually increases the value of a product or service in a customer’s eyes.
§ Wastes Non-value-added activity (NVAA) § An activity that uses time, resources or space without adding value to a
product or a service. These activities have no impact on the function or utilization of the product or service.
§ A non-value-added activity (NVAA) is considered as wasteful and increases costs. In Japan, it is called muda.
Source: http://www.improvementandinnovation.com/features/articles/process-improvement-how-guide and others

© Copyright Sylvain Landry, HEC Montréal, 2015
Seven sources of waste (Muda in Japanese)
§ Overproduction § Doing more than needed or producing unnecessary materials:
batching; performing unnecessary tests; entering redundant information on forms, etc.
§ Waiting § Waiting for a supply item, tests results, a doctor, an
authorization, etc.
§ Transportation § Moving patients or supplies unnecessarily
§ Over-processing § Adding unnecessary steps to a process; fielding the same
question from multiple providers; recording the same data multiple times, etc.
Sources: Adapted from Black and Miler, The Toyota Way to Healthcare Excellence, 2008, and Graban, Lean Hospitals, 2009

© Copyright Sylvain Landry, HEC Montréal, 2015
Seven sources of waste
§ Inventory § Dealing with excess inventory, expired products, wrong
locations, etc.
§ Motion § Unnecessary employee movements: looking for missing or
misplaced items; walking long distances due to poor layout, etc.
§ Defective products § Correcting erroneous information, etc.
Source: Adapted from Black and Miler, The Toyota Way to Healthcare Excellence, 2008, and Graban, Lean Hospitals, 2009

© Copyright Sylvain Landry, HEC Montréal, 2015
What is the problem?

© Copyright Sylvain Landry, HEC Montréal, 2015
Lean healthcare: definition
§ A quality and process improvement management system based on the Toyota Production System that emphasizes customer needs, improving quality, and reducing time delays and costs, all through continuous improvement and employee involvement
Adapté Nelson, M. (2011), Sustaining Lean in Healthcare: Developing and Engaging Physician Leadership, CRC Press.

© Copyright Sylvain Landry, HEC Montréal, 2015
Toyota Production System House
Safety, Quality, Time, Morale, and Cost
Employee involvement Visual management
Just-in-time (JIT)
Jidoka Quality at the source
§ Right product at the right time in the right quantity § Continuous flow
§ Error-proofing § Alert-based systems § Automatic stops
Elimination of waste
Continuous improvement process Standardized processes
Adapted from Graban, Lean Hospitals, 2009, and other sources

© Copyright Sylvain Landry, HEC Montréal, 2015
www.leanmaps.com

© Copyright Sylvain Landry, HEC Montréal, 2015
Mura, muri, muda

© Copyright Sylvain Landry, HEC Montréal, 2015
Decoding the DNA of the Toyota Production System
Spear et Bowen, HBR, 1999

© Copyright Sylvain Landry, HEC Montréal, 2015
The challenge of complexity
§ Medecine has become the art of managing extreme complexity. There are over 13,000 different diseases, syndromes and types of injury. Clinicians now have 6,000 drugs and 4,000 medical and surgical procedures. It’s a lot to get right.
Atul Gawande in Jay Arthur, Lean Six Sigma for Hospitals, McGraw Hill, 2011, p. 99

© Copyright Sylvain Landry, HEC Montréal, 2015
The complexity of the hospital sector and the DNA of the Toyota Production System
§ The complexity of the healthcare system can bring a great deal of ambiguity to everyday tasks
Source: Spear and Bowen, 1999,; Spear, 2005; and Anita Tucker and colleagues, 2002; 2003 and 2006
§ People often handle these ambiguities by attacking the immediate problem without looking at the bigger picture. The “system” expects the professionals to find a lasting solution to the problem
§ However, the professionals do not have the time to examine the source of the problem if no continuous improvement process exists (e.g. active involvement by a unit head or a formal improvement process) – second-order problem solving

© Copyright Sylvain Landry, HEC Montréal, 2015
Second order problem solving process
Second-order problem solving
First-order
problem solving
Problem
Problem resolution process where an attempt is made to not only find an immediate
solution to the problem, but to also apply corrective measures to prevent a
recurrence of the problem.
Problem resolution process where an attempt is made to find an immediate solution to the problem without going back to its source in order to find a permanent solution.
« I have 25 years of service, but only one year of experience »

© Copyright Sylvain Landry, HEC Montréal, 2015
PDCA – Problem solving cycle

© Copyright Sylvain Landry, HEC Montréal, 2015
PDCA – Problem solving cycle
Vision without action is a daydream. Action without vision a nightmare
Japanese proverbe
Be 100% better not 100% perfect! Jean-Marc Legentil, Bell Nordic Consulting

© Copyright Sylvain Landry, HEC Montréal, 2015
PDCA and standardization
Standards

© Copyright Sylvain Landry, HEC Montréal, 2015
Standardisation
What is the best way to do a thing? It is the sum of all the good ways we have discovered up to the present… Today’s best, which superseded yesterday’s, will be superseded by tomorrow’s best…. Today’s standardization … is the necessary foundation on which tomorrow’s improvement will be based.
Ford, Today and Tomorrow, [1926] 1988; p. 82.

© Copyright Sylvain Landry, HEC Montréal, 2015
Seminar Outline
§ Introduction to Lean and the 7 wastes § Introduction to Toyota Kata § Improvement kata § Coaching kata § Kata and neuroscience

© Copyright Sylvain Landry, HEC Montréal, 2015
Tools … the visible part of Lean
Plan
Do
Act
Check
Leadership, management practices and problem solving

© Copyright Sylvain Landry, HEC Montréal, 2015
Toyota Kata
Managing People for Improvement,
Adaptiveness and Superior Results

© Copyright Sylvain Landry, HEC Montréal, 2015
« We have been trying to add Toyota Production System practices and principles on top of our existing management thinking and practice without adjusting that thinking and practice. Toyota’s techniques will not work properly, will not generate continuous improvement and adaptation, without Toyota’s underlying logic, which lies beyond our view. »
Rother (2010), p. 5

© Copyright Sylvain Landry, HEC Montréal, 2015
Decoding the DNA of the Toyota Production System
Spear et Bowen, HBR, 1999

© Copyright Sylvain Landry, HEC Montréal, 2015
Research Questions Leading to TK
§ What unseen managerial routines and thinking lie behind Toyota's success with continuous improvement and adaptation?
§ How can other companies develop similar routines and thinking in their organizations?
Source: http://www-personal.umich.edu/~mrother/KATA_Files/Research.pdf

© Copyright Sylvain Landry, HEC Montréal, 2015
Definition of Toyota Kata
§ The formalization of the implicit Toyota problem-solving process, to be induced promptly in organizations other than Toyota, as a step towards a culture of continuous improvement.
§ In short, this is not an explicit approach that just need to be translated; § It is more like a way of thinking and management, with a need to
experiment in order to learn its workings. § TK seeks to build the context within which lean tools are
applied.
Source: adapted from Mike Rother, Kata Summit, 2015 & Philippe Deslandes

© Copyright Sylvain Landry, HEC Montréal, 2015
Mike Rother (August 2015)
§ TK is not a method to implement but rather a practice methodology to utilize to help you change your culture to a culture of continuous improvement.

© Copyright Sylvain Landry, HEC Montréal, 2015
What is Kata? § A kata is a routine that we practice in order to learn a skill. § Through ongoing practice, the routine of kata becomes second
nature to the body – executed with little conscious attention – and is easily accessible.
§ Cycling, driving a car, and typing are a few examples. § Experienced drivers do not consciously think about controlling the
vehicle, they simply focus on the road.

© Copyright Sylvain Landry, HEC Montréal, 2015
Source: Several slides taken from Improvement Kata and Coaching Kata Practice Guide
http://www-personal.umich.edu/~mrother/Handbook/Practice_Guide.pdf

© Copyright Sylvain Landry, HEC Montréal, 2015

© Copyright Sylvain Landry, HEC Montréal, 2015
TK is more focused
Current Condition
Target Condition Challenge Vision Obstacles
2 4 3 1 1

© Copyright Sylvain Landry, HEC Montréal, 2015
Toyota Kata

© Copyright Sylvain Landry, HEC Montréal, 2015

© Copyright Sylvain Landry, HEC Montréal, 2015
Seminar Outline
§ Introduction to Lean and the 7 wastes § Introduction to Toyota Kata § Improvement kata § Coaching kata § Kata and neuroscience

© Copyright Sylvain Landry, HEC Montréal, 2015
Improvement Kata
Understand the
direction
Grasp The Current
Condition
Establish the next target
condition
Iterate toward the
target condition (PDCA) Learner
Improvement Kata
Current Condition
Target Condition Challenge Vision Obstacles
2 4 3 1

© Copyright Sylvain Landry, HEC Montréal, 2015
Improvement Kata and Coaching Kata
Understand the
direction
Grasp the current
condition
Establish the next target
condition
Iterate toward the
target condition (PDCA)
Planning coaching cycles Executing coaching
cycles
Learner
Coach
Coaching Kata
Improvement Kata
Source: Mike Rother
1
Current Condition
Target Condition Challenge Vision Obstacles
2 4 3 1 1

© Copyright Sylvain Landry, HEC Montréal, 2015
Improvement Kata is more iterative and focused
Rather than providing the complete path, improvement kata encourages discovery and adaptation throughout the journey.
Actual condition Obstacles Target
condition
Vision
• PDCA cycles using the 5 kata questions • Short cycles of improvement • One obstacle at a time based on a hypothesis • Learning is as (if not more) important than the result

© Copyright Sylvain Landry, HEC Montréal, 2015
Improvement Kata: 4 steps
1. Based on a vision or direction ... and a challenge; 2. Grasp the current condition; 3. Establish the next target condition; 4. Progress to the next target condition through PDCA cycles, enable
the discovery of obstacles that require work.
Current Condition
Target Condition Challenge Vision Obstacles
2 4 3 1 1

© Copyright Sylvain Landry, HEC Montréal, 2015
Vision (1st element)
1 Current
Condition Target
Condition Challenge Vision Obstacles
2 4 3 1 1

© Copyright Sylvain Landry, HEC Montréal, 2015

© Copyright Sylvain Landry, HEC Montréal, 2015
« This nation should commit itself to achieving the goal, before this decade is out, of landing a man on the Moon and returning
him safely to Earth ». May 25th, 1961

© Copyright Sylvain Landry, HEC Montréal, 2015
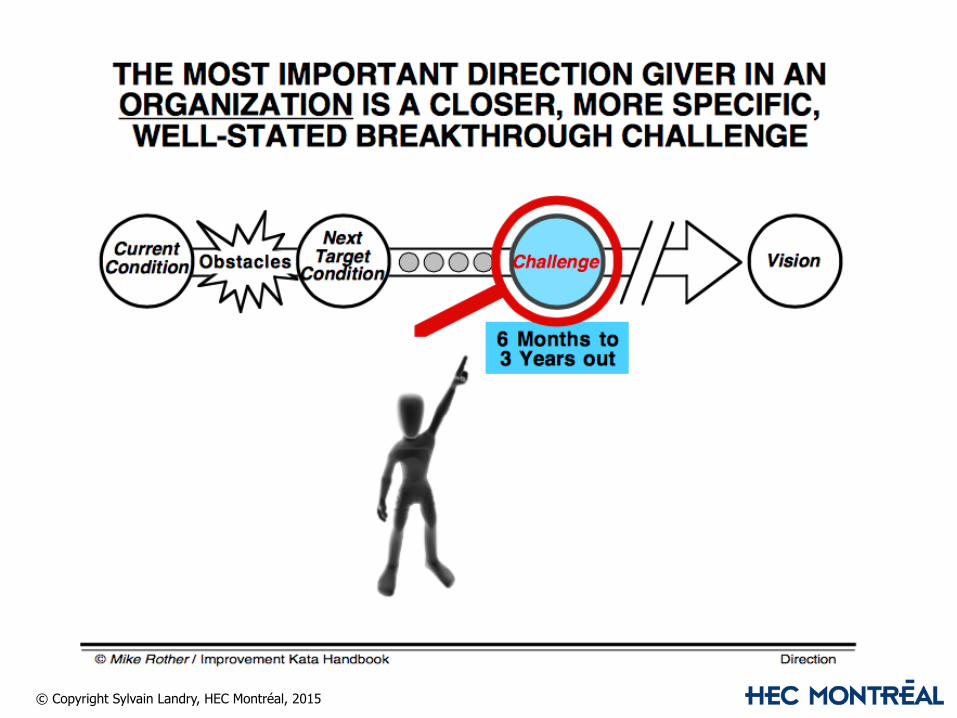
Challenge (1st element)
§ The challenge is a step that the organization must pass through in order to achieve its vision
§ The challenge should not be too easy that it is overcome quickly, nor too utopian that it would become demotivating
1
Current Condition
Target Condition Challenge Vision Obstacles
2 4 3 1 1
© Copyright Sylvain Landry, HEC Montréal, 2015

© Copyright Sylvain Landry, HEC Montréal, 2015

© Copyright Sylvain Landry, HEC Montréal, 2015
Current Condition (2nd element)
§ It is performance and the process characteristics at the time the coaching cycle takes place
§ It is the reality we now have to face and is our new starting point
Current Condition
Target Condition Challenge Vision Obstacles
2 4 3 1 1

© Copyright Sylvain Landry, HEC Montréal, 2015
Target Condition (3rd element)
§ It is the next step that we are intend to improve § It is the « challenge of the moment » § It is a measurable performance that is easily recognizable, but cannot
be achieved without addressing one or more obstacles § The Target Condition also describes the operating characteristics of
the target process
Current Condition
Target Condition Challenge Vision Obstacles
2 4 3 1 1

© Copyright Sylvain Landry, HEC Montréal, 2015
Target vs. Target Condition
§ A target is a result to be attained § A target condition is a description of how the process should operate
to achieve a result
Source: Rother (2010) p. 103

© Copyright Sylvain Landry, HEC Montréal, 2015
Obstacles (4th element)
§ An obstacle is something that prevents us from achieving the desired performance
§ It is a problem, a non-value added activity, a situation, and often a process parameter or process that escapes us in that we do not know how to master it
§ When the obstacle(s) are removed, we become able to reach the Target Condition
§ From there, set a new target condition to eventually reach our challenge … on the path to achieving our vision.
5
Current Condition
Target Condition Challenge Vision Obstacles
2 4 3 1 1

© Copyright Sylvain Landry, HEC Montréal, 2015
Example of Improvement Kata

© Copyright Sylvain Landry, HEC Montréal, 2015
Mastermind
§ Challenge: find the colour and location of 4 pegs by round 8.
§ Target condition: find 2 colours by round 3.
§ Round 1: Determine if there are red pegs in the combination.

© Copyright Sylvain Landry, HEC Montréal, 2015
Seminar Outline
§ Introduction to Lean and the 7 wastes § Introduction to Toyota Kata § Improvement kata § Coaching kata § Kata and neuroscience

© Copyright Sylvain Landry, HEC Montréal, 2015
Roles
Source: Mike Rother

© Copyright Sylvain Landry, HEC Montréal, 2015
Roles
§ Learner § Uses Improvement Kata; capture the current condition, set the next target condition,
and work with the team to reach it through PDCA cycles under the coach’s supervision.
§ Is responsible for updating the storyboard.
§ Coach § Ensures that the Learner uses Improvement Kata (scientific thinking) § Performs (ideally on a daily basis) coaching cycles with the Learner using the 5
questions of Coaching Kata. § Develops the Learner’s problem-solving skills; does not improve the process. § Is responsible for the results of the Learner. § Is often the supervisor of the Learner.
§ Second Coach § Observes the coaching cycles (Coaching Kata) between the Learner and the Coach. § Helps the Coach develop his/her coaching skills. § Is often the supervisor of the Coach, can also be a peer or a specialist. § Is not always present.
Kata is coach dependent!

© Copyright Sylvain Landry, HEC Montréal, 2015

© Copyright Sylvain Landry, HEC Montréal, 2015
Date, step & metric What happened What we learnedWhat do you expect?
Cond
uct t
he E
xper
imen
t
PDCA CYCLES RECORDProcess:Learner:
Obstacle:
Do a
Coa
chin
g Cy
cle
Coach:
(Each row = one experiment)
THE LEARNER'S PDCA CYCLES RECORD
This form is read left-to-right, one row at a time; each row = one experiment. Once you get started, the pattern of the form repeats with each experiment.
59
Write the obstacle here

© Copyright Sylvain Landry, HEC Montréal, 2015
Seminar Outline
§ Introduction to Lean and the 7 wastes § Introduction to Toyota Kata § Improvement kata § Coaching kata § Kata and neuroscience

© Copyright Sylvain Landry, HEC Montréal, 2015
Name the two play cards you will be presented next in a wink of an eye

© Copyright Sylvain Landry, HEC Montréal, 2015
« It’s easier to act your way to a new way of thinking than to think your way to a new way of acting »
John Shook

© Copyright Sylvain Landry, HEC Montréal, 2015
IN SUMMARY

© Copyright Sylvain Landry, HEC Montréal, 2015
21st Century Lean vs. 20th Century
Mike Rother

© Copyright Sylvain Landry, HEC Montréal, 2015

© Copyright Sylvain Landry, HEC Montréal, 2015
Scientific Thinking & Deliberate Practice (includes the presence of a Coach)

© Copyright Sylvain Landry, HEC Montréal, 2015

Don’t wait for THE perfect conditions, new systems, or new resources… Just do it!