introducing wood pellet fuel to the uk etsu …
TRANSCRIPT

INTRODUCING WOOD PELLET FUEL TO THE UK
ETSU B/U1/00623/REP
DTI/Pub URN 01/1014
ContractorRenewable Heat & Power Ltd
Prepared byR.A Cotton A. Giffard
The work described in this report was carried out under contract as part of the DTI Sustainable Energy Programmes, with support from the European Commission’s ALTENER programme. The views and judgments expressed in this report are those of the contractor and do not necessarily reflect those of the DTI or the European Commission.
First published 2001 © Crown copyright 2001

INTRODUCING WOOD PELLET FUELTO THE UK
Executive Summary
Introduction
Wood Pellets are now a major fuel resource for heating in many parts of Europe as well as in the US and Canada. Wood pellet-fired heating also has the potential to make a significant contribution to the energy needs of the UK.
The wood pellet industry has been established in Scandinavia and North America for over 20 years and consequently wood pellet-fired appliances are now highly reliable, with many tens of thousands of systems in operation ranging in size from 10kW up to more than a MW.
Wood pellet boilers and roomheaters are highly automated. They have automatic ignition and are well suited to meet varying load demands. All pellet appliances have thermostatic controls or can be operated on a timer. This means that the level of convenience is equivalent to that of oil fired heating systems, but wood pellets have added environmental and local economic benefits. Because the rate of fuel feed and amount of combustion air are controlled precisely, pellet appliances achieve very high efficiencies (typically 90%+), comparable to that of an oil-fired system.
Wood pellets are compressed wood made usually from sawdust and shavings. However, they can potentially made from any biomass material (e.g. straw, forestry residues, specially grown energy crops etc.) and hence have the potential to be sourced from locally unused material, which can give considerable benefit to the local economy.
At the start of the project “Introducing Wood Pellet Fuel to the UK”, the use of wood-fuel pellets was largely unknown in the UK. There was no fuel- pellet production capacity, nor any pellet appliances on the UK market to burn pellets. This project has addressed a wide range of technical and nontechnical issues to help establish a wood pellet industry in the UK.
Aims and Objectives of the ProjectThe overall aim of the project was to help establish a wood pellet industry in the UK. This aim was achieved by:
• Reviewing the historic growth and current status of the wood pellet industry in other European countries and North America.
• Reviewing UK standards, legislation, and regulations and developing UK voluntary standards for biomass pellets and appliances.
• Identifying and quantifying markets for pellet heating in the UK.
A1..i.

• Organizing a series of workshops, seminars and other events to demonstrate pellet burning appliances in order to raise awareness of the technology.
• Carrying out trial pelletisation of a variety of biomass feedstocks available in the UK and helping to establish fuel pelletising facilities within the UK.
• Helping establish a number of demonstration installations of pellet-fired appliances.
• Undertaking a promotional campaign for wood pellet fuel.
• Compiling resource directories for pellet fuel and pellet burning appliances in the UK.
Summary of the Work Carried OutThe work programme was comprised of three phases:
Phase 1. Reviewing existing pellet markets, the potential market within the UK and the identification and engagement of interested parties in the UK.
A review of how the wood pellet industry became established in other European countries and in North America and the current status of those industries was carried out. Interested parties in the UK were identified and a Biomass Pellet network was established by British BioGen consisting of approximately 250 names of interested individuals. Standards, Legislation and Regulations effecting the production and use of wood pellet fuel in the UK and wood pellet appliances were reviewed. An overview of the potential markets for biomass pellet appliances in the UK was investigated. The first UK Seminar on Wood Pellet Fuel was held in Nottinghamshire in Sept 1999.
Phase 2. Identification of resources and potential heating sites and pelletisation trials
An assessment of biomass resources in the UK was undertaken which looked at the following potential feed-stocks; primary processing residues and secondary raw materials, recovered wood and biomass waste, forestry residues and energy crop products and straw. A more detailed resource survey was carried out in South Wales and the South West. A programme of identification and quantification of markets was carried out in South Wales and the South West. Pelletisation trials were carried out using a range of pelletisation equipment and a range of biomass feedstocks that are found in quantity in the UK.
A1..ii.

Phase 3. Commercialisation of wood pellets, training and promotion campaign
Help was given on commercial considerations in terms of UK pellet production and installation of pellet-fired equipment. A number of training events were given to installers and service engineers on brand-specific pellet burning equipment. A series of events were held where wood pellet technology was explained and demonstrated and a promotional campaign was undertaken to raise general awareness of the use of wood pellet fuel.
Summary of the Main Results
This project has achieved all of the following:
• Development of UK voluntary standards for wood pellet fuel and combustion appliances.
• The first seminar dedicated to wood pellets in the UK was held with experts from Sweden, Austria, the US, Italy and the UK presenting papers. This attracted over 130 people from around the UK and a conference proceedings was published and widely disseminated.
• A database of about 250 individuals in the UK with an interest in wood pellet fuel has been compiled.
• Help was given in the establishment of a number of sources of UK manufactured wood fuel pellets including the construction of a 5tonne/hour pellet mill in South Wales.
• Pelletisation trials on equipment suitable for pellet production in the UK at a number of scales, using a wide variety of biomass materials available in the UK, have been undertaken including preliminary trials using a grass mill for the seasonal production of wood pellet fuel.
• Agreements have been made with a number of pellet stove and boiler manufacturers and UK companies to import equipment into the UK and a number of UK companies are currently developing pellet appliances.
• About a dozen pellet burning appliances are now operating in the UK with many planned to be installed over the next year.
• Six heating engineers have been trained in the general installation of wood pellet-fired appliances and in brand-specific appliances.
• An analysis has been made of the economics of wood pellet fuel in a UK context.
• A general resource assessment has been compiled for the UK and a detailed resource assessment for two specific regions of feedstocks for biomass pellets.
• A promotional campaign is underway, both for brand-specific equipment on a local level and generic promotion of the concept of heating with wood pellets at a national level.
Al.iii

• A centralized information service and website has been set up dealing with all aspects of promoting wood pellet fuel.
• Close links have been established with Trade Associations, “Pellet Clubs” and companies involved with pellet production or pellet appliance manufacture in Europe and North America.
Conclusions
The project “Introducing Wood Pellet Fuel to the UK” has been a success. There are now a number of groups either producing wood pellet fuel or planning to produce wood pellet fuel in the near future. These include a 1 tonne/hr pellet mill currently operating, a 5tonne/hour machine due to start production in towards the end of 2001 and a modified grass mill with capacity for about 6,000 tonnes of wood pellets per annum which has successful produced wood pellets.
There exists a large potential for a low cost feedstock of clean wood waste coming out of the waste sector. However, it is clear from pelletisation trials from this project and elsewhere that a critical issue in the acceptance of these materials is quality control procedures to ensure that there are no contaminates within the feedstock.
The lack of an organization in the UK with a specific remit to promote the use of wood pellet fuel at all levels will retard the expansion of the wood pellet industry in the UK. Most European countries now have a “Pellet Club” - a trade association for the wood pellet industry.
The current Building Regulations (Document J) have not taken account of the coming into being of a class of forced draft appliances of low output such as pellet fueled roomheaters. The present minimum recommended size of 125mm diameter for any solid fueled appliance is inappropriately oversized for most pellet stoves and also represents an unnecessary cost burden.
In general, the economics of wood pellet fuel in the UK look promising. Wood pellet fuel is competitive with oil and LPG in the UK at the time of writing although the higher capital cost of pellet-fired appliances compared to fossil fuel boilers is a major barrier to the expansion of the wood pellet industry in the UK.
The favourable fuel costs coupled to the environmental benefits of heating with wood fuel and the fact that the wood pellet industry could make a substantial contribution to the rural economy, would imply that an emerging wood pellet industry in the UK has a good chance of becoming a major renewable energy sector.
A1.iv

Recommendations
A number of actions are required to help the expansion of the wood pellet industry in the UK over the next few years.
• The introduction by the UK government of a capital grant scheme for biomass heating systems.
• More work on Quality Assurance schemes to ensure that waste wood from the waste handling sector is reliably sorted to exclude any material not complying with the present and likely future European descriptions for “biomass fuel”.
• Generic promotion at all levels of the use of sustainably produced biomass fuels in substitution for fossil fuels.
• Encouragement of R & D by grants to UK appliance and boiler manufacturers to develop new combustion hardware.
• Undertake work with the Building Research Establishment to confirm the suitability of 100mm flues and chimneys for pellet fueled roomheaters.
The wood pellet industry has the potential to be a substantial industry in the UK over the next few years. The examples of other countries suggests that pellet fuel is by its nature sufficiently specialized that it requires its own generic promotion and there are European initiatives to accomplish this which the UK should support.
The role of a Pellet Trade Association, or a specialized sub-section of an existing Trade Association would be the following:
• Run a central information service on all aspects of wood pellet fuel including lists of manufacturers of appliances and suppliers of wood pellet fuel.
• Develop an accredited training programme in wood pellet heating, covering both pellet stoves and central heating systems, similar to that of the CORGI training for gas-fired appliances in the UK and the Heath Education Foundation in North America.
• Represent the Wood Pellet Industry’s interests at National government and local government level.
• Develop and refine standards on pellet fuel and appliances to comply with the latest legislation.
• Co-ordinate all promotional activities of wood pellet fuel.
A1..v.
In addition, an R&D programme is needed on specific activities. These include
• Seasonal conversion of grass mills and sugar beet mills to wood pellet production.
• Distribution and delivery of wood pellet fuel to customers in the UK at various scales.
• Quality Control procedures for wood residues from the waste sector, which may open up new resources for pellet production.
A1..v..i.

Contents Page
Executive Summary1 Introduction 1
2 Standards, Legislation and Regulations 22.1 Review of Industry Standards 22.2 Regulations for Pellet Burning Equipment 22.3 UK legislation & regulations of materials for pellets 2
3 Reports on national pellet markets; Sweden, Austria and the US 5
4 Suppliers of Pellets, Pelletising Equipment and Appliances 5
5 One-day Seminar on Wood Pellets in the UK 6
6 Potential Feed-stocks for Biomass Pelletisation in the UK 76.1 National UK Biomass Residue Resource 76.2 Feedstock for Pelletisation Somerset and Devon 106.3 Feedstock for Pelletisation in South Wales 14
7 The Economics of Biomass Pelletisation in a UK Context 167.1 The Economics of the Heating Market in the UK 167.2 The cost of production of wood pellets in the UK 20
8 Trial Pelletisation 258.1. EcoTre Pellet Mill 268.2. Farm Feed Pellet Mill (25hp) 308.3 Conversion of a Grass Mill to a Wood Pellet Mill 32
9 Market Development Strategy 359.1 Survey of reactions to pellet-fired heating 359.2 Market Development Strategy for Biomass Pellets 36
10 Conclusions 37
11 Recommendations 38
Appendix 1 Commercialisation report
Appendix 2 Codes of Good Practice for Pellet fuel
Appendix 3 Pellet fuel standards in Sweden, Austria and the US
Appendix 4 Codes of Good Practice for roomheaters
Appendix 5 List of suppliers of pellet mill machinery, pellet suppliers in the UK and abroad and pellet-fired heating appliances (stoves and stoker/boilers)
Appendix 6 Programme for “Introducing Wood Pellet Fuel to the UK” seminar

1. INTRODUCTION
Wood Pellets are now a major fuel source for heating in many parts of Europe as well as in the US and Canada. Wood pellet-fired heating also has the potential to make a significant contribution to the energy needs of the UK.
There is a wide range of potential biomass feedstocks for fuel use which vary in nature, particle size, shape and moisture content. The use of these feedstocks for the production of wood pellets results in a low moisture, high density fuel of small particle size (commonly 6-12mm diameter). This fuel is well suited to being used in automatic heating systems and allows a consistent fuel quality to be achieved.
The wood pellet industry has been established in Scandinavia and North America for over 20 years and consequently wood pellet-fired appliances are now highly reliable, with many tens of thousands of systems in operation in Europe ranging in size from 10kW up to more than a MW.
Wood pellet appliances are highly automated and have automatic ignition and are well suited to meet variable load demands. All pellet appliances have thermostatic controls and can be operated on a timer. This means that the level of convenience is equivalent to that oil fired heating systems, but wood pellets have added environmental and local economic benefits. Because the rate of fuel feed and amount of combustion air are controlled precisely, pellet appliances achieve very high efficiencies (typically 90%+), comparable to that of an oil-fired system.
Wood pellets are compressed wood made usually from sawdust and shavings. However, they can potentially made from any biomass material (e.g. straw, forestry residues, specially grown energy crops etc.) and hence have the potential to be sourced from locally unused material, which can give considerable benefit to the local economy.
At the start of the project “Introducing Wood Pellet Fuel to the UK”, the use of wood-fuel pellets was largely unknown in the UK. There was no fuel- pellet production capacity, nor any pellet appliances on the UK market to burn pellets. This project has addressed a wide range of technical and nontechnical issues to help establish a wood pellet industry in the UK.
A1..1.

2 STANDARDS, LEGISLATION AND REGULATIONS
2.1 Review of Industry StandardsStandards on wood pellet fuel have been independently developed in the US, Sweden, Austria and Germany. Although there is some variation between the various standards, there is fairly close agreement on the main characteristics, for example, moisture content, calorific value, etc. These standards have been used as a starting point for the development of a voluntary UK standard.
A Biomass Pellet Technical Committee was set up which was comprised of sixteen people from industry, chosen from about 250 on the project database, who had a broad range of interests in wood pellet fuel e.g. potential pellet producers, heating equipment manufacturers etc. This committee met twice during the project and developed a code of good practice for wood pellets for the UK. This is given in Appendix 2. The Swedish, Austrian standards and US wood pellet standards are given in Appendix 3.
2.2 Regulations for Pellet Burning Equipment.A code of good practice for pellet room heaters (COGPP) has been developed for the UK which has used as a basis the P-mark certification programme in Sweden and the US standard ASTM 1509-95. The former is a voluntary standard existing in Sweden whereby a product can be granted permission to display the P Mark- symbol after certification by SP, the Swedish National Testing and Research Institute. Such certification involves verification that the product fulfils applicable requirements in respect of standards, codes of practice for the sector concerned, regulations etc., and that there is verified and approved continuous inspection and quality control of production.
The certification rules describe the conditions for certification, technical requirements and requirements for continuous inspection and quality control of pellet stoves. The technical requirements include characteristics to guarantee minimum levels of safety, efficiency and reliability as well as maximum emission levels. Details of the COGP for roomheaters are given in Appendix 4.
2.3 Review the UK legislation and regulations of materials for pelletsBritish Biogen, in collaboration with other partners, wrote a position document on the regulations governing materials for pelletisation for submission to DETR/EA. It continues to be difficult to get definitive guidance from EA/DETR until a ruling emerges from the European Court of Justice. There is also work being done by a CEN Technical Committee on “recovered fuels” which is not expected to be completed for some time.
The types of material that may be used to manufacture biofuel pellets and the types of combustion equipment for those pellets, will be heavily influence by the 'waste status' of the material, the types of any material other than biomass that it might contain and the 'traceability' of the material.
A1..2.
So far as legislation and regulation are concerned there are four key issues:
■ Will the material be subject to the new Waste Incineration Directive?■ Is the feedstock defined as a waste?■ Can a waste be made into a fuel that can be burned without a Waste
Incineration Licence?■ Is it desirable to make biofuel pellets out of waste feedstocks?
It is currently somewhat less than clear what feedstock is a waste and what is not, the EU Waste Framework Directive defines it as 'any substance or object ... which the holder discards or intends or is required to discard.'
There is a range of regulations and guidance regarding the definition of waste in the UK. As yet however there is no definitive guidance as to what types of biomass feedstocks are currently defined as waste and if and how those feedstocks might be recycled into a non-waste product.
The draft Waste Incineration Directive however specifically excludes, amongst other materials:
■ vegetable waste from agriculture and forestry■ wood waste with the exception of:
o those that may contain halogenated organic compounds or heavy metals as a result of treatment;
o treated wood originating from building and demolition waste,
The whole area of biomass fuels and waste, and the manufacture of biomass fuels from biomass wastes is currently subject to some debate. As the development of EU standards for solid biofuels moves forward, DG XI have softened their position on the manufacture of fuels from waste and are currently considering when a waste may become a product. In addition, various other rulings of the EU may apply. CEN technical Committee on “Solid Recovered Fuels” (CEN/BT/TF118) are working on these issues.
2.3.1 Waste Management LicensingA pellet mill that takes and recovers waste wood material will need the appropriate Waste Transport and Management Licenses. This involves some cost but may also allow the mill to take in packaging waste for recovery, such as clean pallets, and issue Packaging Recycling Notes (PRNs), which will have some value.
A1..3.

2.3.2 Biofuel Feedstocks:It is important to ensure that biofuels are manufactured from appropriate materials and to sensible product standards to ensure that problems of poor appliance reliability, emissions problems and potential health risks are avoided. This requires the Biofuel Pellets Network and wider industry to take a precautionary approach to the selection of pellet feedstocks.
Although it was initially proposed that there be two categories of feedstock for biofuel manufacture, the final decision made by the Biomass Pellet Technical Committee is that the Voluntary Standard for Biofuel Pellets should only include wood pellets made of 100% pure wood with no materials otherthan Biomass (such as resins used in making plywood, MDF and chip board)
2.3.3 Relevant waste legislation:Council Directive 75/442/EEC, amended by Council Directives 91/156/EEC and 91/692/EEC is commonly known as the Framework Directive on Waste. In the UK waste definitions and controls are legislated for in section 30(1) of the Control of Pollution Act 1974 and its reenactment in sections 75(1) and 75(3) of the Environmental Protection Act 1990.
The Packaging Waste Directive gives provision for the issue of PRN’s. Currently about 50% of all wood packaging now comes under the scheme. PRN's are likely to be issued by wood packaging processors rather than the end user which gives the possibility that pellet mills may be able to issue PRN's.
Following the adoption of the Waste Framework Directive the UK Government has decided to replace UK definitions of waste with that used by the directive. Primary legislation will be required to amend the 1990 act but for the time being the change has been applied through amendments to the Waste Licensing Regulations 1994.
The most recent guidance on the application of waste legislation and regulation is given in joint circular DoE 11/94.
The most recent guidance on waste definitions is given in the DETR note 'The Definition of Waste' of 27/11/98.
The forthcoming Directive on the Incineration of Waste specifically excludes most biomass feedstocks and may therefore set a precedent for what feedstocks may be used for the production of pellet fuels which are not subject to waste incineration regulations.
The Framework Directive on Waste is under continuous review by the Technical Adaptation Committee with possible implications for biomass feedstock and fuel use.
A1..4.
2.3.4 Non Waste combustion:Currently the combustion of 'non-waste' wood fuel is regulated in the UK by the Clean Air Act 1993 with notice to be given to Local Authorities and basically a requirement that "... furnaces shall be so far as practicable smokeless”'. There are tighter restrictions on appliances and fuels used in urban Smoke Controlled Areas.
3 REPORTS ON NATIONAL PELLET MARKETS; SWEDEN, AUSTRIA AND THE US
Separate reports were compiled on the current markets for wood pellet fuel in Sweden, Austria and the US, which included a historic perspective to show how the industry evolved in each country and the main factors determining the expansion.
The report on the wood pellet industry in Sweden and the report of the wood pellet industry in North America are available from the British Biogen website. A report on wood pellets in Austria is contained in the conference proceedings for the one day seminar “Introducing Wood Pellet Fuel to the UK”, Bought on Sept 1999. This is available from the British Biogen Web site1.
A document entitled “Wood Pellets in Europe” was published in January 2000, funded by the European Commission DG XVII under a Thermic B project2. This report gives details of the wood pellet industries in Sweden, Norway, Germany, Austria and North America.
4 SUPPLIERS OF PELLETS, PELLETISING EQUIPMENT AND APPLIANCES
Three separate databases have been compiled containing a list of suppliers of the following:
a) Wood pellet fuel
b) Equipment for the production of wood pellets
c) Pellet-fired heating appliances (roomheaters and stoker/boilers)
These databases include companies from the EU and the US and are given in Appendix 5.
1 www.britishbiogen.co.uk2 Wood Pellets in Europe, published by the Industrial Network on Wood Pellets, January 2000, EU reference Thermic B DIS/2043/98-AT, edited by UMBERA GmbH, email umbcraVv.via.at
A1..5.

5 ONE-DAY SEMINAR ON WOOD PELLETS IN THE UK
The first seminar dedicated to wood pellets in the UK was held at Bought on pumping station on September 22nd 1999. The one day seminar “Introducing Wood Pellet Fuel to the UK” was organised by Renewable Heat & Power Ltd with British Biogen.
The seminar drew together experts from The US, Sweden, Austria, Italy and the UK to look at how substantial markets for wood pellets have evolved in other countries and to discuss the potential for establishing a pellet fuel market within the UK.
There was strong interest in the seminar and it attracted over 130 people from a wide variety of backgrounds including solid fuel appliance manufacturers, sawmill owners, waste companies, foresters etc. A 45 page seminar proceedings has been published containing papers from leading experts on all aspects of the wood pellet fuels industry from the US, Sweden, Austria, Italy and the UK.
The papers include an overview of wood pellet markets abroad, pellet standards, current economics, the energy balance of pelletising, appliance standards, pellet mill construction and contains contacts for further information. The proceedings were distributed free of charge to all delegates who attended the seminar. The seminar programme is given in Appendix 6. A copy of the conference proceedings is available from the British BioGen Website www.britishbiogen.co.uk.
A1..6.

6 POTENTIAL FEED-STOCKS FOR BIOMASS PELLETISATION IN THE UK
6.1 National UK Biomass Residue ResourceFor the purpose of this section of the report, the potential feed-stocks have been divided into four categories, namely;
1. Forestry and Energy Crop Products2. Straw3. Primary Processing Residues and Secondary Raw Materials4. Recovered Wood and Biomass Waste
6.1.1 Forestry and Energy Crop ProductsForestry and Energy Crop Products include Round wood and whole tree chips, wood brash and residue chips, energy crops; short rotation coppice, miscanthus, whole crop hemp & various others. The recent report “New and Renewable Energy: Prospects for the 21st century: supporting Analysis” by ETSU for the DTI3 suggest the following current and future resources:
Table 1: Estimated Current and Future Forest Residues.
per year)Wood Fuel Resource (1000’s dry tonnes
1998 2013Residues and Residuals 309 660Dedicated Wood Fuels 148 380Broadleaf Woodland 203 203Arboricultural arising 484 484TOTAL 1,144 1,728Source ETSU Report R-122 (rounded to nearest 1000 tonnes)
An estimated 1.1 million dry tonnes of wood is available from forestry residues, thinning operations, whole tree harvesting, broadleaf woodland management and arboricultural arisings. As the UK forestry industry enters a major harvesting phase over the next 20 years, roundwood production is expected to double, along with sawmilling capacity and the forestry residue resource. Energy crops are not yet a major source of wood fuel in the UK with just over 900 hectares planted to date. British Biogen suggest that establishing 125,000ha of energy crops should be a realistic target by 2010 which would producing approximately 1.5 million tonnes of wood fuel per year.
An energy crops scheme has been introduced which gives grants to establish energy crops and to assist the set up of producer groups. A total of £30million has been allocated over 7 years.
3 ‘New and Renewable Energy: Prospects for the 21st century: supporting Analysis’, ETSU R- 122, March 1999, Harwell, Oxon
A1..7

6.1.2 Straw:Straw is probably the largest single resource in the UK at the present time with over 6 million tonnes presently unused and hence, in principle, accessible for energy use. There is a strong geographical variation in the production and usage of straw. For example Wales is net importer of almost 1 million tonnes whilst England produces a surplus of about 4.4million tonnes. The regional distribution of use and production of straw is given in table 2:
Table 2: Regional Distribution of Straw Produced and Used.
(1000’s tonnes per year at 15% moisture) Total straw Total straw Total strawproduced used unused
Yorkshire & Humberside 1,491 877 614East Midlands 1,938 618 1,320East Anglia 1,840 371 1,469South East 2,352 749 1,603West Midlands 950 737 213Grampian 526 253 273Tayside 334 99 235TOTAL 9,431 3,704 5,727Source ETSU Report R-122. Excludes regions with less than 200,000 tonne surplus
While there is clearly an abundance of straw in certain regions and hence would represent a low cost feed-stock and straw is a clean material and so would classify as ‘biomass’, it does have fairly high ash content with a low melting temperature. This means that burning straw may result in ‘clinker’ formation and therefore straw pellets will usually require specialist combustion equipment and be an unsuitable fuel for use in domestic scale appliances which have been designed to operate on fuel with an ash content below 1%.
6.1.3 Primary Processing Residues and Secondary Raw Materials:This includes residues from sawmills, timber production and other wood processing industries which are estimated to have produced some 1.1 million tonnes of sawdust, shavings and off-cuts in 1997. As wood production and sawmilling in the UK grows, so too will processing residue production, perhaps to some 2 million tonnes by 2010.
A1..8.

6.1.4 Recovered Wood and Biomass WasteThis is an interesting category of wood waste as it does includes a substantial amount of good, dry woody material that may be available at low or zero cost but which may also contain materials other than biomass. This feedstock might include;
■ Furniture factory waste■ Wood packaging waste■ Construction industry wood waste■ Wool & cotton waste from textile industry■ Sludge from papermaking.■ Wood panels industry waste■ Demolition wood waste■ Paper and cardboard waste
Total industrial and commercial waste from 'textiles, wood and paper' is estimated at some 9 million tonnes per year. The Environment Agency estimates that perhaps 1 million tonnes of wood packaging waste is produced in the UK each year. Of this about 115 thousand tonnes was recovered for use in 1997, almost all of it in chipboard manufacture.
The DETR have recently published two documents entitled Waste Management Statistics and Waste Strategy 2000, both of which are available via the Internet at:
http://www.environment.detr.gov.uk/wastats/mwb9899/index.htm
http://www.environment.detr.gov.uk/waste/strategy/cm4693/index.htm
From the end of 1999 those recycling wood packaging will be able to issue Packaging Waste Recovery Notes, or PRNs. This is expected to encourage a far greater use of recycled wood packaging in the board industry.
The Landfill Directive will require increasing quantities of 'organic' material to be diverted from landfill, a reduction to 35% of 1995 levels by 2016. How the Directive is to be implemented in the UK remains to be seen but there is increasing emphasis, in the Draft Waste Strategy and elsewhere, on the recovery of material from the waste stream.
Wood pellets have been produced from the fines arising from “clean” wood waste in Durham County and during pelletisation trials on a small scale pellet mill (see section 8). From these trials it has become apparent that quality control procedures are of critical importance to ensure that the resulting feedstock for pellet production are free from materials other than biomass as required by the EU definition of “Biomass” and the UK Code Of Good Practice for pellets.
AE.9.
6.1.5 Conclusions on national biomass feedstocks• The expected rise in UK timber production, the deployment of energy
crops, the application of the Packaging Regulations to wood packaging and the implementation of the Landfill Directive may all be expected to increase the volume of wood and wood residues available.
• Current prices for 'clean woody materials' collected for the pulp and board industries would seem to be in the region of £20 per green tonne. However, some mills require that material of less than 3mm is screened out and some use only virgin chip material.
• There is also a substantial straw resource available that might be used to manufacture pellets for industrial and commercial heat and CHP installations.
• In practice the resource needs to be looked at in detail for particular regions to see what is available where, in what form and at what price.
6.2 Feedstock for Pelletisation in Somerset and Devon
6.2.1 Wood Waste Potential in SomersetThe wood waste potentially available for pelletisation in Somerset has been estimated using the following methods:
• Hand sorting of representative samples of wood waste in the region• Previous work undertaken by Wyvern Waste Ltd (a project partner)• Compilation of a database of approximately 120 companies likely to
produce wood waste and the mail-shot of a questionnaire.
Two “ro-ro” skips of household wood waste from two separate Civic Amenity (CA) sites were sorted by hand into three categories. The two sites were Dimmer and Somerton, both owned by Wyvern Waste Ltd. The total amount of waste sorted was about 6 tonnes. Photograph 1 shows a typical sample of sorted wood waste.
The three categories used were:
(i) Class A: Clean wood waste.This material included clean pallets, joinery waste, unpainted furniture etc. This category specifically excluded chipboard, MDF and any wood waste with paints or preservatives.
(ii) Class B: Processed wood waste.This material included chipboard and MDF and also included some laminated material. The majority of the wood waste consisted of chipboard coated with white finish as is typical in low cost furniture. Again, any wood waste with paints or preservatives was specifically excluded.
A1.10

(iii) Other material ‘Class C’:This class contained all wood material which was excluded from Classes A and B. This included painted material and pressure treated wood, all of which may only be burned with a waste incineration licence.
Table 3: Breakdown of Results
Dimmer CA(tonnes)
Somerton CA(tonnes)
Class A 0.46 0.20Class B 1.64 1.38Class C 1.24 1.06TOTAL 3.34 2.64
Conclusions: The total amount of clean wood waste is around 10% of the total, 50% of the wood waste is in the form of chipboard or MDF and the remaining 40% is painted wood (old doors, windows, pressure treated wood etc).
The amount of time spent on sorting approximately 6 tonnes of waste was approximately 12 person hours, indicating that one person could sort % tonne in one hour. This is clearly a major problem in making economically viable the use of wood waste as raw material for pelletisation.
It should be noted that the wood waste in Sample 1 (Dimmer) had been heavily compacted and broken up into relatively small pieces, whereas Sample 2 (Somerton) had not been crushed and whole pallets were included in the sample. The time taken to sort Sample 2 was approximately half that of Sample 1 i.e. the uncrushed wood waste was much easier to sort.
The exercise of hand sorting waste wood and talking to people in the recycling/waste recovery business gave valuable insights into the commercial viability of utilising such wood waste materials. It is strongly argued that for wood waste from civic amenities to be used as commercial fuel (i.e. not under an incineration licence), sorting at source will be necessary.
A questionnaire was written and sent to about 120 companies in Somerset who were likely to produce significant quantities of wood waste. These included, Carpenters, Joiners, Sawmills, fencing manufacturers, packaging manufacturers etc. It also included some less obvious company types such as companies dealing with aircraft spares (two in Somerset) and paper mills all of which currently dispose of large quantities of wooden pallets to landfill.
The responses from the questionnaires, together with previous work by Gavin Leslie of Wyvern Waste Ltd, have been used to make an estimation as to the total wood waste available in Somerset. This is summarised in figure 1. It should be noted that there are additional companies producing significant
A1.11

quantities of wood waste who did not respond to our questionnaire. For example we later learned of a door manufacturer producing about a thousand tonnes of clean waste per year.
Tonnes Annual Available Wood Waste in Somerset
Figure 1: Annual available wood waste in Somerset
Photographs 2 shows waste pallets outside a packaging company in Somerset which are currently sent to landfill. This is typical of a number of companies in South West.
6.2.2 Wood Waste Potential in DevonThe questionnaire was then sent to 125 companies in Devon who were likely to produce significant quantities of wood waste. The response in general was lower than that of the mail-shot in Somerset, with only 21 companies replying. However, a significant number of sites where substantial quantities of wood waste are produced have been identified.
In particular, two large sawmill sites each producing approximately 2000 and 2500 tonnes/year of clean wood residues in the form of green slab wood and sawdust have been identified. The current price obtained for these residues is £5/tonne and £15/tonne respectively. In addition, ten sites have been identified, where between 75 to 200 tonnes/year of clean wood residues are produced. The current prices obtained for the materials are between +£ 15/tonne to -£30 (i.e. they pay to dispose of it). There are also several companies who have thousands of tonnes of clean pallets per year which they currently pay to dispose of to landfill. In Plymouth there is a recycling operation for wood waste where material is sorted to exclude painted material, then chipped as raw material for a board mill.. The chips are screened with all fines passing a 3mm screen sent to landfill. A sample of these fines was pelletised but it was clear from microscopic examination of the material that
A1.12
the chipping process concentrates contaminates such as paint and the resulting pellets are clearly not a biomass fuel.
6.2.3 Summary of resultsA large resource of clean wood residues in Devon and Somerset has been identified, amounting to over 10,000 tonnes per year, and we have compiled a database of almost 250 companies who currently produce some wood residues. In particular, about 20 sites have been identified where there is material in quantities of greater than 100 tonnes per year of clean wood residues, where the price currently obtained for this material is sufficiently low to make it suitable to be pelletised economically. Extrapolating the results from the sample of companies who replied to the total number of companies who were approached, this would imply a resource of about 50,000 tonnes per year, although this figure could be very much greater.
The smallest pellet mill that has been commercially successful in the US and in Sweden has been at a production rate of 5000 tonnes/year. Therefore, it is concluded that there is sufficient raw material in the South West, even excluding forestry residues, SRC and other agricultural materials (e.g. straw, flax etc).
However, the overriding conclusion from resource surveys is that although there is considerable resource, there is no single concentration of potential feedstock to justify the considerable investment required to set up a pellet mill facility. This problem has led to the idea of a Mobile Pellet Mill. The thought behind this is that, rather than transport low density raw materials to a central facility, the pellet mill would visit a number of sites throughout the year spending perhaps a few days or weeks at each site to pelletise the stored raw material and then either bagging on site or transporting the high density pellets in bulk to a local bagging plant.
A mobile pellet mill would allow a secure supply of locally produced pellets to be available to support the emerging market for wood pellet appliances. This idea could be extended beyond the South West to supply markets in other parts of the country to kick-start the industry there, in anticipation of fixed larger scale pellet mills once pellets are established in an area. The database of companies producing wood residues in Devon & Somerset is available on request.
A1.13
6.3 Feedstock for Pelletisation in South Wales
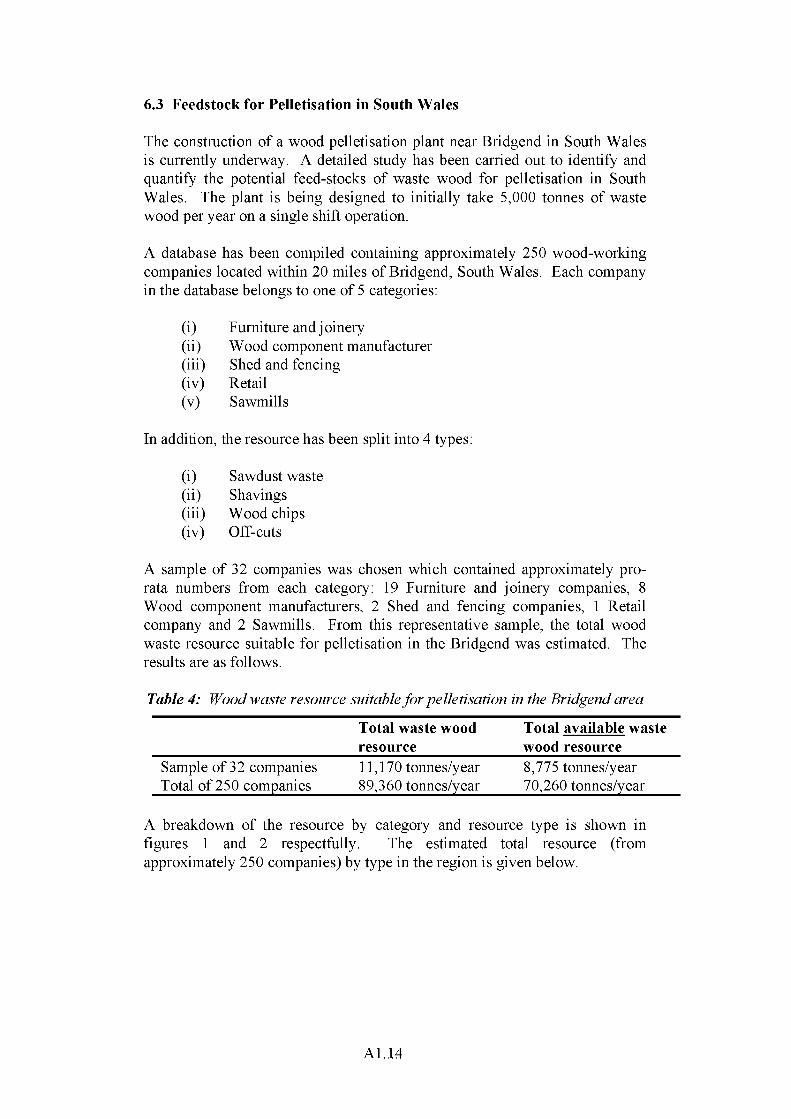
The construction of a wood pelletisation plant near Bridgend in South Wales is currently underway. A detailed study has been carried out to identify and quantify the potential feed-stocks of waste wood for pelletisation in South Wales. The plant is being designed to initially take 5,000 tonnes of waste wood per year on a single shift operation.
A database has been compiled containing approximately 250 wood-working companies located within 20 miles of Bridgend, South Wales. Each company in the database belongs to one of 5 categories:
(i) Furniture and joinery(ii) Wood component manufacturer(iii) Shed and fencing(iv) Retail(v) Sawmills
In addition, the resource has been split into 4 types:
(i) Sawdust waste(ii) Shavings(iii) Wood chips(iv) Off-cuts
A sample of 32 companies was chosen which contained approximately prorata numbers from each category: 19 Furniture and joinery companies, 8 Wood component manufacturers, 2 Shed and fencing companies, 1 Retail company and 2 Sawmills. From this representative sample, the total wood waste resource suitable for pelletisation in the Bridgend was estimated. The results are as follows.
Table 4: Wood waste resource suitable for pelletisation in the Bridgend area
Total waste wood Total available wasteresource wood resource
Sample of 32 companies 11,170 tonnes/year 8,775 tonnes/yearTotal of 250 companies 89,360 tonnes/year 70,260 tonnes/year
A breakdown of the resource by category and resource type is shown in figures 1 and 2 respectfully. The estimated total resource (from approximately 250 companies) by type in the region is given below.
A1.14

Table 5: The estimated total resource by type in the Bridgend area
Total waste woodresource
Total available waste wood resource
Sawdust waste 23,440 tonnes/year 15,096 tonnes/yearShavings 13,920 tonnes/year 12,584 tonnes/yearChips 16,400 tonnes/year 12,312 tonnes/yearOff-cuts 35,600 tonnes/year 30,208 tonnes/year
Furniture and Joinery
Companies
WoodComponent
Manufacturers
Shed and Fencing
Materials Companies
RetailCompanies
□ Total Resource
□ Available Resource
Figure 2: A breakdown of the resource by category for the 32 sampled companies.
□ T otal Resource
BResource Available
Sawdust Waste Shavings Off-cuts
Figure 3: A breakdown of the resource by resource type for the 32 sampled companies
A1.15

7 THE ECONOMICS OF BIOMASS PELLETISATION IN A UK CONTEXTThe economics of producing wood pellet fuel and establishing a wood pellet industry in the UK are complex. The following analysis looks at the two components determining the economic viability of wood pellet fuel in the UK, namely;
■ The economics of the heating market in the UK i.e. a comparison of competing heating fuels, which will in turn determine the maximum price that wood pellet fuel may be able to command, and
■ The cost of production of wood pellets in the UK
7.1. The Economics of the Heating Market in the UK
There are two key factors which effectively set a maximum price that wood pellets can be produced for in the UK to be competitive in purely economic terms:
a) The world market price of wood pellets andb) The price of fuel oil in the UK.
The price of oil is a critical measure because the replacement of fuel oil is seen as the major market in which wood pellets can hopefully compete within the UK in the near future.
It should be emphasised at the outset that domestic consumers may be willing to pay a premium for pellets over oil since:
(i) Pellets are a renewable source of energy - much easier to use than logs or chips
(ii) Pellets are an indigenous source of energy(iii) Pellets are not as susceptible to large price fluctuations that can
occur with the world oil market - i.e. they have greater long term price stability
A recent study has looked at the public attitude to pellet fuel in relation to other domestic fuels in Austria, Sweden and the USA4.
It should also be noted that for domestic and small commercial heating, wood pellets offer convenience that is approaching that of oil heating e.g. convenient fuel handling, stoves and boilers which are self igniting, clean burning etc. although hoppers must be loaded from a few days to weeks depending on the system design and demand for heat. Pellet burners require weekly ash removal, although automatic ash removal is becoming available. This is an important factor which should be taken in to account when
4 J.Vinterback et al, “Pellet consumers in Austria, Sweden and the United States”, Bioenergy ’98: Expanding Bioenergy Partnerships
A1.16
comparing with other traditional log wood fuel. In comparison to wood-chips, pellets are viewed as having the advantages of being small, dense, homogenous particles of uniform size which flow easily. Because of these advantages the capital cost per kW of appliances is lower for pellets, largely because the handling systems are simpler and lighter e.g. chips require a heavier drive train and feed screw. This is of course offset by the cost involved in pelletisation which means that, generally speaking, for larger systems, chips may be the preferred option.
In addition, due to the high density of wood pellets they do not have the same restrictions as chips on transport distances. Pellets have been shipped form Canada to Sweden, whereas wood chips can really only be transported economically within a local region (say 40-50 miles radius).
7.1.1 The price of fuel oil and the world market for pelletsThe following is a brief analysis of the economics of virgin wood pellets. There are two bench-marks which effectively set an upper price level for wood pellets:
7.1.1.1 World Commodity PriceThere is a world commodity price of about £80 per tonne delivered in bulk to a UK port equipped with grain handling facilities. If a UK pellet manufacturer charges significantly more than £80 per tonne bulk for pellets, the user can simply get pellets shipped in at lower cost from abroad.
A list of pellet suppliers, together with contact details is given in Appendix 2. A number of these companies were contacted to get budget prices for imported pellets. The main motivation for this work was to establish the cost of importing relatively small quantities of pellets to ensure a secure supply until local sources of pellets are established.
Pellets are available at lower cost in the Ukraine and Estonia. However, transportation costs are likely to make the cost of importation impractical.
A lower grade of 10mm diameter pellet for commercial/industrial firing is being made in Holland from “clean” wood from the MSW stream. Although they are unsuitable for domestic appliances and do not conform to the British Biogen Code of Good Practice, these pellets are quoted at £45/tonne FOB Amsterdam. The market for these pellets was large district heating schemes in Sweden however the Swedish authorities are currently moving to ban such fuels.
A1.17

7.1.1.2 The price of fuel oilThe price of fuel oil (domestic heating oil) is crucial to the future of the pellet industry in the UK since this is seen as the major market which wood pellets will hopefully compete against in the UK in the near future.
The importance of the price of fuel oil was shown clearly in Sweden. In 1991 Sweden introduced a ‘carbon’ tax of 27.4 Euros per tonne of CO2 whilst at the same time reducing the then ‘energy’ tax by 50%. Overnight it was cheaper to burn wood pellets than coal, oil or gas. The pellet industry has grown substantially since then and now burns almost V2 million tonnes of indigenous wood pellets annually. Figure 4 shows the growth in the Swedish pellet mill capacity since 1995.
Wood Pellet Capacity in Sweden
1,200
1,000
g 800 a = o^ 600©©® 400
200
01995 1996 1997 1998 1999 2000
Figure 4: Wood Pellet Capacity in SwedenSource: Wood pellets in Europe, Report by the Industrial Network on Wood pellets Jan 2000.
Figure 5 shows the price pellets can command at retail to be equivalent to fuel oil (in terms of equal p/kWh) as a function of fuel oil price5. The current price of fuel oil is about 20 -25 pence per litre (retail price for domestic consumers, excluding VAT) although this price did exceed 25p/litre in early 2000 in certain parts of the UK.
5 This graph assumes an energy density of fuel oil of 36MJ/litre (10 kWh/litre), and an energy density of wood pellets of (18MJ/kg).
A1.I8

Equivalent fuel costs: Pellets vs Fuel Oil
p/litre for Fuel Oil (retail)
Figure 5: Equivalent Fuel costs for heating oil and wood pellets
It can be seen from the graph that an oil price 20p/litre is equivalent to about £100 per tonne for wood pellets. Therefore it is concluded that wood pellets are likely to be close to being competitive in purely economic terms with fuel oil at current prices. However, it should be noted that the current price of fuel oil in Sweden, for example, is equivalent to almost 45p/litre.
There are other factors here that need to be considered. Firstly, it is not yet clear how pellets will be sold in the UK. It is clear that for large installations pellets will be sold in bulk - either large bags (500kg or 1 tonne bags) or will be air handled in bulk. However, it is likely that for domestic situations, certainly initially, pellets will be sold in bags through pellet stove appliance suppliers, stove shops, garages, DIY chains etc. This will mean that the price to the consumer will be substantially higher than the price paid to the pellet manufacturer. Also the cost of bagging pellets can be significant additional cost (estimated to be about £15 per tonne for use of bagging machine, pallets, bags and labour. The current retail price of bagged pellets in the US, where fuel oil has about the same cost as the UK, is about $170 per US ton, corresponding to about £125 per metric tonne at the exchange rate at the time of writing.
This analysis has only looked at the fuel costs - and has not considered the cost of the heating appliance. Pellet heating systems are considerably more expensive than oil systems and so this is a major barrier - therefore pellets must either be cheaper or some capital grant scheme is needed to overcome the differential cost between oil-fired and pellet appliances.
A1.19

7.2 The cost of production of wood pellets in the UK
Biofuel pellets can be manufactured from a wide range of biomass materials. In practice, the viability and value of a particular feed-stock depends on
a) The composition of the feed-stock i.e. whether it is clean virgin biomass or whether it has other materials in it and, if so, the nature of those materials and
b) How much processing it needs before pelletising e.g. drying wet material and breaking down lumpy material is expensive.
c) The quality of the resulting pellets
7.2.1 Costs of Pelletising WoodThe processes and costs involved in pelletisation are:
1. Raw material for pelletisation2. Transport of raw material to pellet mill3. Sorting of material and reduction of material to correct particle size4. Drying of the raw material5. Conditioning material e.g. adding lignin/soyabean oil6. Pelletising7. Bagging and storage8. Transport of pellets
The other major cost is that of debt service on the pellet mill and depreciation of equipment. Clearly the type of material being used will greatly determine the price that can be paid for it: i.e. how much processing it needs before pelletising. e.g. dry and fine material will clearly cost less to pelletise than wet, lumpy material.
7.2.2 Cost of the pellet production processThe following is a compilation of the costs involved in pelletising wood, derived mostly from US and Canadian sources with some additional information from Swedish and UK sources.
None of the figures given are from audited sources, but rather from informal guidelines offered by the Pellet Fuel Institute in the US, supplemented by the general openness and kindness of various individual plant operators.
7.2.2.1 Raw MaterialsRHP have carried out extensive surveys on the prices paid for raw materials, talking to pellet mill owners in Sweden, the US and Canada.
The highest cost anywhere of materials for pelletisation was quoted at £23/tonne in 1998 for a mixture of green sawdust and kiln dried shavings in Sweden. This is an artificial price set by the timber companies who generally own the pellet mills. The price has more to do with the Swedish corporate tax system than a supply/demand equilibrium..
A1.20

The next highest price for raw materials quoted was along the Columbia River in Oregon where there are huge sawmills but also board mills with a great appetite for raw materials for making chipboard which uses sawdust as filler. This pellet mill was paying about £20/tonne for generally kiln dried material probably about 15%mc. The mill owners stated that it was only just possible to break even at this price.
The lowest price quoted for raw materials was in British Columbia where kiln dried material costs £4.60/tonne. This mill is able to ship across the Atlantic and to the Eastern US by railroad by virtue of its low cost raw materials, the shipping cost by sea being about £16.40/tonne.
From the above, a tentative conclusion might be that raw material for wood fuel pellets must not exceed £20/tonne and at that price must be well reduced in particle size and with a low mc. The average price for raw materials in the US appears to be less than half that amount. Chipboard manufactures in the UK pay around £ 18-25/tonne delivered for chips with some variation dependent on average moisture content from individual sources..
7.2.2.2 Particle Size of raw materialsThe final hammer mill screen prior to material entering a pellet mill with one quarter inch dies, making a standard stove pellet, would be 3/16” or 4.8mm. Thus if the raw materials are pallets, furniture or other large size material, there will need to be a “hogging mill” ahead of the final hammer mill. If pallets are being used there will need to be magnetic separation of fastenings.
7.2.2.3 Moisture contentA drier will generally be required as raw material with a moisture content of more than about 16%mc will not pelletise well and the pellets will tend to disintegrate. In addition, pellets would not meet the required calorific value of 4.7kWh/kg or the required 10% moisture content. Careful sampling of typical raw material streams before planning a pellet mill is required to ensure adequate drier capacity and allowance must be made for the fuel needed, usually natural gas, but this can be other waste materials such as bark.
7.2.2.4 Costs for the UK MarketSawmills in the UK can generally sell all the off-cuts that they produce, especially the larger off-cuts, for fire wood etc. The saw dust/shavings have a more limited market but most of this goes for farm animal bedding but also the manufacture of wood pellets for cat litter. Sawmills would not like to lose the fairly lucrative business in selling wood off cuts etc., for which they can obtain up to £20 per tonne, but this is seasonal. Most would be prepared to sell at around £10 to £15 per tonne if a regular all year round outlet were available.
A1.21
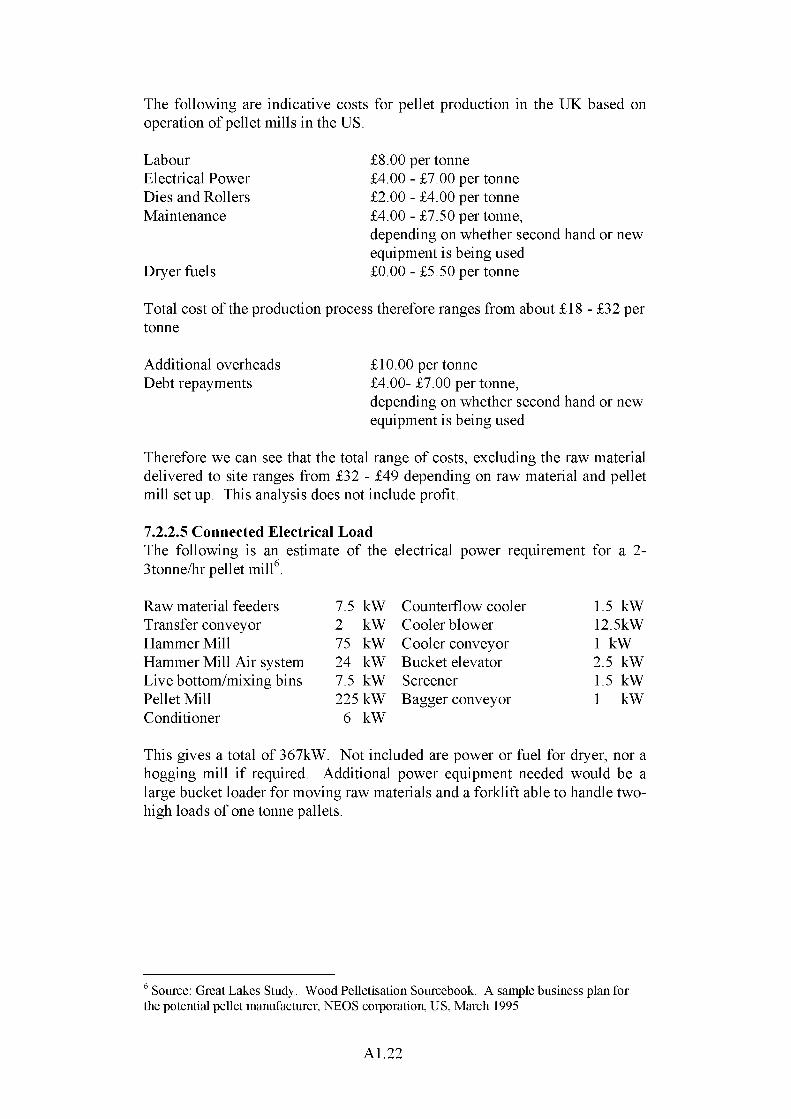
The following are indicative costs for pellet production in the UK based on operation of pellet mills in the US.
LabourElectrical Power Dies and Rollers Maintenance
Dryer fuels
£8.00 per tonne£4.00 - £7.00 per tonne£2.00 - £4.00 per tonne£4.00 - £7.50 per tonne,depending on whether second hand or newequipment is being used£0.00 - £5.50 per tonne
Total cost of the production process therefore ranges from about £18 - £32 per tonne
Additional overheads £10.00 per tonneDebt repayments £4.00- £7.00 per tonne,
depending on whether second hand or new equipment is being used
Therefore we can see that the total range of costs, excluding the raw material delivered to site ranges from £32 - £49 depending on raw material and pellet mill set up. This analysis does not include profit.
7.2.2.5 Connected Electrical LoadThe following is an estimate of the electrical power requirement for a 2- 3tonne/hr pellet mill6.
Raw material feeders 7.5 kWTransfer conveyor 2 kWHammer Mill 75 kWHammer Mill Air system 24 kWLive bottom/mixing bins 7.5 kWPellet Mill 225 kWConditioner 6 kW
Counterflow cooler 1 5 kWCooler blower 12.5kWCooler conveyor 1 kWBucket elevator 2 5 kWScreener 1 5 kWBagger conveyor 1 kW
This gives a total of 367kW. Not included are power or fuel for dryer, nor a hogging mill if required. Additional power equipment needed would be a large bucket loader for moving raw materials and a forklift able to handle two- high loads of one tonne pallets.
6 Source: Great Lakes Study. Wood Pelletisation Sourcebook. A sample business plan for the potential pellet manufacturer, NEOS corporation, US, March 1995
A1.22

7.2.2.6 Capital CostsA pro-forma business plan and spreadsheet has been published which includes a sample costing for capital equipment for a nominal 3.5tonnes per hour capacity. This dates from 1995 but what follows has been up-dated in the light of comments from the Pellet Fuel Institute. The contractors wish to thank Averill Cook, the President of the PFI, for his help generally with many aspects of this project.
Three buildings, two metal, one wood Front end loader Primary grinder Blending hopper Live bottom bin Conveyors Hammer mill Rotary drum dryer Installation of above New ring-die pelletiser (inc controls)Steam boiler Pellet cooler Pellet screener Installation of above Bagging bin Bagging system Installation Fork lift (propane)Total
If £1 = $1.5 Total with contingency = £575,000.
Another actual figure, eight years old, derived from the construction of a 2 ton per hour mill on a greenfield site was $1.2million = £800,000. It should be remembered that land is generally much cheaper in North America than in theUK.
7.2.2.7 Pellets from Recycled Material - (not RDF)If we now look at recycled material the world price is considerably lower. For example pellets from recycled material (formally known as “class B pellets”) can be bought for £45 per tonne FOB Amsterdam. This reflects the very low (or negative) value of the raw materials.
This appears to be consistent with the above figures as this price covers the cost of pelletisation. Pellet mills are presumably taking their profit out of money paid to handle the waste material i.e. the avoided cost of putting the waste in landfill. This class of pellet is potentially very important to the UK, since it is these sorts of materials which we have in large quantities. Their use in larger installations will depend on clarification of the regulations concerning waste materials by the CEN committee and the DETR.7.2.3 Energy Balance. How much energy is used in making pellets?
$ 65,000 $ 65,000 $ 20,000 $ 6,000 $ 12,000 $ 14,000 $ 32,000 $ 200,000 $ 117,000 $ 120,000 $ 15,000 $ 18,000 $ 12,000 $ 111,500 $ 4,000$ 25,000 $ 7,500$ 18,000 $862,000
A1.23
The energy inputs, as a percentage of the energy content of the manufactured pellets, for the transport of raw materials, drying, pelletising and transport of fuel from Swedish studies are as follows7:
Road Transport of raw materialsDryingPelletisingRoad Transport of pellets
2% per 10km.0-10%5%3% per 40km.
Note the high estimated energy cost of transporting raw materials, which would also apply to transporting wood chips, about two and a half times the cost of moving finished pellets.
For pellets made from Short Rotation Coppice, if the energy inputs of the coppice establishment, cultivation and harvesting are accounted for, the total energy input, including the above figures, can rise to as high as 30%. However this is not an even handed comparison as, in making such a comparison, the costs of equivalent costs for fossil fuel, in intercontinental transport and refining for example, are almost never considered..
7 Taken from Pelletsparmen, the Swedish Manual on Wood Pellets 1997, produced by the Swedish Institute of Agricultural Engineering http://www.jti.slu.se
A1.24

8 TRIAL PELLETISATION
The main problem facing a potential pellet industry in the UK at the beginning of the project was how to establish secure supplies of locally made price- competitive wood pellets without an established market.
The construction of a full-scale pellet mill in the UK on a purely commercial basis would not be viable since it cannot be predicted how fast the market for wood pellets will grow from a starting point of zero. Therefore, other ways were investigated. It is interesting that the establishment of pellet supplies is happening by different routes in the three regions of this study; South Wales, The South West and Durham County.
In Wales, since this is a favoured region (Objective 1) and the new Welsh Assembly are supporting sustainable development, the construction of a 5tonne/hour pellet mill has been capitalized largely through grant funding. In Durham County, pellet production has occurred through the waste sector, driven by the need to find alternative sources for clean waste wood which would otherwise go to landfill.
In the South West, several avenues have been explored which have entailed the modification of an animal feed mill for wood pellet production. This has enabled local wood pellets to be manufactured with a very low capital investment.
This section details pelletisation trials on three types of pellet mill using a wide variety of raw materials that are found in quantity in the UK. No combustion trials have taken place by the project partners, since the majority of materials used in pelletisation trials were pure biomass. The density, bulk density and moisture content were measured for all pellets produced (details below).
A database containing information on the composition of biomass and waste materials can be found at www.ecn.nl/phyllis
A1.25

8.1. EcoTre Pellet Mill
8.1.1 BackgroundThe first pelletisation trials using a variety of feed-stocks available within the chosen areas was carried out using equipment manufactured by the Italian company EcoTre Slr. They have developed a pellet mill which has considerable innovation, part of which has been patented. The aim of the development was to minimise energy consumption 8. The project partners were introduced to the technology when a representative from EcoTre was invited to speak at the Seminar held on 22nd Sept, in Nottinghamshire, UK.
Parts of the mill are novel which marks a departure from traditional pellet manufacturing designs. Specific electric consumption ranges from0.025kWh/kg to 0.045kWh/kg depending on the type of wood, according to company literature. The mechanical design and logistics are also new. The pelletiser has two grooved dies and pellets are drawn from outside towards inside each die. The system operates without any additives to the material to be pelletised and the maximum operating temperature of the dies is claimed to be 55 to 60°C.
The low-temperature die operation claimed by EcoTre would offer several advantages: no fumes or vapours, direct pellet bagging without additional cooling devices; simplicity and lower investment costs.
It was therefore decided that these claims by the manufacturer should be tested and that trial pelletisation should be carried out using a of range of raw materials which are found in large quantities in the South West of England and other areas of the UK. A total of four samples (approximately half a tonne each) were tested which included mixed softwood sawmill slab wood which had been chipped, Short Rotation Coppice (SRC) poplar stems felled one year and stored outside, SRC willow stems chipped green and chipped kiln dried oak from a flooring mill. To the authors knowledge SRC has not been pelletised before.
8.1.2. Pelletising Wood with the EcoTre Pelletiser.
a) IntroductionThe design of ring die pelletisers was originally inspired by the need to pelletise animal feeds such as grass and grain. The forces involved in pelletising wood are greater, as the density of the finished pellet is greater and the material is harder than cereals. Traditional machines have a revolving ring die penetrated by numerous holes, generally between 6 & 12mm diameter, through which the feed-stock is forced to form pellets.
A schematic of the EcoTre pellet mill is shown in figure 6.
8 Emidio TOSI, EcoTre System s.r.l., Via delle Cantine 12, I-50040 Settimello (FI)
A1.26

LEGENP
1 nngiwG feeder s pellet^ df di istfe2 PELLETIZER WITH PELLET CUTTING DEVICES3 PNEu*1flTTC PELLETS EXTRACTOR4 PELLETS BELT C&flJEYQR
I------ > SAlVnuST Ahln POWDERS CHCtilie e*p PELLETS CIRCUIT
Figure 6: A schematic of the basic EcoTre pellet mill set-up
Inside the die are two or three revolving rollers almost in contact with the inner surface of the die and material is fed in to this inner cavity being trapped at the pinch points between the rollers and die, whence it is extruded outwards through tapered die holes.
Both the ring die and the rollers are “overhung”, that is outside the forward shaft bearings. In pelletising wood the forces on the shaft are greater than envisaged in the original design and machines are called on to operate at the absolute limit of their capability and shaft failures at the stress concentration outside the forward bearing are not uncommon. Bearing replacement costs are a significant expense. There is often difficulty in achieving the pellet density required by the Standards that have been adopted for wood fuel pellets.
The EcoTre system has set out to address these problems by placing the die, or dies, between the bearings of the shafts and by using massively heavier shafts and pressure lubricated bearings. Also the rollers are outside the ring die allowing for placement of up to six rollers around a single die, or ten rollers around a two-die machine with the pellets being extruded inwards.
b) The EcoTre SystemThe machine observed had a 600mm die and four rollers. It was observed over one and a half days pelletising dry beechwood sawdust, hay and the four samples of wood chips from UK sources. An additional run was done using as a feedstock, reground wood pellets that were outside the moisture content limits of the UK Standard.
Material to be pelletised is dumped into a circular receiving hopper which has a swept floor with an opening into a short screw conveyor which introduces the material into an air handling system. This introduces the material into an
AE27

EcoTre “refining mill” (patent pending) which is a 7kW paddle fan combined with a small hammer mill discharging through a screen. Screen size can be changed as appropriate to the die hole diameter.
From the refining mill, material is air conveyed to a storage hopper and then by belt conveyor to a smaller feed hopper directly above the mill. Conditioning water can be introduced at the entry to the mill. Finished pellets are extracted from the inner cavity of the die by pulsed suction and air handled to a screen for removal of fines, which are returned onto the belt conveyor.
c) Wood samplesA. Mixed softwood sawmill slabwood chipped to 50mm chips for
a board millB. Short Rotation Coppice (SRC) poplar stems felled one year and
stored outsideC. SRC willow stems chipped green.D. Chipped kiln dried oak from a flooring mill.E. Wood pellets made from samples B and C
d) Results of Pelletisation trialsSamples of the raw material were taken immediately prior to the pelletisation trials. In addition samples of the raw materials were taken after they had passed into the refining mill but before they entered the pelletiser. This was to determine at which stages in the pelletisation process a reduction in moisture was taking place. Lastly samples of pellets were taken. The results are given in table 6.
All moisture contents were determined from samples taken at the time of pelletisation. These samples were stored in air-tight containers and analysed at the RHP offices. Samples were oven dried at 110°C for 1.5 hours and weighed on a verified spring balance with 500g full scale and a sensitivity of one gramme.
Table 6. Results of pelletisation trials
Sample Moisture content Raw Material
Moisture content After refining mill, before pelletiser
Moisture content of Pellets
Bulk Density of final pellets
Ratio of average length to diameter of pellets
A 45% 26% 17% 530kg/m3 1.5 : 1B 44% 31% 17% 468kg/m3 1 : 1C 36% 32% 17% 458kg/m3 1.2 : 1D 11% 11% 11% 665kg/m3 2.5 : 1E 17% 12% 11% 605kg/m3 2 : 1
It can be seen that the raw materials for A, B and C are of high moisture content and that although pellets were produced the moisture content of the
A1.28

pellets are far too high to be acceptable. It was also noted that the percentage of moisture reduction varied considerably from sample to sample.
A possible explanation for the different amounts of decrease between the samples is the different feed rates used for the refining mill. The slower the feed rate, the longer would have been the exposure of the material to air blast in the handling system. Sample A was much coarser than B and C and had to be fed very slowly as the chips were larger than the specification for the refining mill. Sample B contained some twigs, which C did not, entailing a somewhat slower feed rate. Sample D had a very slow feed rate.
It should be noted that the ambient temperature was 23°C. It is surmised that moisture losses in the refining mill will depend heavily on ambient temperature and relative humidity.
From the figures in table 6 it can be seen that samples D & E are close to the UK standards for wood fuel pellets. The ratio of length to diameter gives some idea of the fragility of the pellets. Damp pellets have little cohesive strength and hence tend to break into short lengths (of the order of the diameter), whereas high quality, low moisture content pellets tend to be long and ‘pencil-like’ in shape.
It should be noted that no fine tuning of the system was attempted. The same die speeds were used for samples regardless of the nature of the samples. The same die was used as for hay.
e) Power consumptionSample E was produced at a peak rate of 16litres/minute, which, at a bulk density of 605kg/m3 as measured, is a production rate of 581kg/hour. Amperage draw was 82A at 380V three phase.
f) Preliminary conclusionsIn general the equipment performed well, although in the author’s opinion the claims about moisture reduction from raw material to pellets is somewhat exaggerated by the manufacturers. There does appear to be significant advantages in using an air handling system. However we believe under likely UK ambient conditions of cool damp air, that there is no possibility of making wood fuel pellets that conform to the British Biogen Code of Good Practice without the use of a drier. A large Ecotre mill is currently being installed in Massachusetts and results from operation of it will be available from the authors as they become available.
The main conclusion is that the EcoTre system looks very promising, although there are some aspects which, in the authors opinion, need addressing. In particular, for operation in the UK, with the climate and likely raw materials to be used, a drier is essential. The authors believe that the EcoTre system is a serious candidate for anyone contemplating the purchase of a pellet mill.
A1.29

8.2. Farm Feed Pellet Mill (25hp)
8.2.1 BackgroundWood pellets as a fuel are very new to the UK with no market at present in the South West. Therefore, as a business investment, a large scale pellet mill is not possible without grant aided capitalization, or at the very least would be speculative for anyone investing in pellet production. Therefore, two ideas have been researched to try and overcome this barrier:
Firstly, the idea of modifying small-scale, low-cost pelletising equipment used in the feed industry to produce relatively small quantities of pellets. Wood pellets for fuel have never been made on small scale equipment (say 25hp) before and therefore a research and development (R&D) programme is currently underway to see if this is possible and if so, how the pellet machine will perform.
The second idea, is to modify an existing grass mill for pelletising wood residues. The details of these preliminary trials are given in the next section.
Research has concentrated on modifying relatively low cost pelletising equipment which was originally designed for animal feed for use with wood as a raw material. There are three major variables in the design of a pellet mill.
1. The area of contact between the die and roller for a given power of machine
2. The ratio of the die holes to undrilled metal area on the inside of the die
3. The geometry of the die hole itself. This geometry is of crucial importance to the performance of the machine, production rate and quality of pellets. The optimum geometry of the die is also highly dependant on the type of material that is being pelletised. For example, a die used for grain will not produce good wood pellets (or wood pellets at all) as different compression ratios are required. The geometry also varies between hard and soft wood, moisture content of the wood and particle size of the raw material.
It is found that if the compression is too high the die will plug up with compressed wood and the machine will not function. If the compression is too low the pellets are not of sufficient density and will fall apart.
A major advantage of using small scale equipment is that it is relatively easy to make modifications to the die since it is small and relatively inexpensive, whereas for large scale pellet machines each die costs several thousands of pounds. In comparison, for a small machine, a die geometry can be tested and one modification can be made in a single day. In this way it is hoped that the optimization of the die for the small machine can make it more efficient and compensate to some extent for the lack of power in the mill drive.
A1.30

A series of trials has been carried out. Three feedstocks have been chosen and a die optimized for each one.
a) Soft Wood Fines from the waste sector.A sample of soft wood fines from Plymouth was tested. This material was from a waste stream of mainly clean wood waste which is sent to be made into chip board. The resulting fines from the reduction process are not suitable for chipboard and are currently sent to landfill. This material contained approximately 2% paint residues which would be unacceptable as a biomass fuel (this must be burnt with an incineration licence). The sorting could be vastly improved but there is certainly an issue of quality control.
This material was pelletised using a 7.5mm die. After approximately 1 week of modifying the die, a successful die geometry was achieved with the correct amount of taper. Pellets of the correct density were made.
b) Kiln dried oak sawdust.The use of hard wood was found to be more difficult as is well known in the North American industry. Although pellets were successfully made in small quantities it was felt that oak material was too hard for a machine of this power. Therefore no further tests were made.
c) Soft wood sawdust from a sawmillTwenty 30kg bags of clean, softwood sawdust from a small Devon Sawmill weres used in the trials giving a total of 600kg. The moisture content of the sawdust was measured to be 18-20%, slightly varying from bag to bag. A drying machine suitable for sawdust was constructed to reduce the moisture content. Pelletisation trials using material with known moisture content ranging from 8% up to 15% was carried out.
Photograph 3 shows clean soft wood sawdust at approximately 10-11% moisture content being pelletisated using a 25hp Farm Feed Ltd Pellet Press. These pellets are of reasonable quality having an absolute density greater than 1000kg/m3 and a moisture content of about 9% (since there is a reduction of 1 or 2% in the pellet pressing).
Clean soft wood sawdust at approximately 10-11% moisture content was successfully pelletised using a 25hp Farm Feed Ltd Pellet Press. These pellets were of reasonable quality having an absolute density greater than 1000kg/m3 and a moisture content of about 9% (since there is a reduction of 1 or 2% in the pellet press).
However, when sawdust of a lower moisture content (below about 8%) was introduced into the pellet mill, it was found that the amount of compression reduced significantly and the pellets started to disintegrate on exit of the pellet press until sawdust was simply blown through the die i.e. pelletisation had ceased. Photograph 4 shows this process beginning to occur on the right hand side of the picture.
A1.31
Once the correct moisture content had been ascertained for a specific die geometry, time trials were carried out to determine the hourly production rate. The pellet press was run for approximately 10 minutes to allow the machine to reach operating temperature and to ensure pellet production was running smoothly. Then a 50kg sample of sawdust was pelletised under timed conditions. This was repeated a number of times consecutively to see if the rate of production was fairly constant or changing with time. Photograph 5 shows pellets being produced under one of these timed trials.
8.2.2 ResultsA 25hp Farm Feed machine produces approximately 700kg per hour of pellets making animal feed. However, despite a manufacturers claim that production on wood pellets would be of order 500kg/hours, under optimum conditions a wood pellet output of only 285kg/hour was measured although the quality of pellet (in terms of density and appearance) was slightly lower than is required. Higher quality pellets were produced on the Farm Feed system, but the output suffered slightly.
Therefore, it is concluded that a production rate of only 250kg/hr of pellets conforming to the UK standard can be produced on this machinery. It is concluded that this system is only likely to be economically viable in a situation where there is an onsite resource (such as a joinery or waste handling facility) and there is existing infrastructure (e.g. available labour, auxiliary equipment etc.).
The low outputs simply would not justify setting up a dedicated pellet mill using this equipment. These output figures are consistent with data later obtained from the US where a figure of 10kilos of pellets per hour per unit Horse Power of the mill motor are an accepted bench-mark.
8.3 Conversion of a Grass Mill to a Wood Pellet Mill
8.3.1 BackgroundIn the light of the relatively disappointing results using the Farm Feed system, a second research programme was initiated. This programme was to modify an existing grass mill for pelletising wood residues.
There currently exist about twenty grass and sugar beet pulp mills in the UK which produce high density grass or pulp pellets for animal feed. These are similar in many ways to the wood pellet mills common in many European Countries and North America. Plant layout includes high capacity drum driers for reduction of moisture. But unlike wood pellet mills, grass mills operate on a seasonal basis from April to September each year to coincide with the growing season and there is an eight month seasonal period of inactivity during the winter i.e. the heating season. Substantial spare capacity therefore exists within the grass mills across the UK.
A1.32

Pelletising grass in known to be substantially more difficult than, for example, pelletising grain. In this respect grass more closely resembles sawdust than grain. Grass mills are always equipped with drying equipment (since grass is typically 70-80% moisture) and hence would be ideally suited to pelletise green sawdust.
There are at least 13 grass pellet mills and six sugar beet pulp mills in the UK. Assuming an average spare production capacity of 5000 tonnes per year gives a possible output of 65,000 tonnes per year. A production of 5000 tonnes per year from a single grass mill would support an installed capacity of about 25MW (for example 50 sites of 100kW and 800 sites of 25kW). This is a very significant capacity to accelerate the expansion of the wood pellet industry in the UK and has the following advantages:
i. Low start-up costs since most of the machinery and auxiliary equipment already exists
ii. Production start-up could be very rapid, whereas a new pellet mill generally takes of order two years from conception and raising finance, obtaining planning permission to final commissioning
iii. Production of wood pellets at any given mill could start production modestly and increase as market demand grows
iv. There is considerable expertise in pelletising grass and sugar beet pulp in the UK, although virtually no experience with wood
v. The production capacity of wood pellets would be distributed throughout the UK. This means that an industry can be built up on an “Islanding” strategy whereby supplies of pellets, heating equipment and service engineers are established simultaneously within, say, a 50 mile radius to support installations
vi. Once a market has been established in an area, it would be envisaged that other dedicated wood pellet mills would emerge when installed capacity reaches a certain level.
The fact that large capital equipment for pelletisation is left idle for more than half of the year means that, with suitable research and modifications, relatively large quantities of wood pellets at a number of locations throughout the UK could be established for very low capital investment and hence low business risk, which will greatly accelerate the expansion of the wood pellet industry in the UK.
Photograph 6 shows the entrance to the grass mill with sawdust being loaded into to hopper (centre) before entering the drier. Steam can be seen exiting from the drier chimney.
A1.33

8.3.2 Results
The initial tests have used 6 tonnes of green sawdust from a local sawmill and 5 tonnes of “pole roundings” - light wood chips/shavings from processing fence rails.
Sawdust :Using green softwood sawdust with a measured moisture content of 55%, 7.5mm wood pellets were produced using an existing grass die. This involved careful adjustment of the drying temperatures and residence time to ensure that the moisture content was between about 8-14% entering the pellet press.
However, it was found that the compression on the grass die was too high and that, although the pellets were very hard and dense, the output was lower than expected and the pellets themselves had been slightly scorched showing that temperatures in the die were too high.
Pole Roundings: Pole roundings (light wood chips from the process of producing fencing rails) were also successfully tested. This material contains a mixture of sawdust, shavings and small thin chips a few tens of millimetres square. The grass mill is equipped with a hammer mill to reduce further the particle size of the raw material and a screen to ensure that no particles larger than about 5mm could enter the pellet press.
Again it was found that although pellets could be produced using this raw material, a die with lower compression is required. Such a die, without any taper, was obtained by the sub-contractor and satisfactory pellet pellets were produced.
Renewable Heat & Power Ltd believe that the seasonal conversion of existing grass mill for wood pellet production could have a very substantial positive effect on the wood pellet industry in the UK.
There is still much research to be on ensuring efficient materials handling, production and processing but these tests show conclusively that it is entirely possible and feasible to make this conversion given modest additional R&D.
A1.34
9 MARKET DEVELOPMENT STRATEGY
9.1 Survey of reactions to pellet-fired heatingDuring the project it was important to try to gauge the reactions of people in the UK to the idea of heating with wood pellet fuel since this is an entirely novel technology to the people of the UK. During the project there were a number events organised by project partners where considerable numbers of people from a wide variety of backgrounds and interests were given presentations were able to view working appliances and see wood pellet fuel.
There were also a number of events that project partners attended to demonstrate pellet burning equipment, such as agricultural shows or to give presentations as part of an appropriate conference.
During each of the above events discussions between project partners and people attending the events took place and reactions were recorded. The following are the key findings
i. A very large percentage of the people asked had never heard of wood pellet fuel. They did not realize that wood pellet fuel is a major fuel source in many other European Countries and North America.
ii. There was an almost universally positive reaction to the idea of pellet fuel and pellet burning appliances. This was largely based on:
a. The automatic and convenient nature of the appliances (e.g. automatic feeding, auto-ignition, thermostatic control etc.)
b. The environmental benefits of wood as a fuel
c. The fact that it could be a local fuel which would reduce the impact of transporting fuels long distances and the fact that it would directly help the local economy
iii. The main negative reaction was the higher capital cost of the equipment compared to, for example, oil-fired boilers. This is seen as a major barrier, since although the price of wood pellet fuel is competitive with fossil fuels (excluding mains gas at the present time), the savings on fuel will generally only off-set the higher capital cost over an unacceptably long time-scale to make the wood pellet system attractive in purely economic terms.
iv. The reaction to pellet stoves was mixed and there was a regional distinction. In the South West the general feeling was that “traditional looking” pellet stoves common in North America (i.e. ones made to look like traditional wood fired appliances) were more attractive than the more “modern looking” stoves common is most European Countries. However, the reverse was true when the cross-section of people were from more urban areas.
A1.35

v. There was also a mixed reaction to the higher cost of a pellet stove compared to a traditional log burning stove. Some thought the added convenience for them personally would not off-set the higher cost, although this view was not held by the majority.
In general, the reaction to wood pellet fired appliances was very positive and encouraging.
9.2 Market Development Strategy for Biomass Pellets
It is important to look at how the pellet industry has grown in other countries. The establishment of a pellet industry in the UK is complex since four things must happen simultaneously:
i. Pellet Supply. There must be a source of high quality wood pellets available and this supply must be perceived as being reliable and stable in terms of price and quality. Ideally the pellet supply should be locally produced as this is one of the true environmental and social benefits of wood pellet fuel. If not locally produced, at the very least, the pellets must be produced within the UK.
ii. Availability of Pellet Appliances. There are two main markets;
a) Stoker/boiler central heating systems. These typically range from 15-300kW and are totally automated, behaving in an almost identical way to modern oil-fired central heating systems. This sector of the market can be further divided into boiler conversions, where an oil burner is replaced with a pellet burner head, and new complete boiler/burner units.
b) Pellet Stoves. The outputs range from about 6 to12 kW and are either the main source of heating for a house or an attractive additional heating source in a living room, similar to an open fire except at much higher efficiencies and with both thermostatic control and automatic ignition.
iii. Marketing. This breaks down into two phases.
c) Generic Promotion. The concept of heating with biofuels is becoming better known in the UK. The biomass heating industry is becoming aware of pellets as a fuel. However there will need to be a sustained marketing effort preceding any sales effort. The cost of this will have to be capitalised.
A number of high profile sites where pellet systems are installed, need to be established, as well as generic promotion to introduce pellet appliances into the small scale commercial and domestic sector. Institutional promotion will be needed to architects, building engineers and the domestic wood-stove sector.
A1.36
d) Sales. There are three main market areas for wood pellets:
1. Public buildings and other larger scale sites2. Smaller scale commercial and domestic buildings3. Replacement of existing stokers e.g. under-fed coal systems,
oil fired boilers
iv. Training. At present there is very little experience in the installationof pellet burning equipment . This is a crucial area which must be developed.
It can be seen that without any one of these elements the industry cannot grow.
A model that has incorporated these elements and has worked successfully in other countries is the ‘Cluster’ model whereby a pellet mill is constructed locally, whose personnel also co-ordinate installation of hardware, servicing and marketing in a relatively small area. This means that a small number of skilled installers operate in a region. As a rule of thumb the maximum traveling time to any site by an installer/service person must be no more than one hour.
This essentially means that clusters of pellet networks develop with a radius of say 40 miles. As pellet fuel grows, so does the number of clusters. These clusters then begin to overlap until the whole country has access to a reliable supply of local pellets, a range of burning appliances, trained installers and after-sales service. UK Clusters are now being formed in Durham, south Wales and the South West.
10 CONCLUSIONS
The project “Introducing Wood Pellet Fuel to the UK” has been a success. There are now a number of groups either producing wood pellet fuel or planning to produce wood pellet fuel in the near future. These include a 1 tonne/hr pellet mill currently operating, a 5tonne/hour machine due to start production in towards the end of 2001 and a modified grass mill with capacity for about 6,000 tonnes of wood pellets per annum which has successful produced wood pellets.
There exists a large potential for a low cost feedstock of clean wood waste coming out of the waste sector. However, it is clear from pelletisation trials from this project and elsewhere that a critical issue in the acceptance of these materials is quality control procedures to ensure that there are no contaminates within the feedstock.
A1.37

The lack of an organization in the UK with a specific remit to promote the use of wood pellet fuel at all levels will retard the expansion of the wood pellet industry in the UK. Most European countries now have a “Pellet Club” - a trade association for the wood pellet industry.
The current Building Regulations (Document J) have not taken account of the coming into being of a class of forced draft appliances of low output such as pellet fueled roomheaters. The present minimum recommended size of 125mm diameter for any solid fueled appliance is inappropriately oversized for most pellet stoves and also represents an unnecessary cost burden.
In general, the economics of wood pellet fuel in the UK look promising. Wood pellet fuel is competitive with oil and LPG in the UK at the time of writing although the higher capital cost of pellet-fired appliances compared to fossil fuel boilers is a major barrier to the expansion of the wood pellet industry in the UK.
The favourable fuel costs coupled to the environmental benefits of heating with wood fuel and the fact that the wood pellet industry could make a substantial contribution to the rural economy, would imply that an emerging wood pellet industry in the UK has a good chance of becoming a major renewable energy sector.
11 RECOMMENDATIONS
A number of actions are required to help the expansion of the wood pellet industry in the UK over the next few years.
• The introduction by the UK government of a capital grant scheme for biomass heating systems.
• More work on Quality Assurance schemes to ensure that waste wood from the waste handling sector is reliably sorted to exclude any material not complying with the present and likely future European descriptions for “biomass fuel”.
• Generic promotion at all levels of the use of sustainably produced biomass fuels in substitution for fossil fuels.
• Encouragement of R & D by grants to UK appliance and boiler manufacturers to develop new combustion hardware.
• Undertake work with the Building Research Establishment to confirm the suitability of 100mm flues and chimneys for pellet fueled roomheaters.
The wood pellet industry has the potential to be a substantial industry in the UK over the next few years. The examples of other countries suggests that pellet fuel is by its nature sufficiently specialized that it requires its own
A1.38

generic promotion and there are European initiatives to accomplish this which the UK should support.
The role of a Pellet Trade Association, or a specialized sub-section of an existing Trade Association would be the following:
• Run a central information service on all aspects of wood pellet fuel including lists of manufacturers of appliances and suppliers of wood pellet fuel.
• Develop an accredited training programme in wood pellet heating, covering both pellet stoves and central heating systems, similar to that of the CORGI training for gas-fired appliances in the UK and the Heath Education Foundation in North America.
• Represent the Wood Pellet Industry’s interests at National government and local government level.
• Develop and refine standards on pellet fuel and appliances to comply with the latest legislation.
• Co-ordinate all promotional activities of wood pellet fuel.
In addition, an R&D programme is needed on specific activities. These include
• Seasonal conversion of grass mills and sugar beet mills to wood pellet production.
• Distribution and delivery of wood pellet fuel to customers in the UK at various scales.
Quality Control procedures for wood residues from the waste sector, which may open up new resources for pellet production.
A1.39

12 ACKNOWLEDGEMENTS
Main Authors
Robin Cotton & Adam Giffard, Renewable Heat & Power Ltd
Additional Contributors
Jim Birse, formerly British Biogen Des Godson, British Biogen Marc Howell, Groundwork Bridgend David Beedie, Groundwork Bridgend Chris Snow Mandix Don Snow MandixHorst Jauschnegg, Landeskammer fur Land- und Forstwirtschaft Steiermark, Austria Gunnar Sahlin, Sahlins EcoTec, Sweden
We would like to thank ETSU and the DTI for funding and financial support for this work and to the ALTENER programme of the European Union.
We would like to thank all those who have contributed to the current project both formally and informally. And in particular
Averill Cook, President, US Pellet Fuels Institute , Catamount Pellet Fuel Corp, US Jan-Erik Dahlstrom, JED Biosol, Sweden
Disclaimer The authors of this report have made every effort to ensure that the information given herein is accurate, but no legal responsibility can be accepted for any errors, omissions or misleading statements.
A1.40

Photograph 1. Waste wood from a Civic Amenity sorted for quality in Somerset
Photograph 2. Waste pallets outside a packaging company in Somerset which are currently sent to landfill. This is typical of a number of companies in South West
A1.41

Photograph 3. Farm Feed system 25hp ring die pellet press successfully producing pellets using softwood sawdust at a moisture content of about 11%.
Photograph 4. Pelletisation beginning to stop as drier sawdust is introduced (moisture content about 8%) due to loss of compression.
A1.42

Photograph 5. Timed production runs of softwood pellets during pelletisation trials
Photograph 6. Entrance to the grass mill at Higher Bickington, Devon
A1.43
Appendix 1
COMMERCIALISATION REPORT
Contents
A1.1 Introduction
A1.2 Market Development Model for Biomass Pellets
A1.3. Markets for Biomass PelletsA1.3.1 Domestic heating marketsA1.3.2 Commercial and Institutional markets
A1.4. Demonstration of Pellet Burning Appliances and PresentationsA1.4.1 Events Organised by Project Partners A1.4.2. List of Events Attended by Project Partners
A1.5. The Commercialisation of the wood pellet industry in South Wales.A1.5.1 The Pellet millA1.5.2 Pellet installations in South WalesA1.5.3 Training in South Wales
A1.6. The Commercialisation of the wood pellet industry in Durham.A1.6.1 Pellet ProductionA1.6.2 Pellet installations in Durham
A1.7. Commercialisation in the South West.A1.7.1 Development of local supplies of wood pellets A1.7.2 Site identificationA1.7.3 Training of appliance installers and service personnel
A1..1.

A1.1. Introduction
This report contains information about the progress with commercialization of wood pellet fuel, both nationally and in three regions, South Wales, Durham and the South West
A1.2. A Market Development Model for Biomass Pellets
The main emphasis of this work has been to look at the current fuel usage within the various heat markets in the UK and to define the main drivers and barriers to be overcome, which will enable biomass pellet fuel to penetrate the UK market. This work is presented in a short report by British Biogen with input from HeatNet, a Network of 80 or so UK member businesses devoted to the promotion and commercialisation of biomass heating in the UK.
Pellet ‘Cluster’ Model
In addition to looking at the potential markets for pellet fuel and the drivers and barriers, it is important to look at how the pellet industry has grown in other countries. The establishment of a pellet industry in the UK is complex since four things must happen simultaneously:
1. Pellet Supply. There must be a source of high quality wood pellets available and this supply must be perceived as being reliable and stable in terms of price and quality. Ideally the pellet supply should be locally produced as this is one of the true environmental and social benefits of wood pellet fuel. If not locally produced, at the very least, the pellet must be produced within the UK.
2. Availability of Pellet Appliances. There are two main markets;
a) Stoker/boiler central heating systems. These typically range from 15kW to up a MW and are totally automated, behaving in an almost identical way to modern oil-fired central heating systems. This sector of the market can be further divided into boiler conversions, where an oil burner is replaced with a pellet burner head, and new complete boiler/burner units.
b) Pellet Stoves. The outputs range from about 6 to12 kW and are either the main source of heating for a house or an attractive additional heating source in a living room, similar to an open fire except at much higher efficiencies.
A1..2.
3. Marketing. This breaks down into two phases.
a) Generic Promotion. The concept of heating with biofuels is becoming better known in the UK. The biomass heating industry is becoming aware of pellets as a fuel. However there will need to be a sustained marketing effort preceding any sales effort. The cost of this will have to be capitalised.
A number of high profile sites where pellet systems are installed, need to be established, as well as generic promotion to introduce pellet appliances into the small scale commercial and domestic sector. Institutional promotion will be needed to architects, building engineers and the domestic wood-stove sector.
b) Sales. There are three main market areas for wood pellets:
i. Public buildings and other larger scale sitesii. Smaller scale commercial and domestic buildings
iii. Replacement of existing stokers e.g. under-fed coal systems, oil fired burners
4. Training. At present there is very little UK experience in the installation of pellet burning equipment . This is a crucial area which must be developed.
It can be seen that without any one of these elements the industry cannot grow.
A model that has incorporated these elements and has worked successfully in other countries is the ‘Cluster’ model whereby a pellet mill is constructed locally, whose personnel also co-ordinate installation of hardware, servicing and marketing in a relatively small area. This means that a small number of skilled installers operate in a region. As a rule of thumb the maximum traveling time to any site by an installer/service person must be no more than one hour. This essentially means that clusters of pellet networks develop with a radius of say 40 miles. As pellet fuel grows, so does the number of clusters. These clusters then begin to overlap until the whole country has access to a reliable supply of local pellets, a range of burning appliances, trained installers and after-sales service.
A1..3.
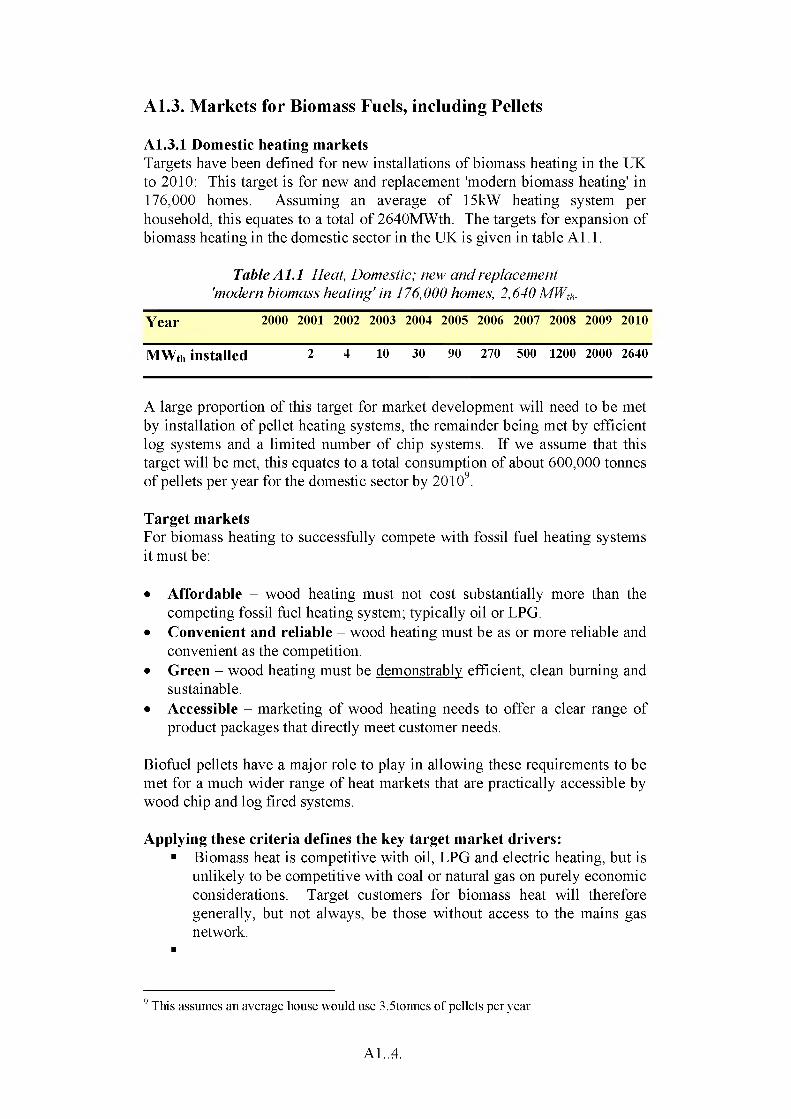
A1.3. Markets for Biomass Fuels, including Pellets
Al.3.1 Domestic heating marketsTargets have been defined for new installations of biomass heating in the UK to 2010: This target is for new and replacement 'modern biomass heating' in 176,000 homes. Assuming an average of 15kW heating system per household, this equates to a total of 2640MWth. The targets for expansion of biomass heating in the domestic sector in the UK is given in table Al l.
Table Al.l Heat, Domestic; new and replacement 'modern biomass heating' in 176,000 homes, 2,640 MWty,.
Year 2000 2001 2002 2003 2004 2005 2006 2007 2008 2009 2010
MWth installed 2 4 10 30 90 270 500 1200 2000 2640
A large proportion of this target for market development will need to be met by installation of pellet heating systems, the remainder being met by efficient log systems and a limited number of chip systems. If we assume that this target will be met, this equates to a total consumption of about 600,000 tonnes of pellets per year for the domestic sector by 20109.
Target marketsFor biomass heating to successfully compete with fossil fuel heating systems it must be:
• Affordable - wood heating must not cost substantially more than the competing fossil fuel heating system; typically oil or LPG.
• Convenient and reliable - wood heating must be as or more reliable and convenient as the competition.
• Green - wood heating must be demonstrably efficient, clean burning and sustainable.
• Accessible - marketing of wood heating needs to offer a clear range of product packages that directly meet customer needs.
Biofuel pellets have a major role to play in allowing these requirements to be met for a much wider range of heat markets that are practically accessible by wood chip and log fired systems.
Applying these criteria defines the key target market drivers:■ Biomass heat is competitive with oil, LPG and electric heating, but is
unlikely to be competitive with coal or natural gas on purely economic considerations. Target customers for biomass heat will therefore generally, but not always, be those without access to the mains gas network.
9 This assumes an average house would use 3.5tonnes of pellets per year
A1..4.

■ Biomass heat has a wide range of environmental benefits that may be used to attract a wide range of customers with 'green objectives'. Application of COGPP's will safeguard the green credentials of biomass heating.
Target market - all customers without mains gas (and a few with) and with 'green objectives’.
■ Where wood fuel is available on-site at low or no cost biomass heating is particularly good value. Self-supply is a substantial sector, mainly in the wood processing industry and for traditional domestic wood heating, but it is perhaps largely saturated and 'self driving' - systems used are often not the 'modern and efficient biomass heating' that the industry now wishes to promote.
Target market - customers with access to low cost wood fuel.
■ The Climate Change Levy will raise fossil fuel prices for nondomestic customers. A levy of 0.15p/kWh on coal and gas and 0.07p/kWh on LPG will make biomass heating more attractive to nondomestic customers, especially those with high-energy intensity.
■ Wood chip fuel may be produced in the UK at a price competitive to commercial / industrial fossil fuels.
■ Wood pellet fuel may be competitively produced where suitable low cost feedstocks are available.
■ Biofuel pellets will generally be considerably more expensive than wood chips.
■ Biofuel pellets may be used in a wider range of heat markets than chips - especially on smaller and more urban sites.
■ Properly applied 'biomass heat services' (ESCo's) offer a route to bring the reliability and convenience of biomass heat up to that of fossil fuel heat - avoiding fuel supply and plant performance problems.
Target market - non-domestic customers, especially with high-energy use. In general, chips for larger users, pellets for smaller and urban users.
■ Biofuel pellet heating systems need no more space than and are as convenient and reliable as oil-fired heating. The spread of pellet systems in the UK will open up substantial domestic and small commercial heat markets where chip systems are not practical.
■ Biofuel pellets are comparably priced with other domestic heating fuel prices. The cost of heating a home with pellets is no more than heating it with oil. Pellet heating systems and conversions are relatively affordable.
A1..5.

Target market - domestic and small commercial customers, with green drivers, without mains gas.
Access for biomass heating installations to access 'green value' from Enhanced Capital Allowances (ECA's) and carbon credit sale will have the effect of greatly improving it's competitiveness in all of these target markets.
The key market drivers outlined above, define the two key biomass heating market sectors;
a) Commercial and institutional heat customers andb) Domestic, small commercial, live-work etc.
Target customers for biofuel pellet heating within these sectors will be those who have:
■ high heat utilisation;■ green objectives;■ no access to mains gas;■ access to biofuel pellets from a local supplier
Marketing toolsThere are a variety of marketing tools that HeatNet, as a group, can make use of:
■ Promotional literature■ Biomass heating display■ Target customer listings■ Biomass Heating Web site■ Targeted customer listings■ Domestic 'woodheat' newsletter.
Marketing routesHeatNet's marketing tools may be used to access target markets through a range of marketing routes:
■ Adverts, inserts or editorials in targeted publications■ Direct mail-out of promotional material, newsletters etc.■ Stands and demonstrations at shows and exhibitions.■ Seminars and workshops for marketing targets, incorporating site
visits etc.
A1..6.

Al.3.2 Commercial and Institutional markets
There are two main types of commercial and institutional customer:
The self-supply customer: with access to low cost wood fuel, will usually simply wish to purchase a fairly basic combustion unit, often for a factory or workshop, that may even be hand fed. Some of these customers may view the biomass heating system as much as a waste disposal route as a heating system. There is perhaps substantial potential, with the application of the CCL and maturing of technology, for the application of CHP in this sector.
The heat service customer: without direct access to low cost wood fuel, will need a biomass heating service which is reasonably cost competitive, clean, reliable and convenient. The most effective way to deliver this service is through an ESCo approach where a Wood Energy Business purchases, installs, maintains and fuels a wood heat plant and sells retail heat direct to the customer.
The self-supply market sector is already well served and is largely driven by direct commercial concerns and relevant legislation. The HeatNet strategy therefore concentrates largely on the 'heat service customer sector.
Market scale - sales in rural areas
Table Al.2. Estimates of annual* rural sales to selected ''commercial'' sectors
Potential Target Markets Size No. Installe Sales SaleskW Sites* d MW Units/yr MW/yr
Sports / leisure complexes 1,000 1,000**
1,000 67 67
Hospitals and residential 500 5,000* 2,500 333 167care *Farms - glass houses 1,000 2,300 2,300 153 153Schools, other rural 250 6,000 1,500 400 100Schools, long hours rural 250 5,000 1,250 333 83Schools, boarding 250 1,000 250 67 17Higher Education 2,000 70 140 5 10Country estates 200 2,000 400 133 27Hotels 100 3,000*
*300 200 27
Prisons 2,000 70*** 140 5 10Total - - 9,780 - 652
AT.7

Drivers and barriersDrivers
■ Demonstration and education re renewable energy■ Wish to be green or to be seen to be green■ Creation of local industry / employment (especially for the Public
Sector)■ Use of Climate Change Levy exempt fuel■ Potentially Enhanced Capital Allowances and Carbon Credit sale■ Utilising a free, existing resource - as in wood processing industry
Barriers■ Relatively high capital cost & difficulty of accessing capital finance /
funding■ Fuel supply difficulties or perceived difficulties■ Plant performance problems■ Uncertainty over how to approach a 'new thing'
Marketing targets
■ Energy managers■ LA21 officers■ Regional Development Agencies■ AECB members■ Architects■ Energy agencies■ Directors of Environment etc.
A database of these contacts is being built up and will be used to direct mail marketing information and to invite marketing targets to events, seminars and workshops.
Marketing partners and networksHeatNet are networking with a range of organisations that may provide access to marketing targets, may be partners in promotional events and to so, including:
■ Local Government Association■ Local Government Management Board■ Local Chambers of Commerce■ National Energy Foundation■ Energy Efficiency Advice Centres■ Energy Savings Trust■ National Trust Agents and Managers■ Local Agenda 21 Officers■ Land Agents and Estate Managers■ Groundwork Trusts■ National and local environmental and countryside groups
A1..8.

Domestic and small commercial heat marketsHeatNet aims to have 2,640 MWn, of new 'modem biomass heating' installed in the UK domestic heating sector between 2000 and 2010. Customers may be divided into two broad groups, self supply and fuel buyers:
Fuel buyers will demand three main types of appliance:■ Log stoves - for room heating.■ Pellet stoves - for room heating.■ Pellet boilers, including retrofit - for wet heating systems.
Self supply customers, with their own wood fuel supply, will demand three main types of appliance:
■ Log stoves - for room heating.■ Log boilers, usually with accumulator tanks - for wet heating systems.■ Chip boilers - for wet heating systems.
Markets in rural areas
Table A1..3: Estimates of annual rural sales to selected "domestic" sectors
Potential Target Markets Size1kW
No.Sites*
InstalledMW
SalesUnits/yr
SalesMW/yr
Country Houses 50 90,000 4,500 6,000 300
Farms - target sectors 20 12,500 250 833 17
Pubs and restaurants 40 22,000 880 1,470 59
Other rural small 40 150,000 6,000 10,000 400businessesTotal - - 21,410 - 1,437
Market Drivers and barriersDrivers
The main driver for the domestic biomass heat market will be the clean and green image of biomass as a renewable fuel. However, pellets must be demonstrably “green” made from pure biomass fuels only. In competition over other renewable forms of heat, pellet heating is flexible, easy to manage and operate.
■ Wish to be green or to be seen to be green■ Log installation give 'real fire' ambience■ Pellet installations are easy to operate and manage■ Possibility of 'climate care grants'■ Utilising a free, existing resource - for self supply customers only.
AL.9.
Barriers■ Fuel supply security will be a major concern for pellet customers.■ Relatively high capital cost■ Uncertainty over how to approach a 'new thing'■ Time needed to manage installation - for self-supply customers only.
Marketing targetsTargets for marketing activities include:
■ 'Green consumers'■ Stove shops and heating suppliers■ Heating installers■ Architects■ Housing Associations
Marketing partners and networksPotential partners in marketing activities include:
■ National Energy Foundation■ Small Woodlands Association■ 'Hearth Industry' publications■ HETAS■ Energy Efficiency Advice Centres■ Energy Savings Trust■ National Trust Agents and Managers■ Local Agenda 21 Officers■ Forestry Commission Woodland Officers■ Groundwork Trusts■ National and local environmental and countryside groups
Marketing programme
OutlineWith the limited budget available for promotional activity the programme must be initially be limited to activities such as:
■ Organise further regional pellets launch events■ Develop 'Biofuel pellets in the UK' promotional leaflet■ Develop 'Biofuel pellets in the UK' display boards■ Work with NEF to promote pellet appliances through 'WoodFuel'■ Supply promotional materials for use of regional pellet clusters.■ Develop a Biofuel pellets web site.■ Undertake a mail-out to stoves shops, installers ...■ Attend one or more heating industry events
A1.10
Promotional literatureBritish Biogen will develop a Biofuel pellets in the UK' promotional leaflet for use in general marketing and promotion as well as by those groups developing regional pellet clusters. In addition the NEF publish 'WoodFuel' Newsletter and have agreed in principle to enter a strategic alliance with HeatNet to produce and distribute 'WoodFuel' to marketing targets and to use the publication to promote the use of biofuel pellets.
Mail-outs■ Installers■ Stove shops■ Green architects
Collaboration with:It is extremely important that the industry work with other organisations that are involved in energy efficiency and renewable energy promotion.
■ Energy Savings Trust■ Energy Agencies■ National Energy Foundation■ BSRIA (centre for building services research)■ BRE (Buildings Research Establishment)■ ETSU
Exhibitions and eventsThere are a number of appropriate exhibitions and events that would be an appropriate forum to promote wood pellet fuel in the UK. These include:
■ Interbuild - domestic markets and raising awareness within the trade■ The Ideal Homes Exhibition - best way to reach a wide domestic and
commercial audience■ Building exhibitions■ Trade Exhibitions■ Agricultural shows
Seminars and WorkshopsSeminars and presentations represent and important media to impart information on wood pellet fuel to specific sectors. A major industry seminar “Introducing Wood Pellet Fuel to the UK” was held in Bought on, Nottinghamshire in September 1999.
Web site www.britishbiogen.co.ukThe British Biogen web site is being developed to provide:
■ An on-line wood heat enquiry form.■ A guide to UK pellet installations - case studies etc.■ On-line and downloadable copies of promotional literature.■ Codes of Good Practice■ Pellet equipment Guides, with links to members web sites.
Al.ll

A1.4. Demonstration of Pellet Appliances & Presentations
During this project, opportunities for presentations on wood pellet heating and the demonstration of working wood pellet appliances, have arisen through specific events organised by the project partners and by project partners attending relevant events organised by others. These events are listed below and are split into the two categories.
Al.4.1 Events Organised by Project Partners
May 18th 2000 Launch of the Valleys Forest Bioclusters Heating ProjectAn major high-profile event organised by project partner Groundwork Bridgend on May 18th attracted over 140 people which included politicians, both local and from the Welsh Assembly, the media and a range of people with an interest in automatic wood heating, renewable energy and rural development.
The event consisted of a programme of speakers and an exhibition and demonstrations of working pellet stoves and pellet burners. Some photographs of some of the equipment on display is shown overleaf.
A1.12

Four working systems were shown; an air heating system (lOOkW), a pellet- fired boiler system (48kW) and two brands of pellet stove. Also static exhibits of a 25kW under-fed burner and a 25kW horizontally fired burner head was shown as well as manufacturers literature and display boards with photographs and information on pellet heating.
The seminar room at Margam Park
PellX stove 6kW
Figure A1.2: Equipemnt on display at Margam Park 18th May 2000
A1.13

Oct. 11th 2000
Oct. 12th 2000
Oct. 17th 2000
Nov 2nd 2000
Institute of Mechanical Engineers. An evening seminar was given by RHP for the Institute of Mechanical Engineers. An overview of using wood pellets as a fuel and demonstrating burning hardware was given.
Royal Society of Architects in Wales. A half day seminar for the RSAW giving an overview of using wood pellets as a fuel and demonstrating burning hardware
Somerset County Council. A presentation was given on wood pellet fuel to the architect’s practice of SCC. Presentation to Devon County Council and Hemyock Primary School committee responsible for deciding on the type of new heating system to be installed.
A1.4.2. List of Events Attended by Project Partners
June 2000 The ‘House of the Future’ in the Museum of Welsh Life, Cardiff, launch event. An 11kW pellet stove was installed at this a high profile venue which attracts % million visitors per year.
June 6th 2000 Business Opportunities & Training in Renewable Energy TechnologiesOne day workshop, Loughborough, organised by CREST, Loughborough University. A one day workshop aimed at SME’s in the East Midlands area was held and a presentation on wood pellet fuel was given by Robin Cotton, RHP. A mail shot of over 3,000 farms, engineering and manufacturing firms was made which included literature on wood pellet fuel. Over 100 people attended from industry and the public sector.
June 27th 2000 Open day at Shenstone School near Cannock. A pellet-fired boiler is now operating and was open to the public with presentation.
July 22nd 2000 Mid-Devon Show, DevonThe Mid-Devon show is the major event for the farming community within a 30 mile radius around Tiverton and attracts many thousands of people. A demonstration trailer was constructed which had a working pellet burner and a working pellet stove. The stand attracted many hundreds of people and literature was available.
Aug. 2nd 2000 North Devon Show, DevonThe North-Devon show is the major event for the farming community within a 40 mile radius around Barnstaple and attracts many thousands of people.. The stand consisted of the demonstration trailer containing a working pellet burner and a working pellet stove.
A1.14
Aug. 18th 2000 Dunster Show, SomersetThe Dunster show is the major event for the farming community within a 40 mile radius around Minehead in Somerset and attracts many thousands of people.. The stand consisted of the demonstration trailer containing a working pellet burner and a working pellet stove.
Dec 5th 2000 A 35 minute presentation on wood pellet fuel at a one dayconference in Yeovil, organised by South Somerset District Council and The Somerset Trust for Sustainable Development. About 70 business people, district & county councillors and other interested parties attended.
A1.5. The Commercialisation of the wood pellet industry in South Wales.
A1.5.1 The Pellet millDuring December 2000, the Local Authority approved the detailed planning application we submitted for building a Raw Material store, a Pellet-mill, a Finished Goods warehouse and a Training/Visitor facility. A local construction Company has been awarded a “design and build” contract, and work has now started on-site, with the construction due to be completed by mid June.
The diagram below shows the site plan and the ultimate scheme for the 0.75 Ha site. The first building to be established in 2001 will be that housing the Raw Materials store and the Pellet Mill. The Training/Visitor facility will link-up with a planned cycle route at the southern-end of the site and is planned to be built in 2002 while the Finished Goods store will be required in 2003 as production will then be required during the summer months for winter demand. During the first two years of operation, it is anticipated that peak customer demands in winter can be met on a “Just-in-Time” basis.
The specification for the 5 tonnes/hour pellet-making plant is complete and we are in the process of reviewing proposals from three European equipment suppliers. We expect to place an order by the end of March for installation by August.
A1.15
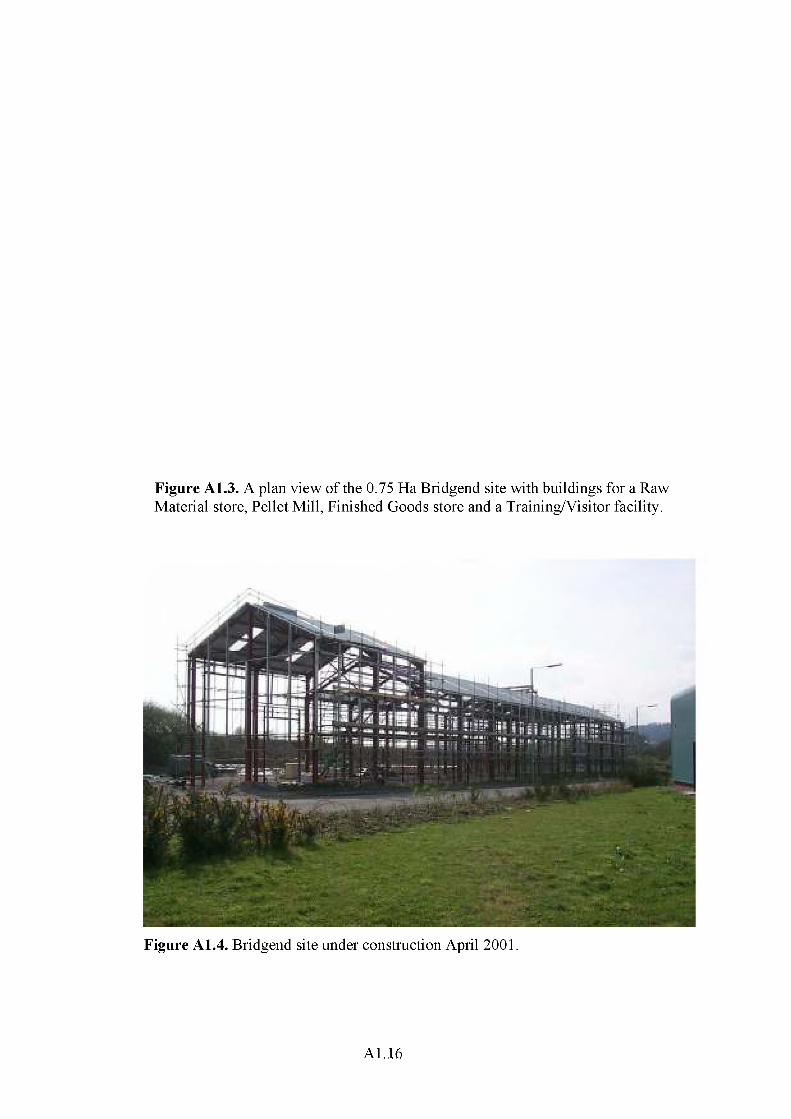
Figure A1.3. A plan view of the 0.75 Ha Bridgend site with buildings for a Raw Material store, Pellet Mill, Finished Goods store and a Training/Visitor facility.
Figure A1.4. Bridgend site under construction April 2001.
A1.16

Al.5.2 Pellet installations in South Wales
Room heatersTo date we have installed a total of 12 off pellet-fired room-heaters, with totalled installed capacity of 144kW.Almost all installations are intentionally within an hour’s drive of Bridgend, thereby ensuring high- quality after-sales service, and all were surveyed before sale to ensure that the sites had suitable exhaust venting routes and adequate room for fuel-storage.
Fuel is delivered in 20kg bags usually in 1 tonne increments. All customers received intensive training at the time of installation and all have had regular follow-up visits.The earliest installation was over 18 months ago, and to-date we have had zero field failures.
The details of current room-heater installations are as follows; -
Commercial installations2 off in the office and workshop of a small industrial unit, which does not have access to the gas main, and which was previously using propane burners.
2 off in a local herb grower’s polythene tunnels. He was previously using paraffin-heaters.
2 off in industrial workshops, which were previously unheated and which were uneconomic to connect to the gas pipeline.
1 off in an industrial workshop previously heated with bottled propane.
1 off in a small theatre, which does not have access to the mains gas network, and which, previously, was unheated.
1 off in the premises of the Pembrokeshire Energy Agency, where the manager had specified renewable-energy heating.
1 off in the offices of Coed Cymru, replacing a previous wood log burning stove.
1 off at the showroom of a wood-stove dealer.
Figure A 1.5: The “Envirofire” pellet-fired room-heater with variable heat output from 0.5kW to 12kW, now available in the UK.
A1.17

Domestic installations1 off in the “House for the Future” at the National Museum of Wales’ St. Fagan’s site. This house has been designed according to the principles of sustainability and the heater is used to complement a ground-effect heat pump that provides domestic hot water. See the website for details;
http://www.nmgw.ac.uk/mwl/buildings/future/latest.en
EnquiriesA steady stream of enquiries are currently being received, mainly from small businesses, and we are anticipating the installation of a further 120kW of capacity during 2001.
Hot water boilersTo-date we have installed a total of 1 off pellet-fired hot water boiler, with a total installed capacity of 70 kW. Groundwork Bridgend operates the boiler and it supplies “wet-heating” to two industrial units of 200 sq.metres floor area. The unit is used as a demonstration facility to show interested parties.
ft ■ ltVi jhlt i nrr^v'{ 'an Sat r Youi Moflf}!
Figure A1.6: The Passat pellet- boiler installed in Bridgend. The Passat is now available in the UK.
h - ■■ lx! ptflki-tirtfd-btidtiT Iwpremise?h
We have provided 11 quotations to date for boiler installations at industrial units, new community centres, new public buildings, educational centres (on mains gas and LPG), hotels (on LPG) and schools (on coal, oil and LPG) and we are anticipating the installation of a total of 290 kW of pellet-burning capacity during 2001. Orders received to date from customers within an hour’s drive of Bridgend are as follows; -
A1.18

New-build domestic house Heritage Centre Business Incubator Centre
20 kW 70 kW 200 kW
A1.5.3 Training in South WalesDuring November 1999, a north-American manufacturer of pellet-fired room heaters provided training to one Groundwork Bridgend employee over a period of 3 days. The training covered the following areas; -
■ Design and manufacture of the pellet-heater■ Installation and venting■ Fault finding
Passat Energy BoilersDuring November 2000 a Danish manufacturer of pellet-boilers provided training to 3 Groundwork Bridgend employees and to a local boiler- installation company that usually installs oil-fired equipment. The training was provided in Bridgend and coincided with the commissioning of the first pellet-boiler installation in Wales.
The training lasted for 2 days and covered the following areas; -■ Principles of pellet-boiler operation, including fuel feed mechanism,
water temperatures, thermal output, pressurisation and return water temperature control
■ Pellet-boiler control system, including action of oxygen control system and draft stabiliser
■ Design of wet-heating systems using pellet boilers, including heat load assessment and boiler sizing, hopper refilling systems and silos, multiple boiler installations
■ Planning for safety, including chimney design, pressure relief and burn-back extinguishing
Training on heat-load assessmentsIn July 2000, one Groundwork Bridgend employee received training in the use of heat loss calculation and design software. The software and training are provided for heating system installers by a UK boiler and radiator manufacturing group. The course objectives were:
■ To re-visit and understand the traditional long-hand heat loss calculation methods
■ To re-visit and understand additional heat loss factors including ‘correction factors’
■ To enable the user to complete a full-house heating design calculation, using the automated computerised process. To enable the user to use the program as a heating design and quotation package
A1.19

A1.6. The Commercialisation of the wood pellet industry in Durham.
Wood pellets are currently being produced in Durham by VKS Fuels in conjunction with Durham County Waste Management (DCWM). These pellets are being supplied to two schools that have had their coal fired boilers modified to run on wood pellets.
A1.6.1 Pellet ProductionThe feedstock for the pellets are fines resulting from the chipping of pallets and wood packaging waste at DCWM’s wood processing site. Other clean sources of feedstock are being actively sought.
Samples of potential feedstock from a number of furniture factories have been analysed. While the factories have made assurances that the feedstock is clean but analyses have shown high levels of certain contaminants such as chloride. This highlights the need for any pellet manufacturer to adopt a strict and rigorous quality control regime.
Pellet milling is currently being undertaken on a different site than the wood processing plant. The current pelletising plant is producing 10mm pellets at a rate of one tonne per hour. It is planned to install a new pellet plant at the wood processing site with a capacity of 3.5 tonnes/hour. With in three years it is hoped the plant will be producing 200-300 tonnes of pellets per week.
Recently the die, specially designed for wood pellets, has been showing signs of excessive wear. To prevent damage to the press, production has temporarily ceased. This has damaged the confidence of customers in switching to a fuel which is not readily available on the open market. Such problems will hopefully not arise in the future as a number of pellet plants are due to start production this year.
Fuel deliveryDelivery of pellets to the two schools has been by plastic sacks and dumpy bags. Bulk delivery of pellets using a pneumatic coal wagon has taken place satisfactorily, and works well for buildings such as schools where this was the normal form of delivery. The pellets stood up well to being blown into the bunker but a certain amount of dust was created which raises some health and safety issues, yet to be addressed.
A1.6.2 Pellet installations in Durham
BoilersTwo boilers have so far been converted to run on pellets. These are both in schools and their preliminary success has lead to around ten other sites being considered for conversion and it is planned that one new build primary school will have a biomass boiler. The County Council passed a resolution to phase out the use of fossil fuel heating in all County Council properties by 2005.
A1.20

There is therefore confidence in Durham that many more pellet fired heat installations will come on-line in the near future.
The first school is now undergoing long term trials with the lead boiler firing on wood pellets and another two boilers fuelled by natural gas. The school is a 1950s comprehensive with a swimming pool and has a continuous heat demand all year round.
The conversion of the welded steel boiler in the first school has involved modifications to fuel feed-rate and primary and secondary air supply, plus the addition of an anti-burn-back device onto the feedscrew, which is an Ashwell Scott stoker. The coal bunker has had to be reduced in size and altered to ensure that the pellets flow onto the feed screw. Further internal modifications to the boiler are under discussion.
A more modern smaller special school with two coal heating boilers and one for domestic hot water, has recently had one heating boiler converted to wood pellet firing with the other retained on coal. These are older cast iron sectional boilers known as Beeston’s Robin Hoods. The stokers are by Riley with a less sophisticated feed control system than the ones at Ferryhill. Initial trials suggest that these will also perform satisfactorily with minimum modifications.
This work on the boilers is funded by the DTI and a local environmental trust, from landfill tax credits, and is a partnership project between Durham County Council, North Energy Associates and pellet supplier DCWM. The work has included regular sampling and analysis of the pellet feedstock by a local firm and emissions and performance monitoring by CRE Group. Specialist wood combustion advice has been provided by Ian Chappell working for Nordist and project co-ordination is being undertaken by Nicky Smith of North Energy Associates.
RoomheatersThere have not been any pellet fired roomheaters installed in Durham. It is planned that a market for pellets will first be built on the large market provided by the schools. These will enable financing of a new larger pellet mill, from which smaller systems can be supplied. Despite no installations there is still a great deal of interest in the potential of pellets at the domestic scale.
Training held in County Durham.A local solid fuel company, CES Ltd. has provided training to school caretaker staff on operating the pellet fired systems.
Promotional ActivitiesIt is planned to set up the Ferryhill boilerhouse as a demonstration centre with intepretation and leaflets. Some modifications will be made to enable visitors to view the pellets in the bunker and as they travel to the boiler. The intention is to use the facility both to promote wood heating to other heat users and also as a tool to be used in environmental education.
A1.21
A1.7. Commercialisation in the South West.
A1.7.1 Development of local supplies of wood pellets
The main problem facing a potential pellet industry in the UK at the beginning of the project was how to establish secure supplies of locally made price competitive wood pellets without an established market.
In the South West, several avenues have been explored which have entailed the modification of an animal feed mill for wood pellet production. This has enabled local wood pellets to be manufactured with a very low capital investment. Initially work focused on the conversion of a small scale (30hp) grain mill for the production of wood pellets. However, after extensive research it was concluded that the outputs on such machinery were too small to be economically viable.
Therefore a second research programme was initiated. This programme was to modify an existing grass mill for pelletising wood residues.
There currently exist a number of grass mills in the UK which produce high density grass pellets for animal feed. These are similar in many ways to the wood pellet mills common in many European Countries and North America. Plant layout includes high capacity drum driers for reduction of moisture. But unlike wood pellet mills, grass mills operate on a seasonal basis from April to September each year to coincide with the growing season and there is a six month seasonal period of inactivity during the winter i.e. the heating season. Substantial spare capacity therefore exists within the grass mills across the UK.
Pelletising grass in known to be substantially more difficult than, for example, pelletising grain. In this respect grass more closely resembles sawdust than grain. Grass mills are always equipped with drying equipment (since grass is typically 70-80% moisture) and hence would be ideally suited to pelletise green sawdust. The investigation of using other materials is an output of this proposal.
There are at least 13 grass pellet mills in the UK and six sugar beet pulp mills. Assuming an average spare production capacity of 5000 tonnes per year gives a possible output of 65,000 tonnes per year. A production of 5000 tonnes per year from a single grass mill would support an installed capacity of about 25MW (for example 50 sites of 100kW and 800 sites of 25kW). This is a very significant capacity to accelerate the expansion of the wood pellet industry in the UK and has the following advantages:
A1.22

vii. Low start-up costs since most of the machinery and auxiliary equipment already exists
viii. Production start-up could be very rapid, whereas a new pellet mill generally takes of order two years from conception and raising finance, obtaining planning permission to final commissioning
ix. Production of wood pellets at any given mill could start production modestly and increase as market demand grows
x. There is considerable expertise in pelletising grass in the UK, although virtually no experience with wood. This project will tap into the existing expertise in grass pelletisation and through R&D and information transfer this expertise could be rapidly transferred to the grass milling industry through its Trade Association.
xi. The production capacity of wood pellets would be distributed throughout the UK. This means that an industry can be built up on an “Islanding” strategy whereby supplies of pellets, heating equipment and service engineers are established simultaneously within, say, a 50 mile radius to support installations
xii. Once a market has been established in an area, it would be envisaged that other dedicated wood pellet mills would emerge when installed capacity reaches a certain level.
The fact that large capital equipment for pelletisation is left idle for half of the year means that, with suitable research and modifications, relatively large production quantities of wood pellets at a number of locations throughout the UK could be established for very low capital investment and hence low business risk which will greatly accelerate the expansion of the wood pellet industry in the UK.
ResultsThe initial tests have used 6 tonnes of green sawdust from a local sawmill and 5 tonnes of “pole roundings” - light wood chips/shavings from processing fence posts.
Sawdust Using green softwood sawdust with a measured moisture content of 55%, 7.5mm wood pellets were produced using an existing grass die. This involved careful adjustment of the drying temperatures to ensure that the moisture content is between about 8-14% entering the pellet press.
However, it was found that the compression on the grass die was too high and that, although the pellets very hard and dense, the output was lower than expected and the pellets themselves had be slightly scorched showing that temperatures in the die were too high.
Pole Roundings: Pole roundings (light wood chips from the process of producing fencing rails) were also successfully tested. This material contains
A1.23

a mixture of sawdust, shavings and small thin chips a few tens of millimetres square. The grass mill is equipped with a hammer mill to reduce further the particle size of the raw material and a screen to ensure that no particles larger than about 5mm could enter the pellet press.
Again it was found that although pellets could be produced using this raw material, a die with lower compression is required. Such a die, without any taper, was obtained by the sub-contractor and satisfactory pellet pellets were produced.
Renewable Heat & Power Ltd believe that the seasonal conversion of existing grass mill for wood pellet production could have a very substantial positive effect on the wood pellet industry in the UK.
There is still much research to be on ensuring efficient materials handling, production and processing but these tests show conclusively that it is entirely possible and feasible to make this conversion given modest additional R&D.
A1.7.2 Site identification
A total of 22 potential sites where pellet burning equipment could be installed have been identified. These include three sites owned by Exmoor National Park authority, one by the National Trust, two schools, several farms, the show rooms of a sawmill/wood product manufacturer, a town hall, several guest houses/hotels, a municipal swimming pool and several local council owned and privately owned buildings. RHP are currently in discussion with a number of site owners in order to secure sales of pellet equipment and successfully make installations into a number of the above sites before the end of the year.
A1.7.3 Training of appliance installers and service personnel
The directors of RHP have successfully completed the “Pellet Appliance Specialist Certification Programme” of the Hearth Education Foundation in the US. The US course was taken since there is at present no UK or European equivalent. This intensive course covered all aspects of pellet stove installation, including venting, operation and maintenance. The project partners sat the US exams associated with this training and both passed.
Two RHP employees attended a two day training workshop on EcoTec pellet- fired heating systems, which is one of the leading Swedish manufacturers. The training included Principles of operation of the pellet burner and boiler system including fuel feed mechanism, automatic ignition, safety features and the control of the system
A1.24
Appendix 2
The British BioGen Code of Practice for biofuel pellets
FINAL Version 2.3 February 2001
IntroductionThese COGPs are to ensure that the biomass industry develops a good reputation with customers for quality equipment, installations and fuels that work. The codes are voluntary but all members of the industry are strongly encouraged to comply with them. This COGP will be revised from time to time in line with the development of new Euro Norms and in light of industry experience. It is advisable to contact the BioGen office to ensure that you have the latest version.
1. Pellet Raw Materials1.1 The COGP recognizes only one grade of pellets: “Premium Biofuel
Pellets”. British BioGen also recognizes that there are other grades of recovered fuel pellets but these are subject to the Waste Incineration Directive and outside the remit of this COGP.
1.2 The materials used in the manufacture of Premium Biofuel pellets shall be limited to those listed in the draft EU Mandate for European Standards for Solid Biofuels, as it may be amended from time to time. These are currently:
• products from agriculture and forestry• vegetable waste from agriculture and forestry• vegetable waste from the food processing industry• wood waste with the exception of:
- wood waste that may contain halogenated organic compounds or heavy metals as a result of treatment
- treated wood originating from building and demolition waste• cork waste
All of the above materials fall outside the Waste Incineration Directive.
1.3 This COGP acknowledges that CEN is currently forming a new group to consider the question of all “recovered fuels” (such as paper and cardboard) and the outcome of their deliberations may require amendment of 1.2.
1.4 This COGP strongly suggests that manufacturers of pellets should not promote or package pellets other than Premium Biofuel Pellets into markets where appliances have not been tested for performance and fitness of purpose with pellets not conforming to this COGP.
A2.1

2 Physical and chemical attributes of pellets
2.1 SUMMARY OF COGP STANDARDS FOR PELLETS
C/ass Size Ash MoistureContent
CalorificValue
BulkDensity
Sulphur Chlorine
PremiumBiofuelPellets
0>4mm-20mmLength <5x 0
<1%, 3% or 6%
<10% >16.9MJ/kg >600kg/ m3 <800ppm <300ppm
2.2 The only additives that may be used in COGP pellets are lignin as a binder and trace amounts of vegetable oil as a die lubricant. The use and amount of any additive shall be disclosed.
2.3 The amount of ash resulting from burning any fuel must be taken into account in the design of the appliance and all COGP pellets shall be clearly labeled as follows:
<1% ash, “Low Ash”<3% ash, “Standard Ash”<6% ash, “High Ash”
3. Quality Assurance & Miscellaneous3.1 All fuel manufacturers shall operate a quality assurance procedure to a
standard satisfactory to British BioGen.
3.2 Bags or boxes of pellets for retail sale shall be clearly marked “Premium Biofuel pellets”, with the sub-heading ‘wood’, ‘straw’ etc as appropriate. Size and ash content shall be prominently shown. The legend “These pellets conform to the British BioGen Code of Good Practice for Premium Biofuel pellets” shall also appear.
A2.2

Wood Pellet Standards in Sweden, Austria and the US
A3.1 Regulations & Standards for Pellets in Sweden
The current set of standards used in Sweden took 4 years to develop and involved both pellet manufacturers and companies supplying pellet appliances including both stoves and large scale boilers. The Swedish National Testing Institute (SP), co-ordinates all aspects of regulations and standards, including measurement methods. Three classes of pellets have been defined all of which use virgin wood only, although group 1 includes bark. The classification of pellets includes dimensions, bulk density, calorific value, moisture content, ash content and chlorine and sulphur content. Ash is an important consideration which includes the melting point of the ash as well as ash content. It is also a complex subject and a PhD thesis has just been completed in Sweden on the various types of ash and their melting points of a range of materials. SP are now looking into the health issues surrounding particulates in emissions and it is likely a new standard will be introduced in the near future.
Table A3.1: The Swedish Pellet Standards
Appendix 3
Property Test method Unit Group 1 Group 2 Group 3
Dimensions:diameterlengthat the storage of the producer
Through measuring of minimum 10 randomly chosen fuel pellets
mm givenmax 4 *
given0 max 5 * 0
given max 5 * 0
Bulk density SS 18 71 78 kg/m3 > 600 > 500 > 500
Mechanical strength at the storage of the producer
SS 18 71 80 Fine fraction weight %<3 mm
< 0,8 < 1,5 > 1,5
Net calorific value (at the customer)
SS-ISO 1928 MJ/kg > 16,9 > 16,9 > 15,1
kWh/kg > 4,7 > 4,7 > 4,2
Ash content SS 18 71 71 Weight % of dry matter
< 0,7 < 1,5 > 1,5
Total moisture content(at the customer)
SS 18 71 70 Weight % < 10 < 10 < 12
Total sulfur content SS 18 77 77 Weight % of dry matter
< 0,08 < 0,08 given
Additives content Weight % of dry matter
Content and type given
Chlorides SS 18 71 85 Weight % of dry matter
< 0,03 < 0,03 given
Fusibility of ash SS-ISO 540 °C Initial temperature(IT) given
A3.1
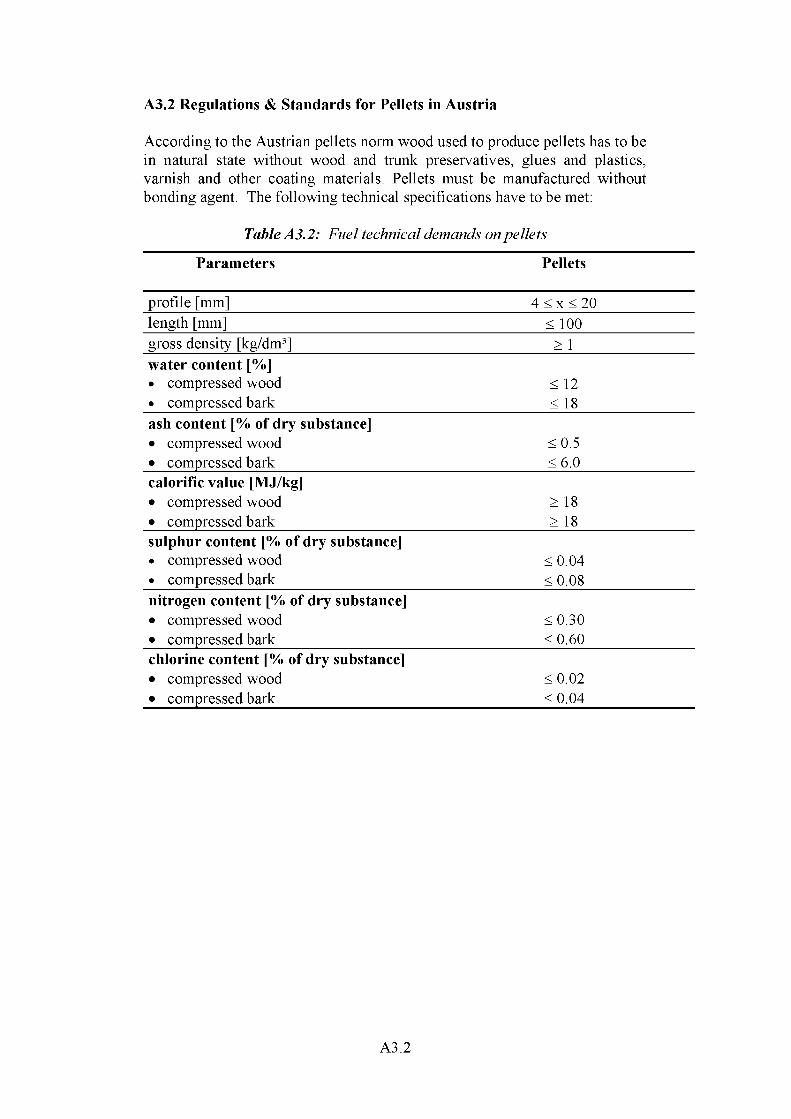
A3.2 Regulations & Standards for Pellets in Austria
According to the Austrian pellets norm wood used to produce pellets has to be in natural state without wood and trunk preservatives, glues and plastics, varnish and other coating materials. Pellets must be manufactured without bonding agent. The following technical specifications have to be met:
Table A3.2: Fuel technical demands on pellets
Parameters Pellets
profile [mm] 4 < x < 20length [mm] < 100gross density [kg/dm3] > 1water content [%]• compressed wood < 12• compressed bark < 18ash content [% of dry substance]• compressed wood < 0.5• compressed bark < 6.0calorific value [MJ/kg]• compressed wood > 18• compressed bark > 18sulphur content [% of dry substance]• compressed wood < 0.04• compressed bark < 0.08nitrogen content [% of dry substance]• compressed wood < 0.30• compressed bark < 0.60chlorine content [% of dry substance]• compressed wood < 0.02• compressed bark < 0.04
A3.2

A3.3 Regulations & Standards for Pellets in the US: The PFI pellet Standard
Although the chemical constituents and moisture content of different biomass materials vary, the Pellet Fuel Institute has identified common characteristics and developed fuel standards. These voluntary industry standards assure as much uniformity in the final products as is possible for naturally grown materials that become processed, but not refined fuel. PFI graded fuel must meet tests for:
□ Moisture content: less than 8% wet basis□ Density: consistent hardness and energy content (minimum 40lbs/cu.ft)□ Dimensions: length 1 U” max. Diameter %” or 5/16” to assure
predictable fuel amounts and to prevent fuel jamming.□ Fines: No more than 0.5% passing a 1/8” screen□ Chlorides: salt content limited to no more than 300 parts per million to
avoid stove or vent rusting.□ Ash Content: The PFI identifies two different grades of pellet fuel.
Standard GradeUp to 3% ash content. This is usually derived from materials which result in more residual ash, such as sawdust containing tree bark (which contains more impurities) or agricultural residues such as nut shells. Standard pellets should only be used in stoves designated for their use.
Premium GradeLess than 1% ash content. Ash content varies in premium fuels from about 0.3% in softwood to about 0.7% in pellets made from hardwoods. Premium pellets make up over 95% of production in the US.
Other parameters: There are a number of variations in pellet fuels that are not included in PFI standards. For example calorific value which can range from 8,000 to 9,000 Btu per pound. The most commonly used value is 8,200 Btu/lb.
Pellet mills strive for consistency despite the variable nature of the raw material. Slight variations in fuel even from bag to bag are inevitable but the differences are usually insignificant and much smaller than found in the original raw material before processing. .
A3.3
Appendix 4
The British BioGen Code of Practice for biofuel pellet burning roomheaters <15kW
FINAL Version 2.3 February 2001
IntroductionThese COGPs are to ensure that the biomass industry develops a good reputation with customers for quality equipment, installations and fuels that work. The codes are voluntary but all members of the industry are strongly encouraged to comply with them. This COGP will be revised from time to time in line with the development of new Euro Norms and in light of industry experience. It is advisable to contact the BioGen office to ensure that you have the latest version.
1.0 Appliance Integrity1.1 All pellet roomheaters made in the UK or imported into the UK shall
have been awarded a CE Mark and shall be so labeled.
1.2 All pellet appliances made in the UK or imported into the UK shall have been tested in accordance with ASTM E 1509-95 or the relevant P Mark test of the Swedish National Testing Institute. These tests may be performed in any accredited testing laboratory and the appliance shall be properly labeled in accordance with the respective standard.
2.0 Appliance Safety2.1 All appliances made in the UK or imported into the UK shall have been
tested in accordance with either ASTM E 1509-95 or the relevant P Mark and shall be so labeled.
3.0 Appliance Emissions3.2 For appliances which rely on ASTM E 1509-95 under headings 1.2 and
2.0 above, the appliance shall be type tested in an accredited laboratory for CO emissions in accordance with prEN 13240 and shall achieve a Class 2 rating until June 2003, thereafter Class 1.
4.0 Appliance efficiency4.1 For appliances which rely on ASTM E 1509-95 under headings 1.2 and
2.0 above, the appliance shall be type tested by an accredited laboratory for efficiency in accordance with prEN 13240 and shall achieve a Class 2 rating until June 2003, thereafter Class 1.
5.0 Appliance Noise5.1 Pellet roomheaters which rely on ASTM E 1509-95 under headings 1.2
& 2.0 above may be type tested for noise under ISO 3741 (EN23741) with the fans & feed motor(s) running at the mid point of the speed- range, and if they achieve a rating of less than 45dBA may bear the
A4.1

legend “complies with British BioGen noise test”. This legend may also be used for heaters that have been awarded a P Mark.
6.0 Quality Assurance & Miscellaneous6.1 All appliance manufacturers shall operate a quality assurance procedure
to a standard satisfactory to British BioGen.
6.2 All appliances shall prominently state in their instruction manual the size of pellets for which the appliance is designed and what ash content it will tolerate. This information shall also be labeled on the appliance so as to be plainly visible when refilling the fuel hopper.
6.3 All appliances on sale in or promoted for sale in Smoke Controlled areas must be approved under the Clean Air Act.
6.4 Any appliance which conforms in all respects to the foregoing, and upon supplying documentation to British BioGen in support of this, may be labeled, “This appliance complies with the British BioGen Code of Good Practice for pellet burning roomheaters”.
7.0 Venting & Chimneys7.1 All appliances shall be installed in accordance with the manufacturer’s
instructions and with relevant sections of the Building Regulations, by installers generally recognized as competent within the meaning of forthcoming regulations on that subject. Chimneys shall conform to BS 4543 or prEN1856 and flexible liners shall be approved by TUV or CSTB.
7.2 This section shall also apply to requirements for venting with respect toprovision of combustion air.
A4.2

Appendix 5
Wood Pellet Suppliers, Pelletisation Equipment and Appliance
Manufacturers
A.5.1 Engineers and Pellet Plant Suppliers10
The following is a list of consulting engineers and suppliers of new and reconditioned pelletising equipment including some indicative prices. Please note that this list in not exhaustive.
********************************************************************
Buhler Ltd, StroudContact: Mr Steve Clewley, Dudbridge Works, Stroud,Gloucestershire, GL5 3EY.Tel: 01453 763611 Fax: 01453 763582 [email protected] www.buhlergroup.comTurn key pelletising plant and equipment, Bulk Material Handling Solutions and Machinery. Built 90,000 tonnes per anum Lulea plant in Sweden.
********************************************************************
CPM (California Pellet Mill Europe Ltd), DaventryContact: Martin Visser, .47 Brunel Close, Drayton Fields Industrial Estate, Daventry, Northants, NN11 5RB.Tel: 01327 704721, Fax 01327 971831
Worldwide, the biggest manufacturer of pellet mills which are gear driven. Their sales engineers in Sweden and Holland have extensive experience with wood pelletisation. They hire from Amsterdam a skid mounted pellet mill for experimentation.Dutch manager Jurgen Hartmann, Phone 0031 20 49 46 111, Fax 0031 20 63 64 294
10 Please note no endorsement of these firms is intended.
A5.1

********************************************************************
EcoTre Systems, Italy
Secvui ti J. TPL'i^i'ci Tecs&lagici S’Vv&ctati
Contact: Emidio Tosi Via delle Cantine, 12-50040 SETTIMELLO (FI), Italy Tel: + 39 55 8825380/1, Fax: +39 55 8826090, Email: [email protected]
Produce an innovative design of pellet machine. For more details please see seminar proceedings “Introducing Wood Pellet Fuel to the UK”, Sept 22nd 1999
********************************************************************
Heat-Win LtdContact: Thomas J Stubbing. Spout House, Bitterley, Ludlow, Shropshire, SYS 2HQ.Tel: 01584 890 827 Fax: 01584 890 [email protected]
Airless drying technology for energy savings and other process and environmental benefits. Design and supply of energy efficient superheated steam dryers for pre or post-pelleted biomass.
********************************************************************
Henley Burrows, Worcester.Contact: Fred Bluck Phone 01905 611961, Fax 01905 26694, Mobile 0860 642383.Consulting Engineers.
********************************************************************
Kerry Die Products, IrelandContact: Liam O’Connor, Fossa, Killarney, Co. Kerry, Ireland Tel: + 353 (64) 44233, Fax: + 353 (64) 444333
Manufacturer of pellet dies for the wood pelletisation industry
********************************************************************
********************************************************************
A5.2

Sevale Engineering, GloucesterContact Chris Graham, Phone 01452 303180, Fax 01452 306250. Commissioning engineers and suppliers of reconditioned equipment.
********************************************************************Sprout-Matador, DerbyshireUK sales contact: John Broomhead, Warmbrook House Thornell Close, Chapel-en-le-Frith, High Peak, Derbyshire SK23 0NR. Tel 01298 81 27 09,Fax 81 27 03, Mobile 0831 853 379
A large Danish/American firm, a division of ANDRITZ Inc. Manufacturers of all elements of a pellet making plant except dryers . Can bring in company expertise from Denmark.
********************************************************************
Universal Milling Technology, HullContact: Ian Dray Phone 01482 825119, Fax 839806,
Manufacturers of the Paladin line of pelletisers, in use world-wide. These are belt driven machines. This avoids having shear pins and possible gear damage. Belts are cheaper to replace. The company also refurbishes their own brand of machines and can provide advice on setting up a plant.
**********************************************************************
A5.3
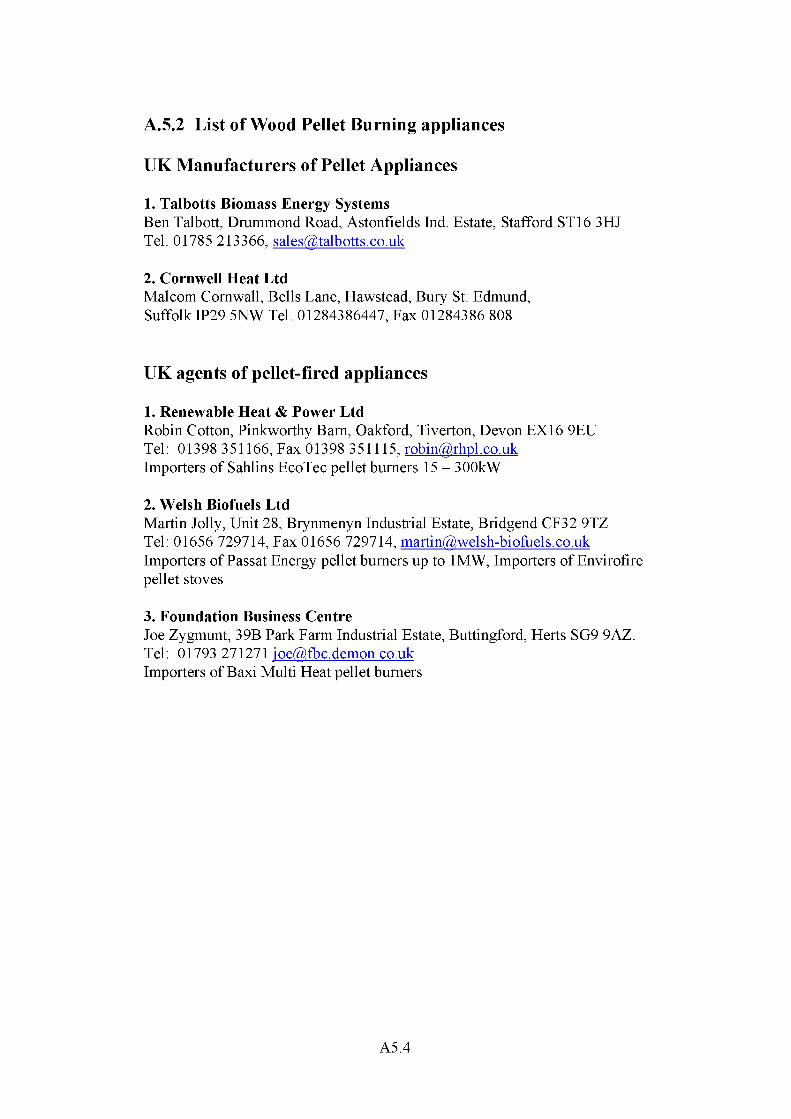
A.5.2 List of Wood Pellet Burning appliances
UK Manufacturers of Pellet Appliances
1. Talbotts Biomass Energy SystemsBen Talbott, Drummond Road, Astonfields Ind. Estate, Stafford ST 16 3HJ Tel. 01785 213366, [email protected]
2. Cornwell Heat LtdMai com Cornwall, Bells Lane, Hawstead, Bury St. Edmund,Suffolk IP29 5NW Tel. 01284386447, Fax 01284386 808
UK agents of pellet-fired appliances
1. Renewable Heat & Power LtdRobin Cotton, Pinkworthy Bam, Oakford, Tiverton, Devon EX16 9EU Tel: 01398 351166, Fax 01398 351115, [email protected] Importers of Sahlins EcoTec pellet burners 15 - 300kW
2. Welsh Biofuels LtdMartin Jolly, Unit 28, Brynmenyn Industrial Estate, Bridgend CF32 9TZ Tel: 01656 729714, Fax 01656 729714, [email protected] Importers of Passat Energy pellet burners up to 1MW, Importers of Envirofire pellet stoves
3. Foundation Business CentreJoe Zygmunt, 39B Park Farm Industrial Estate, Buttingford, Herts SG9 9AZ. Tel: 01793 271271 [email protected] Importers of Baxi Multi Heat pellet burners
A5.4

Manufacturers and sales representatives offering pellet furnaces in Germany
Manufacturer/sales representative Furnace type Nominal
heat power
output[kW]
Suitable fuel
wood
typestraw, etc.
logs woodchips
pellets choppedfuel
pellets
AustroflammGfereth 101, A-4631 KrenglbachTel.: 0043 7249/464430 fax 46636
chimney stove (automatic charging, with water heat exchanger) pellet boilers
6-1115
X
X
Biogen Heiztechnik GmbH Plainburgerstr. 503, A-5084GroBgmainTel.: 0043 6247/72 59 fax: 8796
boiler integrated furnace 15-120 X X X X
Biotech GmbH - siehe Fa. Lambelet pellet boilers 15 X
Compello/ Sonnenkraft GmbHReitfeld 6, 93086 Worth a.d. D.Tel.: 0982/90103 fax: 90105
chimney stove (automatic charging, with water heat exchanger) pellet boilers
915
X
X
Georg Fischer GmbH & Co. Bruck-Waasen 7, A-4722 PeuerbachTel.: 0043 7276/2441-0 fax: 3031
pellet boilers X
Froling, Heizkessel- und Behalterbau GmbHIndustriestr. 12, A-4710 GrieskirchenTel.: 0043 72 48/606 fax: 62 387
pellet boilers prefurnaceboiler integrated furnace
1815-120
20-1000XXX
X
Ernst GerlingerFroschau 79, A-4391 WaldhausenTel.: 0043 7418/230 fax: 2304
pellet boilers, boiler integrated furnace 45-88 X
X
GutekunstWangener Str. 100, 88212 Ravensburg Tel.: 0751/36661-0
pellet boilers X
Hargassner, Holzverbrennungsanlagen Gunderding 8, A-4952 WengTel.: 0043 7723/5274 fax: 52745
boiler integrated furnace 15-140 X X
Herz-Feuerungstechnik, A-8272 SebersdorfVertrieb: Harald WichmannLessingstr. 21, 87439 KemptenTel.: 0831/14 24 fax: 14924
pellet boilersboiler integrated furnace
1525-170 X
X
Hestia GmbHKappelstraBe 12, 86510 Ried b.MeringTel.: 08208/1264 fax: 1514
pellet boilers 25-50 X X
Heizomat-Geratebau GmbHMaicha 21, 91710 GunzenhausenTel.: 09836/9797-0 fax: 979797
boiler integrated furnace 14.5-800 X X
Kanad. Holzgranulatofen - see Fa. Lambelet
chimney stove (automatic charging, with water heat exchanger)
7 X
KWB/ Fraidl GmbH.Lindenstr. 16, 86643 Rennertshofen/AmmerfeldTel.:09094/1467 fax.: 902266
pellet boilersboiler integrated furnace
10-2025-100 X
XX
Fa. LambeletSalzwerkstr. 8-10, 79639 Grenzach- WyhlenTel.: 07624/91590 fax: 4136
pellet boilers chimney stove (automatic charging with water heat exchanger)
157
XX
LohbergerPostfach 90, A-5230 MattighofenTel.: 0043 7742/52 11-0 fax: 521110
pellet boilersboiler integrated furnace
1520-80
XX
X
A5.5

Okofen GmbHMuhlgasse 9, A-4132 Lembach i.M. Tel.: 0043 7286/7450 fax: 7809
pellet boilersboiler integrated furnace
10-3020-70 X
XX
Okotherm/ Fellner GmbH boiler integrated furnace 20-140 X X X XTraglhof 2, 92242 HirschauTel.: 09608/9200 49 fax.: 920011
Passat Energi GmbH pellet boilers 10-23 XMorgenstern 16, 24870 Ellingstedt boiler integrated furnace 23-180 X XTel.: 04627/189500 fax: 189501
Pfeifer Biomassetechnik pellet boilers 15-25 XMittelosch 12, 88213 Ravensburg boiler integrated furnace 50-300 X XTel.: 0751/36661-0 fax: 794143
Perhofer Biomat GmbH & Co KG pellet boilers 22 XWaisenegg 115, A-8190 Birkfeld prefurnace 35-70 XTel.: 0043 3174/3705 fax: 37058 boiler integrated furnace 15-70 X
Rendl Heizkessel und Stahlbau GmbH pellet boilers 13 XFriedrich-List-StraBe 84, 81377 boiler integrated furnace 20-200 X XMunchenTel.: 089/718555 fax: 7145436RIKA chimney stove (automatic 9 XMullerviertel, A-4563 Micheldorf charging, with water heatTel.: 0043 7582/686-0 fax: 68643 exchanger ) 15 X
pellet boilersSommerauer & Lindner/ pellet boilers 14 X XVertrieb: Reinhardt Energietechnik boiler integrated furnace 30-50 X XGmbHGalgenberg 1, 94474 VilshofenTel.: 08541/910831 fax.: 910832Whitfield Entwicklungs- und Vertrieb chimney stove (automatic 8 XGmbH charging, with water heatAuf Kasal 59, A-6820 Frasanz exchanger)
Tel.: 0043 5522/52836 fax: 54111Ingfried Wodtke GmbH chimney stove elements 8-11 XRittweg 55-57, 72070 Tubingen chimney stoves 7-9 XTel.: 07071/70030 fax: 700350 tiled stove elements 6-10 X
pellet chimney stove 6-8 X(automatic)
A5.6

Producers of pellet stoves and boilers for pellet-burning, available in Sweden or Nordic countries
Name Made in Representative in Sweden Price, EURPellet stovesAustroflam Integra Austria Jotul 3,340
Enviro Fire Canada Convent Energi 2,010
Eco Logica Italy Narvells 2,910
Quadra Fire USA Ezy Energi AB 2,570
Whitield Quest Plus USA Kennedygruppen AB 2,540
Eco Tec Tyr Sweden Eco Tec 2,900
WodkeTopline Germany SBS Janfire AB 4,760
Wodke Smart Germany SBS Janfire AB 3,200
S:t Croix Lovhult USA Albinpannan AB 2,670
S:t Croix Tore USA Albinpannan AB 2,110
S:t Croix Kalix USA Albinpannan AB 2,330
Thelin ( Kentucky ) USA Convent Energi 2,230
PellX (pelletstove) Sweden Scand Pellets AB 2,180
Waterford Erin Ireland Narvells AB 3,320
Jamestown USA Svenska Gras AB 1,890
Grenfire Denmark Grenfire ApS
Specification for pellet stoves above taken from BIOENERGI no 61998Pellet burnersPellX Sweden Scand Pellet AB 1,790 P
Janfire Sweden SBS AmAl 1,990 P
EcoTec Sweden Ecotechnology AB 1,890 P
Ivabo villa S Sweden Ivabo 2,000
Ivabo villa XL Sweden Ivabo 2,780 P
Bio Warm Sweden El Team 1,790
Biopell Sweden Albinpannan 1,820 P
Cello Sweden Iton HB 2,010
PellEco 2000 Sweden TraEnergi Teknik 2,240
Pelda 21 Sweden Nils Gunnar Norman 2,180
EP - brannaren Sweden Altbergs Plat 2,100 P
Tekno Term Sweden Tekno Term Energy 2,000
Torsbyugnen Sweden Torsbyugnen 1,780
Villamatic Denmark Varme och Miljo AB 2,790
Roslagsbrannaren Sweden BWA Energi 1,670
Eldoradobrannaren Sweden JWT Development 2,800
Saatotuli stoker Awede Nymans forsaljning
Specification for pellet burner is according to the specification in the magazine BIOENERGY no. 5 1998. Above burners are <25 kW. Some producer have burners available for >25 kWPellet boilersCombifire Sweden Vedsol AB
Multi-Heat Denmark HS Perifal 4,470
Passat Compact Denmark Thermia Varme AB
Specification for boilers like pellet burner above
P = Certified according to the Swedish recommendation for small pellet burning equipment.
A5.7
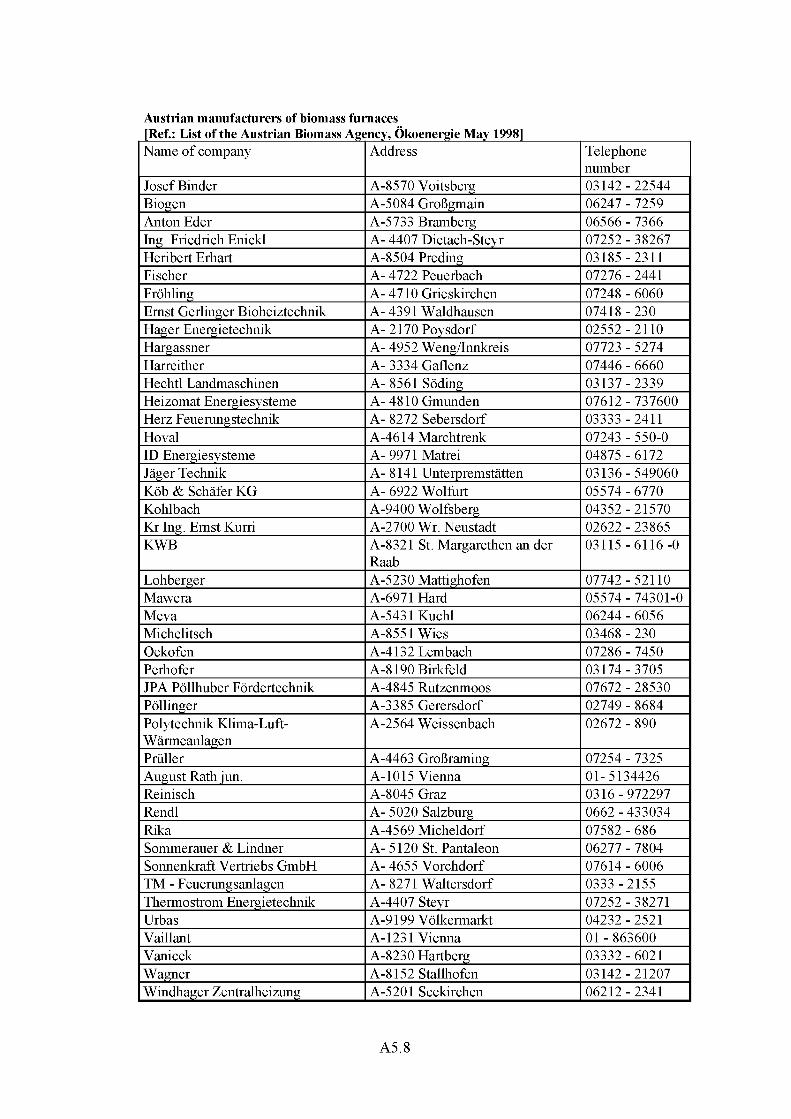
Austrian manufacturers of biomass furnaces[Ref.: List of the Austrian Biomass Agency, Okoenergie May 1998]Name of company Address Telephone
numberJosef Binder A-8570 Voitsberg 03142 - 22544Biogen A-5084 GroBgmain 06247 - 7259Anton Eder A-5733 Bramberg 06566 - 7366Ing. Friedrich Enickl A- 4407 Dietach-Steyr 07252 - 38267Heribert Erhart A-8504 Preding 03185 - 2311Fischer A- 4722 Peuerbach 07276 - 2441Frohling A- 4710 Grieskirchen 07248 - 6060Ernst Gerlinger Bioheiztechnik A- 4391 Waldhausen 07418 - 230Hager Energietechnik A- 2170 Poysdorf 02552 - 2110Hargassner A- 4952 Weng/Innkreis 07723 - 5274Harreither A- 3334 Gaflenz 07446 - 6660Hechtl Landmaschinen A- 8561 Soding 03137 - 2339Heizomat Energiesysteme A- 4810 Gmunden 07612 - 737600Herz Feuerungstechnik A- 8272 Sebersdorf 03333 - 2411Hoval A-4614 Marchtrenk 07243 - 550-0ID Energiesysteme A- 9971 Matrei 04875 - 6172Jager Technik A- 8141 Unterpremstatten 03136 - 549060Kob & Schafer KG A- 6922 Wolfurt 05574 - 6770Kohlbach A-9400 Wolfsberg 04352 - 21570Kr Ing. Ernst Kurri A-2700 Wr. Neustadt 02622 - 23865KWB A-8321 St. Margarethen an der
Raab03115 - 6116-0
Lohberger A-5230 Mattighofen 07742 - 52110Mawera A-6971 Hard 05574 - 74301-0Meva A-5431 Kuchl 06244 - 6056Michelitsch A-8551 Wies 03468 - 230Oekofen A-4132 Lembach 07286 - 7450Perhofer A-8190 Birkfeld 03174 - 3705JPA Pollhuber Fordertechnik A-4845 Rutzenmoos 07672 - 28530Pollinger A-3385 Gerersdorf 02749 - 8684Polytechnik Klima-Luft- Warmeanlagen
A-2564 Weissenbach 02672 - 890
Pruller A-4463 GroBraming 07254 - 7325August Rath jun. A-1015 Vienna 01- 5134426Reinisch A-8045 Graz 0316 - 972297Rendl A- 5020 Salzburg 0662 - 433034Rika A-4569 Micheldorf 07582 - 686Sommerauer & Lindner A- 5120 St. Pantaleon 06277 - 7804Sonnenkraft Vertriebs GmbH A- 4655 Vorchdorf 07614 - 6006TM - Feuerungsanlagen A- 8271 Waltersdorf 0333 - 2155Thermostrom Energietechnik A-4407 Steyr 07252 - 38271Urbas A-9199 Volkermarkt 04232 - 2521Vaillant A-1231 Vienna 01 - 863600Vanicek A-8230 Hartberg 03332 - 6021Wagner A-8152 Stallhofen 03142 - 21207Windhager Zentralheizung A-5201 Seekirchen 06212 - 2341
A5.8
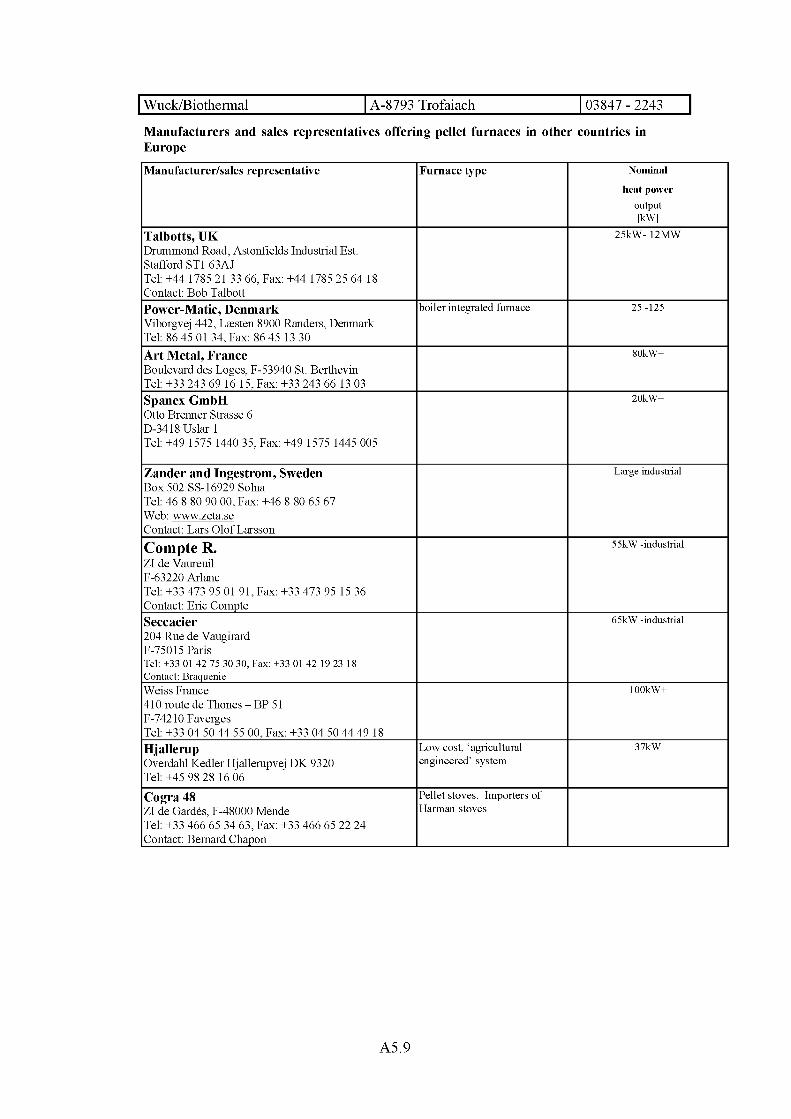
| Wuck/Biothermal A-8793 Trofaiach 03847 - 2243 |
Manufacturers and sales representatives offering pellet furnaces in other countries in Europe
Manufacturer/sales representative Furnace type Nominal
heat power
output[kW]
Talbotts, UKDrummond Road, Astonfields Industrial Est.Stafford ST1 63AJTel: +44 1785 21 33 66, Fax: +44 1785 25 64 18Contact: Bob Talbott
25kW- 12MW
Power-Matic, DenmarkViborgvej 442, Listen 8900 Randers, DenmarkTel: 86 45 01 34, Fax: 86 45 13 30
boiler integrated furnace 25 -125
Art Metal, FranceBoulevard des Loges, F-53940 St. BerthevinTel: +33 243 69 16 15, Fax: +33 243 66 13 03
80kW+
Spanex GmbHOtto Brenner Strasse 6D-3418 Uslar 1Tel: +49 1575 1440 35, Fax: +49 1575 1445 005
20kW+
Zander and Ingestrom, SwedenBox 502 SS-16929 SolnaTel: 46 8 80 90 00, Fax: +46 8 80 65 67Web: www.zeta.seContact: Lars Olof Larsson
Large industrial
Compte R.ZI de VaureuilF-63220 ArlancTel: +33 473 95 01 91, Fax: +33 473 95 15 36Contact: Eric Compte
55kW -industrial
Seccacier204 Rue de VaugirardF-75015 ParisTel: +33 01 42 75 30 30, Fax: +33 01 42 19 23 18Contact: Braquenie
65kW -industrial
Weiss France410 route de Thones - BP 51F-74210 FavergesTel: +33 04 50 44 55 00, Fax: +33 04 50 44 49 18
100kW+
HjallerupOverdahl Kedler Hjallerupvej DK 9320Tel: +45 98 28 16 06
Low cost, ‘agricultural engineered’ system
37kW
Cogra 48ZI de Gardes, F-48000 MendeTel: +33 466 65 34 63, Fax: +33 466 65 22 24Contact: Bernard Chapon
Pellet stoves. Importers of Harman stoves
A5.9

A.5.3. List of Pellet Manufacturers located in the UK or interested in export trade to the UK.
The following is not an exhaustive list of pellet manufacturers. A full list of North American manufacturers can be found of the web site of the Pellet Fuel Institute of the US http://www.pelletheat.org
UK Manufacturers1. Western Wood Pellets LtdContact Simon Wills, Pinkworthy Bam, Oakford, Tiverton, Devon EX16 9EU Tel: 01398 351348, Fax 01398 351115, [email protected]
2. Welsh Biofuels LtdContact Martin Jolly, Unit 28, Brynmenyn Industrial Estate,Bridgend CF32 9TZTel: 01656 729714, Fax 01656 729714, [email protected]
3. Saturn U.K.Terry Lawson, County Durham, Tel: 01740 656185 / 650317
4. PowershredContact Mr Mike JonesUnit 5, Dynsdale Road, Croft Business Park, Bronborough, L62 3PY Tel: 0151 343 0908, Fax: 0151 343 1000. [email protected]
Overseas Manufacturers1. Fulghum Fibrefuels Ltd Nova Scotia, Canada John Colquitt, President, Fulghum Fibrefuels LtdPO Box 15022, Savannah, GA 31416 USA, Tel: (912) 691 0607, Fax: (912)3527463, [email protected] WEB: www.fulghumfibrefuels.com
2. Modis Ltd UkraineAnn and Velentin Bochovrka, Modis Ltd65056 appl5, 10/13 pr. Shevchenko, Odessa, UkraineTel: 380 482 68 78 89, Fax: 380 482 68 78 89 [email protected]
3. Hansa Graatma Ltd EstoniaRainer KuutmaTel: +372-50-41099(mobile), Tel: +372-76-69340, Fax: +372-76-69349 Email: [email protected] WEB: http://www.hansagraanul.ee/
4. Energex North AmericaIn The U.S.Energex Pellet Fuel, Inc.20 Airpark Road, PO Box 5399, West Lebanon, New Hampshire 03784 Tel: 603-298-7007, Fax: 603-298-7888In CanadaGranules Combustibles Energex, Inc.3891, President Kennedy, Lac-Megantic, QC, G6B 3B8,Tel: : 819-583-5131, Fax: 819-583-5862 [email protected] WEB: http://www.energex.com/
A5.10
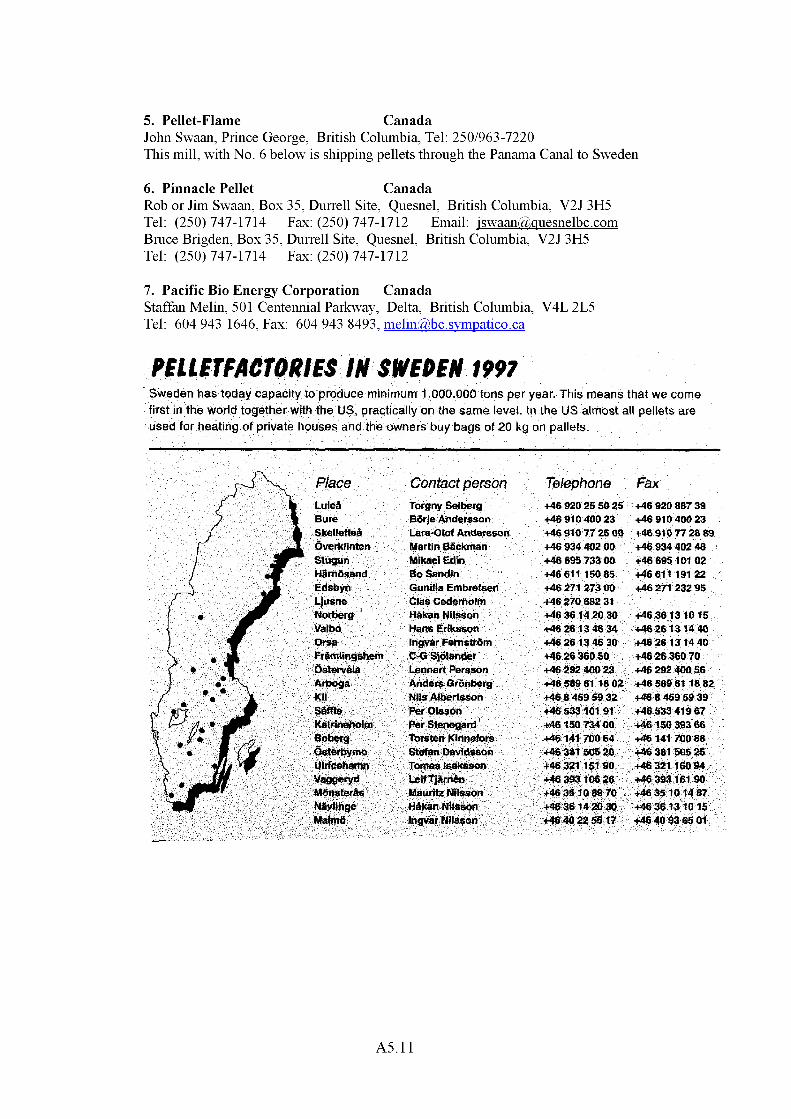
5. Pellet-Flame CanadaJohn Swaan, Prince George, British Columbia, Tel: 250/963-7220This mill, with No. 6 below is shipping pellets through the Panama Canal to Sweden
6. Pinnacle Pellet CanadaRob or Jim Swaan, Box 35, Durrell Site, Quesnel, British Columbia, V2J 3H5 Tel: (250) 747-1714 Fax: (250) 747-1712 Email: [email protected] Bruce Brigden, Box 35, Durrell Site, Quesnel, British Columbia, V2J 3H5 Tel: (250) 747-1714 Fax: (250) 747-1712
7. Pacific Bio Energy Corporation CanadaStaffan Melin, 501 Centennial Parkway, Delta, British Columbia, V4L2L5 Tel: 604 943 1646, Fax: 604 943 8493, [email protected]
P£LLETFACT0RIE$ IN SWiPEH 1997Sweden has today capacity to produce minimum 1.000.000 tons per year. This means that we come first in the world together with the US, practically on the same level. In the US almost all pellets are used for heating of private houses and the owners buy bags of 20 kg on pallets.
PlaceLuledBureSkelleftedOverk/intenStugunHarndsandEdsbynLjusneNorbergValboOrsaFramlingshemdstervitaArbogaKitsameKatrineholmBobergOsterbymoUlrfcehamnVaggerydMdnsterAsNSvIingeMafmS 7
Contact personTorgny Selberg Borje Andersson Lara-Otof Andersson Martin Backman Mikael Edin Bo Sandin Gunilla Embretsen Clas Cederholm Hdkan Nilsson Hans Eriksson Ingvar Fernstrdm C-G Sjolander Lennart Persson Anders Gronberg Nils Albertsson Per Olsson Per Stenegard Torsten Kinnefors Stefan Davidsson Tomas. Isaksson LeifTjarnOn Mauritz Nilsson Hdkan Nilsson Ingvar Nilsson
Telephone Fax+46 920 25 50 25 +46 910 400 23 +46 910 77 25 00 +46 934 402 00 +46 695 733 00 +46 611 150 85 +46 271 273 00
. +46 270 682 31 +46 36 14 20 30 +46 26 13 46 34 +46 26 13 46 30 +46 26 360 50 +46 292 400 23 +46 589 61 18 02 +46 8 459 59 32 +46 533 101 91 +46 150 734 00 +46 141 700 64 +46 381 505 20 +46 321 151 90 +46 393 106 26 +46 36 10 88 70 +46 36 1420 30 +46 40 22 55 17
+46 920 887 39 +46 910 400 23 +46 910 77 26 89 +46 934 402 48 +46 695 101 02 +46 611 191 22 +46 271 232 95
+46 36131015 +46 261314 40 +46 26 13 14 40 +46 26 360 70 +46 292 400 56 +46 589 61 18 82 +46 8 459 59 39 +46 533 419 67 +46 150 393 66 +46 141 700 88 +46 381 505 25 +46 321 160 94 +46 393 161 90 +46 35 10 14 87 +46 361310 15 +46 40 93 65 01
A5.ll

Appendix 6
Programme of speakers at Boughton Pumping stations 22nd September 1999. Workshop proceedings available from the www.britishbiogen.co.uk
Introducing Wood Pellet Fuel to the UKWednesday 22nd September 1999
Organised by Renewable Heat & Power Ltd and British Biogen
Supported by the Department of Trade & Industry & The ALTENER programme of theEuropean Coimnission
FINAL PROGRAMME10.00 Registration. Tea & Coffee
10.30 Introduction to the Project Peter Billins, Chief Executive, British Biogen
10.35 Introduction to Biomass Pellets Adam Giffard, Renewable Heat & Power Ltd
10.50 The Existing Market: Presentations & Panel discussionThe US & Canada Averill Cook, President, US Pellet Fuels Institute
President, Catamount Pellet Fuel Corp, US Sweden Jan-Erik Dahlstrom, JED Biosol, SwedenAustria Horst Jauschnegg, Lcmdeskammer fur Land- undForstwirtschaft Steiermar
11.25 Energy Balance & Economics: Comparison with wood chips & briquettesWood Chips Robert Rippengall, LRZ LtdBriquettes Ian McChesnev, ESD LtdWood Pellets Robin Cotton, Renewable Heat & Power Ltd
12.00 Regulations for Pellet Burning EquipmentUK Adam Giffard, Renewable Heat & Power LtdUS Averill Cook, President, US Pellet Fuels InstituteThe Pmark Gunnar Sahlin, Sahlins EcoTec, Sweden
12.40 Lunch & Tour of Gasifier
13.45 Regulations & Standards for Pellets & Materials for PelletisationSwedish Standard Jan-Erik Dahlstrom, JED BiosolThe US PEI Standard Averill Cook, President PFIUK Resources & waste regulations Jim Birse, British Biogen
14.30 Wood PelletisationBengt Nilsson, CPM, Sweden
15.00 Low Energy PelletisationEmidio Tosi, EcoTre Systems, Italy
15.15 Tea & Coffee
15.30 Market Development and Plenary Discussion
16.25 Summation Peter Billins, Chief Executive, British Biogen
16.30 Depart
A6.1

A6.2