influence and mechanism of cao on the oxidation induration
TRANSCRIPT

ISIJ International, Vol. 60 (2020), No. 10
© 2020 ISIJ2199
ISIJ International, Vol. 60 (2020), No. 10, pp. 2199–2205
https://doi.org/10.2355/isijinternational.ISIJINT-2020-091
* Corresponding author: E-mail: [email protected]
Influence and Mechanism of CaO on the Oxidation Induration of Hongge Vanadium Titanomagnetite Pellets
Ruiqi ZENG,1,2) Wei LI,1,2)* Nan WANG,1,2) Guiqin FU,1,2) Mansheng CHU1,2) and Miaoyong ZHU1,2)
1) Key Laboratory for Ecological Metallurgy of Multimetallic Mineral (Ministry of Education), Northeastern University, Shenyang, 110819 China.2) School of Metallurgy, Northeastern University, Shenyang, 110819 China.
(Received on February 17, 2020; accepted on April 20, 2020; J-STAGE Advance published date: June 15, 2020)
The oxidation induration process of Hongge vanadium titanomagnetite pellets (HVTMP) with different amounts of CaO was investigated. This research forms part of an ongoing study on a novel and clean smelting process for the comprehensive utilization of Hongge vanadium titanomagnetite. The results revealed that the compressive strength of HVTMP could be enhanced by adding only 1% CaO because of the formation of fine grains and homogenous microstructures. However, a further increase in CaO decreased the compressive strength. Excessive amounts of CaO decreased the grain size but increased the porosity, impeding the oxidation induration process of HVTMP. An increase in CaO slightly influenced the phase compositions but largely reduced their peak intensities. An innovative index, namely indura-tion degree, was proposed to directly estimate the induration behavior of HVTMP. A schematic diagram was presented to clearly describe the induration mechanism of HVTMP with different amounts of added CaO.
KEY WORDS: Hongge vanadium titanomagnetite; CaO; oxidation induration; mechanism; induration degree.
© 2020 The Iron and Steel Institute of Japan. This is an open access article under the terms of the Creative Commons Attribution-NonCommercial-NoDerivs license (https://creativecommons.org/licenses/by-nc-nd/4.0/).
1. Introduction
As an important mineral resource, vanadium titanomag-netite (VTM) is widely distributed in China, Australia, New Zealand, South Africa, and Russia.1,2) Hongge VTM (HVTM) in the Panxi district is considered as the largest VTM resource in China. HVTM not only contains valuable elements such as iron, vanadium, and titanium; it also has a high chromium content of about 900 Mt, comprising about 68% of the total chromium reserves in China.3,4) Therefore, increased focus has been directed toward the comprehensive utilization of HVTM for sustainable development.
Currently, the main method to utilize VTM is the blast furnace (BF) process. In this process, most of the iron and part of the vanadium are reduced into the hot metal,5) whereas the titanium almost entirely remains in the BF slag, which contains 22%–25% TiO2. Such slag is difficult to appropriately and economically handle because of its dispersed distribution.6) Over the past decades, several pro-cesses with coal have been proposed to promote the compre-hensive utilization of VTM.7–15) Hu et al.7) investigated the effect of Fe–Si on the carbothermic reduction of Panzhihua titanomagnetite under argon atmosphere. Geng et al.10) stud-
ied the embedding direct reduction, followed by magnetic separation of beach titanomagnetite. Chen et al.13) evaluated the effect of microwave power, time, and sample mass on the combined microwave pretreatment and magnetic separa-tion of ilmenite by optimization. However, coal-based direct reduction has several disadvantages, including high power consumption and low economic efficiency. Therefore, HVTM has not been used in large-scale practical industrial production and application.
With the afore-mentioned problems considered, a novel and clean smelting process of HVTM has been proposed in our laboratory to improve the recovery rates of valuable elements.16,17) The process includes the following proce-dures: HVTM is pelletized, subjected to oxidation indura-tion, and reduced in a shaft furnace. Melting and separation are subsequently conducted for the comprehensive recovery of iron, titanium, vanadium, and chromium. After melting and separation, the recovery rates of iron, vanadium, and chromium in the metal were 98.7%, 88.27%, and 91.38%, respectively. The recovery rate of TiO2 and its content in the slag were 92.52% and 40.63%, respectively. The recovery rates of iron, titanium, vanadium, and chromium in the proposed method were much higher than the recovery rates achieved in the current smelting process of HVTM, that is, either blast furnace or coal-based direct reduction.

ISIJ International, Vol. 60 (2020), No. 10
© 2020 ISIJ 2200
In addition, the separated iron is a clean raw material for steelmaking, and the titanium-rich slag can be used for fur-ther extraction of titanium.
In this novel and clean process, oxidized pellets are the main charging burden for the shaft furnace because of their uniform size, physical strength, and low degrada-tion.18) Generally, in the shaft furnace reduction process, the HVTM pellets (HVTMP) undertake double forces containing the extrusion force from the top layer and the friction force by high-speed gas flow beneath the furnace. Consequently, the compressive strength of HVTMP is often regarded as a main metallurgical property that helps withstand these two forces; moreover, the production of HVTMP is the foundation for the comprehensive utiliza-tion of HVTM. The production process of HVTMP can be divided into the following stages: agglomeration of green pellets, drying of green pellets, oxidation induration of green pellets obtaining indurated pellets, and cooling of indurated pellets. The oxidation induration of green pellets is considered as the main stage for improving the compres-sive strength of HVTMP and is important for this novel and clean smelting process.
Oxidation induration of iron oxides or titanium-containing minerals has been widely conducted in recent decades.19–25) CaO is a major component in HVTM, which contributes to the overall metallurgical properties of pellets, particularly in the preparation of indurated pellets. However, previous studies have mainly involved ordinary ores. To the best of our knowledge, similar studies on HVTM, particularly with CaO content higher than 1%, have not been systematically conducted. In the available research, high-grade iron ore can be used directly in ironmaking. The effect of CaO on the oxidation induration of HVTMP is presumably much more complicated than that of ordinary ores because of the low content of iron, high contents of titanium and chromium, as well as the complex composition of impurities. Therefore, the results presented by previous studies may not be suitable for the oxidation induration of HVTMP, and further studies have to be urgently conducted.
With the aforementioned statements considered, and as part of the effort to develop a novel and clean smelting pro-cess for the comprehensive utilization of HVTM, this study aims to evaluate the influence of CaO on the oxidation induration of HVTMP, as well as the mechanism underly-ing the process. First, the oxidation degree, compressive strength, and porosity of HVTMP with different CaO contents were studied. Second, the phase composition and microstructure were investigated. Then, the liquid phase, induration degree, and grain size were further studied. Finally, a plausible induration mechanism was proposed. The present study is expected to provide a theoretical reference and technical foundation for the comprehensive utilization of HVTM.
2. Experimental
2.1. MaterialsThe HVTM used in this study was obtained from the
Panxi-Honge region in Sichuan Province, China. The chemical composition of HVTM is presented in Table 1, which shows that the chromium content is high. The X-ray
diffraction (XRD) patterns of HVTM are presented in Fig. 1, which reveals that the main crystalline phases are mag-netite (Fe3O4), titanomagnetite (Fe2.75Ti0.25O4), coulsonite (Fe2VO4), and chromite (FeCr2O4). The binder used in this study was bentonite and its chemical composition is listed in Table 2. Analytical-grade CaO from Sinopharm Chemical Reagent Co., Ltd. was adopted as the raw material.
2.2. MethodsTo reflect the influence and mechanism of CaO on the
oxidation induration process of HVTMP, the HVTM and 1% bentonite below 74 μm were first mixed with CaO in three mass ratios: 1%, 3%, and 5%. These mixtures were then ball-milled uniformly at 200 rev/min for 2 h. Green pellets were prepared using a laboratory-scale balling disc. Green pellets with a diameter ranging from 11.5 mm to 12.5 mm were subsequently dried in an oven at 105°C for 5 h.
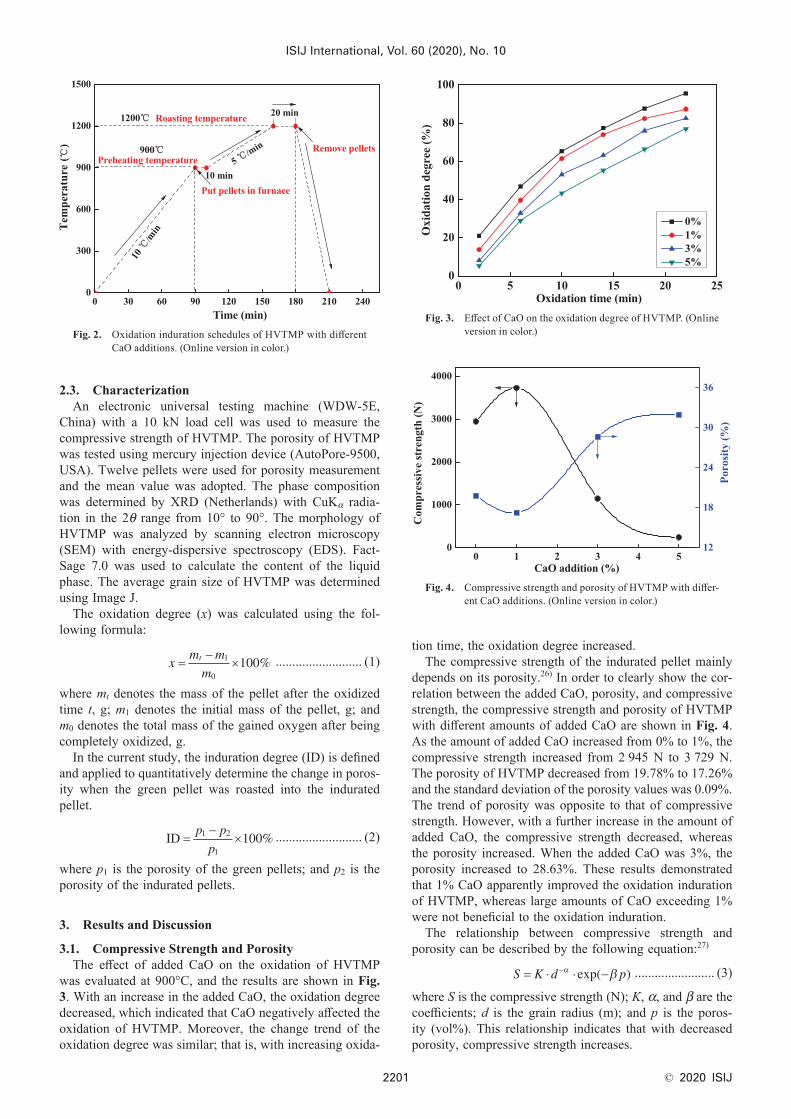
The oxidation induration process was conducted in a muffle furnace. After the temperature of the muffle furnace was increased to 900°C at a heating rate of 10°C/min, the dried pellets were introduced into the uniform temperature zone with air from the atmosphere continuously blowing and then preheated at this temperature for 10 min. Sub-sequently, the muffle furnace was heated to 1 200°C at a heating rate of 5°C/min and held at this temperature for 20 min. Finally, the indurated HVTMP were ultimately removed from the furnace and then cooled to room tem-perature in air. The cooled pellets were used for further characterization. Oxidation induration schedules are shown in detail in Fig. 2.
Table 1. Chemical composition of HVTM (%).
TFe FeO CaO SiO2 MgO Al2O3 TiO2 V2O5 Cr2O3 S P
54.54 26.25 0.98 4.88 2.98 2.50 9.26 0.62 1.48 0.48 0.01
Fig. 1. XRD patterns of HVTM.
Table 2. Chemical composition of bentonite (%).
CaO SiO2 MgO Al2O3 Na2O K2O LOI
2.38 60.45 4.03 12.95 1.63 1.25 14.01
LOI-loss on ignition.
ISIJ International, Vol. 60 (2020), No. 10
© 2020 ISIJ2201
2.3. CharacterizationAn electronic universal testing machine (WDW-5E,
China) with a 10 kN load cell was used to measure the compressive strength of HVTMP. The porosity of HVTMP was tested using mercury injection device (AutoPore-9500, USA). Twelve pellets were used for porosity measurement and the mean value was adopted. The phase composition was determined by XRD (Netherlands) with CuKα radia-tion in the 2θ range from 10° to 90°. The morphology of HVTMP was analyzed by scanning electron microscopy (SEM) with energy-dispersive spectroscopy (EDS). Fact-Sage 7.0 was used to calculate the content of the liquid phase. The average grain size of HVTMP was determined using Image J.
The oxidation degree (x) was calculated using the fol-lowing formula:
xm m
mt��
�1
0
100% .......................... (1)
where mt denotes the mass of the pellet after the oxidized time t, g; m1 denotes the initial mass of the pellet, g; and m0 denotes the total mass of the gained oxygen after being completely oxidized, g.
In the current study, the induration degree (ID) is defined and applied to quantitatively determine the change in poros-ity when the green pellet was roasted into the indurated pellet.
ID ��
�p p
p1 2
1
100% .......................... (2)
where p1 is the porosity of the green pellets; and p2 is the porosity of the indurated pellets.
3. Results and Discussion
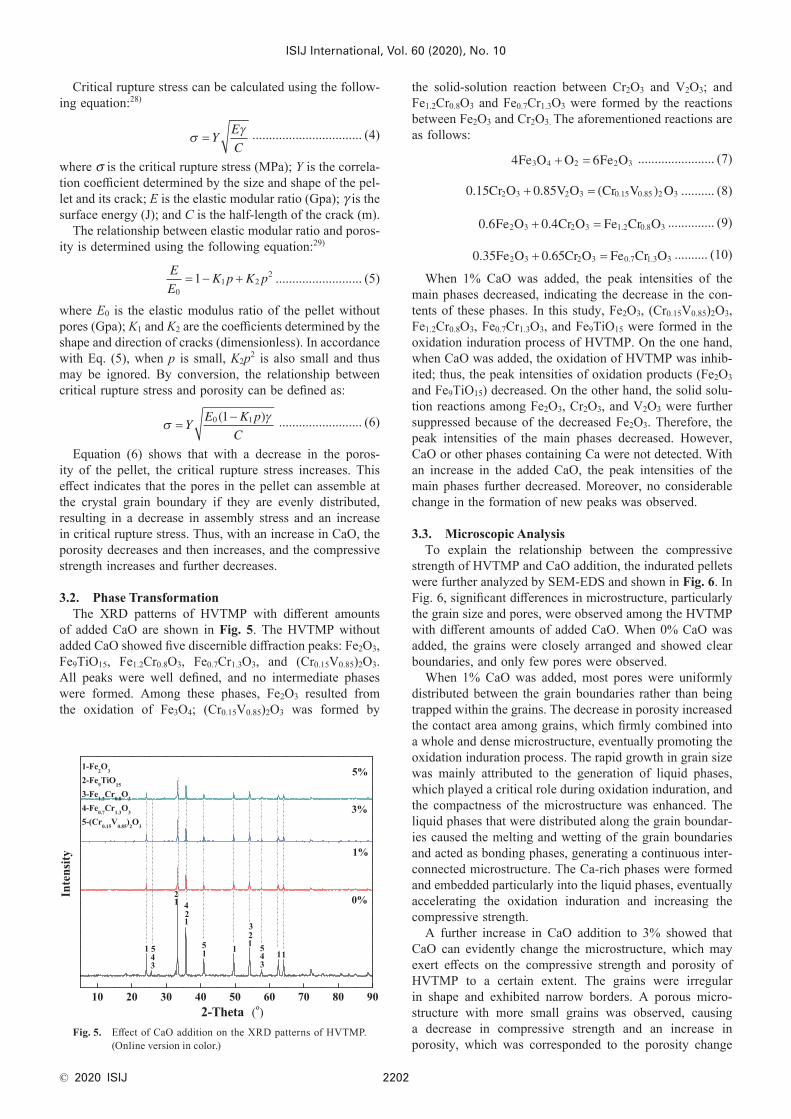
3.1. Compressive Strength and PorosityThe effect of added CaO on the oxidation of HVTMP
was evaluated at 900°C, and the results are shown in Fig. 3. With an increase in the added CaO, the oxidation degree decreased, which indicated that CaO negatively affected the oxidation of HVTMP. Moreover, the change trend of the oxidation degree was similar; that is, with increasing oxida-
tion time, the oxidation degree increased.The compressive strength of the indurated pellet mainly
depends on its porosity.26) In order to clearly show the cor-relation between the added CaO, porosity, and compressive strength, the compressive strength and porosity of HVTMP with different amounts of added CaO are shown in Fig. 4. As the amount of added CaO increased from 0% to 1%, the compressive strength increased from 2 945 N to 3 729 N. The porosity of HVTMP decreased from 19.78% to 17.26% and the standard deviation of the porosity values was 0.09%. The trend of porosity was opposite to that of compressive strength. However, with a further increase in the amount of added CaO, the compressive strength decreased, whereas the porosity increased. When the added CaO was 3%, the porosity increased to 28.63%. These results demonstrated that 1% CaO apparently improved the oxidation induration of HVTMP, whereas large amounts of CaO exceeding 1% were not beneficial to the oxidation induration.
The relationship between compressive strength and porosity can be described by the following equation:27)
S K d p� � � ��� �exp( ) ........................ (3)
where S is the compressive strength (N); K, α, and β are the coefficients; d is the grain radius (m); and p is the poros-ity (vol%). This relationship indicates that with decreased porosity, compressive strength increases.
Fig. 2. Oxidation induration schedules of HVTMP with different CaO additions. (Online version in color.)
Fig. 3. Effect of CaO on the oxidation degree of HVTMP. (Online version in color.)
Fig. 4. Compressive strength and porosity of HVTMP with differ-ent CaO additions. (Online version in color.)
ISIJ International, Vol. 60 (2020), No. 10
© 2020 ISIJ 2202
Critical rupture stress can be calculated using the follow-ing equation:28)
� ��Y
E
C ................................. (4)
where σ is the critical rupture stress (MPa); Y is the correla-tion coefficient determined by the size and shape of the pel-let and its crack; E is the elastic modular ratio (Gpa); γ is the surface energy (J); and C is the half-length of the crack (m).
The relationship between elastic modular ratio and poros-ity is determined using the following equation:29)
E
EK p K p
01 2
21� � � .......................... (5)
where E0 is the elastic modulus ratio of the pellet without pores (Gpa); K1 and K2 are the coefficients determined by the shape and direction of cracks (dimensionless). In accordance with Eq. (5), when p is small, K2p2 is also small and thus may be ignored. By conversion, the relationship between critical rupture stress and porosity can be defined as:
� ��
�Y
E K p
C0 11( ) ......................... (6)
Equation (6) shows that with a decrease in the poros-ity of the pellet, the critical rupture stress increases. This effect indicates that the pores in the pellet can assemble at the crystal grain boundary if they are evenly distributed, resulting in a decrease in assembly stress and an increase in critical rupture stress. Thus, with an increase in CaO, the porosity decreases and then increases, and the compressive strength increases and further decreases.
3.2. Phase TransformationThe XRD patterns of HVTMP with different amounts
of added CaO are shown in Fig. 5. The HVTMP without added CaO showed five discernible diffraction peaks: Fe2O3, Fe9TiO15, Fe1.2Cr0.8O3, Fe0.7Cr1.3O3, and (Cr0.15V0.85)2O3. All peaks were well defined, and no intermediate phases were formed. Among these phases, Fe2O3 resulted from the oxidation of Fe3O4; (Cr0.15V0.85)2O3 was formed by
the solid-solution reaction between Cr2O3 and V2O3; and Fe1.2Cr0.8O3 and Fe0.7Cr1.3O3 were formed by the reactions between Fe2O3 and Cr2O3. The aforementioned reactions are as follows:
4 63 4 2 2 3Fe O O Fe O� � ....................... (7)
0 15 0 852 3 2 3 0 15 0 85 2 3. . ( ). .Cr O V O Cr V O� � .......... (8)
0 6 0 42 3 2 3 1 2 0 8 3. . . .Fe O Cr O Fe Cr O� � .............. (9)
0 35 0 652 3 2 3 0 7 1 3 3. . . .Fe O Cr O Fe Cr O� � .......... (10)
When 1% CaO was added, the peak intensities of the main phases decreased, indicating the decrease in the con-tents of these phases. In this study, Fe2O3, (Cr0.15V0.85)2O3, Fe1.2Cr0.8O3, Fe0.7Cr1.3O3, and Fe9TiO15 were formed in the oxidation induration process of HVTMP. On the one hand, when CaO was added, the oxidation of HVTMP was inhib-ited; thus, the peak intensities of oxidation products (Fe2O3 and Fe9TiO15) decreased. On the other hand, the solid solu-tion reactions among Fe2O3, Cr2O3, and V2O3 were further suppressed because of the decreased Fe2O3. Therefore, the peak intensities of the main phases decreased. However, CaO or other phases containing Ca were not detected. With an increase in the added CaO, the peak intensities of the main phases further decreased. Moreover, no considerable change in the formation of new peaks was observed.
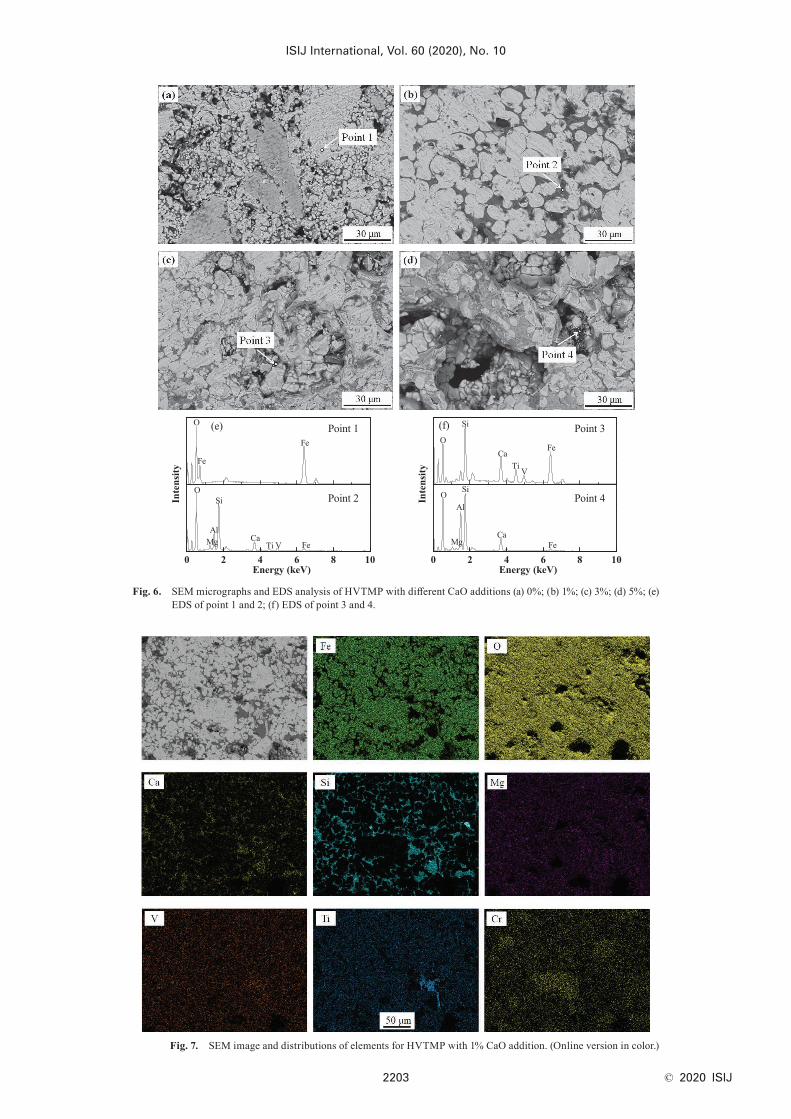
3.3. Microscopic AnalysisTo explain the relationship between the compressive
strength of HVTMP and CaO addition, the indurated pellets were further analyzed by SEM-EDS and shown in Fig. 6. In Fig. 6, significant differences in microstructure, particularly the grain size and pores, were observed among the HVTMP with different amounts of added CaO. When 0% CaO was added, the grains were closely arranged and showed clear boundaries, and only few pores were observed.
When 1% CaO was added, most pores were uniformly distributed between the grain boundaries rather than being trapped within the grains. The decrease in porosity increased the contact area among grains, which firmly combined into a whole and dense microstructure, eventually promoting the oxidation induration process. The rapid growth in grain size was mainly attributed to the generation of liquid phases, which played a critical role during oxidation induration, and the compactness of the microstructure was enhanced. The liquid phases that were distributed along the grain boundar-ies caused the melting and wetting of the grain boundaries and acted as bonding phases, generating a continuous inter-connected microstructure. The Ca-rich phases were formed and embedded particularly into the liquid phases, eventually accelerating the oxidation induration and increasing the compressive strength.
A further increase in CaO addition to 3% showed that CaO can evidently change the microstructure, which may exert effects on the compressive strength and porosity of HVTMP to a certain extent. The grains were irregular in shape and exhibited narrow borders. A porous micro-structure with more small grains was observed, causing a decrease in compressive strength and an increase in porosity, which was corresponded to the porosity change
Fig. 5. Effect of CaO addition on the XRD patterns of HVTMP. (Online version in color.)
ISIJ International, Vol. 60 (2020), No. 10
© 2020 ISIJ2203
Fig. 6. SEM micrographs and EDS analysis of HVTMP with different CaO additions (a) 0%; (b) 1%; (c) 3%; (d) 5%; (e) EDS of point 1 and 2; (f) EDS of point 3 and 4.
Fig. 7. SEM image and distributions of elements for HVTMP with 1% CaO addition. (Online version in color.)
ISIJ International, Vol. 60 (2020), No. 10
© 2020 ISIJ 2204
in Fig. 4. When 5% CaO was added, a large number of pores appeared on the surface of grains. Moreover, open and interconnected pores were observed at the boundaries. These microstructural results suggested that CaO promoted induration to a certain extent, with an evident effect on the grain size and the liquid phase. To analyze the elemental distribution, elemental mapping and scanning of HVTMP with 1% added CaO was conducted and shown in Fig. 7. The element Ca was distributed homogeneously, and pre-cipitation occurred at the grain boundary.
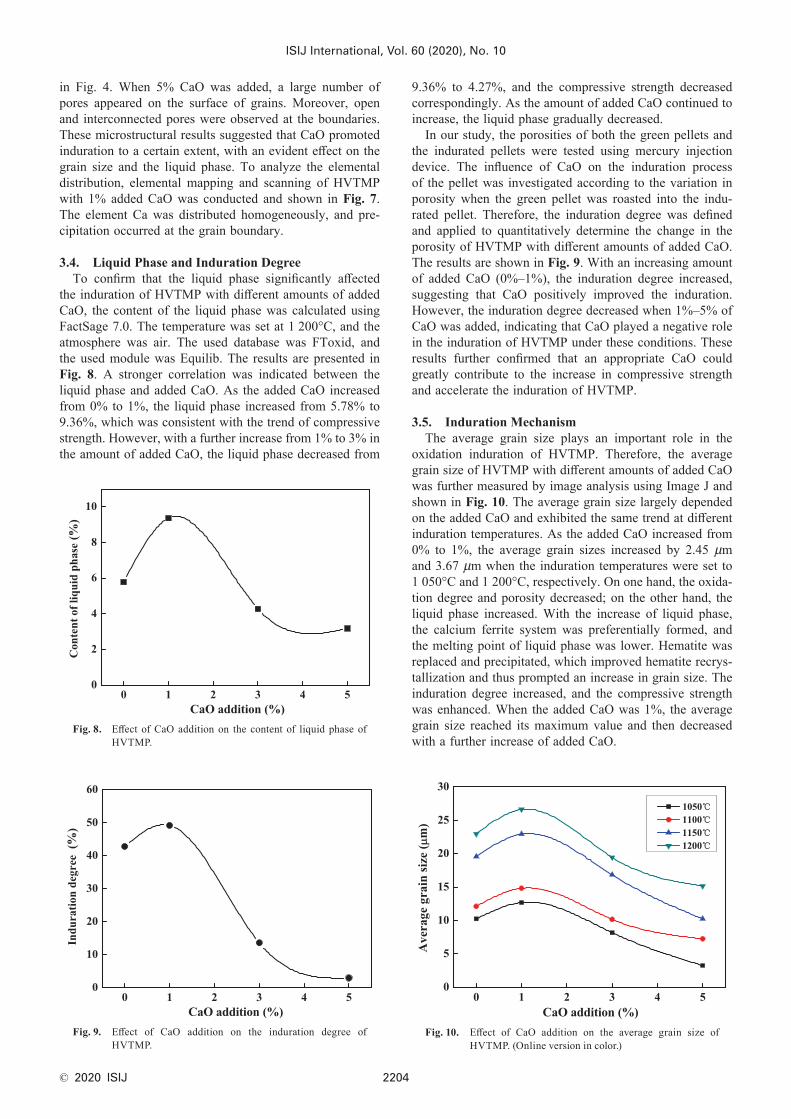
3.4. Liquid Phase and Induration DegreeTo confirm that the liquid phase significantly affected
the induration of HVTMP with different amounts of added CaO, the content of the liquid phase was calculated using FactSage 7.0. The temperature was set at 1 200°C, and the atmosphere was air. The used database was FToxid, and the used module was Equilib. The results are presented in Fig. 8. A stronger correlation was indicated between the liquid phase and added CaO. As the added CaO increased from 0% to 1%, the liquid phase increased from 5.78% to 9.36%, which was consistent with the trend of compressive strength. However, with a further increase from 1% to 3% in the amount of added CaO, the liquid phase decreased from
9.36% to 4.27%, and the compressive strength decreased correspondingly. As the amount of added CaO continued to increase, the liquid phase gradually decreased.
In our study, the porosities of both the green pellets and the indurated pellets were tested using mercury injection device. The influence of CaO on the induration process of the pellet was investigated according to the variation in porosity when the green pellet was roasted into the indu-rated pellet. Therefore, the induration degree was defined and applied to quantitatively determine the change in the porosity of HVTMP with different amounts of added CaO. The results are shown in Fig. 9. With an increasing amount of added CaO (0%–1%), the induration degree increased, suggesting that CaO positively improved the induration. However, the induration degree decreased when 1%–5% of CaO was added, indicating that CaO played a negative role in the induration of HVTMP under these conditions. These results further confirmed that an appropriate CaO could greatly contribute to the increase in compressive strength and accelerate the induration of HVTMP.
3.5. Induration MechanismThe average grain size plays an important role in the
oxidation induration of HVTMP. Therefore, the average grain size of HVTMP with different amounts of added CaO was further measured by image analysis using Image J and shown in Fig. 10. The average grain size largely depended on the added CaO and exhibited the same trend at different induration temperatures. As the added CaO increased from 0% to 1%, the average grain sizes increased by 2.45 μm and 3.67 μm when the induration temperatures were set to 1 050°C and 1 200°C, respectively. On one hand, the oxida-tion degree and porosity decreased; on the other hand, the liquid phase increased. With the increase of liquid phase, the calcium ferrite system was preferentially formed, and the melting point of liquid phase was lower. Hematite was replaced and precipitated, which improved hematite recrys-tallization and thus prompted an increase in grain size. The induration degree increased, and the compressive strength was enhanced. When the added CaO was 1%, the average grain size reached its maximum value and then decreased with a further increase of added CaO.
Fig. 8. Effect of CaO addition on the content of liquid phase of HVTMP.
Fig. 9. Effect of CaO addition on the induration degree of HVTMP.
Fig. 10. Effect of CaO addition on the average grain size of HVTMP. (Online version in color.)

ISIJ International, Vol. 60 (2020), No. 10
© 2020 ISIJ2205
To elucidate the aforementioned results, a schematic diagram for the induration mechanism of HVTMP with different amounts of added CaO is presented in Fig. 11. The schematic diagram provides a direct insight into the relationship between induration and grain growth. For the HVTMP with no CaO added, the sample was dense and homogeneous, and few pores were observed. Moreover, the grain boundaries were clear, and the grains exhibited good contact with one another. These characteristics endowed the HVTMP with good compressive strength. For the HVTMP with low CaO added, no visible microcracks and mild clustering of grains within the matrix were observed. The combination of grains exhibited enhanced compactness, which eased the formation of dense composite. The newly formed liquid phases filled the cracks and gaps between the grains, decreasing the porosity. Therefore, the indura-tion degree was considerably increased, thereby improving the compressive strength. For the HVTMP with high CaO added, the number of pores increased, and its morphology was gradually converted from isolated pores located on the grain junctions to an interconnected network. The number of cracks in the matrix grains increased. The grain size decreased, resulting in a loose structure. These changes negatively affected the hematite recrystallization and oxi-dation induration, eventually decreasing the compressive strength of HVTMP.
4. Conclusions
The influence of CaO on the oxidation induration of HVTMP and the underlying mechanism were systemati-cally investigated in this study. The following conclusions were drawn:
(1) With an increase in added CaO (0%–1%), the com-pressive strength and porosity largely improved, which was beneficial to the oxidation induration of HVTMP. However, adding a large amount of CaO negatively affected the com-pressive strength of HVTMP; with the amount of added CaO exceeding 1%, the compressive strength decreased.
(2) During the oxidation induration process, an increase in added CaO slightly affected the main phase compositions of HVTMP and decreased their peak intensities. When 1% CaO was added, the liquid phases filled the voids among grains, interconnecting the grains to form a highly inter-
Fig. 11. Schematic diagram for the induration of HVTMP with different CaO additions. (Online version in color.)
twined structure, and the oxidation induration of HVTMP was eventually enhanced.
(3) Adding 1% CaO increased the average grain size and induration degree of HVTMP. A schematic diagram was presented to describe the induration mechanism of HVTMP with different amounts of added CaO.
AcknowledgmentsThis work is financially supported by the National Natu-
ral Science Foundation of China (51904066), Fundamental Research Funds for the Central Universities (N182503032), Postdoctoral Foundation of Northeastern University (20190201) and Postdoctoral International Exchange Pro-gram (Dispatch Project, 20190075).
REFERENCES
1) X. W. Lv, Z. G. Lun, J. Q. Yin and C. G. Bai: ISIJ Int., 53 (2013), 1115.
2) H. M. Long, T. J. Chun, P. Wang, Q. M. Meng, Z. X. Di and J. X. Li: Metall. Mater. Trans. B, 47 (2016), 1765.
3) W. Lv, C. G. Bai, X. W. Lv, K. Hu, X. M. Lv, J. Y. Xiang and B. Song: Powder Technol., 340 (2018), 354.
4) H. G. Du: Principle of Smelting Vanadium-titanium Magnetite in the Blast Furnace, Science Press, Beijing, (1996), 2 (in Chinese).
5) H. Y. Sun, X. J. Dong, X. F. She, Q. G. Xue and J. S. Wang: ISIJ Int., 53 (2013), 564.
6) L. F. Sun and J. J. Shi: ISIJ Int., 59 (2019), 1184.7) T. Hu, X. W. Lv, C. G. Bai, Z. G. Lun and G. B. Qiu: ISIJ Int., 53
(2013), 557.8) L. S. Zhao, L. N. Wang, D. S. Chen, H. X. Zhao, Y. H. Liu and T.
Qi: Trans. Nonferr. Met. Soc. China, 25 (2015), 1325.9) H. Y. Sun, A. A. Adetoro, Z. Wang, F. Pan and L. Li: ISIJ Int., 56
(2016), 936.10) C. Geng, T. C. Sun, Y. W. Ma, C. Y. Xu and H. F. Yang: J. Iron
Steel Res. Int., 24 (2017), 156.11) T. Hu, X. W. Lv, C. G. Bai, Z. G. Lun and G. B. Qiu: Metall. Mater.
Trans. B, 44 (2013), 252.12) F. Q. Zheng, G. Z. Qiu, Y. F. Guo, F. Chen, S. Wang and T. Jiang:
ISIJ Int., 57 (2017), 1767.13) G. Chen, J. Chen, J. Li, S. H. Guo, C. Srinivasakannan and J. H.
Peng: Powder Technol., 232 (2012), 58.14) X. F. Liao, J. H. Peng, L. B. Zhang, T. Hu and J. Li: J. Alloy. Compd.,
708 (2017), 1110.15) R. Paunova: Metall. Mater. Trans. B, 33 (2002), 633.16) W. Li, G. Q. Fu, M. S. Chu and M. Y. Zhu: Steel Res. Int., 88 (2017),
1600120.17) W. Li, G. Q. Fu, M. S. Chu and M. Y. Zhu: Steel Res. Int., 88 (2017),
1600228.18) Z. C. Huang, L. Y. Yi and T. Jiang: Powder Technol., 221 (2012),
284.19) S. P. E. Forsmo, A. J. Apelqvist, B. M. T. Björkman and P. O.
Samskog: Powder Technol., 169 (2006), 147.20) M. Gan, Z. Y. Ji, X. H. Fan, W. Lv, R. Y. Zheng, X. L. Chen, S. Liu
and T. Jiang: Powder Technol., 333 (2018), 385.21) K. V. S. Sastry, P. Dontula and C. Hosten: Powder Technol., 130
(2003), 231.22) D. Q. Zhu, C. C. Yang, J. Pan and X. B. Li: Metall. Mater. Trans. B,
47 (2016), 2919.23) S. Samanta, S. Mukherjee and R. Dey: Trans. Nonferr. Met. Soc.
China, 24 (2014), 2976.24) S. P. E. Forsmo, S. E. Forsmo, P. O. Samskog and B. M. T.
Björkman: Powder Technol., 183 (2008), 247.25) W. H. Chen, C. L. Hsu and S. W. Du: Energy, 86 (2015), 758.26) F. M. Shen, Q. J. Gao, X. Jiang, G. Wei and H. Y. Zheng: Int. J.
Miner. Metall. Mater., 21 (2014), 431.27) J. L. Zhang, Z. Y. Wang, X. D. Xing and Z. J. Liu: Int. J. Miner.
Metall. Mater., 21 (2014), 339.28) S. Suresh: Fatigue of Materials, Cambridge University Press,
Cambridge, UK, (1998), 70.29) Y. Bao and Z. Jin: Fatigue Fract. Eng. Mater. Struct., 16 (1993), 829.