internal curing using different admixtures- pdf
TRANSCRIPT

ACKNOWLEDGEMENT
With great pleasure I want to take this opportunity to express my heartfelt gratitude to
all the people who helped in fulfilling the accomplishment of this seminar work.
I express my deep sense of gratitude to those who have given constant guidance
throughout our seminar work.
I am grateful to my seminar coordinator Dr.B. Kondraivendhan, who inspired and
extended his constructive guidance and supervision which is of immense help in completion
of this report.
ABSTRACT
This report presents study of different materials like artificial fly ash (AFA) and artificial
blast furnace slag aggregates (ASAs), drinking water treatment waste and porous ceramic
waste aggregate as an internal curing agents. Study includes their significance as internal
curing agents, composition, performance, effects and challenges.
High-Strength Concretes (HSCs) with a low W∕CM require an efficient curing application
because of high water demand. This is very difficult to achieve based only on traditional
external curing because of the low permeability of these mixtures good curing is always not
practically possible in the field- difficult terrains where human access is not possible and the
structures are inaccessible, presence of high chemical content such as chlorides, fluorides and
other salts in water, areas where scarcity of water, so there comes the concept of internal
curing concrete. This report investigates the effectiveness of different alternatives of internal
curing.
This report includes study of Artificial aggregates (AAs) produced through cold bonding
pelletization of 90% fly ash or slag with 10% portland cement and at a constant water-cement
ratio (w/c) of 0.28, a total of nine HSCs incorporating varying amounts of AFA or ASA (0%,
5%, 10%, 15%, and 20%) by total aggregate volume, the effects of porous ceramic waste
aggregate (PCA) coarse aggregate as an internal curing material on the compressive strength,
porosity, and shrinkage of portland blast furnace cement type B concretes (BB) with a water-
to-cement ratio (W/C) of 0.55, in which the replacement ratios of conventional coarse
aggregate by PCA were 10 and 20% in volume and the potential of using drinking water
treatment waste sludge as an internal curing agent for concrete are presented.
Keywords- Internal curing; Artificial aggregate; Blast furnace slag cement type B; Concrete;
Ceramic roof material waste; Drinking water treatment waste sludge.
INDEX
Abstract iv
Index v
List of Figures vi
List of Tables vii
List of Acronyms viii
1. Introduction 9
1.1. Introduction
1.2. Importance of Curing
1.3. Reasons to Cure Concrete
1.4. Right Time to Cure Concrete
1.5. Duration of Curing
1.6. Methods to Cure Concrete
1.7. Internal Curing Concrete
2. Internal Curing Using Artificial Aggregates as Water Reservoirs 15 2.1. Introduction
2.2. Why Artificial Aggregates?
2.3. Material
2.4. Concrete Mix Design
2.5. Mechanical Properties and Performance
3. Using Drinking Water Treatment Waste 21 3.1. Introduction
3.2. Significance of DWTW as Internal curing agent
3.3. Materials and Mix Design
3.4. Mechanical Properties and Performance
4. Using Ceramic Roof Material 24
4.1. Introduction
4.2. Materials
4.3. Mixture Proportions and Specimens
4.4. Mechanical Properties and Performance
5. Summary and Challenges to Internal Curing 27
6. Refernences 28

LIST OF FIGURES
Sr. No. Figure Details Page
No.
Figure 1.1 Effect of duration of water curing on strength of Concrete. 10
Figure 1.2 Mist curing of freshly placed concrete 12
Figure 1.3 Straw sprinkled with water 13
Figure 1.4 Curing of concrete pavements 13
Figure
1.5&1.6
Concrete protection systems during initial stage using framed
enclosures & plastic sheets.
13
Figure 2.1 Pelletization process: (a) general view of pelletization disc; and
(b) artificial aggregates produced for HSCs.
18
Figure 2.2 Test specimens for autogenous deformation: (a) specimens sealed
with two layers of plastic sheets; and (b) specimens sealed with a
layer of aluminium foil.
18
Figure 2.3 Autogenous shrinkage of HSCs. 19
Figure 2.4 Restrained shrinkage cracking of HSCs. 20
Figure 3.1 Measured compressive strength for mortars cured under sealed
condition
23
Figure 3.2 Comparison of measured deformation of autogenous shrinkage
on: (a) sealed prism mortars; and (b) calculated drying shrinkage
24

LIST OF TABLES
Table Details Pages No.
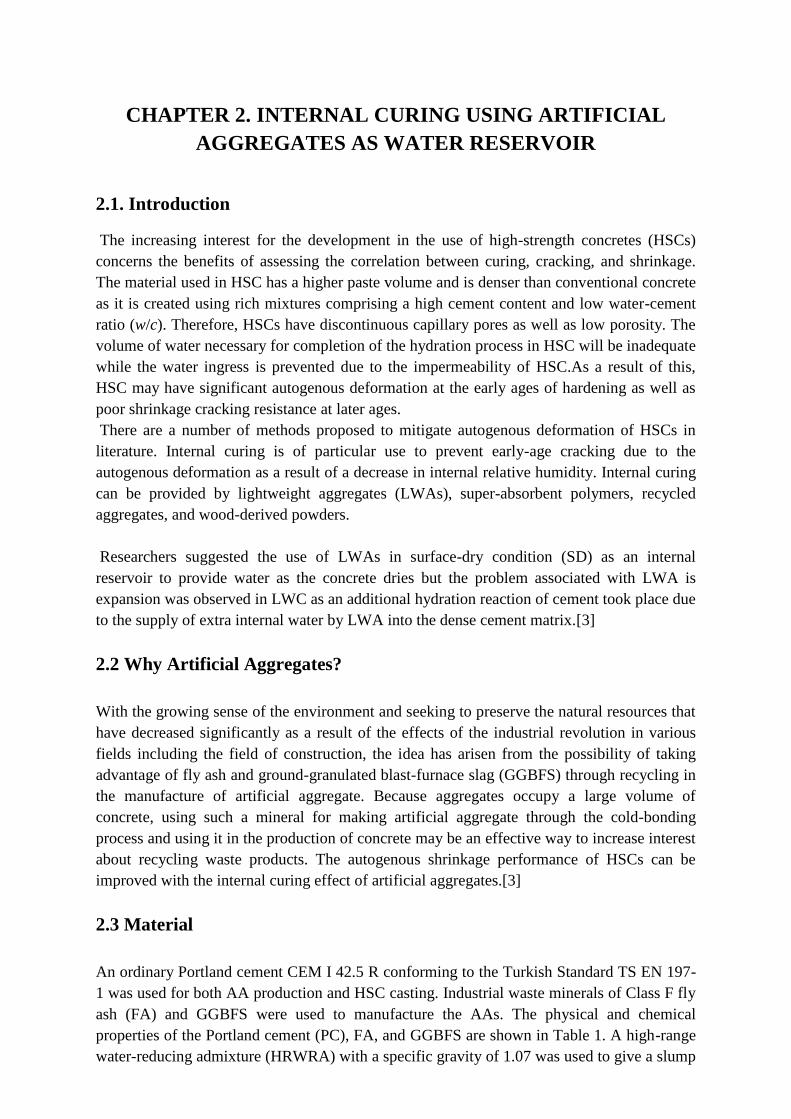
Table 1: Physical and chemical properties of cement, GGBFS, and fly ash. 17
Table 2: Sieve analysis and physical properties of natural and lightweight aggregates. 17
Table 3: Concrete mixture proportions, kg/m3. 18
Table 4: Chemical composition of DWTW 21
Table 5: Mortar mixture designs 22
Table 6: Mortar mixture proportion, lb/yd3 (kg/m3) 23
Table 7: Material Properties 25
Table 8: Mixture 26

LIST OF ACRONYMS
ACI: American Concrete Institute
AFA: Artificial Fly Ash Aggregate
ASA: Artificial Slag Aggregate
BB: Portland Blast Furnace Cement type B
CCAA: Cement, Concrete & Aggregates Australia
DWTW: Drinking Water Treatment Waste
GGBFS: Ground-Granulated Blast-Furnace Slag
HSC: High-Strength Concretes
IC: Internal Curing
ICC: Internal Curing Concrete
LWA: Lightweight Aggregates
NCA: Natural Coarse Aggregate
OPC: Ordinary Portland Cement
PCA: Porous Ceramic Waste Aggregate
RCC: Reinforced Cement Concrete
SAP: Super Absorbent Polymers
W∕CM: Water-Cement Ratio

Chapter 1. INTRODUCTION
1.1 Introduction
Concrete failures at site are associated to several reasons; right from concrete mix design,
properties of materials used, mixing, placing, compaction, curing procedures and many more.
There are many misconceptions about the duration of curing of concrete, especially when we
refer to site conditions. On many occasions, it is found that the curing period of concrete
elements, plasters, brickwork, etc is left to the discretion of the site staff. Improper curing is
considered as one of the significant reasons for concrete failures in columns, beams, slabs,
pavements, etc, evident in the form of cracks, which are easily noticeable by the naked eyes.
The vertical member like a column, in particular, is one of the most victimized RCC elements
which must be carefully cured, as the entire load from the slabs and beams are supported by
columns and transferred to the foundations. Unfortunately, adequate curing is not given much
importance at most of the sites leading to reduction in the durability of the structure.
Curing of concrete plays a major role in developing the microstructure and pore structure of
concrete. Curing of concrete means maintaining moisture inside the body of concrete during
the early ages and beyond in order to develop the desired properties in terms of strength &
durability. A good curing practice involves keeping the concrete damp until the concrete is
strong enough to do its job. However, good curing practices are not always religiously
followed in most of the cases, leading to a weak concrete. This chapter summarizes various
aspects of curing of concrete which can be of valuable assistance in studying the further
chapters.[1]
1.2Importance of Curing
Curing is the process of controlling the rate and extent of moisture loss from concrete to
ensure an uninterrupted hydration of Portland cement after concrete has been placed and
finished in its final position. Curing also ensures to maintain an adequate temperature of
concrete in its early ages, as this directly affects the rate of hydration of cement and
eventually the strength gain of concrete or mortars.
Curing of concrete must begin as soon as possible after placement & finishing and must
continue for a reasonable period of time as per the relevant standards, for the concrete to
achieve its desired strength and durability. Uniform temperature should also be maintained
throughout the concrete depth to avoid thermal shrinkage cracks. Also protective measures to
control moisture loss from the concrete surface are essential to prevent plastic shrinkage
cracks.
In a nut shell, curing process is designed primarily to keep the concrete moist by controlling
the loss of moisture from the body of concrete, during the given period in which it gains
strength.[1]
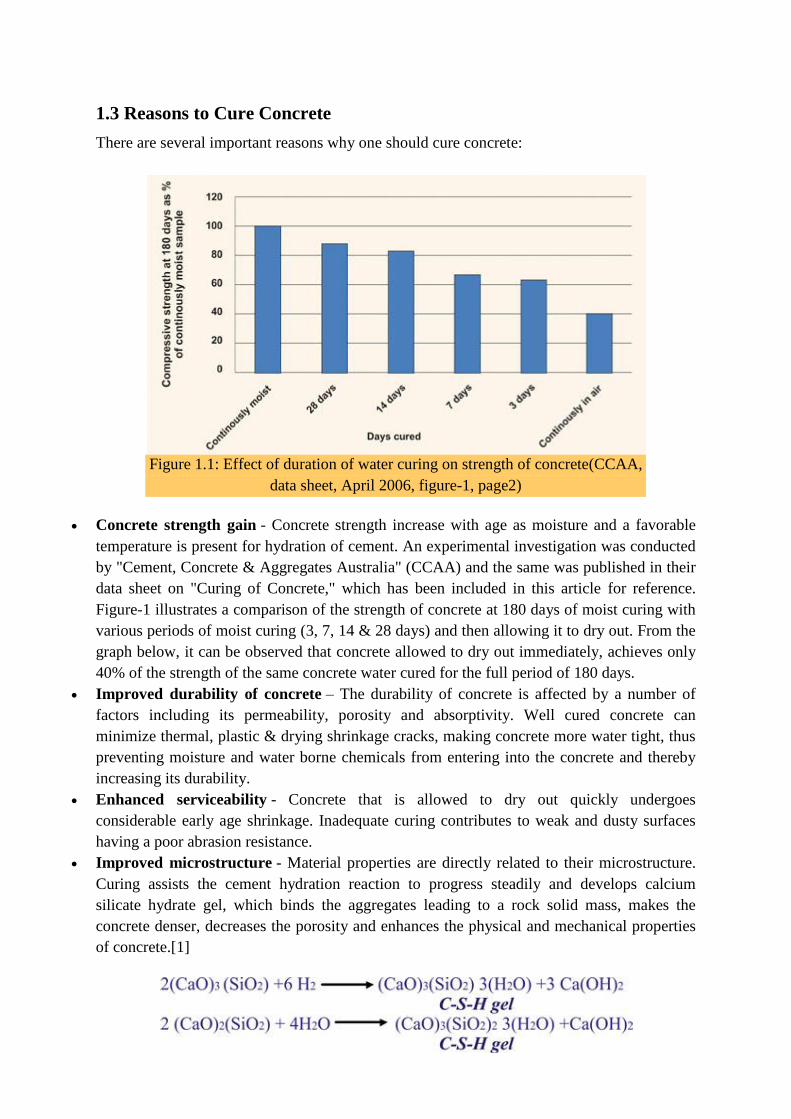
1.3 Reasons to Cure Concrete
There are several important reasons why one should cure concrete:
Figure 1.1: Effect of duration of water curing on strength of concrete(CCAA,
data sheet, April 2006, figure-1, page2)
Concrete strength gain - Concrete strength increase with age as moisture and a favorable
temperature is present for hydration of cement. An experimental investigation was conducted
by "Cement, Concrete & Aggregates Australia" (CCAA) and the same was published in their
data sheet on "Curing of Concrete," which has been included in this article for reference.
Figure-1 illustrates a comparison of the strength of concrete at 180 days of moist curing with
various periods of moist curing (3, 7, 14 & 28 days) and then allowing it to dry out. From the
graph below, it can be observed that concrete allowed to dry out immediately, achieves only
40% of the strength of the same concrete water cured for the full period of 180 days.
Improved durability of concrete – The durability of concrete is affected by a number of
factors including its permeability, porosity and absorptivity. Well cured concrete can
minimize thermal, plastic & drying shrinkage cracks, making concrete more water tight, thus
preventing moisture and water borne chemicals from entering into the concrete and thereby
increasing its durability.
Enhanced serviceability - Concrete that is allowed to dry out quickly undergoes
considerable early age shrinkage. Inadequate curing contributes to weak and dusty surfaces
having a poor abrasion resistance.
Improved microstructure - Material properties are directly related to their microstructure.
Curing assists the cement hydration reaction to progress steadily and develops calcium
silicate hydrate gel, which binds the aggregates leading to a rock solid mass, makes the
concrete denser, decreases the porosity and enhances the physical and mechanical properties
of concrete.[1]
1.4 Right Time to Cure Concrete
After concrete has been placed in its final position and during the initial set, bleed water rises
to the concrete surface as plastic settlement occurs. During this period, if the rate of
evaporation of bleed water is greater than the rising water, plastic shrinkage of the concrete
occurs. Initial mist curing is necessary to keep the surface moist to prevent the surface from
drying out.
Between initial set and final set, intermediate curing would be needed if the finishing is
complete prior to final set. This may be in the form of a barrier which prevents the loss of
moisture from the concrete surface. e.g. covering the concrete surfaces with plastic sheets,
waterproof paper, etc.
After final set, meticulous curing will have to be done as per the procedures selected. e.g.
water curing methods-Ponding, Misting, wet coverings with hessian cloth, Impermeable
membrane curing, Curing compounds, etc.[1]
1.5 Duration of Curing
The duration of curing of concrete depends on the grade & type of cement, mix proportion,
desired concrete strength, shape and size of the concrete member and environmental &
exposure conditions. The duration may vary from few days to a month.
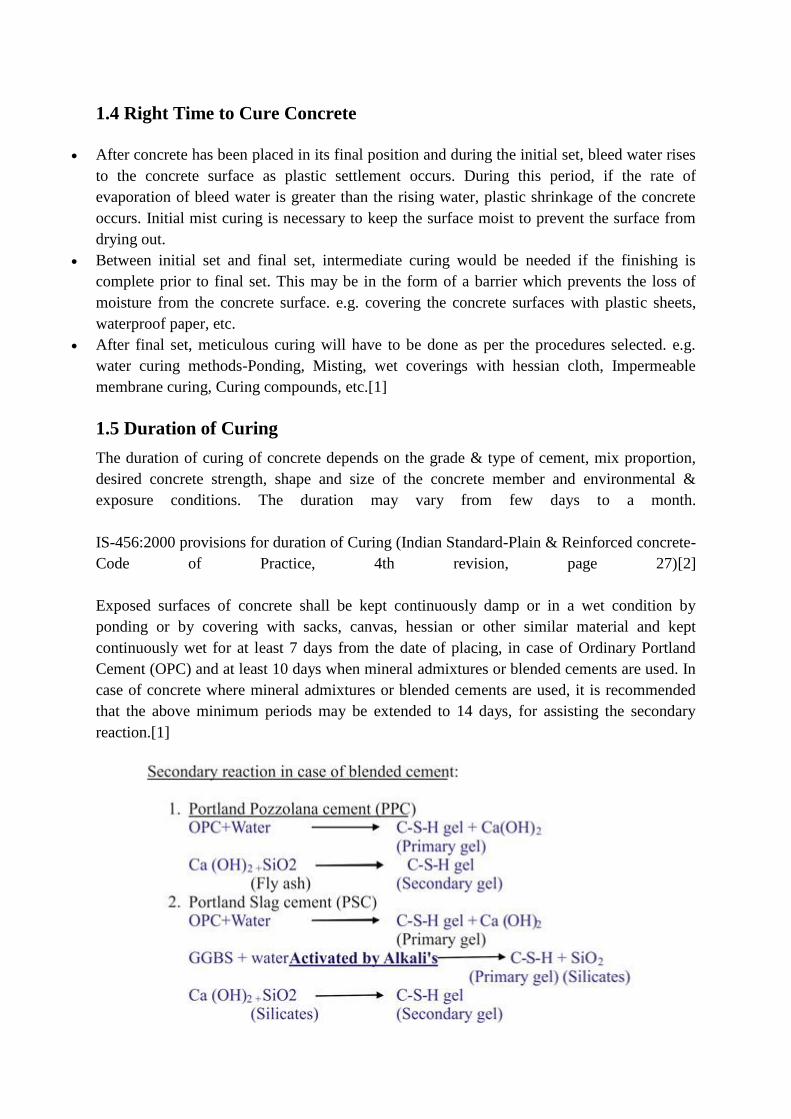
IS-456:2000 provisions for duration of Curing (Indian Standard-Plain & Reinforced concrete-
Code of Practice, 4th revision, page 27)[2]
Exposed surfaces of concrete shall be kept continuously damp or in a wet condition by
ponding or by covering with sacks, canvas, hessian or other similar material and kept
continuously wet for at least 7 days from the date of placing, in case of Ordinary Portland
Cement (OPC) and at least 10 days when mineral admixtures or blended cements are used. In
case of concrete where mineral admixtures or blended cements are used, it is recommended
that the above minimum periods may be extended to 14 days, for assisting the secondary
reaction.[1]

1.6 Methods to Cure Concrete
Methods of curing concrete broadly fall into the following categories:
Water curing-preventing the moisture loss from the concrete surface by continuously wetting
the exposed surface of concrete.
Membrane curing-minimizing moisture loss from the concrete surface by covering it with an
impermeable membrane.
Steam curing-keeping the surface moist and raising the temperature of concrete to accelerate
the rate of strength gain.
Figure 1.2: Mist curing of freshly placed concrete
Water Curing - is done by spraying or sprinkling water over the concrete surface to ensure
that the concrete surface remains continuously moist. This prevents the moisture from the
body of concrete from evaporating and contributes to the strength gain of concrete.
Ponding This is the most common and inexpensive method of curing flat surfaces such as
floor slabs, flat roofs, pavements and other horizontal surfaces. A dike around the edge of the
slab, which may be sub-divided into smaller dikes, is erected and water is filled to create a
shallow pond. Care must be taken to ensure that the water in the pond does not dry up, as it
may lead to an alternate drying and wetting condition.
Sprinkling, fogging & mist curing: Using a fine spray or fog or mist of water can be an
efficient method of supplying water to the concrete surface especially during hot weather,
which helps to reduce the temperature of concrete, eventually conserving moisture inside the
body of concrete.
Wet coverings: Water absorbent fabrics such as hessian, burlaps, cotton mats, rugs etc. may
be used to maintain water on the concrete surface by completely covering the surface
immediately after the concrete has set. They must be continuously kept moist to prevent the
fabric from absorbing water from the body of concrete, due to capillary action.[1]

Figure 1.3: Straw sprinkled with water Figure 1.4: Curing of concrete
pavements
In rural areas, straw sprinkled with water regularly can be used to cure concrete. Care must be
taken when using straw, as dry straw can fly away if the wind velocity is very high and it can
also cause fire hazards. Moist earth, sand or saw dust can be used to cure horizontal surfaces.
However, staining of the surface can occur due to certain organic matter, if present.
1.6 Impermeable Membrane Curing
Formwork Leaving the formwork in place during the early age of concrete is one of the most
efficient methods of curing, especially for columns. However, the turn around time of the
formwork reduces considerably.
Plastic sheeting Plastic sheets form an effective barrier to control the moisture losses from
the surface of the concrete, provided they are secured in place and are protected from
damage. They must be placed immediately after the final set of concrete without causing any
damage to the surface. On flat surfaces like slabs, pavements, etc they must be properly
secured to the surface and must extend beyond the edges of the slab, so that they are not
blown away by gusty winds. Also foot, machinery and vehicular traffic must be avoided over
the plastic sheet, to prevent damage. For vertical surfaces, the member must be thoroughly
wrapped and the edges taped to prevent loss of moisture from the concrete surface. Plastic
sheet may be transparent or colored depending upon the ambient temperature prevailing
during that particular season. The efficiency of this system can be enhanced by flooding the
concrete surface of the slab with water, under the plastic sheet.[1]
Figure 1.5&1.6: Concrete protection systems during initial stage using
framed enclosures & plastic sheets

Membrane curing compounds - Curing compounds are wax, acrylic and water based
liquids which are sprayed over the freshly finished concrete to form an impermeable
membrane that minimizes the loss of moisture from the concrete. These are cost effective
methods of curing where standard curing procedures are difficult to adopt. When used to cure
concrete the timing of the application is critical for maximum effectiveness. They must be
applied when the free water on the surface has evaporated and there is no water sheen on the
surface visible. Too early application dilutes the membrane, where as too late application
results in being absorbed into the concrete. Care must be taken to avoid foot, machinery and
vehicular traffic over the concrete surface to prevent damage of the coating.
For concretes with low w/c ratio, the use of curing compounds may not be suitable for curing.
When hydration takes place the relative humidity of interior concrete drops leading to self-
drying of concrete. Under such circumstances, wet curing provides an external source of
water to replenish the water utilized in the hydration process. Curing compounds may also
prevent the bond between the hardened and the freshly placed concrete overlay. For example
Curing compounds should not be applied to two lift pavement construction. Similarly, curing
compounds should not be applied to concrete surface which will be receiving plasters,
decorative & protective paints, etc, as it affects the adhesion.[1]
Steam Curing
Steam curing is a process for accelerating the early hardening of concrete and mortars by
exposing it to steam and humidity. This type of system is most commonly used for precast
concrete products where standard products are manufactured in the factory and the
turnaround time of the formwork is very quick. In the curing chamber, the control of
temperature and humidity is of prime importance or else the concrete products are likely of
fracture, crumble and develop other problems later in their service lives. This type of curing
systems are generally adopted for railway sleepers, concrete blocks, pipes, manhole covers,
poles, pipe culverts, prestressed precast concrete products, and so forth.[1]
Curing in Hot and cold weather requires additional attention.
Hotweather
During hot weather, concrete must be protected from excessive drying and from direct sun
and wind. Curing materials which reflect sunlight to reduce concrete temperature must be
used. Water curing is recommended and care should be taken to prevent excessive stress
caused by alternative wetting and drying or by cold water on warm concrete. Framed
enclosures of canvas tarpaulins or sun shades may be used to protect the concrete from direct
sunlight.[1]
Coldweather
Some problems associated with temperature below 4o C are:
1. Freezing of concrete before adequate strength is developed
2. Slow development of concrete strength
3. Thermal stresses induced by the cooling of warm concrete to cooler ambient temperatures.[1]

In cold weather, some procedures like heated enclosures, insulating blankets & curing
compounds may be used. The temperature of fresh concrete must be kept above 100oC by
using heated raw materials and the curing shall be continued for a longer period of time till
concrete gains the desired strength.[1]
1.7 Internal Curing Concrete
ICC is the one which can cure itself by retaining its moisture.
The ACI-308 Code states that “internal curing refers to the process by which the hydration of
cement continues because of the availability of internal water that is not part of the mixing
water.” The concept of internal curing is to enhance the hydration process to maintain the
temperature uniformly. [7]
The evaporation of water in the concrete is reduced by self curing agent there by increasing
the water retention capacity of the concrete as compared to the conventional concrete. Proper
self curing (or) internal curing increases the strength, durability and performance of concrete.
Self curing concrete can be done in one of the difficult terrains where human access is not
possible and the structures are inaccessible, presence of high chemical content such as
chlorides, fluorides and other salts. Self curing enables the concrete to reduce the shrinkage
and rupture. Any laxity in curing can lead to the less performance and durability of the
concrete structure. If proper curing is done we can meet the requirements of the performance
and the durability.
CHAPTER 2. INTERNAL CURING USING ARTIFICIAL
AGGREGATES AS WATER RESERVOIR
2.1. Introduction
The increasing interest for the development in the use of high-strength concretes (HSCs)
concerns the benefits of assessing the correlation between curing, cracking, and shrinkage.
The material used in HSC has a higher paste volume and is denser than conventional concrete
as it is created using rich mixtures comprising a high cement content and low water-cement
ratio (w/c). Therefore, HSCs have discontinuous capillary pores as well as low porosity. The
volume of water necessary for completion of the hydration process in HSC will be inadequate
while the water ingress is prevented due to the impermeability of HSC.As a result of this,
HSC may have significant autogenous deformation at the early ages of hardening as well as
poor shrinkage cracking resistance at later ages.
There are a number of methods proposed to mitigate autogenous deformation of HSCs in
literature. Internal curing is of particular use to prevent early-age cracking due to the
autogenous deformation as a result of a decrease in internal relative humidity. Internal curing
can be provided by lightweight aggregates (LWAs), super-absorbent polymers, recycled
aggregates, and wood-derived powders.
Researchers suggested the use of LWAs in surface-dry condition (SD) as an internal
reservoir to provide water as the concrete dries but the problem associated with LWA is
expansion was observed in LWC as an additional hydration reaction of cement took place due
to the supply of extra internal water by LWA into the dense cement matrix.[3]
2.2 Why Artificial Aggregates?
With the growing sense of the environment and seeking to preserve the natural resources that
have decreased significantly as a result of the effects of the industrial revolution in various
fields including the field of construction, the idea has arisen from the possibility of taking
advantage of fly ash and ground-granulated blast-furnace slag (GGBFS) through recycling in
the manufacture of artificial aggregate. Because aggregates occupy a large volume of
concrete, using such a mineral for making artificial aggregate through the cold-bonding
process and using it in the production of concrete may be an effective way to increase interest
about recycling waste products. The autogenous shrinkage performance of HSCs can be
improved with the internal curing effect of artificial aggregates.[3]
2.3 Material
An ordinary Portland cement CEM I 42.5 R conforming to the Turkish Standard TS EN 197-
1 was used for both AA production and HSC casting. Industrial waste minerals of Class F fly
ash (FA) and GGBFS were used to manufacture the AAs. The physical and chemical
properties of the Portland cement (PC), FA, and GGBFS are shown in Table 1. A high-range
water-reducing admixture (HRWRA) with a specific gravity of 1.07 was used to give a slump
of 150 ± 20 mm (5.90 ± 0.79 in.). The natural coarse aggregate (NCA) used was river gravel
with a nominal maximum size of 16 mm (0.63 in.) and specific gravity of 2.71. The natural
fine aggregate (NFA) was a mixture of crushed sand and natural river sand with specific
gravities of 2.45 and 2.66, respectively. Sieve analysis and physical properties of aggregates
are shown in Table 2.[3]
Artificial cold-bonded aggregates
Two types of artificial aggregates were produced in the experimental part, namely AFA and
artificial slag aggregate (ASA). The cold-bonding process was employed in fabricating AFA
and ASA in which dry mixture of 90% FA+10% PC or 90% GGBFS+10% PC was pelletized
through moisturizing in a rotating inclined pan at ambient temperature. The pelletizer used
has a pan diameter of 800 mm (31.5 in.) and a depth and 350 mm (13.78 in.), as shown in
Fig. 1(a). The amount of sprayed water was approximately 18 to 20% by weight of the dry
powder mixture, which was regulated by the pressurized water injection system. After
formation of fresh pellets in approximately 10 minutes, pelletizing was continued for
additional 10 minutes to stiffen the aggregates. For hardening, they were kept in sealed
plastic bags and stored in a curing room at a temperature of 20°C (68°F) and a relative
humidity of 70% for 28 days.Thereafter, both the hardened AFA and ASA were sieved
separately into size fractions of 4 to 16 mm (0.16 to 0.63 in.) as artificial coarse aggregates,
as shown in Fig. 1(b).[3]

Fig. 2.1—Pelletization process: (a) general view of pelletization disc; and (b) artificial
aggregates produced for HSCs.
2.4 Concrete Mix Design
At a constant water-cement ratio (w/c) of 0.28, a total of nine HSCs incorporating varying
amounts of AFA or ASA (0%, 5%, 10%, 15%, and 20%) by total aggregate volume were
designed.[3]
Table 3—Concrete mixture proportions, kg/m3
Fig. 2.2—Test specimens for autogenous deformation: (a) specimens sealed with two layers
of plastic sheets; and (b) specimens sealed with a layer of aluminum foil.
2.5 Mechanical Properties and Performance
When the natural aggregate is replaced with the AAs, namely AFA or ASA, variation, it is
observed that there is marked reduction in the compressive strength of the concretes with
increasing AFA content. Indeed, when AFA is used at a 20% replacement level, there can be
a strength loss of 8%, However, HSCs with ASA aggregates had comparable compressive
strengths to that of the normal concrete, irrespective of the replacement level. Even the
variation in compressive strength displays an upward trend with increasing the volume
fraction of ASA aggregates. Studies show that compressive strength is 7.6% higher at a 20%
replacement level.[3]
The LWA is weaker than normal aggregate; there is a marked reduction in compressive
strength of the concretes with AFA. However, owing to the denser interfacial transition zone
and higher crushing strength, compressive strength slightly increased in the case the
concretes with ASA. Other mechanical properties such as splitting tensile strength and
modulus of elasticity exhibited similar behaviour to that observed in the compressive
strength.[3]
High absorption and high porosity associated with the reduced stiffness of artificial
aggregates led to high shrinkage strain in the concretes. When stronger and less-water-
absorbent artificial aggregate such as ASA is more effective in mitigating the drying
shrinkage.
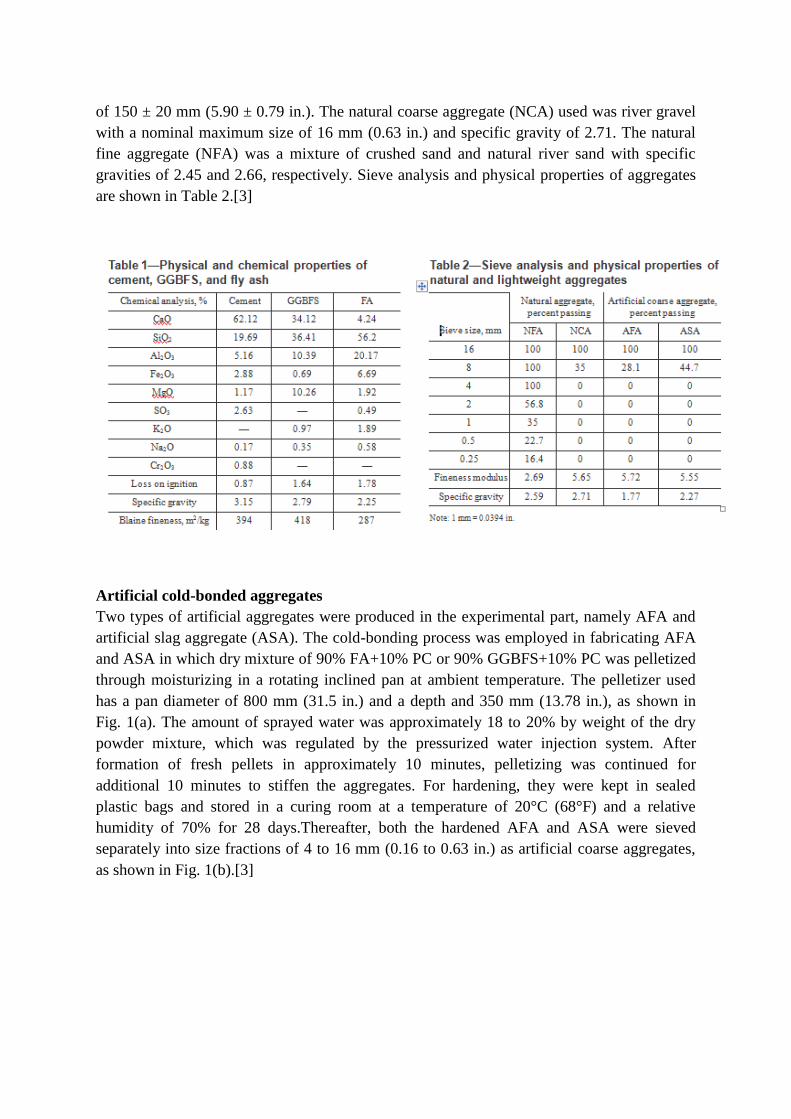
Readily available water within the pre-wetted AAs maintained saturation of the cement paste
and thereby reduced autogenous shrinkage. Therefore, AAs with higher water absorption
seemed to be more influential on reducing the autogenous shrinkage of HSCs. However,
AFA was much more effective than ASA in mitigating the autogenous shrinkage.[3]
Fig. 2.3—Autogenous shrinkage of HSCs.
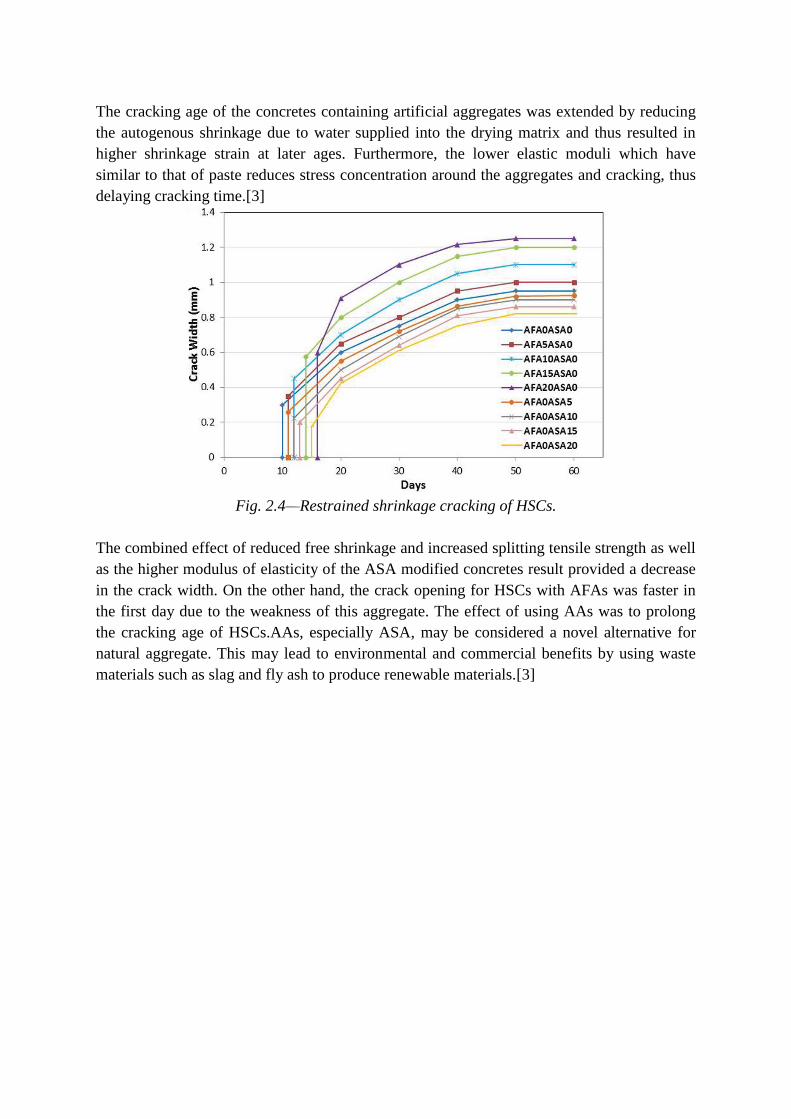
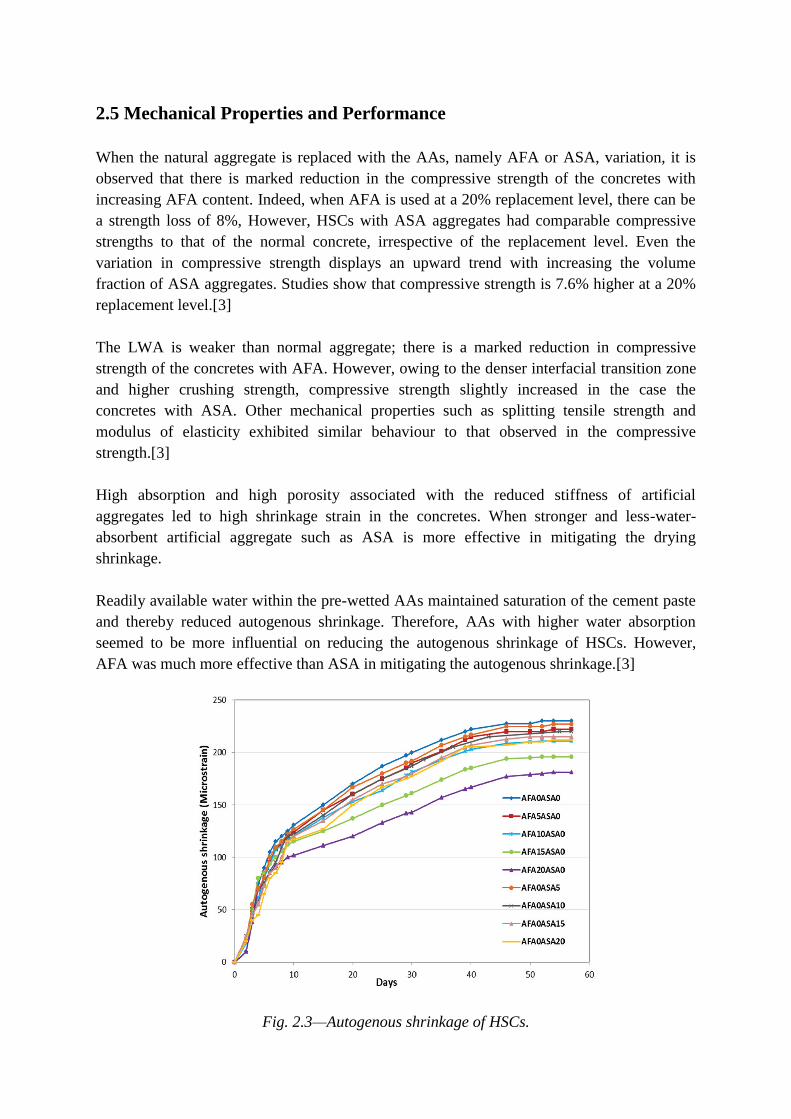
The cracking age of the concretes containing artificial aggregates was extended by reducing
the autogenous shrinkage due to water supplied into the drying matrix and thus resulted in
higher shrinkage strain at later ages. Furthermore, the lower elastic moduli which have
similar to that of paste reduces stress concentration around the aggregates and cracking, thus
delaying cracking time.[3]
Fig. 2.4—Restrained shrinkage cracking of HSCs.
The combined effect of reduced free shrinkage and increased splitting tensile strength as well
as the higher modulus of elasticity of the ASA modified concretes result provided a decrease
in the crack width. On the other hand, the crack opening for HSCs with AFAs was faster in
the first day due to the weakness of this aggregate. The effect of using AAs was to prolong
the cracking age of HSCs.AAs, especially ASA, may be considered a novel alternative for
natural aggregate. This may lead to environmental and commercial benefits by using waste
materials such as slag and fly ash to produce renewable materials.[3]

Chapter 3. USING DRINKING WATER TREATMENT WASTE
3.1 Introduction
Surface water treatment produces large amounts of waste sludge from flocculation and filtra-
tion processes.
water treatment processes result in approximately 4% sludge generation as a total of water
treated.
Sludge handling is responsible for 30 to 40% of the capital cost of a treatment plant, and
around 50% of the operating costs.The significant cost occurs because natural gas drying is
required before disposal. Through the water treatment process, the particles in the solid
sludge are seldom dispersed and instead form into agglomerations called flocs. The water
contained in sludge is divided into two categories: bulk water and bond water.16 Bulk water
can be drained and relatively easily removed compared to the bond water. Bond water
includes interstitial water, vicinal water, and water of hydration.Interstitial water is water
trapped in the interstitial spaces of the flocs, which can become free water when the flocs
structure is destroyed. Vicinal water consists of multiple layers of water molecules held to the
particle surface through hydrogen bonding. Water of hydration is the water chemically bond
to the particles and can only be removed by thermal drying.Of the characteristic water
contained in drinking water treatment waste (DWTW), bond water is easily accessible and
may be beneficial for concrete internal curing.[4]
Table 4—Chemical composition of DWTW
DWTW
Specific gravity 2.41
Loss on ignition, % 42.59
CaO, % 43.93
SiO2, % 5.84
MgO, % 4.24
Al2O3, % 1.55
Fe2O3, % 0.78
SO3, % 0.31
K2O, % 0.20
P2O5, % 0.10
3.2. Significance of DWTW as Internal curing agent
To investigate the potential of using waste material from drinking water treatment operations
as an internal curing agent in concrete. Low water-cement ratio (w/c) concrete mixtures are
highly susceptible to early-age cracking from autogenous shrinkage. Internal curing is
beneficial for concrete and mitigates early-age cracking and increases the overall degree of
cement hydration. Water treatment operations produce large amounts of waste sludge from
flocculation and filtration. The flocculation process produces a material containing large

amounts of water, which is difficult for industry to remove, causing high transportation and
disposal costs. However, the high moisture content makes DWTW a good candidate for
internal curing of concrete.[4]
3.3 Materials & Mix Design
The cement used in this study was ordinary Portland cement (OPC) conforming to ASTM
C150/C150M Type I. The OPC had a Blaine fineness of 373 m2/kg and a Bogue composition
of 55% C3S, 17% C2S, 8% C3A, 10% C4AF. The DWTW used in the study was light gray
in colour and had the consistency of damp soil. The material had been dewatered to the as-
tested condition and land filled. The as-received moisture content was 54% on a dry weight
basis and specific gravity was 2.41. Graded standard sand was used as fine aggregate in the
mortars. The SAP used was partial sodium salt of cross-linked polypromancic acid and had
absorption rated at 2000× in pure water. A polycarboxylate high-range water reducer was
used.[4]
Nomenclature used is as follows: portland cement control mortar (PC), portland cement
mortar containing superabsorbent polymer (SP), portland cement mortar containing pre-
wetted lightweight aggregate substituted for a portion of the standard sand (LW), and
portland cement mortar containing DWTW substituted for a portion of the standard sand
(WT).[4]
Table 5—Mortar mixture designs

Table 6—Mortar mixture proportion, lb/yd3 (kg/m3)
3.4 Mechanical Properties and Performance
1. DWTW is a high-calcium waste material generated by drinking water treatment operations.
The formation of DWTW flocs in water, combined with minimal dewatering, results in a
material with a naturally high in-place moisture content. DWTW flocs individually have a
porous micro-structure with flocs particle sizes ranging from 10 to 100 mm.
2. DWTW provided an increased degree of hydration (DOH) over the control mortar. The
improvement on DOH of DWTW was comparable to the two other internal curing agents.
3. DWTW used as an internal curing agent in cement mortar mixture resulted in increased
compressive strength at 7 and 28 days.[4]
Fig. 3.1—Measured compressive strength for mortars cured under sealed condition.

4. Mortar containing DWTW showed a 25% reduction in autogenous shrinkage versus
the control group at 28 days. Shrinkage reduction was similar to mortar containing
pre-wetted lightweight fine aggregate.
Fig. 3.2—Comparison of measured deformation of autogenous shrinkage on: (a)
sealed prism mortars; and (b) calculated drying shrinkage
5. DWTW showed a similar effect on drying shrinkage as the other internal curing agents.
Mortars containing internal curing agents showed overall higher drying shrinkage than the
control group. Mortars containing DWTW showed greater total shrinkage than the control
group, but less total shrinkage than mortars containing pre-wetted lightweight aggregate.
Among the mixtures with the same amount of internal curing water, mortar containing
DWTW showed less mass loss than mortar containing SAP and mortar containing pre-wetted
lightweight aggregate.
7. Drinking water treatment waste is an effective internal curing agent and has similar
performance to both the investigated superabsorbent polymer and pre-wetted lightweight fine
aggregate. Because drinking water treatment waste is currently a globally available waste
product that has a chemical composition similar to cement and contains sufficient moisture
for internal curing without additional processing, the use of drinking water treatment waste in
concrete has the potential to lower the CO2 footprint and cost while improving concrete
performance.[4]
Chapter 4: USING CERAMIC ROOF MATERIAL
4.1 Introduction
It has been known that the hydration reaction of Portland blast furnace cement type B is
slower than that of ordinary Portland cement (OPC). Concrete made with Portland blast
furnace cement type B (BB) usually needs longer wetcuring treatment at early ages to
develop the required performance compared with OPC concrete.The waste aggregate
produced from roof material, designated as porous ceramic waste aggregate (PCA) being
effective in reducing autogenous shrinkage as well as developing compressive strength of
high strength concrete. PCA is useful as an internal curing material for improving the quality
of BB, which needs comparatively longer wet curing.[5]
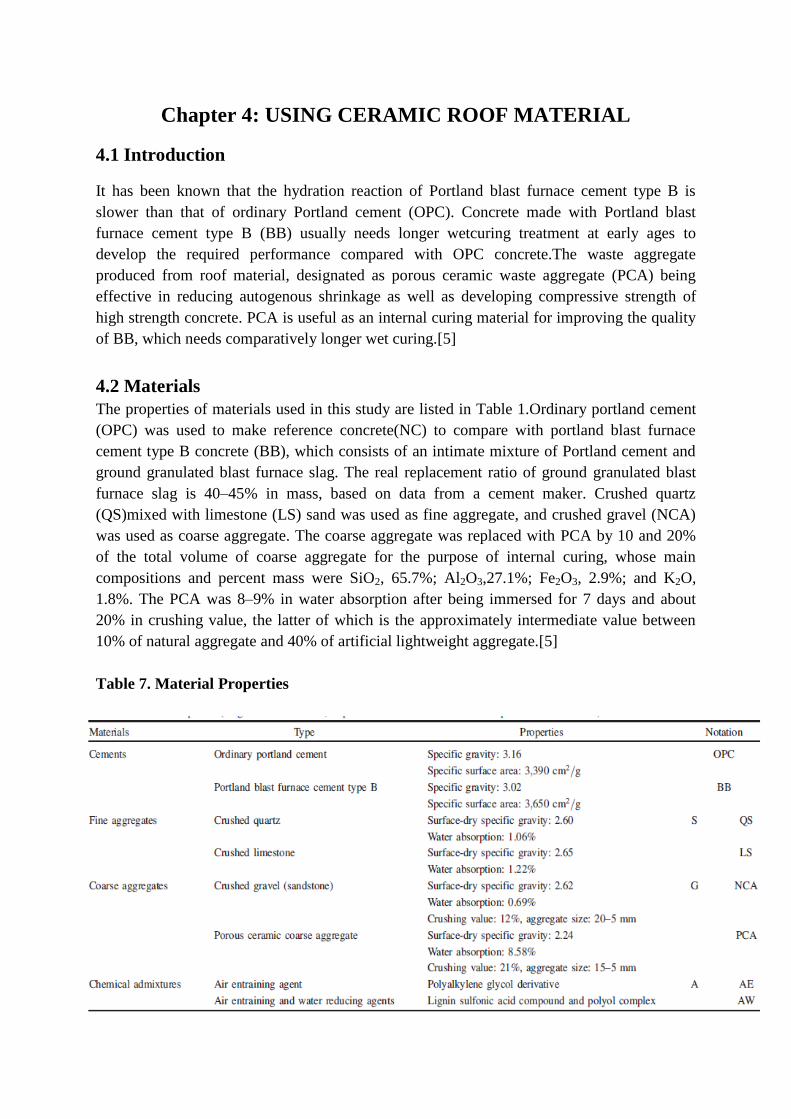
4.2 Materials
The properties of materials used in this study are listed in Table 1.Ordinary portland cement
(OPC) was used to make reference concrete(NC) to compare with portland blast furnace
cement type B concrete (BB), which consists of an intimate mixture of Portland cement and
ground granulated blast furnace slag. The real replacement ratio of ground granulated blast
furnace slag is 40–45% in mass, based on data from a cement maker. Crushed quartz
(QS)mixed with limestone (LS) sand was used as fine aggregate, and crushed gravel (NCA)
was used as coarse aggregate. The coarse aggregate was replaced with PCA by 10 and 20%
of the total volume of coarse aggregate for the purpose of internal curing, whose main
compositions and percent mass were SiO2, 65.7%; Al2O3,27.1%; Fe2O3, 2.9%; and K2O,
1.8%. The PCA was 8–9% in water absorption after being immersed for 7 days and about
20% in crushing value, the latter of which is the approximately intermediate value between
10% of natural aggregate and 40% of artificial lightweight aggregate.[5]
Table 7. Material Properties
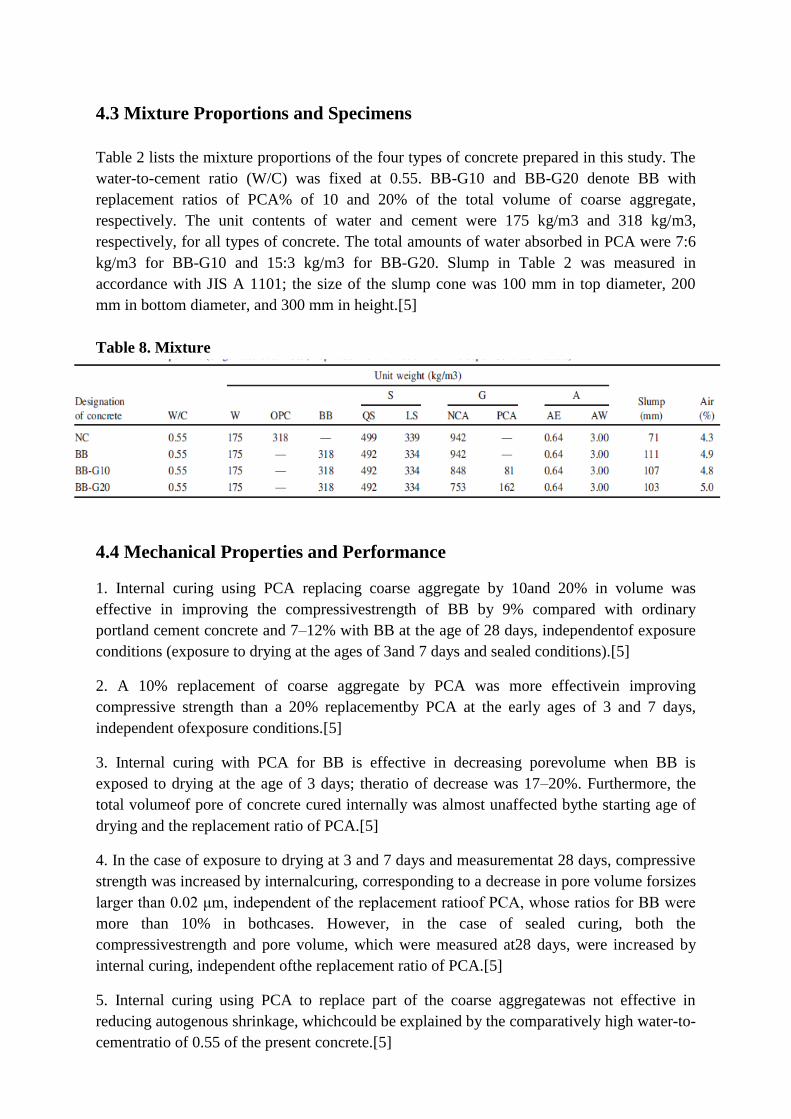
4.3 Mixture Proportions and Specimens
Table 2 lists the mixture proportions of the four types of concrete prepared in this study. The
water-to-cement ratio (W/C) was fixed at 0.55. BB-G10 and BB-G20 denote BB with
replacement ratios of PCA% of 10 and 20% of the total volume of coarse aggregate,
respectively. The unit contents of water and cement were 175 kg/m3 and 318 kg/m3,
respectively, for all types of concrete. The total amounts of water absorbed in PCA were 7:6
kg/m3 for BB-G10 and 15:3 kg/m3 for BB-G20. Slump in Table 2 was measured in
accordance with JIS A 1101; the size of the slump cone was 100 mm in top diameter, 200
mm in bottom diameter, and 300 mm in height.[5]
Table 8. Mixture
4.4 Mechanical Properties and Performance
1. Internal curing using PCA replacing coarse aggregate by 10and 20% in volume was
effective in improving the compressivestrength of BB by 9% compared with ordinary
portland cement concrete and 7–12% with BB at the age of 28 days, independentof exposure
conditions (exposure to drying at the ages of 3and 7 days and sealed conditions).[5]
2. A 10% replacement of coarse aggregate by PCA was more effectivein improving
compressive strength than a 20% replacementby PCA at the early ages of 3 and 7 days,
independent ofexposure conditions.[5]
3. Internal curing with PCA for BB is effective in decreasing porevolume when BB is
exposed to drying at the age of 3 days; theratio of decrease was 17–20%. Furthermore, the
total volumeof pore of concrete cured internally was almost unaffected bythe starting age of
drying and the replacement ratio of PCA.[5]
4. In the case of exposure to drying at 3 and 7 days and measurementat 28 days, compressive
strength was increased by internalcuring, corresponding to a decrease in pore volume forsizes
larger than 0.02 μm, independent of the replacement ratioof PCA, whose ratios for BB were
more than 10% in bothcases. However, in the case of sealed curing, both the
compressivestrength and pore volume, which were measured at28 days, were increased by
internal curing, independent ofthe replacement ratio of PCA.[5]
5. Internal curing using PCA to replace part of the coarse aggregatewas not effective in
reducing autogenous shrinkage, whichcould be explained by the comparatively high water-to-
cementratio of 0.55 of the present concrete.[5]
Chapter 5: SUMMARY & CHALLENGES TO INTERNAL
CURING
Challenge 1-If using artificial fly ash (AFA) and artificial blast furnace slag aggregates then
it is known that the properties of artificial aggregates change remarkably with the production
process. Therefore, the performance of concretes containing such aggregates should be
investigated independently for each type of artificial aggregate. Evaluating performance of
each batch of this type of concrete can be time consuming and tedious job. This is a major
drawback of artificial aggregates.[3]
Challenge 2- Moisture in the lightweight aggregate is physically held by capillary force and
released when hydrating paste falls below critical saturation. However, the degree of
saturation in lightweight aggregate and moisture management can be problematic. Dry or
under saturated lightweight aggregate may take up water from the mixture and impact
workability.[3]
Challenge 3-When vacuum saturated, the LWA appears to retain more of the extra water in
smallerpores. When being held in these smaller pores, it is moredifficult for the IC water to
migrate into the cement paste.[3]
Challenge 4-Uneven Expansion was observed in LWC as an additional hydration reaction of
cement took place due to the supply of internal water by LWA into the dense cement matrix.
Challenge 5- Using Drinking Water Treatment Waste as an internal curing material can be
problematic. Firstly it may contain some other chemicals with can affect the mechanical
properties of Concrete. Secondly, quantity of DWTW should be available in sufficient
quantity n throughout the construction period.[4]

REFERENCES
[1] 2013S.B.Kulkarni AVP, Technical Services, and Clinton Pereira Dy.Manager Technical-
UltraTech Cement Ltd, Mumbai, “Significance of Curing of Concrete for Durability of
Structure” NBM&CW Technical article
[2] Indian Standard-Plain & Reinforced concrete-Code of Practice, 4th revision, page 27)
[3] Mehmet Gesog˘ lu, Erhan Güneyisi, Ali Nooruldeen Ismael Ismael, and Hatice Öznur Öz,
“Internal Curing of High-Strength Concretes Using Artificial Aggregates as Water
Reservoirs,” ACI Materials Journal, V. 112, No. 6, November-December 2015.
[4] Qiwei Cao Nowasell and John T. Kevern, “Using Drinking Water Treatment Waste as
Low-Cost Internal Curing Agent for Concrete,” ACI Materials Journal 112(1) · January 2014
[5] Sato, R., Shigematsu, A., Nukushina, T., and Kimura, M. (2011). "Improvement of
Properties of Portland Blast Furnace Cement Type B Concrete by Internal Curing Using
Ceramic Roof Material Waste." J. Material. Civ. Eng., 10.1061/(ASCE)MT.1943-
5533.0000232, 777-782.
[6] Espinoza-Hijazin, G., Paul, Á., and Lopez, M. (2012). "Concrete Containing Natural
Pozzolans: New Challenges for Internal Curing." J. Material. Civ. Eng.,
10.1061/(ASCE)MT.1943-5533.0000421, 981-988.
[7] ACI Concrete Terminology-2013.