innovative production technologies for lightweight ... production technologies for lightweight...
TRANSCRIPT

Mario Krupka, DORNIER Composite Systems®, Lindauer DORNIER GmbH
Innovative Production Technologies
for Lightweight Automotive Composites -
Tape Production, Tape Weaving and 3D
Weaving
BMWi USA Business Trip, Troy, MI, September 26th, 2017

Headquarters Lindau, Rickenbach, Germany
BMWi USA business trip 2
Administration
Sales of weaving machines and specialty
machines
Development of weaving machines and specialty
machines
Production of weaving machines
Number of employees: 812, including 56 apprentices
(Status as per 31.12.2016)

Production plant Esseratsweiler
BMWi USA business trip 3
Production of specialty machinery
Film stretching lines
Drying plants
Technical center of DORNIER Composite
Systems®
Tape pilot production line
Tape weaving machine
Carbon fiber weaving machine
3D weaving machine
Number of employees: 155(Status as per 31.12.2016)

BMWi USA business trip 4
American DORNIER Machinery Corporation
In Charlotte, North Carolina we take care for
our American customers.
Our subsidiary is not only a sales office, but
offers also service, installation and training
for weaving machines and service for the
clamps of film stretching lines.

BMWi USA business trip 5
1922: Proof test on a Dornier Komet II,build completely from Aluminum
This airliner was build from webframes and straight planking (2200 kg flying weight)
Maiden flight on October, 9th
1922
On December, 31st this first German airliner has flown to England with 4 passengers and one pilot on board
It was the begin of the Berlin – London air traffic by German Aero Lloyd

1931: Do X on Hudson River in New York
BMWi USA business trip 6
The flying boat Do X was build from Prof. Claude
Dornier (1884 - 1969) and was the biggest
airplane in this time
The take off weight was 52 tons with a wingspread
of 48 m. A modern Airbus A310-200 has 142 tons
and 44 m
The record flight in October 1929 with 169
passengers on board started from Lake
Constance to New York. An Airbus A310 carries
today around 220 passengers

BMWi USA business trip 7
1950: Start in Lindau, Lake Constance
Foundation of
Lindauer DORNIER GmbH
and introduction of the first
weaving machine (shuttle
loom), type “DoTex”

BMWi USA business trip 8
1973: First carbon fiber woven fabrics made on DORNIER rapier weaving machines
Introduction of the first shuttle less weaving machine (with ridige rapier) in 1967
Today worldwide more than 40 DORNIER customers produce carbon fiber fabrics
Around 85 % of worldwide production of carbon fiber fabrics are made today on DORNIER rapier weaving machines
Many other technical fabrics from aramid fibers, glass fibers or other high strength man made fibers are “woven on DORNIER“
In 1989 DORNIER introduced the first airjetweaving machine

BMWi USA business trip 9
1973: First CFRP-part in aircraft (braking flaps)
Alpha Jet
Maiden flight in 1973
Production: 480 aircraft from DORNIER (Germany) und Dassault (France)
Top speed: 1,000 km/h
Use as twinjet-trainer, light fighter und fighter bomber
Development, testing and fabrication of CFRP braking flaps from woven fabric prepreg

BMWi USA business trip 10
2016: Carbon fiber weaving machine intechnology center Composite Systems
P1 rapier weaving machine with 200 cm nominal width and 130 cm reeded width
2 feeders with chromium surfaces
Duo-Mix waist preventing system left and right
Creel with 300 spooling positions equipped with 1200 tex glass fiber roving
Several weft materials can be used (e.g. carbon-, glass-, aramid- or natural fibers
Available for customer trials

Today: Composites in modern aircraft
BMWi USA business trip 11
In modern airliners like Boeing 787 or Airbus 350
XWB, engineers use up to 50% carbon composites
in structural parts of fuselage and wings. 10% are
made from steel, 15% from Titanium, 20% from
Aluminum and 5% are others. For comparison,
Boeing 777 (maiden flight June 1994) uses 12%
composites and 50% aluminum.

Today: Composites in high-end cars
BMWi USA business trip 12
In non-structural parts of sports and
luxury cars, CFRP is often used
because of its design and low
weight
Structural parts are still exotic
For serial street cars process times
are still too long and costs too high
for classical (thermoset-based)
CRFP
Wheels, as unsprung and rotating
mass on the vehicle, create
noticeable advantages for the driver
(customer)
CFRP wheel from Carbon Revolution, Australia
Audi R8 CFRP side blade
CFRP roof panel Corvette Stingray 2014
from Plasan Carbon Composites
Mercedes SL 55 AMG deck lid inner shell
from ACE, Germany Porsche 20“ CFRP wheel

BMWi USA business trip 13
In 1981 McLaren MP4/1 used the first CRFP
monocoque in Formula 1 because of high
stiffness, low weight and good impact resistance
Meanwhile many sports and race cars have
monocoques, which are made mainly from CF-
prepreg and using autoclave process
BMW started to work with dry CF-UD-structures
and RTM in their i3 and i8 electro- and hybrid
cars (SOP 2013/2014)
BMW i3 life module made from
150 CFRP components Porsche 918 spider hybrid CFRP monocoque
CFRP monocoque of AUDI Le Mans
car R18 TDI (2011) CFRP monocoque of Alfa Romeo 4C (65 kg) CFRP body of Lamborghini Aventador Spyder
Today: Composites in high-end cars

Today: Composites in high-end motorcycles
Motorbikes use CFRP components since
longer time. And some times “carbon” is just for
the show…
But this summer BMW introduced their HP4
RACE motorcycle with a main structural part
made from RTM-CFRP.
BMW Motorrad is the first motorcycle
manufacturer to present a main frame made
entirely of carbon fiber composite. The frame
weighs 7.8 kilograms and is produced
industrially in small series (750 bikes are
planed)
BMWi USA business trip 14

BMWi USA business trip 15
DORNIER Composite Systems®
Machines for tape production
Tape weaving machines
3D weaving technology

Textile competency: DORNIER Open Reed Weave (ORW) Technology
BMWi USA business trip 16
Stitch fabric Multiaxial fabric: 6K-CF roving
± 45° on glass fiber-fabric 0/90°
DORNIER rapier weaving machines with
patented positively precision controlled
yarn transfer from left- to right-hand rapier
and air jet weaving machines

Thermoplastic competency: Specialty machinery - film stretching lines
BMWi USA business trip 17
Transverse stretching machine:
Final product: BOPP-film for food packing
Film inlet width: 1 m
Film exit width: 9.6 m
Production speed: 500 m/min
Production capacity: 127 metric tons/day
machine length: 140 m, including 90 m
furnace length
Introduction of first DORNIER film
stretching line in 1956 with patented
gripper system

BMWi USA business trip 18
Spreading endless fiber roving to a specific width allows to adjust a certain fineness or areal weight (g/m²)
Fixation keeps tape width constant and allows operations like weaving, winding or braiding
The reduced weight allows to weave lighter and thinner textiles
Fiber orientation in length direction increases strength and stiffness in the composite
The use of high yarn counts like 2,400 tex glass fiber or 50K (3,200 tex) carbon fiber is possible
Cheaper yarn or roving can be used to make lightweight textiles for reinforcement of composites with even better properties
Full impregnated tapes and tape woven fabrics allow quick and cost-effective production of thermoplastic composite parts
Thinner layers and higher fiber orientation increase strength, stiffness and impact resistance of composites or allows reduction of wall thickness
Tape production – Advantages (why should we do it?)

BMWi USA business trip 19
0
100
200
300
400
500
600
700
800
900
Flä
che
nge
wic
ht
[g/m
²]
1K (67 tex) 3K (200 tex) 6K (400 tex) 12K (800 tex)
24K (1,600 tex)
48K (3,200 tex)
Unidirectional
fabrics
Are
al w
eig
ht
(gsm
)
DORNIER Composite Systems®
Tape production: Targeting defined areal weights

BMWi USA business trip 20
PP, PA, PC and PET on trial
Carbon-, Glass- or Aramid- fibers
Fixation with 3 - 15 Vol.-% Matrix 40 - 60 Vol.-%
Tape production
BMWi USA business trip 21
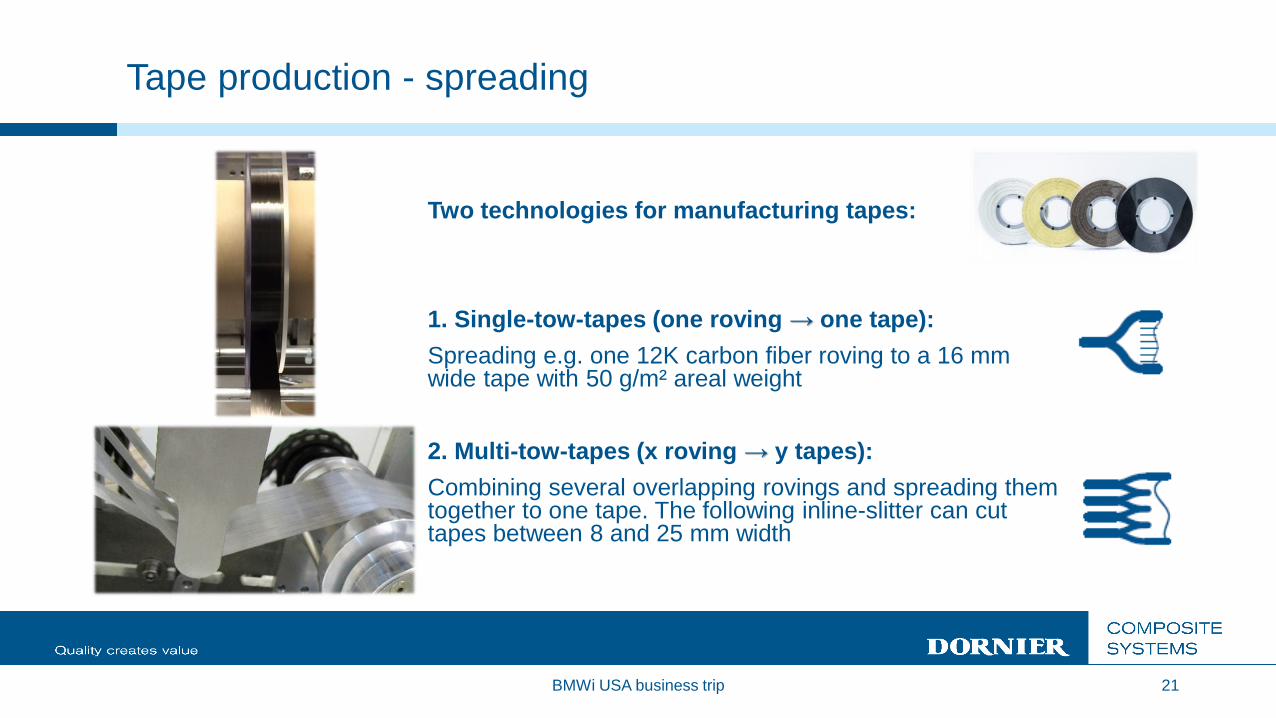
Two technologies for manufacturing tapes:
1. Single-tow-tapes (one roving → one tape):
Spreading e.g. one 12K carbon fiber roving to a 16 mm wide tape with 50 g/m² areal weight
2. Multi-tow-tapes (x roving → y tapes):
Combining several overlapping rovings and spreading them together to one tape. The following inline-slitter can cut tapes between 8 and 25 mm width
Tape production - spreading

BMWi USA business trip 22
Creel with 6 spooling positions and electronic
controlled winding tension during take-off
Spreading
box (closed)
Tape pilot plant

BMWi USA business trip 23
Options: Fixation or full impregnation
Fixation for a later impregnation with thermoplastic or thermoset matrix
For stabilization of the spread tape
Required binder-content is 2.5 until 5 weight-%. Application is done in a dip, using waterborne suspensions with micro powders
Advantage: Free choice of the later matrix in the composite
Impregnation using extruder and die supplying thermoplastic matrix between 40 and 60 weight-%
Fiber/matrix-ratio ready for e.g. production of organo-sheets
Tape production

Possibilities for tape fixation
BMWi USA business trip 24
Dip-coating:
Beside the known hot melt spraying, DORNIER offers a fixation
system for thermoplastics and for thermosets. Water born
dispersions with micro powders are supplied to the spread fiber
tape, dried and molten in the subsequent heating zone
The fixation with a small percentage of a matrix compatible binder
until entrance of the melting die can be advantageous for the later
impregnation
This fixation also allows to weave those fixed tapes without full
impregnation on the tape weaving machine

Possibilities for full impregnation
BMWi USA business trip 25
Matrix embedding:
For the impregnation of the spread and pre-fixed fiber tapes with a
thermoplastic matrix of a polymer with suitable viscosity
Inside the die the tapes are treated with the molten polymer from both
sides
The hinged melting die has a width of 69 mm and the die gap can be
adjusted for different tape thicknesses and coatings. Working
temperature is up to 320°C. A small lab extruder (25 mm) with 3 kg/h
output is available. For easy access (maintenance and cleaning) the
die can be swing opened

Tape pilot plant
BMWi USA business trip 26
Cutting station
(inline slitting)
for tape widths
of 2 - 25 mm
Friction winder for
3” pancake spools
up to 450 mm OD

BMWi USA business trip 27
Creel: 6 tension controlled spooling positions
Working width: Up to 70 mm wide tapes (die slot 69 mm width)
Production speed: Up to 30 m/min
Working temperature: Max. 320°C in extruder and melting die
Fibers: Endless-roving from glass, aramid-, carbon-, PE-, PA- or natural fibers
Weights per meter: 12K - 100K for carbon fiber rovings and 300 - 2,400 tex for glass fiber rovings
Fixation: Dip with suspensions of EP, PP, Co-PA or Co-PET
Impregnation: By extruder and die with PP, PA, PC and PET
Cutting: Inline slitter for 8 - 25 mm wide tapes
Presentation: Wound up on pancake spools with 3“ ID and up to 400 mm OD
Tape pilot plant general information

Tape production (single-tow)
Spreading of 2 single 12K carbon fiber rovings
BMWi USA business trip 28
Entrance width of roving: 7 mm Exit width of tape: 14 mm

Spreading of a single aramid fiber roving (1500 tex)
BMWi USA business trip 29
Entrance width
of roving: 5 mm
Exit width of tape:
30 mm
Tape production (single-tow)

Spreading of a single 280 tex glass fiber roving
BMWi USA business trip 30
Entrance width of roving: 2 mm Exit width of tape: 8 mm
Tape production (single-tow)
Tape production (multi-tow)
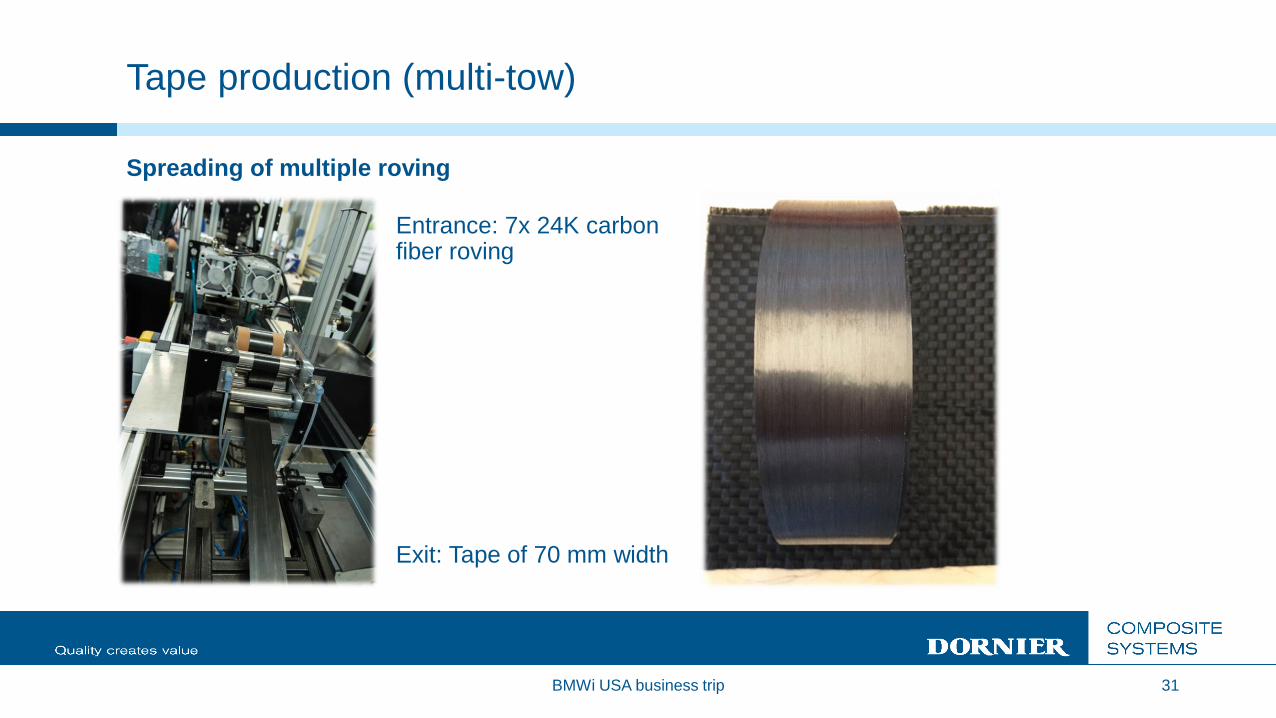
Spreading of multiple roving
BMWi USA business trip 31
Exit: Tape of 70 mm width
Entrance: 7x 24K carbon fiber roving

Tape production
BMWi USA business trip 32
Cross section of a carbon fiber tape with Co-Polyamide fixation and around
5 - 6 filament layers
Filament diameter: 7 µm
Tape thickness: 40 µm

BMWi USA business trip 33
Cross section of a full
impregnated carbon fiber tape
(5x 12K roving) with
Polypropylene matrix
(around 33 weight-%).
Filament diameter: 7 µm
Tape thickness: 130 µm
Tape production

Tape production line general information
BMWi USA business trip 34
Creel: Up to 60 spooling positions
Working and tape width: 200, 400 and 600 mm
Production speed: Up to 50 m/min
Working temperature: Max. 330°C in extruder and melting die
Fibers: Endless-rovings from glass, aramid-, carbon-,
PE-, PA- or natural fibers
Weights per meter: Rovings with 12K (800 tex) - 100K for carbon fibers and
300 - 2,400 tex for glass fibers
Fixation: Dip with suspensions of EP, PP, Co-PA or Co-PET
Impregnation: By extruder and die with PP, PA, PC and PET.
Other thermoplastics on request
Cutting: Inline slitter with number of cutting and winding stations on
request
Presentation: Wound up on pancake spools with 3“ ID

BMWi USA business trip 35
Pre-fixed carbon fiber
Examples for tape woven fabrics:
Full impregnated carbon
fiber/PA6Pre-fixed glass fiber
Weaving of prefixed or full impregnated tapes:
Prefixing with minimum binder content keeps tape in shape. The fabrics can be used for
thermoplastic- or thermosets-applications
Full impregnated tapes with thermoplastics for organo-sheets
Full impregnated glass
fiber/PP
Tape weaving

Spread and taped fibers in the fabric are less undulated, which leads to higher strengths and stiffness of composites and better impact resistance
Fibers are perfectly aligned and orientated in the tape and can transfer their properties better into the product
Tape fabrics are thin and light and can be easily draped
They have a smooth and closed surface, which is ideal e.g. for coating
BMWi USA business trip 36
Advantages of tape fabrics

BMWi USA business trip 37
Nominal width: 2,100 mm
Fabric widths: Between 950 and 1,800 mm adjustable
Single rapier right hand: With special tape rapier head
Tape width: 8 - 25 mm for weft tapes and 8 - 40 mm for warp tapes
Colors: 2 different weft tapes can be inserted via zero-twist-
feeders without distortion
Fabric weave: Plain 1/1, twill 2/2 or 1/3
Production speed: Up to 50 picks/min
Selvedge fixation: Thermal fixation with thermoplastic bonding yarns
Creel: Up to 216 adjustable spooling positions for warp tapes,
for 3“ (76.2 mm) inner diameter of spools
Tape weaving machine

BMWi USA business trip 38
Careful tape handling because of:
Individual creel configuration with adjustable positions and tension control for warp tapes
Distortion free weft insertion with 2 zero-twist-feeders for 2 colors and constant weft tape
tension by moving guide rollers with adjustable vacuum support
Long shed opening times
Pneumatic down holder moving parallel with cloth table, fixing and protecting the weft tape
during shed opening
Reed is only guiding the rapier and does not touch the weft tape
Special rapier head designed for tapes up to 25 mm width
Tape weaving machine

BMWi USA business trip 39
Comparison of 2 carbon fiber fabrics each with 200 g/m² areal weight
1. Woven with 3K carbon fiber roving (200 tex)
2. Woven with 100 g/m²-tape made from 50k roving (3,600 tex)
Price advantage 50K compared to 3K roving is around 40%
Tape-process: Spreading 50K roving to 36 mm width and using dip-fixation. Cutting into 2 tapes of 18 mm individual width. Costs for tape production at 20 m/min line speed are below price difference 3K to 50K carbon fiber roving
Tape weaving: With 50 picks/min the productivity is 0.9 linear meters of tape fabric per minute. Weaving 3K roving with 5 threads/cm and 280 picks/min, 0.56 linear meters of roving fabric per minute are generated
The thicker the roving (high number of filaments and weight per meter) and the wider the spread tape, the better the economy of tape technology!
Economy of tape technology

BMWi USA business trip 40
Example 1:
2 layers of tape fabric, full impregnated glass
fiber/polypropylene tape, 800 g/m² areal weight,
shaped by thermoforming
DORNIER/CrossLink
Example 2:
One layer of tape fabric, full impregnated
carbon fiber/polypropylene tape, 100 g/m² areal
weight, shaped by thermoforming
DORNIER/CrossLink
Drapability

BMWi USA business trip 41
Suit case made from tape woven fabric
Material: Full impregnated glass fiber/polypropylene tape, 800 g/m² areal weight (fabric).
Woven by company on a DORNIER tape weaving machine and shaped by thermoforming.
Drapability

BMWi USA business trip 42
Production technology Jacquard
2014: Jacquard woven picture from Matsukawa Ltd. „woven on DORNIER“
Digital production technology
Invented in the 19th century
Great flexibility regarding weaving pattern
High reproducibility
Technical applications
1 mm
10 mm
3D fabrics
BMWi USA business trip 43
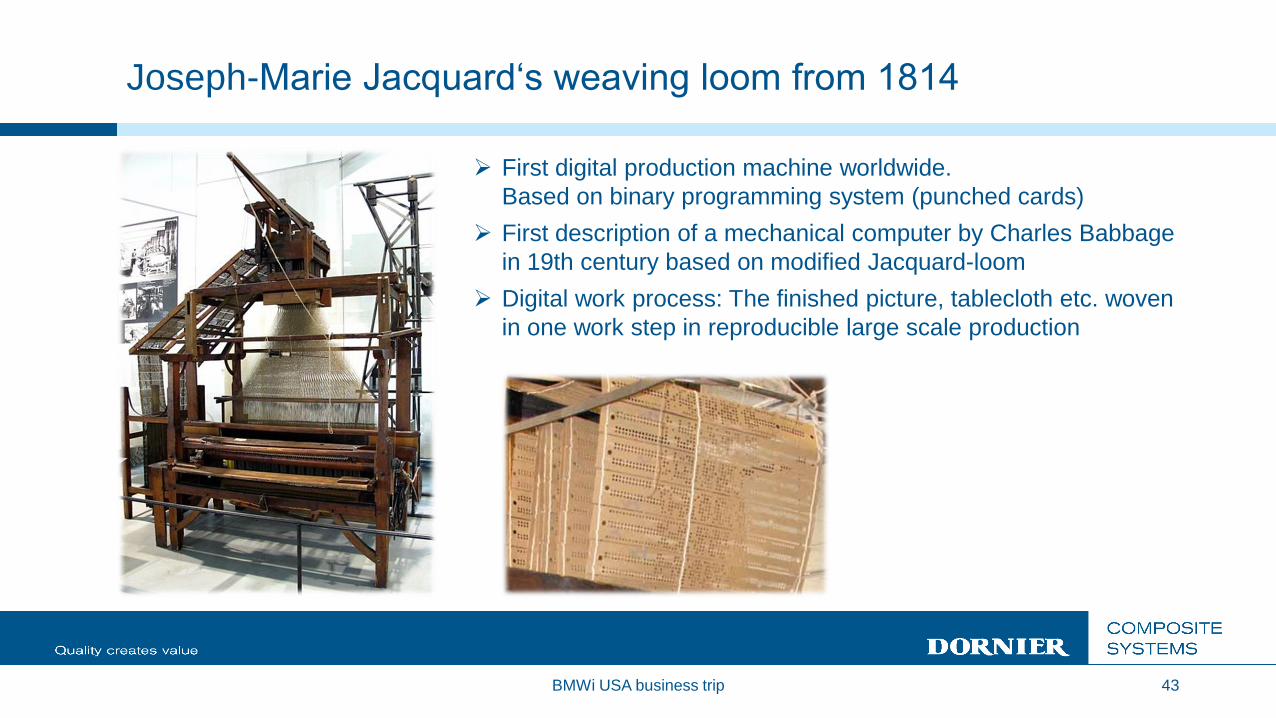
First digital production machine worldwide.
Based on binary programming system (punched cards)
First description of a mechanical computer by Charles Babbage
in 19th century based on modified Jacquard-loom
Digital work process: The finished picture, tablecloth etc. woven
in one work step in reproducible large scale production
Joseph-Marie Jacquard‘s weaving loom from 1814
BMWi USA business trip 44
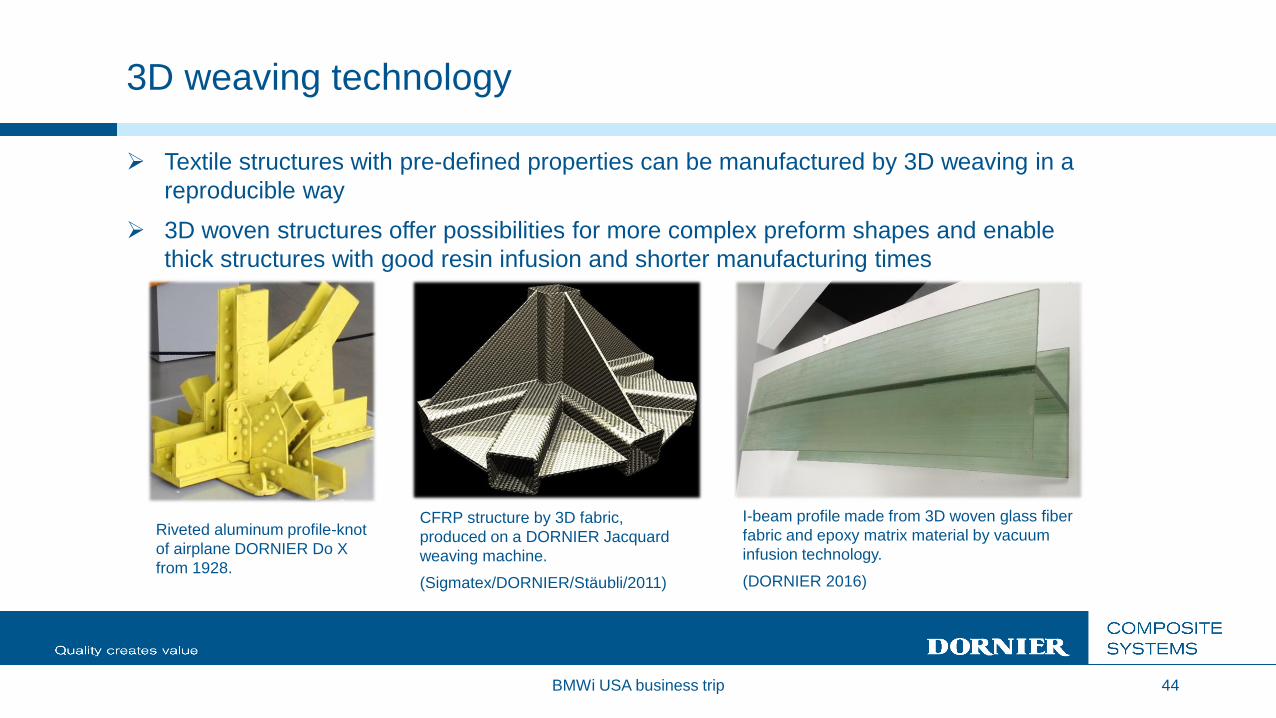
Textile structures with pre-defined properties can be manufactured by 3D weaving in a
reproducible way
3D woven structures offer possibilities for more complex preform shapes and enable
thick structures with good resin infusion and shorter manufacturing times
CFRP structure by 3D fabric,
produced on a DORNIER Jacquard
weaving machine.
(Sigmatex/DORNIER/Stäubli/2011)
Riveted aluminum profile-knot
of airplane DORNIER Do X
from 1928.
I-beam profile made from 3D woven glass fiber
fabric and epoxy matrix material by vacuum
infusion technology.
(DORNIER 2016)
3D weaving technology

BMWi USA business trip 45
3D textile composite structure „woven on DORNIER“
3D textile modelling:
TexGen software
Glass fiber textile (2,400 tex):
DORNIER 3D weaving machine
Epoxy resin matrix material:
Vacuum infusion technology
3D weaving technology

BMWi USA business trip 46
Digital programming of weaving pattern
Flexible shed geometry for fabrics up to 25 mm
thickness
“Free-flight” rapier movement without race board
Reinforcement fibers in X-, Y- and Z-direction
DORNIER 3D technology platform:
Creel with 1,512 bobbins
(e.g. 2,400 tex glass fiber)
200 picks/min
UNIVAL 100 Jacquard machine with 2,112
individual “hooks”
DORNIER 3D weaving machine at DORNIER Composite Systems
technology center – available for customer trials
3D weaving technology

BMWi USA business trip 47
DORNIER provides innovative solutions for composite applications
Flexible industrial production of high quality tapes
Cost-efficient production of drapable tape fabrics
Vision: High performance 3D woven fabrics
Single-layer tape fabric made of
full impregnated thermoplastic
carbon fiber tape, reshaped
during hot pressing
CFRP structure by 3D fabric,
produced on a DORNIER
Jacquard weaving machine
[DORNIER/CrossLink Faserverbundtechnik]
[Sigmatex/DORNIER/Stäubli]
Summary

Thank you very much for your attention!
BMWi USA business trip 48