intelligent production scheduling a case … · meta-heuristic algorithms they are random keys...
TRANSCRIPT

http://www.iaeme.com/IJMET/index.asp 283 [email protected]
International Journal of Mechanical Engineering and Technology (IJMET) Volume 8, Issue 6, June 2017, pp. 283–298, Article ID: IJMET_08_06_029
Available online at http://www.iaeme.com/IJMET/issues.asp?JType=IJMET&VType=8&IType=6
ISSN Print: 0976-6340 and ISSN Online: 0976-6359
© IAEME Publication Scopus Indexed
INTELLIGENT PRODUCTION SCHEDULING
A CASE STUDY
N.K. Sethy
Mechanical Engineering Department
IGIT, Sarang, Odisha, India
Dr. D.K. Behera
Mechanical Engineering Department
IGIT, Sarang, Odisha, India
ABSTRACT
Scheduling is a significant decision making process widely used in manufacturing
production, management, computer science, etc. Operation research scheduling can
reduce material handling costs and time by optimising the procedure. Finding good
schedules for given sets of jobs so can help factory supervisors to control job flows
effectively and provide solutions for job sequencing. Scheduling problems are usually
modelled and solved in a mathematically feasible way. As a result the solutions
generated from these greatly simplified problems are infeasible for real-life cases. The
complexity and instability of production systems are still underestimated in many
scheduling techniques in academic literature and the flexible production concept in
mould shop has been rarely studied. It is necessary to develop an appropriate
scheduling procedure algorithm to meet the industry’s need.
The study presents an approach to solve NP-Hard Flexible Flow Shop problems of
more than two machine center to obtain optimum makespan. This approach uses First
in First out (FIFO) dispatching rule and second approach integrates Random key
method with Genetic Algorithm (RKGA) these approach has been implemented with
MATLAB R2014a the approach has been tested on a Flexible Flow Shop Problem
which was solved previously by the random keys representation can avoid the
existence of duplicated positions value in sequencing.
The result shows that Random Key Genetic Algorithm approach obtains the best
minimum optimum makespan for different set of jobs with different processing time.
Though the computation time is more comparatively to the FIFO approach. The
RKGA can be applied in different scheduling problems in future study.
Key words: Scheduling, Flexible Flow Shop, FIFO, RKGA, Makespan.
Cite this Article: N.K. Sethy and Dr. D.K. Behera. Intelligent Production Scheduling
- A Case Study. International Journal of Mechanical Engineering and Technology,
8(6), 2017, pp. 283–298.
http://www.iaeme.com/IJMET/issues.asp?JType=IJMET&VType=8&IType=6

Intelligent Production Scheduling - A Case Study
http://www.iaeme.com/IJMET/index.asp 284 [email protected]
1. INTRODUCTION
Scheduling is a significant process widely used in manufacturing technology, production
management, computer science, etc. In simple flow shop problems, each machine center has
more than one machine if at least one machine [1, 3, 4-7] the problem is called Flexible Flow
Shop problem. Flexible Flow Shops are thus the generalization of simple flow shops [2].
Scheduling jobs in Flexible Flow Shop is considered as NP-Hard problem. [8, 9].
The rest of the paper is organized as follows. Introduction and Problems in production
Planning are explained in section I. Previous works done on this field are given in the section
II. The techniques and problem that has been used is presented in section III. Implementation
of the approach and experimental results are presented in section IV. Concluding remarks are
given in section V.
1.1. Problems in Production Planning
1.1.1. Inadequacy of present product planning approach
The project schedule is discussed with customers before the launch of any project tooling
department is responsible for giving an estimated mould making time for reference. However,
production plan of each project is constructed on an ad hoc basis. The wide variation in
production routes complicates the planning process. The total processing time can only be
estimated roughly before the completion of detailed product design. When multiple projects
are running simultaneously, it is highly possible that the projects schedulesconflict with one
another’s. Currently, there are two solutions to deal with the overload problems: first
outsource some of the jobs; second, request for postpone of delivery date. The latter solution,
which can lead to dissatisfaction of customers, is less preferable. Outsourcing is usually
decided at the last minute which decreases the flexibility of the project schedule. [10]
1.1.2. Frequent happenings of unpredictable incidents
Unpredictable incidents often alter projects progress and induce rescheduling of the tasks.
These incidents include delays in order releases of urgent orders, cancelations of orders and
machine breakdowns. Delays in order releases happen when the precedent operations cannot
finish on time or the required resources are not available. Urgent orders are usually the
reworking operations. A work piece is reworked when it cannot pass the quality check or its
specification is amended. These urgent orders add extra workloads to the shop. Cancellations
of orders occur when project managers ask for a pause. Machine breakdowns can be caused
by operation errors or malfunctions of machines. It takes a period of time to fix the problems
so the shop capacity drops until the machines are repaired. Frequent happenings of
unpredictable incidents bring chaos to the mould shop. [10]
The objective of this project is to study a scheduling algorithm which can generate
feasible schedules quickly to production planner for decision making.
The problem studied in the paper is a Flexible Flow Shop Problem where we assume each
machine center has the same number of parallel machine. This study precisely focusses on the
minimization of the makespan of the FFSP.
The algorithms have been evolved to workout Flexible Flow Shop scheduling problem
with more than two machine centers. The first one extends FIFO Rule approach to get a
nearly optimal makespan. FIFO approach is first used to assign jobs to each flow shop and a
schedule is obtained after simulation of FIFO dispatching rule. The second one is an optimal
algorithm entirely using Random Key Genetic Algorithm technique. Experimental results
show that Random Key Genetic Algorithm generates minimum optimal makespan.

N.K. Sethy and Dr. D.K. Behera
http://www.iaeme.com/IJMET/index.asp 285 [email protected]
2. LITERATURE REVIEW
Over the last decade the competition among over last decade the competition among mould
makers is highly fierce many mould makers has adopted different approach in order to remain
competitive. They are aiming at making moulds with better quality, lower cost and shorter
delivery time.
An intelligent mould shop has been developed by Korean researchers Choi, B. K., KO, K.,
& Kim, B. H. [2005] to enhance production efficiency and lower dependency on human
skills. This intelligent mould shop comprises of three main location: Technical Data
Processing Station, Loading Schedule Station, and Real-time Monitoring Station. The
research points out that while most of the required technologies are available, the
collaboration from the end-users is critical. Human factors should be considered when
developing a system to replace manual works. [11]
Production scheduling is a decision-making process to handle the allocation of machines
to operations over a specific period of time in order to achieve one or multiple objectives
[Pinedo M. L., 2008]. Study of scheduling problems has been considerably increased since
1950s. The scheduling problems. A great variety of the problems in practice causes the
difficulty to formulate a common model for scheduling problems. A workable algorithm for
one problem may not be effective on another slightly different problem. Many algorithms
have been developed to deal with the variants of the problems. [12]
2.1. Intelligent Production Planning & Scheduling for Mould Making
A studied problem of the mould shop [Liu, Liao, Yang, Wang, & Zhao, 2010] is classified as
job shop scheduling problem. Genetic algorithm (GA) is employed to find the schedule with
minimum makespan. The problem consists of seven machines and nine different production
routes with 24 operations. Operation dependent transportation times and machine setup times
are considered. The chromosomes are encoded in integers. Each gene represents a job, so the
number of occurrences of a number is equal to the number of operations it undergoes. The
operations of GA include roulette wheel method for chromosome selection, position based
crossover, and two point exchange mutation. The population size is 5000, crossover
probability is 0.8; and mutation probability is 0.1. The computation time used is 49.36
seconds. [13]
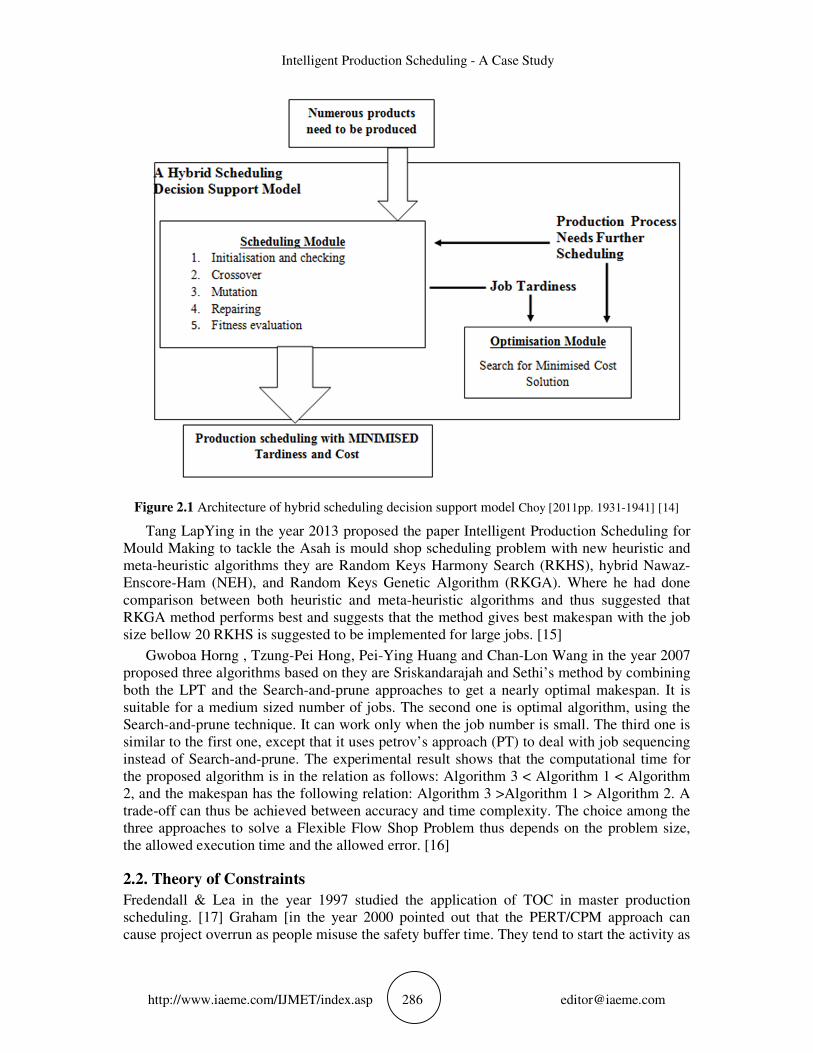
Choy in the year 2011 proposed a hybrid scheduling decision support model (SDSM) to
solve the mould making scheduling problem. The studied problem of the mould shop is
classified as job shop scheduling problem with identical parallel machines. The model is
comprised of two modules: scheduling module and optimization module. The scheduling
module generates the schedules with GA with the objective to minimize the makespan. The
optimization module finds the most economic option to handle tardiness problem. It is proved
that this model is more effective than manual scheduling. [14]
Intelligent Production Scheduling - A Case Study
http://www.iaeme.com/IJMET/index.asp 286 [email protected]
Figure 2.1 Architecture of hybrid scheduling decision support model Choy [2011pp. 1931-1941] [14]
Tang LapYing in the year 2013 proposed the paper Intelligent Production Scheduling for
Mould Making to tackle the Asah is mould shop scheduling problem with new heuristic and
meta-heuristic algorithms they are Random Keys Harmony Search (RKHS), hybrid Nawaz-
Enscore-Ham (NEH), and Random Keys Genetic Algorithm (RKGA). Where he had done
comparison between both heuristic and meta-heuristic algorithms and thus suggested that
RKGA method performs best and suggests that the method gives best makespan with the job
size bellow 20 RKHS is suggested to be implemented for large jobs. [15]
Gwoboa Horng , Tzung-Pei Hong, Pei-Ying Huang and Chan-Lon Wang in the year 2007
proposed three algorithms based on they are Sriskandarajah and Sethi’s method by combining
both the LPT and the Search-and-prune approaches to get a nearly optimal makespan. It is
suitable for a medium sized number of jobs. The second one is optimal algorithm, using the
Search-and-prune technique. It can work only when the job number is small. The third one is
similar to the first one, except that it uses petrov’s approach (PT) to deal with job sequencing
instead of Search-and-prune. The experimental result shows that the computational time for
the proposed algorithm is in the relation as follows: Algorithm 3 < Algorithm 1 < Algorithm
2, and the makespan has the following relation: Algorithm 3 >Algorithm 1 > Algorithm 2. A
trade-off can thus be achieved between accuracy and time complexity. The choice among the
three approaches to solve a Flexible Flow Shop Problem thus depends on the problem size,
the allowed execution time and the allowed error. [16]
2.2. Theory of Constraints
Fredendall & Lea in the year 1997 studied the application of TOC in master production
scheduling. [17] Graham [in the year 2000 pointed out that the PERT/CPM approach can
cause project overrun as people misuse the safety buffer time. They tend to start the activity as

N.K. Sethy and Dr. D.K. Behera
http://www.iaeme.com/IJMET/index.asp 287 [email protected]
late as possible. TOC applies the buffer at the end of the whole project, so no feeding buffer
in between activities. [18]
Figure 2.2 Comparison between PERT/CPM and TOC with regard to safety time.Graham [2000]
3. METHODOLOGIES
The FFSSP is proved to be NP-hard, which has not been solved optimality in a reasonable
time. The problem taken in this paper is the non-permutation FFSSP. Previously the problem
has been solved by using three algorithms they are Sriskandarajah and Sethi’s method by
combining both the LPT and the Search-and-prune approaches to get a nearly optimal
makespan. It is suitable for a medium sized number of jobs. The second one is optimal
algorithm, using the Search-and-prune technique. It can work only when the job number is
small. The third one is similar to the first one, except that it uses petrov’s approach (PT) to
deal with job sequencing instead of Search-and-prune.
An integrated approach of heuristic and random keys representation is proposed to
minimize the makespan which is the completion time of the last job. The problem has been
solved by using FIFO rule then by the application of (RKGA) Random Key Genetic
Algorithm and comparison has been done between two algorithms and result has been given.
The studied problem has been formulated as bellow:
Assume five jobs, J1 to J5, each having three tasks (t1j, t2j, t3j), are to be scheduled via
three operations. Each operation is executed by a machine at the corresponding machine
center. Each machine center includes two parallel machines. Assume the execution times of
these jobs are listed. [16]
Assumptions
• Jobs are not pre-emptive.
• Each job has m (m > 2) tasks with processing times, executed respectively on each of m
machine centers.
• All machine centers have the same number of parallel machines.

Intelligent Production Scheduling - A Case Study
http://www.iaeme.com/IJMET/index.asp 288 [email protected]
Table 3.1 Processing Time for5 Jobs
Jobj t1j t2j t3j
J1 4 7 3
J2 1 5 2
J3 5 2 4
J4 2 5 3
J5 5 5 6
Table 3.2 Processing Time for 12 jobs
Job j m1 m2 m3
j1 1.75 1.25 4.25
j2 0.75 0 5.5
j3 2.5 1.25 6
j4 2.5 0 2.25
j5 3.25 0 5
j6 1.5 2 4
j7 0.75 0.25 3.5
j8 0.25 3.25 2
j9 2.75 4 0.75
j10 2 0.25 1.75
j11 3.25 1.75 2
j12 4 0 5.5
Table 3.3 Processing Time for 20 jobs
Job j m1 m2 m3
j1 0.75 0.5 5.5
j2 3.5 0 0.5
j3 2 0.25 3
j4 0.25 0 4
j5 1 0 5.25
j6 4 0 1.25
j7 1.5 0.5 2.25
j8 2 0 3.5
j9 0.25 0 4.5
j10 1.75 3.25 0.25
j11 2.75 0.5 0.5
j12 0.25 0 5.5
j13 3.5 0 3.5
j14 3 0 3.5
j15 2.25 0 3.5
j16 2.75 0 0.75
j17 0.75 2.5 2.75
j18 1.25 0.75 2
j19 1 0 2.75
j20 0.25 0.75 2.5
FIFO is the dispatching rule that does not follow either SPT (Shortest Processing Time) or
EDD (Earliest Due Date).
A schedule can be obtained after simulation of FIFO, below is the FIFO dispatching flow
chart:

N.K. Sethy and Dr. D.K. Behera
http://www.iaeme.com/IJMET/index.asp 289 [email protected]
Table 3.4 Input Parameters for FIFO
N Number of jobs
L Number of stages
Mi Number of machines at Stage i
Vi k Speed of Machine k at Stage i
Ui,j Standard processing time of Job j at Stage i
Si Setup time of a job at Stage i
L Entry point sequence of job set
A0,k Available time of Machine k at Stage 0, i.e. current machine
available time
F0,j Finish time of Job j at Stage 0, i.e. job release time
Table 3.5 Variables FIFO
Ki,j Selected machine of Job j at Stage i
Pi,j Processing time of Job j at Stage i
Ri,j Release time of Job j at Stage i
Fi,j Finish time of Job j at Stage i
Ai,k Available time of Machine k at Stage i
MS Makespan of the schedule
Figure 3.1 FIFO Algorithm Flow Chart

Intelligent Production Scheduling - A Case Study
http://www.iaeme.com/IJMET/index.asp 290 [email protected]
Random Keys Genetic Algorithm.
Figure 3.2 Flow Chart of Random Key Genetic Algorithm
4. IMPLIMENTATION
The proposed algorithm is coded in MATLAB(2014) and executed on a laptop with 2.41GHz
Intel i3 processor, 4GB RAM and windows 8 operating system.
MATLAB is chosen over the other programming languages because it has matrix
manipulation ability. Several mathematical operations that work on arrays or matrices are
built-in to the MATLAB environment. The graphical output is optimized for interaction.
Plotting is easy using the graphical interactive tools.
MATLAB’s functionality can be greatly expanded by the addition of toolboxes. Excel
link allows data to be written in a format recognized by Excel. There are numeric resources
about coding in MATLAB on internet.
Problem instances are generated for testing the effectiveness of the proposed scheduling
algorithms the static data such as machine speed, setup time, job initial release time, machine
initial release time are kept constant. The experiment has conducted 10 iteration for 3
different sets of job for FIFO dispatching approach and the computation time is taken. Then
RKGA approach is implemented with 100 iterations for 3 different sets of jobs and the
optimum makespan is obtained the data has been taken from literature. Comparison between
the makespan and computation times of both algorithms are done.
The detailed about FIFO has been caried by[Tang LapYing in the year 2013](15).

N.K. Sethy and Dr. D.K. Behera
http://www.iaeme.com/IJMET/index.asp 291 [email protected]
5. EXPERIMENT AND RESULT
5.1. First In First Out (FIFO)
The result analysis is shown in this part. For FIFO dispatching rule the algorithm has been
computed which obtains a Machine available time, Makespan & computation time in seconds
for 3 different sets of job and different processing time with 10 iteration given below:
Table 5.1 Machine available time for 5 jobs
JOB j M1 M2 M3
J1 14 21 28
J2 11 22 31
J3 15 26 30
J4 12 22 34
J5 14 26 34
Table 5.2 Machine available time for 12 jobs.
JOB j M1 M2 M3
J1 25.75 36.75 54.25
J2 24.75 39 52.75
J3 26.5 39.75 55.25
J4 26.5 38.5 57.75
J5 25.75 39 55.25
J6 24.75 36.75 54.25
J7 26.5 38.5 52.75
J8 26.5 39.75 57.75
J9 24.75 36.75 54.25
J10 26.5 39.75 57.75
J11 26.5 38.5 52.75
J12 25.75 39 55.25
Table 5.3 Machine available time for 20 jobs.
JOB j M1 M2 M3
J1 40.75 60.25 84.25
J2 43.5 61.25 86.75
J3 42 62.25 85.25
J4 40.25 63.5 84
J5 40.75 61.25 86.75
J6 43.5 63.5 84
J7 40.25 60.25 84.25
J8 42 62.25 85.25
J9 43.5 63.5 84
J10 42 62.25 85.25
J11 40.25 60.25 84.25
J12 40.75 61.25 86.75
J13 42 62.25 85.25
J14 40.25 60.25 84.25
J15 40.75 61.25 86.75
J16 43.5 63.5 84
J17 40.25 60.25 84.25
J18 40.75 61.25 86.75
J19 43.5 63.5 84
J20 42 62.25 85.25

Intelligent Production Scheduling - A Case Study
http://www.iaeme.com/IJMET/index.asp 292 [email protected]
As we know the highest value is taken as the makespan in case of FIFO approach.The
above machine available time has been demonstrated in the form of Bar Chart:
Figure 5.1 Machine available time for 5 jobs
Figure 5.2 Machine available time for 12 jobs.
Figure 5.3 Machine available time for 20 jobs.

N.K. Sethy and Dr. D.K. Behera
http://www.iaeme.com/IJMET/index.asp 293 [email protected]
Table 5.4 Computation time taken for 3 different sets of jobs by FIFO approach
Number of
jobs
Makespan Iterations Computation time
in (sec)Avg
5 34 10 0.00044173
12 57.75 10 0.00044170
20 86.75 10 0.00050487
5.2. Random Key Genetic Algorithm (RKGA)
Here In the genetic algorithm the population size is taken as 3. As Genetic Algorithm is a
heuristic approach we have taken Randomkey aproach as a result the method becomes
metaheuristic.
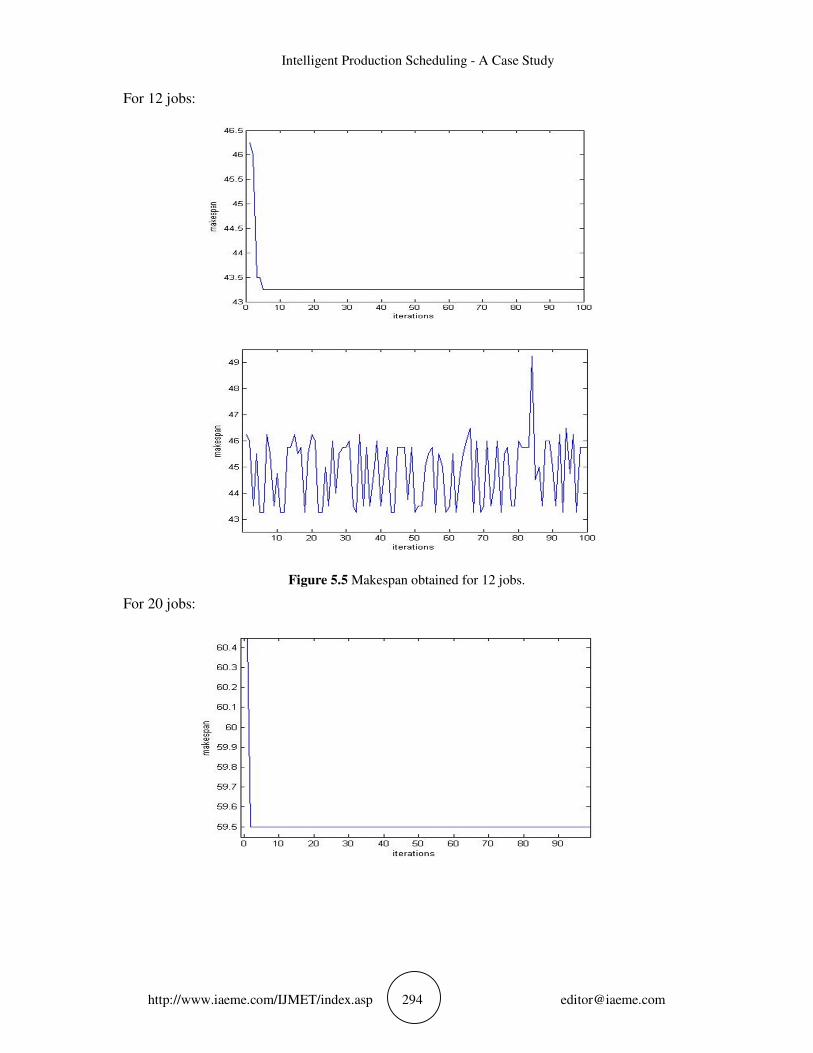
For the experiment we have taken 3 different job sets with different processing time and
performed 100 iteration.bellow the result is discused:
For 5 jobs:
Figure 5.4 Makespan obtained for 5 jobs.
Intelligent Production Scheduling - A Case Study
http://www.iaeme.com/IJMET/index.asp 294 [email protected]
For 12 jobs:
Figure 5.5 Makespan obtained for 12 jobs.
For 20 jobs:

N.K. Sethy and Dr. D.K. Behera
http://www.iaeme.com/IJMET/index.asp 295 [email protected]
Figure 5.6 Makespan obtained for 20 jobs.
Table 5.5 makespan number of iterations and computation time obtained by RKGA.
Number of jobs Makespan Iterations Computation
time
in (sec)
5 28 100 0.5977
12 43.25 100 0.5024
20 59.50 100 0.7274
Table 5.6 Comparing the computation time of FIFO with RKGA approach.
Number of jobs Computation time
in (sec)
for FIFO
Computation time
in (sec)
for RKGA
5 0.00044173 0.5977
12 0.00044170 0.5024
20 0.00050487 0.7274

Intelligent Production Scheduling - A Case Study
http://www.iaeme.com/IJMET/index.asp 296 [email protected]
Figure 5.7 The average CPU times for processing 5,12,20 jobs by FIFO and RKGA approach.
Figure 5.8 The average Makespan of processing 5,12,20 jobs by FIFO and RKGA approach.
6. CONCLUSIONS
Applicable inteligent scheduling can not only reduce manufacturing costs but also reduces the
material handling cost and time. Finding good schedules not only help company supervisors
but also helps in controling the job flows and provide god job sequencing. Scheduling jobs in
flexible flow shop has been known as NP-hard problem. In this study we have taken a NP-
hard problem which has been previously solved using sriskandrajah and sethi’s method by
combining both the LPT and the search- and prune approaches second one by search-and
prune technique third one by petrovs approach. Thus in this study two approach has been
presented based on First In First Out(FIFO)dispatching rule and the second one is integrated
approach of Random Search and Genetic Algorithm. From the result as the time complexity
in case of RKGA is higher at the cost of better makespan therefore it is economical from
above work that RKGA is recommended for small jobs preferably below 20 jobs and 3 stages.
34
57.75
86.75
28
43.25
59.5
0
20
40
60
80
100
0 5 10 15 20 25
Mak
esp
an
JOBj
Makespan of FIFO And RKGA
FIFO
RKGA

N.K. Sethy and Dr. D.K. Behera
http://www.iaeme.com/IJMET/index.asp 297 [email protected]
REFERENCES
[1] Campbell, H. G., R. A. Dudek and M. L. Smith, 1970. A heuristic algorithm for the n job,
m machine sequencing problem. Management Science. 16: B630-B637.
[2] Chung, S. C. and D. Y. Liao, 1992. Scheduling flexible flow shops with no setup effects.
The 1992 IEEE International Conference on Robotics and Automation. pp: 1179-1184.
[3] Dudek, R. A., S. S. Panwalkar and M. L. Smith, 1992. The lessons of flow shop
scheduling research. Operations Research. 40: 7-13.
[4] Gupta, J. N. D., 1971. A functional heuristic algorithm for the flowshop scheduling
problem. Operations Research. 40: 7-13.
[5] Nawaz, M., J. E. E. Enscore and I. Ham, 1983. A heuristic algorithm for the m-machine,
n-job flowshop sequencing problem. Omega. 11(1): 91-95.
[6] Palmer, D. S., 1965. Sequencing jobs through a Multi-stage process in the minimum total
time- a Quick method of obtaining a near optimum. Operational Research Quarterly.
16(1): 101-107.
[7] Petrov’s, V. A., 1966. Flow Line Group Production Planning. Business Publications,
London.
[8] Sriskandarajah, C. and S. P. Sethi, 1989. Scheduling algorithms for flexible flow shops:
worst and average case performance. European Journal of Operational Research. 43: 143-
160.
[9] Morton, T. E. and D. W. Pentico, 1993. Heuristic Scheduling Systems with Applications
to Production Systems and Project Management. John Wiley & Sons Inc., New York.
[10] Tang, L. Y., Yu, K. M., &Wan, Peter (2011). Flexible Mould Shop Scheduling using
Harmony Search. Annual Journal of Institute of Industrial Engineers (Hong Kong), 31,
413-419.
[11] Choi, B. K., KO, K., & Kim, B. H. (2005). Development of Intelligent Mold Shop.
Computer-Aided Design & Applications, 2 (5), pp. 619-626.
[12] Pinedo, M. L. (2008). Scheduling: Theory, Algorithms, and Systems. New York:
Springer.
[13] Liu, Z., Liao, L., Yang, W., Wang, J., & Zhao, Y. (2010). Genetic Algorithm on Solving
Mould Enterprise’s Job-Shop Scheduling Problem. International Conference on
Computing, Control and Industrial Engineering, pp. 38-41.
[14] Choy, K. L., Leung, Y. K., Chow, H. K., Poon, T. C., Kwong, C. K., Ho, G. T., et al.
(2011). A hybrid scheduling decision support model for minimizing job tardiness in a
make-to-order based mould manufacturing environment. Expert Systems with
Applications, 38, pp. 1931-1941.
[15] TANG LAP YING The Hong Kong Polytechnic University Department of Industrial and
Systems Engineering Intelligent Production Scheduling for Mould Making Pao Yue-kong
Library, The Hong Kong Polytechnic University, Hung Hom, Kowloon, Hong Kong 2013.
[16] Tzung-Pei Hong, Pei-Ying Huang, Gwoboa Horng and Chan-Lon Wang Department of
Computer Science and Information Engineering, National University of Kaohsiung,
Kaohsiung 811, Taiwan, R.O.C. Department of Computer Science and Information
Engineering National Taiwan University, Taipei 106, Taiwan, R.O.C. Department of
Computer Science National Chung-Hsing University, Taichung 402, Taiwan, R.O.C.
American Journal of Applied Sciences 4 (11): 887-895 2007 ISSN 1546-9239.
[17] Fredendall, L. D., & Lea, B. R. (1997). Improving the product mix heuristic in the theory
of constraints. International Journal of Production Research, 35 (6), 1535-1544.

Intelligent Production Scheduling - A Case Study
http://www.iaeme.com/IJMET/index.asp 298 [email protected]
[18] Graham, R., Lawler, E., Lenstra, J., & Rinnooy Kan, A. (1979). Optimization and
approximation in deterministic sequencing and scheduling: A survey. Annals of Discrete
Mathematics, 5, 287-326. R. Vidhyasri and R. Sivagamasundari, A Review on Factors
Influencing Construction Project Scheduling. International Journal of Civil Engineering
and Technology, 8(3), 2017, pp. 146-157
[19] Amani, M Al Hadidi and Rami Maher. Engineering Proj ect Management Planning and
Scheduling. International Journal of Civil Engineering and Technology, 8(1), 2017, pp.
140–148.
[20] Ch. Chowdeswari, D. Satish Chandra and SS.Asadi, Op timal Planning and Scheduling of
High Rise Buildings. International Journal of Civil Engineering and Technology, 8(1),
2017, pp. 312–324.