il cop bangladesh survey of the jute and cotton textile...
TRANSCRIPT
Report No. 883-BD "'IL COPBangladeshSurvey of the Jute and CottonTextile IndustriesStudies in connection with the appraisal of the Fourth Industrial Import Credit.
September 25, 1975
Industrial Projects Department
Not for Public Use
Document of the World Bank
This document has a restrfcted distribution and may be used by recipientsonly in the performance of their official duties. Its contents may nototherwise be disclosed without World Bank authorization.
Pub
lic D
iscl
osur
e A
utho
rized
Pub
lic D
iscl
osur
e A
utho
rized
Pub
lic D
iscl
osur
e A
utho
rized
Pub
lic D
iscl
osur
e A
utho
rized
Pub
lic D
iscl
osur
e A
utho
rized
Pub
lic D
iscl
osur
e A
utho
rized
Pub
lic D
iscl
osur
e A
utho
rized
Pub
lic D
iscl
osur
e A
utho
rized
CURRENCY EQUIVALENTS
The Bangladesh Taka (Tk) is officially valued in relation to the PoundSterling. The rates below have been used throughout this report, except wherestated otherwise:
From January 1, 1972 to May 17, 1975:
(18.9677 Tk = UKA1A)
US$1 = Tk.8.0
Tk.1 = US$0.125
Tk.1,000,000 = US$725,000
After May 17,1975:
(30.0 Tk. = UKE1)
US$1 Tk.13.0
Tk.1 = US$0.077
Tk.1,000,000 = US$76,900
QUANTITIES AID WEIGHTS
1 crore 10 million
1 lakh 100,000
1 maund (md.) 82.2 lbs.
1 bale 4 OO lbs.
In general the units of measurement referred to in this Report are thosewhich are actually used or are familiar in Bangladesh.
FISCAL YEAR
July 1 through June 30
PRINCIPAL kCROhTlNS
BESC Bangladesh Engineering and Shipbuilding CorporationBJEC Bangladesh Jute Export CorporationBJIC Bangladesh Jute Industries CorporationBJSSL Bangladesh Jatiya Samabaya Shilpa Samity, Ltd.BSIC Bangladesh Small Industries CorporationBTIC Bangladesh Textile Industries CorporationIJCS Intensive Jute Cultivation SchemeTCB Trading Corporation of BangladeshUNDP United Nations Development ProgrammeUNDO United Nations Industrial Development Organization
This report was prepared by a mission consisting of Irwin Baskind (Chief),Samir Bhatia, Ronald Brigish, Benjamin Cu Kok and William Whitesell, anda consultant team conposed of Martin Stussi, Gino Oggero and Enrico Vitali.The mission visited Bangladesh Febraary-March l975.


BANGLADESH
Survey of the Jute and Cotton Textile Industries
Table of Contents
Page No.
FOREWORD .................................................
PART I - THE JUTE INDUSTRY.
SUMMARY OF CONCLUSIONS AND PRINCIPAL RECOMMENDATIONS.... ii - vii
I. INTRODUCTION
Historical Background . .......................The Demand Situation ............................ 3
II. THE JUTE INDUSTRY IN BANGLADESH
General Characteristics ..................... 8The Bantladesh Jute Industries Corporation ... 8
III. ASSESSMENT OF PRODUCTION CAPABILITIES
Analysis of Productivity .................... . 10Analysis of Structure of Costs .............. . 15Financial Condition of the Mills . .17
Raw Material Supplies ............................. 19BJIC Proposals for Rehabilitation and
Expansion .. ................................ 19
IV. MEASURES TO IMPROVE PERFORMANCE
Production Performance ....................... 20Financial Measures Required ................... 26Improving Marketing Information .............. 27External Assistance ..... ..... . . .. ........ 28
V. FUTURE STRUCTURE OF THE INDUSTRY
Production Strategy ..... . ................... .29Possible Changes in Manufacturing Costs ...... 30Price Strategy for Short and Medium-Term ..... 31Longer-Term Considerations ..... .............. 32
ANNEX I Review of Current Situation for JuteCultivation
Addendum IAddendum II
ANNEX II Evaluation of the MillsANNEX III Analysis and Review of Spare Parts RequirementsANNEX IV Organization Chart of the Ministry of Jute
STATISTICAL APPENDIX
Table I Production of Jute and Allied FibersTable II Consumption and Export of Jute and Jute
ManufacturersTable III Production, Consumption, Exports and
Stocks of Jute ManufacturersTable IV Production of Jute ManufacturesTable V Actual Export of Jute ManufacturesTable VI List of Mills with Installed Loom CapacityTable VII Inventories of Jute Manufactures by ProductsTable VIII Inventories by Sold/Unsold CategoriesTable IX Unaudited Balance SheetTable X Consolidated Income StatementTable XI Typical Cost Structure for Major Jute
Manufactures, 1973 through 1975Table XII Projects and the BMR ProgramTable XIII Ongoing Projects of BJICTable XIV Calculation of Production Levels Under Various
Assumptions of Technical Efficiency and Use.
PART II - THE COTTON TEXTILE INDUSTRY
SUMMARY OF CONCLUSIONS AND PRINCIPAL RECOMMENDATIONS... i - iv
I. INTRODUCTION
Status of the Cotton Textile Industry 1Handloom Weaving Industry . .Pre-Independence Pattern of Production and
Trade . .2
Difficulties in Restoring Production PostIndependence... .. 2
Man-Made Fibers . .4
Consumption of Textiles in Bangladesh Scope of this Study . .6
II. EVALUATION OF CURRENT PERFORMANCE OF THEINDUSTRY
Overall Efficiencyc...... . . . .. . 6Marketing Aspects ........................... 9Cost Structure ........................... . . 11Financial Condition of BJIC ............... .. 13
III. MEDIUM-TERM DEVELOPMENT STRATEGY
Future Consumption and ProductionRequirements .. ............................ 14
Improving Production Performance . ........... 15Production Targets through 1977/78 .......... 16Longer-Term Objectives ...................... 18Marketing and Pricing Policies .............. 20External Assistance .. ....................... 22Relations with the Ministry of Industry ..... 22
ANNEX I Evaluation of MillsANNEX II Spare Part RequirementsANNEX III Weaving and FinishingANNEX IV Organization Chart of BJIC
STATISTICAL APPENDIX
Table I Production of Yarn by Counts during 1973/74Table II Installed and Working Capacity of Mills as
of January 1973Table III Size Distribution of Mills, January, 1973Table IV Consolidated Balance SheetTable V Consolidated Income StatementTable VI Basis of Estimating Yarn Output

FOREWORD
Since the independence of Bangladesh in late 1971, the InternationalDevelopment Association has provided three industrial import program credits,totalling $175 million, designed to assist the new government to overcome thedestruction resulting from hostilities and a series of natural disasterswhich befell the country almost simultaneously. In the face of an overwhelmingresource gap these funds were used to finance imports of critical raw mate-rials and spare parts for the highest priority economic activities, essentialfor the maintenance of minimal standards of living and for stimulating exportgrowth to permit expansion of import capacity.
In view of its concern that the proceeds of these credits be utilizedefficiently and that these credits support specific developmental objectives,the Association has decided to undertake a series of special studies of indi-vidual sub-sectors receiving these funds, examining the measures required inthe short and longer term for improving performance. For the fourth IndustrialImport Program Credit, it was decided to review the performance of jute andcotton textiles which are the two most important industries in the manufacturingsector, accounting for almost half of total value added. Moreover, manufacturedjute represents about 40% of total Bangladesh exports.
A Bank mission (to study the two industries) visited Bangladeshfrom February 17 through March 11, 1975; it visited 17 jute mills accountingfor 56% of the installed jute loomage, and 16 cotton mills representing 44%of the total cotton spindle capacity in the country. It also had discussionswith officials of the Bangladesh Jute Industries Corporation (BJIC), theBangladesh Textile Industries Corporation (BTIC), staff of the PlanningCommission, officials of the Bangladesh Engineering and Shipbuilding Corpora-tion (BESC) and of plants controlled by that Corporation which have capacityfor jute and cotton textile spare parts production, representatives of theprivate sector, and foreign experts assisting industries in the countryunder bilateral programs.
The findings of the mission and the principal recommendations havebeen discussed with the Government, and arrangements are being made forImplementation of the Action Programs presented in the summaries precedingPart I and Part II of this report. This is reflected in the documentationfor the proposed Fourth Industrial Import Program Credit.


PART ONE
THE JUTE INDUSTRY
SUMMARY OF CONCLUSIONS AND PRINCIPAL RECOMMENDATIONS
i. Short- and medium-term improvements in the balance of paymentsgap of Bangladesh rest heavily on measures taken by the Government to re-vitalize its trade in jute which in both raw and manufactured forms currentlyaccounts for more than 80% of its total exports. Recent measures have im-proved the competitive position of jute in comparison with synthetic fibers,but substantial measures are still needed to improve the performance of themanufacturing sector which has lost ground both in absolute and in relativeterms as compared to other jute and hard fiber exporting countries.
ii. The world-wide stagnation in jute demand during the last 15 yearsreflects the appearance of competitive synthetic fabrics and fibers whoseprices have been generally lower than those of jute products and the changesin transport and handling techniques which have reduced use of packagingmaterials. In spite of the increase in crude petroleum prices, the syntheticitems based on that commodity which are competitive with jute have increasedvery little in price. Extrapolation of present market trends, beset by someuncertainty due to the current recession, indicate only slight growth in totaldemand for jute products in the period through 1980. Nevertheless, Bankstudies have shown that consumption of hard fibers such as jute and syntheticsare price elastic, and that a well-organized jute price strategy could changethe previous trend (Chapters I and II).
iii. As a result of the exchange adjustment introduced in May 1975, sub-stantial reductions in external prices for most jute products are possiblewhile at the same time operating deficits of the mills can be eliminated.Nevertheless, in order to ensure the future viability of the industry and totake fullest advantage of the opportunities offered, measures must now betaken to improve performance, including a broad rehabilitation program de-signed to reduce costs, improve quality standards, and develop more effectivemarketing techniques.
iv. The rehabilitation program recommended (Chapter IV) would involvea series of simultaneous steps in the areas of marketing, production planningand management of mill operations. To implement the steps recommended itwould be necessary to reorganize the present Bangladesh Jute Industry Corpo-ration (BJIC), the public sector agency which controls all jute mills in thecountry (77 units as of June 1975). This would involve strengthening thepolicy and production planning functions of the Corporation; mill managerswould be given wider autonomy and would be held responsible for the dailyoperations of their enterprises.

- ii -
v. On the marketing side, it appears necessary to strengthen themarketing services of the Corporation to enable it to undertake certaincentral functions critical in the development of a more aggressive marketingstrategy. These would include market research, broader marketing informa-tion collection, overseas promotion and operating offices in a few selectedmajor importing centers (para. 4.23). As regards sales, the present approachis to provide a flexible structure to meet the requirements and preferencesof individual buyers; a number of larger mills, as well as groups of smallerones, have been given autonomy in sales while orders received directly bythe Corporation are being assignedt, after consultation with the buyers, toindividual mills. The mills have to equip themselves to improve customerservices, to respond more efficiently to buyer enquiries, requests forinformation such as shipping dates, etc. (para. 4.24). There is urgent needfor the Marketing Directorate to make a detailed study of the current orshort-term world market for the major jute products. This should be followedby studies of longer-term prospects. Since production planning requiresspecific product information, the timing of this work would be coordinatedwith the preparation of annual and longer-term production programs describedbelow.
vi. BJIC should establish a Production Planning Directorate (paras.4.15-4.18). At present there is considerable uncertainty over productioncontrol among the mills. Insufficient direction has been provided to millsto encourage production of specific jute goods for which demand prospectsappear favorable either in the long or short term or to discourage produc-tion of those items where market conditions are less favorable. To a greatextent mill managers have chosen to produce those items which raise fewestproblems in manufacture rather than produce in response to market demand ortrends. The net result is inventory accumulation of a number of goods withlimited sales potential and shortages of items in relatively good demand.The Corporation has not had the information base required to permit thedevelopment of a production strategy to meet actual and expected futuredemand, including control over inventory accumulation in the desired direc-tion. Thus the principal task of the Production Planning Directorate wouldbe to develop production programs for the sector, with specific targets byproduct lines for individual mills, established on the basis of productioncapabilities of the mills, demand forecasts and the financial resourcesavailable to the Corporation. While these targets would be prepared on anannual basis, they would be subject to systematic monthly reviews to permitmodifications -in the light of any new developments.
vii. In order to prepare this plan, it will be necessary to compile aninventory of the productive capacity of each mill for specific types ofproducts and to have an assessment by each mill manager of production capa-bility. This work could be started immediately and it is envisaged thatcomplete data could be available within about six months, by the end ofMarch 1976. At about the same time the Marketing Directorate would havecompleted its short-term detailed market analysis. The production planning

- iii -
group would then reconcile these two elements to provide a sector-wide pro-duction program with preliminary output targets for individual mills in accord-ance with their capabilities, and overall targets consistent with demand expec-tatic's and financial projections. One of the objectives of this excercisewould be to achieve specialization among the mills. TFe targets would bereviewed with the mill managers to assure understandlAg and agreement and,after any required revision, would be established as the annual productionprogram. It is envisaged that the 1976/77 plan would be formulated priorto July 1976 which is the beginning of the fiscal year.
viii. For fiscal 1975/76, only very broad production targets have beenset by BJIC with mills expected to react on an ad hoc basis depending on theflow of orders. In the absence of the detailed data required for setting upa comprehensive production plan, as outlined in the previous paragraph, theCorporation should nevertheless prepare by December 1975 a program for thesecond half of the fiscal year, in accordance with the information alreadyavailable to it, and should set targets for mills in accordance with currentexpectations of their capability and demand.
ix. The Production Planning Directorate should also prepare a longer-term development program for the industry which would reflect the longer-termdemand forecasts of the Marketing Directorate. This program would set outthe anticipated capacity requirements and analyze existing capacity in thelight of these needs. The analysis would then permit evaluation of thebalancing, modernization and rehabilitation (BMR) programs which have beenset up for 19 existing mills and the 8 new mills (or expansions) which havebeen under construction for a number of years but which have not yet beencompleted. In the light of the review of demand and current productioncapability contained in the longer-term production plan, conclusions shouldemerge regarding necessary changes in capacity.
x. The Finance Directorate should prepare before the end of calendaryear 1975 a financial projection for the fiscal year 1975/76. Full finan-cial statements and accounts for 1974/75 should be prepared by March 31,1976. The Directorate would participate in longer-term production planningthrough the preparation of appropriate financial projections (para. 4.21).The Corporation should accelerate the preparation of balance sheets re-flecting the true asset positions of the individual mills, for purposes ofproper financial control. A Cabinet Committee is currently reviewing thefinancial position of all public sector corporations with a view to theirfinancial restructuring. The Government should provide additional equity toBJIC to ensure an appropriate debt:equity ratio; this would permit reduc-tion of debt service charges which have in the past contributed to the highunit costs of manufactured jute products, and in turn to the large deficitsincurred by the Corporation which have required further bank borrowing andGovernment subsidies (para. 4.20).

- iv -
xi, To improve production performance at the mill level, it will berecessary to undertake a series of assistance programs concentrating onthose areas which have adversely affected capacity utilization and increasedproduction costs. In the first phase, emphasis would be put on developingin individual mills appropriate maintenance programs, the lack of which hasbeen one of the major factors contributing to production difficulties (para.4.3). For this purpose the Technical Directorate of BJIC should organizein each of the four zones (excluding Adamjee) a maintenance task force com-prising one expatriate expert and two local counterparts; one of the latterwould be the zonal maintenance engineer, and the other would be drawn fromamong senior mill production staff who have demonstrated competence in thisarea. The task force would: (a) appraise the existing system in each millfor preventive maintenance programs and make recommendations for improvement;(b) assist in setting up the necessary equipment inventories; and (c) ifnecessary, assist in implementation of recommendations. It is envisagedthat within each zone at least four mills could be analyzed nine months afterthe services of the international experts had been obtained and by the endof 18 months the recommended improved systems would be in full operation. Theassessment should graduially be extended to other mills. The directorateshould organize its program so that in the first phase the 16 mills coveredshould account for at least 40% of loomage; this is a realistic target since50% of total existing looms (excluding Adamjee) are to be found in 15 mills.
xii. Another essential element in this urgent phase is the organizationwithin the Technical Directorate of a spare parts division which would assessthe capacity within the country to meet spare parts needs for jute manufac-turing and develop a program to meet those needs. This group should beestablished using necessary expatriate technical assistance in organizingits work as well as in the early stages of implementation of its program;it is anticipated that this can be achieved with a preliminary work programready within nine months. A number of mills, particularly the larger ones,have workshops which can supply all but the most sophisticated parts andthere are enterprises within the private sector and the Bangladesh Engineer-ing and Shipbuilding Corporation (BESC) which can produce parts as well ascomplete looms. The BJIC group would represent that agency in a committeeestablished in the Ministry of Industries to deal with this problem; thiscommittee would have to be revitalized (paras. 4.4 and 4.5).
xiii. More comprehensive assistance to improving productivity will beundertaken in a second phase which would involve the organization of produc-tivity advisory teams in each zone to review all aspects of production atthe level of individual mills (para. 4.6). Each team would be composed ofan expatriate jute production expert and two local counterparts, one ofwhich would be the Chief Production Engineer for the zone and the secondwould be drawn from senior production staff of the Corporation on a rotatingbasis. During these studies attention would be paid to labor use and costs,raw material preparation, problems in operation of equipment, etc. Theteams should provide detailed recommendations to mill management on specific

measures of assistance, including various training needs which could beprovided within the plant or which would be best provided in central locationsto serve several mills. BJIC should ensure that the 16 mills covered duringthe first period of this work should encompass at least 40% of total loomageof the industry (excluding Adamjee) (para. 4.6).
xiv. Aside from other elements mentioned earlier, operational autonomyof the individual mill managers should be increased in such matters as pur-chasing of raw jute, personnel management and local procurement. In general,the performance of mill managers needs to be underpinned by management assis-tance programs. It is also necessary to establish an appropriate system ofincentives for management (paras. 4.11 and 4.12).
xv. At the present time, in the case of hessian and sacking (narrowlooms), mills are expected, in principle, to follow the practice of 100%visual inspection at one of the final stages in manufacturing. However, dueto inadequate supervision, this is not being done in all the mills. Millmanagers must take steps to ensure proper performance of supervisory responsi-bilities in this regard. In the case of carpet backing (broad looms), 100%visual inspection is possible only if special facilities are provided; cur-rently these exist in only two carpet backing mills. They should be extendedto all mills producing carpet backing, in order that manual repair can bemade of all defects in excess of the limits acceptable to trade (para. 4.8).
xvi. An independent export inspection service should be set up outsidethe jurisdiction of BJIC which would be responsible for pre-shipping inspec-tion and certification of all export goods as a means to ensure conformitywith contract specifications (para. 4.8).
xvii. The current performance bonus system applied to piece workers inthe mills has not been effective and should be restructured. The presenthigh percentage of absenteeism of permanent workers, especially during harvest-ing and new planting seasons, interferes with achieving better machine per-formance and a more effective production bonus system may help to removethis bottleneck. It is essential that production standards used as thebasis for applying the system at the level of the individual mill reflectnot the average output for the industry but rather the technical character-istics of the particular types of machines determining their potential out-put. This will require more detailed surveys of the machines in use to fixthe standards according to types. Effective use of the bonus system alsorequires recognition on the part of the authorities concerned that, even ifthe average standard for the industry is reduced in the short term, resultingin some immediate increase in labor costs per unit of output, in the longerrun if absenteeism can be reduced increasing machine performance, substan-tial cost reduction can be obtained (para. 4.9).
xviii. The audit division within BJIC's Finance Directorate should expandits functions to include checking accuracy and completeness of data for themills and in general should promote effective cost control procedures (para.4.21).

- vi -
xix. The Ministry of Jute should keep under review the functioning ofthe four raw jute marketing corporations to ensure efficient distributionof raw jute, both for export and to the mills. Steps taken in recent monthshave :ubstantially reduced overlapping and wasteful procedures but furtherconsolidation of the purchasing agencies may be advisa'Ele. Moreover, consid-eration should be given to permit purchases directly from farmers, eitherindividually or in groups, as a means of reducing the gap between millgateand farmgate prices. The Government should keep the Association informed ofthe measures taken in these matters, including those measures relating tojute trading in the private sectqr. The Ministry should also improve thecollection of basic data on acreage under cultivation, yields and cultiva-tion costs (Annex I).
xx. To obtain the external assistance required to implement the program,the following steps are suggested (paras. 4.26 and 4.27). The first phasewould comprise the organization of maintenance task forces and of a sparparts division within the Technical Directorate of BJIC. The maintenancetask force would require 36 man-months of assistance while the spare partsprogram would require 1 expert for 12 months in this first phase, making atotal of 48 man-months of experts' time. The experts would be obtainedthrough an experienced engineering consulting firm; the foreign exchangecosts are estimated at about US$300,000. The Government should endeavor tohave the experts in the field prior to March 31, 1976; it could make use ofthe Association's Technical Assistance Project Credit (409-BD) to financethe foreign exchange costs.
xxi. The second phase comprises more comprehensive expatriate assistancefor improving productivity, assisting in organizing the work of the Produc-tion Planning Directorate and advising in the reorganization and strengtheningof the Marketing Directorate. The Government has been negotiating with UNDP/UNIDO for a project to assist the jute sector and it is envisaged that aprogram acceptable to the Association would be developed. The scope of theprogram would provide assistance in critical areas such as quality controladministration, cost accounting and financial planning, and would includetraining both locally and abroad in all of the fields which have been enum-erated. Moreover, funds made available under a UNDP project could financelaboratory equipment for quality control centers and training materials.

CHAPTER I. INTRODUCTION
A. Historical Background
1.1 Jute has been grown in the Ganges delta for centuries and Bangladesh
has some of the best jute growing lands in the world. While over thirtyvarieties exist, only two, Corchorus capsularis (white jute) and Corchorusolitorius (tossa jute) are widely grown. Both the cultivation and processing
of jute are labor intensive. Fiber is obtained from the plant by retting
(steeping) the stems in water and then separating the fiber from bark by hand.
1.2 The years following the end of World War II saw the first seriouslong-term difficulties developing for the jute trade world-wide, on accountof unreliability of supply and unstable prices. Demand was strong, but trans-port difficulties and coal shortages in India limited supplies. Consumptionwas restricted to about 80% of pre-War levels. These difficulties accelerated
the search for jute substitutes and gave impetus to efforts to improve tech-niques for bulk-handling of commodities.
1947-1971
1.3 The partition of. India in 1947 had a major impact on the world jutetrade. Pre-partition India accounted for over 96% of raw jute production andmost of the raw jute exports. It accounted for 57% of world jute loomage andexported 85% of her jute manufactures. After partition, all 108 mills were
located in India, while 71% of the jute growing areas, including the bestlands, were in East Pakistan. Most marketing and financial resources werealso in India. It was therefore a logical decision for India to expand itsraw jute production, to replace the raw jute supplies from Pakistan. In
1948-49, India launched a "grow more jute" campaign which consisted, amongother things, of distribution of seeds at subsidized rates, establishmentof seed farms, supply of fertilizers, and promotion of line-sowing, which
is more productive than traditional broadcast sowing.
1.4 On its part, Pakistan made the political decision to establish its
own jute manufacturing industry, and had to develop its manufacturing,marketing, and financial capabilities. It identified the jute industry asone which would receive full support in its Six-Year Development Program(1951-57), and extended to it a package of incentives which included, among
other things, preferential access to capital, tax concessions, and exportincentives. n 1951, the first jute mill was established in East Pakistan.Bawa Jute Mill, privately-owned, had 10 hessian and 125 sacking looms. The
next mill to begin producing was Adamjee. With 1,700 hessian and 1,300sacking looms, it was and still is the largest jute mill in the world. Theindustry expanded rapidly and, by 1958, 14 mills with a total of 7,849 loomswere operating. At the time, Pakistan processed one million bales of raw
jute annually, or less than 20% of its total raw jute output.
-2-
Effects of the Export Bonus Scheme
1.5 In 1959, Pakistan instituted its "export bonus scheme" to alleviateits foreign exchange difficulties. It was thought that by introducing amultiple exchange rate system, an outright devaluation might be avoided, andthat the economy could be steered in the specific directions desired byGovernment. Under the export bonus scheme some exports continued to receivethe rupee equivalent of export receipts at the official rate; however, forspecified items exporters were given, in addition, bonus vouchers equivalentto a certain percentage of export value. These vouchers could be used tofinance imports, or could be sold to others. While the price of vouchersfluctuated, the effective exchange rate for exports was substantially higherthan the official rate; exporters were in effect being subsidized by theconsumers of imports financed by the vouchers. The export bonus scheme wasused to discriminate against raw jute exports for a decade. Jute goodsexporters received bonus vouchers from 1959-60 on, while raw jute exportersreceived bonus vouchers only in 1970/71. Even then, raw jute exporters wereentitled to bonus vouchers worth 10% of their export earnings, while exportersof jute manufactures were entitled to 40%.
1.6 The results of such discrimination were many. Farmer incomes werereduced while jute manufacturers were given a high level of protection. Asmost manufacturing was controlled by non-Bengalis, profits (estimated atabout 10-15% of sales value) were largely remitted to the West Wing. Profitlevels apparently remained high even in periods (e.g., 1968) when valueadded was negative. There were few incentives to manage mills efficiently.Production per loom declined from 31.7 tons in 1960/61 to 27.5 tons per yearin 1969/70, compared to a feasible output level in excess of 55 tons peryear. This was in an industry with no material shortage problems.
1.7 On the positive side, the establishment of the jute industry createdjobs in an area where employment opportunities are scarce. By the end of the1960's, the jute industry employed about 150,000 people and Pakistan's sharein manufactured jute exports had risen from negligible amounts to 44%.
1.8 The discriminatory pricing policy of the Pakistan government hadserious implications, however, on the international markets for raw jute andjute manufactures. While Pakistan was developing its jute manufacturingindustry, it still was exporting most of its jute crop as raw jute. Thedifferential exchange rates resulted in high implicit taxation of raw jute,which in turn led to reduced profitability in jute cultivation, smaller cropsand higher international prices. Although overall demand for jute was risingthrough the mid-1960's, users of raw jute, especially in Western Europe,increasingly switched to synthetic substitutes as price differentials betweenthe two began to grow. Had a smaller exchange rate differential been imposedbetween raw jute and jute manufactures, the end-use markets might have beenbetter preserved for the time when increased manufacturing capability inPakistan could supply them.
1.9 The differential exchange rate system also minimized the marketsignals that would have regulated expansion. By the late 1960's, valueadded in jute manufacturing generally was very low, and in a number of millsit was even negative, but profits remained high. The industry concentratedin the beginning on the large and well-developed mar'.ets for hessian andsacking, products which were relatively simple in technology and requiredrelatively low degrees of quality control. It was not until the 1960's thatPakistan started to produce carpet-backing in appreciable quantities. Withbetter market signals this growing market might have received earlier atten-tion.
Independence
1.10 The disturbed conditions that immediately preceded the birth ofBangladesh caused a complete stoppage in mill production. Non-Bengali millowners, managers, and supervisory personnel left the country. The basicstructure of the industry also changed when the Government nationalized 44of the 77 mills, including some of the largest and best run, as "abandonedproperty". Later, as part of the Government's program to nationalize allmedium and large-scale industry, the remaining 33 mills, owned by Bengalis,were also nationalized. A holding company, the Bangladesh Jute Mills Corpora-tion (renamed Bangladesh Jute Industries Corporation when the entire industrywas nationalized) was created to run the mills. The corporation was estab-lished under the Ministry of Industries; later, it was shifted to theMinistry of Jute.
B. The Demand Situation 1/
1.11 World consumption of jute goods expanded at an average rate of4.1% per annum from the mid-fifties to the mid-sixties. This expansionarytrend halted in the latter half of the sixties, largely as a consequence ofthe stagnation in demand for jute in the developed countries. Changes inconsumer preferences - exemplified by the trend towards prepackaging offood - and technical innovations in transportation and handling of agricul-tural produce negatively affected the utilization of jute wrapping andsacking materials. At the same time, high and unstable prices for raw juteand jute goods, as well as uncertain supply and qualities, greatly stimulatedthe use of synthetic substitutes, which began to be marketed in increasingquantities in the late sixties. Textile polyolefins - polypropylene andpolyethylene - started to make significant inroads into all the major end-uses of jute - sacks, bags, industrial cloth, and carpet backing. Thisseverely constrained the demand growth of jute products in both WesternEurope and North America. The combined consumption of these marketsaccounted for a third of the world total. The existence of tariffs andquotas, only recently reduced, by the EEC countries on imports of jutegoods further reduced the demand in Europe.
1/ For detailed data on production of jute, and consumption and trade injute and jute manufactures, see Statistical Appendix, Tables 1 and 2.

- 4 -
1.12 The shift to synthetics gained further momentum in the earlyseventies under the impact of supply disruptions and high prices caused bycivil disturbances in Bangladesh and the following war in the Asian sub-continent. Strikes in Calcutta, both in the jute mills and in the docks,and the labor unrest in Bangladesh further compounded the supply uncertainty.
1.13 Although the movement away from jute has been particularly strongin the developed countries, developing countries and centrally plannedeconomies - with the exception of the People's Republic of China - have alsobegun to shift to synthetics in the manufacture of bags and sacks. Consump-tion of jute goods has declined sharply in Western Europe - from 550,000metric tons in 1970 to 360,000 metric tons in 1973 - and ceased to grow inNorth America and other developed countries. In the centrally plannedeconomies and developing countries jute goods consumption has continued togrow, but much more slowly than in the past. On a world basis, jute goodsconsumption decreased from 3.40 million metric tons in 1970 to 3.30 millionmetric tons in 1973.
1.14 The "energy crisis" was thought by the major jute producing andexporting countries to be a welcome occasion to regain lost markets. Despitethe quadrupling of crude oil prices, which increased the prices of poly-propylene resin by about 70% in Western Europe and by about 40% in the UnitedStates, and of polypropyelene cloth by 15-20% in Western Europe and 5-10%in the United States, preliminary estimates indicate a further fall in theconsumption of jute manufactures of about 6%. Jute utilization increasedmarginally in the centrally planned countries and remained stationary in thedeveloping countries.
1.15 The failure of jute to take any advantage of the oil crisis wascaused by various factors. In early 1974, a long strike in Calcutta jutemills curtailed production of jute goods and led to a 50% increase in hessianprices. Later the Calcutta dock strike in October 1974 and the forty-fourday jute mill strike in early 1975 introduced further supply disruptions.Bangladesh raw jute prices, which had remained stable during the 1972/73and 1973/74 seasons at E 115-120 per ton also sharply increased in mid-1974,peaking at E 200 per ton (Bangladesh D grade white f.o.b. Chittagong-Chalna)in November 1974. At that time, this price reflected speculation concerningthe anticipated shortfall in the 1974/75 crop in both India and Bangladesh;but the E 200 price was maintained by export agencies in spite of fallingdemand and a less severe crop situation than had been expected. Raw jutesales were as a consequence negligible in the first quarter of calendar 1975;and it was not until the devaluation of the Taka in May 1975 that priceswere reduced to b 160; in July the price was further lowered to b 155.
1.16 Secondly, the economic recession in Western Europe and North Americaled to declines in construction and auto manufacturing activities, curtailingdemand for carpets and carpet backing. In the US, the largest single marketfor jute carpet backing, the reduction in total demand for backing materialshappened at a time when polypropylene carpet backing manufacturing capacity

had just been expanded. The strong oversupply condition which prevailed allduring 1974 further sharpened the price competition between jute and poly-propylene over market shares. Polypropylene carpet manufactures fullyabsorued the cost increases created by higher resin prices and kept theirselling prices unchanged. Imported jute carpet backin; prices, on the otherhand, increased by about 16% relative to 1973. This resulted in anotherstaggering loss (about 7%) in the market share of jute in primary carpetbacking.
1.17 In 1974/75, Bangladesh jute goods exports reached only 377 thousandmetric tons, or 33% of the total world export market. This is in contrast toabout 506 thousand metric tons in 1969/70. At that time, Bangladesh (thenpart of Pakistan) had a 44.1% share in world total exports.
1.18 Bangladesh's share in export markets deteriorated relative tothat of India as well in the post-independence period. In sacking, Bangladeshaccounts for only 65.1% of the combined exports of India and Bangladesh,as opposed to 85% before independence. In hessian, Bangladesh now accountsfor 39.9% as opposed to 45% earlier. In carpet-backing, Bangladesh's shareincreased from a pre-independence share of 12% to 27.2% in 1972/73, butthen fell to 26% in 1973/74. The following table shows the world exportmarket and Bangladesh's sh4re.
Bangladesh Share in World Export Market for Jute Manufactures(in '000 metric tons)
Preliminary1969/70 1973/74 1974/75
World Exports 1,147 1,169 1,137Bangladesh Exports 506 443 377Bangladesh Share (%) 44.1 37.9 33.2
Future Demand Prospects
1.19 Extrapolations of present market demand trends, beset by someuncertainty due to the current recession, indicate only slight growth intotal world demand for jute products in the period through 1980. End-usedemand projections (prepared by Bank's Economic Analysis and ProjectionDepartment before the recent devaluation of the Taka) show that, even on thebasis of some improvement in price competitiveness of jute, consumption indeveloped countries is likely to stagnate through the current decade, andthere would be only a small increase in overall world trade. Neverthelessprevious studies by Bank staff have also shown that consumption of hardfibers such as jute and its synthetic competitors are price elastic; it isthis characteristic of recent trends which is the basis for advocating amore aggressive price policy for jute. The May 1975 devaluation representsa first measure in attempting to reverse past trends. Market sources currentlyindicate some adjustments in prices of jute manufactures exported by Bangladesh,

-6-
but the general weakness of demand at this time does not permit an evaluationof possible impact. For the purposes of this study, conservative projectionshave been made of future growth possibilities as follows:
Projected Bangladesh Share in Jute Manufactures Export Markets(in '000 metric tons)
1975/76 1980/81 1985/86
World Exports 1,135 1,175 1,135Bangladesh Exports 440 510 540Bangladesh Share (%) 38.8 43.4 47.6
1.20 Taking into account the expected increase in local consumption, theoverall production and export balance for Bangladesh may be summarised asfollows:
Bangladesh Production, Consumption and Exports of Jute Manufactures(in '000 metric tons)
Preliminary Forecast Projection1974/75 1975/76 1980/81
Production 451 480 600Exports 377 440 510Domestic Consumption
(including stockchanges and losses) 74 40 90
1.21 The possible future structure of the industry, taking into accountthe necessary measures to improve the performance of the existing industry,are presented in Chapter V. In the next section, attention is drawn to oneaspect of future demand, the development of new uses for jute, a topicwhich has been treated by successive Bank reports on this industry.
New Products, New Markets, and Long-Term Prospects
1.22 The long-term prospects of jute should be capable of substantialimprovement through development of new markets and new uses. To date,especially in the case of Bangladesh, there has been very little researchand development. Whereas producers of synthetic fibers have spent largesums in product development, market research and market development, themajor jute producers have been mostly passive in their marketing strategy.Very little has been done to develop new markets or new products.
1.23 Some promising developments have occurred in the cultivation andprocessing of jute. On the agricultural front, advances have been made

towards high yielding varieties, and towards better retting procedures andmethods. These improvements would imply higher yield of crops and lesswaste in jute utilization. But the benefits from these developments wouldbe marginal if no new commercially viable uses for jute are found anddeveloped. Some minor advances have been achieved to date, but none ofthese have become commercially significant.
1.24 In Bangladesh, the jute research institute has been poorly financedand poorly manned. While there have been good people working in the institute,many have left for better positions elsewhere. Morale has been low due tothe perceived low priority given to research, as reflected in funding. Somenew uses for jute being studied by the institute have been: jute substitutefor knitting wool, some cotton and jute blend materials for suiting, andjute carpets.
1.25 In the long-run, if jute cannot win back the markets lost tosynthetics, paper, and other materials, it should strive to complement theseand other materials. As a complement, jute may have better prospects than asa direct competitor. For example, synthetic lined jute bags for cement,fertilizer, etc. have been viable products. Other products using jute inblended form or as backing could be developed, provided jute is pricecompetitive for its qualities and functions.
1.26 A UNDP project for the industry wing of the Bangladesh Jute ResearchInstitute has' been contemplated for many years, but it is still not in opera-tion.
1.27 In January 1973, at the Sixth Session of the FAG IntergovernmentalGroup on Jute, Kenaf, and Allied Fibers held in Dacca, participating govern-ments and agencies proposed the establishment of "Jute International". Theobjectives of Jute International are "to maintain a strong and expandingdemand for jute and kenaf and their manufactures, and to maximize theirconsumption". Activities will include market development programs, agri-culture and utilization research, sales promotion, and public relations.The secretariat was proposed to be located in New Delhi and the researchinstitute in Dacca. Since January 1973, the Governments of India, Bangladesh,and Nepal have ratified the agreement on Jute International, and Thailandhas requested observer status. There is every indication that Jute Inter-national would do much to answer the very critical shortage of resources forresearch and marketing and would reduce the problems of duplication, over-administration, and lack of foreign exchange.

- 8 -
CHAPTER II. THE JUTE INDUSTRY IN BANGLADESH
A. General Characteristics
2.1 The jute goods industry now employs about 200,000 people in 77mills throughout Bangladesh and accounts for a little less than half of thetotal foreign exchange earnings of the country. All the mills are vestedin the Bangladesh Jute Industries Corporation (BJIC), under the jurisdictionof the Ministry of Jute. The biggest ten mills control 46.5% of the totalloomage; the biggest fifteen, 56.8%. As of 1974/75, official BJIC statisticsshow that there are a total of 23,289 looms in Bangladesh. Of the 77 mills,18 are integrated, 33 produce only hessian and/or sacking, 14 produce onlycarpet-backing cloth, and 2 produce other goods, such as cotton bagging,jute yarn, and plastic-backed jute bags. Six mills only spin yarn, andfour are not in operation.
2.2 A previous study 1/ had found that the larger integrated millsoperated at 5 to 10% lower cost than the smaller ones, as they could spreadoverhead costs over a larger output and purchase and utilize raw jute moreefficiently. Bangladesh mills have recorded wastes of 6 to 10% as opposedto 3 to 6% in mills of other producing countries.
2.3 Size, however, is only one determinant of efficiency. Otherfactors, such as managerial skills and supervision, affect productivitygreatly. With the mass exodus of non-Bengali jute mill managers and super-visory personnel, Bangladesh mills have suffered a great dearth of managerialand supervisory skills.
B. The Bangladesh Jute Industries Corporation
Organizational Structure
2.4 The Bangladesh Jute Industries Corporation was established afterindependence as a holding company to operate the nationalized Bangladeshjute industry. It has achieved a certain measure of decentralization incontrol of operations by allowing substantial autonomy to the Adamjeecomplex, and by subdividing the remaining mills into four zones as follows:20 in Dacca Zone I, 20 in Dacca Zone II, 17 in Chittagong Zone, and 18 inKhulna Zone. Each zonal office is headed by a zonal manager and staff formarketing, quality control, and technical functions. The corporation issimultaneousl) one of two divisions under the Ministry of Jute. As. theJute Industries Division, it deals with jute manufactures, while the other,the Jute Division, handles matters pertaining to raw jute. The Chairman
1/ IBRD, The World Jute Economy, July 12, 1973. (114a-BD)

- 9 -
of the Corporation is concurrently Secretary of the Jute Industries Divisionand reports to the Minister of Jute. Under the Chairman are three keydirectors, Marketing, Technical, and Finance, and the newly created officeof Director of Quality Control. Annex IV gives the organization chart forthe Ministry of Jute. In the past, BJIC has acted au.onomously regarding theproduction and marketing of jute goods. However, BJIC must conform to Govern-ment policies regarding staffing, recruitment, and officer-level salaries.
Marketing and Production
2.5 Marketing has been centralized in the Corporation. Lack of adequatecommunication between Corporation headquarters and mills on one hand andbetween headquarters and end-users on the other have resulted in many problemsfor the jute goods industry; the mills have not been able to meet end-users'demand for specific products satisfactorily.
2.6 Prior to 1971 individual mills, through long-term relationshipswith their customers, took care of marketing their own production. Therewere incentives then for producing to meet market needs. Immediately follow-ing independence with the creation of the Bangladesh Jute Industries Corpora-tion, the links between individual mills and their respective customers weresevered. More recently, however, the Corporation has modified its marketingarrangements, adopting flexible procedures which are designed to attempt tomeet the requirements and preferences of individual buyers. A number ofthe large mills and groups of smaller ones have autonomy in sales. Ordersreceived directly by the Corporation are assigned, after consultation withthe buyers, to individual mills. Where buying is done through internationaltendering, as in the case of large contracts for sacking from governmentalagricultural marketing boards, the Corporation is responsible for submit-ting the bids. If it receives the contract, it assigns the order to one ormore mills depending upon the size. Nevertheless, the communication betweenthe Corporation and its constituent mills does continue to pose problems.Some of the mills are located in remote areas, accessible only with greatdifficulty, although efforts are being made to connect the Corporation withits mills by means of radio or telephone. But even if the Corporation hadperfect communications with its mills, it still would have to deal with theproblem of communication with its major customers in North America and thecountries of Western Europe. At this time, the Corporation is not adequatelyequipped to gather market information. The customers, more often than not,take the initiative in contacting the Corporation when they need Bangladeshjute goods. The Bangladesh jute industry thus stands at a disadvantagevis-a-vis the other jute manufacturers, who have their customer relationshipsand their representatives in major markets. For some importers, Bangladeshis the supplier of last resort, as when Calcutta mills were on strike in theearly part of the past two years.
- 10 -
Quality Control
2.7 A number of major importers in North America and Western Europe 1/have found that, despite the higher quality of its raw jute as compared tothat available in India, Bangladesh has not fully controlled the quality ofits exports. Commonly heard complaints are that weights do not conform tospecifications (either too light or too heavy, usually the latter), dimensionsdo not follow specifications (usually too narrow widths), and there are toomony weaving defects. Other complaints pertain to yard strength and evenness,and excessive oil content in the finished goods.
2.8 From the sample of mills visited, it became apparent that the lackof quality reliability can be attributed primarily to the lack of a properlyorganized quality control system. At present, each mill has personnel respon-sible for quality control, but their reporting relationships undermine theireffectiveness. The quality control officer reports directly to the produc-tion manager. This often creates occasions of conflict, and the qualitycontrol figures that are reported to the Bangladesh Jute Industries Corpora-tion often do not reflect the whole picture. While there are data in theforms submitted to the Corporation's Director for Quality Control that canbe cross-checked to provide accurate information, BJIC headquarters staffappear to suffer from limitations in their ability to use the qualitycontrol data submitted by the mills effectively. There are zonal qualitycontrol officers who make the rounds of mills to "spot-check" information.Too often, however, they are unable to achieve any significant results dueto the genuine reasons for poor quality: lack of trained personnel in bothproduction and quality control functions at the mills, inadequacies of produc-tion machinery and lack of equipment for testing quality.
CHAPTER III. ASSESSMENT OF PRODUCTION CAPABILITIES
A. Analysis of Productivity
Utilization of Capacity
3.1 As shown in the previous chapter, following the sharp decline inoutput at the time of independence, production of jute manufactures rosesteadily to reach a level of 500,000 tons in 1973/74; the rate of outputin mid-1974 was one of_the highest ever achieved, surpassed only by the1969/70 peak figure (Statistical Appendix Table 3). Nevertheless, this re-presents only slightly more than one-half of the actual installed capacity(Statistical Appendix Table 14).
1/ Interview data collected by the Bank mission in February-March, 1975.

- 11 -
3.2 With the accumulation of stocks by the end of 1974 as a result ofdecreased external demand, some cutback in output was undertaken. Most ofthe capacity for carpet backing was closed down, and there was some reduc-tion in the production of hessian; there was, however, an expansion in sackingoutput, and some mills shifted hessian looms to sacking manufacture.
3.3 For the purposes of determining the actual conditions of production,and the factors determining the utilization of capacity, visits were made toa sample of 17 mills of various sizes and characteristics, accounting forslightly more than half of installed capacity. For this sample, mill managersreported 80% of installed looms in operating condition; however, a large pro-portion of. these looms were in fact only intermittently used, due to break-downs and lack of timely repair: moreover, all of the weaving sections wereoperating two shifts, and less than half of the spinning facilities wereworking three shifts. These results are summarized as follows:
Production Performance of Jute Mills, July-December 1974
Percentage of Technical Overall Percentage ofInstalled Machinery Efficiency Efficiency Mills Running
Operation Utilized % % 3rd Shift
Spinning 81.0 59 48 43Weaving (overall) 80.3 53.5 43 None- Hessian 83.6 48.8 40.8- Sacking 85.9 56.9 48.8- C.B.C. 40.6 62.6 25.4
Overall efficiency is measured by relating actual output to total maximumpossible production, calculated by assuming use of installed capacity for thefull number of hours which have been planned for operation. Technicalefficiency measures only the utilization of equipment which is reported asoperating. The sample overall efficiency percentage, if applied to the totalinstalled capacity in all the mills, yields an output level slightly belowthat actually recorded, indicating that the level of utilization in the samplewas lower than that for the entire jute industry, but the difference is smallenough to not require modification of the mission's findings on factorsaffecting performance.
Factors Affecting Performance
3.4 The Bangladesh jute industry is relatively young. Most of theequipment was new at the time of installation, there being few instances ofsecond-hand machinery having been installed. Only a small part of the equip-ment park can be considered technologically obsolete. The major problem inthis regard is in the spinning process where some machinery currently in usehas become obsolete; moreover, the equipment manufacturer is no longer inproduction, cutting off the supply of spare parts and further encouraginggradual reduction in use.

- 12 -
3.5 Practically all the jute mills were constructed for balanced produc-tion i.e. equal number of shifts in all departments. Nevertheless, from areview of the machine park in a number of mills it appeared that there areinstances in which spinning capacity was inadequate for balanced production.The problem is made more difficult by the obsolescence of some spinningmachinery (noted above) and the difficulties experienced by a large numberof mills in maintaining their preparation and spinning equipment. Thecustomary practice at present, therefore, is to operate weaving sections on atwo shift basis but some spinning departments have to work for three shifts,in order to maintain an adequate flow of yarn to the looms. Only 18 of the77 mills have an integrated product-mix, including hessian, sacking and carpetbacking, while 14 mills produce only carpet backing. Integrated productionpermits more efficient use of raw jute through allocation of the better qualitygrades to carpet backing and the poorer to sacking.
3.6 Immediately after independence the purchase of jute for use by themills had to be cleared through BJIC, a procedure which delayed transactions;subsequently the situation was eased somewhat by giving this authority tozonal offices. Currently mills are provided with purchasing autonomy. Ahigh proportion of the raw jute was obtained through the four marketing cor-porations, partly because the Corporation would finance these purchases andmany mills experienced working capital shortage. In these instances millsreceived their shipment from central terminals and were unable to controlthe quality, having to accept whatever was delivered to them. Some of theseshipments were of inferior quality or actually damaged. Recent efforts bythe Government to improve the functioning of the jute marketing corporationshave had beneficial results; not only has there been some reduction in theexcessive spread between farmgate and millgate prices but there has been amarked improvement in quality. (See Annex I.)
3.7 The tight financial position faced by practically all the-millsforced them to reduce their inventories of raw jute to minimum levels; butsome mills have reduced inventories below prudent levels. Raw jute requiresmaturing in batching oil for a period of about 10 days. In a number ofmills raw jute was found to be entering preparation for spinning withouthaving matured for the required time, and the explanation given was thatsufficient finance to permit necessary raw jute inventories had not beenavailable.
3.8 Spare Parts. The problem of spare parts supply is one of the mostcomplex faced b the industry, and perhaps the most critical productionbottleneck, requiring urgent attention. While most mill managers attributeto the shortage of spare parts the principal blame for continued low levelsof production and quality defects in output, there is actually great varietyin the manner in which the problem manifests itself in the different mills.One of the major factors underlying high spare parts needs is the almost totallack of planned repair and maintenance programs in the individual mills.Based on visual observation in the sample mills, perhaps as much as 40% ofcurrent estimated spare parts requirements are wasted in the absence ofadequate preventive maintenance programs which inter alia involve systematicreplacement of parts subject to wear (so-called "consumables").

- 13 -
3.9 A number of mills have extensive workshop facilities and can anddo produce a substantial portion of their spare parts needs. For example,the Adamjee complex, which accounts for almost 15% of the total installedloomage in the country, has equipment for casting, forging and machining;it produces a number of consumables for its own use which are normallypurchased from engineering enterprises manufacturing these items in largelots. On the other hand many mills have rather ' mited facilities andhave to rely on neighboring workshops for emergency repairs when major break-downs occur.
3.10 BJIC has attempted to centralize imports and distribution ofcertain spare parts (including.some locally made) which are commonly usedand most often replaced through the regional offices. This arrangement hasnot worked efficiently, mainly due to the lack of technical expertise of thestaff involved and the lack of established criteria and specification guidesfor purchasing. For example, among locally produced items the Corporationhas chosen to buy certain rubber and leather belting at slightly lower pricesthan competing products, even though the latter are considerably superior.in quality, last longer and operate more efficiently. Recently, mills havebeen given mDre autonomy in their spare parts purchasing; they are also beingpermitted to import needed spare parts through the foreign wage earners'scheme. 1/
3.11 In May 1974, a special working group within the M-finistry of Indus-tries met to examine the-possibility of expanding the production of spareparts for key industries such as jute, textile and sugar. Participating wererepresentatives of these branches as well as of the Bangladesh Engineeringand Shipbuilding Corporation which controls a number of enterprises whichare producing or have the capabilitv to produce both spare parts and certainspecific pieces of equipment used in those different activities. The groupalso made a survey of existing facilities in the private sector. It identi-fied a number of spare parts now imported which could be produced domestically;it recommended that steps be taken to expand. facilities for such manufacturebut did not suggest any specific action. No follow-up to this report hasyet been undertaken.
3.12 W4hile there are obviously great variations in the overall conditionsof plant and equipment in the mills, the general situation in the preparingand spinning sections is extremely poor, with much equipment standing idle.As noted previously these sections often are working three shifts in order toprovide sufficient yarn for the weaving sections to operate two shifts.Under certain conditions, this could be an efficient arrangement to producea given amount of yarn while minimizing spare part expenditures. But inmost of the mills visited, this was not the case. Deficiencies in thecarding, drawing and spinning operations resulted in poor quality of
l/ Under this system, Bengali citizens working abroad are permitted toremit their earnings in the form of specified goods.
- 14 -
yarn, which in turn led to weaving defects and slowed down weaving operations.More detailed comments on plant and equipment operating conditions areprovided in Annex II.
3.13 It was pointed out earlier in the chapter on Bangladesh exportperformance that quality problems have been affecting its sales. One meansto reduce defects in goods to be shipped is 100% visual inspection and manualrepair of damage. Among the carpet backing mills, this requires specialarrangements. Two of the mills visited have established this system; itappears that no other carpet backing mills follow the practice. For hessianand sacking, this is, in principle, done during one of the final stages ofprocessing; in a number of mills visited insufficient importance was attachedto this aspect by supervisors.
3.14 Labor Supply. Prior to independence a large proportion of thehighest skilled labor and the supervisory staff known as Sardars were non-Bengali, and many of them left during and immediately after the hostilities.At the mill level, attempts have been made to identify from among the remain-ing Bengali staff those with potential for higher responsibilities; littleformal training was provided for this purpose and the staff have had to learnon the job. A training center at Kaptai, operated with Swedish technicalassistance, has recently provided some technical training but the numbers ofstaff involved is small relative to needs.
3.15 As regards the supply of semi-skilled or unskilled labor, Bangladeshuses the traditional system found in the sub-continent of permanent workerssupplemented by occasional laborers (or badlis) who take up posts only whenthe former are absent. Base salaries are set by the Government within theoverall wage policy for the economy. About 60% of the working force areon a piecework basis and a system of performance incentives has been estab-lished; however, under present operating conditions the minimum output levelrequired before the bonuses are paid has rarely been exceeded and the systemhas been ineffective. Mill managers have expressed major concern with theproblem of absenteeism particularly during planting and harvesting seasonswhen many permanent workers as well as badlis leave to work on farms wherethey are able to earn as much as twice what the mills can pay. At suchtimes, some mills have had to reduce the nmtmber of looms in operation. Inspite of this, even a casual inspection of individual mills gives the observerthe impression of a surplus of labor on the site. Data from the mills visitedindicate an average of 3.7 workers per operating loom for two shifts ascompared to the generally accepted norm of three workers.
3.16 While labor unrest was a source of considerable disruption in produc-tion in the first years after independence, these difficulties have been easedconsiderably since early 1974.
3.17 Management. At the time of independence, 44 of the 77 mills currentlyunder public ownership were owned by non-Bengalis; these included practicallyall the larger establishments. Most of the top-level management, administ-rative and technical staffs of these mills were also non-Bengali and left
- 15 -
the country. In addition, when the remaining mills under Bengali ownershipwere nationalized many management personnel in those enterprises gave uptheir posts. Thus one of the major problems facing the Government was toidentify and put into place senior staff to operate the mills. On the otherhand, it would appear that a number of qualified personnel were not permittedto remain in their posts or were ignored as a result of political considera-tions. Moreover, inadequate salaries and lack of financial incentives formanagement discouraged some competent executives and technicians from con-tinuing in or taking responsible posts in the industry. Many of the currentmanagement-level staff had rather extensive experience in production butlimited experience in other aspects related to plant management. Thesedifficulties were compounded by the excessive degree of centralizationadopted by BJIC which hindered day-to-day operations of the mills. In recog-nition of this, some attempt at decentralization was introduced with theestablishment of four zonal offices in 1973. More recently the Adamjee millcomplex was given functional autonomy, and some autonomy in selected opera-tional areas was given to other mills as well.
3.18 There is, however, one aspect of this'problem whichi is particularlyimportant in analyzing production performance, which has to do with productionplanning. In principle the mill managers are directly responsible to BJICthrough the regional offices and receive policy guidelines through thischannel. In attempting to determine how production schedules are established,no clear picture emerges from the interviews undertaken at both the mill andcorporation level. WIhile many mills claim to produce only on order from theCorporation, it is evident that they had rejected requests to produce certainnon-standard items for which BJIC was receiving orders and continued insteadto produce other items for which orders had fallen off. In the case of carpetbacking, the growing stock during the second half of 1974 led the Corporationto order shut down of more than half the looms involved in its production.Failure at the mill level to adjust production to market developments is alsoevident in the continued growth of stocks of heavier types of hessian cloth.
3.19 It would appear that under the present system, the performance ofmill managers is being judged on the basis of volume of output, expressedin tonnage rather than yardage; hence the incentive to produce heavier items.With cost-price relationships distorted on account of an artificially main-tained exchange rate (up to May last), it was not possible to use anyconcept of "profitability" or production surplus as a guide to productionplanning decisions; and the only constraint to maintaining output appearedto be the availability of credit to finance production. In view of thechanged circumstances following devaluation of the Taka in May 1975, itshould be possible for BJIC to develop a more rational system of measuringperformance, and directing the production schedules of mills to maximizeprofit.
B. Analysis of Structure of Costs
3.20 Data on costs of production are limited, making it difficult todetermine the impact of the various elements on the competitive position of
- 16 -
individual mills. BJIC, with technical assistance from the UK, is attemptingto improve the accounting systems of the individual mills and develop necessarvinformation for cost control. (For a detailed discussion of financial organi-zation and problems, see paras. 3.25-3.28). Standardized procedures are beingdeveloped for apportioning costs among the major product groupings in arational manner.
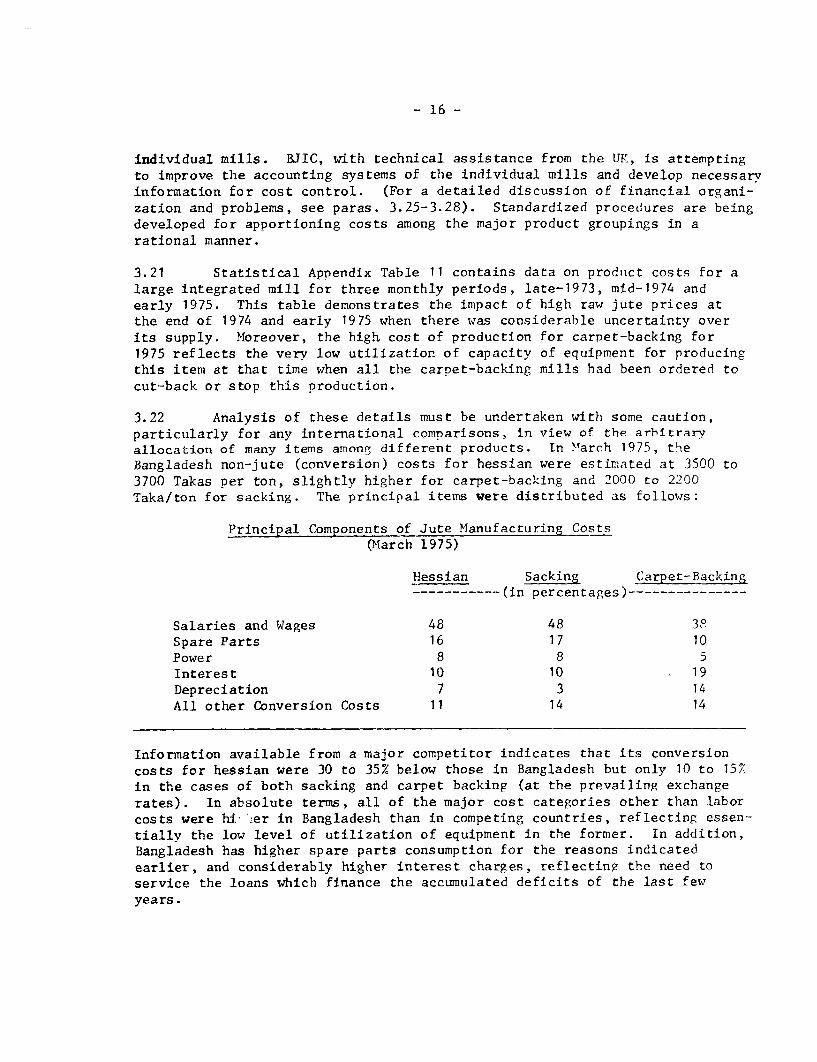
3.21 Statistical Appendix Table 11 contains data on product costs for alarge integrated mill for three monthly periods, late-1973, mid-1974 andearly 1975. This table demonstrates the impact of high raw jute prices atthe end of 1974 and early 1975 when there was considerable uncertainty overits supply. Moreover, the high cost of production for carpet-backing for1975 reflects the verv low utilization of capacity of equipment for producingthis item at that time when all the carpet-backing mills had been ordered tocut-back or stop this production.
3.22 Analysis of these details must be undertaken with some caution,particularly for any international comparisons, in view of the arbitraryallocation of many items among different products. In March 1975, theBangladesh non-jute (conversion) costs for hessian were estimated at 3500 to3700 Takas per ton, slightly higher for carpet-backing and 2000 to 2200Taka/ton for sacking. The principal items were distributed as follows:
Principal Components of Jute Manufacturing Costs(March 1975)
Hessian Sacking Carpet-Backing----- (in percentages)---------------
Salaries and Wages 48 48 39Spare Parts 16 17 10Power 8 8 5Interest 10 10 19Depreciation 7 3 14All other Conversion Costs 11 14 14
Information available from a major competitor indicates that its conversioncosts for hessian were 30 to 35% below those in Bangladesh but only 10 to 15%in the cases of both sacking and carpet backing (at the prevailing exchangerates). In absolute terms, all of the major cost categories other than laborcosts were hi' :er in Bangladesh than in competing countries, reflecting essen-tially the low level of utilization of equipment in the former. In addition,Bangladesh has higher spare parts consumption for the reasons indicatedearlier, and considerably higher interest charges, reflecting the need toservice the loans which finance the accumulated deficits of the last fewyears.

- 17 -
3.23 Labor costs for the three products were roughly the same in monetarvterms in the two countries; for the competitor, however, they represent amuch higher proportion of conversion costs. While outnut per worker isnoticeably lower in Bangladesh, wage levels appear .lso to be considerablylower.
3.24 Raw jute costs in Bangladesh were substantially higher than incompeting countries. A major factor has been the gap between farmgate andmillgate prices in Bangladesh, reflecting the inefficient marketing system.In addition, the mills in Bangladesh have higher raw jute consumption per tonof finished product, of the order of 6 to 10% depending upon product, ascompared to 3 to 6% in other countries manufacturing jute.
C. Financial Condition of -the MIills
3.25 The jute mills and BJIC have experienced serious financial diffi-culties since independence. During the period of strife prior to independence,a large proportion of the liquid assets of these enterprises were transferredto banks outside East Pakistan; moreover some of the owners took loans againsttheir fixed assets and transferred these funds to other areas. Since thattime, the liquidity position of the mills has been exacerbated by an almostunbroken chain of operating deficits the full extent of which is difficultto estimate because of inadequate data. For the two fiscal years, 1972/73and 1973/74, for which preliminary consolidated profit and loss statementsare available, the aggregate loss was estimated at over 650 million Takas,equivalent to more than 20% of total sales value of 3,200 million Takas(Statistical Appendix Table 10). The cash flow deficit for the two years isprovisionally estimated at 500 million Takas. For 1974/75, the preliminaryestimate of the deficit is 570 million Takas, with a cash flow deficit ofthe order of 500 million Takas. For 1973/74, the Government extended a sub-sidy of 75 million Takas part of wlhich was actually paid in the 1974/75fiscal year; in the second half of 1974/75, three subsidy payments (inFebruary, April and June) were made to the Corporation totalling some 500million Takas. The uncovered deficits continue to be financed throughcommercial bank credit. Earlier, in an attempt to ease the financial strainon the industry, the Government in June 1973 required commercial banks toconvert a portion of their loans to the jute industry into 20 year debentureswith five years grace. The debentures bear interest at a rate of 4.5% perannum. At the time, the amount of the debentures was designed to be equivalentto the excess of short-term bank borrowings over current assets of the industry.Also in June 1973 the Government declared a moratorium on repayments by thejute industry on long-term loans outstanding to the two official developmentbanks in Bangladesh.
3.26 Prior to the May 1975 devaluation, the accumulated deficit and thefinancial implications of the growing inventories of unsold goods as a conse-quence of the fall in export demand were leading to a chaotic situation.A large number of mills had exceeded the credit limits fixed for them bythe banks, which were limited to 80% of the value of finished goods inventories
- 18 -
or 10 million Takas per 250 looms, whichever was less. BJIC was negotiatingto raise the limits. In the meantime a number of mills had had to limit rawjute purchases, and to delay lifting even essential imported spare parts fromcustoms. Their huge accumulated debts were contributing to the already highcosts of production, creating a vicious circle of increasing operationaldeficit. As noted in the analysis of costs of production, interest ratecharges were accounting for 10 to as much as 20% of manufacturing costs(excluding raw material costs) as compared to 3 to 5% expected under normalconditions; the situation had further deteriorated when commercial short-terminterest rates were raised from 9 to 12% as of July 1, 1974.
3.27 At present, virtually all the mills prepare for BJIC data on theiroperating results on a monthly basis, separately for hessian, sacking andcarpet backing. Each quarter, and annually, the Corporation prepares anaggregated profit and loss statement. The aggregated statements for 1972/73and 1973/74 for mills accounting for 97% of output are shown in StatisticalAppendix Table 10. Although the mills normally prepare annual operatingbudgets, few mills apparently maintain periodic reviews of the actual de-velopment of financial elements. As a consequence, they are unable to re-act with sufficient anticipation to many events which could be foreseen ifproper financial planning were undertaken.
3.28 A full evaluation of the financial position of the industry ishampered by the lack of proper accounting data, primarily a result of insuffi-cient trained personnel capable of keeping accounts. In addition, becauseof the disruption at the time of independence, there are serious gaps in thedata on asset evaluation. Not all of the mills have yet been able to prepareproper balance sheets; by March 1975 BJIC had received only 57 balance sheetsfor the year ended June 30, 1974. Since mills have not yet taken completeinventories of the assets they show on their books, asset values are likelyto be overstated because of damage and other losses suffered during theindependence struggle. BJIC is providing direction in undertaking the taskof proper asset evaluation and corrected statements are expected shortly.
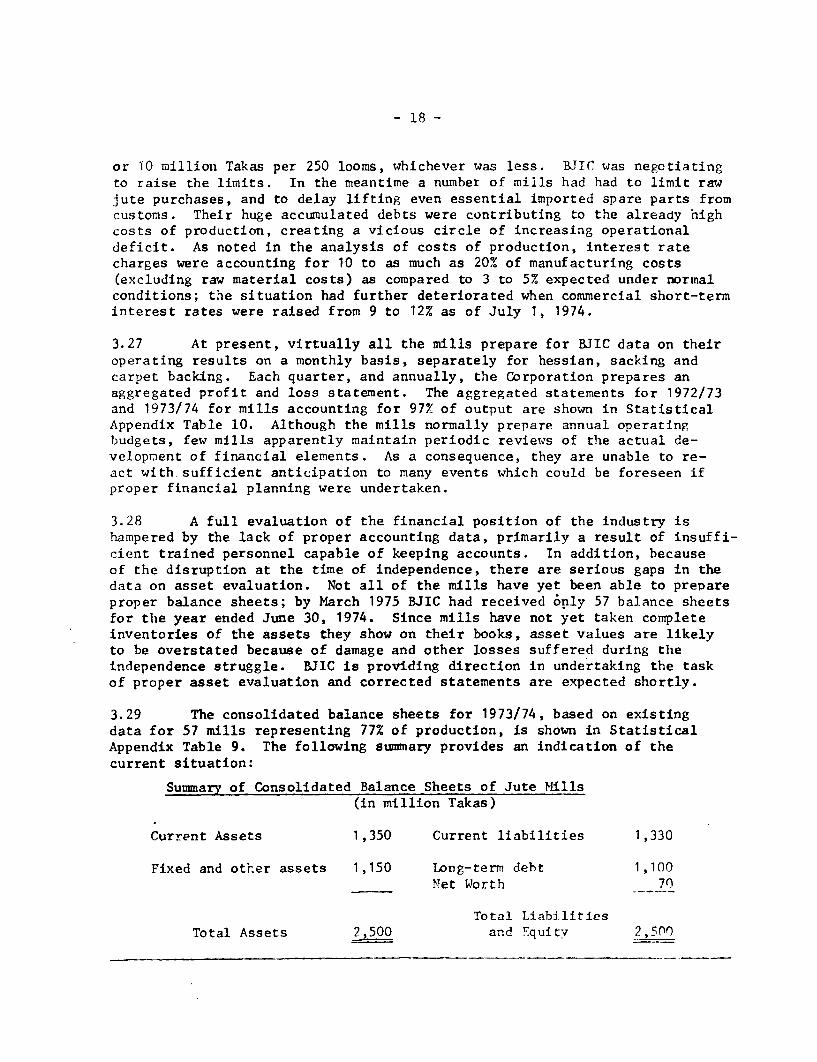
3.29 The consolidated balance sheets for 1973/74, based on existingdata for 57 mills representing 77% of production, is shown in StatisticalAppendix Table 9. The following summary provides an indication of thecurrent situation:
Summary of Consolidated Balance Sheets of Jute Mills(in million Takas)
Current Assets 1,350 Current liabilities 1,330
Fixed and other assets 1,150 Long-term debt 1,100Net Worth 70
Total LiabilitiesTotal Assets 2,500 and Equitv 2,500

- 19 -
D. Raw Material Supplies
3.30 As the principal source of the world's supply of raw jute, Bangladeshhas had few problems in providing sufficient raw material for development ofits own manufacturing industry. In fact, as mentioned in Chapter I, thestrategy of the previous (East Pakistan) as well as the current Governmenthas been to raise the percentage of locally processed jute. Even at peakmanufacturing activity (in 1969/70) the local mills consumed less than halfthe recorded crop for that year. Nevertheless the policies adopted towardjute cultivation and the minimum prices for raw jute established by govern-ment authorities have played a major role in determining the prices whichmills have had to pay for their requirements. These in turn are closelylinked to other elements of basic economic policy, principally the policyfor rice prices. The jute-rice relationship, current jute cultivation policiesand the role of government institutions dealing with these matters are reviewedin detail in Annex I.
3.31 The agricultural sector has little difficulty in supplying sufficientraw jute to meet the local industry's demand in the immediate future. Butexpansion of production of manufactured jute in the medium term to about600,000 tons by say 1980, could encounter problems of raw material supply.A competitive price policy and improved cultivation practices would be necessaryfor these circumstances, as raw jute production of the order of 4.3 millionbales would be required, and this level of output slightly exceeds thatactually achieved in the past crop year, when uncertainty on jute policy aswell as favorable rice prices4discouraged jute cultivation. Thus, a longer-term policy for jute cultivation needs to be articulated as an essentialelement of the policy framework for the industry.
E. BJIC Proposals for Rehabilitation and Expansion
3.32 As part of the five year development program, BJIC submittedproposals for expenditure on balancing, modernization and rehabilitation(BMR) for 19 mills. At December 1973 prices, total costs of this programwere estimated at 428 million Takas ($53.5 million) of which $31.8 millionrepresented foreign exchange needs. The mission examined details of therequirements for 9 mills accounting for about three-quarters of the proposedcosts. Only one mill had requested replacement of looms; most of the expen-diture was for carding, drawing and spinning equipment where, as noted earlier,serious imbalances and deficiencies currently exist.
3.33 BJIC also submitted a proposal for the completion of 8 projectswhich are underway, either for expansion of existing loom capacity or estab-lishment of new facilities for weaving. These projects had been startedprior to 1971, and most of the imported equipment had actually arrived inBangladesh. There remained mainly the need to construct buildings or expandexisting mill space. Disruption of the economy in 1970-71 prevented completionand caused some damage; one project lost some of the new looms which wereoff-loaded in Pakistan. It is estimated that to replace the damaged and lostequipment, and to obtain the required auxiliary equipment, as well as the
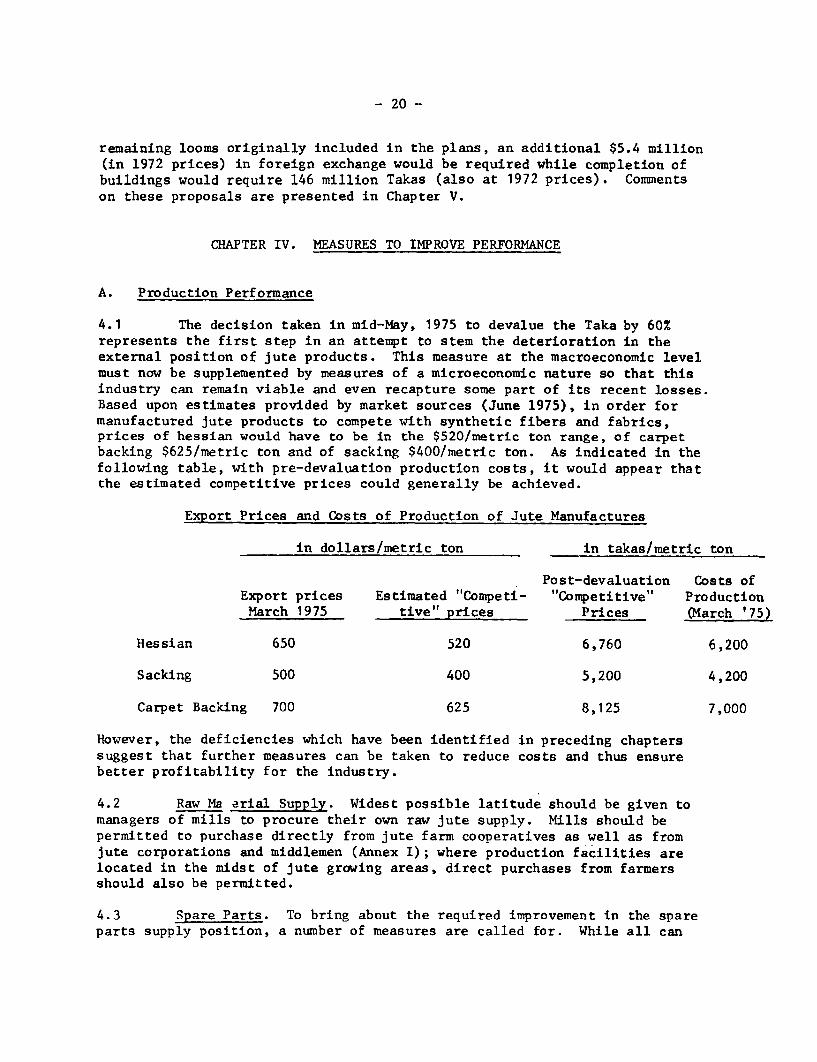
- 20 -
remaining looms originally included in the plans, an additional $5.4 million(in 1972 prices) in foreign exchange would be required while completion ofbuildings would require 146 million Takas (also at 1972 prices). Commentson these proposals are presented in Chapter V.
CHAPTER IV. MEASURES TO IMPROVE PERFORMANCE
A. Production Performance
4.1 The decision taken in mid-May, 1975 to devalue the Taka by 60%represents the first step in an attempt to stem the deterioration in theexternal position of jute products. This measure at the macroeconomic levelmust now be supplemented by measures of a microeconomic nature so that thisindustry can remain viable and even recapture some part of its recent losses.Based upon estimates provided by market sources (June 1975), in order formanufactured jute products to compete with synthetic fibers and fabrics,prices of hessian would have to be in the $520/metric ton range, of carpetbacking $625/metric ton and of sacking $400/metric ton. As indicated in thefollowing table, with pre-devaluation production costs, it would appear thatthe estimated competitive prices could generally be achieved.
Export Prices and Costs of Production of Jute Manufactures
in dollars/metric ton in takas/metric ton
Post-devaluation Costs ofExport prices Estimated "Competi- "Competitive" Production
March 1975 tive" prices Prices (March '75)
Hessian 650 520 6,760 6,200
Sacking 500 400 5,200 4,200
Carpet Backing 700 625 8,125 7,000
However, the deficiencies which have been identified in preceding chapterssuggest that further measures can be taken to reduce costs and thus ensurebetter profitability for the industry.
4.2 Raw Ma erial Supply. Widest possible latitude should be given tomanagers of mills to procure their own raw jute supply. Mills should bepermitted to purchase directly from jute farm cooperatives as well as fromjute corporations and middlemen (Annex I); where production facilities arelocated in the midst of jute growing areas, direct purchases from farmersshould also be permitted.
4.3 Spare Parts. To bring about the required improvement in the spareparts supply position, a number of measures are called for. While all can

- 21 -
be initiated more or less simultaneously, some can be expected to yieldresults in a relatively short period, while others will require longer timeto gain impact. The first and most urgent requirement is to develop in eachmill a systematic maintenance program. This would involve establishing acomplete inventory of production equipment and a dete- -mination of the partswhich are to be periodically serviced and/or replaced, and the periodicityof required action. BJIC should establish guidelines for the major machinerycategories, based on manufacturers' recommendations and the necessary adapta-tions to Bangladesh conditions. Task forces should be organized, on a zonalbasis, to visit each mill, supervise the establishment of these systems, andto provide necessary assistance for implementation. Members of the taskforces should include one expatriate expert and 2 local counterparts; one ofthe latter would be the zonal maintenance engineer and the other would bedrawn from among senior mill production staff who have demonstrated compet-ence in that area. Within each zone, at least four mills should be analyzedduring the next nine months and, by the end of 18 months, the recommendedimproved systems should be in full operation. BJIC should organize itsprogram so that the 16 mills covered in the first phase should account forat least 40% of the total loomage: this is a realistic figure since 50% of totalexisting looms (excluding Adamjee) are to be found in 15 mills.
4.4 BJIC should create within the Technical Directorate a division forcoordinating spare parts procurement and promoting domestic manufacture.This group should be established, using necessary expatriate technicalassistance in organizing its work as well as in the early stages of implemen-tation of its program, with a preliminary program ready within nine months.As a first task this division should develop in more detail information aboutspare parts production actually underway and potential capacity in each mill,in public sector enterprises belonging to the Bangladesh Engineering andShipbuilding Corporation (BESC) and in private sector firms; this work wouldbe an extension of that undertaken by a Ministry of Industries working groupin May 1974 (para. 3.11) and would be the initial step in revitalizing thateffort. The central division would draw upon the material available at theregional offices and would use those offices to implement various elementsin the overall program. A work program to be developed by this divisioncould operate within the following general framework:
(1) Difficult and large spares needed in long series should beproduced by the engineering industry units of BESC. Theexisting machine park of these enterprises is mostlystanding idle at the present time;
(2) Centralized regional workshops should concentrate on lesssophisticated parts which still need special tools. Someof the larger workshops attached to mills could act as theregional centers;
- 22 -
(3) Non-metallic parts should be produced by small industryenterprises; some promotion, technical assistance andand coordination would be needed;
(4) Simple small spare parts, primarily those only needed inparticular mills, should be produced in the workshops ofthese mills. Salvage and rebuilding could also be under-taken.
Essential for the development of such a program would be:
(i) centralized coordination and aggressive implementationaccording to a fixed time schedule;
(ii) cooperation between BJIC and BESC;
(iii) technical assistance with regard to engineering andtextile technology for the practical testing of locallyproduced spares; in particular, staff would be trainedin quality measurement and in setting of technicalspecifications;
(iv) regular import of appropriate quantities and qualitiesof raw materials such as pig iron, hard coke, steel.
(v) for rubber and leather spare parts, testing arrangementsshould be developed. Some know-how has been acquired inthis section of the industry and various items now importedcould be made locally.
4.5 Although there is gradually emerging an awareness of the importanceof this problem, enterprises in BESC have in the past resisted or been reluc-tant to take on manufacture of spares. In the absence of a market orienta-tion for production and, given the overall shortage of all types of goods,those enterprises have tended to use their limited supplies of importedraw materials to produce the items for which they were originally designed,and they have not adjusted their output to current priorities. This mattershould be analyzed by BESC officials and the intra-ministerial group mentionedabove in order to agree on future action to ensure effective use of the exist-ing potential.
4.6 Production efficiency. More comprehensive assistance to improvingproductivity will be undertaken in a second phase which would involve theorganization of productivity advisory teams in each zone to review all aspectsof production at the level of individual mills. Each team would be composedof an expatriate jute production expert and two local counterparts, one ofwhich would be the Chief Production Engineer for the zone and the secondwould be drawn from senior production staff of the Corporation on a rotating
- 23 -
basis. The teams should provide detailed recommendations to mill managementon specific measures of assistance, including various training needs whichcould be provided within the plant or which would be best provided in centrallocations to serve several mills. BJIC should ensure that the 16 millscovered during the first phase of this work should encompass at least 40% oftotal loomage of the industry (excluding Adamjee).
4.7 Following the experience of the UK technical assistance programwhich has been operating in the Adamjee mills, these teams would analyzeproblems in efficient use of equipment and help mill managers draw up bothshort and longer-term programs to achieve desired improvement. Among theaspects to be covered would be technical adequacy of equipment, productionlayout, efficiency of operations, adequacy of quality control measures,appropriate feedback to production managers, and training needs of laborersand middle-management production personnel. To help improve the performanceof mills and to establish production standards, these teams should undertakecomparisons of mills' performance in respect of utilization of equipment,productivity, maintenance cost per unit of time worked, labor per unit ofoutput and raw materials per unit of output. They would also provide guidanceon appropriate raw material inventory levels. Following upon the recommenda-tions of the productivity teams visiting the mills, BJIC should prepare othertraining programs, particularly at the mill level.
4.8 Inspection and Product Standards. At the present time, in the caseof hessian and sacking (narrow looms), mills are expected, in principle, tofollow the practice of 100% visual inspection at one of the final stages inmanufacturing. However, due to inadequate supervision, this is not beingdone in all the mills. Mill managers must take steps to ensure proper per-formance of supervisory responsibilities in this regard. In the case ofcarpet backing (broad looms), 100% visual inspection is possible only ifspecial facilities are provided; currently these exist in only two carpetbacking mills. They should be extended to all mills producing carpet backing,in order that manual repair can be made of all defects in excess of the limitsacceptable to trade. All goods destined for export should be inspected andcertified by a special service in order to ensure that product specificationsin export contracts have been met and that defects do not exceed acceptabletrade standards. In order for this service to have the authority and auton-omy necessary for its proper functioning and for acceptance by importers,its staff should not be under the control of individual mill managers orBJIC.
4.9 Labor. The current performance bonus system applied to pieceworkers in the mills has not been effective and should be restructured. Thepresent high percentage of absenteeism of permanent workers, especially duringharvesting and new planting seasons, interferes with achieving better machineperformance and a more effective production bonus system may help to removethis bottleneck. It is essential that production standards used as the basis

- 24 -
for applying the system at the level of the individual mill reflect not theaverage output for the industry but rather the technical characteristics ofthe particular types of machines determining their potential output. Thiswill require more detailed surveys of the machines in use to fix the standardsaccording to types. Effective use of the bonus syster also requires recog-nition on the part of the authorities concerned that, even if the averagestandard for the industry is reduced in the short term, resulting in someimmediate increase in labor costs per unit of output, in the longer run itcan contribute to reducing absenteeism and increasing machine performance;as a consequence, substantial cost reduction can be obtained.
4.10 Nevertheless, it is probable that absenteeism during key agriculturalseasons will not be completely eliminated in view of the predominance of ruralactivities. Some formal training should be given to the largest possible numberof badli workers who may be expected to be required for varying periods of time.Training this staff on the job only, as is the current custom, can lead tounnecessary disruptions in production flows. Success in this type of orienta-tion has been achieved in Adamjee by the UK technical assistance mission andthis experience can serve as a model, particularly for larger mills.
4.11 Management. Measures designed to improve managerial performancefor all the public sector cprporations have been recommended by a technicalassistance mission provided under UK technical assistance. These should beimplemented as soon as possible. Major areas in which steps have beensuggested include the development of a management information system, account-ing, budgeting, and cost control. Intensive training programs should beexpanded to provide to senior mill management opportunities to familiarizethemselves with modern management techniques, to supplement their existingknowledge. Regional seminars as well as formal courses at a central location(e.g. Dacca University) should be developed for this purpose. BJIC shouldprepare within a period of three months a detailed plan for these activitieswhich could be discussed with external assistance donors.
4.12 Mill management should be permitted autonomy for every-day operationsat plant level. Among these elements are selection of personnel for all butthe most senior positions (for the latter, managers should have resDonsibilityfor recommending their choices), spare parts purchases, raw jute purchases,financial matters within guidelines set by Corporation and, for the largermills, sales and customer relations. For sales, while basic price guidelinesshould be set by the Corporation, mill managers should be permitted to providespecial quantity discounts, allowances for weaving defects as well as priceadjustments for deviations from standard specifications, in order to maximizeprofits.
4.13 Given the shortage of qualified personnel, it is recommended thatsome of the smaller mills in contiguous locations be grouped under one manage-ment and treated as one unit. This has already been undertaken in a few in-stances and found advantageous. Wider use of this approach is recommended.

- 25 -
4.14 There is urgent need to develop an incentive system for seniormanagement of the mills. This is a particularly difficult problem and clearlythe Corporation will need to be given flexibility in developing criteria.Qualitative factors will have to be taken into account. For those millsproducing standard products, the system might be based on net income earned.For mills which will be producing non-standard items and which will thereforehave constraints on production and costs, incentives might be based on meetingspecified production targets and ability to maintain, or reduce productioncosts below, an ex ante fixed cost level.
4.15 Production Planning. BJIC should establish a Production PlanningDirectorate. At present there is considerable uncertainty over productioncontrol among the mills. Insufficient direction has been provided to millsto encourage production of specific jute goods for which demand prospectsappear favorable either in the long or short term or to discourage productionof those items where market conditions are less favorable. To a great extentmill managers have chosen to produce those items which raise fewest problemsin manufacture rather than produce in response to market demand or trends.The net result is inventory accumulation of a number of goods with limitedsales potential and shortages of items in relatively good demand. TheCorporation has not had the information base required to permit the develop-ment of a production strategy to meet actual and expected future demand,including control over inventory accumulation in the desired direction. Thusthe principal task of the Production Planning Directorate would be to developproduction programs for the sector, with specific targets by product linesfor individual mills, established on the basis of production capabilities ofthe mills, demand forecasts and the financial resources available to theCorporation. While these targets would be prepared on an annual basis, theywould be subject to systematic monthly reviews to permit modifications in thelight of any new developments.
4.16 In order to prepare this plan, it will be necessary to compile aninventory of the productive capacity of each mill for specific types ofproducts and to have an assessment by each mill manager of production capa-bility. This work could be started immediately and it is envisaged thatcomplete data could be available within about six months, by the end ofMarch 1976. At about the same time the Marketing Directorate would have com-pleted its short-term detailed market analysis (see para. 4.23). The produc-tion planning group would then reconcile these two elements to provide a sec-tor-wide production program with preliminary output targets for individualmills in accord .. ce with their capabilities, and overall targets consistentwith demand expectations and financial projections. One of the objectives ofthis exercise would be to achieve specialization among the mills. The targetswould be reviewed with the mill managers to assure understanding and agree-ment and, after any required revision, would be established as the annualproduction program. It is envisaged that the 1976/77 plan would be formulatedprior to July 1976, which is the beginning of the fiscal year.

- 26 -
4.17 For fiscal 1975/76, only very broad production targets have beenset by BJIC with mills expected to react on an ad hoc basis depending on theflow of orders. In the absence of the detailed data required for setting upa comprehensive production plan, as outlined in the previous paragraph, theCorporation should nevertheless prepare by December 1975 a program for thesecond half of the fiscal year, in accordance with the information alreadyavailable to it, and should set targets for mills in accordance with currentexpectations of their capability and demand.
4.18 The Production Planning Directorate should also prepare a longer-term development program for the industry which would reflect the longer-termdemand forecasts of the Marketing Directorate (see para. 4.23). This programwould set out the anticipated capacity requirements and analyze existingcapacity in the light of these needs. The analysis would then permit evalua-tion of the balancing, modernization and rehabilitation (BIR) programs whichhave been set up for 19 existing mills and the 8 new mills (or expansions)which have been under construction for a number of years but which have notyet been completed. In the light of the review of demand and current produc-tion capability contained in the longer-term production plan, conclusionsshould emerge regarding necessary changes in capacity.
B. Financial Measures Required
4.19 The need for a major reform of the financial condition of the millshas been evident for some time, and the measures required may be somewhateasier to develop as a consequence of the May 1975 devaluation. The precisenature of those measures can only be spelled out when detailed financialstatements are available, and priority should be given to'completing thattask, currently underway.
4.20 The first obvious step is to eliminate the overhang of financialdebts resulting from previous operating deficits which have only served toincrease interest costs and further worsen the operating position of mills.From the point of view of the economy as a whole, this situation has limitedthe availability of short term credit for other sectors. A Cabinet Cormmitteeis currently reviewing the financial position of all public sector corporationswith a view to their financial restructuring. The Government should provideadditional equity to BJIC to ensure an appropriate debt:equity ratio; thiswould permit reduction of debt service charges which have in the past contri-buted to the high unit costs of manufactured jute products, and in turn tothe large deficits incurred by the Corporation which have required furtherbank borrowing and Government subsidies. In the interim, it is expected thatthe recent devaluation, raising the taka proceeds of exports, will providesome easing of the cash flow problem for the mills. However, it appearslikely that additional credit will be required, and the change in limits beingsought by BJIC would appear to be justified; permitting credit against exist-ing stocks revalued at new taka prices would be one means of achieving thisobjective. Moreover, the current practice of commercial banks to set creditlimits on a loom basis should be replaced by more appropriate criteria.

- 27 -
4.21 It is necessary to strengthen the existing Finance Directorate ofBJIC to equip it to provide essential financial information and to guidethe mills in the preparation of necessary basic data including in particulardetailed cost information and financial projections. A technical assistancemission from the UK which has been studying common accounting and managementinformation systems for all public sector corporations has reviewed the sys-tems in the jute mills and has made some recommendations concerning modifica-tions. They are now being introduced into the individual mills but progressis limited due to shortage of trained staff. The mills should be requiredto provide more periodic forecasts of cash flows as a basis for short-termfinancial planning, in addition to the annual operating budgets now required.In addition the Finance Directorate would provide financial forecasts as in-put for production planning (para. 4.15). In this connection, the FinanceDirectorate -should prepare before the end of calandar year 1975 a financialprojection for the fiscal year 1975/76. Full financial statements and ac-counts for 1974/75 should be prepared by March 31, 1976.
4.22 It is recommended that BJIC expand the functions of the audit unitwithin its Finance Department. The additional responsibilities of this unitwould be to check the accuracy and completeness of reporting on financialand operating matters by the jute mills, and where necessary to recommendcorrective or control measures. This unit could play a useful role in thearea of purchases, production and capacity reporting, and the accuracy ofaccounts and financial reports in general. The existence of effective controlprocedures and an audit unit capable of supervising them would enable theCorporation to delegate more functions to the mills.
C. Improving Marketing Information
4.23 It is necessary to further strengthen the Marketing Directorate ofthe Corporation. It should be responsible for developing marketing strategy,based on more detailed market studies by specific product lines (e.g. light7 oz. hessian, secondary carpet backing); the demand projections summarizedin the earlier sections of this report, while useful for developing overallpolicies, require further elaboration to identify specific markets. Thereis urgent need for the Marketing Directorate to make a detailed study of thecurrent or short-term world market for the major jute products. This shouldbe followed by studies of longer-term prospects. Since production planningrequires specific product information, the timing of this work and periodicreviews would be coordinated with the Production Planning Directorate (seepara. 4.16). The Directorate should also be responsible for organizing amarketing information service and overseas sales and promotion campaigns;it should operate a small number of overseas offices for these purposes.These offices would channel market information to Dacca and handle the detailsfor promotional programs. It is essential that their staff include personnelcompletely familiar with local markets; particularly in the initial periodsof operation, it is preferable to draw upon specialized resident firms fromthose markets while at the same time training Bengali staff to take overthese tasks.
- 28 -
4.24 In connection with sales, the mills should equip themselves toimprove customer services, to respond more efficiently to buyer enquiries,requests for information such as shipping dates, etc.
4.25 Finally, the Marketing Directorate should nave responsibility forundertaking studies of long-term price policies for jute products. Somecomments on short and medium-term policies are presented in Chapter V.
D. External Assistance
4.26 To obtain the external assistance required to implement the program,the following steps are suggested. The first phase would comprise theorganization of maintenance task forces and of a spare parts division withinthe Technical Directorate of BJIC. The maintenance task force would require36 man-months of assistance while the spare parts program would require 1expert for 12 months in this first phase, making a total of 48 man-months ofexperts' time. The experts would be obtained through an experienced engineer-ing consulting firm; the foreign exchange costs are estimated at aboutUS$300,000. The Government should endeavor to have the experts in the fieldprior to March 31, 1976; it could make use of the Association's TechnicalAssistance Project Credit.(409-BD) to finance the foreign exchange costs.
4.27 The second phase comprises more comprehensive expatriate assistancefor improving productivity, assisting in organizing the work of the Produc-tion Planning Directorate and advising in the reorganization and strengthen-ing of the Marketing Directorate. The Government has been negotiating withUNDP/UNIDO for a project to assist the jute sector and it is envisaged thata program acceptable to the Association would be developed. The scope of theprogram would provide assistance in critical areas such as quality controladministration and cost accounting, and include training both locally andabroad in all of the fields which have been enumerated. Moreover, funds madeavailable under a UNDP project could finance laboratory equipment for qualitycontrol centers and training materials.
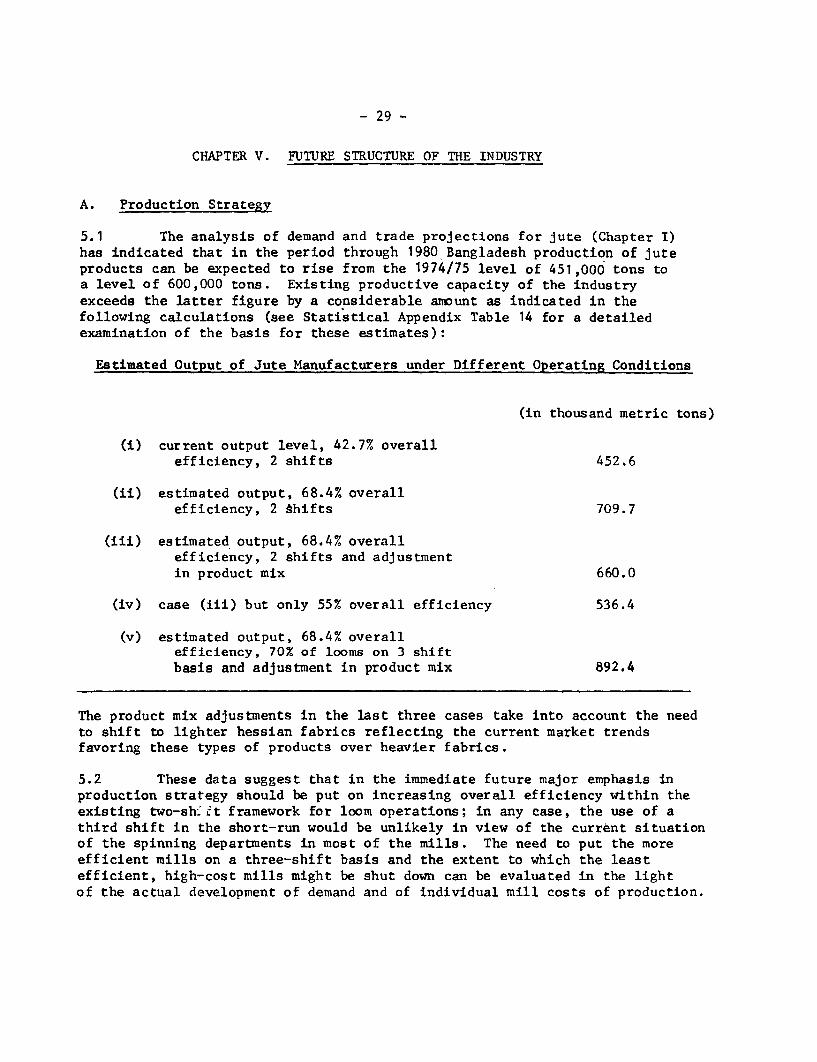
- 29 -
CHAPTER V. FUTURE STRUCTURE OF THE INDUSTRY
A. Production Strategy
5.1 The analysis of demand and trade projections for jute (Chapter I)has indicated that in the period through 1980 Bangladesh production of juteproducts can be expected to rise from the 1974/75 level of 451,000 tons toa level of 600,000 tons. Existing productive capacity of the industryexceeds the latter figure by a considerable amount as indicated in thefollowing calculations (see Statistical Appendix Table 14 for a detailedexamination of the basis for these estimates):
Estimated Output of Jute Manufacturers under Different Operating Conditions
(in thousand metric tons)
(i) current output level, 42.7% overallefficiency, 2 shifts 452.6
(ii) estimated output, 68.4% overallefficiency, 2 shifts 709.7
(iii) estimated output, 68.4% overallefficiency, 2 shifts and adjustmentin product mix 660.0
(iv) case (iii) but only 55% overall efficiency 536.4
(v) estimated output, 68.4% overallefficiency, 70% of looms on 3 shiftbasis and adjustment in product mix 892.4
The product mix adjustments in the last three cases take into account the needto shift to lighter hessian fabrics reflecting the current market trendsfavoring these types of products over heavier fabrics.
5.2 These data suggest that in the immediate future major emphasis inproduction strategy should be put on increasing overall efficiency within theexisting two-sh 't framework for loom operations; in any case, the use of athird shift in the short-run would be unlikely in view of the current situationof the spinning departments in most of the mills. The need to put the moreefficient mills on a three-shift basis and the extent to which the leastefficient, high-cost mills might be shut down can be evaluated in the lightof the actual development of demand and of individual mill costs of production.
- 30 -
It would also be necessary to analyze costs and benefits for the additionalinvestments required in spinning equipment for moving to an additional shift.The study of these elements would be a task for the Production PlanningDirectorate of BJIC.
5.3 Under these conditions it is very difficult to justify implementa-tion of BMR proposals and the completion of capacity expansion underway insome mills (paras. 3.32 and 3.33). As regards expansion projects, which arepredominantly for loom capacity, an alternative that merits considerationwould be to undertake a complete inventory of the equipment which is on hand,and to establish this as a special pool to be used for replacements requiredin any of the mills of the Corporation. The situation as regards BMPR is some-what different, given its concentration in preparation and spinning equipmentwhere serious problems exist in most mills. If the review of capacity anddemand prospects should identify some mills (presumably among the smallerunits) which will have to be closed, the equipment park of these should alsobe assigned to a pool and be made available to other mills where particulardifficulties are being experienced with existing machinery. Neverthelessit may still be necessary for the rehabilitation of preparing and spinningdepartments of some mills to purchase new machinery, and this should not beruled out a priori at this time. Decisions on these matters would be basedon the findings of the plant productivity teams and the analysis of productionpossibilities to be undertaken by the Production Planning Directorate of BJIC.
B. Possible Changes in Manufacturing Costs
5.4 For purposes of broadly quantifying the possible impact on manu-facturing costs of the various measures suggested to improve performance inthe jute industry, and to take into account some of the possible effects ofthe May 1975 devaluation, the main categories of these costs have been indi-vidually analyzed for the intermediate case set out in the previous section,an improvement in overall efficiency to 55%, resulting in total output of535,000 tons. This level could be achieved in 1975/76 and would represent anincrease of 7% above that achieved in 1973/74 and 5% below the peak outputof 1969/70 when the installed loomage was about 20% less than it is now.However, there is a slight difference in the product mix, with a larger shareof lighter hessian in the hypothetical case.
5.5 It has been assumed that increasing capacity utilization by a factorof 29% will result in a proportionate decrease in cost per unit for such itemsas administrative and factory overhead, selling costs and depreciation. Thelargest component of wages and salaries can also be considered as fixed costsand therefore wage unit costs would be expected to decline proportionally;however, the measures recommended to make effective the performance bonussystem would require higher wage payments. It is therefore assumed that unitwage costs will decline by less than half the proportion of the productivityincrease.
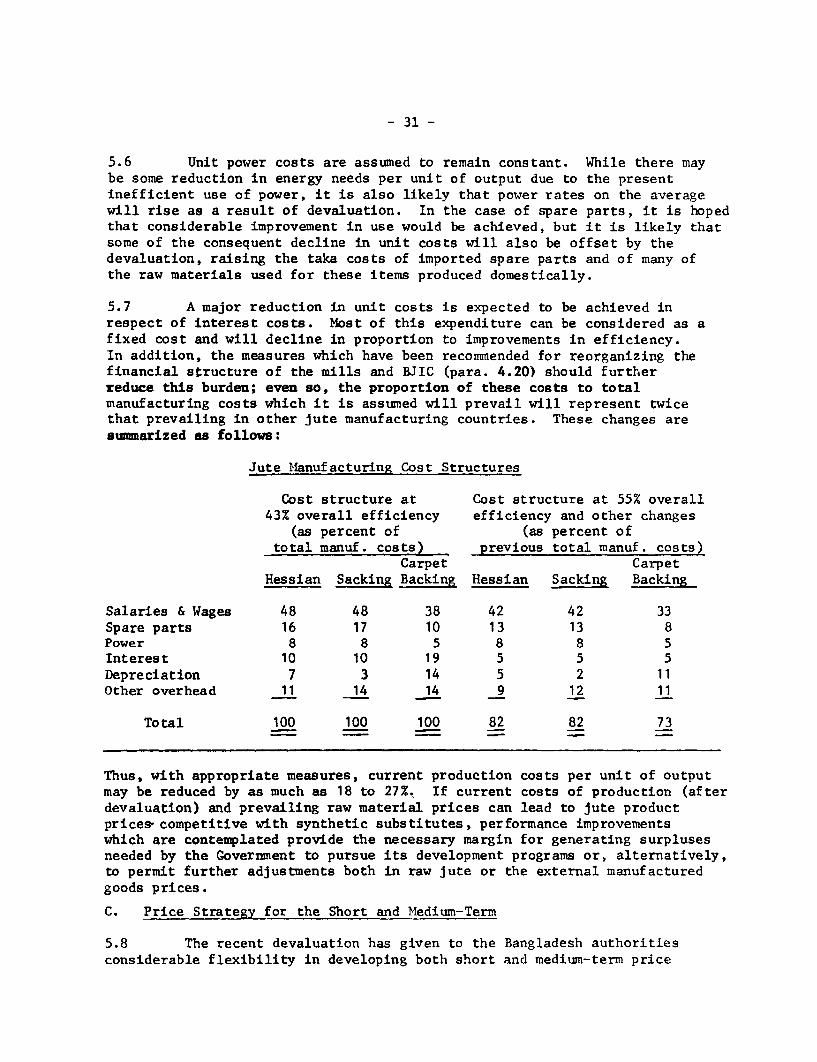
- 31 -
5.6 Unit power costs are assumed to remain constant. While there maybe some reduction in energy needs per unit of output due to the presentinefficient use of power, it is also likely that power rates on the averagewill rise as a result of devaluation. In the case of spare parts, it is hopedthat considerable improvement in use would be achieved, but it is likely thatsome of the consequent decline in unit costs will also be offset by thedevaluation, raising the taka costs of imported spare parts and of many ofthe raw materials used for these items produced domestically.
5.7 A major reduction in unit costs is expected to be achieved inrespect of interest costs. Most of this expenditure can be considered as afixed cost and will decline in proportion to improvements in efficiency.In addition, the measures which have been recommended for reorganizing thefinancial structure of the mills and BJIC (para. 4.20) should furtherreduce this burden; even so, the proportion of these costs to totalmanufacturing costs which it is assumed will prevail will represent twicethat prevailing in other jute manufacturing countries. These changes aresummarized as follows:
Jute Manufacturing Cost Structures
Cost structure at Cost structure at 55% overall43% overall efficiency efficiency and other changes
(as percent of (as percent oftotal manuf. costs) previous total manuf. costs)
Carpet CarpetHessian Sacking Backing Hessian Sacking Backing
Salaries & Wages 48 48 38 42 42 33Spare parts 16 17 10 13 13 8Power 8 8 5 8 8 5Interest 10 10 19 5 5 5Depreciation 7 3 14 5 2 11Other overhead 11 14 14 9 12 11
Total 100 100 100 82 82 73
Thus, with appropriate measures, current production costs per unit of outputmay be reduced by as much as 18 to 27%. If current costs of production (afterdevaluation) and prevailing raw material prices can lead to jute productprices competitive with synthetic substitutes, performance improvementswhich are contemplated provide the necessary margin for generating surplusesneeded by the Government to pursue its development programs or, alternatively,to permit further adjustments both in raw jute or the external manufacturedgoods prices.
C. Price Strategy for the Short and Medium-Term
5.8 The recent devaluation has given to the Bangladesh authoritiesconsiderable flexibility in developing both short and medium-term price

- 32 -
strategies. It was noted in para. 4.1 that even with current relativelyhigh costs of production (due to poor utilization of capacity), prices forjute manufactures could be set at this time which would be competitive withsynthetics. The relatively high existing level of stocks of finished goodsand the possibility of moderately raising output in t1' short-run (i.e. the1974/75 expected output level was about 15% lower than actual 1973/74 produc-tion) imply that consideration might be given to fixing even lower pricelevels in the short-run.
5.9 Previous studies by Bank staff have indicated that jute demand isprice elastic in the medium term *but at the same time have noted the negativeimpact of price instability. This would suggest the setting of prices in theshort-term at levels which could reasonably be expected to be maintained, and(in the face of general inflation) may be reduced gradually in real terms.There are in fact reasons to believe that under present conditions demand mayhave price inelastic features in the short-run due to the prevailing recessionin the developed countries.
5.10 Trade sources suggest that rising costs of labor and of non-resininputs for synthetic manufactures have been putting pressure on prices ofthese items but, in the face of reduced demand, it has been impossible topass on these increases to end-users. It is anticipated that, when consumerdemand begins to recover, some attempts will be made to raise synthetic prices.Should there be no cost pressures on jute products at that time, the lattermay gain a significant competitive edge by maintaining nominal prices.
D. Longer-Term Considerations
5.11 The longer-term competitive battle to regain lost markets dependsupon the possibility of developing product quality and adapting to changes inconsumer tastes. On the one hand it does not appear likely that the develop-ment of bulk handling could be affected by jute price or quality adjustmentssince the major element behind that trend was the reduction in labor costsachieved with the new techniques. On the other hand, the shifts to syntheticsfor primary carpet backing and for other uses were in great part stimulatedby quality and price differentials. In these particular instances, therefore,there is need for comprehensive market studies to permit elaboration of appro-priate longer-term marketing and pricing policies.
5.12 Perhaps even more important is the need for developing a moreimaginative approach to jute, to seek out new uses and markets. As mentionedin earlier chapters, as well as in previous Bank reports on this subject,there has been virtually no work done in this direction. Yet, on the basisof what has already been achieved in the area of blends of other natural andsynthetic fibers and of combinations of those items for specialized packagingproblems, there appear to exist distinct possibilities for increasing juteuse. It is to be hoped that the political and institutional considerationswhich have so far limited research and development activities will be overcomeand full advantage taken of the new economic climate in which jute now findsitself.
ANNEX IPage 1
BANGLADESH
SURVEY OF JUTE INDUSTRY
REVIEW OF THE CURRENT SITUATION FOR JUTE CULTIVATION
Introduction
1. Jute, a perennial plant, plays an extremely important role in thenational and rural economy of Bangladesh; about 5 million, or roughly halfof all farm families, are engaged (at least part time) in its production.Some farmers also rent land in river beds suitable only for jute production.Climate and soil conditions are eminently suitable for its production - loamyand sandy soils, damp heat and long, summer daylight hours. Both varietiesof jute - Capsularis and Olitorius are grown. The former, a somewhat in-ferior quality, is resistant to flooding and can be grown in river beds andlow-lying lands. It is planted in late February-March and harvested inJune-July, thus enabling the land to be used for a second paddy crop oftransplanted Aman. Olitorius, the superior variety, is less resistant toflooding, requires higher.ground and is planted in April-May and harvestedin late August and early September. Because of late harvesting, the landis then generally planted to pulses, rather than paddy. Capsularis is thevariety most commonly grown. Jute cultivation methods are traditional;modern techniques are not generally followed and yields are low. Theeconomics of the alternative use of land is examined in paras. 17 and 18.
2. Jute is marketed internationally in two forms: raw jute and manu-factured goods (hessian, sacks-bags and carpet backing). Western Europe andthe USA are the major markets. Bangladesh, India and Thailand are the majorproducers.
3. Between 1963/64 and 1973/74, although the Bangladesh share (48%)in total world exports of jute and kenaf remain unchanged, its compositionshifted. Raw jute exports declined from 84% to 59% while the share of manu-factured goods doubled. Significantly, during the same period, the share ofraw kenaf (mainly produced by Thailand) doubled.

ANNEX IPage 2
Table 1: World Exports of Jute and Kenaf(In '000 metric tons)
1963-64 1973-74Raw Manufactured Total Raw Manufactured TotalJute goods Jute goods
Bangladesh 750 254 1,004 486 445 931India - 932 932 54 565 619Thailand /a 144 - 144 282 76 358
894 1,186 2,080 822 1,086 1,908
/a Mainly Kenaf.
Source: Economic Analysis and Projections Department, IBRD, May 7, 1975.
Structure of Government Agencies
4. Internally there are numerous Government organizations responsiblefor the management of the Jute Cultivation Sector resulting in confusionand higher costs. Marketing channels are complicated, inefficient and costly.Pricing reflects neither domestic nor international developments and isdetermined on an arbitrary basis. Economic jute cultivat.ion is constrainedby the lack of sufficient modern inputs. The present jute/rice price im-balance also presents additional problems (leads to lower jute acreage, etc.).Attempts should be made to rectify these problems to ensure the futureeconomic competitiveness of Bangladesh jute in the world market.
5. Since independence, Government has assumed control of virtually allaspects of the jute trade, with the aim of channeling profits to the economyand farmers. This has led to the creation of numerous unwieldy and ineffi-cient Government organizations. While the Ministry of Jute is responsible forinternal and external marketing, manufacturing, price regulation, research andseed production, the Ministry of Agriculture is responsible for on-farm develop-ment and extension service. There is very little communication and coordinationbetween the two, adversely affecting both production and marketing.
6. The Ministry of Jute is divided into two Divisions: Industriesand Raw Jute, each headed by a Secretary. The Industries Division isresponsible for the management of nationalized jute mills and the marketing
ANNEX IPage 3
of manufactured goods. 1/ The Raw Jute Division is responsible for thecollection of statistics (area, yield, marketing costs, etc.), internalprocurement, distribution and export of raw jute, the formulation ofdomestic and export price policies and supervision of research efforts. Itcontrols five Government Corporations.
7. Four of these, concerned with domestic procurement and marketing,are: the Jute Marketing Corporation, the Jute Trading Corporation, theJute Price Stabilization Corporation and the Bangladesh Jute Corporation.The main objective of these Corporations is to procure raw jute directly.from farmers, thereby avoiding the cost of middlemen and providing higherprices to farmers, while reducing export prices and raw material costs tomills. Corporations have been, in principle, responsible for supplying almostall of the mills' raw material requirements. 2/ Each Corporation is headedby a Managing Director, has its own technical staff (purchasers, supervisors,accountants, etc.), has designated areas of the country under its jurisdiction,with purchasing centers in secondary and terminal markets, and its own go-downs and baling facilities. There is no competition between Corporationsin procuring raw jute. Consequently, the present set-up merely increasesthe overhead costs. Logically, the four Corporations should be merged intoone, with four regional offices or divisions.
8. There is virtually no direct purchasing from farmers. The majorityof farmers are small-scale and cannot transport their production to theCorporations' purchasing centers, nor can they afford to wait for paymentthrough their cumbersome procedures. On the other hand, Corporations haveneither the staff nor the facilities to collect small amounts of jute fromindividual farmers spread over a large area. Thus they continue to relyon large-scale middlemen who collect from farmers and small-scale middlemenand transport sizable quantities to the purchasing centers. Since theCorporations act as a major channel between middlemen and mills, they enjoya monopsonistic position, which presents opportunities for such malpracticesas price manipulation, etc. In addition, supervision of Corporations' fieldstaff and quality control has been very weak. Over the last three years,their accounts have neither been published nor audited. All four Corporationshave, however, experienced substantial losses in trading. For a considerableperiod after December 1974, purchasing was suspended by the Corporations dueto lack of funds.
1/ This subject has been analyzed in the main text of this report.
2/ In 1974/75, Corporations supplied about 80%, while middlemen and mills'own purchasers supplied the remainder. However, mills have recentlybeen given some autonomy in their raw jute purchases.

ANNEX IPage 4
9. The Government's objective in establishing these Corporations hasnot, therefore, been achieved. Recognizing these problems, the Governmenthas recently taken some steps to improve the operations of the corporations,including stricter supervision of operations. In addition, measures havebeen introduced to eliminate overlapping and wasteful ,rocedures.
10. The Bangladesh Jute Export Corporation (BJEC), the other Governmentbody controlled by the Raw Jute Division, is responsible for supervisingquality control and coordinating the export of raw jute between importers andthe abovementioned four Corporations at a commission of 1-1/2% of total exportsale proceeds.
11. Although the Bangladesh Jute Research Institute (also responsiblefor certified seed production 1/ and distribution) is under the Ministry ofJute, it is frequently neglected; the research work undertaken is of limitedscope. No major innovations in jute cultivation have as yet been forthcoming. 2/Moreover, since the Ministry of Agriculture oversees on-farm production,there is no direct feedback between research work and production problems.The research workers are discouraged and frustrated and the efficient dis-tribution and production of seeds is seriously delayed.
Marketing Channels and Cost
12. Jute marketing involves mills, middlemen and the Government Corp-orations (para. 7); the latter two are those principally concerned. Atypical market flow is as follows, although numerous variations exist:
1/ The Asian Development Bank, at a total project cost of US$12 million, isfinancing a project to increase the production of certified jute seedsto 52,000 maunds by 1980, to improve research facilities and trainingof field staff and jute extension workers who are under the Ministryof Agriculture. A new implementing agency is to be established underthe Ministry of Jute which will coordinate activities between theMinistries of Jute and Agriculture as well as the Bangladesh JuteResearch Institute. Already, as a result of the unwieldly organization,some confusion has arisen, resulting in delays in the implementation ofthe project.
2/ Efforts are under way to establish an International Jute Center to con-centrate on intensive research efforts. UNDP has prepared the Consti-tution for its establishment, which is being studies by Bangladesh andIndia and consuming nations.

ANNEX IPage 5
FarmerVi
Village middlemen
Village market - middlemen$ Large-scale middlemen
Primary market - middlemen at terminal markets
Secondary market - middlemen
Government Corporations - Mills
Bangladesh Jute Export Corporation v Importers
There is very little competition between Government Corporations and middle-men, since both operate in well-defined marketing areas. Middlemen arethe only channel between farmers and the secondary market, while Corporationsare the major link between the secondary market and mills or importers.
13. At present raw jute generally passes through various owners (some-times as many as 10) between the farmers and the secondary markets. Shortlyafter harvesting (July/August), most farmers (70%) sell their jute ungradedand unbaled in their own villages to middlemen who are themselves large-scale farmers. They, in turn, market it to other middlemen at the villagemarket. The jute is then sold at the primary markets, where it again changeshands two or three times, before being brought to the secondary market, whereit is sold to the Government Corporations. After processing it into kachabales, the Corporations forward it either to domestic mills 1/ or to theirpakka baling centers, located at terminal markets, where it is sorted andrebaled for the export market and domestic mills.
14. During these numerous transactions between farmer and secondarymarket, the jute remains ungraded and unbaled. In addition, owners fre-quently adulterate jute by adding water and sand to increase the originalweight, with adverse effect on quality. While the jute is being forwardedto secondary markets, it remains in the open air or in poor storage facili-ties, resulting in additional losses (about 10%). Moreover, the physicalmovement from owner to owner of voluminous quantities of jute strains limitedtransportatic' facilities and increases the cost.
15. As noted in para. 8, middlemen can and do play an importanteconomic function, pariticularly for the small farmer who could not affordto transport or market his own production. Nevertheless, marketing costs
1/ Mills purchase kacha and pakka bales in approximately equal quantities.
ANNEX IPage 6
have constituted a very high percentage of the cost of raw jute for export orfor the local mills. It is therefore desirable to reduce the number oftransactions, particularly between farmers and secondary markets, as wellas to improve the efficiency of the corporations' kacha and pakka balingoperations. In this connection, domestic mills should be permitted topurchase from the Corporations, middlemen or directly from farmers to pro-vide some degree of competition (see main text).
Production
16. According to Government estimates, in 1974/75 total jute acreagewas about 1.4 m. ac. resulting in total production of 4.2 million bales.Annual jute acreage and yields have been marked by wide fluctuations. In1953/54, the total area planted under jute was less than 1.0 m. ac.; thisrose to 1.6 m. ac. in 1955/56, while the next year it declined to 1.2 m. ac.Other similar sharp variations can be seen between 1958/59 and 1962/63. How-ever the Government estimates (for planning purposes) that the total areawhich should normally come under jute each year is about 2.2 m. ac., althoushthis level has been achieved only five times over the past 20 years. Thereforethis estimate requires serious examination. At present, no mechanism or organi-zation exists to determine scientifically jute acreage and yields, in spite oftheir extreme significance in planning for the sector.
Economics of Land Use
17. Jute directly competes for acreage with Aus paddy and Boro Irri,since their sowing and harvesting periods are identical (Mtarch/April -July/August). The cropping pattern for transplanted Aman and jute are notin conflict, although expanded use of the new high yield varieties of bothcrops will tend to create some competition. Low-lying lands (river beds),estimated to be about 0.6 m. ac., are exposed to early annual flooding andthe only crop that can be planted with minimum risk is jute. Many farmerswho tried paddy on these lands last year lost the entire crop through flood-ing. Because of this risk, these lands have little alternative use. Inview of past experience, farmers have repeatedly indicated that, irrespectiveof jute prices, they will continue to grow jute on these lands. However,jute yields here are low (2.5 bales, compared to an average 3.3 bales/ac).On higher land, where irrigation is available, Boro Irri is more profitableto grow than jute. On medium-level land, jute or Aus paddy can be grown witha second crop of pulses (or, if harvesting is not delayed, by transplantedAman). . In addition, some acreage (about 0.4 m. ac.) is automatically plantedunder jute each year as a part of crop rotation.
18. As can be seen from Table 2, prior to devaluation the returnsto farmers from Aus were significantly higher (Tk 123-280/ac). Thus thefarmer's decision to grow Aus paddy is influenced by financial considerations
ANNEX IPage 7
as well as by his wish to be self-sufficient for his rice requirements, 1/particularly at present when rice prices are high. However, if jute yieldsand/or prices could be increased, the balance could shift in favor of jute.Thus efforts should concentrate on increasing jute yields particularly onlow-lying lands, while simultaneously attempting to improve the pricing andmarketing systems.
Table 2: Jute-Aus Paddy Comparison (in 1974-75 Prices)(Net Income in Tk/ac.)
At Present With ImprovementType of Land Jute Aus Jute Aus
Low-lying lands 473 - 608
Medium-level landConventional 507 787 - -Government Scheme 664 787 1,030 887
Source: See Addendum II.
Government Jute Cultivation Scheme
19. In 1973/74, as a part of the current Five Year Plan, the Ministryof Agriculture initiated an Intensive Jute Cultivation Scheme (IJCS) 2/ toincrease the present annual production of jute from 5-6 million bales to9 million bales by 1977/78. Over a five-year period, the Scheme, at a totalcost of Tk 182.0 m (US$22.8 m), aims at introducing improved cultivationtechniques to 1.7 m. ac. ideally suited for jute. The Scheme would provideimproved seeds, fertilizer, cultivation equipment, short-term crop loansand technical assistance to participating farmers. It is projected thatyields would increase from the present 3 to 4.5 bales/ac. which appears to befeasible in light of the past 2 years.
20. A Jute Directorate, headed by an Additional Director, has beenestablished in the Ministry of Agriculture, under whom provision has been madefor 9 Assistant Directors, 250 Sub-Division Officers and 2,500 Jute Extension
l/ An average family of six required about 40 maunds of paddy annuallybased on an annual per capita consumption of 360 lbs. of rice.
2/ For a detailed project description see the report entitled "IntensiveJute Cultivation Scheme in Bangladesh, 1973-74 and 1977-78," AdditionalDirector of Agriculture (Jute), Ministry of Agriculture, Dacca.

ANNEX IPage 8
Assistants (JEA). 1/ Farmers are organized into Jute Growers Associations,each with an area of 200 ac. and are supervised by JEA. These Associationshave no legal standing and cannot borrow, sublend or collect loans from theirmembers. The JEA appraises the needs of member farmers, and on his recom-mendation, with the approval of his supervisors, the farmers receive creditin kind from the Bangladesh Agricultural Development Corporation (fertilizer)and loans from Krishi Bank and Sonali Bank. An Inter-Ministerial CoordinationCommittee has been established to coordinate the implementation of the Scheme.
21. As of July 1975, 2,500 Associations had been established, coveringa total area of 0.3 m. ac. The average yield achieved under this Schemeis about 3.5 to 3.8 bales/ac. However, this project is suffering from thelack of adequately trained staff, delays in availability of inputs and fund-ing and a severe shortage of transportation facilities. As of March, althoughthe sowing season had started, funds for channeling credit to farmers had notbeen sanctioned and thus the Directorate was unable to proceed with the1975/76 program. It is feared that this delay might have a detrimentaleffect on farmers' enthusiasm to participate in this project. Similarly,there was an acute shortage of both certified seed (out of total requirementsof 28,000 maunds, only 7,000 maunds were available under the Scheme for thisseason) and fertilizers. The field personnel have no means of transportationwhich further handicaps their effectiveness. These shortcomings and theirconsequences have been examined in detail by the Government's Special Commis-sion set up to evaluate this project 2/ (Addendum I).
22. The IJCS, in principle, could be an effective way to revive economicjute cultivation in Bangladesh. However, it needs careful examination bothin scope and concept, as well as improvement in its administration and im-plementation. The Scheme at present only concentrates on production aspects;to make it more effective, production and basic marketing must be integrated(kacha baling and grading) at the production level. Moreover, the GrowersAssociations require some legal standing, in order to render them effective.In the absence of these improvements, the full benefits of the Scheme willnot be reaped, either by farmers or by the economy. Suggested featuresand scope of the Scheme are discussed in para. 31.
Pricing Policy
23. Although there is a Price Advisory Committee, chaired by theSecretary, Jute Division, consisting of representatives of the Jute IndustriesDivision, marketing corporations and the Ministry of Agriculture to recommend
1/ Out of 9 Zonal Assistant Director positions approved, only 4 have yetbeen filled. Similarly, a large number of vacancies exist for sub-Divisional Officers and Jute Extension Assistants.
2/ For a detailed discussion, see "Evaluation Report on the IntensiveProduction Plan for Jute Cultivation Scheme," Parts I and II, Ministryof Agriculture, Dacca; November 1974.

ANNEX IPage 9
minimum raw jute farmgate and export prices, these are in fact, decided onan ad hoc basis. No systematic analysis of demand and supply or productionand marketing costs are taken into consideration.
24. In 1974/75 the minimum farmgate price was increased from Tk 50/maund(1973/74) to Tk 60/maund. However, due to speculation and hoarding by large-scale farmers and middlemen, secondary market prices rose to Tk 120-130/ maundin the month of November. Since January this year, these prices have beendeclining and averaged Tk 65-70/maund for the month of March. The rawmaterial cost to mills had increased from Tk 60-76/maund (1973/74) to Tk90-106/maund. This strained the financial resources of the jute mills.For 1975/76, the Committee recommended a minimum farmgate price of Tk 100/maund, but no minimum price was officially set for the current season. Howeverafter the season had started, a minimum price of Tk 90 was established.
25. In view of domestic price trends, the export price was raised inSeptember/October from i 138/ton to L 200/ton, where it remained until earlyMay 1975 when it was reduced to E 160, and in July 1975 to E 155. Furtherchange may take place during the next few months as a result of the devalua-tion.
26. There is need to review pricing problems on a regular basis and toset out longer-term price policies. These decisions should be based uponinformation on demand/supply balance, production costs, marketing costs, etc.,scientifically gathered, and should reflect world market requirements. Thepricing policy should set out some long-term (3-5 years) trends so thatpotential importers are persuaded to retain jute production lines rather thanswitching to synthetics.

ANNEX IPage 10
Table 3: Projected Jute Demand/Supply Balance: 1975/76 and 1976/77
1975/76 1976/77Projections Projections
1st 2nd 1st 2nd
A. Jute Area (in m. ac)Low-lying land 0.5 0.6 0.6 0.6Rotation 0.4 0.4 0.4 0.4Government Scheme 0.5 0.5 0.6 0.7
1.4 1.5 1.6 1.7
B. Yield (bales/ac)Low-lying land 2.5 2.5 2.5 2.5Rotation 3.0 3.3 3.0 3.3Government Scheme 3.5 3.5 3.7 3.8
C. Production (m. bales) 4.2 4.6 5.0 5.5
D. Carry-Over Stock (m. bales) 2.0 2.0 1.2 1.6
E. Total Supply (m. bales) 6.2 6.6 6.2 7.1
F. Demand (m. bales)Jute Mill Consumption 2.5 2.5 3.0 3.0Village Consumption 0.2 0.2 0.2 0.2Loss (smuggling, fire, etc.) 0.2 0.2 0.2 0.2Export 2.1 2.1 2.6 2.6
Total 5.0 5.0 6.0 6.0
G. Demand/Supply Balance 1.2 1.6 0.2 1.1
Source: Mission estimates.
Although no major increase in jute production appears to be required to meetshort-term projected demand; concentrated efforts should, however, beundertaken immediately to correct the basic problems of the jute sector.
Principal Recommendations
28. The Ministry of Jute should keep under review the functioning ofthe four raw jute marketing corporations to ensure efficient distribution ofraw jute, both for export and to the mills. Steps taken in recent months
ANNEX IPage 11
have substantially reduced overlapping and wasteful procedures but furtherconsolidation of the purchasing agencies may be advisable. Moreover, con-sideration should be given to direct purchases from farmers as a means ofreducing further the gap between farmgate and millgate prices. The Govern-ment should keep the Association informed of the measures taken in thesematters, including measures relating to jute trading in the private sector.
29. Annual surveys should be undertaken by the Ministry of Jute, aftersowing is completed (May/June) to make more reliable assessments of the areasunder jute. This would assist planners in determining supply and in developinga more realistic procurement and pricing policy. Such a survey need not beelaborate, but should be based on selected country-wide samples. The Ministryshould also improve the collection of basic data on yields and cultivationcosts.
30. The present target area to be brought under the IJCS appears to beover-ambitious; efforts should also be made to implement the recommendationsof the Evaluation Commission for the better execution of the IJCS (AddendumI); some of the problems behind the recommendations are the result of nationalshortages (fertilizer, seed, etc.).
Long Term
31. An integrated production/marketing project should be undertaken toincrease production and maximize farmers' returns. To this end, the existingScheme (IJCS) should be strengthened, and a pilot project should be consideredv1hich would involve the following:
i. possible integration of production with basic marketing;facilities should be provided to train farmers inkacha grading of raw jute, and for processing into kacha bales;
ii. promoting processing into kacha bales through use ofsimplified, manually operated non-hydraulic balingmachines, each costing about US$2,000, which could bemade available to groups of Growers Associations;
iii. associations might be given legal status so as to beable to enter into pre-harvest contracts for marketingthe processed production of their members;
iv. the effectiveness of the extension service and trainingof both farmers and field staff should be substantiallyimproved; one means would be to provide the GrowersAssociations with radios, to enable members to utilizethe weekly broadcasts on jute production techniques; and
v. adequate transportation for field staff should be provided.
ANNEX IPage 12
Revising the Scheme in these ways would assist farmers in increasing yields,and would provide an opportunity for them to obtain higher prices as a resultof on-farm kacha grading and baling. On-farm baling would also result in areduction in transportation requirements, due to the lower volume to beconveyed. In addition, some reduction in the loss rate would be achieved.Both these benefits would accrue to the economy.
32. In preparing the details of the pilot project along the lines suggestedabove, special consideration should be given to determining the most effectiveway of channeling credit to farmers; for example, whether commercial banksshould be used as a credit channel, or the Government Corporations, as partof a pre-harvest contract system, should provide and collect credits fromthe farmers. The latter has the advantages of being more direct and economical.This issue, however, requires examination in depth.
Addendum 1Page 1
BANGLADESH
SURVEY OF JUTE INDUSTRY
Ministry of Agriculture - Evaluation Commission's Recommendation for IJCS 1/
Seeds
1. Before distribution of the seeds to farmers, it should be testedboth at the dispatching as well as the receiving ends so that only qualityseeds are supplied.
2. To make the program well ahead, the seeds should reach the S.D.A.Osby the end of January so that they can plan accordingly. The availabilityshould be informed by December.
Fertilizers
3. Fertilizer being one of the essential items of production, stepsshould be taken to supply each and every farmer with the required quantityof fertilizer in time.
Pesticides
4. Required number of sprayers, seed-treaters should be supplied asper provision in the Scheme.
5. The farmers should be trained thoroughly on the uses of the sprayerand pesticides.
6. More emphasis should be given on the control measures other thanthe chemical control.
7. Groups should be formed for the best utilization of the sprayers,seed-drills and hand-hoes.
Implements
8. Onlv good implements should be supplied by the first week ofFebruary at the latest.
1/ This has been extracted verbatim and has not been edited.

Addendum 1Page 2
Credit
9. Jute is a labor intensive crop and the growers mostly are smallfarmers. Enough credit should be provided on easy terms through commercialbanks.
10. To supply the inputs in kind, the credit must be available to thefarmer by the first week of March at the latest and for labor and otherpurchases by middle of May.
11. Realization of loan by the Sub-Divisional Revenue Officer, afterthe harvest of the crop should be fully implemented so that most farmerscan get loans every year or else within 3 years, the Scheme will face acrisis in supplying the inputs.
Administrative and Financial
12. The Directorate of Agriculture (Jute Production) should be separatedfrom the Directorate of Agriculture, and powers both administrative andfinancial should be decentralized giving adequate authority to each, startingfrom the Director up to the sub-divisional Agricultural Officer (Jute Pro-duction).
13. The program for each year must be observed to recruit and train thepersonnel well ahead, and inputs can be arranged and moved for the purpose.Yearly sanction should be given at a time instead of piecemeal basis.
14. The field personnel have to serve each and every farmer and mustbe provided with means of transport. In the Sugar-Cane Scheme, motorcyclesand cycles are provided by the mills to the staff on credit who make paymentby installments. Jute corporation and mills earn considerable foreignexchange and from such a fund, motorcycles should be given to S.D.A.Os and
cycles to J.E.As on loan to be recouped in installments. A.D.As should beprovided with jeeps.
Training of Personnel and Farmers
15. The Committee is glad to find that a sound program based on modernconcepts and extension methods have been drawn up. The Committee, however,found that in actual field this has not been very effective. Effectivenesswill depend upon the proper delegation of powers, correct assessment ofperformance and incentive given to personnel and the farmers. EvaluationCommittee next season should look at this problem more scrutinizingly.
16. In each Block there should be a rented extension center where theJ.E.A will be found by the farmers for their advice, supply and servicesand as a meeting ground. A radio set should be provided to each Associationso that farmers can listen weekly to one-hour broadcasts concerning jute pro-
duction techniques.

Adc1en dui IITable 1 of 2
BAMGLAMDSH
SURVEY OF THE JUTE INDJSTRY
Famr Ilodel - Jtite-Aus Paddy- Conparison - W~ithout lirrrovernent
(Tk/ac - in 1974/75 Prices)
JuteLow lying Aus Paddvland Conventional IJCS
Expenditure
1. Animial and Labor Cost 45o 660 690 535
2. Seed 12 12 16 150
3. Manwe 15 21 - 28
4. Fertilizer andChemicals - - 80
Total 477 693 786 713
Income
5. IaTin Product 750 900 1,050 1,500
6. By-Products 200 300 400
Total 950 1,200 1,1h50 1,500
Net Income 473 507 664 787

Addenc3un TiTable 2 o-Fi 20
BANGLADESH
SURVEY OF THE JUTE INDUST=R
Forr, bcdel - Jute-Aus Padc. Co paLr3cn -With -rveent
(Tk/ac - in 1971/75 Prices)
Jute Aus Padct-Items Low lying
land IJCS
Exnenditure
1. Animal andlabor cost 500 700 535
2. Seed 12 12 150
3. Manure 20 - 28
Li. Fertilizer andchemicals - 103
Total 532 820 713
Inco-me
5. Bain Prodiuct 840 1,350 1,600
6. By-Product 300 500
Total 1,11;0 1,850 1,600
Met Income 608 1,030 887
ANNEX IIPage 1
BANGLADESH
SURVEY OF JUTE INDUSTRY
EVALUATION OF THE MILLS
1. The mission visited 17 jute mills during February-March, 1975.In order to organize the observations made during the plant visits, themission constructed a rating scheme. Ratings were made according to thefollowing categories: buildings and equipment, raw material, maintenanceand spare parts, industrial performance, finished goods inventory, personnel,and management and staff performance. Each category was graded accordingto a scale of 1-100 and a mill's score was calculated by taking a simplearithmetic average of the scores of the different categories.
2. An average performance rating of 85 or more indicated that themill's operations compared favorably with those of the western developedcountries. One between 70 and 85 indicated that the mills achieving sucha score could reach that state within two or three years if a vigorouscorrective program was undertaken. A rating of less than 70 indicated thatthe mill suffered from major structural deficiencies.
3. All the mills had an average rating of less than 70, the highesthaving a rating of 67.2. Two of the sixteen mills visited had a ratingbelow 55.
4. The following table shows a summary of the performance ratingof 16 jute mills. Although the mission visited 17 jute mills, only 1.6were rated. Adamjee was excluded because it was atypical of Bangladeshjute mills and was subject of a special UK assistance program.

Table 1
Summary of Performance Rating of the Jute Industry
Code lNo of ' Group 12the M1ll 1 2 3 4 5 6 7 8 9 10 11 12 13 141 15 16
Criteria
Building 85 (5 (0 70 70 85 70 (5 65 65 70 (0 70 55 65 50Machines P5 65 60 65 70 80 65 65 60 60 55 C5 f5 50 50 40Raw material 30 75 85 80 80 70 75 75 75 85 80 80 75 70 65 70Maintenarice ( (5 (5 65 (5 55 (5 65 65 (5 (0 50 (0 6f0 60 45 45
spare parts (5 70 (0 50 (5 50 50 50 50 50 45 50 50 50 50 0
Industrial per-formance 45 5 C5 (0 60 45 (0 60 60 50 55 50 50 55 5G 50
inventories i5 (.0 6f0 G60 (0 60 (0 (5 (0 (5 (.0 50 55 50 50Personnel 50 ( 5 70 (5 (5 co (65 (5 60 fo0 6 (0 145 f 0 45 50Staff Gl l.ana-e-ment perf. (5 d5 (5 70 5 (O 65 (5 6 5 5$ 600 60 (0 (0 50 0
Total 605 595 590 585 580 575 575 570 565 555 545 545 525 515 470 445
Atverage Rating 67.2 66.1 65.6 65.0 614.14 C3.9 63.9 63.3 62.8 (1.7 (0.6 60,6 58.3 57.2 5202 OM90L
Average Ratingof Group 62.9 50.8
Irtd:.trial Projects Departmen&
0
ANNEX IIPage 3
5. The table summarizes the performance of Bangladesh jute millsaccording to the various criteria set forth in the left-hand column. Thisannex discusses each criterion in greater detail. The ratings were made ona visual inspection basis by the technical experts on the mission. Theywere subjective and were meant to identify the problem sources for sub-optimal performance and not to rate one mill over another.
Buildings
6. In buildings, the factors considered were: functional suitabilityof buildings, plant lay-out, condition of buildings, and general housekeeping.Regarding buildings, two groups could be distinguished. In general, themills with a low rating for the building criterion were constructed between1951 and 1960. The factories in better condition were built after 1960.
7. Seven of the seventeen mills visited by the mission were builtbefore 1960. Although the buildings were suitable for industrial production,they lacked proper maintenance. In some departments, lighting was inadequate.The layout of the plants usually left a lot to be desired. Machines weresometimes stationed out of smooth work flow, and were often stationed tooclosely together.
8. The newer factories were better planned and constructed. Themachinery layout was also usually better. Floors were usually in a badstate of repair, making transport of material difficult. General housekeepingwas still poor, but there was evidence of recent improvement. There was ageneral lack of air conditioning, leading to low efficiency in machineutilization.
Machinery
9. In machinery, the factors considered were: age and condition ofmachines, maintenance scheme, machine lay-out, and process methods. Apartfrom some of the looms that were locally produced, all the machinery in thejute mills visited has been imported from the United Kingdom. About 90percent of all the machinery was built by one jute machinery manufacturer,the rest by another. Most of the machines were bought new, although somewere bought second-hand from India and Africa.
10. Most machines were installed new at the time the mills were constructed.Thus, most of the machinery was less than 25 years old. This has been anadvantage, considering that many machines in competitive countries are morethan fifty years old. Despite the relative newness of the machines, themission found them in rather poor condition. Part of the problem arose froma lack of imported spares. Other problems included lack of proper maintenanceand lack of regular cleaning. A rapid deterioration of machinery and a highincidence of breakdowns have been inevitable results. The situation has beenparticularly critical in the carding, drawing, and spinning sections.
ANNEX IIPage 4
11. In the carding section, many card pins have been either missingor blunt. Moreover, the roller setting has not been checked regularly. Theresult has been improperly carded jute. This has resulted in much fiberbreakage and weak yarn. The incorrect roller setting has caused irregularslivers, another reason for uneven yarn.
12. In the drawing section, many faller bars and gill pins have beenmissing. Moreover, since the slivers fed from the cards were usually tooheavy, this has caused irregularities in sliver weight and insufficientseparation of jute fibers.
13. In the spinning section, porcelain guides on the flyers have beenmissing sometimes. Other machinery was worn out, for example, drawing shafts,upper retaining and pressing roller, flyers, bobbin carriers, and bobbins.
14. The poor condition of machinery on the preparation side has led tovery poor yarn quality. This in turn has reduced efficiency on the looms dueto higher end breakages. At the same time, it has led to poor quality finishedgoods because of irregularities in the yarn.
15. In the mills visited by the mission, the majority of drawing andspinning machines from one of the manufacturers were idle because of lack ofspares. These machines were not as good as the ones by the other majormanufacturers. This machine maker has ceased manufacturing, and the spareswill not be available any longer. The mission's recommendation is to scrapthis machinery. Some of the spinning machinery was still operating, but atspeeds lower than those recommended by the manufacturer on account of itspoor condition.
16. Due to many machines on the preparing side being inoperativebecause of lack of spares, nearly 50 percent of the mills the missionr visitedwere working three shifts in the preparing side up to winding. This unbalancedworkload was necessary to provide the weaving sections with enough yarn.
17. In the sewing section, there was a critical shortage of sewingmachines, especially the heracle type needed to make specialty jute goods.
18. Some mills had overhead cranes to facilitate transport of finishedgoods, especially in the broadloom section. This was advantageous as ithas facilitated the transport of heavy and bulky finished goods, especiallyconsidering the poor condition of some of the mills' floors.
Raw Material
19. For raw materials, the factors considered were: quality of rawjute, batching method, the price and level of inventories, and blending ofdifferent qualities of jute.

ANNEX IIPage 5
20. Raw jute has been supplied to the mills in the following ways:the government domestic jute marketing corporations, agents of the millsin the producer regions, the UJIC, and private suppliers at millgate. Itseemed that when buying raw jute through private dealers, the mills hadgreater control over quality and price.
21. Substantial amounts of raw jute have been purchased through govern-ment marketing corporations and the BJIC. This has been rather inefficientand usually implied a substantial.spread between the farmgate price and whatthe mills paid for raw jute. Liberalizing of raw jute trade by letting millmanagers procure their own raw material supply could lower prices and improvequality. With the centralized system, the mill managers might not have theright qualities of raw jute to obtain the optimal blend for processing.Without the right blends of raw jute, wastage was likely to be higher.
22. To be able to obtain the correct blends, the mills needed about3 months' supply of raw jute of various grades. In the mills visited, 20 percenthad only a raw material supply of 1 month. This was due to the severe workingcapital constraints the mills have been working under. Moreover, in caseswhere inventories equal 3 months' supply, there were times when the propergrades were not available, often causing higher than necessary quality juteto be used for manufacture bf goods.
23. Considerable stocks are necessary to properly prepare jute forprocessing. After jute has been treated with batching oil, it has tomature for up to 10 days before it can be processed. Proper preparationis essential for reducing wastage and increasing process efficiency.
24. Recently, some degree of autonomy has been delegated to some ofthe mills especially the larger ones, to purchase their raw jute suppliesfrom primary and secondary sources. Such autonomy has been welcome, as ithas provided the mills manager with the flexibility to regulate the flow,quality, and price of his input needs.
Maintenance and Spares (See also Annex III)
25. Fbr maintenance and spares the factors considered were: existenceand effectiveness of maintenance and cleaning programs, condition of work-shops, repair service of the mills, production of spare parts within themills, inventories of spare parts, and production lost due to lack of spares.
26. Spare parts has constituted one of the biggest bottlenecks in theindustry. Reasons for the shortage of spares have been traced to a cumber-some administrative machinery for spare parts procurement, shortfall offunds actually released as opposed to funds allocated, and lack of workingcapital funds to claim spares after they have arrived in Bangladesh ports.
27. Many of the mills had workshops attached to them, and some werecapable of producing spare parts for their own needs. Most of the activities

ANNEX IIPage 6
of the workshops, however, were concentrated on repairing breakdowns. Thereason for such a high frequency of machine breakdowns and such a highconsumption of spares in the mills were: lack of available spares at theright time and lack of a proper schedule of maintenance. Lack of the properspares or lubricants led to greater wear and tear on other parts, eventuallyleading to larger and more expensive repairs. Lack of a proper maintenanceschedule led to overuse of parts, necessitating additional costs later. Ithas been estimated that if proper maintenance programs were introduced, upto 40 percent of current funds in spare parts could be saved.
Industrial Performance
28. In industrial performance, the following factors were considered:percent utilization of installed capacities of looms and spindles, percenttechnical efficiency, the quality of the finished and intermediate goods(sliver, yarn, and fabric), work standard, waste factor, and quality control.
29. The quality of output was in general not up to international standards.The major reasons were the poor condition of machines in preparatory and spin-ning, no final 100 percent quality inspection, and inadequate supervision.The number of irregularities in the yarn and the weaving faults observed werevery high. Every effort should be made in order to eliminate faults in thefinished goods.
Inventories -
30. In considering inventories, the following factors were considered:intermediate stocks, condition of godowns, and inventories in sold and un-sold goods. In general, the godowns of the mills visited were filled with3 months' production. This was due to the lack of demand as well as to themills having produced qualities that were not in demand. Many of the carpet-backing mills were closed down, and many had rolls of carpet backing lyingon the mill floor. More care should be paid to storing jute goods, as lackof proper care may lead to deterioration of the finished jute goods.
Personnel
31. Regarding personnel, the following factors were considered: employeeperformance, production standards, absenteeism, and training schemes. Atpresent, Bangladesh jute industry employs about 200,000 people: 143,000permanent mills workers and employees, 19,750 officers, and about 42,000badlis (or temporary workers). The percentage of staff in clerical andadministrative work was 13.8, which was higher than 6-9 percent in inter-national companies of comparable park of machinery.
32. Superfluous personnel was not limited to administration. Fromobservations in the mills, overstaffing has occurred in the production pro-cesses as well. On the average, there were 3.75 hands per loom running.Under similar conditions elsewhere, the average was about 3 hands per loom.

ANNEX IIPage 7
Management and Staff Performance
33. Pertaining to management and staff performance, the followingfactors were considered: standard of education and experience, performance,control and supervisory methods, and management information systems. Commentson management performance and requirements for improvement are contained inthe main text of this report.
Industrial Projects Department

ANNEX IIIPage 1
BANGLADESH
SURVEY OF JUTE INDUSTRY
ANALYSIS AND REVIEW OF SPARE PARTS REQUIREMENTS
1. The annual requirements of spare parts for the Bangladesh juteindustry are estimated to be Taka 34.3 crores. The foreign exchange com-ponent of these spares is worth Taka 26.0 crores (US$20.0 million). Thebalance, Taka 8.3 crores, are expenditures for locally produced spare parts.Bangladesh can produce only a limited amount of spares locally, and theseare mostly for the weaving section. The majority, about 76%, have to beimported.
2. In the past, the jute industry has not been receiving enoughforeign exchange to meet its spare parts requirements. For the years 1972/73and 1973/74, the foreign exchange requirements were US$15.2 million peryear. For the year 1972/73, the foreign exchange allocated amounted toUS$17.05, but only US$4.00 million was actually released. In 1973/74, theamount allocated was US$11.18, but only US$6.91 was actually released. Thus,stocks of spares were run down, and some machinery could not operate due tolack of necessary parts. Proper maintenance has sometimes been neglectedbecause of lack of critical spares. This also implies that during subsequentshipping periods, more spares have had to be imported to build up reasonableinventories.
3. Nevertheless, it is true that the spare parts situation variedfrom mill to mill. Some managers were better able to cope with their sparepart problems than others. Some of the possible reasons might have been:ability of some mills to produce a large number of spares in their ownworkshops, having sufficient funds to release imported spares, good contactswith local spare part manufacturers, having other channels of receivingvital spares than the wage earner scheme, and in general better management.
4. An analysis of the total consumption of spare parts per year,based on production and capacity installed, shows that the consumption ofspares in Bangladesh is high. Among the reasons for such a high consumptionrate are the need to cover the requirements of former years, increased de-mand for spares due to lack of appropriate maintenance and the cumulativedeterioration of equipment when proper replacement is not undertaken.
5. The activities of the workshops are presently concentrated onrepairing breakdowns caused mostly by neglected maintenance. Planned main-tenance according to a set schedule should replace stop-gap, ad hoc systems.If such programs are not introduced, it is quite likely that up to 40% ofany more funds made available may be spent unnecessarily.
ANNEX IIIPage 2
6. Other preventive maintenance measures should include more regularcleaning. At present, cleaning is done weekly. Cleaning at shorter inter-vals could prolong the life of spares. It must also be noted that therehave been times in the past when machines continued to be operated despitea lack of lubricants which caused damage to many parts.
7. Substantial foreign exchange can be saved if more spares canbe produced locally. Parts for jute textile machinery are simpler thanthose of other textiles, and the mission thinks that it would be possiblefor Bangladesh to produce the following spares locally: most of the pigiron and aluminum castings and subsequent machining, for example, forgears, pinions, and parts for looms and ecco loaders; bobbins, bobbincarriers, sliver stop levers, drawing shafts, top rollers, and aprons fordrafting zones on the spinning frames and pickers, shuttles, slays healds,heald frames, and cans for the weaving department.
8. At present, the Bangladesh engineering industry is not involvedin spare parts production. Some workshops attached to the mills producesome spares regularly. There are also some small enterprises, mostly inthe private sector, which produce some items such as shuttles, pickers,and spindle tapes.
9. A working group under the Ministry of Industry was created inMay 1974 consisting of representatives of the engineering, jute, cottontextile and sugar industries. The purpose of the working group was toassess the industries' needs for spares and Bangladesh's capabilities toproduce the spares locally. Several meetings have been held and specialinvestigations have been carried out at the plant level. Recommendationshave been made, but so far, not much concrete action has taken place.Part of the difficulty is that no incentives have been introduced so thatthe engineering industry would be motivated to produce a greater part-ofthe spare parts necessary for domestic consumption.
Industrial Projects Department

ANNEX IV
RANGLADESH
SURVEY OF JUTE INDUSTRY
MINISTRY OF JUTE
ORGANIZATION CHART
Minister
State Minister
| Secretary B angladesh || Secretary lJute Industries Jute Research Jute DivisionDivision IInstitute_
Jute TradingCorporation
Jute Industry EDevelopment _Jute PriceCenter _ Stabilization
(Technical) (.arketing) (Finance) (Quality Control) Corporation
Jute IndustriesCorporation _ Jute MarketingChairman Corporation
Jute Corporation
Director Director Director Direcltor Jute Export(Technical) (Mfarketing) l (Finance) (Quality Control) Corporation
I.Manager
Planning
Industrial Projects Department

T.le 1
BANGLADESH
Production of Jute and Allied Fibers(in theneand 11T)
Greth Rates
-7_______% pee sn ---------------1961/62- 1966/67- 1970/71-
1971/72 1972/73 1973/74 1974/75 1975/76 1976/77 1977/78 1978/79 1979/i0 1980/81 1965/66 1970/7 1972/73 1985/86 1973/74-1980/81 196g/81-1982186
(ecteel) (actual) (actual) (estinate) (lorecass) (ferecest) (fececast) (fersecet) (forecast) (ferncest) (aserags) (acreage) (average) (.ereca-t)
Bangladesh 772 1,192 1,080 810 810 1,080 1,087 1,095 1,102 1,110 1,160 1,211 1,042 1,179 3.05 1.22
Indie 1,225 1,098 1,570 900 1,011 1,272 1,701 1,311 1,720 1,330 1,319 1,115 1,244 1,414 -1.54 1.24
Thailand 750 400 590 350 400 400 400 400 400 400 291 350 350 400 -4.23 0
Other Asia 147 168 164 130 132 134 135 137 139 140 66 104 140 177 -1.72 4.80
Total As 2,494 2,858 3,364 2,190 2,422 2,886 2,923 2,943 2,961 2,980 2,836 2,780 2,776 3,170 -1.34 1.25
Latin America 83 90 102 100 103 106 110 113 117 120 73 72 82 127 2.04 1.14
Africa 39 40 40 40 42 44 45 47 49 50 14 21 36 53 2.51 1.17
Tetal Develepino Ce-ntltes 2,616 2.998 3,504 2,330 2,567 3,036 3,078 3,103 3,127 3,150 2,923 2,873 2,894 3,350 -1.18 1.23
Centrally Pla-ned E.n..=iss 664 662 686 691 700 730 745 770 780 800 408 560 630 850 .18 1.22
Total World 3,280 3,650 4,190 3,021 3,267 3,766 3,823 3,873 3,907 3,950 3,331 3,433 3,524 4,200 -.65 1.23
Socece. IBD, Eenmeti Analy-s- and Prejecti-ns Department
Indestrial Projects DOpart-eet
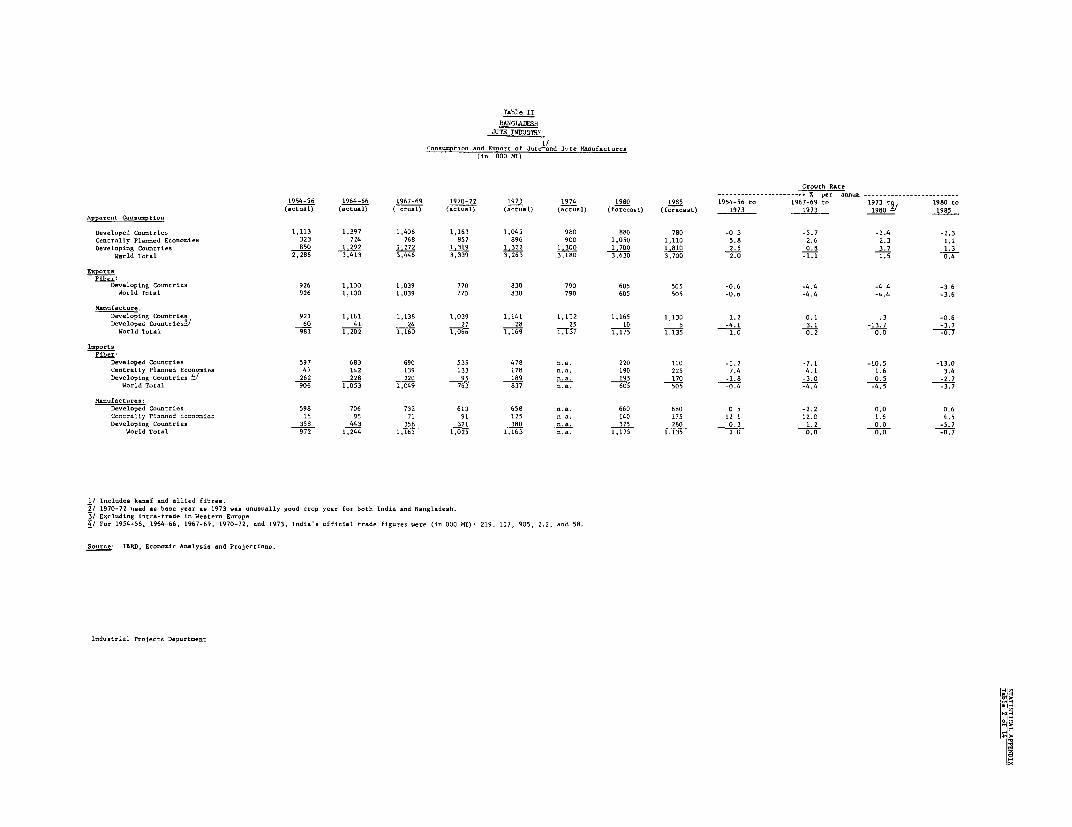
Table IIP. AN GIAIEsH
JTE ~INDUSTRyConsumption and Export of Juteand Jute Iaoufactures
(in 000 MI)
Growh Rate
1954-56 1964-66 1967-69 1970-72 1973 1974 1980 1985 1954-56 to 1967-69 to 1973 te L980 -
(actual) (actual) ( rtnnl) (actual) (actual) (actual) (farena.-t) (f-rensft) 1973 1973 1980 1985
ADDateur Consunotino
Developed Co-ntries 1,113 1,397 1,406 1,163 1,045 980 880 780 -0 3 -5.7 -2.4 -2.3
Centrally Pleoned Enono.ies 323 724 768 857 896 900 1,050 1,110 5.8 2.6 2.3 1.1
DOveloping Coontrieo 850 1,292 1.272 1.319 1,322 1230 1.700 L810 2.5 0,8 3.7 1.3
Werld Total 2,286 3,413 3,446 3,339 3,263 3,180 3,630 3,700 2.0 -1.1 1.5 0.4
IExort-
Developing Counrties 926 1,100 1,039 770 830 790 605 505 -0.6 -4.4 -4 4 -3 6
World Total 926 1,100 1,039 770 830 790 605 505 -0.6 -4.4 -4.4 -3.6
Manufacture.Developing Co-mtries 921 1,161 1,136 1,039 1,141 1,112 1,165 1,130 1.2 0.1 .3 -0.6
Devaloped Coontroei-/ 60 41 24 27 28 25 10 5 -4.1 3.1 -13.7 3.7
World Total 981 1,202 1,160 1,066 1,169 1,137 1,175 0,135 1.0 0.2 0.0 -0.7
Imports
Developed Countries 597 683 690 535 478 n. 220 110 -1.2 -7.1 -10.5 -13.0
Centrally Planned E-onomios 47 142 139 133 178 n.a. 190 225 7.4 4.1 1.6 3.4
Developing Countri-s _/ 262 228 220 95 189 n. 195 170 -1.8 -3.0 0.5 -2.7
World Total 906 1,053 1,049 763 837 0.0. 605 505 -0.4 -4.4 -4.5 -3.7
Manufactures:Developed Countci-o 598 706 732 613 658 ma. 660 600 0 5 -2.2 0.0 0.6
Centrally Planmed Ecouln-i- 16 95 71 91 125 u a. 140 175 12 1 12.0 1.6 4.5
Developnig Countries 358 443 358 321 300 n. 375 200 0.3 1.2 0.0 -5.7
World Total 972 1,244 1,161 1,025 1,163 0.0. 1,175 1,135 1 0 0.0 0.0 -0.7
1/ Includes kenaf and allied fibres.2/ 1970-72 used as base year s 1973 e.s .nus.ally good crop year for buth India and Baoglud-sh.3/ EIcluding intra-trade in Western Europe4/ For 1954-56, 1964-66, 1967-69, 1970-72, and 1973, India's offinial trade fig-res were (in 000 Mr) 219, 117, 905, 2.2, and 58.
Source: IBRD, Econosi Analysis and Projections.
Induatriul Projectt Department

Table III
BANGIADESH
JUTE 7JIDOSTEY
Productio., Co...=Ptiox. Exports, and Stock of Jute Manufactures-(in retric tons)
1971/72 1972/73Hensian SackiOg CBC Others Total Hessim Soking CBC Others Total
ProductioP 122.936 147,930 36,068 13,411 320.345 157,582 213,766 54,661 27,432 453,441D spatches fo- Export 89,408 (72.73) 114,402 (77.34) 32,715 (90.70) 5,283 (39.39) 241,808 (75.48) 176,784 (112.19) 168,961 (79.04) 55,474 (101.49) 22,962 (83.71) 424.181 (93.55)Cop ptiop 12,700 26,619 . 6,299 45,618 8,026 19,202 - 3,454 30,682Stocks (end of period) 54,254 36,271 8,738 2,642 101,905 27,700 61,976 7,518 5,791 102,985
6/1973/74 1974/75
Hessi-x Sackixo 1 C9 Others Totel Hessian Sakig 1974/ Others Total
Production 175,057 230,835 66,751 35,560 508,203 148,336 231.648 40,640 30.480 451,104Despatches for Export 152,705 (87.23) 205,841 (89.17) 59,639 (89.35) 24,994 (70.29) 443,179 (87.21) n.. n.. x.a. no. x.-Copsu=ptioP 3,251 21,438 - 3,861 28,550 n.-. ma. n.. nO. n.Stocks (end of period) 41,351 55,982 9.957 8,941 116,231 36,891 71,520 6,575 13,882 128,868
*/ The figores in p-renthesti indicats the desp.tchex for exports as a percentage of production.b/ The detailed brexkdo-s. are not yet av-il-ble.
S-urces BJ0C xsd IJMA
Industrial Pra(erts Departnt
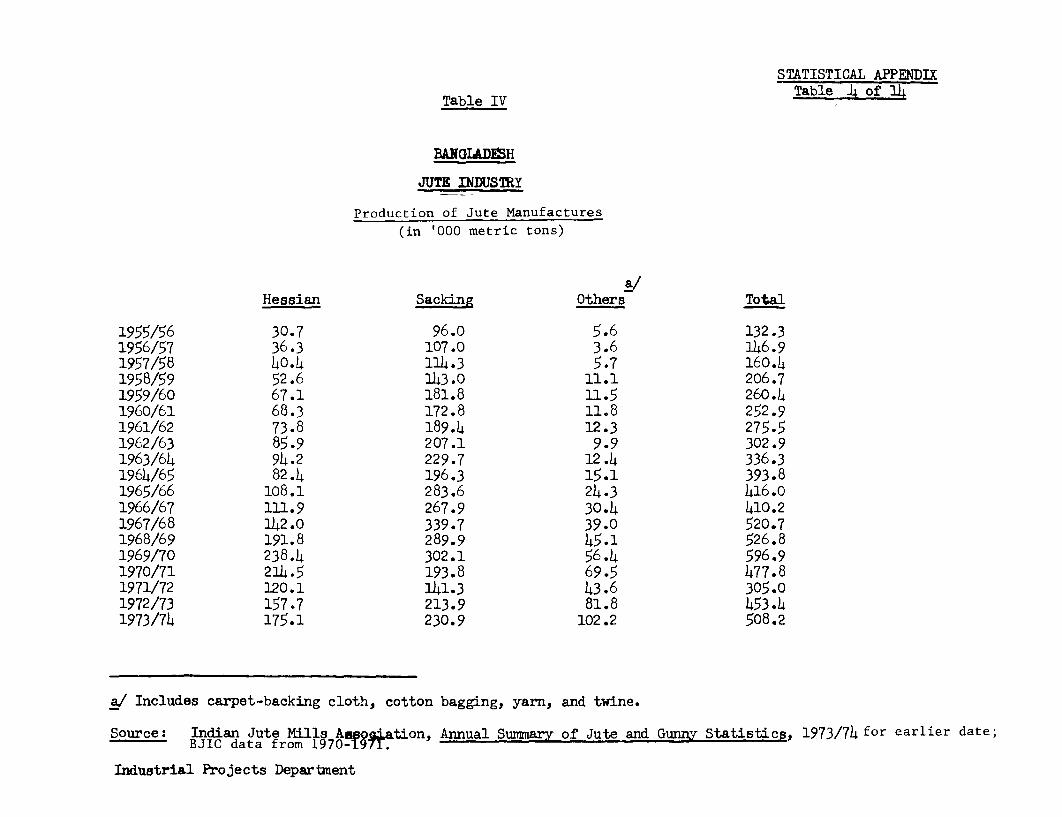
STATISTICAL APPENDIX
Table IV Table -4 of 14
BANGLADEH
JUTE INDUSTRY
Production of Jute Manufactures(in '000 metric tons)
a/Hessian Sacking Others Total
1955/56 30.7 96.0 5.6 132.31956/57 36.3 107.0 3.6 146.91957/58 40.4 114.3 5.7 160.41958/59 52.6 143.0 11.1 206.71959/60 67.1 181.8 11.5 260.41960/61 68.3 172.8 11.8 252.91961/62 73.8 189.4 12.3 275.51962/63 85.9 207.1 9.9 302.91963/64 94.2 229.7 12.4 336.31964/65 82.4 196.3 15.1 393.81965/66 108.1 283.6 24-3 416.01966/67 111.9 267.9 30.4 410.21967/68 1142.0 339.7 39.0 520.71968/69 191.8 289.9 45.1 526.81969/70 238.4 302.1 56.4 596.91970/71 214.5 193.8 69.5 477.81971/72 120.1 141.3 43.6 305.01972/73 157.7 213.9 81.8 453.41973/74 175.1 230.9 102.2 508.2
i/ Includes carpet-backing cloth, cotton bagging, yarn, and twine.
Source: Indian Jute Mills A ss3sition, Annual Summary of Jute and Gunny Statistics, 1973/74 for earlier date;IjiC data from 1970-n9
Industrial Projects Department

Table V
R&NGOLDESO
JUT1 NSUOTmY
Actual Enport of Jute Manufactures(in metric tons)
1971/72 1972/73Hensian S-cking Other TotlI (7. of Total) Hessian Sacking Other Total (. of Total)
Countries
United Kingdom 11,618 987 86 12,691 5.65 14,091 1,432 410 15,933 3.81Rest of W. Europe 7.439 13,871 2,371 23,681 10.55 6,866 9,148 3,051 19,065 4.56Reot of E. Europe 2,894 2,990 221 6,105 2.72 8,568 14,184 345 23,097 5.53USSR - - - - - 7,237 4,358 - 11,595 2.77USA 21,903 - 37,148 59,051 26.30 64,726 504 62,638 127,868 30.60Far Enat 810 10,720 936 12,466 5.55 2,911 18,777 6,961 28,649 6.86Africa 12,626 45,610 1,126 59,362 26.43 21,735 73,067 1,834 96,636 23.12Canada 3,426 - 1,100 4,526 2.02 12,087 - 1,403 13,490 3.23Argentina 13,246 11 3 13,260 5.90 12,726 206 2 12,934 3.09Rest of Amerlca 1,305 11,913 4 13,222 5.89 3,453 13,640 147 17,240 4.13Austrslia 760 2,701 1,021 4,482 2.00 4,148 9,274 2,270 15,692 3.75N.s Zealand 542 5,899 420 6,861 3.06 334 2,605 12 2,951 .71Othera 1,409 7,431 20 8,860 3.95 6.864 25,291 621 32,776 7.84T o t a 1 77,978 102,133 b4,456 224,567 165,746 172,486 79,694 417,926(7. of Total) 34.72 45.48 19.80 39.66 41.27 19.07
1973/74 July-D-ceroer 1974
Hessian Sacking Other Total (7. of Total) Hessian Sacking Othee Total (% of Total)Count rie.s
United Kingdom 17,761 614 293 18,668 4.19 6,713 62 380 7,155 3.41Rost of W. Europe 5,790 23,109 2,237 31,136 6.99 2,934 6,209 825 9,968 4.74Rest of E. Europe 2,634 14,376 924 17,934 4.03 893 2,412 909 4,214 2.01USSR 7,384 6,059 13,443 3.02 5,035 4,763 - 9,798 4.66USA 41,966 93 68,409 110,468 24.81 16,577 77 25,141 41,795 19.89Fsr East 4,491 20,985 8,123 33,599 7 54 586 14.392 1,716 16,694 7.95Africa 28,405 75,472 2,461 106,338 23.88 6,910 44,912 2,090 53,912 25.66Canada 7,773 - 2,270 10,043 2.26 3,431 - 1,064 4,495 2.14Argentina 17,271 - - 17,271 3.88 7,414 16 - 7,430 3.54Rest of America 1,827 11,427 204 13,458 3.02 2,204 12,032 64 14,300 6.81Australia 4,478 28,250 3,176 35,904 8.06 1,063 6,377 600 8,040 3.83Nee Zealand 282 2,446 - 2,728 .61 48 3,168 129 3,345 1.59Others 7Zo3 26,518 615 34,336 7.71 8,080 20,151 724 28,955 13.78T o t a 1 147,265 209,349 88,712 445,326 61,888 114,571 33,642 210,101(7. of Total) 33.07 47.01 19 92 29.46 54.53 16.01
Source HJIC, Quarterly Su ary of Jute Goods Statistics. Vol. 4
Industrial Projects Departent

STATISTICAL APPENDIXTable VI Table 6 of 14
'PANrGLADEST4 Page 1
JUTE INDUSTRY
LIST OF MILLS WITH INSTALLED LOOM CAPACITY
Number of Installed LoomsName of Mill Hessian Sacking Broad Others Total
Adam.ee Zone
1. Adamjee Jute Mills 2152 866 213 - 32312. Associated Bag Co. - - - 20 20
Sub-total 2152 2 I 2 3251
Dacca Zone 13. A. R. Howlader Jute Mills Ltd. 150 100 - - 2504. Bawa Jute Mills Ltd. 188 62 43 - 2935. Bangladesh Fabric Co., Ltd. - - - 78 786. Bangladesh Jute Mills Ltd. 304 196 - - 5007. Broad Burlap Industries Ltd. - - 57 - 578. Cooperative Jute Mills Ltd. 139 124 - - 2639. Dacca Jute Mills Ltd. 244 126 21 - 371
10 Fauji Chatkal 175 75 - - 25011. Hussain Jute Mills Ltd. - - - -
12. Hamedia Jute Mills Ltd. - - - -
13. Janata Jute Mills Ltd. 171 85 - _ 25614. Nishat Jute Mills Ltd. 265 60 25 - 35015. National Jute Mills Ltd. 145 105 60 _ 31016. N.A. Malek Jute Mills Ltd. - - - --
17. New Dacca Industries Ltd. - - - --
18. Pubali Jute Mills Ltd. 150 100 _ _ 25019. Sonar Bangla Jute Mills Ltd. 44 - - - 4420. Sarwar Jute Mills Ltd. - - - --
21. Star Alkaid Jute Ltd. 179 125 - - 30422. W. Rahman Jute Mills Ltd. 170 180 - - 350
Sub-total 2304 1338 206 78 3926
Dacca Zone 223. Asraf Jute Mills Ltd. 224 85 - - 30924. Allied Jute Mills Ltd. - - 50 - 5025. Alijan Jute Mills Ltd. 125 125 - _ 25026. Alhaj Jute Mills Ltd. C 1 o s e d27. Banani Jute Mills Ltd. - - - --
28. Chandpur Jute Mills Ltd. 125 125 - - 25029. Gawsia Jute Mills Ltd. 150 100 - _ 25030. Jabbar Jute Mills Ltd. - - - - -31. Karim Jute Mills Ltd. 258 200 58 - 51632. Kohipoor Jute Mills Ltd. 140 110 - - 25033. Latif Bawany Jute Mills Ltd. 489 213 122 - 82434. Munawar Jute Mills Ltd. - - 44 - 4435. Mashriqui Jute Mills Ltd. - - 50 - 5036. Meghna Jute Mills Ltd. 125 le5 - - 25037. Mymensingh Jute Mills Ltd. 12 0- - 9238. N. Askari Jute Mills Ltd. 149 101 - - 25039. Nabareen Jute Mills Ltd. 150 100 - - 250
-/2
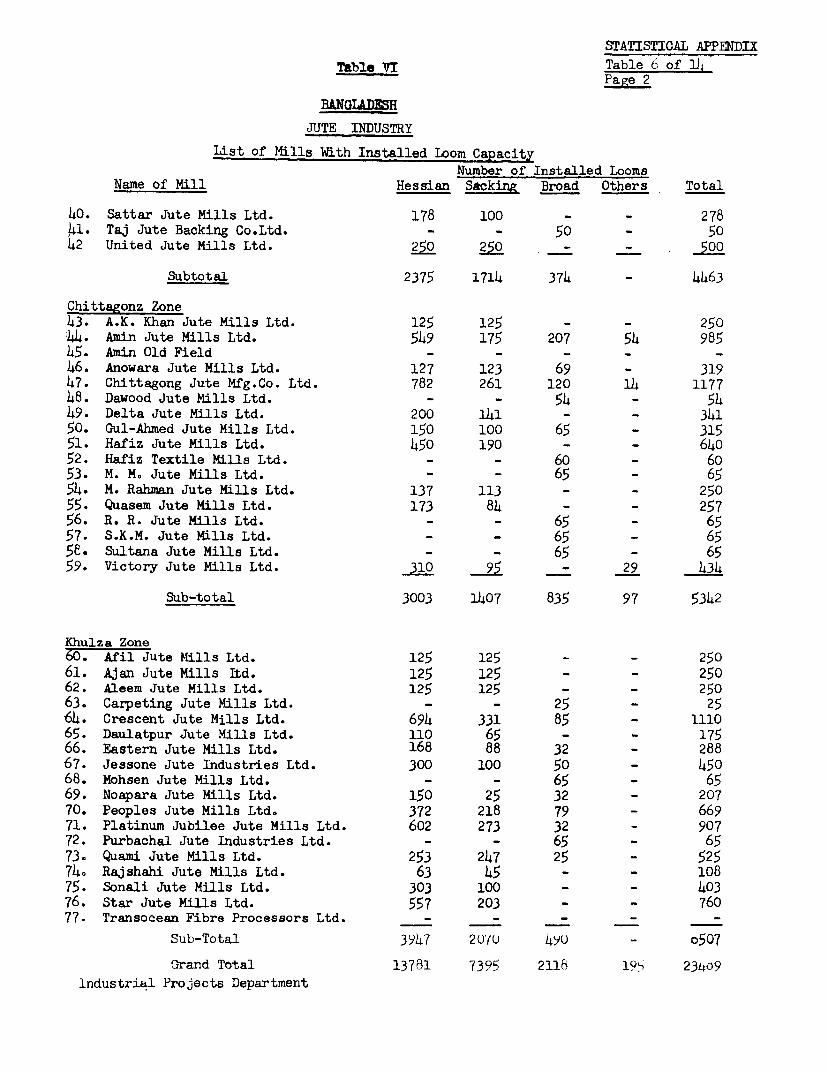
STATISTICAL APPENDIX
Table VI Table 6 of 14Page 2
BANGLADEH
JUTE INDUSTRY
List of Mills With Installed Loom Capacity
Number of Installed LoomsName of Mill Hessian Sacking Broad Others Total
40. Sattar Jute Mills Ltd. 178 100 - _ 27841. Taj Jute Backing Co.Ltd. - - 50 - 5042 United Jute Mills Ltd. 250 250 - _ 500
Subtotal 2375 1714 374 _ 4463
Chittagonz Zone143. A.K. Khan Jute Mills Ltd. 125 125 - - 250144. Amin Jute Mills Ltd. 549 175 207 54 98545. Amin Old Field - - - - -46. Anowara Jute Mills Ltd. 127 123 69 - 31947. Chittagong Jute Mfg.Co. Ltd. 782 261 120 14 117748. Dawood Jute Mills Ltd. - - 54 - 5449. Delta Jute Mills Ltd. 200 141 - - 34150. Gul-Ahmed Jute Mills Ltd. 150 100 65 - 31551. Hafiz Jute Mills Ltd. 450 190 - - 64052. Hafiz Textile Mills Ltd. - - 60 - 6053. M. H. Jute Mills Ltd. - - 65 - 6554. M. Rahman Jute Mills Ltd. 137 113 - - 25055. Quasem Jute Mills Ltd. 173 84 - - 25756. R. R. Jute Mills Ltd. - - 65 - 6557. S.K.M. Jute Mills Ltd. - - 65 - 6558. Sultana Jute Mills Ltd. - - 65 - 6559. Victory Jute Mills Ltd. 310 95 - 29 434
Sub-total 3003 1407 835 97 5342
Khulza Zone60. Afil Jute Mills Ltd. 125 125 - - 25061. Ajan Jute Mills ltd. 125 125 _ - 25062. Aleem Jute Mills Ltd. 125 125 - - 25063. Carpeting Jute Mills Ltd. - - 25 - 2564. Crescent Jute Mills Ltd. 694 331 85 - 111065. Daulatpur Jute Mills Ltd. 110 65 - - 17566. Eastern Jute Mills Ltd. 168 88 32 - 28867. Jessone Jute Industries Ltd. 300 100 50 - 45068. Mohsen Jute Mills Ltd. - - 65 - 6569. Noapara Jute Mills Ltd. 150 25 32 - 20770. Peoples Jute Mills Ltd. 372 218 79 - 66971. Platinum Jubilee Jute Mills Ltd. 602 273 32 - 90772. Purbachal Jute Industries Ltd. - - 65 - 6573. Quami Jute Mills Ltd. 253 247 25 - 525740 Rajshahi Jute Mills Ltd. 63 45 - - 10875. Sonali Jute Mills Ltd. 303 100 - - 40376. Star Jute Mills Ltd. 557 203 _ - 76077. Transocean Fibre Processors Ltd. - - - -
Sub-Total 3y47 20/U0 451O - o507
Grand Total 13781 7395 2116 19' 23409
lndustrial Projects Department


Table VII
BANOLADEH
JUTE INDUSTRY
Inventories of Finished Jute Manufacturesa
July/June Hessian Sacking CBC Othersb/ Total
(000 yards) (tons) (000 yards) (tons) (tons) (tons) (tons)
1968/69 88,851 25,070 74,440 32,347 2,623 2,700 62,740
1969/70 88,861 25,079 76,117 32,889 3,484 3,604 65,056
1970/71 119,600 33,829 69,241 4,865 4,865 2,793 46,352
1971/72 192,078 54,209 85,620 36,246 8,747 4,670 103,872
1972/73 95,920 27,069 146,498 62,014 7,559 5,828 102,470
1973/74 146,426 41,325 132,312 56,012 9,959 8,911 116,207
1974/75
July 162,670 45,909 126,847 53,699 9,675 9,319 118,602
August 158,483 44,727 134,088 56,764 10,080 8,646 120,217
September 146,642 41,386 123,278 52,188 12,557 10,331 116,462
October 142,744 40,285 107,347 45,444 11,745 11,275 108,749
November 156,416 44,068 102,835 43,534 13,737 13,548 114,887
December 166,752 47,061 107,659 45,576 15,593 15,012 123,242
January - - _ _ _
February - -
March - -
April - - -
May - -
JuneC/ - 36,891 - 71,520 6,575 13,882 128,868
a/ In metric tons unless otherwise indicated.
b/ Comprises cotton bagging, twine, and yarn.
c/ Preliminary.
Sources: BJIC, Ouarterly Summary of Jute Goods Statistics and monthly bulletins.
Industrial Projects Department
0
o0
4-'Z

STATISTICAL APPENDIX
Table VIII Table 8 of 14
BANGLADSH
JUTE INDUSTRY
Sold and Unsold Inventories of Jute Manufactures
(in- metric tons)
1973 Sold Unsold Total
July 58,989 44,837 103,826August 65,807 49,555 115,362September 70,730 53,058 123,788October 76,697 54,955 131,652November 99,147 44,425 143,572December 96,772 46,547 143,319
January 82,916 33,235 116,151February 76,587 34,334 110,921March 78,270 30,144 108,414April 77,471 28,364 214,249May 71,085 28,754 99,839June 78,483 37,724 116,207July n.a. n.a. 118,602August n.a. n.a. 120,217September n.a. n.a. 116,461October n.a. n.a. 108,749November n.a. n.a. 114,887
December 64,076 59,166 123,242
1975
June 70,345 59,036 129,381
Percentage Change
6/74 - 6/75 -10.37 +56.149 +11.34
Sources: BJIC Chairman's Report 1973/74 and monthly bulletins.
Industrial Projects Department

Table IX STATISTICAL APPENDIX
BANGLADESH Table 9 of 14
JUTE I-NDU.STRY CORPORATIONUnaiidited Palance Sheet
At Jane 30, 1974
ASSETS TK millionCash 21Inventories 685Other current assets 646
Current assets 1,352
Investments X
Net fixed assets i&ai
Total assets 2, 5O4
LIABILITIES and EQUITYCommercial bank borrowing 636Overdue interest and other accounts payable 589Other current liabilities 101
Total current liabilities 1,326
Debentures 173
Long-term loans:BSB 291BSRS 313Other 228
Total term debt 1,005
Deferred taxes payable 97Other liabilities 2
Total liabilities 2,h30
Paid in capital 478Reserves 76Profit and loss account 48)Net worth 74
Total Liabilities and Equity 2,504
Consolidated current ratio 1.0:1Consolidated term debt/equity ratio 1h:1
- S-rce: Bangladesh Jute Industries Corporation and data collected by mission- Includes data frr 57 out of the 76 jute mills in Bangladesh- 31 out of the 57 mills had negative net worth at June 30, 1974- Asset values are doubtful as some firms have not made inventories of assets
included on the books.
Industri.a.l Projects Departmen't

Table X
JUTE INDJSTRY CORPORATION
Consolidated Income Statements 1/
(TK million)
2/
1972/73 1973/74 July-December, 1974Carpet Carpet Carpet
Hessian Sacking Backing Total2/ Hessian Sacking Backing Totall/ Hessian Sacking Backing Total)/
Production ('000 tons) 153 205 49 433 168 222 65 485 59 87 24 183
Sales ('000 tons) 183 188 53 451 156 229 62 475 52 91 19 172
Sales 723 510 255 1,548 661 628 293 1,657 305 319 113 775
Cost of goods sold:Raw jute 339 263 120 758 284 296 137 754 124 148 56 348
Other materials (including spares) 63 33 25 126 64 54 33 158 29 27 16 76
Wages and salaries 252 150 67 484 264 218 94 596 94 83 33 217
Power and fuel 20 10 5 75 22 12 9 45 11 7 4 23
Depreciation 57 -30 28 117 4I 31 23 100 18 13 10 43
Factory overhead 42 22 14 80 38 31 12 85 13 13 5 32
Total cost of goods sold 773 508 259 1,640 716 642 308 1,738 289 291 124 739
Interest expense 59 42 30 135 65 43 30 142 .35 21 18 79
Administrative and Selling expenses 43 36 14 98 44 44 17 109 15 16 6 ho
Total expenses 875 586 303 1,873 825 729 355 1,989 339 328 148 858
Net profit (loss) (152) (76) (48) (325) (164) (101) (62) X (332) (34) (a) (35 (83)
Subsidy 30 28 14 75 - - - -
b . P cgl eA-h Jute Indu&tr7 Corporation
PT1m1al rew mg _*m . H
T/ Includes minor *mountB of specialized jute products.a
0
t ,
Industrial Projects Department

Table XI
EANGlADESH
JUTE IDSTRY
Typical Cost Structure for Major Jute Manufactures, 1973 through 1975
(in takas per metric ton)
Hessian Sacking Carpet BackingNovember 1973 June 1974 January 1975 November 1973 June 1974 January 1975 November 1973 June 1974 January 1975
1. Materials Costs
Jute 1,879 1,985 3,798 1,196 1,191 1,944 1,793 2,150 3,873Batching oils, chemicals etc. 46 98 130 66 63 92 4 28 100Baling hoops and miscellaneous 72 49 77 47 32 56 254 122 327
Sub-total 1.997 2.132 4,005 1,309 1,286 2,092 2,051 2,300 4,300
2. Manufacturing Costs
Salaries 182 267 197 116 162 117 145 257 342Wages 1,070 1,374 1,383 680 885 912 880 1,115 1,606Stores consumption 258 661 511 161 434 351 225 458 827Power and fuel 56 76 258 36 52 167 102 158 581Interest charges 247 192 331 169 143 212 438 577 1,503Depreciation 155 (190) 231 117 (100) 72 507 (600) 994Jute taxes and other charges 105 131 215 67 95 143 73 126 437Other costs 23 66 32 / 7 68 17 20 67 32
Sub-total 2.096 2 957 2,927. / E 1353 1.939 1,991 2.390 3,358 6.324
3. Miscellaneous Overhead Costs
Medical 20 18 5 13 13 3 15 32 56)Welfare 7 10 26 5 7 17 7 12Administrative 39 120 114 28 89 73 45 115 143Selling 64 89 217 40 140 41 75 8 95
Sub-total 130 237 362 86 249 134 142 167 294
Total 4,223 5,326 7,294 2,748 3,474 4,217 4,583 5,825 10,918
Source: Mission estimate from data supplied by a representative integrated mill.
Industrial Projects Department 00

Table XII
BAHLGADESH
JUTE .INDUSTRY
Projects and the BMR Program
Total Costs Foreign CurrencyProjects Replacing and Balancing Equipment (in million takas) (at Dec. 1973 prices)
1. People's Jute Mills 48 drawing fram., 32 spinning fram., 154 looms, conver. 596 looms 55.974 34.9842. Pubali Jute Mills 5 spinning fram., spare parts spinning, 10 spinning frames 2.909 2.6533. M. Rahman Jute Mills 10 spinning fram., 1 sack printing machine 6.130 3.3094. Anowara Jute Mills 2 cards, 19 drawing fram., 14 spinning fram., 1 cone winder 18.083 10.6475. Carpeting Jute Mills spares rehabilitation of 50 looms, workshop equipment 4.680 2.5936. Nishat Jute Mills 5 drawing frames, 12 spinning fram., some small equipment 14.148 9.0087. Daulatpur Jute Mills 2 cards, 8 drawing fram., 1 softener, 7 spinning fram. 9.263 5.2618. W. Rahman Jute Mills 4 cards, 10 drawing fram., 25 spinning fram. 2.200 12.7989. Adanjee Jute Mills 32 cards, 53 drawing fram., 205 spinning fram., 6 winding units,
27 metering units 178.884 100.000Sub-total -------------------------------------------------------------------------- 312.071 181.253
10. Amin Jute Mills 14.736 9.38311. Chittagong Jute Mills 14.560 9.25712. Karim Jute Mills 26.682 16.77313. Star Jute Mills 9.297 5.89114. Aleem Jute Mills 3.051 2.80415. Alhaj Jute Mills 3.051 1.80416. Quami Jute Mills 11.630 7.20017. Bawa Jute Mills 7.511 4.60118. Victory Jute Products 10.825 6,62519. Latif Bawani Jute Mills 15.000 10.000
Sub-total --------------------------------------------------------------------------- 116.343 73.338
T o t a 1 --------------------------------------------------------------------------- 428.414 254.591
Source: BJIC Technical Directorate
Industrial Projects Department
H C
0>.

T.hb3. XII
JL7 E 7DD1SM
On-Cojog Pro cts!/
Local Currency Loonl CurrencyCost Estimate Amount Required for CoIpletion Rece-ivd During Planned tnnouiitunen Investments for Copletion
Name of Project LoonL Capacity Total Foreign Cur.ent. Total ForeiLn Currency Locai Currency 1973/74 for 1974/75. 1975/76 Foreigo Enobeh e Loca. Currency
1. Hynannigh nod Banani 433 narrow 105.788 34.428 40.781 4 675 36.106 9.575 26.531 4.675 - Daged parta, fira-fighting 26.521 - Broad L-ena factory25 broad equipteet, quality control, tenting building, 25 narrn 1-n
equipmet, workshop equipment balance g/h, cads and brodq-la in bank custody, vail-
way, iatenest workingcapital
2. RaJohbhi 215 narrow 46.000 16.279 14.081 1.494 12.587 3.087 9.500 1.494 - Elncotical spars, fIre- 9.500 - Railway., 20inarrofighting equipeat. quality noenna1 Ina-e /b. water tank, niasigequipment and damged apares, intersat,
working capital
3. Sogan Banglo 50 hessian 112.000 66.000 4.248 925 3.323 .675 2.648 .925 - B1nig presa, oehead 2.648 - Building, electriclnohile crn qoipasoc, wut- t-k, hanalaig
for ffice-, -ekohop macbiony
4. Ashnaf 65 broad 41.050 11.032 31.012 3 564 27.448 3.618 23.830 3.564 - Replaceent of iaing 23.830 - Buildig 25 broodmacbi-es, dnmged apanee, electrical 'ana, I bosnikn .cad, 1 flisihing
pWrtn fire-figbting equipment card g/h, electrical parts,int.eret, -kring cnpita1
5. Dacro 60 broad 30.242 10.276 14 895 .970 13.925 6.806 7.119 .970 - Foreign enchonge provided 7.119 - Building, gado-s coos-50 hbstioL f-or procurement of ff-loded machi- trorsio , blanchie payment
nar of 1-co -hcinay eqoipnant
6. Da ood 96 broad 86.000 35.851 26.005 6.008 19 997 3.411 16.586 6.008 - Rplaceent of 18 Swia. looqu 16.586 - To -cplet buildin8goff-loaded at Karachi,powe fena-at-
7. N. As.kal 250 hesian 31.889 11.979 18.928 2.916 16.012 2.943 13.069 2.916 - Fou electrical equipmnt and 13.069 - Fr factory buildingtcrawf-re and gcdnwse
S. Sonali - 40.000 22.500 39.000 22.500 16.500 - 16.500 22.500 - Far production ma chn 16.500 - For coplecti ofand auniliary equipment f.cttor buildngs., itereat
payments, etc.
948 maro I-sTotol in million taiks 26 broad laoma 392.969 148.345 180.950 43 053 145.898 30.115 115.7S3
UBS (US$1 - Toka 8) 18.54 5.382
Total + Inoreos in co-t- ginue 1972, + 305 6.997 24.B0
*/ Re milling Tahak unless atherwise apecified.
Source 8JIC Technitnl Direccantce
Industcrial Proujecu DOpnnt-at
Iw |

STATISTICAL APPENDIXTable- m Table 14 of 14
BANGIADEH R 1
JUTE INWSItRY
Calculation of Production Levels Under Various Asawaztionsof Technical Efficiency and 8Ue
Carpet Total Outputb)Hessian Sacking Backing Sub-total incl. misc.
Technical Description of a)Operating Assumptions
I Looms Installed (in thous.) 13.7 7.6 2.1 23.4Looms Operating (in thous.) 11.5 6.6 0.9 19.9Technical efficiency (%) 48.8 56.9 62.6 53.2Overall efficiency (%) 40.8 48.8 25.4Lbs./loomAhotrat 100% eff. 12.5 29.8 25.4Average monthly production
(thousand m.t.) 12.5 19.9 2.4 34.8 37.7!/nnual production
(thousand m.t.) 452.6
II Looms Installed (in thous.) 13.7 7.6 2.1 23.4Looms Operating (in thous.) 13.0 7.3 2.1 22.4Technical efficiency (%) 70.0 75.0 71.5 72.0Overall efficiency (%) 66.5 71.3 68.0 68.4Lbs./loom/hour at 100% eff. 12.5 29.8 25,4Average monthly production
(thousand m.t.) 20.4 29.0 6.8 56.2Annual production
(thousard m.t.) 709.7
III Looms Installed (in thous.) 13.7 7.6 2.1 23.4Looms Operating (in thous,) 13.0 7.3 2.] 22.4Technical efficiency (%) 70.0 75.0 71.5 72.0Cverall efficiency (%) 66.5 71.3 68.0 68.4Lbs./loom/hour at 100% eff. 10.0 29.8 25.4wverage monthly production
(thousand m.t.) 16.3 29.0 6.8 52.1Annual production
(thousand m,t,) 660. c0
IV Looms Installed (in thous.) 13.7 7.6 2.1 23.4Looms Operating (in thous.) 13.0 7.3 2.1 22.4Technical efficiency (%) 56.3 60.3 57.8 57.9Overall efficiency (,%) 53.5 57,3 54.7 55.0Lbs./loom/hour at 100y6 eff. 10.0 29.8 25.4Average monthly production
(thousand m.t.) 13.1 23,3 5.5 41.8Annual production
(thousand m.t.) 536.4
V Looms Instplled (in thous.) 13.7 7.6 2.1 23.4Looms Operating (in thous.) 13,0 7.3 2.1 22.4Technical efficiency (%) 70.0 75.0 71.5 72.0Overall efficiency (%) 66.5 71.3 68.0 68.4Lbs./loom/hour at 100O eff. 10,0 29.8 25,4Average monthly production
(thousand m.t.) 22,0 40.2 9.3 74,4Annual production
(thousand m.t.) 892.4
-2/
STATISTICAL APPENDIXTable 14 of 1Page 2
Table XIV
Source: Mission estimates based on samples from operating mills.
a) lwith the exception of case V, the number of hours worked ona two shiftbasis per month is 394; in case V, 70% of looms are assumed to be operatingon a three shift basis, equivalent to 586 hours per month.
b) Includes output of miscellaneous products equal to 2.9 thousand tons permonth or 34.8 thousand hours per annum in all cases.
Tndustrial Projects Department

PART TWO
THE COTTON TEXTILE INDUSTRY
SUMMARY OF CONCLUSIONS AND PRINCIPAL RECOMMENDATIONS
i. With very limited domestic production of raw cotton and man-madefibers, the textile industry of Bangladesh is almost completely dependentupon imports of raw cotton and yarn, as well as some cloth, to meet thecountry's clothing consumption requirements. Textiles represent the thirdmajor import category, following food and petroleum.
ii. The major textile mills are currently under government ownershipand controlled by the Bangladesh Textile Industries Corporation (BTIC)within the Ministry of Industries. At the present time (July 1975) thereare 48 mills producing yarn of which 24 also have some weaving capacity;the Corporation also controls 10 mills producing specialized products, e.g.clothing.
iii. Bangladesh ranks as one of the lowest among developing countriesin terms of clothing consumption. During the pre-independence period itaveraged under 7 yds per capita per year, compared with about 20 yds percapita in other South Asian countries. Since independence, the disruptionin production and the shortage of foreign exchange have resulted in consumptionsomewhat below the pre-1971 level. About 70% of the cloth consumed inBangladesh is woven on handlooms, with power looms producing about 15-20%of available supply, and imports of cloth or clothing providing another10-15%. In recent years, the domestic spinning mills have been able toprovide 80-90% of yarn requirements and the remainder was imported (Chapter I).
iv. This review focuses on the spinning industry, whose raw cottonimports now represent the bulk of the country's foreign exchange outlayfor textiles. Under current conditions there are advantages in retaininghandlooms as the principal means of weaving cloth for domestic needs,particularly in view of the apparent excess capacity that already exists,and the considerable employment provided by the industry.
v. The condition of the spinning equipment shows wide divergencies;eight mills were established prior to 1947 and much of their machinery isnow obsolete. From 1947 through 1961 another eight mills were established;some of their equipment is also obsolete or was so badly damaged duringhostilities as to be practically useless. Twenty-five mills were constructedafter 1960, and the bulk of their machinery appears to be in fair condition.Three mills, whose construction began prior to 1971, were completed during1973/74 and are new for all practical purposes; four new mills were broughtinto operation in 1974/75.
- ii -
vi. At present, about 25% of installed capacity is inoperable. Theproductivity of the spindles in use is still below that achieved in pre-independence days, although there has been considerable improvement in thepast three years; lack of spare parts and inadequate maintenance proceduresare the main factors responsible for the low productivz.y. Other factorsinclude excessive diversification of output, inadequate training for workersand lack of attention to problems caused by high humidity during the monsoonseasons.
vii. BTIC has shown great adaptability to meet the basic objective ofrestoring production, following the disruption of activities during 1971.It must now address itself, in the short term, to the problem of raising theproductivity of its mills, as well as to the longer-term problem of thefuture structure of the industry, given the balance of payments constraintson one hand and the need to provide more adequate clothing on the other.
viii. Short-term Measures. The steps which BTIC has taken to improvemill performance need to be followed up; it is recommended that it undertakemore extensive programs to raise mill productivity. It will need experthelp in fields such as production engineering, equipment operation andfinancial control. Particular emphasis should be given to setting up andoperating preventive maintenance systems. For this purpose special teamsshould be organized, with expatriate assistance to help individual mills.The first mills to be studied should be the newest, to prevent actual damagesuch as has been experienced in a number of mills where proper maintenanceprocedures were not followed for some time. These teams should also makerecommendations in respect of other problems related to productivity and inparticular should assist in developing training procedures at mill level toimprove worker skills. Finally, the teams should identify those "inoperable"spindles in the mills under study which can be quickly put back into operationat reasonable cost (para. 3.4).
ix. The second major task would be the establishment of a unit withinthe Corporation to assess the local capacity to produce spare parts and topromote the local production of a number of items which are not overly complexin design and which are in sufficient demand to justify domestic output. Ex-ternal assistance should also be obtained to help in this work. This groupwould also identify the principal adaptations which can be economically madeon some of the equipment installed in the last 15 years so as to improve per-formance. It would coordinate its activities with the jute industry spareparts division and with the Ministry of Industries working group on spareparts (para. 3.6).
x. BTIC should establish by the beginning of the 1976/77 fiscal yeara Production Planning Directorate. The Directorate would have responsibilityfor longer-term production planning for the Corporation including studies ofmodernization and expansion requirements (para. 3.22). A first task shouldbe the preparation of a production program to reduce diversification at themill level and to concentrate on 14 basic yarn counts overall (para. 3.8); thisprogram should be prepared for implementation in the 1976/77 annual productionprogram.
- iii -
xi. Until recently, BTIC had no responsibility for the distribution of
its products which was undertaken by other Government agencies under strictlycontrolled allocation systems. These did not operate efficiently and themills experienced sharply growing inventory accumulation of both yarns andcloth in the face of what appeared to be shortage conditions in local markets.Beginning in mid-1974 the Government adopted a series of measures to liberalizethe allocations, finally in May 1975 lifting practically all restrictions.Mills are now permitted direct sales to licensed dealers and handloom weaversin addition to sales to the agencies servicing handloom weavers, smallindustries, cooperatives and official trade shops (para. 2.18).
xii. The Corporation's Marketing Directorate has hitherto concentratedon raw material purchases, a function which should be transferred to theTechnical Directorate together with appropriate staff. In view of the factthat mills are to be given autonomy in sales, it is recommended that a salesforecasting division be established within the proposed Production PlanningDirectorate (para. 3.27).
xiii. There is urgent need to obtain up-to-date information on the handloomand small power-loom weaving sector not only to ensure that its current needsare being met through the new measures for distribution but also to permitproper longer-term planning for the industry. There is considerable un-certainty over the numbers-of units which are currently capable of operation;primary responsibility for conducting the required censuses could rest withappropriate units within the Ministry of Industries particularly the CottageIndustries Corporation and the Handloom Weavers Export Corporation, but BTICshould be associated with this work, particularly in view of its interestin the direct sale of yarn to weaving units (para. 3.26).
xiv. Necessary technical adaptations to the equipment of the smallexisting rayon mill should be undertaken to permit fuller utilization of theplant now operating at 50% of capacity (para. 3.23).
xv. External technical assistance and training programs for the textileindustry which are being negotiated with UNDP/UNIDO are now relatively advanced;the overall project is currently designed for almost four years' duration.It is envisaged that the current proposal will be modified in accordance withthe recommendations of the Association, making more resources available forassistance to spinning operations, particularly for maintenance programs andfor developing a spare parts program as discussed in paras viii and ix above
(para. 3.30).
xvi. Longer-term Strategy. There is need to review the developmentstrategy of the industry. As a first step it is essential that a study bemade of the relative efficiency in terms of foreign exchange savings ofdomestic spinning of cotton yarn as compared to imports. Secondly, thereis need to assess the potential of the handweaving and small power-loom sectorsand the relative efficiency of these units as compared to the larger inte-grated mills in the organized textile sector; for this purpose it is important

- iv -
that the censuses mentioned in para xiii be completed as quickly aspossible. While it is generally accepted within the country that in thenext two or three years existing handloom capacity can continue to meetmost of the country's clothing requirements, decisions will nevertheless beneeded within this same period regarding changes in power-loom capacity forthe period after 1978 (para. 3.14). These studies should be initiatedduring the current fiscal year.
xvii. Of particular importance is the study of production paths whichwill minimize raw material import requirements; these could double within thenext five years if per capita consumption were to rise to the level achievedprior to independence. Reduction in import content might be achieved throughlocal production of man-made fibers (MMF) such as polynosics and polyesters.The study should focus on the possibility of using domestic resources forMMF production or importing some of the intermediates required (paras. 3.15to 3.21). The study should be initiated with appropriate technical assistance,by September 30, 1976.

CHAPTER I. INTRODUCTION
A. Status of the Cotton Textile Industry Since Independence
1.1 After independence, as part of its policy for public ownership oflarge-scale industry, the Government nationalized 44 textile mills, 19 ofwhich had been owned by non-Bengalis, and placed these enterprises under theBangladesh Textile Industry Corporation (BTIC). In addition to these and thenew mills recently installed, the cotton textile industry currently consistsof small modern enterprises which are privately-owned but too small to benationalized and the traditional sector consisting of units varying from oneto several looms and characterized by reliance on traditional handlooms orsimple power looms. In the past, the traditional sector had supplied 70 per-cent of total cloth output in Bangladesh. Within BTIC there are also 10specialized mills; these include the wool mill, Valika, in Chittagong andplants producing clothing and other finished cloth goods (e.g. towels).
1.2 The size of plant in Bangladesh is small. As of January 1973,among the 26 mills that did only spinning, the average number of workingspindles was 12,363, and 22 of the 26 mills had less than 14,000 workingspindles. Only one had working spindle capacity of over 25,000. Among 18other (composite) mills that did both spinning and weaving, the averagecapacity was 16,860 working spindles and 146 working looms. Nine of themills had working spindle capacity of over 14,000 and 4 had working spindlecapacity of over 25,000. For the entire 44 mills, the average size was14,203 working spindles.
1.3 At the partition of India in 1947, the installed capacity in whatnow comprises Bangladesh consisted of 109,740 spindles and 2,717 looms.However, the working capacity was 99,000 spindles and 2,000 looms. In thefollowing five years, no new capacity was established and one mill previouslyinstalled went into production. During 1954 and 1955, eight new mills wereestablished, increasing the number of spindles to 322,896 and the number oflooms to 3,260. From 1955 to 1960, no new mills were established. All themills established in the period from partition to 1960 were composite.During the Second Plan period beginning 1960/61, the textile industry inwhat is now Bangladesh experienced a healthy growth rate. At the end of theperiod, the number of spindles had increased to 617,000 and that of looms,to 5,000. The growth rate declined during the Third Plan period. Duringthis period, the number of spindles increased to 750,000 and of looms, to7,000.. As of January 1973, the 44 operational mills under the BTIC had atotal installed and uninstalled capacity of 858,650 spindles and 7,430 looms.For the year 1973/74, BTIC has reported only about 656,000 spindles and 4,300looms as operating, although 790,000 spindles and 6,400 looms were consideredpotentially workable (Chapter II). During that year, three mills totallingabout 22,000 spindles, whose construction had been initiated prior to 1971,began production. As of July 1975, there were 48 mills operating, 24 ofwhich were composite, with a total installed capacity of 890,000 spindlesand 7,600 looms.

- 2-
B. Handloom Weaving Industry
1.4 There is no concensus as to the actual number of handlooms nowoperating in Bangladesh. No comprehensive survey has been conducted in therecent past. There is a profusion of conflicting estiFates ranging from183,000 to 433,000 handlooms. The last survey was mace by Bangladesh SmallIndustries Corporation (BSIC) in 1962/63, and it concluded that there werethen 250,000 handlooms in operation. According to the Planning Commission,the benchmark figure of operating handlooms may be taken at present to be250,000. Industry sources believe that there may be as many as 400,000handlooms in the country. To clarify the situation and obtain the basicdata required for any decisions in this area, a new detailed survey of thehandloom situation is required.
C. Pre-Independence Pattern of Production and Trade
1.5 Prior to independence Bangladesh's cotton textile industry was a netimporter of raw materials and intermediate goods, mostly from West Pakistan.Cotton was imported and used in the integrated mills for spinning and weaving,as Bangladesh did not produce much cotton of its own. Only the Comilla deshivariety of cotton has been grown in the Chittagong district, and on a verylimited scale. Yarn was im~ported from West Pakistan to supplement the outputof mills in feeding the yarn requirements of the handloom and other weavers.Cloth was also imported. In the years 1964/65 to 1968/69, the total averageavailability of cloth in Bangladesh was 458.2 million yards, of which 115.8million yards, or 25.3 percent, were imported from West Pakistan. Table 1below shows the pattern of production and trade in pre-independence Bangla-desh in yarn and cloth. It will be noticed that in the five-year period,1964/65 to 1968/69, West Pakistan accounted for 94.0 and 99.8% of Bangladesh'stotal imports of yarn and cloth.
D. Difficulties in Restoring Production Post Independence
1.6 The damages caused to the mills by the events leading to and im-mediately following independence were fortunately of a minor nature, andit was possible to reactivate manufacturing operations without too muchdifficulty. However, there was serious dislocation of transport and communi-cation facilities and power supply. In addition, the supply of raw materialsand spares posed a serious problem as the mills had suffered a break in theirnormal channels of supply. There were production difficulties for the 19 millsformerly owned by non-Bengalis since many of them, immediately prior to thehostilities of 1971, had been reluctant to invest in working capital. Someof them actually disinvested by running down supplies of spares and by notreinvesting cash inflows and neglecting maintenance. Immediately afterindependence, widespread unrest in the labor force also prevented optimalreactivation of the mills. The shortfall of technical and managerial skillscaused by the sudden departure of owner-managers compounded the problem. Manyof the administrators for the nationalized mills had little previous contactwith the labor force, as even new administrators were appointed for millspreviously owned by Bengalis. The introduction of a new labor policy hasbeen instrumental in reducing difficulties with the workers.
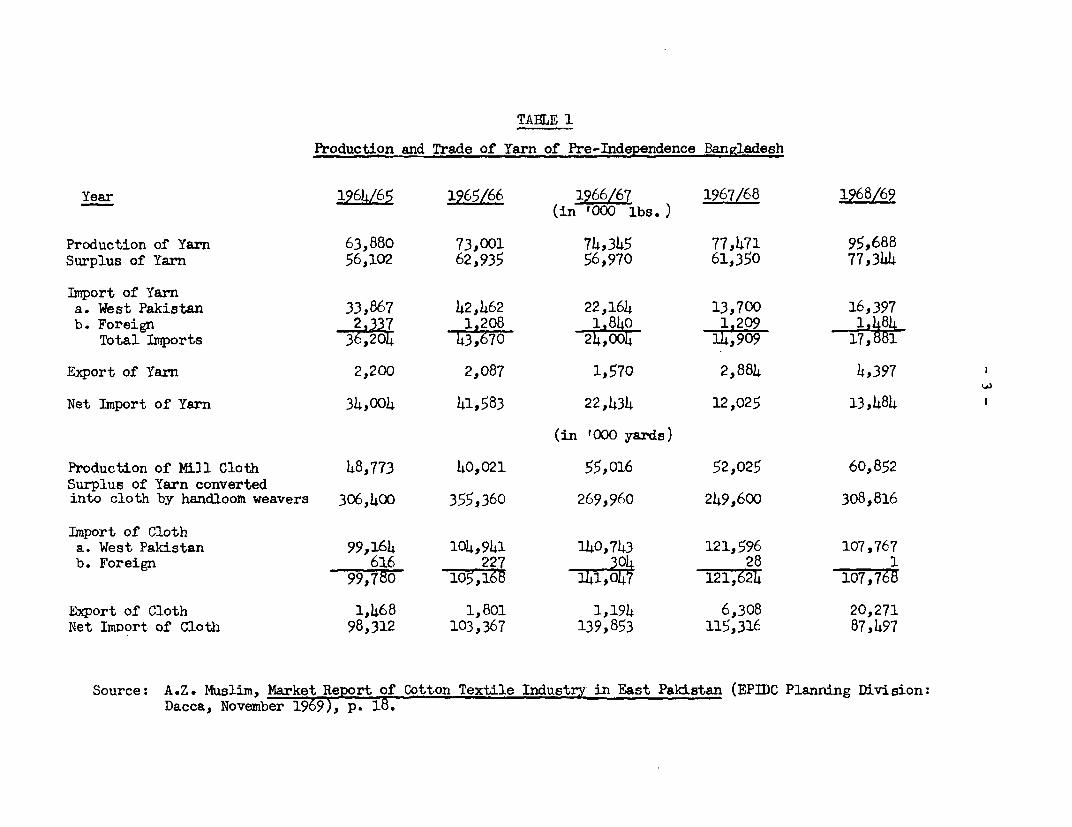
TAELE 1
Production and Trade of Yarn of Pre-Independence Bangladesh
Year 1964/65 1965/66 1966/67 1967/68 1968/69(in '000 lbs.)
Production of Yarn 63,880 73,001 74,345 77,471 95,688Surplus of Yarn 56,102 62,935 56,970 61,350 77,344
Import of Yarna. West Pakistan 33,867 42,462 22,164 13,700 16,397b. Foreign 2,337 1,208 1.840 1.209 1.484
Total Imports 36,204 43,670 24004 14,909 17,881
Export of Yarn 2,200 2,087 1,570 2,884 4,397
Net Import of Yarn 34,004 41,583 22,434 12,025 13,484
(in 'OOO yards)
Production of Mill Cloth 48,773 40,021 55,016 52,025 60,852Surplus of Yarn convertedinto cloth by handloom weavers 306,400 355,360 269,960 249,600 308,816
Import of Clotha. West Pakistan 99,164 104,941 140,743 121,596 107,767b. Foreign 616 227 304 28 1
99,780 10-5,168 014W,o47 121,624 107,768
Export of Cloth 1,468 1,801 1,194 6,308 20,271Net ImDort of Cloth 98,312 103,367 139,853 115,316 87,497
Source: A.Z. Muslim, Market Report of Cotton Textile Industry in East Pakistan (EPIDlC Planning Division:Dacca, November 1969), p. 18.

-4-
E. Mlan-Made Fibers
1.7 At present, the local production of man-made fibers and the capacityto use them are limited. Nylon filament is produced in the nylon factory inChittagong. The three-metric ton per day output is used as follows: 60% onknitting machines and power looms and 40% on handlooms. While the installedcapacity is fully utilized, there is at present no need for expansion as thenumber of currently installed power looms and knitting machines on which end-less filaments can be utilized is limited. Rayon filament is produced atKarnaphuli Rayon and Chemical Ltd., Chandaragong. Current output is aboutfive metric tons per day, about half the installed capacity. Few of theinstalled power looms are equipped to use endless rayon filament and mostof the production is sold to handloom weavers. The plant was originallyconstructed in 1967 primarily for export to West Pakistan. During 1973/74when there was strong world demand for textiles a relatively substantialexport was undertaken but currently it has not been possible to sell thisproduct in external markets.
1.8 While there is little capacity to use nylon and rayon, there is apotentially strong demand for man-made fibers to replace cotton and to improveblends. This is so because fiber length is important in spinning, and synthe-tic fibers can be adjusted without an increase in the costs of the final product.Moreover, prices of man-made fibers have been fairly stable; and lately, theprices for all cellulose derivates have been quoted below cotton prices.
F. Consumption of Textiles in Bangladesh
1.9 Because of the uncertainties over the production of the handloomsector which supplies the bulk of the cloth consumed in the country, thedata on per capita availability of textiles in Bangladesh must be viewedwith caution. As can be seen in Table 2 below, cloth availability percapita varied in pre-independence days from 7.6 sq. yds. in 1965/66 to 6.0sq. yds. in 1967/68. In 1973/74, the estimated per capita availability ofcloth was 5.6 sq. yds. In 1972/73, the per capita availability of cloth waseven lower, estimated at 5.0 sq. yds. per person per year. While no data areavailable for the years 1970/71 and 1971/72, the figures are bound to be evenlower than for 1972/73 due to the events of the liberation war. Assuming thatcloth availability is now 5.6 sq. yds. per person per year, this is hardlyenough to make 3 lungis for the adult male and 1 saree for the adult female.This cloth availability is very low, considering that average consumption ofcloth per capita has been estimated at about 20 yards in 1972 for SouthAsia. 1/
1/ See FAO, Per Caput Fibre Consumption. 1970-1972 (Rome, 1974).ESCR: FC 74/1, June 1, 1974.
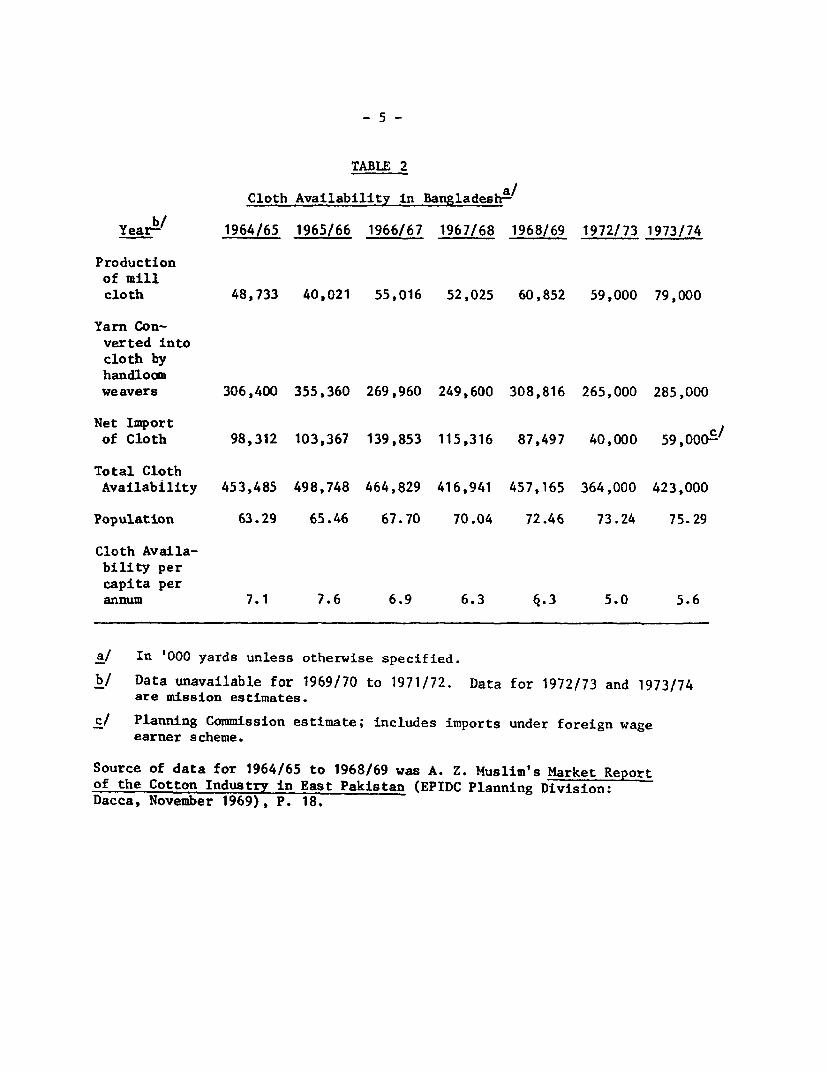
TABLE 2
Cloth Availability in Bangladesh-
Year/ 1964/65 1965/66 1966/67 1967/68 1968/69 1972/73 1973/74
Productionof millcloth 48,733 40,021 55,016 52,025 60,852 59,000 79,000
Yarn Con-verted intocloth byhandloomweavers 306,400 355,360 269,960 249,600 308,816 265,000 285,000
Net Importof Cloth 98,312 103,367 139,853 115,316 87,497 40,000 59,000='
Total ClothAvailability 453,485 498,748 464,829 416,941 457,165 364,000 423,000
Population 63.29 65.46 67.70 70.04 72.46 73.24 75.29
Cloth Availa-bility percapita perannum 7.1 7.6 6.9 6.3 6.3 5.0 5.6
a/ In '000 yards unless otherwise specified.
b/ Data unavailable for 1969/70 to 1971/72. Data for 1972/73 and 1973/74are mission estimates.
c/ Planning Commission estimate; includes imports under foreign wageearner scheme.
Source of data for 1964/65 to 1968/69 was A. Z. Muslim's Market Reportof the Cotton Industry in East Pakistan (EPIDC Planning Division:Dacca, November 1969), P. 18.
-6-
G. Scope of this Study
1.10 This study concentrates on the production and supply of cotton andrelatcd yarn for the country. This approach reflects the structure of theindustry described above. In the first place, the bull of the organizedtextile industry is devoted to yarn spinning and only some 15% of the yarnproduced is used by the weaving mills. The handloom weavers are the majorconsumers of this yarn and provide some 70% of cloth consumed; as noted abovethe actual numbers of looms and the manner in which they are organized andoperate are matters of considerable uncertainty at this time although detailedanalyses of these aspects are now underway. Finally, yarn and raw cotton foryarn production are the principal forms in which textiles are imported into thecountry and represent the largest non-food, non-petroleum category of imports.
1.11 Under current conditions of Bangladesh, it appears clearly desirablefor the present to maintain this basic structure of the industry. For reasonsindicated subsequently (Chapter III), it is unlikely that a major expansionin cloth consumption can occur in the next few years and there is consensusthat underutilized handloom capacity exists. But during this period it isessential that basic studies be undertaken of the number of the handloomweavers and other factors which are critical to the future path of theindustry (e.g. the entire question of man-made fibers) (Chapter III). Someobservations on the organization and eEficiency of operations of the powerloom sector are contained in Annex III.
CHAPTER II. EVALUATION OF CURRENT PERFORMANCE OF INDUSTRY
A. Overall Efficiency
2.1 Utilization of capacity. Although there continues to be markedimprovement in production performance, the level of output achieved during1974/75 still represents a considerable under-utilization of capacity. Ofa total of 870,880 spindles which BTIC recorded as being installed as ofJuly 1, 1974, only 656,642 were reported as actually operating during theperiod. The balance were idle for reasons such as lack of spare parts, theequipment was considered as completely antiquated, or the mill or part ofthe mill had been closed due to inadequate transport, power, or ancillaryequipment or to labor difficulties. (Annex I).
2.2 Moreover, in terms of actual production per eight-hour shift ofspindle operation, the average achieved, 2.56 ounces (based on an average 32count), represented a level well below international standards and even belowthat achieved in 1969/70, as follows:
Output in Ounces per Spindle Shift of Eight Hours
1969/70 1972/73 1973/74 1974/752.84 2.25 2.38 2.56
2.3 If one is to consider as a base for measuring capacity utilization,only that equipment which the mills considered as operable (excludingantiquated equipment and that equipment awaiting basic part replacement),amounting to 780,124 spindles, actual output in 1974/75 amounted to 72% ofcapacity (on a three-shift, six day-week basis), assuming spindle productivityat the 1969/70 level. Assuming spindle productivity at 3.5 ounces/shift asin other developing countries with advanced levels of productivity, theactual productivity of equipment was of the order of 73% of estimated capacity;however, it must be noted that many of the country's mills are obsolete andnot capable of achieving that target.
2.4 Production performance. As a guide for identifying the factorsresponsible for this performance, an evaluation was made of 16 mills; fulldetails on the criteria and on the findings are shown in Annex I. A smallnumber of these mills had been constructed before 1950 and the equipment wasin extremely poor condition. In addition to having relatively low operatingspeeds, many of these items of machinery were in poor working condition,partly due to the previous periods of neglect when normal maintenance proce-dures had not been followed and partly due to the current lack of spare parts.Much of this equipment is no longer being manufactured and spare parts havehad to be made to order; under recent world market conditions delivery periodsfor these items are as much as 2 years. In a few cases, it is virtuallyimpossible to get spares and field improvisations have had to be attempted.
2.5 A second group of mills, built in the period from 1950 to 1960,recorded better levels of efficiency but nevertheless also experienceddifficulties in maintaining high levels of output due to the problems arisingfrom spare parts shortages and neglect in maintenance. In a few cases, someof the equipment was obsolete and there were difficulties in getting parts tokeep them operating. A third, smaller group of mills had been constructedsince 1960 and generally performed well; in one particular case, quality ofoutput was exceedingly high and could meet export standards.
2.6 There were certain problems common to all the mills, adverselyaffecting their productivity. Practically all the raw cotton is imported and,given the foreign exchange shortage of the country, it has been extremelydifficult to ensure an adequate flow of proper cotton qualities. Raw cottonhas been obtained from many sources (under barter, grant or cash) and is ofdifferent fiber lengths. BTIC has centralized imports and on an overall basishas reasonably well managed the distribution of its supply. But in a numberof instances f'ler lengths available at individual mills have been inappro-priate for the yarn counts being spun, resulting in sliver or yarn breakagesand slowing down operations. Mills are generally unable to maintain adequateraw cotton inventories (in some cases these are currently under a month's needs)and have had to use whatever is available in order to prevent shutting downoperations.
2.7 Power shortages have also disrupted plant operations throughout thecountry, particularly during 1973/74 and in the early months (July throughSeptember of 1974) of 1974/75. This problem has become less severe recently

- 8 -
and it is hoped that losses in production attributed to power shortages willbe minimal in the future. As an example of the severity of the problem in thepast, BTIC estimated that, in the nine month period July 1973 through March1974, power failures resulted in a loss of about 5% of production. In thisconnection, in an attempt to conserve power and because of a shortage of bulbsand fluorescent tubes, many plants have reduced illumination to an extentwhere poor lighting actually is interfering with proper production.
2.8 Failure to provide adequate climatization also has affected product-ivity. Spinning operations are particularly sensitive to high humidity and,as a consequence, during the monsoon months mills experience high waste, whichcauses overlapping on the drawing frame and as a consequence frequent endbreakage in spinning. Aside from the fact that none of the plants have air-conditioning, there has been a tendency to build mills with low ceilings whichmakes proper climatization even more difficult.
2.9 Finally, the mills have a tendency to produce an excessive number ofyarns with different counts. Much time is lost in resetting machines and theadvantages of long production runs are lost. The diversification of yarncounts is shown in Statistical Appendix Table 1.
2.10 Labor. As is customary in the sub-continent, textile mills followthe practice of hiring permanent workers and use occasional workers (badlis)when any of the former are absent. About 60% of the labor is paid on piecerate basis with a production bonus for performance. Contrary to the situationin the jute mills, this system has been effective with minimum output set atrealistic levels and workers capable of earning up to the maximum bonus of 23%.Mill managers have reported that the system has considerably improved workermorale and contributed to general improvement in labor discipline.
2.11 On the other hand, the bonus system has not completely eliminatedthe problem of absenteeism during peak agricultural seasons. Many of thepermanent workers and some of the badlis continue to leave the mills to workon farms; given the basic structure of the Bangladesh economy this may not bean undesirable situation. It is important to note that there remains a suffi-cient supply of labor at the textile mills so that production even duringthose seasons does not seem to suffer from worker shortages. There is, how-ever, the problem of adequate training for badlis who are often assigned todifferent posts without previous experience and have to learn while on thejob. None of the mills have developed systematic short training programswhich can help overcome these difficulties. Sufficient data are not availableto permit analysis of workers per spindle or loom in operation. The generalimpression in these mills is of excess labor, but in the prevailing circum-stances, it is difficult to judge the real economic impact of the situation.
2.12 Management. In contrast to the situation with jute, a relativelyhigh proportion of management of the textile mills prior to independence wasof Bengali origin, and the numbers of non-Bengali senior staff who left thecountry in 1971 were limited. The latter were replaced through accelerated

- 9 -
promotion of intermediate staff who were forced to learn "by doing" withoutsufficient preparation. The Corporation has made major efforts to providetraining in specialized fields to overcome these problems and has achievedmuch success. Valuable help has been provided by a UK technical assistancemission in such areas as accounting, personnel management, and managementinformation. Attempts are also being made at providing better relationshipsbetween the corporation and the individual mill managers, providing the latterwith autonomy in day-to-day operations.
B. Marketing Aspects.
2.13 Until recently Government policy limited BTIC responsibility tothe production aspects. The distribution of yarn and cloth was the respon-sibility of other public sector agencies. In the case of yarn these werethe Bangladesh Small Industries Corporation (BSIC) among whose clients area number of handloom weaving establishments, and Bangladesh Jatiya SamabayaShilpa Simity Ltd. (BJSSL) which is the organization of cooperative societiesof which most small handloom weavers are members. These same groups areresponsible for the distribution of yarn imported by the Trading Corporationof Bangladesh (TCB). In broad terms, the available supply of yarn (afterBTIC has retained some 15% of its production to meet the requirements ofits own weaving mills) has been allocated 30% to BSIC and 70% to BJSSL.This system was designed to replace the pre-independence private yarn trade.
2.14 Stocks of yarn at the mills, i.e. output not lifted by the distri-buting agencies, had been rising steadily since mid-1973 and by the end ofMarch 1975 represented about three months' production. At the same timethere was every indication of suppressed demand mainly .considerably higherprices for yarn (as well as cloth) in those markets which have no controls onprices, as compared to the selling prices charged by the mills. Moreover,unlifted stocks had been causing liquidity problems for some mills which wereunable to take steps to correct this situation.
BTIC Yarn Stock Development(in million lbs.)
Period
End of December 1973 8.6"1 Ilarch 1974 10.9
June 1974 13.2September 1974 16.0December 1974 20.5March 1975 26.5June 1975 23.4
Source: BTIC

- 10 -
2.15 The failure of BSIC and BJSSL to lift their full supplies reflecteda number of problems. Both agencies were experiencing difficulties in obtain-ing credit to offer to handloom weavers and in fact were in certain caseslegally restrained from credit operations, being able to sell only for cash.Small weaving establishments which previously had purc1 ased small amounts ofyarn in a wide variety of colors were not able to obtain their needs throughthe existing system, which had a minimum sales level of 500 pounds. Servicespreviously supplied to handloom weavers by private traders were also notoffered by the public agencies; for example, dyes and chemicals which wereformerly distributed by the private yarn traders were not being sold by theseagencies.
2.16 The matter was made more complex as a result of problems encounteredin the lifting of stocks of yarn imported by TCB. In the eighteen monthperiod July 1973 through December 1974, TCB had imported some 19.7 million lbs.of various yarn counts; as of February 15, 1975, 7.3 million lbs. were held instocks. Trade sources indicated that much of the unlifted stocks were of yarncounts not in demand locally.
2.17 Moreover, prices of TCB yarn, having been purchased at peak levelsat a time when world market conditions were extremely tight, exceeded pricesbeing charged for locally p.roduced items and were not being adjusted. Forexample, 32 count yarn purchased at the end of 1973 at over $600 per bale or$1.50 per pound was selling for 18 to 22 takas including customs and othertaxes, while locally produced yarn was selling for 14 to 16 takas (see nextsection).
2.18 In the face of these difficulties, the Government adopted a seriesof ad hoc measures in late 1974 and early 1975 As a first step it permittedsales of yarn to approved dealers, numbering about 600, but limited the amountsthat each could purchase. However, for each bale of locally produced yarn thedealers had to purchase a bale of TCB iTnported yarn as well. A small pricereduction was also allowed for most yarn counts from TCB stocks. Subsequently,dealers were permitted unrestricted purchases of certain counts of TCB yarnand the ratio of locally produced to TCB yarn was adjusted to 2 to 1. More-over, the number of approved dealers was substantially increased. Neverthe-less, there were continued increases in yarn inventories as of the end of March1975. In mid-May further steps to reduce controls over distribution wereannounced and restrictions were removed from practically all yarn counts.Mills are now permitted to sell directly to licensed dealers and handloomweavers as well as to the government agencies servicing the latter. As aconsequence of these measures, the accumulation of yarn stocks has recentlybeen reversed and declines have been recorded.
2.19 Foreign exchange allocations to TCB for yarn imports have beensuspended since the end of 1974. In order to ensure more appropriate productmix, a special committee has been established to supervise all future yarnpurchases and a representative from BTIC will participate in this group.
- 11 -
2.20 The decision of the Government taken shortly after hostilities tocontrol the means of distribution of yarn as well as cloth reflects itsconviction that private middlemen were obtaining inordinately high profitsin channeling first the yarn to the small and poorly organized handloomweavers, and then the cloth from the weavers to the final consumer. Never-theless it is clear that important economic functions were performed by thesemiddlemen and the system which was designed to replace them was not able tofill all their roles. For the small handloom weaver the typical pattern ofoperations pre-independence was to obtain on credit from the local yarn distri-butor the quantities and qualities of yarn and other inputs he could use ina week or ten-day period. At the end of that time he would deliver the clothto the distributor, obtain a cash payment equivalent to his labor input anda fresh supply of yarn and other materials. The yarn distributor then assumedresponsibility for distributing the cloth, either locally through his own shopor after accumulating a large enough stock, through one of the larger urbancenters.
2.21 With the elimination of this system, the small handloom weaver hasbecome responsible for carrying at least part of his credit needs for purchasingyarn, as well as for selling his cloth. In some places the cooperatives wereand are able to assist in performing these functions; but because of the volumeof yarn that they have to lift from the mills, many have difficulties in oper-ating within their own limited credit facilities. It would appear that onlythe large handloom weaving establishments were able to operate successfullyin these circumstances, and the smaller units were handicapped. The removalof restrictions on yarn trade has had initial favorable results; nevertheless,this situation will have to be monitored to insure that the handloom sector'sneeds are adequately met.
C. Cost Structure
2.23 The recent devaluation of the Taka has obvious importance-for thecost structure of the industry but not all elements can be observed at thistime. The composition of costs based on aggregate mill data prepared byBTIC for a pound of 32 count yarn has been as follows (1975, prior to de-valuation):

- 12 -
Composition of Costs of Producing Yarn
(in takas per pound)March
1973 1974 1975
Raw Materials (includingall taxes) 6.70 11.50 9.19
Salaries, wages andassociated benefits 1.81 2.10 2.33
Power and fuel 0.38 0.41 0.43Stores, spares, dyes and
chemicals 0.40 0.60 0.72Other material 0.78 0.95 0.55
sub total 10.58 16.14 13.59
Depreciation 0.28 0.30 0.25Financial Charges 0.23 0.28 0.12Profit 0.96 0.46 0.48
Total 11.04 16.60 14.07
2.23 The main element in the variation of costs has been the fluctuationin raw cotton prices which reached a peak in early 1974 and has since de-clined. The entry in the table for this item includes customs and otherduties imposed on imported cotton, which have not been removed followingdevaluation; the same is true of the stores, spares, dyes and chemicals thebulk of which are imported. Thus it is not clear how much additional costin domestic currency will result from the exchange rate adjustment. Preliminarycalculations by BTIC indicate that the continued decline in raw cotton prices,only part of which is reflected in the March 1975 costs shown above, has offsetthe effects of the devaluation.
2.24 In nearby countries, roughly similar yarn was selling (March 1975) atabout half the price, the equivalent of US$0.90 compared to US$1.76. Followingdevaluation and the reduction in raw cotton costs, the local yarn price has beenequivalent to about $1.10 while yarn prices in other countries in the area havefallen somewhat; thus Bangladesh yarn remains 20 to 30% above external pricelevels. Some reductions in unit costs are expected to be achieved throughbetter utilization of capacity, reducing the unit costs of such items asgeneral, overhead, financial charges and to some extent power costs. Laborcosts per unit can also be expected to decline as a consequence of themeasures to improve performance discussed in Chapter III. Nevertheless itis likely that costs will remain slightly higher in Bangladesh. Given thepredominance of raw materials in this structure, a study should be madeof sources of waste in use of these materials which may be contributing tothe relatively higher unit costs. These matters are also discussed inChapter III.
- 13 -
D. Financial Condition of BTIC
2.25 Partly reflecting the highly protective policies followed by theexisting government, the textile industry appears to have been quite profit-able in the pre-independence period, although comprehensive balance sheet dataare not available. Moreover, there is evidence that a few mills remainedprofitable even during the period of hostilities of 1971 and 1972. However,overall, as a result of the damages sustained and the general disruption inproduction because of such factors as transport and power shortages and laborunrest during that time, the industry suffered severe losses and fell intoarrears in payments of its long-term debt obligations and on several years oftax liabilities which had accumulated. BTIC is still negotiating with theGovernment regarding payments of its past tax liabilities.
2.26 Consolidated financial statements for the textile industry are'shownin Statistical Appendix Tables 4 and 5. The industry has been quite profit-able in the past two years, having earned profits before taxes of 37% ofyear-end equity in 1972/73 and 71% in 1973/74. The cash flows generated bythe industry enabled it to clear 50 million Takas of arrears on long-termdebt obligations during this period. After paying an additional 11 millionTakas during July-December 1974, the industry's remaining arrears on long-term debt had been reduced to 35 million Takas by the end of December 1974.
2.27 The liquidity and capital structure of the industry are also inreasonably good condition. The industry's consolidated current ratio was1.8:1 at June 30, 1974, and some mills indicated to the mission in March 1975that they had substantial undrawn short-term credit facilities at commercialbanks, despite the excessive levels of finished goods inventories now heldby the mills (both yarn and cloth). The consolidated term debt to equityratio at June 30, 1974 was only 0.5:1, or 1.2:1 if deferred tax liabilities(now under negotiation) are included in debt.
2.28 The impact of the May 1975 devaluation on the financial outlookof the textile industry has yet to be worked out. As noted in section (C),while the Taka price of foreign exchange used to import raw materials andspare parts will rise by 60%, this has been offset by the decline in rawmaterial prices. As regards other items, the textile mills carry theforeign exchange risks on their borrowings in foreign currency and as a con-sequence debt service obligations in Takas will be increased.

- 14 -
CHAPTER III. MEDIUI4-TERI DEVELOPMENT STRATEGY
A. Future Consumption and Production Requirements
3.1 As has been explored in the first chapter, '.ne balance of paymentsand other difficulties faced by Bangladesh since independence have forced asharp drop in per capita textile consumption to perhaps one of the lowestlevels among the developing countries. With the improved domestic mobilizationof resources arising from the recent economic reform and with the anticipatedsupport of the international community, it is hoped to reverse the decliningtrend in real output and consumption.
3.2 Nevertheless, it is difficult to anticipate any striking improvementin textile consumption in the country in the immediate future because of thebalance of payments impact, given that the raw materials are predominantlyimported. There are some possibilities of local production of man-made fibersbut more detailed studies of these aspects are required and it is unlikelythat any effect would be observable much before 1980; this is discussed insection D of this chapter. The yarn requirements (in pounds) for the nextfive years under different per capita consumption levels are projected asfollows:
Projected Bangladesh Yarn Consumption
1975/76 1976/77 1977/78 1978/79 1979/80
Population (million) a/ 79.57 81.96 84.42 86.95 89.56
Consumption levels b/ (in million lbs.)6 yds/capita 125.3 129.1 133.0 136.9 141.17 yds/capita 146.2 150.6 155.1 159.8 164.68 yds/capita 167.4 172.J 177.3 182.6 188.19 yds/capita 188.0 193.6 199.4 205.4 211.5
a/ Assuming 2.8% annual growth, 1974/75 base estimate 77.4 million.
b/ Assuming 4 oz/yard of cloth plus 5% for non-cloth consumption.
3.3 BTIC has generally shown great flexibility and capacity to adjustto the massive problems facing the industry in the post-independence period.It has been able to attract senior staff with competence in both the technicalas well as managerial aspects. Since July 1973, when it was given responsibilityfor raw cotton imports previously held by TCB, it has shown in particular acreditable ability to manage its raw material inflows in the face of theforeign exchange limitations, although as noted earlier there have been some

- 15 -
problems arising from the lack of flexibility in the pipeline. Senior Corp-oration management has, moreover, made a major effort to upgrade both itsstaff and that of the mills through use of external technical assistance andvaried training programs within the country. The basic objective of ensuringreasonable operation of the mills during this trying time has clearly beenachieved. The Corporation must now address itself to the problems of raisingproductivity and of developing a long-term production strategy if it is to beable to have maximum impact on consumption standards within the limitationsimposed by the realities of the Bangladesh economy.
B. Improving Production Performance
3.4 As regards productivity, the most pressing aspects in the short-term are to make further improvement in maintenance programs at the milllevel and to improve the flow of spare parts. While a number of mills haveinstituted regular maintenance programs, many have not and will requireassistance to do so. The Technical Directorate (most appropriately throughits engineering division) should undertake the responsibility of designingappropriate programs for those mills which need this help and should reviewthe experience of those enterprises which have already instituted appropriateprocedures. It is recommended that BTIC undertake more extensive programsof assistance to mills to raise productivity; this should include help fromexperts in fields such as froduction engineering, equipment operation, andfinancial control. For this purpose, special teams should be organized withthe participation of expatriate experts. There is not as great a variationin mill sizes as is the case with jute which suggests that in initiating thiswork the first mills to be studied should be the newest, to attempt to limitactual damage which has been experienced in a number of mills where propermaintenance procedures have not been followed. These teams would also makerecommendations in the other areas related to productivity and in particularwould assist in developing training at mill levels to improve worker skills.Finally, the teams would identify those inoperable spindles in the mills understudy which can be quickly put into operation within reasonable cost limits.It is recommended that BTIC should organize this work to ensure that at least12 mills are analyzed during the first year of this program.
3.5 One of the principal reasons most mills have not been able todevelop adequate preventive maintenance programs is the difficulty of lackof spare parts. Detailed consideration of the problem is provided in AnnexII. In summary, as compared to the jute industry, textile spares are morecomplex and the size of the existing spinning facilities has not encouragedthe development f' extensive workshops in the mills so that they have tendedto rely very heavily on imports. Some foundries or specialized workshopshave grown up in the private sector to meet certain needs and a BTIC centralworkshop has been established at Tongi. Given the overall requirements ofthe industry, there is clear justification for a major effort for localproduction of a number of items; this conclusion was verified by a Ministryof Industries working group which met in May 1974 to consider the spareparts needs of the jute, textiles and sugar industries but no follow-uphas occurred.
- 16 -
3.6 It is therefore recommended that a unit within the Corporation beestablished to pursue this matter, in cooperation with a similar divisionfor the jute industry and within the working group of the Ministry of Indus-tries, with representatives of the Bangladesh Engineering and ShipbuildingCorporation which controls enterprises with potential for spare parts pro-duction; private sector enterprises can also play an important role in thiseffort. One critical element in this work is to develop a complete inventoryof equipment based on lists prepared by the individual mills. This shouldprovide a general orientation as to broad categories of needs.
3.7 This unit would also be responsible for centralizing the purchaseof those spare parts which will continue to be imported. Consideration shouldbe given, however, to providing small amounts of foreign exchange on a zonalbasis which-can be used for emergency imports.
3.8 Other areas in which output improvement could be obtained relativelyrapidly include specialization at the mill level and concentrating on a 14basic yarn counts overall. The specialization program should be prepared intime for implementation in the 1976/77 annual production program. In addition,better classification of raw materials would reduce spinning problems arisingfrom using wrong fiber lengths. The difficulties experienced in the pasthave already prompted the Corporation to begin to organize a laboratory totest raw cotton imports. However, the laboratory should be set up atChittagong where most of the imports arrive, rather than at Dacca.
C. Production Targets through 1977/78
3.9 The measures recommended above to improve productivity should bereflected in increased output from existing operating spindles and shouldpermit the rehabilitation of a part of the spindles which are currently notoperating due to lack of major spare parts. On the basis of the assessmentof the individual mills, it is considered feasible to raise the existingoutput/spindle hour by 5% in each of the next two years and 2% in the third.Similarly it is expected that 20,000 spindles currently not operating couldbe brought into operation in 1975/76 and an additional 30,000 in 1976/77;with a high proportion of the remaining inoperable spindles dating frompre-1947 mills, it is not considered feasible to rehabilitate more thanthis amount. The cost of bringing into production these 50,000 spindlesis estimated at about $3 million, a part of which would be in local currency.
3.10 As regards new plants (some of which are designed to replace theother antiquated existing capacity) BTIC has prepared nine projects totalling212,500 spindles. Foreign financing for five of these projects has now beenarranged and it appears likely that one mill for 25 .000 spindles will be inoperation in 1976/77 with two more (totalling 50,000 spindles) likely tobe operating by 1977/78. Increased availability of equipment in producingcountries, largely reflecting recession conditions being experienced in thesecountries, has made this expansion possible.
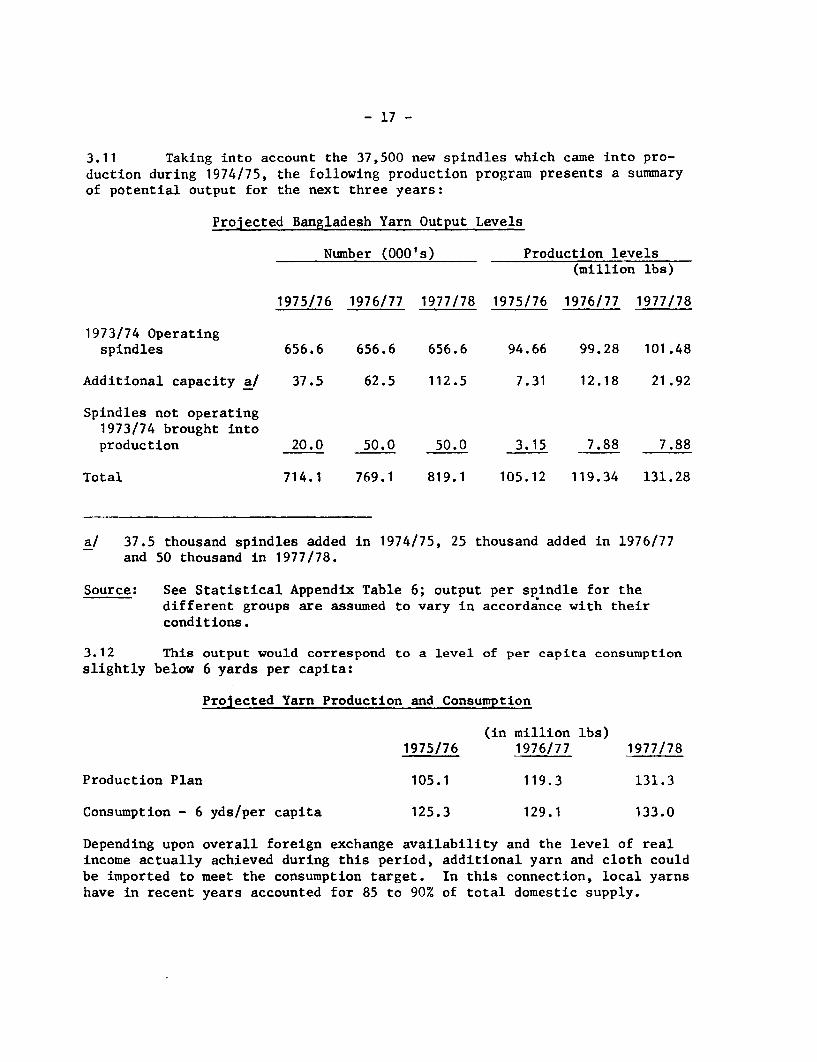
- 17 -
3.11 Taking into account the 37,500 new spindles which came into pro-duction during 1974/75, the following production program presents a summaryof potential output for the next three years:
Projected Bangladesh Yarn Output Levels
Number (000's) Production levels(million lbs)
1975/76 1976/77 1977/78 1975/76 1976/77 1977/78
1973/74 Operatingspindles 656.6 656.6 656.6 94.66 99.28 101.48
Additional capacity a/ 37.5 62.5 112.5 7.31 12.18 21.92
Spindles not operating1973/74 brought intoproduction 20.0 50.0 50.0 3.15 7.88 7.88
Total 714.1 769.1 819.1 105.12 119.34 131.28
a/ 37.5 thousand spindles added in 1974/75, 25 thousand added in 1976/77and 50 thousand in 1977/78.
Source: See Statistical Appendix Table 6; output per spindle for thedifferent groups are assumed to vary in accordance with theirconditions.
3.12 This output would correspond to a level of per capita consumptionslightly below 6 yards per capita:
Projected Yarn Production and Consumption
(in million lbs)1975/76 1976/77 1977/78
Production Plan 105.1 119.3 131.3
Consumption - 6 yds/per capita 125.3 129.1 133.0
Depending upon overall foreign exchange availability and the level of realincome actually achieved during this period, additional yarn and cloth couldbe imported to meet the consumption target. In this connection, local yarnshave in recent years accounted for 85 to 90% of total domestic supply.
- 18 -
D. Longer-Term Objectives
3.13 The longer-term objective of BTIC has been stated in terms ofmaking the country self-sufficient in yarn supplies and a 1980 target of 9yards per capita consumption. For the three-year pr-,gram set out in theprevious section, the basic approach was to maximize use of existing equipmentand to attempt to bring into operation those unutilized spindles which couldbe made operable with minimum cost. In order to adopt a longer-term develop-ment strategy, consideration must be given to the broader economic implicationsof BTIC objectives.
3.14 Given the situation of Bangladesh, practically 100% dependentupon imports of textile raw materials and of textile machinery, an evaluationmust be made of the alternatives of expanding yarn capacity to achieveself-sufficiency as compared to imports of the additional amounts of yarndesired. Within the textile industries, spinning is the most capital intensiveactivity and the net foreign exchange saving from producing yarn (i.e. afterallowing for foreign exchange costs of both the raw materials and equipment)may well be marginal; unless a high level of productivity is achieved itcan, in fact, be negative as compared to imports of yarn. Secondly, thereis need to assess the potential of the handweaving and small power-loomsectors and the relative gfficiency of these units as compared to the largerintegrated mills in the organized textile sector; for this purpose it isimportant that the censuses (mentioned in para. 3.26 below) be completed asquickly as possible, preferably within eight or nine months. While it isgenerally accepted within the country that in the next two or three yearsexisting handloom capacity can continue to meet most of the country's clothingrequirements, decisions will nevertheless be needed within this same periodregarding changes in power-loom capacity for the period after 1978.
3.15 At the same time, the overall balance of payments problem-ofBangladesh requires careful consideration of consumption targets. The totalforeign exchange commitments made by BTIC in the fiscal year 1973/74 andexpected to be committed in 1974/75 have amounted to almost $80 million and$70 million respectively, representing as much as 15% of total non-foodimports. Most of these funds have been used to finance raw cotton as onlysome $10 to $15 million in the two years were committed for the purchaseof spare parts.
3.16 To achieve 9 yards per capita consumption by 1980 would require(as shown in section A of this chapter) over 200 million pounds of rawmaterials, aside from the additional machinery investment. Using priceprojections for 1980 (as prepared by the Bank's Economic Analysis andProjections Department) the raw materials alone would cost over $160 millionper annum (in current prices), double the present level.

- 19 -
3.17 It is therefore essential that a full review be made of alternativeraw materials particularly the man-made fibers (MMF) from local resources.As indicated in Chapter II, a small supply of nylon and rayon filaments isalready available. However, not only are these quantities negligible interms of overall requirements but there are problems in using what is avail-able; the type of weaving equipment installed in Bangladesh limits the useof the particular items produced. Generally speaking there are three majorcategories of man-made fibers which are being used to replace or for mixturewith cotton. These are acrylic fibers, polyester and cellulose. Acrylics,are essentially substitutes for wool, not suitable for hot countries.
3.18 The second category, polyesters, is finding wide acceptance indeveloping tropical countries particularly in combination with cottonbecause of wearing properties. These items have proven to be stronger andmore resilient than the natural fiber. Polyesters are produced by combiningterephtalic acid (TPA), generally a naptha derivative, with ethyl glycol,derived from ethane. Unfortunately, the natural gas now being used inBangladesh has very low ethane content which does not appear economicallyfeasible to separate. Naptha is currently available at the oil refinerybut only in limited quantities. Some is recycled with other fractions forfuel oil and, at present, with current world demand, a small amount isactually being exported. Should the refining be expanded, as is currentlycontemplated, this would substantially raise the amount of naptha available.
3.19 A minimum economic size plant for polyester is currently in the50 million lb. range; by 1980 such a plant could represent one-third ofthe country's total fiber requirements. Raw materials for polyester fibershave generally been sufficiently low in price in international markets thata number of plants have been built, in both developed and developing countries,based completely on imported raw materials; these plants have produced yarnwhich is competitive with raw cotton and have enabled the countries con-cerned to achieve substantial overall foreign exchange savings.
3.20 The third category of man-made fibers, cellulose, is dominated byrayon which has not proven to be of wide use in tropical countries becauseof its low wet tenacity; small amounts are being used, however, in Bangladeshcombined with cotton yarn in a number of hand-woven fabrics. Within thisgroup, polynosic fiber has much higher wet tenacity and has been foundsuitable for tropical areas. Technically speaking, the structure of this fiberconsists of longer molecular chains and can withstand the primitive hand washingtypical of develf ing countries. The fiber is produced from a high qualitydissolving pulp generally associated with coniferous or long fibered woods.There are limited supplies of suitable raw materials in Bangladesh, primarilyfrom bamboo, which have not yet been proved suitable for the pulp qualityrequired. However, there is substantial interest in the production of theappropriate pulp and further tests should be carried out to determine feasi-bility.

- 20 -
3.21 These considerations suggest that a comprehensive study be under-taken of the possibility of using man-made fibers which would include con-sideration, in the first stage, of importing the fibers for blending withcotton, and in subsequent phases, of domestically producing the basic rawmaterials. Since most of the current spinning equipment is unsuitable forany blending and at a minimum would require climatization equipment, anydecision to move in this direction would imply considerable prior planningfor investment in appropriate spinning or ancillary equipment. This workshould be undertaken with technical assistance and should be initiated bySeptember 30, 1976.
3.22 Another aspect to be studied is the extent to which equipmentdating from the 1950 period could be rehabilitated to raise its productiveefficiency and the costs of such rehabilitation in relation to results ex-pected to be achieved. It should be kept in mind that, in many developingcountries with equipment older than 20 years it has been found more economicto scrap the machinery as it becomes increasingly difficult to operate, usingas much as possible the parts for spare parts requirements elsewhere, and toinvest in new equipment, particularly those types which are suited for blend-ing cotton with other fibers. To carry out these studies and to help developlong-term strategy, BTIC should establish by the beginning of the 1976/77fiscal year, a Production Planning Directorate; this group would also under-take the necessary work for developing the specialization program mentionedin para. 3.8.
3.23 In the meantime, better use could be made of the installed capacityfor rayon production through the installation of twisting and setting unitsto produce bulked endless yarn which is easier to use for producing certainwoven fabrics given the current equipment in Bangladesh. A Japanese firmhas recently estimated that such a unit could be installed within theKarnaphuli complex for the production of 2 metric tons per day, with foreignexchange costs estimated at $1.3 million. In addition, it appears feasibleto install a unit to produce 3 tons/day of fibers, reducing the filamentcapacity accordingly; these fibers could be mixed in small quantities withsome of the raw cotton to produce a blend yarn.
3.24 From the longer-term point of view, the development paths of othercountries in the Asian area suggest that a labor surplus country such asBangladesh could become an exporter of textiles. Given the trend in worldmarket towards fabrics with cotton and MMF blends, the strategy chosen forthe cpuntry should try to maximize this potential.
F. Marketing and Pricing Policies
3.25 The difficulties experienced in distributing cotton cloth and yarn,as described in paras. 2.13-2.22 above, have led the Government to adopt anumber of measures beginning in late 1974 and continuing through 1975 whichnow provide almost complete liberalization of trade. But the ad hoc natureof these changes suggest that a more systematic approach is required, par-ticularly in the case of yarn. It is apparent that in the attempt to

- 21 -
eliminate or restrict private trading, the Government had not provided asystem which could meet all the requirements of the handloom weavers,particularly the small ones. Some of the cooperatives have operated effi-ciently and any changes now undertaken should not penalize these groups;on the contrary, measures should be taken to strengthen their operations.
3.26 On the other hand, there are areas where private traders can performmore efficiently than existing government agencies. The long-term efforttherefore should be the promotion of parallel systems which, in part, cancompete with each other to promote efficiency, and can ensure that all aspectsof the marketing functions are being covered. In order to be able to formulatethe necessary policies, it is to be hoped that the sample surveys of handloomweavers and the census of small powerloom units now underway will be completedquickly. Primary responsibility for conducting the required censuses couldrest with appropriate units within the Ministry of Industries particularlythe Cottage Industries Corporation and the Handloom Weavers Export Corporation,but BTIC should be associated with this work, particularly in view of itsinterest in the direct sale of yarn to weaving units.
3.27 -The Corporation's Marketing Directorate has hitherto concentratedon raw material purchases, a function which should be transferred to theTechnical Directorate together with appropriate staff. In view of the factthat mills are to be given autonomy in sales, it is recommended that a salesforecasting division be established within the proposed Production PlanningDirectorate; this will absorb the remaining functions of the MarketingDirectorate.
3.28 The present price policy of the Government has been to permit BTICto recommend price levels for both yarn and cloth based on costs of productionplus a small percentage of profit. Competition from imports has beenpractically non-existent and, with supplies reduced below previous consumptionlevels, the Corporation's prices have not represented a restraint on pro-duction. In fact, for a considerable period of time (through late 1974)both yarn and cloth produced by BTIC were being sold in free marketssubstantially above the mills' selling prices. These differentials havebeen reduced recently. In this connection, as noted earlier, TCB yarnimported at peak prices has been selling at prices above that for goodsproduced locally. It has recently been reported that this agency has beeninstructed to reduce its stocks and to adopt the price levels necessaryto achieve that objective.
3.29 In the conditions of Bangladesh, price policy for a basic commoditysuch as cloth raises major macro-economic problems because of the possibleimpact on the balance of payments and the sharp reduction which has occurredin living standards which are already abysmally low. It is clear, however,that, if the foreign exchange constraint cannot permit restoration of percapita consumption consistent with income levels, a price policy should befollowed such that scarcity premia should be captured by the Government andnot be permitted to represent windfalls for arbitrarily chosen sectors ofthe population; the latter has been the experience of recent years.
- 22 -
3.30 Under more normal circumstances, BTIC policy should generally begeared to setting production and cost standards for individual mills ex anteattempting to keep reasonable relationships with external prices. In thisconnection, performance of mill management would be measured against itsability to meet those standards; in tlhe cases where -ome mills may be requiredto produce non-standard items, other qualitative criteria would also be used.
G. External Assistance
3.31 External technical assistance and training programs for the textileindustry which are being negotiated with UNDP/UNIDO are now relativelyadvanced; the overall project is currentlv designed for almost four years'duration. It is envisaged that the current proposal will be modified inaccordance with the recommendations of the Association, making more resourcesavailable for assistance to spinning operations, particularly for maintenanceprograms and for developing a spare parts program as discussed in paras. 3.4and 3.6 above. In addition an expatriate consulting engineering firmshould assist in the study of MSF possibilities, in particular in evaluatingcurrent technical production paths; it may also he possible to obtain UNDPfunds to finance this phase of the study recommended in para. 3.21.
H. Relations with the Ministry of Industry
3.32 BTIC is one of the nine public sector corporations within theNational Industries Division of the Ministry of Industry. For the purposesof providing the Ministry with a mechanism to ensure proper functioningof these agencies under its control, the Ministry should consider thepossibility of establishing a small independent unit composed of engineers,accountants and economists which would review the reports of the corporationsand make spot checks of individual producing enterprises. Responsible tothe office of the Minister, the unit would have, in effect, functions similarto external audit agencies used in many developed, as well as developingcountries, to exercise controls over government operations.
ANNEX IPage 1
BANGLADESH
SURVEY OF COTTON TEXTILE INDUSTRY
Evaluation of the Mills
1. The mission visited 16 cotton textile mills during February-March1975, 10 in the Dacca area and six in Chittagong. During the visits themission saw 16 spinning departmehts (equal to 44% of total capacity), 13weaving departments (equal to 72% of total capacity), and six finishingplants (equal to 80% of capacity). In order to organize the observationsmade during the mill visits, the mission constructed a rating scheme. Ratingswere made according to the following categories; buildings, machinery, rawmaterial, maintenance and spare parts, industrial performance, finished goodsinventories, personnel, and management and staff performance. Each categorywas rated on a scale of 1-100 and a mill's score was calculated by takinga simple arithmetic average of the scores of the different categories (seeTable 1 attached).
2. An average rating of 85 or more indicated that the mill's operationscompared favorably with those of the western developed countries. One between70 and 85 indicated that the mill achieving such a score could reach that statewithin two or three years if a vigorous corrective action program was under-taken. A rating of less than 70 indicated that the mill was suffering frommajor structural deficiencies.
3. The mills were divided into three groups based on age: group oneconsisted of mills built after 1960, group two of mills built between 1950and 1960, and group three of mills built before 1950. The following tableshows a summary of the performance rating of the 16 mills visited. Croupsone and two achieved scores of 76.9 and 70.7, indicating that with a vigorouscorrective program, they can reach standards of performance in the developednations. Group 3 had a score of 63.3 indicating that it had serious structuraldifficulties.
4. The ratings were made on a visual inspection basis by the technicalexperts on the mission. They were subjective and were meant to identify theproblem sources for sub-optimal performance and not to rate one mill overanother.
Buildings
5. In considering buildings, the following factors were important inarriving at a rating: functional suitability of buildings, plant layout,air conditioning, condition of buildings, and general housekeeping. Regardingbuildings, two types could be distinguished. The first type were mills builtrecently with concrete shells. These had an appropriate span which allowed

ANNEX IPage 2
a flexible layout for the machinery. The head room was approximately 4.5meters and was not suitable for proper climatization since at least 6.5 meterswere required. The plant layout was adequate for textile production and ingeneral, there was enough space for expansion. The older mills had brick walls,shed roofs covered with corrugated iron sheets, and no suspended ceiling. Theiron roof structure was disadvantageous for reasons of dust and corrosion. Thecolumns in the buildings were either in concrete or in cast iron and were verynarrowly spaced, causing factory layout to be cramped and inefficient. All thefactories built before 1950 were built in this manner. The floors in all themills were in concrete and heavily damaged. Transportation has been affectedadversely. In general, the illumination in the production rooms was poor, thusnegatively affecting quality and quantity of output. Housekeeping was poor inmost mills in groups two and three.
6. None of the mills visited was equipped with proper air conditioning.Proper air conditioning has always been important in textile manufacturing,especially in manufacturing with man-made fibers. The standards for productionin the spinning departments have been 28°C (or 82°F) and 45 to 50% relativehumidity. In weaving departments, the standards have been to maintain atemperature of 28°C (or 82°F) and a relative humidity of 75%. As spinningand weaving departments have required different humidity levels, it has beenall the more important for vertically integrated cotton textile mills inBangladesh to install proper air conditioning. In Bangladesh, the maximumtemperature has reached 3200 (90°F) outside buildings. In production rooms,the temperature has reached 40°C (104°F). The maximum relative humidityhas reached 86%.
7. In the spinning departments during November to April, the heat fromthe running machinery has helped in the evaporation of excess humidity, thusmaintaining reasonable levels of temperature and relative humidity. But inthe monsoon seasons, the temperature and moisture levels have been too high.To avoid overlapping on the drawing and spinning frames, the air has had to beheated, creating even higher temperatures and very poor working conditions.The results have been low productivity, high wastage rate, irregular andfaulty yarn. The weaving departments have needed more moisture in the wintermonths than the spinning departments, and some mills have installed humidifiers.Others had only sprayers. In either case, the installations have been in-sufficient for good weaving performance.
Machinery
8. In machinery, the factors considered were: age and condition of.machinery, maintenance scheme, machine layout, and process methods. Theage of machinery was the basis for dividing the mills visited into threegroups, those built after 1960, those built between 1950 and 1960, and thosebuilt before 1950. During the mill visits, the mission found several millswith completely outdated machinery, some dating before 1900. The majordisadvantages of old machinery have been low productivity, small package size,and lack of availability of spare parts. A limited number of modern, up-to-date machines have been shipped to Bangladesh since 1970, but not all havebeen installed yet.

ANNEX IPage 3
9. In the group one mills where machinery were built mostly after 1960,there have been no serious machinery problems. In group two mills, the tech-nologies were obsolete in some cases and some spare parts were no longerbeing produced. Balancing equipment was needed and some parts had to bereplaced by more modern technologies, for example, the outdated pendular armson the ring frames. In group three, the machinery was built before 1950. Themajor characteristics of these equipment were: low delivery speeds, non-availability of spare parts, and general poor condition of the machinery.In the finishing departments of the mills visited, the machinery was in generalquite modern, but production needed to be balanced.
Raw Material
10. For raw material, the factors considered were: quality, blending,and stocking methods. The cotton textile industry has imported most of itsraw material inputs, most of which has been cotton. Previously, the TradingCorporation of Bangladesh (TCB) was responsible for the buying of raw cotton.Since July 1973, the responsibility has been transferred to the BTIC. Actualprocurement started in December 1973.
11. Not all the cotton purchased was suitable for the qualities ofyarn that had to be produced. This has called attention to the need forgreater quality control of raw materials. Inventories of raw cotton havebeen low, on the average about 1 - 1-1/2 months' production. This haslimited the flexibility of the mills as the qualities for the productionof particular counts of yarn were not available when needed.
Maintenance and Spare Parts (see also Annex II)
12. For maintenance and spares, the factors considered were: maintenanceand cleaning program, condition of the workshops, repair service, spare partproduction within the mill, quality of raw material used, inventory of spareparts, and production loss due to lack of spares. The consumption of spareshas been extremely high in Bangladesh, compared with consumption in othercountries with similar machinery of about the same age. The major reasonsfor this have been: lack of scheduled maintenance and cleaning program,need to bring back into operation looms and spindles idled in previous yearsdue to lack of spares, lack of preventive maintenance due to low levels ofspare parts inventories, lack of well-trained personnel, poor quality of rawmaterial, and lack of air conditioning.
Industrial Performance
13. The factors considered in arriving at a rating for industrial per-formance were: percent utilization of installed capacities; percent technicalefficiency; quality of sliver, yarn, and fabric; work standard, waste factor,and quality control. The percent capacity utilization was 84.12 for thespinning department of the industry and 67.15 for the weaving department.The gap between installed and operating spindles has been growing steadily.

ANNEX IPage 4
The major reasons have been aging machinery and missing spare parts. Thegap between installed and operating looms has also been growing, due to lackof imported spares, economic policies, and demand factors. In general,the performance in the spinning and weaving sections has not been up toWestern European standards. In the finishing departme:its, due largely toa lack of specialized knowledge, the utilization of Lapacity was less than15%.
Inventories
14. The factors considered were: intermediate stocks, condition ofthe godowns, and inventories in sold and unsold finished goods. The situationas regards yarn and cloth was discussed in the main text of this report. BTIChas had no centralized godowns from which fast distribution of yarn and clothcould be made. A suitable organization should be established, maintainingabout three months' production in the central godown and about one month'sstock in the mills.
Personnel
15. Bangladesh Textile Industry Corporation employed 66,418 permanentworkers and employees, mostly men, and 8,647 officers and clerks at the timeof the mission. The ratio of administrative employees to production employeeswas 13%, which was high compared with 5 to 7% of mills in other countrieswith similar park of machinery. Compared with international standards, themills' production sections were also over-staffed.
16. While there have been no recruitment problems, there have beenno organized training programs. As most recruitment comes from untrainedagricultural labor, such training is essential. Aside from lack of formaltraining, the other major problem with personnel was absenteeism, averagingabout 25%. The rate has gone even higher during harvesting and plantingseasons.
Management and Staff Performance
17. Pertaining to management and staff performance, the followingfactors were considered: standard of education and experience, performance,control and supervisory methods, and management information systems. Com-ments on management and staff performance and requirements for improvementsare contained in the main text of this report.
Industrial Projects Department
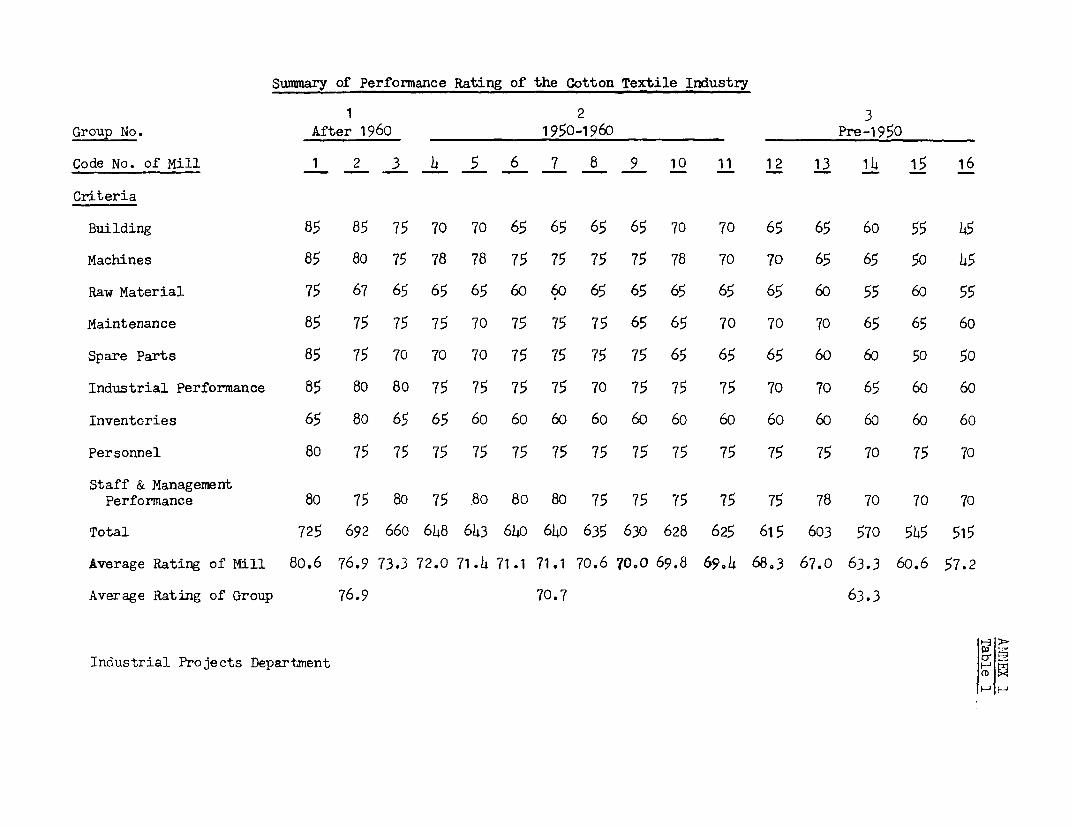
Summary of Performance Rating of the Cotton Textile Industry
1 2 3Group No. After 1960 1950-1960 Pre-1950
Code No. of Mill 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16
Criteria
Building 85 85 75 70 70 65 65 65 65 70 70 65 65 60 55 45
Machines 85 80 75 78 78 75 75 75 75 78 70 70 65 65 50 45
Raw Material 75 67 65 65 65 60 60 65 65 65 65 65 60 55 60 55
Maintenance 85 75 75 75 70 75 75 75 65 65 70 70 70 65 65 60
Spare Parts 85 75 70 70 70 75 75 75 75 65 65 65 60 60 5o 50
Industrial Performance 85 80 80 75 75 75 75 70 75 75 75 70 70 65 60 60
Inventories 65 80 65 65 60 60 60 60 60 60 60 60 60 60 60 60
Personnel 80 75 75 75 75 75 75 75 75 75 75 75 75 70 75 70
Staff & ManagementPerformance 80 75 80 75 80 80 80 75 75 75 75 75 78 70 70 70
Total 725 692 660 648 643 640 640 635 630 628 625 615 603 570 545 515
Average Rating of Mill 80.6 76.9 73.3 72.0 71.4 71.1 71.1 70.6 70.0 69.8 69.4 68.3 67.o 63.3 60.6 57.2
Average Rating of Group 76.9 70.7 63.3
Industrial Projects Department

ANNEX IIPage 1
BANGLADESH
SURVEY OF COTTON TEXTILE INDUSTRY
Spare Part Requirements
1. A limited amount of spares in the Bangladesh cotton textile industryis locally produced either in the mill workshops, or in small enterprisesin the private sector. Most spare parts requirements, however, are imported.None of the engineering firms in the large public corporations has startedto produce spares in any significant quantities.
2. Consumption of spares has been very high in Bangladesh. Accordingto a study made by the Ministry of Industry in May 1974, the spare partsrequirements for 1973/74 were US$11.02 million. Comparing with internationalindustries with similar types of machinery and approximately the same agecomposition, Bangladesh consumed 70% more spares in the spinning departmentand 218% more in the weaving department.
3. There are many reasons for this extremely high consumption rate.In the years immediately after independence, there was a severe shortage ofspares. Thus, part of the high consumption rate reflected the necessity ofsatisfying requirements of previous years and of bringing idle machinery,especially in weaving, back into operation. The low level of spare partsinventories in the past few years has prevented proper preventive maintenanceand resulted in a lack of scheduled maintenance and cleating. This hasresulted in a higher than necessary breakdown rate in the machinery, neces-sitating higher consumption of spares. The industry has also experiencedimproper installation and use of spares caused by the lack of properly trainedpersonnel.
4. For 1974/75, the estimated spare parts requirements, at constant1974 prices, are as follows:
Imports and Local Production of Spares(in Million US$)
Spare Parts Local Imports ofRequirements Production Spares
Spinning 4.50 3.00 1.50
Weaving 2.20 1.70 .50
Finishing .75 .05 .70
Total 7.45 4.75 2.70
These figures do not include costs of bringing into operation all the idlespindles and looms.
ANNEX IIPage 2
5. Procurement of imported spares was previously done by the millsagainst their half-yearly entitlements of foreign exchange licenses. It isnow centralized at the BTIC head office. This seems to be advantageous,but it is recommended that a limited amount of foreign currency should bemade available on a zonal basis for emergency spare parts needs.
6. As for local production of spares, BTIC has a centralized workshopat Tongi. But it is not very large and the installed engineering tools arequite old. The possibilities of local production of spares in that workshopare thus limited.
7. The mission recommends that local spare parts production should becentrally organized, supervised, and coordinated with the requirements ofthe jute industry. As in the case of jute, the local engineering industrycould be responsible for producing difficult and major spares needed in longproduction runs. The engineering plants in the public sector which arecapable of producing these parts are standing idle. While it was notpossible to arrive at a definitive judgment of their work standards, a numberof the parts produced by those plants which were seen by the mission provedto be of good craftsmanship.
8. Non-metallic parts should be produced by small industry enterprisesin the private sector. Small simple spare parts, particularly those neededonly in individual mills, should be produced in the mill workshops.
9. There should also be centralized zonal workshops which will beresponsible for the storing of imported spares and for producing spareswhich are less sophisticated than those produced by the engineering industrybut which still require special tools.
10. For rubber and leather spare parts, tests should be conducted onitems developed locally. The mission's judgment is that considerable expertisehas been acquired in this area, particularly in the private sector, and manyof the spares now imported can be made locally with minor adaptations.
11. For more sophisticated items such as pendular arms, spindles, ringframes, and looms needed for modernization, licenses may have to be obtained.Some of these items are no longer produced in the industrialized countries.
12. To assure proper implementation of a program for local production ofspares, it is necessary to have centralized coordination and aggressive im-plementation of such a project according to a well-defined time schedule.There should be good cooperation between BTIC and the Engineering Corporation.Technical assistance in engineering and textile technology may be necessaryfor developing staff in testing techniques and in establishing criteria forsetting appropriate specifications.
Industrial Projects Department
ANNEX IIIPage 1
BANGLADESH
SURVEY OF COTTON TEXTILE INDUSTRY
Weaving and Finishing
Weaving
1. As of January 1973, the Bangladesh Textile Industry Corporationreported that there were 7,430 looms installed in the 44 operational millsunder its control. Of these, 6,500 were operational. The power loom sectorhad grown from 2,000 looms at the time of the partition of India in 1947to 3,260 in 1955/56. During the Second Plan beginning 1960/61 under Pakistan,the number of-looms grew.to 5,000. During the Third Plan, the installedcapacity grew once again, to 7,000.
2. Capacity utilization in the weaving section at present is quite low.
At the time of the mission, the capacity utilization was about 67%. Themain reasons for the lack of full capacity utilization have been the shortageof imported spares, the age.and condition of machinery in some of the mills,and bottlenecks caused in weaving preparation. Another factor has been thelack of balance in the weaving departments of some mills. Output couldincrease 107.3% to 163.17 million yards on a two-shift basis and 153.0% to199.13 million yards on a three-shift basis.
3. The main problems with machinery are encountered in the mills builtbefore 1955. The mills built between 1950 and 1960 have mixed equipmentusage and technology in weaving preparation and both automatic and plainlooms on the weaving side. In the weaving preparation, there are no pirnwinding machinery. Pirns are produced on ring frames and are therefore ofpoorer quality. Warping creels are small and in the sizing department, thedrying systems are mono-cylindrical. In the weaving section there are mostlyplain looms. In all the mills, there is a high percentage of automaticlooms being used as plain looms for lack of spares in the pirn changingmechanism. The lack of air conditioning has also led to poor yarn duringmonsoon seasons and lack of proper humidity for weaving during the monthsNovember to April. Balancing equipment for weaving preparation, particularlyfor the mills constructed between 1950 and 1960 would include: sizing machines,warping units, pirn winding machines, and cone winders.
Finishing
4. On the basis of the limited information received by the missionand the observations made by the mission during the mill visits, the finishingdepartment of BTIC had a capacity utilization of less than 15% on a two-shiftbasis. The reason was partly due to pre-independence patterns of production

ANNEX IIIPage 2
and trade. Up to independence, the Bangladesh cotton textile industry producedmostly yarn and grey cloth, leaving most of the finishing aspects of clothproduction to West Pakistan. Thus, there is little specialized knowledge andtechnology needed for cloth finishing in Bangladesh. Another reason is thatthe finishing departments have unbalanced machinery. Many imported spares,sometimes small and quite inexpensive, are not available to bring back intooperation machinery that is idle. Finishing machinery needed to balanceoperations, especially for the mills built between 1950 and 1960, wouldinclude: stenters, bleaching units, mercerising units, singeing machines,dyeing and printing machines and boiler house equipment. It should also benoted that in the past two years there has been a shortage of imported chemicalsand dyes.
Industrial Projects Department
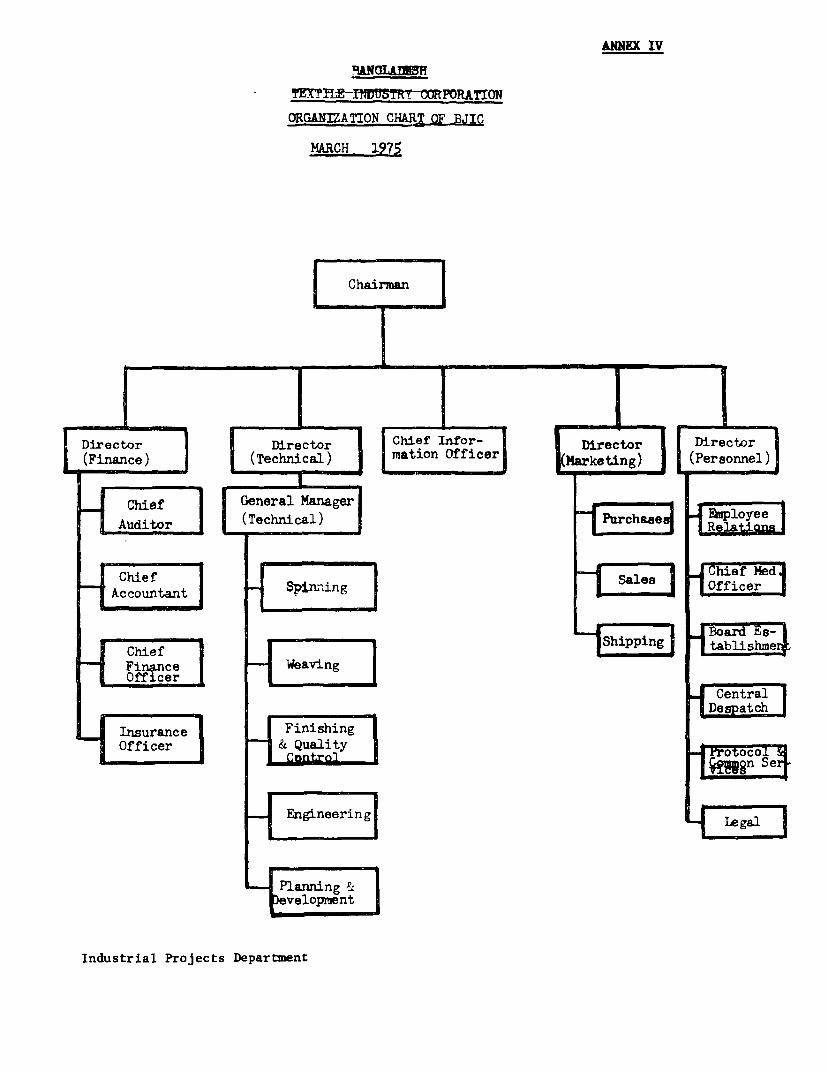
ANNEX IV
9ANGLAnR
ThS3TNURPORATION
ORGANIZATION CHART OF BJIC
MARCH 1975
Dircto DrecorChiefInfor- Director Director(Finance) (Technical) 0 mation Officer Marketing) (Personnel)
Chief General Manager, lAuditor (_Technical) LoyeePurchases F Relatie
~.it Med
Chief BadE-Fifnance Weaving J
Officer ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ alsOfie
CentralDematch
a Insurance 1Finishingepat
3 Officer I Quality OCO1 8on Ser
_ Engineerin g g
Planninig R |
Industrial Projects Departmeng
Industria1 Projects Departmnt

STATISTICAL APPENDIXTable I TABLE 1 of 6
BANGIAD;H
TEXTILE INDUSTRY CORPORATION
Production of Yarn by Counts Durin, 1973/1974
Yarn Count No. Yearly Production Tarn Count Distribution(in '000 lbs.) (in %)
For Hand and Power Looma
6 72 .0810 3X511 3.8616 1,248 1.3716/3 212 .2318 250 .2720 16,886 18.5520/2 1480 .5321 919 1.01214 189 .2128 578 .6330 7,713 8.5132 16,499 18.1234, 7,s729 8.14936 1,113 1.2238 319 .3540 21,188 23.2742 1,131 1.2 460 3,470 308180 538 .59
For HoiseXr
10 73 .0820 1 ,577 1.7332 2,508 2.7540 2,769 3.o460 33 .04
Total 91,035 99,98*
Average Count No, 31.73
* Due to rounding did not add up to 100.00
Industrial Projects Department

STATISTICAL APPENDIXTable II TABLE 2 of 6
BANGLADESH
TEXTILE INDUSTRY CORPORATION
INSTALLED AND WORKING CAPACITY OF MILLS
As of January 1973
Name of Mills Installed Capacity Operating CapacitySpindles Looms Spindles Looms
1. Adarsha Cotton Mills 11,432 145 8,856 622. Ahmed Bawany Textile Mills 40,000 328 26,318 2163. Alhaj Textile Mills 28,080 176 18,711 -4. Amin Textile Mills 18,400 - 17,270 -5. Ashraf Textile Mills 24,800 - 19,600 -6. Asiatic Cotton Mills 12,400 207 11,200 -7. Bengal Textile Mills 12,400 - 11,543 -8. Bogra Cotton and Spinning Mills 19,600 115 14,400 189. Bangladesh Textile Mills 18,400 - 12,500 -
100 Chand Textile Mills 29,800 144 25,740 9011. Chisty Textile Mills 15,120 - 12,180 -12. Calico Cotton Mills 12,480 - 7,35113. Chittaranjan Cotton Mills 19,8014 395 14,831 26614. Chittangong Textile Mills 37,200 479 32,800 -15. Dacca Cotton Mills 14,640 206 9,940 15316. Dhakeswari Cotton Mills 51,720 1,364 23,097 44317. Dost Textile Mills 12,400 - 10,795 -18. Eagle Star Textile Mills 4,320 - 3,888 -
19. Fine Cotton Mills 12,400 - 11,119 -20. Gawsia Cotton Spinning Mills 24,880 176 16,786 4021. Halima Textile Mills 12,400 65 11,350 -22, Ibrahim Cotton Mills 12,400 32 9,300 1623. Jalil Textile Mills 12,400 - 8,200 -24, Jaba Textile Mills 11,600 - 11,074 -25. Khulna Textile Mills 12,488 97 11,852 3826. Kokil Textile Mills 12,400 - 10,993 -27. Luxinarayan Cotton Mills 15,996 306 9,045 19128. Mohini Cotton Mills 19,288 537 9,309 18129. Monnoo Textile Mills 15,744 - 12,258 -30. Muslin Cotton Mills 48,800 496 43,675 23231. Meghna Textile Mills 12,720 120 11,427 8032. Mowla Textile Mills 12,480 - 9,600 33. Mainamati Textile Mills 12,400 - 11,300 °34. National Cotton Mills 13,012 218 11,480 132350 Olympia Textile Mills 32,736 300 22,391 9536. Orient Textile Mills 10,000 - 8,700 -37. Pahartali Textile Mills 30,400 280 27,200 21838. Quaderia Textile Mills 15,200 - 12,561 -39. R.R. Textile Mills 27,024 - 8,628 -40. Satrang Textile Mills 12,400 - 11,600 -41. Sharmin Textile Mills 12,400 - 12,400 -42. Serajganj Spinning & Cotton Mills 12,400 - 11,707 -43. Tangail Cotton Mills 12,400 - 12,100 -44. Zeenat Textile Mills 25,200 374 7.840 155
Total Installed andOperating Capacities 834,564 6,560 624,915 2,626
Uninstalled Capacity 24.086 870Total Installed andUninstalled Capacities 858,650 7,430
Source: Bangladesh Textile Industry Corporation
Industrial Projects Department

STATISTICAL APPENDIXTable III TABLE 3 of 6
MANGLADESH
TEXTILE INDTUSTRY CORPORATION
Size Distribution of Mills, January 1973
Mills Doinxg Only SDinnirw
- Number of mills: 26- Average number of working spindles: 12,363- Twenty-two mills had less than 14,000 working spindles- Only 1 had working spindle capacity over 25,000
Composite Mills
- Number of mills: 18- Average number of working spindles; 16,860- Nine mills had more than 14,000 working spindles- Four had more than 25,000 working spindles
All Mills Combined
- Number of mills: 44- Average number of working spindles: 14,203- Thirty-one mills had less than 14,O0O working spindles- Five mills had more than 25,000 working spindles
Source: Table 2
Industrial Projects Department
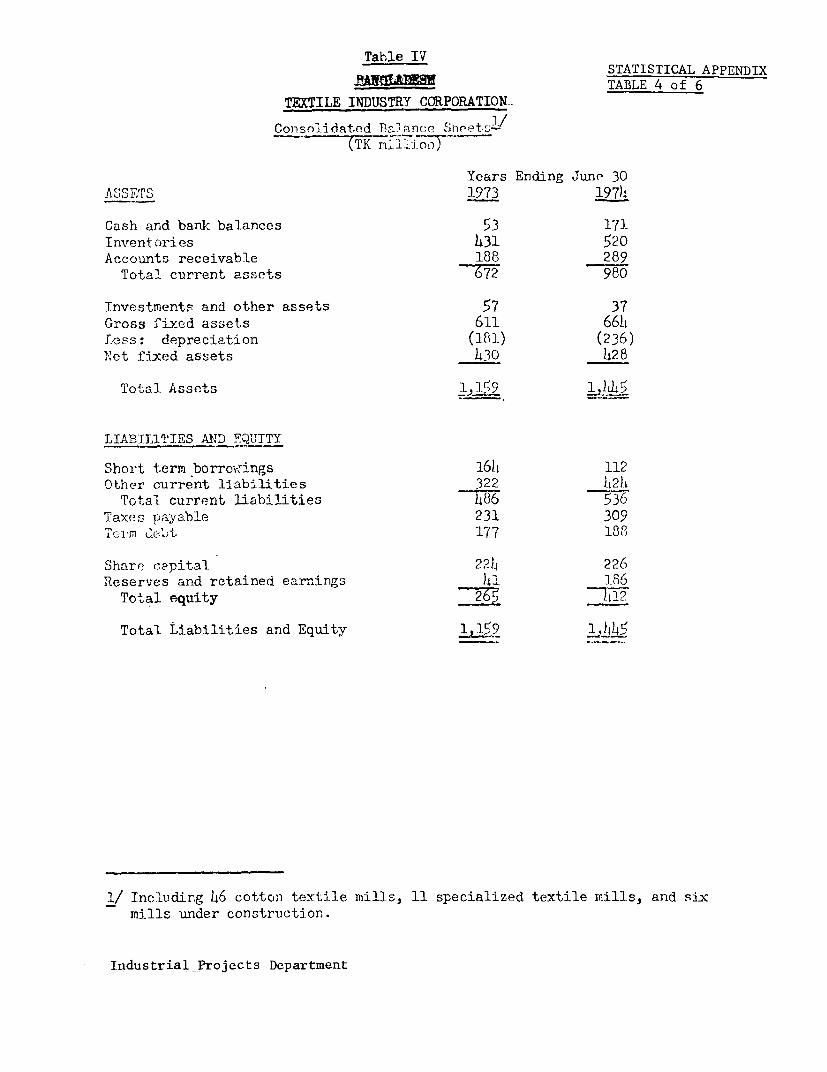
Table IVSTATISTICAL APPENDIX
_______u _ TABLE 4 of 6
TEXTILE INDUSTRY CORPORATION
Con^s7lidat.ed Pa'ance Shrets3i
Years Ending June 30ASSETS 1973 1974
Cash and bank balances 53 171Inventories 431 520Accounts receivable 188 289
Total current assets 672 980
Investments and other assets 57 37Gross fixed assets 611 664Less: depreciation (181) (236)Net fixed assets 430 428
Total Assets 1 r9 ____
LIABILITIES AND FQ'TTY
Short term borrc-ings 161h 112Other current liabilities 322 1124
'rPotal current liabilities 486 536Taxes pa:yable 231 309
erm debt 177 13.
Share oapital 224 226Reserves and retained earnings 41 186
Total equity 265
Total Liabilities and Equity ,L15 191l45
1/ Including 46 cottoni textile mills, 11 specialized textile mills, and sixmills under construction.
Industrial-Projects Department
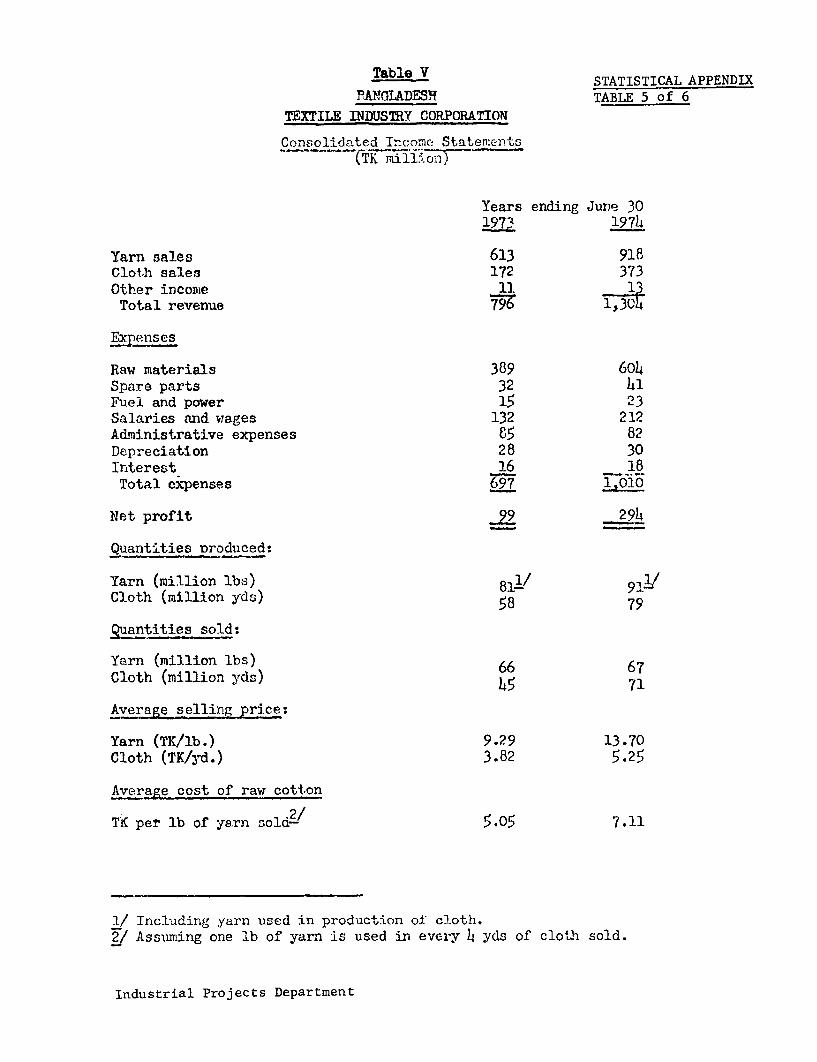
Table V STATISTICAL APPENDIX
PAiN0LADESH TABLE 5 of 6
TEXTILE INDIJSTRY CORPORATION
Consolidated Thcome Staten:ents(TK niMlio:z)
Years ending June 301973 1974
Yarn sales 613 918Cloth sales 172 373Other incomie 11Total revenue 796
I xlpenses
Raw materials 389 604Spare parts 32 41Fuel and power 15 23Salaries and wages 132 212Adninistrative expenses 85 82Depreciation 28 30Interest 16 18Total expenses 697 1,010
Net profit 99 294
Quantities nroduced:
Yarn (million lbs) 811! 912/Cloth (million yds) 58 79
Quantities sold:
Yarn (million lbs) 66 67Cloth (million yds) 45 71
Average selling price:
Yarn (TK/lb.) 9.29 13.70Cloth (TK/yd.) 3.82 5.25
Average cost of raw cotton
Tk per lb of yarn sold- 5.05 7.11
1/ Including yarn used in production oi- cloth.2/ Assuming one lb of yarn is used in every b yds of cloth sold.
Industrial Projects Department

Table VI ~~STATISTICAL 6APPENDIXTable VI TABLE 6 oft6
BANGLADESH
TEXTILE INDUSTRY CORPORATION
Basis for Estimating Yarn Output 8/
1975/76 1976/77 1977/78 1978/79 1979/80
Existing Spindles (1973/74)Nos. ('000) 656.6 656.6 656.6 656.6 656.6Output oz./hr. .320 .336 .343 .350 .350Output lbs./yr. 144.1 151.2 154.4 157.5 157.5
Rehabilitation of CurrentlyIdle Spindles
Nos. ('QOQY 20.0 50.0 50.0 50.0 50.0Output oz./hr. .350 .350 .350 .350 .350Output lbs./yr. 157.5 157.5 157.5 157.5 157.5
New Spindle CapacityNos. (t000) 37.5 62.5 112.5 162 187.5Output oz./hr. .433 .433 .433 .433 .433Output lbs./yr 194.8 194.8 194.8 194.8 194.8
Production (mialion lbs.)Existing 94.66 99.28 101.48 103.41 103,41Rehabilitated 3.15 7.38 7.88 7.88 7.88New 7.31 12.18 21.92 31.66 36.53
Total 105.12 119.34 131.28 142.95 147.82
i for 32 count yarn: assumes 7200 hours per annum of operation or3-shift, six days per week.
Industrial Projects Department