installation and maintenance manual · one-way roller, brake mdr, or brake roller is used, the...
TRANSCRIPT

Installation and Maintenance Manual Model: BZPDC
Effective October 2019
Rev.A1

Installation and Maintenance Manual: BZPDC
Published October 2019 Rev.A1 2
Contributions
ROLE NAME TITLE
Author Craig Larew Lead Design Engineer
Checker Brady Miller Design Engineer
Approver Chris Perry Engineering Manager
Revisions
DATE REVISION DESCRIPTION AUTHOR
10/31/2019 A1 Initial Document Creation Craig Larew

Installation and Maintenance Manual: BZPDC
Published October 2019 Rev.A1 3
Term and Acronym Definitions
TERM/ACRONYM DEFINITION
2 Groove Roller format which uses O-Rings to transfer rotational motion from one roller to another in DC conveyor.
Accumulation The collection or staging of multiple cartons, cases, or totes of product on conveyor.
Back pressure Pressure against carton(s) in the direction of carton flow resulting from weight of densely accumulated cartons.
BF Between frame; this refers to the distance between conveyor bed side frames.
Brake MDR Motorized drive roller (MDR) with mechanical brake.
Brake Roller A powered roller with an internal mechanical brake needed to hold cartons, cases, or totes position in incline, decline, or e-stop conditions. Brake applies whenever the leads are de-energized.
BZPDC Belted Zero Pressure Direct Current; DC belted conveyor format powered by MDRs with the intent to maintain zero pressure conditions
CCW Counter-clockwise
CW Clockwise
DC Direct current
DC Card A control card used to power and control the logic used when operating an MDR in DC conveyor applications.
Diffuse A photoeye format that houses both the emitter and receiver and senses an object when the light beam is reflected to the sensor. This type of photoeye is a standalone unit and does not use reflectors.
Discharge The point where cartons, cases, or totes exit a conveyor or similar unit used in a material handling system.
Gapping The separation of cartons, cases, or totes which are initially in contact with one another. Generally done by progressively increasing the speed of consecutive zones, forcing cartons, cases, or totes to "pull a gap."
Guide Rail Mechanism used to maintain the desired position of conveyable cartons, cases, or totes on their respective conveying surface.
Idler Roller Cylindrically-shaped material handling component that is unpowered and used to support a belt.
Infeed The point where cartons, cases, or totes enter a conveyor or similar unit used in a material handling system.
LOTO Lockout Tagout
Mark Number A numeric or alphanumeric term used to uniquely identify a conveyor bed or collection of beds (of similar model type) within a material handling system.
Match A mark made on mating conveyor assemblies to assist in identifying orientation and placement within a system.
MDR Motorized drive roller; DC powered conveyor roller with an internally mounted motor which may be controlled via internal or external commutation.

Installation and Maintenance Manual: BZPDC
Published October 2019 Rev.A1 4
TERM/ACRONYM DEFINITION
OAW Overall width of any given conveyor bed.
O-Ring A plastic ring with a circular cross section used for power transmission in DC conveyor applications.
Photoeye Device used to detect the presence of an object-such as a carton, case, or tote-by use of an emitter and receiver (not necessarily in the same unit as one another).
Polytier Heavy duty floor support with a wide stance, capable of supporting multiple levels and types of conveyor.
Poly-V A band or roller hub format with longitudinal ribs used for power transmission in DC conveyor applications.
Reflector A reflective component needed for retroreflective photoeyes to receive transmitted light or radiation when no object is in front of the photoeye.
Retroreflective Of or relating to a surface or device that reflects light or other radiation back to its source.
Roller Powered or unpowered cylindrically-shaped material handling component used for mechanical power transmission, a conveying surface, and/or support for a belted conveying surface.
Shotgun
Zone of conveyor (typically BZPDC) located at the discharge end of a conveyor mark. Used to accelerate a carton, case, or tote enough to get it well within the conveying path of another mark (typically RZPDC or RLVDC) mounted perpendicular to the initial mark.
Side Cover A PVC cover used to conceal and protect electrical components and wiring from foreign debris and moving obstacles.
Side Frame Structural member used to support rotating components needed for conveyor beds.
Singulation The active separation of cartons, cases, or totes.
Slug The release or activation of all zones in a line of accumulating conveyor at the same time while still maintaining zero back pressure between products.
Splice Assembly
A five-component assembly-consisting of a plate (or formed plate), two bolts, and two nuts-that is used to secure a piece of guide rail to an adjacent piece of guide rail, or a side frame to an adjacent side frame. This is used to provide additional structural rigidity and ensure relative position of components is maintained.
TOR Top of roller; this refers to the elevation of the conveying surface with respect to the floor on which the conveyor is sitting.
Track To adjust the position of conveyor components in such a way that encourages proper belt alignment on a system.
Tracking Bands Thin plastic bands installed on head or secondary drive roller to help keep DC format conveyor belts tracked.
Zero Pressure Condition where adjacent cartons, cases, or totes are not in contact with one another.
Zone Any section of DC conveyor driven by a single MDR.
Installation and Maintenance Manual: BZPDC
Published October 2019 Rev.A1 5
Table of Contents
1 Introduction ................................................................................................................... 7
2 OSHA and Safety ............................................................................................................ 7
3 Model: BZPDC ................................................................................................................ 8
4 Receiving ........................................................................................................................ 9
4.1 Mark Numbers ....................................................................................................................9
4.2 Skid Contents .................................................................................................................... 10
4.3 Skid Documentation .......................................................................................................... 10
5 Installation ................................................................................................................... 11
5.1 Installing underside covers ................................................................................................ 11
6 Maintenance and Operation ......................................................................................... 12
6.1 Safety During Operation .................................................................................................... 13
6.2 Maintenance Schedule ...................................................................................................... 13
6.2.1 Mechanical Service ................................................................................................................................ 13
6.2.2 Electrical Service .................................................................................................................................... 14
6.2.3 Roller Replacement ................................................................................................................................ 15
6.2.4 Band Replacement ................................................................................................................................. 17
6.2.5 Belt Replacement ................................................................................................................................... 18
7 Troubleshooting and Repair .......................................................................................... 18
8 Standard Spare Parts .................................................................................................... 21
Appendix 1 Interroll One Way Bearing Rotation ............................................................. 23
List of Figures Figure 1: BZPDC General Arrangement Exploded View ................................................................................ 8
Figure 2: Mark Number Stickers ................................................................................................................... 9
Figure 3: Skid Sticker ................................................................................................................................... 10
Figure 4: Underside cover splice plate install - exploded view ................................................................... 12
Figure 5: Installing the underside cover to the bed section ....................................................................... 12
Figure 6: MDR Removal-1 ........................................................................................................................... 15
Figure 7: MDR Removal-2 ........................................................................................................................... 16
Figure 8: MDR Removal-3 ........................................................................................................................... 16
Figure 9: Band Replacement ....................................................................................................................... 18
Figure 10: BZPDC Spares Exploded View .................................................................................................... 21
Figure 11: BZPDC Spare Parts View with Belt Hidden in first zone. ............................................................ 21
Figure 12: Interroll One Way Bearing Rotation Drawing ............................................................................ 23
Installation and Maintenance Manual: BZPDC
Published October 2019 Rev.A1 6
List of Tables Table 1: MDR Nut Torque Specifications .................................................................................................... 13
Table 2: Troubleshooting Photoeye and Card Issues .................................................................................. 19
Table 3: BZPDC Standard Spare Parts Table ............................................................................................... 22
Reference Documents
Manufacturer Manual
Interroll 9006 Hybrid Control for RollerDrive Manual
Interroll ZoneControl User Manual
Interroll EC100/110 User Manual
Interroll EC310 User Manual
Itoh Denki HBM-604 User Manual
Itoh Denki IB-E03 User Manual
Itoh Denki HB-510 User Manual
Itoh Denki CBM-105 User Manual
Itoh Denki Product Catalog
ZiPline Conveyor Side Cover and Guide Rail Installation Manual
ZiPline Conveyor Support Installation Manual

Installation and Maintenance Manual: BZPDC
Published October 2019 Rev.A1 7
1 Introduction
Thank you for choosing ZiPline Conveyor. The following manual serves as a guide for installation, part
replacement, and general maintenance for your material handling equipment. It is important to read the
manual and follow any instructions as it provides important safety information for personnel and will
maximize the longevity of the conveyor.
The information contained in this manual applies only to the products described. Uses, activities, or
processes related to installing or maintaining the equipment that are not explicitly described in this
manual are considered out of scope. Please contact Bastian Solutions ZiPline Conveyor for any
questions or support that is not clearly addressed in this document. ZiPline Conveyor is not responsible
for misuse of the equipment described in this manual or misuse of information in this manual. If you
have any questions, contact ZiPline Conveyor Customer Service or Support at
2 OSHA and Safety
ZiPline Conveyor is not responsible for ensuring that conveyors used in a system abide by OSHA
standards. Safety is of primary importance to our company, but as a product distributor we ask that
system integrators and end users conform with all applicable OSHA standards. We encourage that all
warnings in this manual are followed to avoid unnecessary risk.
Installation and Maintenance Manual: BZPDC
Published October 2019 Rev.A1 8
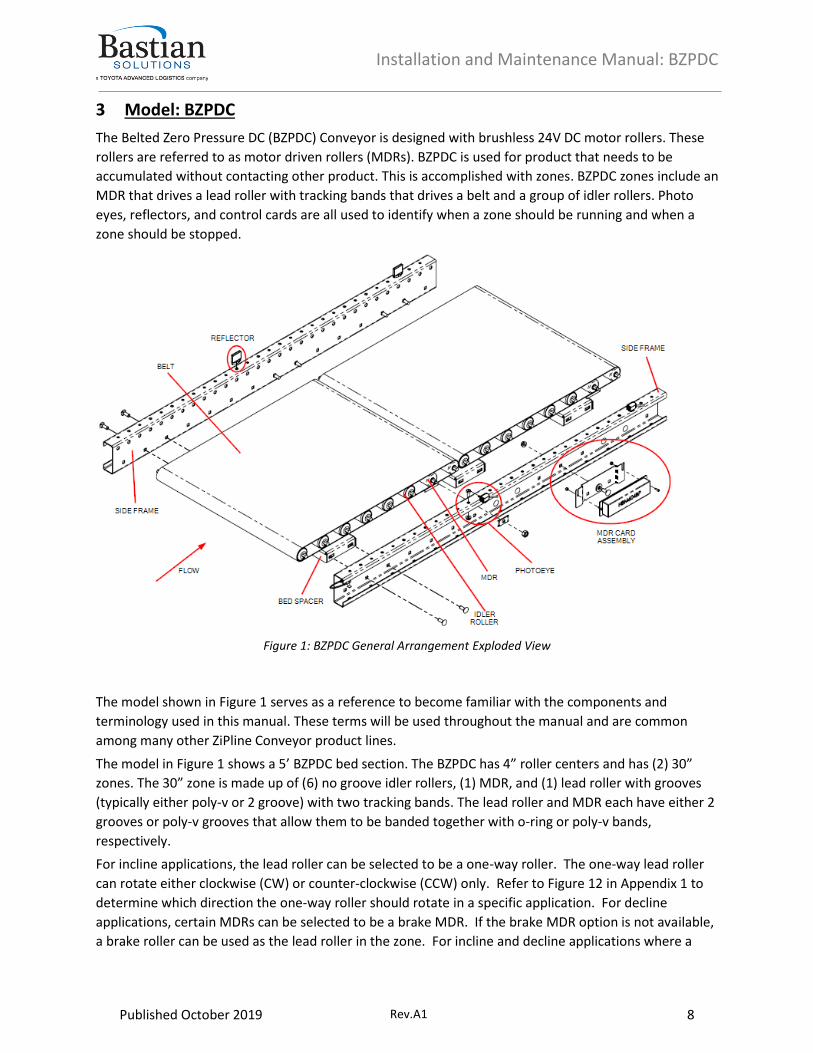
3 Model: BZPDC
The Belted Zero Pressure DC (BZPDC) Conveyor is designed with brushless 24V DC motor rollers. These
rollers are referred to as motor driven rollers (MDRs). BZPDC is used for product that needs to be
accumulated without contacting other product. This is accomplished with zones. BZPDC zones include an
MDR that drives a lead roller with tracking bands that drives a belt and a group of idler rollers. Photo
eyes, reflectors, and control cards are all used to identify when a zone should be running and when a
zone should be stopped.
Figure 1: BZPDC General Arrangement Exploded View
The model shown in Figure 1 serves as a reference to become familiar with the components and
terminology used in this manual. These terms will be used throughout the manual and are common
among many other ZiPline Conveyor product lines.
The model in Figure 1 shows a 5’ BZPDC bed section. The BZPDC has 4” roller centers and has (2) 30”
zones. The 30” zone is made up of (6) no groove idler rollers, (1) MDR, and (1) lead roller with grooves
(typically either poly-v or 2 groove) with two tracking bands. The lead roller and MDR each have either 2
grooves or poly-v grooves that allow them to be banded together with o-ring or poly-v bands,
respectively.
For incline applications, the lead roller can be selected to be a one-way roller. The one-way lead roller
can rotate either clockwise (CW) or counter-clockwise (CCW) only. Refer to Figure 12 in Appendix 1 to
determine which direction the one-way roller should rotate in a specific application. For decline
applications, certain MDRs can be selected to be a brake MDR. If the brake MDR option is not available,
a brake roller can be used as the lead roller in the zone. For incline and decline applications where a

Installation and Maintenance Manual: BZPDC
Published October 2019 Rev.A1 9
one-way roller, brake MDR, or brake roller is used, the recommended band type is poly-v because less
slip is experienced between the lead roller and MDR with poly-v bands relative to o-ring bands.
Each zone requires one photoeye and one reflector. The reflector is not needed if diffuse photoeyes are
used. In the specific configuration shown in Figure 1, a dual zone card is being used to control both
zones. While this is a standard configuration, it is also common to use one zone per card.
4 Receiving
Upon delivery of any ZiPline Conveyor, please review and check the following:
• The quantity of items received against the Bill of Lading.
• Complete a visual inspection of equipment to determine any damage that may have occurred
during shipping. If damage is present, document with pictures.
• Review Mark Number information and layout locations. More information can be found in
subsection 4.1.
If there are any missing or damaged components contact your ZiPline Conveyor representative with as
much detail as possible. If you are unsure of your ZiPline Conveyor representative, please contact
Customer Service at [email protected].
4.1 Mark Numbers
A mark number is a specific number given to a piece of equipment. A mark number is usually made up of
a single product line (RZPDC, RLVDC, BZPDC, etc.) but can contain many bed section lengths. They can
range from two inches to hundreds of feet. The mark number is used to help identify where the piece of
equipment will go within the system layout.
Every bed section of conveyor will have (2) stickers. One sticker on the infeed end of the bed, and one
sticker on the discharge end of the bed. Each sticker will contain the following information:
• ZiPline Project Number and Name
• Model Type
• Mark Number
• Match
• Piece
• Flow
Figure 2 shows stickers that would appear on an RZPDC that has two bed sections.
The match field on the stickers is used to indicate if two bed sections are to be spliced to one another.
As shown in Figure 2, the stickers where the two beds splice together both contain “Match: 1”. The
piece field defines the bed section number within the mark. The flow refers to the direction of product
flow along the conveyor system.
Figure 2: Mark Number Stickers

Installation and Maintenance Manual: BZPDC
Published October 2019 Rev.A1 10
4.2 Skid Contents
Skids will contain varying combinations of conveyor sections, support structures, accessories, and
pertinent hardware. For protection of product integrity during shipping, accessories and supports may
be delivered on separate but labeled skids.
4.3 Skid Documentation
All shipments will contain a Bill of Lading for the delivery company, a skid label, and a skid manifest. Skid
labels have the contents of each shipped item located on the skid. Figure 3 shows a sample of a skid
label. These stickers are placed on the surface of each skid.
Figure 3: Skid Sticker

Installation and Maintenance Manual: BZPDC
Published October 2019 Rev.A1 11
5 Installation
The installation supervisor should have elevation and layout prints with detailed information regarding
the placement of conveyor sections and support structures. This information is not the responsibility of
ZiPline Conveyor to provide unless otherwise specified.
1. Clear the workspace around the portion of the layout selected for installation.
2. Measure out from a constrained origin to start placement of supports. It is recommended that
snap chalk lines are used, or other methods of keeping a consistent line.
3. Use elevation layouts to determine the conveyor’s top of conveying surface.
4. Place the support type that the layout designates. Each support type has a corresponding mark
sticker.
5. Check the flow direction on the mark stickers to ensure that conveyors are mounted properly.
6. Place the conveyor onto the support structure and fasten it securely using the 3/8”-16 carriage
bolts and wiz nuts provided. The recommended torque specification is 26ft-lbs.
7. Attach any guide rail or miscellaneous accessories. For information on guide rail installation,
please reference the “ZiPline Side Cover and Guide Rail Installation Manual”
8. Check that the height of the infeed and discharge ends are correct per the system layout.
9. Lag the supports to the floor (or another permanent fixture).
Refer to the “ZiPline Conveyor Support Installation Manual” for more information on installing conveyor.
5.1 Installing underside covers
The underside covers are an accessory item for a BZPDC mark. The underside covers are shipped
separately on a skid. The overall width of the underside cover is approximately 1/8” less than the
between frame width of the bed section. All underside covers supplied come with underside cover splice
plates for installation.
The following instructions outline the operational procedure to install underside covers.
1. Identify the underside cover for the installed BZPDC section.
2. It is recommended to install one splice plate at every corner of the underside cover and at least
1-2 splice plates between the ends. Refer to Figure 4 that shows an exploded view of the splice
plate install on the side covers. The splice plate is installed using 3/8” carriage bolt and serrated
flange nut.
Installation and Maintenance Manual: BZPDC
Published October 2019 Rev.A1 12
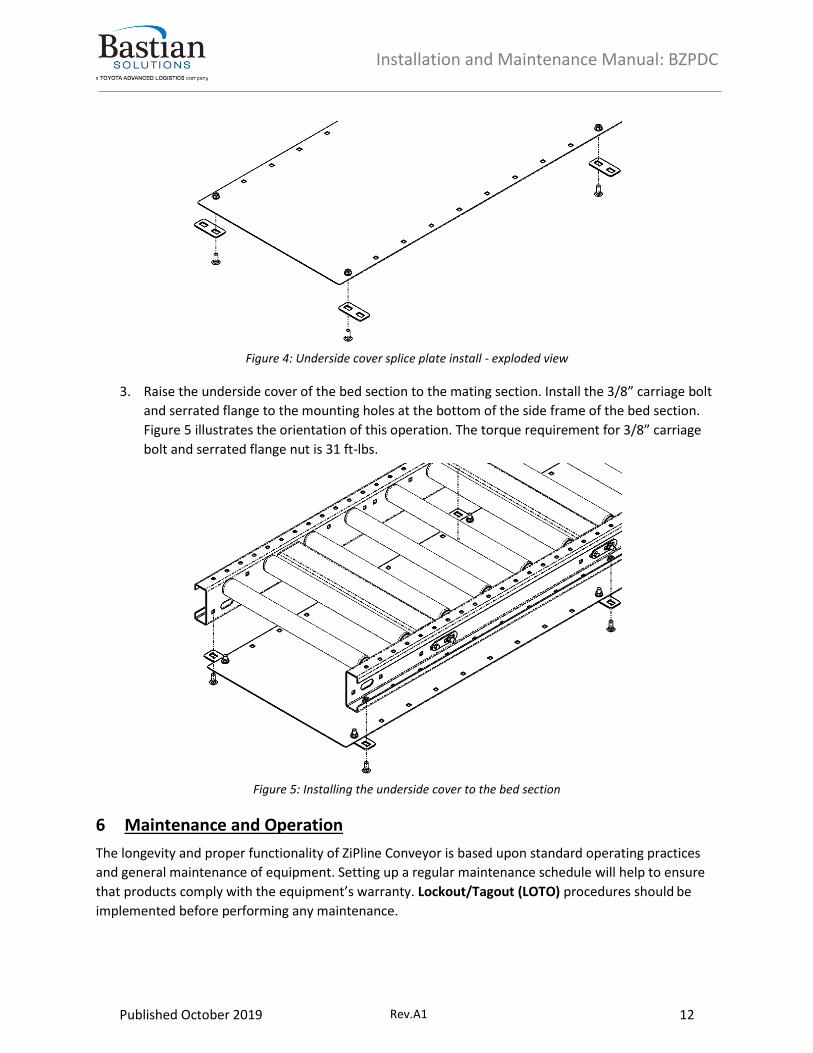
Figure 4: Underside cover splice plate install - exploded view
3. Raise the underside cover of the bed section to the mating section. Install the 3/8” carriage bolt
and serrated flange to the mounting holes at the bottom of the side frame of the bed section.
Figure 5 illustrates the orientation of this operation. The torque requirement for 3/8” carriage
bolt and serrated flange nut is 31 ft-lbs.
Figure 5: Installing the underside cover to the bed section
6 Maintenance and Operation
The longevity and proper functionality of ZiPline Conveyor is based upon standard operating practices
and general maintenance of equipment. Setting up a regular maintenance schedule will help to ensure
that products comply with the equipment’s warranty. Lockout/Tagout (LOTO) procedures should be
implemented before performing any maintenance.

Installation and Maintenance Manual: BZPDC
Published October 2019 Rev.A1 13
6.1 Safety During Operation
The list below explains a series of recommended precautions that should be taken when personnel are
near the equipment. This list is not intended to be the only precautions taken, but it serves as a guide of
important steps to follow.
• Only fully trained employees should operate or perform maintenance on conveyor. Proper
training should include the detailed description of fail-safes, stopping devices, or other
emergency regulations put in place.
• WARNING stickers should be replaced if worn or damaged.
• All personnel in the area should always be alerted prior to starting any conveyor. This process
may vary depending on the conditions and layout of the site, but it should use audible and visual
cues and all personnel should be made aware of the protocol.
• Operators should inspect the conveyor for damage, foreign objects, and verify all personnel is
clear of the equipment prior to engaging drive.
• Ensure that all areas are clear of objects prior to loading and unloading.
• No personnel should ever ride, climb, step, sit on, or otherwise put body weight on the
conveyor. Doing so puts both personnel and equipment at risk.
• Maintenance should be performed at regular intervals to assure the safety of operators and the
longest life of components. Should a component break during operation or prior to operation,
then LOTO instructions should be performed immediately to prevent exposure to hazards.
6.2 Maintenance Schedule
To prolong the life of the material handling equipment and reduce the risk of potential safety hazards, it
is vital that a preventative maintenance program be set in place and followed. The following instructions
will help identify key areas requiring maintenance.
6.2.1 Mechanical Service
• An auditory inspection of the equipment should be performed to identify any unusual noise that
may indicate that there is a problem with the equipment.
• Check all nuts and bolts to ensure bolts remain tight. MDR nuts should be torqued using a
torque wrench to each MDR’s torque specs. Please reference Table 1 for a list of common MDRs
and their torque requirements.
• O-rings, poly-v bands, and any other bands should be inspected for excessive wear, stretching or
slip and replaced as necessary.
• The recommended interval for maintenance is at least once every 6 months.
Table 1: MDR Nut Torque Specifications
MDR MDR Nut Torque Specs
Interroll EC100/110 30 ft-lbs
Interroll EC310 50 ft-lbs
Itoh PM486FE/FP 23 ft-lbs

Installation and Maintenance Manual: BZPDC
Published October 2019 Rev.A1 14
6.2.2 Electrical Service
• All ZiPline Conveyor DC products operate at either 24V or 48V, nominally.
• If adjustment of control card settings is required, refer to the respective technical manual listed
in Reference Documents, or contact ZiPline Support at [email protected].
• If there is a need to replace a DC control card, perform the following:
o De-energize associated power supply and remove respective side cover (if applicable)
o Adjust settings of replacement control card to match those of the existing control card.
o Remove the existing control card from the side frame for ease of cable disconnection:
▪ If the existing control card has a mounting plate, remove wiz nut securing
control card mounting plate to side frame.
▪ If the existing control card is secured to the conveyor side frame with anything
other than a mounting plate, install new securing material on the new control
card and reuse the securing material on the side frame.
o One at a time, remove all cables and connectors and plug them into the same respective
connection port on the new control card.
o If the control card in question has a mounting plate, remove the mounting plate secured
to the existing control card, and install it on the new control card (if the new control
card does not already have a mounting plate installed on it).
o Install the new control card on the conveyor side frame
o Re-energize associated power supply, check the lane for proper system functionality,
and reinstall the respective side cover (if applicable).
Never “hot swap” control cards (i.e. disconnect and reconnect power
connector on control cards without de-energizing respective power supply)
as there is an increased risk of damaging the new control card.
There is always a possibility that control card errors are being caused by
faulty communication cables (RJ45, CAT5, or CAT6) or problems with
adjacent cards connected via the communication cables.
• If cards or card fuses are blowing:
o Ensure there are no shorts in system power wiring
o Ensure all conveyor side frames are electrically bonded and provided a direct
connection to earth ground
o Ensure the control card DIP switch settings match those needed for the MDR (if
applicable)
o Ensure it is electrically connected if the associated conveyor zone has powered brake
roller
o Refer to the respective technical manual listed in the Reference Documents section of
this document if problems persist
When performing electrical work on ZiPline Conveyor, ensure adherence to
all applicable OSHA standards.
Installation and Maintenance Manual: BZPDC
Published October 2019 Rev.A1 15
• If experiencing any other electrical problems with ZiPline DC conveyor, contact ZiPline Support
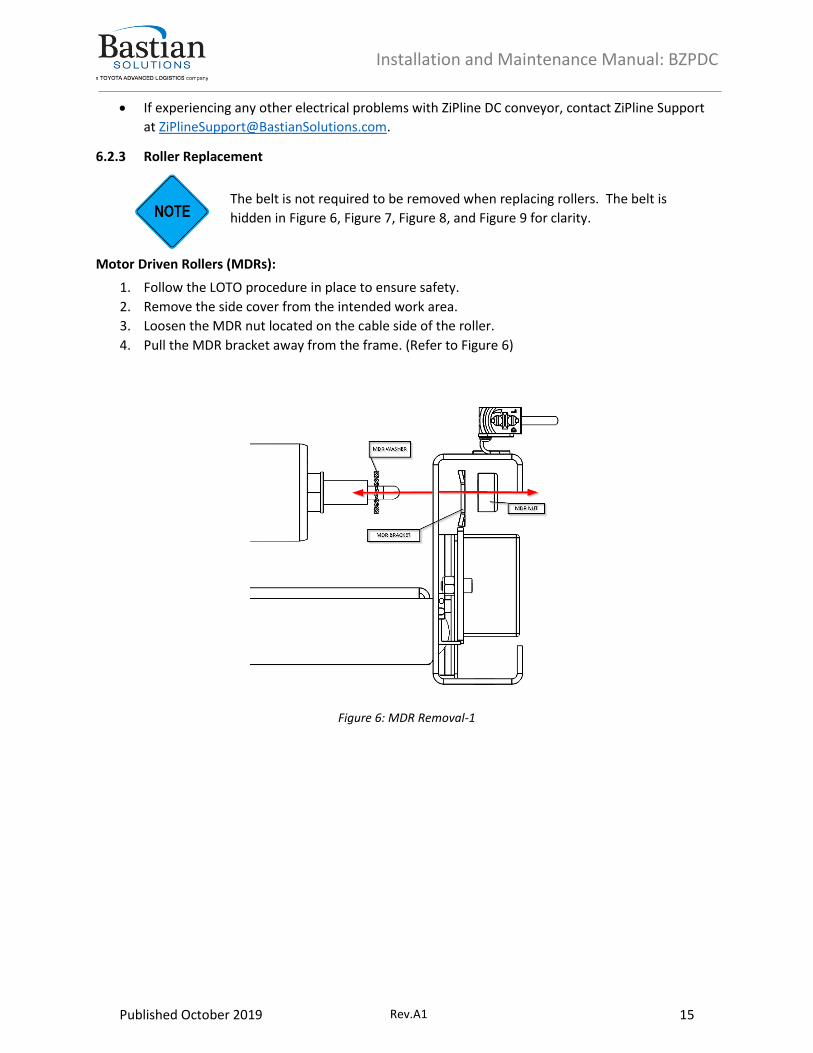
6.2.3 Roller Replacement
The belt is not required to be removed when replacing rollers. The belt is
hidden in Figure 6, Figure 7, Figure 8, and Figure 9 for clarity.
Motor Driven Rollers (MDRs):
1. Follow the LOTO procedure in place to ensure safety.
2. Remove the side cover from the intended work area.
3. Loosen the MDR nut located on the cable side of the roller.
4. Pull the MDR bracket away from the frame. (Refer to Figure 6)
Figure 6: MDR Removal-1

Installation and Maintenance Manual: BZPDC
Published October 2019 Rev.A1 16
5. Apply pressure on the end of the hex shaft opposite the cable using a small diameter punch or
similar tool until the shaft clears the frame. Be careful NOT to apply a side load to the hex shaft.
(Refer to Figure 7)
6. Provide upward force on the roller body until the hex is sitting above the side frame. Refer to
Figure 8. A putty knife or other flat surface tool is recommended to be placed between the hex
shaft and the inside of the frame for ease of installation and to help protect the paint on the
side frame.
7. Pull the threaded shaft out of the side frame.
Figure 7: MDR Removal-2
Figure 8: MDR Removal-3
Installation and Maintenance Manual: BZPDC
Published October 2019 Rev.A1 17
8. Pull the MDR away from the bands until the MDR is completely free of the side frames and
bands.
9. Slide the new MDR cable through the MDR washer and guide it through the hex hole.
10. Place the MDR bracket back onto the threaded shaft.
11. Guide the MDR back through the existing bands.
12. Use a putty knife or other flat surface tool to guide the hex shaft into the hex hole.
13. Fasten the MDR nut using a torque wrench to the appropriate value given in Table 1.
14. Plug the MDR into the card.
15. Ensure the belt is centered between the side frames.
16. Replace the side cover.
Non-powered Rollers:
1. Follow the LOTO procedure in place to ensure safety.
2. Remove the side cover from the intended work area.
3. Apply pressure on the end of the hex shaft opposite the wiring using a small diameter punch or
similar tool until the shaft clears the frame. Be careful NOT to apply a side load to the hex shaft.
4. Provide upward force on the roller body until the hex is sitting above the side frame (refer to
Figure 8).
5. Remove the hex shaft from the opposite hex hole
6. Pull the roller away from the bands (if applicable) until the roller is completely free of the side
frames and bands.
7. Slide the new roller through the bands (if applicable).
8. Guide the hex shaft into the hex hole.
9. Insert the opposite side shaft into the appropriate hex hole. Use the roller’s length as leverage
to aid in this step (use a putty knife or other flat surface tool to guide the hex shaft into the
opposite hex hole).
10. Ensure the belt is centered between the side frames.
11. Replace the side cover.
6.2.4 Band Replacement
1. Follow the LOTO procedure in place to ensure safety
2. Remove the side cover from the intended work area.
3. Follow the non-powered roller removal procedure (6.2.3) steps 3-4 on the lead roller (the only
non-motorized roller with grooves for bands in a BZPDC zone).
4. Follow the MDR removal procedure (6.2.3) steps 3-6.
5. After the lead roller and MDR are sitting on the side frame, remove the band(s) that need(s) to
be replaced from the roller and install the new band(s).
6. Reinsert the hex shafts in the side frame. It is recommended to reinsert the MDR and follow
MDR removal procedure (6.2.3) steps 10-13 before reinserting the lead roller. Use the roller’s
length as leverage to aid in this step. As called out in the roller replacement procedure, use a
putty knife or other flat surface tool to protect the paint on the side frame.
7. Ensure the belt is centered between the side frames.
8. Replace side covers.

Installation and Maintenance Manual: BZPDC
Published October 2019 Rev.A1 18
6.2.5 Belt Replacement
1. Follow the LOTO procedure in place to ensure safety.
2. Remove the side cover from the intended work area.
3. One side of the hex shaft must be removed for all rollers in the zone. It is recommended to start
with the MDR and the lead roller of the zone and then work toward the infeed end of the zone
from there. Refer to the MDR removal procedure (6.2.3) steps 3-6 and the non-powered rollers
removal procedure (6.2.3) steps 3-4 for guidance.
4. Slide the belt off the zone toward the direction of the removed hex shafts.
5. Slide the new belt on the MDR while leaving the remaining rollers outside the belt.
6. Leaving the o-ring or poly-v bands hanging from the MDR, use a putty knife or other flat surface
tool to guide the hex shaft into the band side hex hole and place the MDR bracket back onto the
threaded shaft.
7. Reinsert the remaining hex shafts into the appropriate hex hole. Use the roller’s length as
leverage to aid in this step (use a putty knife or other flat surface tool to guide the hex shaft into
the opposite hex hole). For ease of reinserting hex shafts, it is recommended to start with the
first non-groove roller upstream from the MDR and work all the way down to the infeed end of
the zone before reinserting the lead roller with tracking bands at the discharge end of the zone
last.
8. Ensure the belt is centered between the side frames.
9. Replace the side cover.
7 Troubleshooting and Repair
Many issues that may arise with ZiPline Conveyor can be corrected with minimal field repairs. ZiPline
encourages using the following troubleshooting techniques before contacting a ZiPline representative as
these are the same techniques used by our field service engineers. To assist in data collection, ZiPline
asks that any issues that arise be recorded in a log, with the mark number, a description of the issue,
and the steps taken to resolve the issue. Table 2 gives direction for retroreflective photoeyes. If a diffuse
photoeye is being used, verify that the sensor is set to Light Mode(L) (Arrow pointed at L on photoeye).
Figure 9: Band Replacement

Installation and Maintenance Manual: BZPDC
Published October 2019 Rev.A1 19
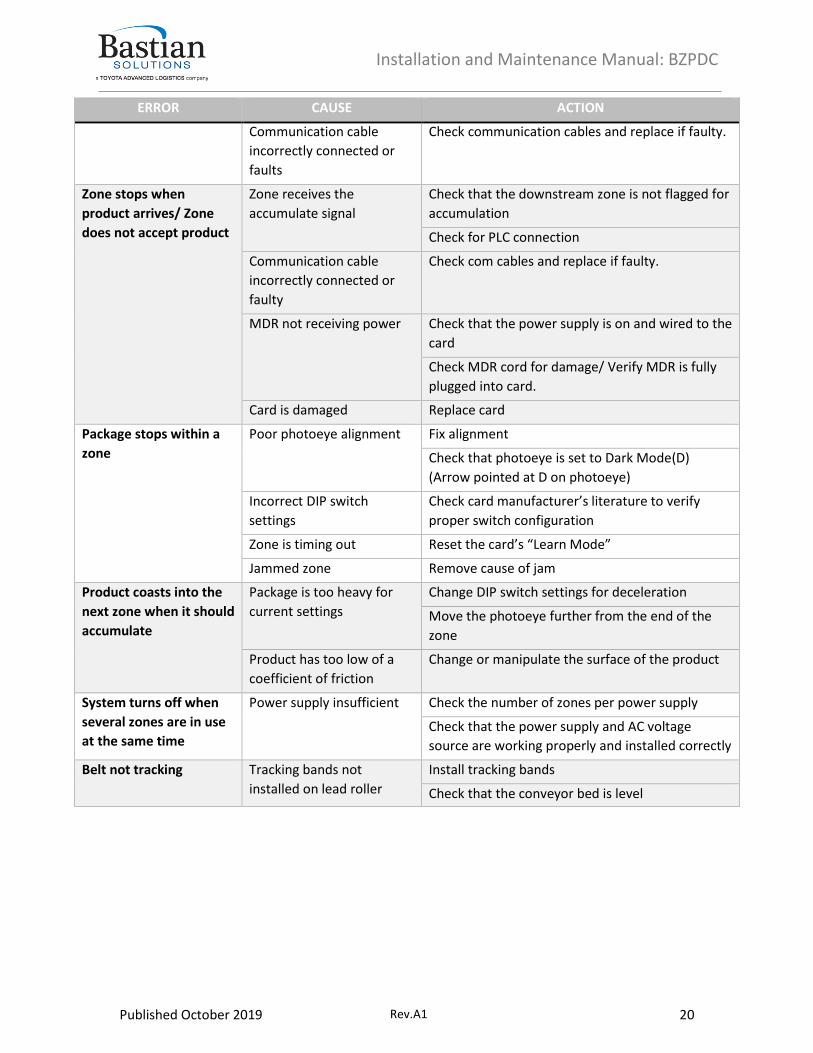
Table 2: Troubleshooting Photoeye and Card Issues
ERROR CAUSE ACTION
Zone not accumulating Poor photoeye alignment Fix alignment
Check that photoeye is set to Dark Mode(D)
(Arrow pointed at D on photoeye)
MDR not receiving power Check that the power supply is on and wired to the
card
Check MDR cord for damage/ Verify MDR is fully
plugged into card.
Conveyor flow direction,
speed, or acceleration is
incorrect
Incorrect DIP switch
settings
Check card manufacturer’s literature to verify
proper switch configuration.
Zone not operating No power supply Check that the power supply is on and wired to the
card
Fuse is blown Check LED lights and replace the fuse if confirmed
short
Incorrect DIP switch setting Check card manufacturer’s literature to verify
proper switch configuration
Zone runs without
package
Poor photoeye alignment
or photoeye not connected
Fix alignment and ensure properly wired
Inadvertent jog command Check for PLC connection
Communication cable
incorrectly connected or
faulty
Check com cables and replace if faulty.
Photoeye is damaged Replace photoeye
Card is damaged Replace card
Multiple zones run
continuously
Inadvertent jog command Replace communication cables on the upstream
card
Replace the card that is upstream of the first
continuously running zone
Power supplies have
multiple grounds
Check that a common ground is shared among all
supplies
System reverses or jogs
without prompting
Fuse is blown Check the fuses of all cards in the immediate
system
Incorrect DIP switch setting Check card manufacturer’s literature to verify
proper switch configuration
Installation and Maintenance Manual: BZPDC
Published October 2019 Rev.A1 20
ERROR CAUSE ACTION
Communication cable
incorrectly connected or
faults
Check communication cables and replace if faulty.
Zone stops when
product arrives/ Zone
does not accept product
Zone receives the
accumulate signal
Check that the downstream zone is not flagged for
accumulation
Check for PLC connection
Communication cable
incorrectly connected or
faulty
Check com cables and replace if faulty.
MDR not receiving power Check that the power supply is on and wired to the
card
Check MDR cord for damage/ Verify MDR is fully
plugged into card.
Card is damaged Replace card
Package stops within a
zone
Poor photoeye alignment Fix alignment
Check that photoeye is set to Dark Mode(D)
(Arrow pointed at D on photoeye)
Incorrect DIP switch
settings
Check card manufacturer’s literature to verify
proper switch configuration
Zone is timing out Reset the card’s “Learn Mode”
Jammed zone Remove cause of jam
Product coasts into the
next zone when it should
accumulate
Package is too heavy for
current settings
Change DIP switch settings for deceleration
Move the photoeye further from the end of the
zone
Product has too low of a
coefficient of friction
Change or manipulate the surface of the product
System turns off when
several zones are in use
at the same time
Power supply insufficient Check the number of zones per power supply
Check that the power supply and AC voltage
source are working properly and installed correctly
Belt not tracking Tracking bands not
installed on lead roller
Install tracking bands
Check that the conveyor bed is level

Installation and Maintenance Manual: BZPDC
Published October 2019 Rev.A1 21
8 Standard Spare Parts
Figure 10: BZPDC Spares Exploded View
Figure 11: BZPDC Spare Parts View with Belt Hidden in first zone.
Installation and Maintenance Manual: BZPDC
Published October 2019 Rev.A1 22
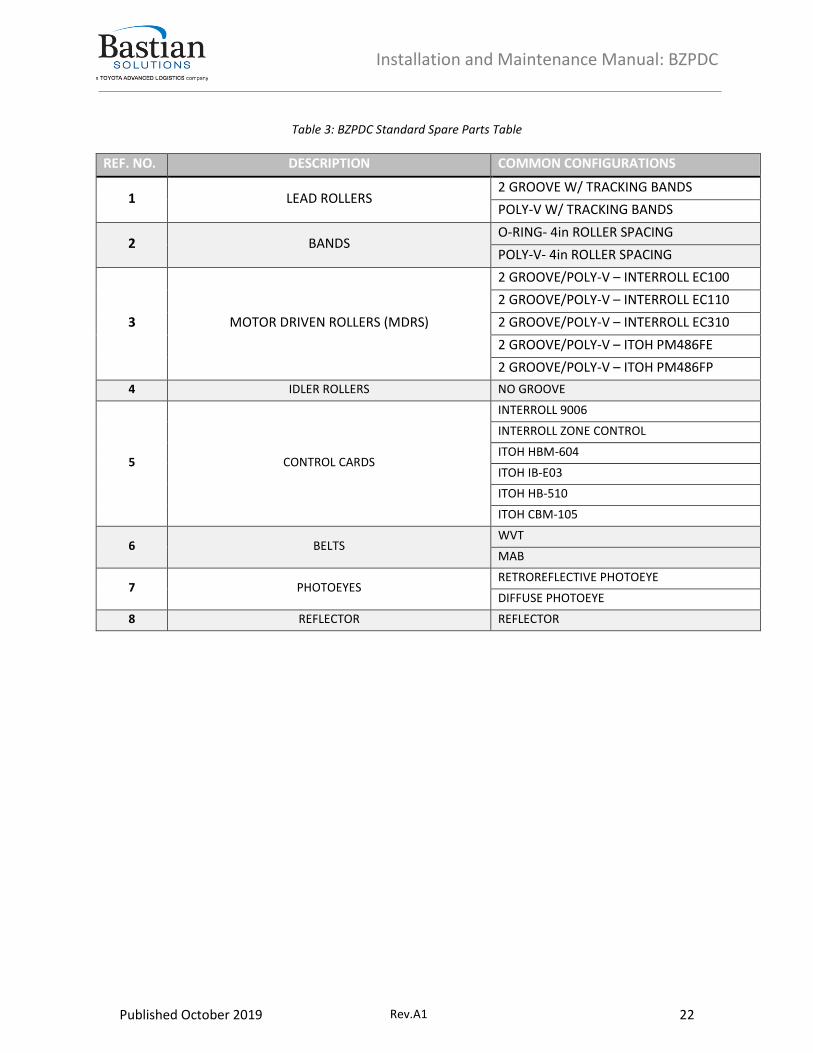
Table 3: BZPDC Standard Spare Parts Table
REF. NO. DESCRIPTION COMMON CONFIGURATIONS
1 LEAD ROLLERS 2 GROOVE W/ TRACKING BANDS
POLY-V W/ TRACKING BANDS
2 BANDS O-RING- 4in ROLLER SPACING
POLY-V- 4in ROLLER SPACING
3 MOTOR DRIVEN ROLLERS (MDRS)
2 GROOVE/POLY-V – INTERROLL EC100
2 GROOVE/POLY-V – INTERROLL EC110
2 GROOVE/POLY-V – INTERROLL EC310
2 GROOVE/POLY-V – ITOH PM486FE
2 GROOVE/POLY-V – ITOH PM486FP
4 IDLER ROLLERS NO GROOVE
5 CONTROL CARDS
INTERROLL 9006
INTERROLL ZONE CONTROL
ITOH HBM-604
ITOH IB-E03
ITOH HB-510
ITOH CBM-105
6 BELTS WVT
MAB
7 PHOTOEYES RETROREFLECTIVE PHOTOEYE
DIFFUSE PHOTOEYE
8 REFLECTOR REFLECTOR

Installation and Maintenance Manual: BZPDC
Published October 2019 Rev.A1 23
Appendix 1 Interroll One Way Bearing Rotation
Figure 12: Interroll One Way Bearing Rotation Drawing

Installation and Maintenance Manual: BZPDC
Published October 2019 Rev.A1 24
ZiPline Conveyor Installation and Maintenance Manual
Model: ZiPline BZPDC
© 2019 Bastian Solutions, LLC
All rights reserved. This document contains information considered proprietary to Bastian Solutions. It
may not be duplicated, used, or disclosed without written permission from Bastian Solutions. It may not
be used in whole or in part for any purpose other than its intended purpose as an operation, installation,
and maintenance manual for the product or products described herein. Bastian Solutions reserves the
right to revise the contents of this document as necessary.
Bastian Solutions, LLC
1821 Bastian Court
Westfield, IN 46074
Customer Support: [email protected]