impacting in comminution process through a simple
TRANSCRIPT
1
Impacting in comminution process through a simple technique of high energy blast
Egonk Arriagada (*) and Jair Alarcon
Orica, Chile
ABSTRACT
The current challenges of the mining industry have made the need to optimize all of its processes
through generate swift-to-implement, low-capital solutions focused on reducing costs and
improving operational efficiency. This has encouraged the development of new drilling and
blasting techniques by seeking a more efficient use of chemical energy through its designs and
implementation so as to obtain a better fragmentation that is beneficial for subsequent processes.
Currently it is now possible to reach through blasting a stepped change in finer fragmentation sizes
that subsequently increases the efficiency mining value chain through the reduction of time lost due
to oversize in the crushing stage, decreasing specific power consumption in the process plan and
achieve improvements in the throughput in the crushing and grinding stages.
Results obtained in a large polymetalic open pit mine in Mexico are shown on this study where
through the implementation of an innovative drilling and blasting technique the mine was able to
quickly overcome conventional limitations of energy confinement in hole through the control of
explosives quantity and distribution, while complying with the required standards of safety and
environment. The blasting method presented was developed as a solution to significantly increase
the throughput in the process plant through an improvement in fragmentation that had not been
able to be reached with conventional techniques. Previous limits using significantly increasing
energy factors had reached their safe limits of application due to lost confinement and required a
radical change of design. Added with the scenario where the hardness of the ore feed was
escalating with the increasing depth of the deposit, a quick solution was required. The results
achieved through the application of High Energy Blasting enabled the mine to rapidly improve P80
of 8” using conventional techniques down to 3” P80 using the new novel blasting technique.
Keywords: Blast, fragmentation, mill, throughput, specific power consumption.

2
INTRODUCTION
Historically the mining industry manages the operating areas separately through the enforcement
of control measures via operative expenses and investment. Costs are usually managed separately
by mine divisions and processing plants which are each focused on fulfilling their respective
production objectives at a minimum unit cost. However this industry practice does does not
necessarily imply reducing the total expenses (extraction and treatment) of the business and the
optimization of the installed capacity of the mine as a whole.
Investigations conducted to date have shown the interdependence in all size reducing processes,
especially the fragmentation results through blasting and the impact in the efficiency of the milling
process downstream. (Dance et al, 2006), (Kanchibotla & Valery, 2010).
The chemical energy used in the blasting process is cheaper, with respect to the energy cost per ton
of rock processed, and it accounts for the most efficient use of energy in the crushing process
(Musa, Stewart, & Weiss, 2011). Blasting is also the easiest stage where it is possible to modify the
crushing; through changes in the blasting it becomes easy to control the energy for generating
predictable changes in the product size. There are several optimization studies for validating the
mine to mill process including: Scott, Morrell, & Clark, (2002) and Rantapaa, Mckinstry, & Bolles,
(2005) that have shown that even a discrete increase in the explosives energy has rendered
additional benefits downstream.
Several mine to mill projects recently have shown increases in the treatment, ranging from 5 to 30
per cent depending on the nature of the ore and the type of comminution circuit. In these projects,
the blast induced fragmentation is the most important factor in the value chain of the milling
process.
The paperpresents a case study that aims to demonstrate the advantages of implementing advanced
blasting techniques for improving the fragmentation and increasing the treatment in the subsequent
comminution stages.
METHODOLOGY
The Situation
Previous studies for the Mine determined that for achieving the targeted throughput, it is necessary
to optimize the whole productive process, from start to end, placing emphasis on enhancing the
performance from the beginning of the process, that is to say, blasting.Reaching the fragmentation
target through blasting to ¿ wouldensures achievingthe economic benefits of an efficient plant that
maximized its potential throughput capacity. Based on this, two blasting objectives at ore areas
were establishedthat priorly not been achieved:
A minimum of 30% of fines (equal or lower than 0.5 in)

3
A maximum of 10% over the size (equal or larger than 6 in)
Figure 1 Simplified sulfides plant flowsheet
Technical Solution
The first stage (Phase I) started with the reduction of the blastingareas, seeking to increase the load
factor in ore blasting for reaching a better fragmentation result, especially trying to generate 30% of
fines.
At the beginning of the second stage (Phase II), a mining assessment was conducted that found that
the explosives energy factors were excessive for the ore blastingresulting in inefficient use of the
drilling and explosives expenditure.As a result of this analysis, it was decided to expand the
drilling patterns from 4.3 x 5.0m to 5.0 x 5.8mthat resulted in a netreduction in drilling and volume
of explosives.
After reviewing and analyzing different blasting scenarios utilizing the software Blast Design
Assistant® thatthrough calibration of actual measured versus modeled scenarios provided an
accurate predictive model. the blast designs were modifed to achieving the optimized
fragmentation performance using current drill and blast products and drilling fleet capabilities. .
Phase 2 reduced the oversized material through reducing the edge effects generated in blast
boundaries by performing larger blast size designs,However, the stemming zone due to a lack of
adequate energy distribution continued to generate oversized fragmentation limiting the
achievement of the desired plant feed size objectives. See Figure 2 Phase 2 reached a point where
further design modifications achieved their maximum effect using convential blasting principles
4
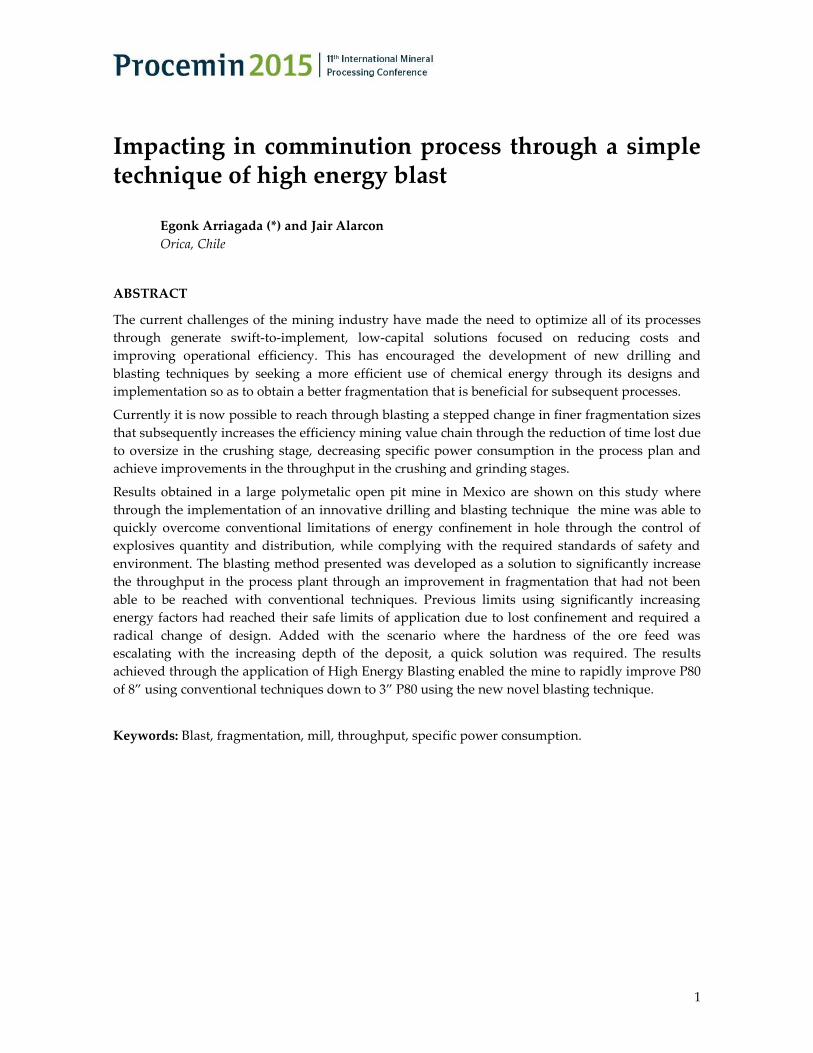
Figure 2 Identification of the oversized sector around a blasting hole
Due to the limitation in further reducing the stemming length due to loss of confinement and
energy loss, it was decided in Phase 3 to apply a pre-conditioning technique from the upper
benchutilizing a material blanket of broken material in the lower bench, hence decreasing the
oversizing generated in the upper sector in the subsequent bench.
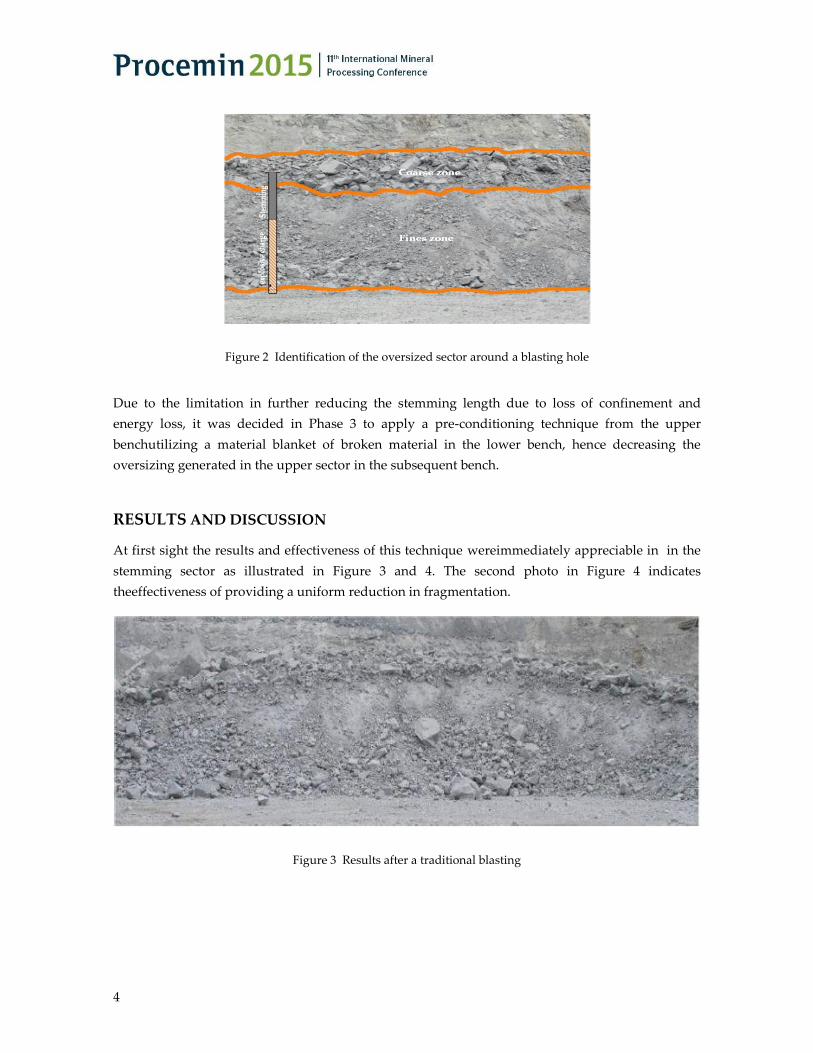
RESULTS AND DISCUSSION
At first sight the results and effectiveness of this technique wereimmediately appreciable in in the
stemming sector as illustrated in Figure 3 and 4. The second photo in Figure 4 indicates
theeffectiveness of providing a uniform reduction in fragmentation.
Figure 3 Results after a traditional blasting

5
Figure 4 Results after high energy blasting, pre-conditioning
To determine the impacts on the processing plant for the new blasting technique, the pre-
conditioned ore is monitored through the dispatch system tracking the the origin of the blasting
and the time when the feed to the primary crusher is initiated See Figure 5.
A requirement for defining the blasting designs for each ore type effective is to analyze the
lithology and the associated ore properties according to the Bond Work Index and thecompression
and tensile strengths as indicated in Table 1.: With these propertiesit was possible to propose
differentiated designs and energy factors in accordance to the blastability and milling
charactieristics of the Lithologies in each ore domain.
Table 1 Lithologies and classification according to strength indicators
Table N 1 shows the lithology fed for the testing period. According to the ore characterization, a
large portion of hard rock is processed during testing days 20 and 21 (July), reaching a Wí weighted
in 15,5 KWh/ton. Despite this condition this first test is achieved, that is to say, the generation of a
good fragmentation.

6
Figure 5 Throughput for hard ore fed to the primary crusher versus fragmentation for %-1/2 (Fines) blue line
and % +6” Oversize
Figure 5 illustrates throughput for theprimary crusherfor ore fed from high energy blasting and the
inflection point where the percentage of fines lower than an inch is increased and in turn the
percentage of oversize retained larger than six inches is reduced. It becomes evident the
relationship in the change in the fragmentation measured by the online system has on the
throughput in the process plant. In the first test a peak in the percentage lower than half-inch of
forty two per cent wass recorded, and a percentage retained over six inches of six percent was
recorded. Figure 7 illustrates the fragmentation achieved during the development of
testsdemonstrating the application of the new blasting technique on increasing the percentage of
fines and decreasing the percentage of oversize has achieved sustainable results meeting the mine
operation´s fragmentation objectives.

7
Figure 6 Fragmentation record through the online system after the primary crusher
In order to identify the effect in the SAG milling process, the effective treatment data are analyzed
for each SAG millthat works in series with with the downstream ball mills. Figure 8 shows an
increase in the effective throughput for both milling lines and, as expected, a reduction in the
specific consumption of energy of each SAG equipment. See Figure 9.
Figure 7 Effective treatment for milling equipment SAG 1 (left) and SAG 2 (right)
Figure 8 Specific consumption of energy for milling equipment SAG 1 and SAG 2
Prior to Phase 3 of the project the treatment capacity of the milling equipment was analyzed
according to the percentage lower than an inch, so a simplified empirical model was drawn up for
each SAG mill based on historical information. See Figure 10. It was possible to confirm with the
empirical model that the processing capacity is available through an improvement in the
8
fragmentation and the target lower than an inch is suitable for maximizing throughput and hence,
metal recoveries for the operation.
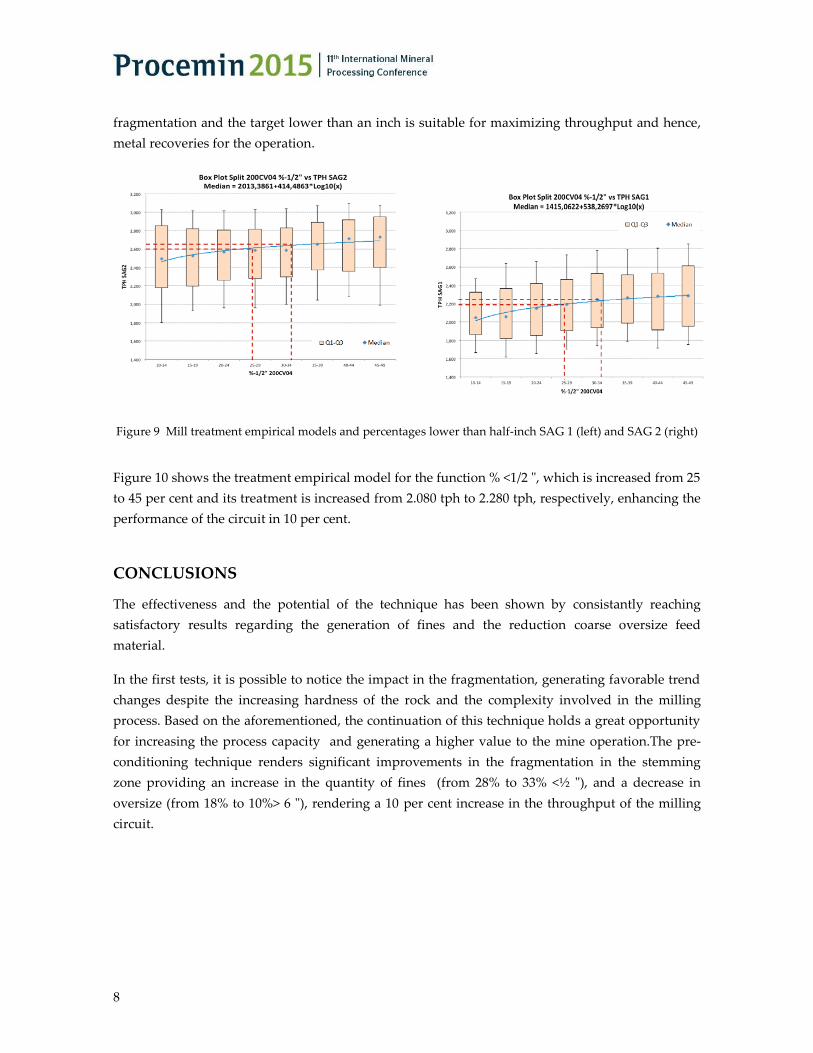
Figure 9 Mill treatment empirical models and percentages lower than half-inch SAG 1 (left) and SAG 2 (right)
Figure 10 shows the treatment empirical model for the function % <1/2 ", which is increased from 25
to 45 per cent and its treatment is increased from 2.080 tph to 2.280 tph, respectively, enhancing the
performance of the circuit in 10 per cent.
CONCLUSIONS
The effectiveness and the potential of the technique has been shown by consistantly reaching
satisfactory results regarding the generation of fines and the reduction coarse oversize feed
material.
In the first tests, it is possible to notice the impact in the fragmentation, generating favorable trend
changes despite the increasing hardness of the rock and the complexity involved in the milling
process. Based on the aforementioned, the continuation of this technique holds a great opportunity
for increasing the process capacity and generating a higher value to the mine operation.The pre-
conditioning technique renders significant improvements in the fragmentation in the stemming
zone providing an increase in the quantity of fines (from 28% to 33% <½ "), and a decrease in
oversize (from 18% to 10%> 6 "), rendering a 10 per cent increase in the throughput of the milling
circuit.

9
REFERENCES
Dance, A., Valery Jnr, W., Jankovic, A., La Rosa, D., & Esen, S. (2006). Higher productivity trough
cooperative effort: A method of revealing and correcting hidden operating inefficiencies.
International Conference on Autogenous and semiautogenous Grinding Technology, 4, págs. 375-
390. Vancouver, Canada.
Kanchibotla, S., & Valery, W. (2010). Mine-to-mill process integration and optimization-benefits and
challenges. 36th Annual Conference on Explosives and Blasting Technique, International Society of
Explosives Engineers. Orlando, USA.
Musa, F., Stewart, M., & Weiss, G. (2011). Energy efficiency opportunities in milling – improving
comminution circuit efficiency, in Proceedings MetPlant 2011. MetPlant 2011, (págs. 154-
162). Melbourne, Australia.
Rantapaa, R., Mckinstry, R., & Bolles, T. (2005). Drill-to-Mill: Efficient Drilling and Blasting
Resulting in Increased Mill Throughput at Barrick Goldstrike. CIM Bulletin, 98(1085), 1-3.
Scott, A., Morrell, S., & Clark, D. (2002). Tracking and Quantifying Value from ‘Mine to Mill’
Improvement. Proceedings AusIMM Value Tracking Symposium. Brisbane, Australia.