instant adhesives
TRANSCRIPT
INSTANT ADHESIVES2
INSTANT ADHESIVES 3
Instant Adhesives
There is an Aron Alpha® adhesive suitable for instantaneous and permanentbonds to almost all materials, Aron Alpha® adhesives are composed of alphacyanoacrylate monomers (liquid state). When this adhesive is spread thinly onthe surfaces to be bonded, the small quantity of moisture on the surface acts asa curing agent, rapidly turning the monomer into a solid polymer and bonding thematerials.
Instantaneous Adhesion
• Strongly bonds materials in seconds• Optimum adhesives for mass production• Various setting times available to suit your
application
Strong Bonding Power
• Uniquely suited for bonding small areas• An adhesive available for almost any material• Special primers allow bonding of inert plastics
(PP, PE etc.)
One Component
• No curing agent needed• No metering of two-components
Unique Properties of Aron Alpha®
H
C
H
CN
C
COOR
H
C
H
H
C
H
H
C
H
CN
C
COOR
CN
C
COOR
CN
C
COOR
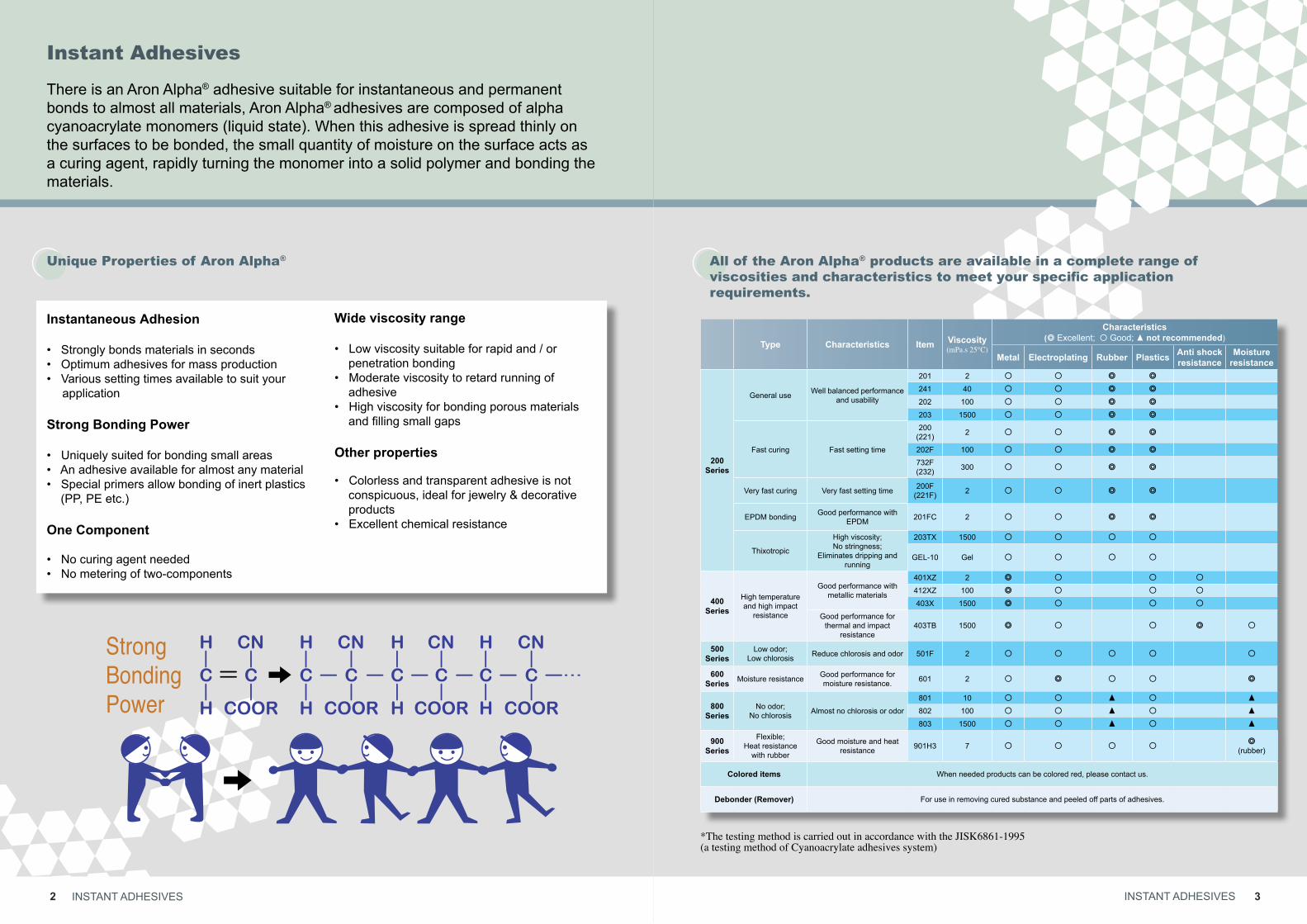
Type Characteristics Item Viscosity(mPa.s 25℃)
Characteristics(◎ Excellent; ○ Good; ▲ not recommended)
Metal Electroplating Rubber Plastics Anti shock resistance
Moistureresistance
200Series
General use Well balanced performanceand usability
201 2 ○ ○ ◎ ◎
241 40 ○ ○ ◎ ◎
202 100 ○ ○ ◎ ◎
203 1500 ○ ○ ◎ ◎
Fast curing Fast setting time
200 (221) 2 ○ ○ ◎ ◎
202F 100 ○ ○ ◎ ◎
732F(232) 300 ○ ○ ◎ ◎
Very fast curing Very fast setting time 200F (221F) 2 ○ ○ ◎ ◎
EPDM bonding Good performance withEPDM 201FC 2 ○ ○ ◎ ◎
Thixotropic
High viscosity;No stringness;
Eliminates dripping andrunning
203TX 1500 ○ ○ ○ ○
GEL-10 Gel ○ ○ ○ ○
400Series
High temperatureand high impact
resistance
Good performance withmetallic materials
401XZ 2 ◎ ○ ○ ○
412XZ 100 ◎ ○ ○ ○
403X 1500 ◎ ○ ○ ○
Good performance forthermal and impact
resistance403TB 1500 ◎ ○ ○ ◎ ○
500Series
Low odor;Low chlorosis Reduce chlorosis and odor 501F 2 ○ ○ ○ ○ ○
600Series Moisture resistance Good performance for
moisture resistance. 601 2 ○ ◎ ○ ○ ◎
800Series
No odor;No chlorosis Almost no chlorosis or odor
801 10 ○ ○ ▲ ○ ▲
802 100 ○ ○ ▲ ○ ▲
803 1500 ○ ○ ▲ ○ ▲
900Series
Flexible;Heat resistance
with rubber
Good moisture and heatresistance 901H3 7 ○ ○ ○ ○ ◎
(rubber)
Colored items When needed products can be colored red, please contact us.
Debonder (Remover) For use in removing cured substance and peeled off parts of adhesives.
All of the Aron Alpha® products are available in a complete range ofviscosities and characteristics to meet your specific applicationrequirements.
*The testing method is carried out in accordance with the JISK6861-1995(a testing method of Cyanoacrylate adhesives system)
Wide viscosity range
• Low viscosity suitable for rapid and / orpenetration bonding
• Moderate viscosity to retard running ofadhesive
• High viscosity for bonding porous materialsand filling small gaps
Other properties
• Colorless and transparent adhesive is notconspicuous, ideal for jewelry & decorativeproducts
• Excellent chemical resistance
StrongBondingPower
INSTANT ADHESIVES4 INSTANT ADHESIVES 5
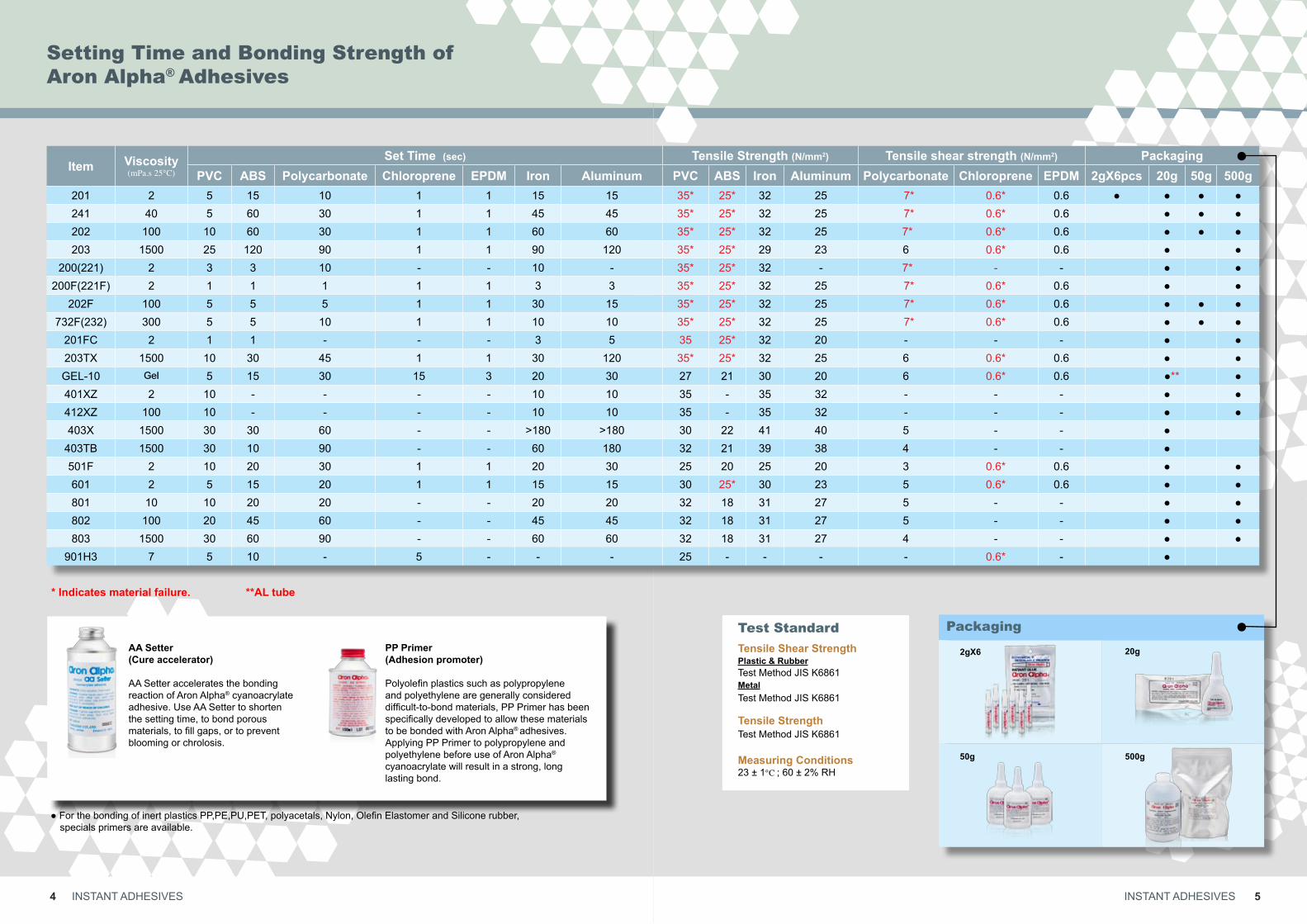
Setting Time and Bonding Strength ofAron Alpha® Adhesives
Item Viscosity(mPa.s 25℃)
Set Time (sec) Tensile Strength (N/mm2) Tensile shear strength (N/mm2) PackagingPVC ABS Polycarbonate Chloroprene EPDM Iron Aluminum PVC ABS Iron Aluminum Polycarbonate Chloroprene EPDM 2gX6pcs 20g 50g 500g
201 2 5 15 10 1 1 15 15 35* 25* 32 25 7* 0.6* 0.6 ● ● ● ●241 40 5 60 30 1 1 45 45 35* 25* 32 25 7* 0.6* 0.6 ● ● ●202 100 10 60 30 1 1 60 60 35* 25* 32 25 7* 0.6* 0.6 ● ● ●203 1500 25 120 90 1 1 90 120 35* 25* 29 23 6 0.6* 0.6 ● ●
200(221) 2 3 3 10 - - 10 - 35* 25* 32 - 7* - - ● ●200F(221F) 2 1 1 1 1 1 3 3 35* 25* 32 25 7* 0.6* 0.6 ● ●
202F 100 5 5 5 1 1 30 15 35* 25* 32 25 7* 0.6* 0.6 ● ● ●732F(232) 300 5 5 10 1 1 10 10 35* 25* 32 25 7* 0.6* 0.6 ● ● ●
201FC 2 1 1 - - - 3 5 35 25* 32 20 - - - ● ●203TX 1500 10 30 45 1 1 30 120 35* 25* 32 25 6 0.6* 0.6 ● ●GEL-10 Gel 5 15 30 15 3 20 30 27 21 30 20 6 0.6* 0.6 ●** ●401XZ 2 10 - - - - 10 10 35 - 35 32 - - - ● ●412XZ 100 10 - - - - 10 10 35 - 35 32 - - - ● ●403X 1500 30 30 60 - - >180 >180 30 22 41 40 5 - - ●
403TB 1500 30 10 90 - - 60 180 32 21 39 38 4 - - ●501F 2 10 20 30 1 1 20 30 25 20 25 20 3 0.6* 0.6 ● ●601 2 5 15 20 1 1 15 15 30 25* 30 23 5 0.6* 0.6 ● ●801 10 10 20 20 - - 20 20 32 18 31 27 5 - - ● ●802 100 20 45 60 - - 45 45 32 18 31 27 5 - - ● ●803 1500 30 60 90 - - 60 60 32 18 31 27 4 - - ● ●
901H3 7 5 10 - 5 - - - 25 - - - - 0.6* - ●
AA Setter (Cure accelerator)
AA Setter accelerates the bonding reaction of Aron Alpha® cyanoacrylateadhesive. Use AA Setter to shorten the setting time, to bond porous materials, to fill gaps, or to prevent blooming or chrolosis.
PP Primer (Adhesion promoter)
Polyolefin plastics such as polypropylene and polyethylene are generally considered difficult-to-bond materials, PP Primer has been specifically developed to allow these materials to be bonded with Aron Alpha® adhesives. Applying PP Primer to polypropylene and polyethylene before use of Aron Alpha®
cyanoacrylate will result in a strong, longlasting bond.
* Indicates material failure. **AL tube
Test StandardTensile Shear StrengthPlastic & RubberTest Method JIS K6861MetalTest Method JIS K6861
Tensile StrengthTest Method JIS K6861
Measuring Conditions23 ± 1℃ ; 60 ± 2% RH
Packaging
2gX6 20g
50g 500g
● For the bonding of inert plastics PP,PE,PU,PET, polyacetals, Nylon, Olefin Elastomer and Silicone rubber, specials primers are available.
INSTANT ADHESIVES6 INSTANT ADHESIVES 7
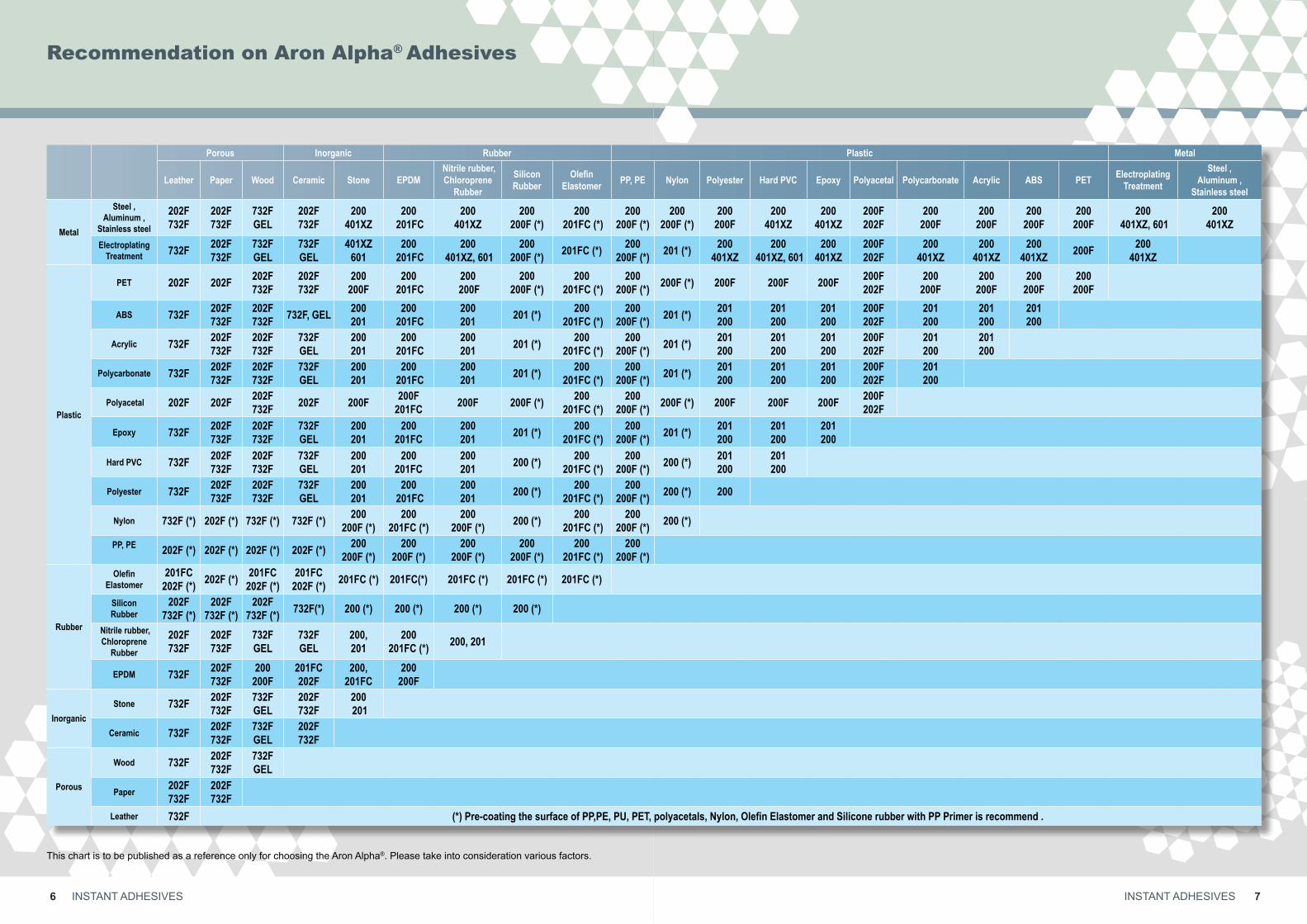
Recommendation on Aron Alpha® Adhesives
This chart is to be published as a reference only for choosing the Aron Alpha®. Please take into consideration various factors.
Porous Inorganic Rubber Plastic Metal
Leather Paper Wood Ceramic Stone EPDM Nitrile rubber,Chloroprene
Rubber
Silicon Rubber
Olefin Elastomer PP, PE Nylon Polyester Hard PVC Epoxy Polyacetal Polycarbonate Acrylic ABS PET Electroplating
Treatment
Steel , Aluminum ,
Stainless steel
Metal
Steel , Aluminum ,
Stainless steel
202F732F
202F 732F
732FGEL
202F 732F
200 401XZ
200 201FC
200401XZ
200200F (*)
200 201FC (*)
200200F (*)
200200F (*)
200200F
200401XZ
200401XZ
200F202F
200200F
200200F
200200F
200200F
200 401XZ, 601
200401XZ
Electroplating Treatment 732F 202F
732F732FGEL
732FGEL
401XZ601
200 201FC
200 401XZ, 601
200200F (*) 201FC (*) 200
200F (*) 201 (*) 200401XZ
200 401XZ, 601
200401XZ
200F202F
200401XZ
200401XZ
200401XZ 200F 200
401XZ
Plastic
PET 202F 202F 202F 732F
202F732F
200200F
200 201FC
200 200F
200200F (*)
200 201FC (*)
200200F (*) 200F (*) 200F 200F 200F 200F
202F200
200F200
200F200
200F200
200F
ABS 732F 202F 732F
202F 732F 732F, GEL 200
201200
201FC200201 201 (*) 200
201FC (*)200
200F (*) 201 (*) 201200
201200
201200
200F202F
201200
201200
201200
Acrylic 732F 202F 732F
202F 732F
732FGEL
200201
200 201FC
200201 201 (*) 200
201FC (*)200
200F (*) 201 (*) 201200
201200
201200
200F202F
201200
201200
Polycarbonate 732F 202F 732F
202F 732F
732FGEL
200201
200 201FC
200201 201 (*) 200
201FC (*)200
200F (*) 201 (*) 201200
201200
201200
200F202F
201200
Polyacetal 202F 202F 202F 732F 202F 200F 200F
201FC 200F 200F (*) 200 201FC (*)
200200F (*) 200F (*) 200F 200F 200F 200F
202F
Epoxy 732F 202F 732F
202F 732F
732FGEL
200201
200201FC
200201 201 (*) 200
201FC (*)200
200F (*) 201 (*) 201200
201200
201200
Hard PVC 732F 202F 732F
202F 732F
732FGEL
200201
200201FC
200201 200 (*) 200
201FC (*)200
200F (*) 200 (*) 201200
201200
Polyester 732F 202F 732F
202F 732F
732FGEL
200201
200 201FC
200201 200 (*) 200
201FC (*)200
200F (*) 200 (*) 200
Nylon 732F (*) 202F (*) 732F (*) 732F (*) 200200F (*)
200201FC (*)
200200F (*) 200 (*) 200
201FC (*)200
200F (*) 200 (*)
PP, PE 202F (*) 202F (*) 202F (*) 202F (*) 200200F (*)
200200F (*)
200200F (*)
200200F (*)
200 201FC (*)
200200F (*)
Rubber
Olefin Elastomer
201FC202F (*) 202F (*) 201FC
202F (*)201FC
202F (*) 201FC (*) 201FC(*) 201FC (*) 201FC (*) 201FC (*)
Silicon Rubber
202F 732F (*)
202F 732F (*)
202F 732F (*) 732F(*) 200 (*) 200 (*) 200 (*) 200 (*)
Nitrile rubber,Chloroprene
Rubber
202F732F
202F732F
732FGEL
732FGEL
200,201
200201FC (*) 200, 201
EPDM 732F 202F732F
200200F
201FC 202F
200, 201FC
200200F
InorganicStone 732F 202F
732F732FGEL
202F 732F
200 201
Ceramic 732F 202F732F
732FGEL
202F 732F
Porous
Wood 732F 202F732F
732FGEL
Paper 202F732F
202F732F
Leather 732F (*) Pre-coating the surface of PP,PE, PU, PET, polyacetals, Nylon, Olefin Elastomer and Silicone rubber with PP Primer is recommend .
INSTANT ADHESIVES8 INSTANT ADHESIVES 9
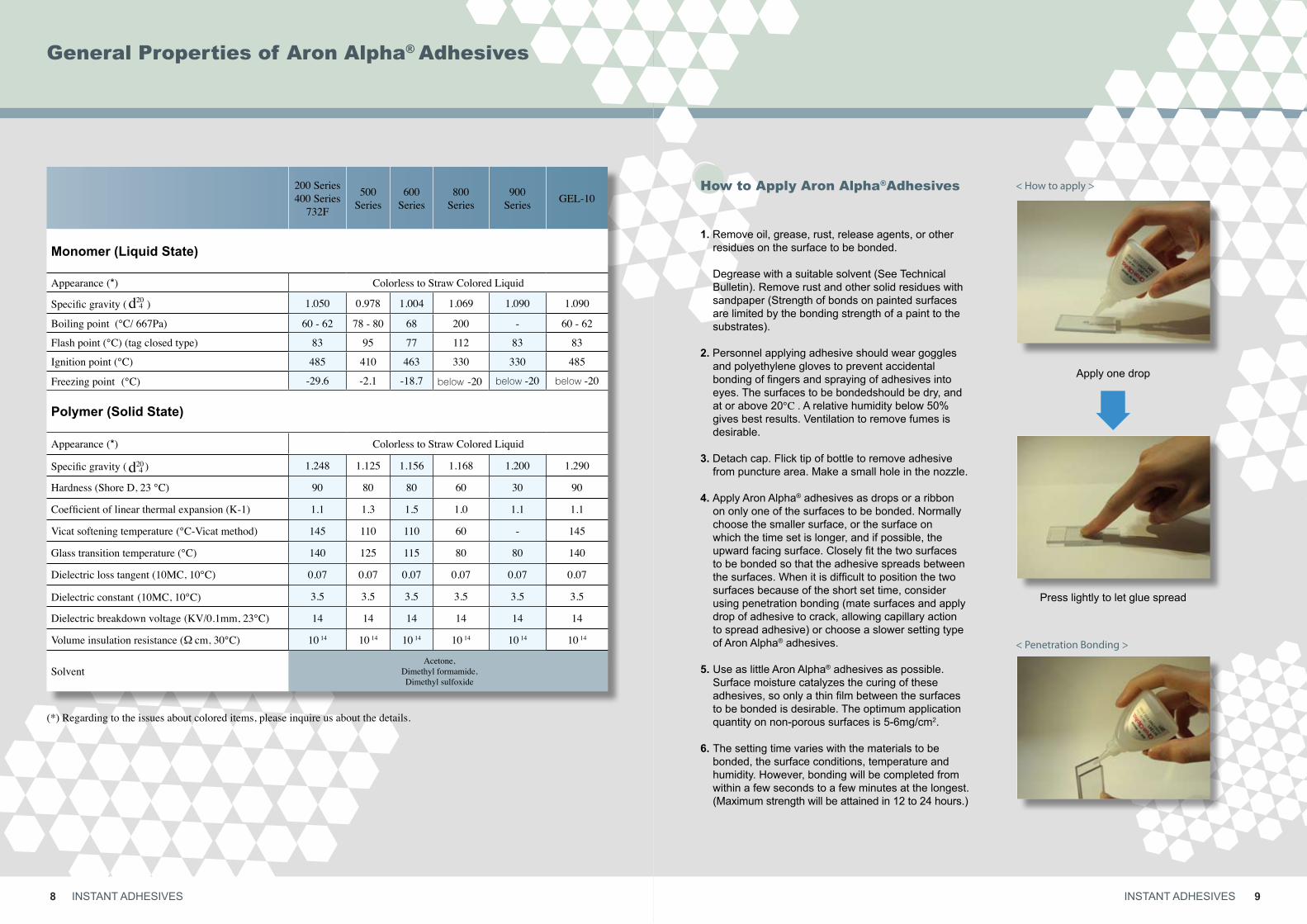
General Properties of Aron Alpha® Adhesives
200 Series400 Series
732F
500 Series
600 Series
800Series
900Series GEL-10
Monomer (Liquid State)
Appearance (*) Colorless to Straw Colored Liquid
Specific gravity ( ) 1.050 0.978 1.004 1.069 1.090 1.090
Boiling point (℃/ 667Pa) 60 - 62 78 - 80 68 200 - 60 - 62
Flash point (℃) (tag closed type) 83 95 77 112 83 83
Ignition point (℃) 485 410 463 330 330 485
Freezing point (℃) -29.6 -2.1 -18.7 below -20 below -20 below -20
Polymer (Solid State)
Appearance (*) Colorless to Straw Colored Liquid
Specific gravity ( ) 1.248 1.125 1.156 1.168 1.200 1.290
Hardness (Shore D, 23 ℃) 90 80 80 60 30 90
Coefficient of linear thermal expansion (K-1) 1.1 1.3 1.5 1.0 1.1 1.1
Vicat softening temperature (℃-Vicat method) 145 110 110 60 - 145
Glass transition temperature (℃) 140 125 115 80 80 140
Dielectric loss tangent (10MC, 10℃) 0.07 0.07 0.07 0.07 0.07 0.07
Dielectric constant (10MC, 10℃) 3.5 3.5 3.5 3.5 3.5 3.5
Dielectric breakdown voltage (KV/0.1mm, 23℃) 14 14 14 14 14 14
Volume insulation resistance (Ω cm, 30℃) 10 14 10 14 10 14 10 14 10 14 10 14
SolventAcetone,
Dimethyl formamide,Dimethyl sulfoxide
4d20
4d20
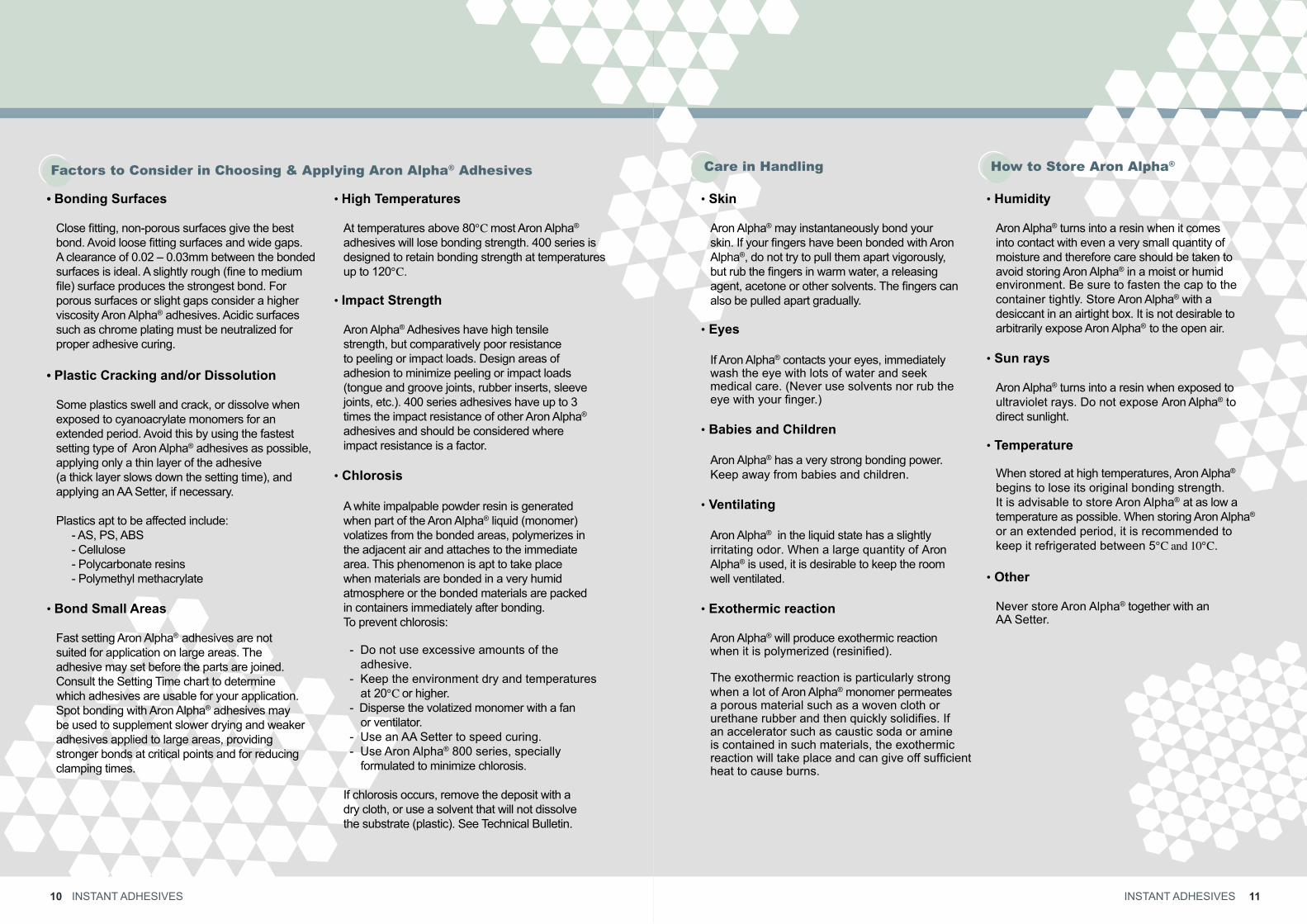
How to Apply Aron Alpha®Adhesives
1. Remove oil, grease, rust, release agents, or other residues on the surface to be bonded.
Degrease with a suitable solvent (See Technical Bulletin). Remove rust and other solid residues withsandpaper (Strength of bonds on painted surfacesare limited by the bonding strength of a paint to the substrates).
2. Personnel applying adhesive should wear goggles and polyethylene gloves to prevent accidental bonding of fingers and spraying of adhesives into eyes. The surfaces to be bondedshould be dry, and at or above 20℃ . A relative humidity below 50% gives best results. Ventilation to remove fumes is desirable.
3. Detach cap. Flick tip of bottle to remove adhesive from puncture area. Make a small hole in the nozzle.
4. Apply Aron Alpha® adhesives as drops or a ribbon on only one of the surfaces to be bonded. Normallychoose the smaller surface, or the surface onwhich the time set is longer, and if possible, theupward facing surface. Closely fit the two surfaces to be bonded so that the adhesive spreads betweenthe surfaces. When it is difficult to position the twosurfaces because of the short set time, consider using penetration bonding (mate surfaces and apply drop of adhesive to crack, allowing capillary actionto spread adhesive) or choose a slower setting typeof Aron Alpha® adhesives.
5. Use as little Aron Alpha® adhesives as possible.Surface moisture catalyzes the curing of theseadhesives, so only a thin film between the surfacesto be bonded is desirable. The optimum applicationquantity on non-porous surfaces is 5-6mg/cm2.
6. The setting time varies with the materials to bebonded, the surface conditions, temperature andhumidity. However, bonding will be completed fromwithin a few seconds to a few minutes at the longest.(Maximum strength will be attained in 12 to 24 hours.)
Apply one drop
Press lightly to let glue spread
< How to apply >
< Penetration Bonding >
(*) Regarding to the issues about colored items, please inquire us about the details.
INSTANT ADHESIVES10 INSTANT ADHESIVES 11
Care in HandlingFactors to Consider in Choosing & Applying Aron Alpha® Adhesives
• Bonding Surfaces
Close fitting, non-porous surfaces give the bestbond. Avoid loose fitting surfaces and wide gaps.A clearance of 0.02 – 0.03mm between the bondedsurfaces is ideal. A slightly rough (fine to mediumfile) surface produces the strongest bond. Forporous surfaces or slight gaps consider a higherviscosity Aron Alpha® adhesives. Acidic surfacessuch as chrome plating must be neutralized forproper adhesive curing.
• Plastic Cracking and/or Dissolution
Some plastics swell and crack, or dissolve when exposed to cyanoacrylate monomers for an extended period. Avoid this by using the fastestsetting type of Aron Alpha® adhesives as possible,applying only a thin layer of the adhesive(a thick layer slows down the setting time), andapplying an AA Setter, if necessary.
Plastics apt to be affected include:- AS, PS, ABS- Cellulose- Polycarbonate resins- Polymethyl methacrylate
• Bond Small Areas
Fast setting Aron Alpha® adhesives are notsuited for application on large areas. Theadhesive may set before the parts are joined.Consult the Setting Time chart to determinewhich adhesives are usable for your application.Spot bonding with Aron Alpha® adhesives maybe used to supplement slower drying and weakeradhesives applied to large areas, providingstronger bonds at critical points and for reducingclamping times.
• High Temperatures
At temperatures above 80℃ most Aron Alpha®
adhesives will lose bonding strength. 400 series isdesigned to retain bonding strength at temperatures up to 120℃.
• Impact Strength
Aron Alpha® Adhesives have high tensilestrength, but comparatively poor resistanceto peeling or impact loads. Design areas ofadhesion to minimize peeling or impact loads(tongue and groove joints, rubber inserts, sleevejoints, etc.). 400 series adhesives have up to 3times the impact resistance of other Aron Alpha® adhesives and should be considered whereimpact resistance is a factor.
• Chlorosis
A white impalpable powder resin is generatedwhen part of the Aron Alpha® liquid (monomer)volatizes from the bonded areas, polymerizes inthe adjacent air and attaches to the immediatearea. This phenomenon is apt to take placewhen materials are bonded in a very humidatmosphere or the bonded materials are packedin containers immediately after bonding. To prevent chlorosis:
- Do not use excessive amounts of the adhesive.
- Keep the environment dry and temperatures at 20℃ or higher.
- Disperse the volatized monomer with a fan or ventilator.
- Use an AA Setter to speed curing.- Use Aron Alpha® 800 series, specially
formulated to minimize chlorosis.
If chlorosis occurs, remove the deposit with adry cloth, or use a solvent that will not dissolvethe substrate (plastic). See Technical Bulletin.
• Skin
Aron Alpha® may instantaneously bond yourskin. If your fingers have been bonded with AronAlpha®, do not try to pull them apart vigorously,but rub the fingers in warm water, a releasingagent, acetone or other solvents. The fingers canalso be pulled apart gradually.
• Eyes
If Aron Alpha® contacts your eyes, immediately wash the eye with lots of water and seek medical care. (Never use solvents nor rub theeye with your finger.)
• Babies and Children
Aron Alpha® has a very strong bonding power.Keep away from babies and children.
• Ventilating
Aron Alpha® in the liquid state has a slightly irritating odor. When a large quantity of Aron Alpha® is used, it is desirable to keep the roomwell ventilated.
• Exothermic reaction
Aron Alpha® will produce exothermic reaction when it is polymerized (resinified).
The exothermic reaction is particularly strongwhen a lot of Aron Alpha® monomer permeatesa porous material such as a woven cloth orurethane rubber and then quickly solidifies. Ifan accelerator such as caustic soda or amineis contained in such materials, the exothermicreaction will take place and can give off sufficientheat to cause burns.
How to Store Aron Alpha®
• Humidity
Aron Alpha® turns into a resin when it comesinto contact with even a very small quantity ofmoisture and therefore care should be taken toavoid storing Aron Alpha® in a moist or humid environment. Be sure to fasten the cap to thecontainer tightly. Store Aron Alpha® with adesiccant in an airtight box. It is not desirable toarbitrarily expose Aron Alpha® to the open air.
• Sun rays
Aron Alpha® turns into a resin when exposed toultraviolet rays. Do not expose Aron Alpha® todirect sunlight.
• Temperature
When stored at high temperatures, Aron Alpha® begins to lose its original bonding strength.It is advisable to store Aron Alpha® at as low a temperature as possible. When storing Aron Alpha® or an extended period, it is recommended to keep it refrigerated between 5℃ and 10℃.
• Other
Never store Aron Alpha® together with anAA Setter.

“SELLER MAKES NO WARRANTY, EXPRESS OR IMPLIED, CONCERNING THE PRODUCT OR THEMERCHANTABILITY OR FITNESS THEREOF FOR ANY PURPOSE except that the product shallconform to contracted specifications, and that the product does not infringe any valid patent.”
“The Buyer assumes the sole responsibility of determining the suitability of the product for the uses andapplications contemplated by Buyer and others. Furthermore, the Buyer assumes all risks and liabilitiesfor results obtained by the use of the product, whether used singly or in combination with other material,except those relating solely to the use of the product not conforming to the contracted specifications,which non-conformity is not known to Buyer and is not discoverable by Buyer , by testing or otherwise,prior to the use thereof by Buyer or others. Any suggestions or recommendations made by Sellerconcerning uses or applications of the product are believed to be reliable, but Seller makes no warrantyor guarantee of results obtained since the conditions of the use and application by Buyer and others arebeyond Seller’s control.”
Disclaimer
Mainland China:Toagosei (Zhuhai) Limited 3/F, No.2 Factory Bldg., Xiangzhou Ind. Park of Science & Technology, No.2372 Meihua West Road, Qianshan, Zhuhai, Guangdong, 519070, P.R.China Tel: Fax: 86-756-850-8906
Japan:Toagosei Co., Ltd1-14-1 Nishi-Shimbashi, Minato-ku, Tokyo 105- 8419 JAPAN Tel:Fax: 81-3-3539-4487
USA:Toagosei America Inc. 1450 West Main Street, West Jefferson, OH43162, U.S.A. Tel: Fax: 1-614-718-3866
1-614-718-3855
Hong Kong:Toagosei Hong Kong Limited Room 607-9, 6/F., No.1 Hung To Road,Kwun Tong, Kowloon, Hong Kong Tel: Fax: 852-2763-1798
852-2763-1086
86-756-850-8810
81-3-3597-7257