industrial attachment of square knit fabrics limited by milon, mamun ,plabon (butex 36 batch)
TRANSCRIPT

1
Chapter 1
Company
Information

2
Company Information
Square knit Fabrics Ltd., a 100% export oriented composite knit textile unit established with the
commitment to care the Global needs for knit and casual clothing. The project has employed the State
of Art technology in its very pieces of investments. Aiming at the context of the changing Global
demand pattern, international environment on trade specially the withdrawal of quota system and
GSP and the availability of craftsmanship in the country, the project encompassed the knitting, dyeing
and processing of fabrics and ready-made Garments production to be available from one stop service.
The project is established in 2001, but the manpower engaged in the projects to carry out the day to
day business is all highly skilled, purely professional, vastly experienced. The unique combination of
organized Managerial and Technical term in one hand and latest, advanced and balanced technology
on the other hand made the project one of the top to be referred in this field in the country. The best
use of continuous development of Human Resources by providing them International Standard
Environment and equal opportunity is the keys for achieving comprehensive competence in all the
level Organizational Hierarchy.
Mission & VISION OF SKFL
SQUARE realizes the need to stake out a competitive segment in the changing global
market of today through technological excellence and human expertise. SQUARE is
committed to transpose its local success to the world scene.
To establish ourselves as a one stop source for the Global Knit Apparel market.
To satisfy and meet customer's expectation by developing and providing products and
service on time, which offer value in terms of Quality, Price, Safety & Environmental
impact.
To assure complete compliance with the international quality standards.
To provide the employees internationally acceptable working condition /standards.
To promote the development and best use of human talent & equal opportunity
employment.
To procure the most advanced & sophisticated technology suitable for producing desired
product.
To attain highest level of competence through continuous development of the
professional management system and to ensure complete transparency in all aspects of
business.
SKFL IS THE MEMBER Of BGMEA and BKMEA (www.bgmea.com.bd)

3
FACTORY LOCATION
The SKFL is located in Habirbari, Valuka under the district of Mymensingh, about 40 km distance
from Gazipurchourasta. A well developed Road Communication is there to reach the factory from
Dhaka City. The head office of the project is Located at Uttara.
Location of SQUARE from BUTex Source- Google map
Figure : LOCATION OF SQUARE KNIT FABRICS LTD(SKFL)

4
SKFL AT A GLANCE
Type Composite knit fabrics & garments (with dyeing & finishing).
(100% export oriented industry).
Year of establishment 2001
Address of Factory Jamirdia,Valuka,
Mymensingh, Bangladesh
Corporate office
Mascot Plaza,(11th-12th Floor), Plot # 107/A,Sector # 7,
SonargaonJanapath, Uttara Model Town
Uttara,Dhaka-1230,Bangladesh.
DEPARTMENTS OF SKFL
YARN STORE DEPARTMENT
YARN DYEING DEPARTMENT
KNITTING DEPARTMENT
PHYSICAL AND CHEMICAL LAB
DYEING DEPARTMENT
FINISHING DEPARTMENT
QUALITY CONTROL DEPARTMENT
R & D (RESEARCH & DEVELOPMENT)
Supporting Departments
Finance & Accounting
H R D
Utilities(C R P , ETP) Security Administration Marketing & Merchandising

5
DAILY PRODUCTION CAPACITY
Section Prod/Day
Dyeing 24 ton
Yarn Dyeing 7 ton
Knitting 18-20 ton
AN OVERVIEW OF MACHINE
Section No of Machine
Knitting 66
Dyeing 18
Yarn Dyeing 10
Lab & QC 35

6
1.4 Achievements of SKFL
SQUARE knit fabrics limited earned National Award for “National Environment Certificate” 2009.
SQUARE Fashions Limited received “Best Labor Friendly Organization” award by
BKMEA., May 2009.

7
Chapter 2
Manpower Management

8

9
Shift change
Shift From To
A 6 am 2 pm
B
_
2 pm 10 pm
C 10 pm 6 am
GENERAL SHIFT - 08:00AM – 05:00PM
General Shift is provided only for General manager/ Assistant General
Manager/Sr.Manager/Sr. Executive
Shift changes after a week
Section Wise Worker Distribution of SKFL
Section No of Worker
Fabric Dyeing 75
Yarn Dyeing 30
Knitting 115
Finishing 60
Quality 75
Physical Lab 30
Chemical Lab 15
R&D 20
HR & Admin 25
Others 35
Total Worker & Stuff 480

10
JOB DESCRIPTION
Responsibilities of Production Officer
From getting an order of upper level all responsibilities are on the production officers. They work
with a troop of operators, helpers, fitters etc. to finish the production in due time. In the meantime
production officers bear all hazards, problems. They have to explain to the manager for any type of
production hamper. So, all production activities and its success depend on the production officers.
Senior Production Officer
In a knitting factory a senior production officer plays a great role in production and man power
management who are production related. Here we enlist the duties of senior production officer:
Follow up knitting production
Regular observation of knitting floor
Prepare knitting order status regularly
Maintain the quality of the product
To help the manager and co-operate with others for fulfilling the required destination.
Production Officer
Production officer is the right hand of senior production officer and he is directly related with
production manpower and informs senior production officer time to time. Here are his listed duties:-
Follow up overall knitting production
Decide every m/c utilization during production
Recruit new labor
To inform the authority on the overall knitting production and make it financial profitable
Regular m/c maintenance
Maintain sub-contract orders
Help knitting manager & also guide the junior officers of the section etc.

11
Chapter3
Layout And Machine Description
12
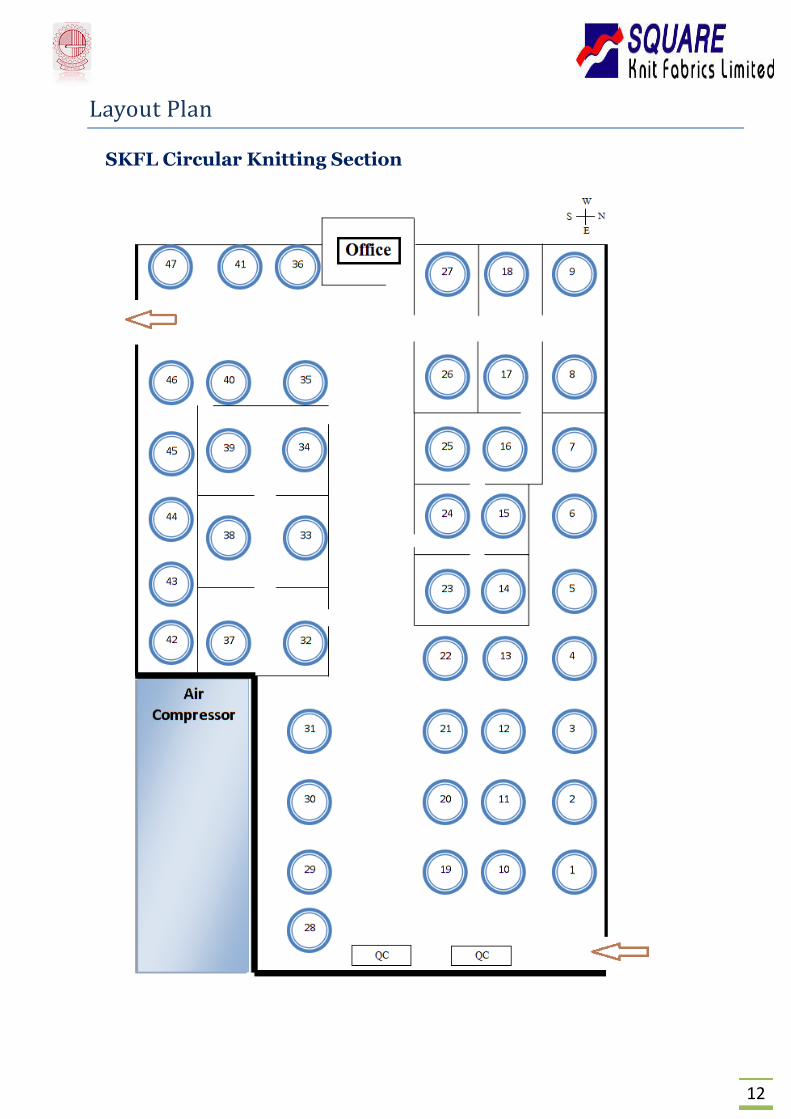
Layout Plan
SKFL Circular Knitting Section

13
Flat Bed Knitting Section
Project layout
3.2 KNITTING MACHINERIES
The entire machines in the knitting floor are divided into 3 sections.
These are following:
1. Circular knitting section
2. Flat knitting section
3. Fabric inspection section
2 6 5 4 3
15 19 18 17 16
7 10 9 8
11 14 13 12
1
Stock
Office

14
Flat Knitting M/c
M/C Type Brand Gauge Bed Length
No.of
Needle No. of M/c Origin
Semi Jacquard Stoll 14 84" 1176 8 German
Semi Jacquard Shima Seiki 14 60" 840 9 Japan
Full Jacquard Shima Seiki 14 80" 1120 2 Japan
Total 19
FK-SJQ-005:
Brand: SHIMA SEIKI
Origin: Japan
Model: SFF152-T
Gauge: 14
FK-SJQ-003
Brand: SHIMA SEIKI
Origin: Japan
Model: SFF152
Gauge: 14
Semi jacquard
Full jacquard

15
Machine Description
Types of Knitting Machine Used by SKFL
SKFL produces only weft knitted fabric; therefore they use following kinds of weft knitting m/c:
1. Circular knitting m/c
S/J circular knitting m/c
Fleece circular knitting m/c
S/J E-Stripe circular knitting m/c
S/J Semi-Jacquard knitting m/c
S/J Electric Jacquard circular knitting m/c
Double jersey circular knitting m/c
2. Flat V-bed knitting m/c
Machines at a Glance
/C Type No. of M/C
Circular
S/J 12
Fleece 3
E-Stripe 14
S/J jacquard 4
Rib 7
S/J Semi jacquard 3
Interlock 4
Flat 19
Total 66

16
Specification of Circular Knitting M/C
M/C
No. Brand Model Dia Gauge Origin
No. of
Feeder
01 Mayer &Cie Relanit 3.2 ll 30’’ 24 Germany 96
02 Mayer &Cie Relanit 3.2 ll 30’’ 24 Germany 96
03 Mayer &Cie Relanit 3.2 ll 30’’ 24 Germany 96
04 Mayer &Cie MV4 3.2 30’’ 24 Germany 90
05 PAI LUNG PL-XS3B/C 30” 20 Taiwan 90
06 PAI LUNG PL-XS3B/C 30” 20 Taiwan 90
07 PAI LUNG PL-XS3B/C 30” 20 Taiwan 90
08 Mayer &Cie Relanit 1.6 R 30” 24 Germany 48
09 Mayer &Cie Relanit 1.6 R 30” 24 Germany 48
10 Mayer &Cie Relanit 4.0 36” 24 Germany 144
11 Mayer &Cie Relanit 4.0 36” 24 Germany 144
12 Mayer &Cie Relanit 4.0 30” 24 Germany 120
13 Mayer &Cie Relanit 3.2 ll 26” 24 Germany 84
14 Mayer &Cie Relanit 1.6 R 30” 24 Germany 48
15 Mayer &Cie Relanit 1.6 R 30” 24 Germany 48
16 Mayer &Cie Relanit 1.6 ER 30” 24 Germany 48
17 Mayer &Cie Relanit 1.6 R 30” 24 Germany 48
18 Mayer &Cie Relanit 1.6 R 30” 24 Germany 48
19 Mayer &Cie Relanit 3.2 ll 30” 24 Germany 96
20 Mayer &Cie Relanit SE 30” 22 Germany 72
21 Mayer &Cie Relanit SE 30” 22 Germany 72
22 Mayer &Cie Relanit 3.2 ll 26’’ 24 Germany 84
23 Mayer &Cie Relanit 1.6 R 30” 24 Germany 48
24 Mayer &Cie Relanit 1.6 R 30” 24 Germany 48
25 Mayer &Cie Relanit 1.6E R 30” 24 Germany 48
26 Mayer &Cie Relanit 1.6 R 30” 24 Germany 48
27 Mayer &Cie Relanit 1.6 R 30” 24 Germany 48

17
28 Mayer &Cie Relanit 4.0 36” 24 Germany 144
29 Mayer &Cie Relanit 4.0 36” 24 Germany 144
30 Mayer &Cie O V 3.2 QC 30’’ 20 Germany 96
31 Mayer &Cie Relanit SE 30’’ 22 Germany 76
32 Mayer &Cie Relanit 1.6 R 30’’ 24 Germany 48
33 Mayer &Cie Relanit 1.6 ER 34’’ 22 Germany 54
34 Mayer &Cie Relanit 1.6 R 34’’ 24 Germany 54
35 Mayer &Cie INOVIT 2.0 ll 36’’ 18 Germany 74
36 Mayer &Cie O V 3.2 QC 30’’ 20 Germany 96
37 Mayer &Cie Relanit 1.6 R 30’’ 24 Germany 48
38 Mayer &Cie Relanit 1.6E R 34’’ 22 Germany 54
39 Mayer &Cie Relanit 1.6 R 34’’ 24 Germany 54
40 Mayer &Cie INOVIT 2.0 ll 36’’ 18 Germany 74
41 Mayer &Cie O V 3.2 QC 30’’ 24 Germany 96
42 Mayer &Cie F.V 2.0 30’’ 16 Germany 62
43 Mayer &Cie INOVIT 2.0 ll 36’’ 16 Germany 74
44 Mayer &Cie INOVIT 2.0 QC 34’’ 18 Germany 72
45 Mayer &Cie INOVIT 2.0 QC 34’’ 18 Germany 70
46 Mayer &Cie F.V 2.0 30’’ 18 Germany 62
47 Mayer &Cie O V 3.2 QC 30’’ 20 Germany 96

18
SINGLE JERSEY CIRCULAR KNITTING M/C:
Brand Name: Mayer & Cie
Origin : Germany
Model : Relanit 4.0
Dia & Gauge : 36*24
Feeder : 144
MAYER & CIE S/J Circular Knitting M/C
Brand Name: PAI-LUNG
Origin : TAIWAN
Model : PL-XS 3B/C
PAILUNG S/J Circular Knitting M/C

19
Fleece Circular Knitting Machine
Brand Model M/C
Diameter (in)
Gauge Total
needle
No of
Feeder
No of
M/C
PAI LUNG PL-XS3B/C 30’’ 20 1872 90 3
Fleece Circular Knitting Machine

20
S/J Electric Jacquard Circular Knitting Machine
Brand
Model
M/C
Diameter
(in)
Gauge Total
needle
No of
Feeder
No of
M/C
Mayer &Cie RELANIT 1.6 ER 30’’ 24 2268 48 02
Mayer &Cie RELANIT 1.6 ER 34’’ 22 2376 54 01
Mayer &Cie RELANIT 1.6 ER 36’’ 22 2512 54 01
S/J Electric Jacquard Circular Knitting Machine E-Stripe Circular Knitting Machine
E -Stripe Circular Knitting Machine
Brand Model
M/C
Diameter (in)
Gauge Total
needle
No of
Feeder
No of
M/C
Mayer &Cie RELANIT 1.6 R 30’’ 24 2268 48 12
Mayer &Cie ,, 34’’ 24 2544 54 02

21
Rib Circular Knitting Machine
Brand Model
M/C
Diameter (in)
Gauge Total
needle
No of
Feeder
No of
M/C
Mayer &Cie INOVIT 2.0 ll 36” 18 2x2016 74 01
Mayer &Cie ,, 36’’ 16 2x1800 72 01
Mayer &Cie F.V 2.0 30’’ 16 2x1512 62 01
Mayer &Cie F.V 2.0 30’’ 18 2x1512 62 01
Mayer &Cie INOVIT 2.0 QC 34’’ 18 2x1920 70 02
Rib Circular Knitting M/C
(Mayer & Cie)
Interlock Circular Knitting Machine
Brand Model
M/C
Diameter (in)
Gauge Total
needle
No of
Feeder
No of
M/C
Mayer &Cie O V 3.2 QC 30’’ 20 2*1872 96 04
Interlock Circular knitting m/c (Mayer &Cie)

22
S/J Electronic Jacquard Machine
Fig: S/J Electronic Jacquard
Maximum Dia M/C:
For required or large double jersey fabric width
there the maximum dia rib m/c we have seen.
Dia*Gauge: 44*18
Brand: PAILUNG
Origin: TAIWAN
Open Width M/C:
For producing open width S/J fabric it is
used.
Dia*Gauge: 38*24
Brand: Mayer & Cie
Origin: Germany
23
Chapter 4
Raw material

24
Raw Material
Square Knit Fabrics Ltd. is a knit composite textile industry. In the industry raw materials for different section
is different. As for example knitting uses the raw material Yarn, Fabric processing department uses the knit
fabrics, dyes and chemicals again yarn processing uses the grey yarn and dyes chemicals. Following we
describe the raw materials used in Square Knit Fabrics Ltd.
Yarn:
Following types of yarns are used to knit fabrics:
Cotton yarn
Combed Yarn
Compact Yarn
Organic cotton
Sources:
The required yarns are supplied from:
Square Spinning Mills Ltd. (Bangladesh) ,
Thermax (Bangladesh),
NRG (Bangladesh),
Badsha Spinning Mills Ltd. (Bangladesh)
Ginni (India),
Nahar (India),
Special yarns are from:
Bardhaman (India),
Aarti (India),
Organic cotton – Indonesia.
The required grey fabrics are produced in this industry.
Blend
PC
CVC
Mélange
Synthetic
Polyester
Nylon
Acrylic
Elastomeric

25
Brand and count and their origin used by SKFL
Yarns are collected either from local manufacturer or imported from foreign companies depending on
order requirement like count required, yarn type, time allocations, quality requirement. Sometimes
buyer recommends where to collect yarn. The following table shows a rough illustration of brand,
count, origin of yarn used by SKFL.
Count Brand Origin Type 10/s 16/s 20/s 22/s 24/s 26/s 28/s 30/s 32/s 40/s 50/s 60/s
kamal Square Prime
Pahartoli Markup Thermex
Akbar Maksons viellatex
Bangladesh
Cotton Polyester
CVC Viscose
Mélange
10/s 16/s 20/s 22/s 24/s 26/s 28/s 30/s 32/s 40/s 50/s 60/s
Rajasthan
Bardhaman
Supper
India
Cotton Polyester
CVC Viscose
Mélange
75/s
150/s 200/s
PT Indoroma
Indonesia
Cotton Polyester
CVC Viscose
Mélange 20D 40D 70D
Creora (spandex) Investa
China India
Lycra
Dyes:
The following dyes are used-
Reactive dyes.
Disperse dyes.
Acid dyes.

26
Chapter 5
Production Planning And Process Sequence

27
Knitting Planning & Process sequences
Industrial based knitting needs careful planning & accurate process control to ensure quality and minimize
defects. At starting rearranging cam arrangement, resetting the m/c and knitting the first course & bringing it
down by knitting continuous course to cloth roller requires at least6 hrs. Therefore it is critical to plan
carefully and use the right cam arrangement, suitable most yarn count, to check quality during
manufacturing and quality inspection after production and ensuring that required quantity of grey fabric of
required quantity has been produced.
Production Flow-Charts
Executive director takes order from Buyer
|
Merchandiser estimates total amount of yarn of production
|
Knitting manager gets production order sheet
|
Senior Production Officer ordered by Knitting Manager and orders
Production officer and Technical in-charge
|
Production officer fixes up stitch length and GSM
With mechanical fitter
|
Definite operator operates machine in his full conscious and
Attention.
|
Mechanical fitter fixes machine if there is any m/c fault.
|
Supervisors keep daily production report and assure m/c is OK.
|
Fabric roll is checked by a troop of inspectors in inspection unit
And weighted
|
Final product to the required amount is delivered to dyeing unit.

28
Process sequences in Knitting Floor
After receiving production order sheet it passes From AGM through Sr. Manager to Senior Executive. Then He
informs Technical in charge. Technical in charge & leader of mechanical fitter troops combined together take
decision about m/c for production considering m/c condition, production capacity maintenance complexity etc.
Production officer fixes up stitch length and GSM with mechanical fitter. Supervisors check and record daily
production and make operators conscious about finishing in due time. After production of each role it is
inspected by 4 point system. Then if the role is ok it is send to grey fabric store.
Several Important Steps While Production
Cam Arrangement & Needle Set Up
Cams provide tracks for needle in a knitting m/c, therefore it is used to change the movement of
primary knitting element, needle to produce diff fabric design. While changing cam arrangement for
different fabric design it should be take care that-----
Cam track and needle butt position has been synchronized accurately.
It is also been synchronized with fabric design.
This process can be described as follows--
Each feeding position of circular knitting m/c produce a complete course and all
feeders in a complete revolution produce equal no. of walls as feeder.
Therefore a single cam box represent the sequence of cams in vertical direction
corresponds to a course of a repeat.
Each wall of repeat is arranged in different cam box gradually.
Lycra Feeding Method
In single jersey circular knitting m/c Lycra is fed in cylinder needle.
In double jersey circular knitting m/c Lycra is fed in dial needle.
There are two methods of Lycra feeding:-
1. Half feeder:
Lycra is fed to half of the active feeder in alternative way leaving one feeder
miss and next feeder threaded.
2. Full Feeder:
Lycra is fed to every active feeder.

29
Yarn Tension Control in Knitting
Yarn tension is critical in fault free fabric production. If tension varies among yarns almost every kind
of fabric fault can arise. Yarn tension can be controlled by---
By adjusting looseness or tightness of VDQ timing belt; if necessary changing it.
Adjusting the speed of cloth roller.
Adjusting fabric take down speed.
By adjusting cam position fixer wheel in individual cam box.
Keeping the m/c as clean as possible.
GSM & GSM Control
GSM is a technical term that indicates the weight of the fabric per square meter. GSM is a buyer’s
requirement; hence GSM control is very important which
In older m/c s is controlled by VDQ pulley. By rotating the upper disk in positive
Direction will reduce the pulley diameter and GSM will increase.
Pulley diameter Stitch length GSM
Pulley diameter Stitch length GSM
In modern m/c GSM is controlled automatically by the help of variable rpm motor and
relanit technology.
Points Needs to Consider while GSM Adjusting
VDQ pulley diameter.
Yarn count.
M/C gauge.
Cam position.
Take up speed
GSM and Yarn Relation
GSM of fabric also depend on yarn count. Following chart show a relation between GSM and yarn
count selection used in SKFL.
SINGLE JERSEY
Grey GSM Finish GSM Yarn Count
79,88 115 40/s
114 140 30/s
133 160 28/s
128,130,131,132,133,136 160,170 26/s
139,141,142 180 24/s
150,160 190,194 20/s

30
LYCRA SINGLE JERSEY
165 160 40/s + 20D lycra
170,172 180,160 34/s + 20D lycra
165 160 40/s + 20D lycra
170,172 180,160 34/s + 20D lycra
Pique
Grey GSM Finish GSM Yarn Count
136,139,140,141,142 180 30/s
142 200 28/s
Single Lacoste
180 220 30/s
190 230 30/s + 40D lycra
165 220 22/s
292 365 20/s
Double Lacoste
160 220 26/s
FLEECE
275 310 34(Knit) + 30(Loop)
243 300 34(Knit) + 24(Loop)
230,231,232,236,243 300 34(Knit) + 20(Loop)
260 260 20(Knit)+50D+28(Loop)
TERRY
268 340 30(Knit)+75D+20(Loop)
210 250 20(Knit) + 25(Loop)
202,203,208,210,211,212 250 20(Knit) + 24(Loop)
Double Jersey
RIB(1x1)
134 190 32/s
162,163,165 220 28/s
171,173 230,240 26/s
210 260 20/s
LYCRA RIB(1x1)
280 350 20/s + 40D lycra
360,380 350,360 34/s + 40D lycra
Interlock
240 260 30/s
183 195 34/s + 40D lycra

31
Relanit Technology
The technology of using vertical sinker in circular knitting m/c is called Relanit Technology. In this
arrangement GSM can also be controlled directly by this sinker. It is a modern innovation. It also
allows higher gauge. SKFL possessed several modern MAYAR & CIA circular single jersey m/c
having relanit installment.
Changes That Required In Case of Fabric Design Change
Cam arrangement changing.
Needle butt setting & needle dropping.
Using of different colored yarn in selected feeder.
Using of jacquard mechanism.
Size of the loop and GSM.
Types of Fabric Produced in SKFL
Singe jersey.
Lycra S/J.
Pique.
Single Lacoste.
Double Lacoste.
Fleece (2 threads, 3 threads).
Lycra Fleece.
Terry.
Rib (1x1, 2x2).
Lycra Rib.
Interlock.
P/Interlock.
Feeder Stripe (S/J).
Engineering Stripe (S/J).
Jacquard Knitted.

32
Steps to Increase Production
1. By increasing m/c speed:
Higher the m/c speed faster the movement of needle and ultimately Production will be increased.
2. By using m/c with higher number of feeder:
If the number of feeder is increased in the circumference of cylinder, then the number of courses will
be increased in one revolution at a time.
3. By using skilled operator:
Skill operator can utilize production facilities more efficiently.
4. By using Modern M/C With Advanced Features:
Modern technology like relanit, positive feeder etc. will not only increase production but also reduce
faults.
Types of stripe produced
Horizontal stripe can be produced in two ways.
1. Feeder stripe: In this, stripe effect is produced by using diff color yarns in diff feeder in an
orderly manner according to repeat.
2. Engineering stripe: In this, stripe effect is produced by gradually adding different colored
yarn in each feeding position according to repeat with the help of a device called ‘finger
mechanism’.
3.
Finger and Its Function
Finger is a device with the help of which in E-stripe circular knitting m/c selection of yarn is altered.
E-stripe m/c is installed with special feeding system, having fingers to allow the feed of several
yarns in a single feeding position and computer controlled cam and gear arrangement to change the
active feed yarn.
On circular m/c striping finger must change whilst needle cylinder rotates, therefore a slight overlap
of two interchanging yarn is essential. When a finger withdraws, its yarn cut free and securely held
for next reselection by finger blade or trapper. A newly selected finger of the same finger box is
introduced to needle line. Its trapper releases cut end of yarn and a yarn carrier feeds the yarn in
needle.

33
Producing Feeder Stripe
Feeder stripe can be produced in any type of weft knitting machine. In this, stripe effect is produced
by using diff color yarns in diff feeder in an orderly manner according to repeat. But there is a
limitation while producing feeder stripe. In repeat no of course must be equal or less than the no. of
feeder in the repeat.
For example let, a stripe, Red = 5 course
Green = 3 course
Black = 2 course
Total = 10 course
While producing this fabric in a 54 feeder m/c active feeder would be = 10x5 =50
The rest 4 feeder will be needle drop or, all miss cam.
Yarn arrangement would be, Feeder (1-4) = miss
Feeder (5-9) = Red
Feeder (10-12) = Green Repeat
Feeder (13-14) = Black
Feeder (15-19) = Red
Feeder (20-22) = Green
Feeder (23-24) = Black. And so on.

34
JOB CARD

35
JOB CARD

36
Producing Engineering Stripe
Stripe effect is produced by gradually adding different colored yarn in each feeding position
according to repeat with the help of a device called ‘finger mechanism’. In each finger box one of
each diff colored yarn is fed in diff finger. According to repeat the sequence of yarn selection is fed.
Then the processor calculates the sequence of finger selection and stripe fabric production is started. .
Different parts of Engineering Stripe m/c

37
Important Components of Circular Knitting M/C
Free Standing Creel
Each creel unit contains 8 stands. Therefore a
typicalcapacity of creel (8unit) = 64. It contains cones with
reserve cone for each feeding position. In case of E-stripe
each stand of creel is marked according finger number.
Positive Feeder
Positive feeders are those where yarns are driven positively
by any kind ofm/c gearing system. SKFL uses two kind of
positive feeder- one is for yarn and another one is for Lycra
feeding.
Yarn Guide
One or several guide guides the yarn to needle.
Yarn Guide
Standing Creel
Positive Feeder

38
Needle and Cam
Needle is the primary knitting element. Cams create the track for needle movement. Circular knitting
m/c has stationary cams arranges orderly indifferent cam box. In S/J machine there is one set of
needle, only cylinderneedle. In double jersey m/c two sets of (cylinder & dial) needle.
Cylinder
Needles are set in the groove of a cylinder. Cam boxes arerranged outside of cylinder.
Fabric Spreader:
Fabric spreader is stands which spread the endless tubular fabric in a sheet form of two plies which then
can be wound on a cloth roller with maximum efficiency and allows maximum fabric to be wound or
collected in folded form.
VDQ Pulley
VDQ pulley means ‘variable diameter quantity’ pulley that’s diameter can be altered by means of
relative position of upper plate and base plate.VDQ pulley consists of three main components:
Upper plate
Base plate
Pegs
Cylinder Fabric Spreader
VDQ Pulley

39
Important Accessories of Circular Knitting M/C
1.Start, Stop & inching Button:
Complete set of Start, Stop and Inching button at top of
each leg for ease of excess during operation
2.Ratchet Lever
It permits inching motion by a hand driven lever.
3. Sensors & Detectors
Circular knitting m/c is equipped with several sensors and detectors like –
Needle detector
Fabric detector
Ratchet Lever

40
4.Auto Counter
An automatic counter with display showing revolution of m/c (As for ORIZIO It indicates 1 count for
every 2 revolution) and provide facility to predetermine auto stop after certain revolution.
5.Fabric Take up Mechanism
Bevel gear mechanisms beneath fabric platform can automatically adjust with changing rpm and for further
control there is a adjustable gear and belt drive to control the take up speed for different GSM and style of
fabric and to control uniform take up tension.
1. Safety Guard Hatch
M/C cannot run with safety guards open.
2. Auto Lubrication
The automatic central pressurized oil sprayer can be adjusted at cycling time and quantity to
make cylinder, dial, sinker ring’s cam, needles and sinkers lubricated enough, besides it has the function
cooling and clearing.
3. Auto Fly Removing System
One or three fans on a rotating arm remove any dirt or fly on creel or m/c.
4. Air Hose
Every m/c equipped with a air hose which is used for further cleaning and feeding the yarn
through pipe.
5. Gauge
Gauge means no of needle per inch at the surface of cylinder.
Commonly Used Gauge
In S/J 24 gauge commonly used. But for fleece 20 gauges is used more frequently.
In Rib 18 & 20 gauge are most common
In Interlock 24, 28 are used mostly.

41
Changing Gauge of M/C
As needles are set at the groove of cylinder, therefore to change the gauge cylinder must be changed.
This process can be –
Remove the cam box and needles.
Unscrew the cylinder.
Replace the cylinder with a same dimension cylinder having needle groove of required
gauge.
Cylinder is leveled by ‘Dial Gauge Meter’. A deflection between 0-0.5 is acceptable.
Set the needle and then set the cam box in required manner.
6. Nozzle
In knitting m/c there are two types of nozzles are in use –
Air nozzle.
Oil nozzle.
Air nozzle is to flow air for – cleaning – Latch opening purpose. Oil nozzle sprays oil for lubricating purpose.
Gearing Diagram of Power Transmission of a Knitting m/c
Motor Cylinder
Cloth roller

42
Auto stop motion List in knitting machine
a) In Case of Gate open.
b) Yarn breakage.
c) Fabric cut & fell down.
d) Needle breakage.
e) Oil & air pressure problem.
f) Completion of selected target.
g) Take up problem.
Adjusting points of the knitting machine
a) Feeder to needle distance.
b) Dial to Cylinder distance.
c) Sinker groove to Cylinder groove.
d) VDQ pulley diameter.
e) Tension control knob on cam box.
f) Change pinion in take up roller.
Needle no
It denotes information about needle and usually expressed as –
(Needle length)×(Thickness)×(Position)
Spare Parts of M/C (Needle and Sinker) on Floor
MAYER & CIE (NEEDLE)
Groz-Beckert VO 140.50 GOO36+37+38+39 25, 26, 28, 29, 30, 57, 58
Groz-Beckert
VOTA 62.50 G0011
VO 62.50 G0011 Dial
VO 91.50 G0012
VO 91.50 G0011 Cyl
33, 34, 35, 36, 37

43
MAYER & CIE E-Stripe(NEEDLE)
Groz-Beckert WO 186.50 GOO1+2+3+4 68, 69, 70, 71, 72, 73, 74
Sinker
Brand Model
MAYER & CIE (Sinker) Christoph Leibers
Ruster
6552/40 (EUS)
351768.0
MAYER & CIE E-stripe Ruster 351233.0
sPAI LUNG (Sinker) Samsung 1136
Needle (Mayer & CIE 140.50 36+38)
Needle (Mayer & CIE E-Stripe 186.50
1+2+3+4)

44
Flat Bed Knitting Section
Types of yarn used
Count used
18’s, 20’s, 22’s, 24’s, 26’s, 30’s, 34’s, 40’s
Resultant count for different ply yarn
Yarn count No. of ply
18 3
20 3
22-28 4
30-34 5
40 6
Suitable gauge for collar cuff production
In SKFL normally 14 gauge m/c is used for collar cuff production.
Type’s of collar
1. Solid collar
2. Tipping collar
3. Dobby collar
4. Double lycra collar
Types of cuff
1. Solid cuff
2. Tipping cuff
3. Dobby cuff
4. Double lycra cuff

45
Dimension of collar & cuff
Dimension of collar & cuff is mentioned below according to an order sheet. This will provide us conception
about the dimension of collar & cuff.
Buyer name Order no. For Fabric Dia/size
Mascot F#0665/10 Collar FL-KN-COLLAR
43*9cm
44*9cm
45*9cm
46*9cm
47*9cm
49*9cm
50*9cm
Mascot F#0665/10 Cuff FL-KN-CUFF
28*3.5cm
30*3.5cm
32*3.5cm
34*3.5cm
36*3.5cm
38*3.5cm
40*3.5cm
Main parts of flat bed knitting m/c
1. Yarn guide
2. Carriage assembly
3. knitting system
4. Needle beds
5. Fabric take down
6. Control device
7. Display & operating elements.
cam
Figure : Side tensioner

46
Yarn feeding system
At first yarn packages are held on the package stand. Then it passes through the stop tensioner, side
tensioner,feeder,carriage and reaches to bed and finally on the take down mechanism.Some other necessary
parts are discussed below:
1. Stop Motion
At a bobbin end or in the case of thread breakage the stop motion switches off the machine
immediately. This prevents the fabric from being thrown off.
2. Side yarn tensioner
The side yarn tensioner monitors & tensions the thread. In case of a thread break or end it can switch off
the knitting m/c faster and store a longer piece of yarn than the yarn control unit for yarn tensioner. Heavy
yarns can be processed more easily with it.
3. Yarn feeder
The yarn feeder is selected with the yarn feeder magnets on the carriage part. The yarn feeder is carried
along by the carriage assembly unit the bolt is pulled upwardonly standard yarn feeder.
Figure: yarn feeding system.

47
Fabric analysis and production calcultion
Design, Cam and Needle Arrangement of Several Knitted Fabric
Single Jersey
Chain Notation
Knit Stitch –
Cam & Needle Arrangement
⋀ ⋀ ⋀
⋀ ⋀ ⋀
⋀ ⋀ ⋀
Knit Cam:
3
2
1
⋀

48
Single Pique
Chain Notation
Knit Stitch –
Tuck Stitch -
Cam & Needle Arrangement
Knit Cam:
Tuck Cam:
⋀ ⊓ ⋀ ⊓
⊓ ⋀ ⊓ ⋀
⋀ ⊓ ⋀ ⊓
3
2 2
1 1
⋀
⊓

49
Single Lacoste
Chain Notation
Knit Stitch -
Tuck Stitch -
Cam & Needle Arrangement
Knit Cam:
Tuck Cam:
⋀ ⋀ ⋀ ⊓
⋀ ⊓ ⋀ ⋀
⋀ ⋀ ⋀ ⊓
⋀ ⊓ ⋀ ⋀
4
3
2
1
⋀
⊓

50
Double Lacoste
Chain Notation
Knit Stitch –
Tuck Stitch -
Cam & Needle Arrangement
Knit Cam:
Tuck Cam:
⋀ ⋀ ⋀ ⋀ ⊓ ⊓
⋀ ⊓ ⊓ ⋀ ⋀ ⋀
2
1
⋀
⊓

51
2 Thread Fleece
Chain Notation
Knit Stitch –
Tuck Stitch –
Miss Stitch -
Cam & Needle Arrangement
⋀ ⊓ ⋀ -
⋀ - ⋀ ⊓
⋀ - ⋀ -
Knit Cam:
Tuck Cam:
Miss Cam:
3
2
1 1
⋀
⊓
_
52
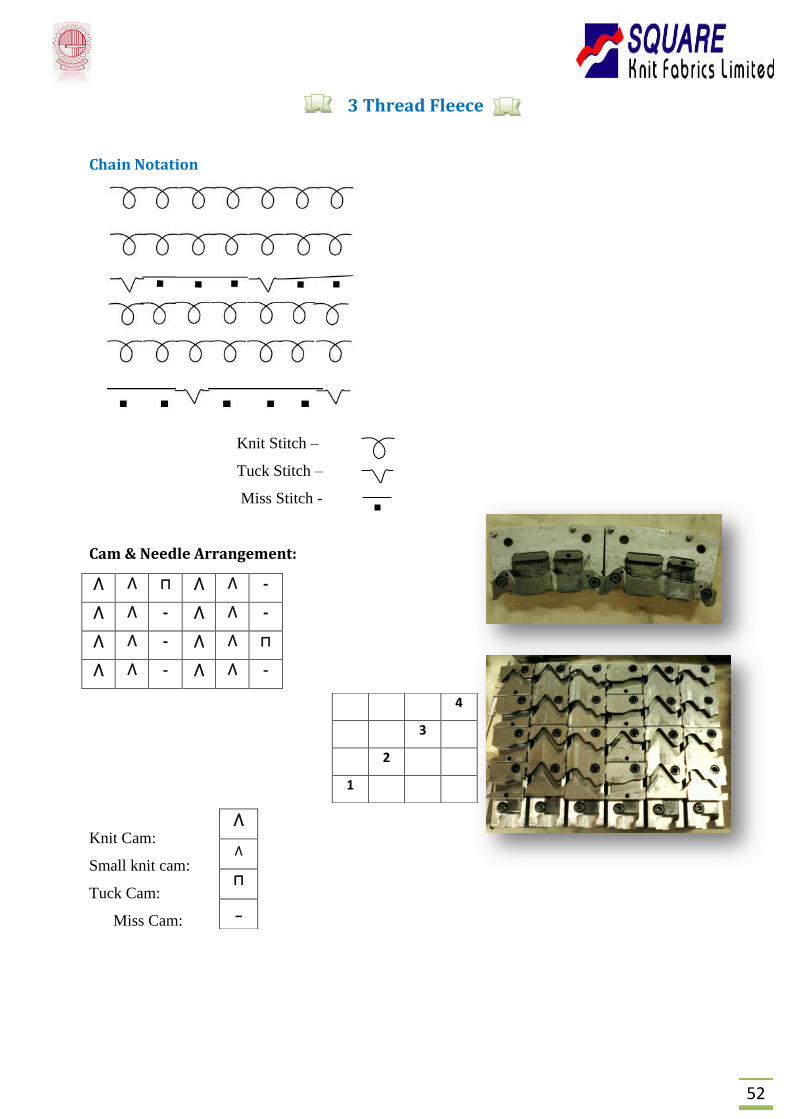
3 Thread Fleece
Chain Notation
Knit Stitch –
Tuck Stitch –
Miss Stitch -
Cam & Needle Arrangement:
Knit Cam:
Small knit cam:
Tuck Cam:
Miss Cam:
⋀ ⋀ ⊓ ⋀ ⋀ -
⋀ ⋀ - ⋀ ⋀ -
⋀ ⋀ - ⋀ ⋀ ⊓
⋀ ⋀ - ⋀ ⋀ -
4
3
2
1
⋀
⋀
⊓
_

53
2x2 Rib
Chain Notation
Knit Stitch (Face) –
Knit Stitch (Back) –
Cam & Needle Arrangement
In case of Rib gating
⋀ ⋀ ⋀
⋀ ⋀ ⋀
In case of interlock gating
⋀ ⋀ - - ⋀ ⋀
⋀ ⋀ - - ⋀ ⋀
2
1
2
1
⋀ ⋀ ⋀
⋀ ⋀ ⋀
2
1
- - ⋀ ⋀ - -
- - ⋀ ⋀ - -
2
1
