iii sem ict (1)
TRANSCRIPT
7/30/2019 III sem ICT (1)
http://slidepdf.com/reader/full/iii-sem-ict-1 1/59

7/30/2019 III sem ICT (1)
http://slidepdf.com/reader/full/iii-sem-ict-1 2/59

7/30/2019 III sem ICT (1)
http://slidepdf.com/reader/full/iii-sem-ict-1 3/59
MANUFACTURE OF SODIUM CARBONATE
TYPES OF PROCESS
Solvay or ammonia – soda (accounts for 85%of production)
Dual process (Na2CO3 + NH4Cl)
Natural soda ash from deposits in widelydispersed sectors of India

7/30/2019 III sem ICT (1)
http://slidepdf.com/reader/full/iii-sem-ict-1 4/59
MANUFACTURE OFCAUSTIC SODA
AND
CHLORINE

7/30/2019 III sem ICT (1)
http://slidepdf.com/reader/full/iii-sem-ict-1 5/59
METHODS OF PRODUCTION
CLASSIFICATION OF PROCESS
Electrolytic process
Lime soda process
Mercury Electrolytic process
Diaphragm Electrolyic Process
Membrane Electrolytic process

7/30/2019 III sem ICT (1)
http://slidepdf.com/reader/full/iii-sem-ict-1 6/59
LIME SODA PROCESS
Na2CO3 + Ca(OH)22NaOH + CaCO3
In this process sodium carbonate reacts with calciumhydroxide which in turn produces caustic soda

7/30/2019 III sem ICT (1)
http://slidepdf.com/reader/full/iii-sem-ict-1 7/59
Electrolytic processes

7/30/2019 III sem ICT (1)
http://slidepdf.com/reader/full/iii-sem-ict-1 8/59
Electrolysis Reactions:
Anode - 2 Cl- Cl2
(g) + 2 e-
Cathode - Na+ + e- Na
2 Na + 2 H2O 2 NaOH + H2 (g)
Side Reactions:
2 NaOH + Cl2 NaCl + NaOCl + H2O
2 OH- + Cl2 2 OCl- + H2
4 OH- O2 (g) + 2 H2O + 4 e-

7/30/2019 III sem ICT (1)
http://slidepdf.com/reader/full/iii-sem-ict-1 9/59
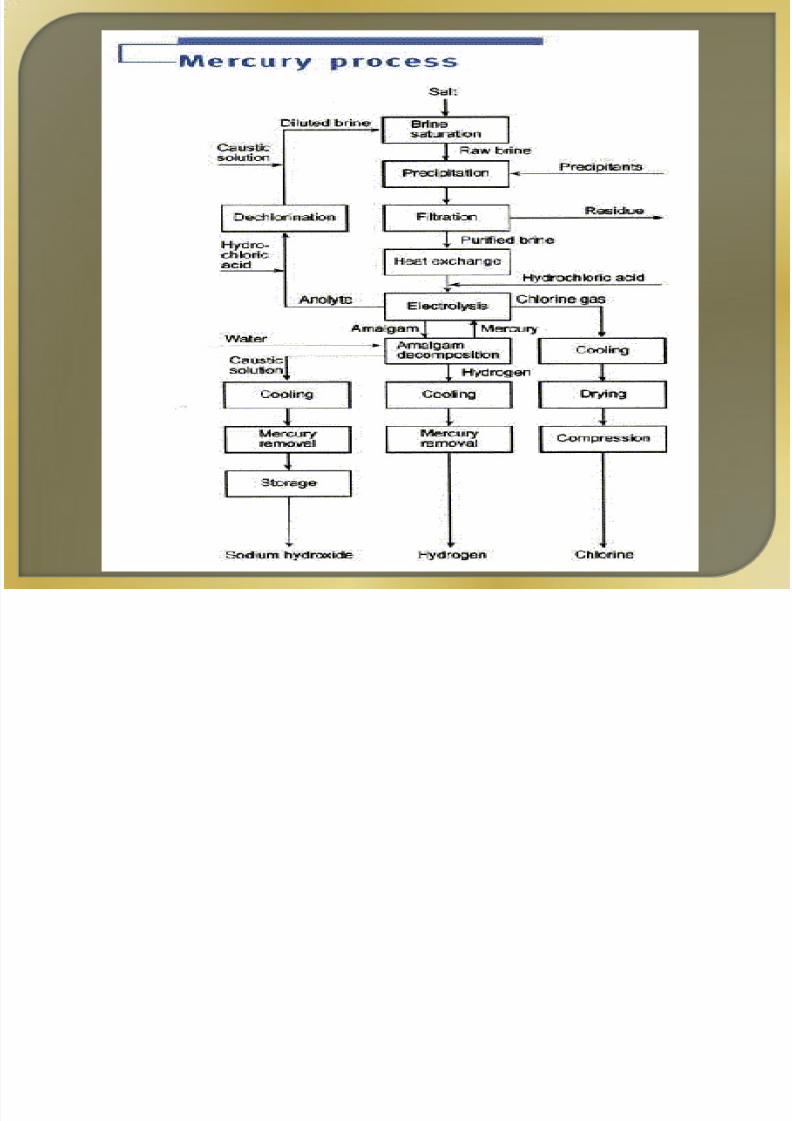
MERCURY CELL
The mercury cell has steel bottoms with rubber-coated steel sides, as well as
end boxes for brine and mercury feed and exit streams with a flexible rubberor rubber-coated steel cover. Adjustable metal anodes hang from the top, andmercury (which forms the cathode of the cell) flows on the inclined bottom.The current flows from the steel bottom to the flowing mercury.
Saturated brine fed from the end box is electrolyzed at the anode to producethe chlorine gas, which flows from the top portion of the trough and thenexits. The sodium ion generated reacts with the mercury to form sodiumamalgam (an alloy of mercury and sodium), which flows out of the end box to avertical cylindrical tank. About 0.25% to 0.5% sodium amalgam is produced inthe cell. The sodium amalgam reacts with water in the decomposer, packed
with graphite particles and produces caustic soda and hydrogen. Hydrogen,saturated with water vapor, exits from the top along with the mercury vapors.The caustic soda then flows out of the decomposer as 50% caustic. Theunreacted brine flows out of the exit end box. Some cells are designed withchlorine and anolyte outlets from the end box, which are separated in thedepleted brine tank. The mercury from the decomposer is pumped back to the
cell.
7/30/2019 III sem ICT (1)
http://slidepdf.com/reader/full/iii-sem-ict-1 10/59
7/30/2019 III sem ICT (1)
http://slidepdf.com/reader/full/iii-sem-ict-1 11/59
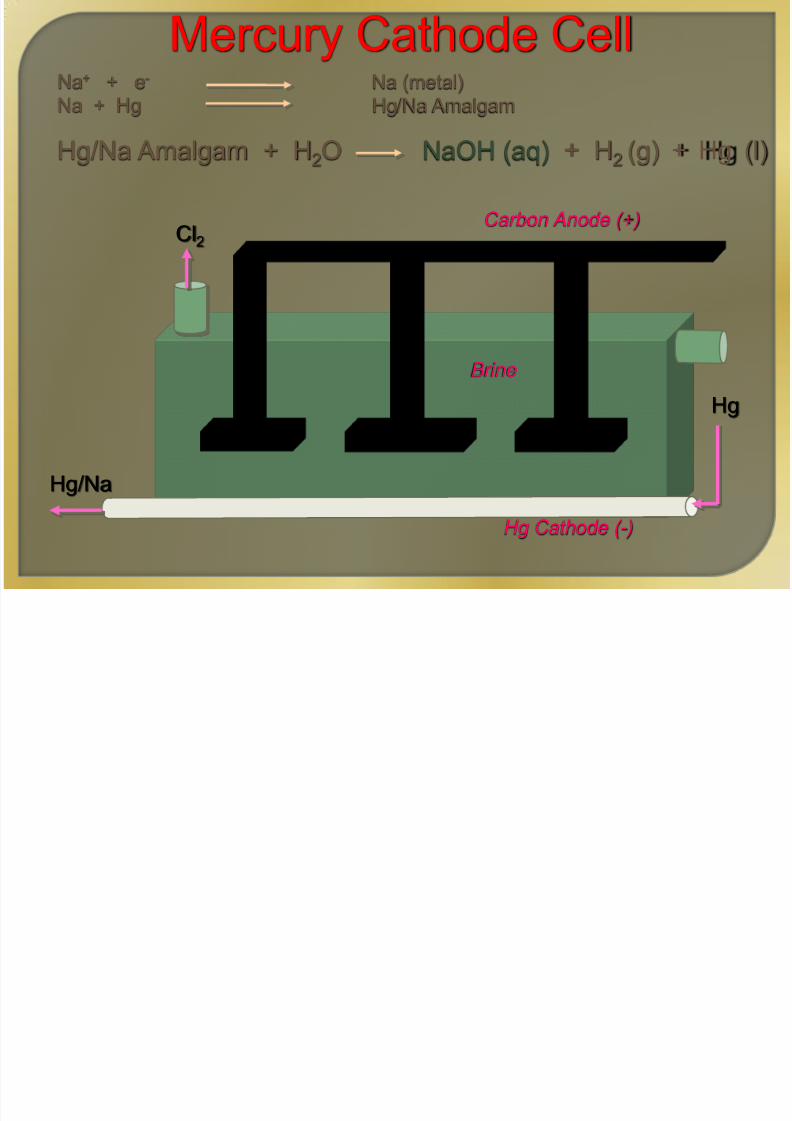
Carbon Anode (+)
Hg Cathode (-)
Hg
Hg/Na
Cl2
Brine
Mercury Cathode CellNa+ + e- Na (metal)
Na + Hg Hg/Na Amalgam
Hg/Na Amalgam + H2O NaOH (aq) + H2 (g) + Hg (l)
H

7/30/2019 III sem ICT (1)
http://slidepdf.com/reader/full/iii-sem-ict-1 12/59
Brine from
wells Na2CO3
Sludge
F i l t e r
Steam
Mercury
Cell
H270% Caustic forpurification
Liquid Cl2 tostorage
D
R
Y
E
R
D
e n u d i n g
T o w e r
F i l t e r
H2O
7/30/2019 III sem ICT (1)
http://slidepdf.com/reader/full/iii-sem-ict-1 13/59
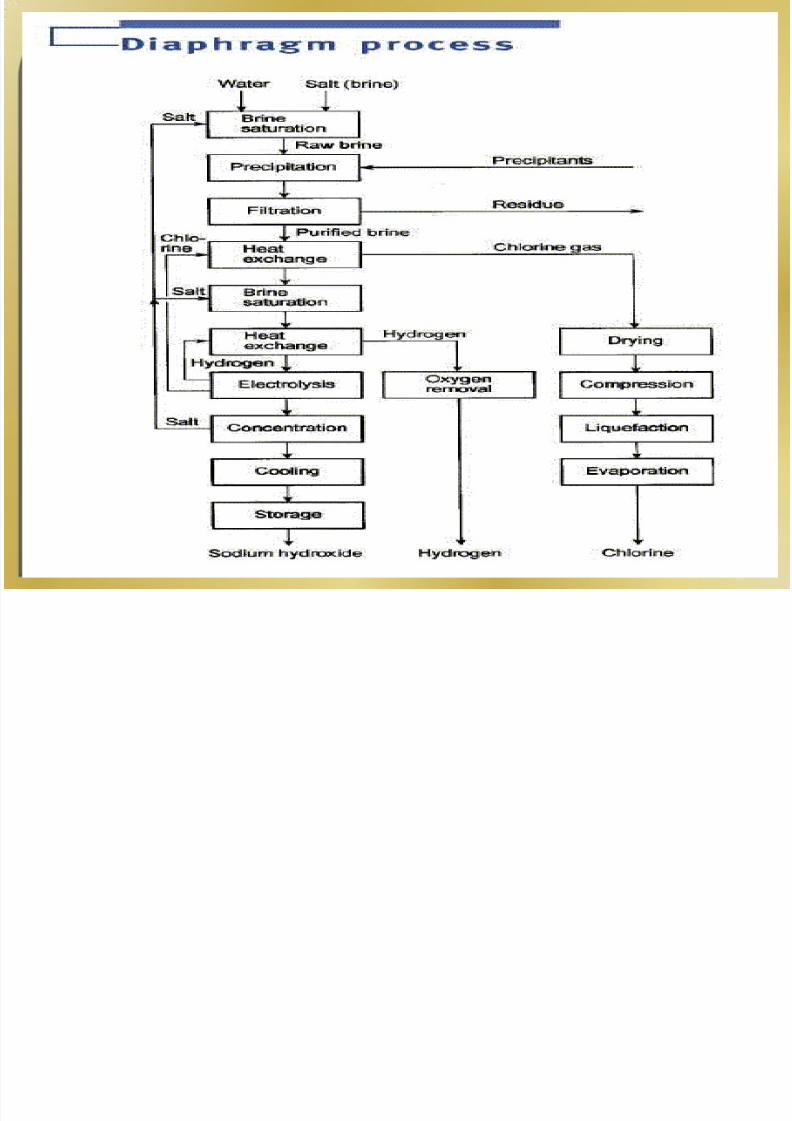
DIAPHRAGM CELLS
The diaphragm cell is a Diaphragm cells rectangular box with metal anodes supported from the bottom with copper-base plates, which carries a positivecurrent. The cathodes are metal screens or punch plates connected from oneend to the other end of the rectangular tank. Asbestos, dispersed as a slurry ina bath, is vacuum deposited onto the cathodes, forming a diaphragm. Saturated brine enters the anode compartment and the chlorine gas liberated at theanode during electrolysis, exits from the anode compartment. It is saturatedwith water vapor at a partial pressure of water over the anolyte. The sodiumions are transported from the anode compartment to the cathodecompartment, by the flow of the solution and by electromigration, where theycombine with the hydroxyl ions generated at the cathode during the formation
of the hydrogen from the water molecules. The diaphragm resists the back
migration of the hydroxyl ions, which would otherwise react with the chlorine inthe anode compartment. In the cathode compartment, the concentration ofthe sodium hydroxide is ~12%, and the salt concentration is ~14%. There is alsosome sodium chlorate formed in the anode compartment, dependent upon thepH of the anolyte.
7/30/2019 III sem ICT (1)
http://slidepdf.com/reader/full/iii-sem-ict-1 14/59

7/30/2019 III sem ICT (1)
http://slidepdf.com/reader/full/iii-sem-ict-1 15/59
Diaphragm Cell
( - )( + )
Power Supply
Anode Cathode
Porous
Diaphragm
(Teflon Mesh)
NaCl (aq)
NaOH (aq)
H2 Cl2
Net Flow
Carbon Carbon
7/30/2019 III sem ICT (1)
http://slidepdf.com/reader/full/iii-sem-ict-1 16/59
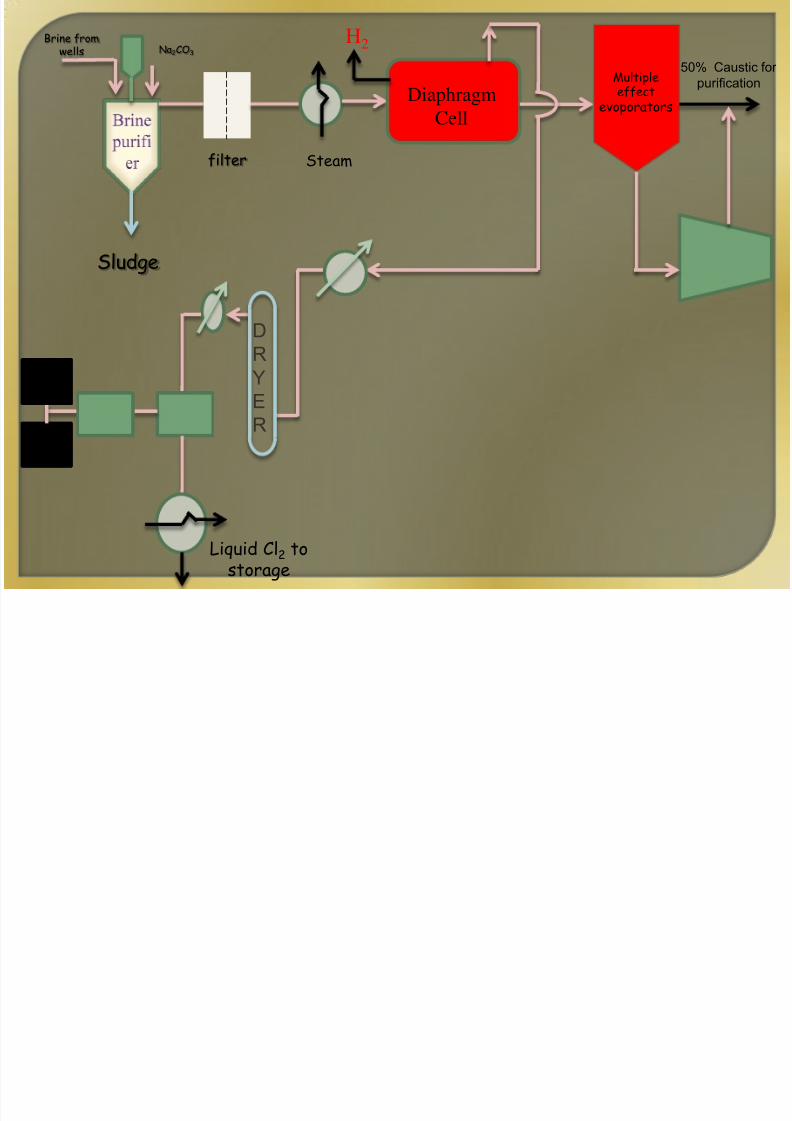
Brine fromwells Na2CO3
Sludge
filter Steam
Diaphragm
Cell
H2
Multipleeffect
evoporators
50% Caustic for
purification
Liquid Cl2 tostorage
D
R
Y
E
R

7/30/2019 III sem ICT (1)
http://slidepdf.com/reader/full/iii-sem-ict-1 17/59
MEMBRANE CELL
In a membrane cell, an ion-exchange membrane separates the anode andcathode compartments. The separator is generally a bi-layer membrane madeof perfluorocarboxylic and perfluorosulfonic acid-based films, sandwichedbetween the anode and the cathode. The saturated brine is fed to the anodecompartment where chlorine is liberated at the anode, and the sodium ionmigrates to the cathode compartment. Unlike in the diaphragm cells, only the
sodium ions and some water migrate through the membrane. The unreactedsodium chloride and other inert ions remain in the anolyte. About 30-32%caustic soda is fed to the cathode compartment, where sodium ions react withhydroxyl ions produced during the course of the hydrogen gas evolution fromthe water molecules. This forms caustic, which increases the concentration ofcaustic solution to ~35%. The hydrogen gas, saturated with water, exits fromthe catholyte compartment. Only part of the caustic soda product iswithdrawn from the cathode compartment. The remaining caustic is diluted to~32% and returned to the cathode compartment.

7/30/2019 III sem ICT (1)
http://slidepdf.com/reader/full/iii-sem-ict-1 18/59

7/30/2019 III sem ICT (1)
http://slidepdf.com/reader/full/iii-sem-ict-1 19/59
7/30/2019 III sem ICT (1)
http://slidepdf.com/reader/full/iii-sem-ict-1 20/59
7/30/2019 III sem ICT (1)
http://slidepdf.com/reader/full/iii-sem-ict-1 21/59
7/30/2019 III sem ICT (1)
http://slidepdf.com/reader/full/iii-sem-ict-1 22/59
PROCESSING
OFPRODUCTS
7/30/2019 III sem ICT (1)
http://slidepdf.com/reader/full/iii-sem-ict-1 23/59
Chlorine processing
The chlorine gas from the anode compartment contains moisture, by-productoxygen, and some back-migrated hydrogen. In addition, if the brine is alkaline, itwill contain carbon dioxide and some oxygen and nitrogen from the air leakage viathe process or pipelines.
Chlorine is first cooled to 60oF (16oC) and passed through demisters to removethe water droplets and the particulates of salt and sodium sulfate. The cooledgas goes to sulfuric acid circulating towers, which are operated in series.Commonly, three towers are used for the removal of moisture. The driedchlorine then goes through demisters before it is compressed and liquefied atlow temperatures. The non-condensed gas, called snift gas, is used for producing
hypochlorite or hydrochloric acid. If there is no market for hydrochloric acid,the snift gas is neutralized with caustic soda or lime (calcium hydroxide) toform hypochlorite. The hypochlorite is either sold as bleach or decomposed toform salt and oxygen.

7/30/2019 III sem ICT (1)
http://slidepdf.com/reader/full/iii-sem-ict-1 24/59
Hydrogen processing
The hydrogen gas from the chlor-alkali cells is normally used for the productionof hydrochloric acid or used as a fuel to produce steam. Hydrogen frommercury cells is first cooled to remove the mercury, which is then returned tothe cells. Occasionally, a secondary treatment is used to remove the tracelevels of mercury in the hydrogen via molecular sieve columns. The hydrogen gas
is then normally compressed. If a customer needs nearly pure hydrogencontaining low amounts of oxygen, some plants will heat the hydrogen over aplatinum catalyst (to remove the oxygen by reacting it with the hydrogen toform water), cool, and compress the diaphragm or membrane cell hydrogen,before supplying it to the customer. The heat value in the hydrogen cell gas canbe recovered in a heat exchanger via heating the brine feed to the cells.

7/30/2019 III sem ICT (1)
http://slidepdf.com/reader/full/iii-sem-ict-1 25/59
Caustic soda processing
Caustic soda is marketed as 50%, 73%, or anhydrous (dry) beads or flakes. Themercury cell can produce 50% and 73% caustic directly. The caustic from thedecomposer is cooled and passed once or twice through an activated carbonfilter to reduce the mercury levels in the caustic. After filtration, the mercuryconcentration is lowered to the parts-per-million (ppm) levels. Even these low
levels of mercury may be unacceptable to some customers, who then have toswitch to using membrane grade caustic soda. The mercury cell caustic soda hasa few ppm salt and <5-ppm sodium chlorate. The mercury cell caustic is thehighest purity caustic that can be made electrolytically if trace concentrationsof mercury are tolerable in the end use of caustic.The membrane cell caustic is concentrated in a multiple effect falling film
evaporator, which increases the caustic soda concentration to 50% with a highsteam economy. Caustic soda from membrane cells generally has 30-ppm sodiumchloride and 5-10 ppm sodium chlorate.

7/30/2019 III sem ICT (1)
http://slidepdf.com/reader/full/iii-sem-ict-1 26/59
The catholyte from the diaphragm cells contains ~12% sodium hydroxide, ~14%sodium chloride, 0.25%-0.3% sodium sulfate, and 100-500 ppm sodium chlorate.The catholyte is evaporated in a multi-effect evaporator. Most of the salt fromthe catholyte will precipitate during the concentration of the caustic soda to50% sodium hydroxide. The 50% caustic soda product will contain about 1%sodium chloride. The 50% caustic also has a high chlorate concentration (~0.1%)compared to the caustic from membrane or mercury cells (~10 ppm). The salt,
separated from the caustic during evaporation, is used to re-saturate the brinefed to the cell.
An additional single-effect evaporator is needed to produce 73% caustic soda.Anhydrous (dry) caustic soda is produced in a rising film evaporator, operating at
725o
F (385o
C) and at a few inches (one inch =2.54 cm) of water vacuum.

7/30/2019 III sem ICT (1)
http://slidepdf.com/reader/full/iii-sem-ict-1 27/59
END USES OF CHLORINE

7/30/2019 III sem ICT (1)
http://slidepdf.com/reader/full/iii-sem-ict-1 28/59
7/30/2019 III sem ICT (1)
http://slidepdf.com/reader/full/iii-sem-ict-1 29/59
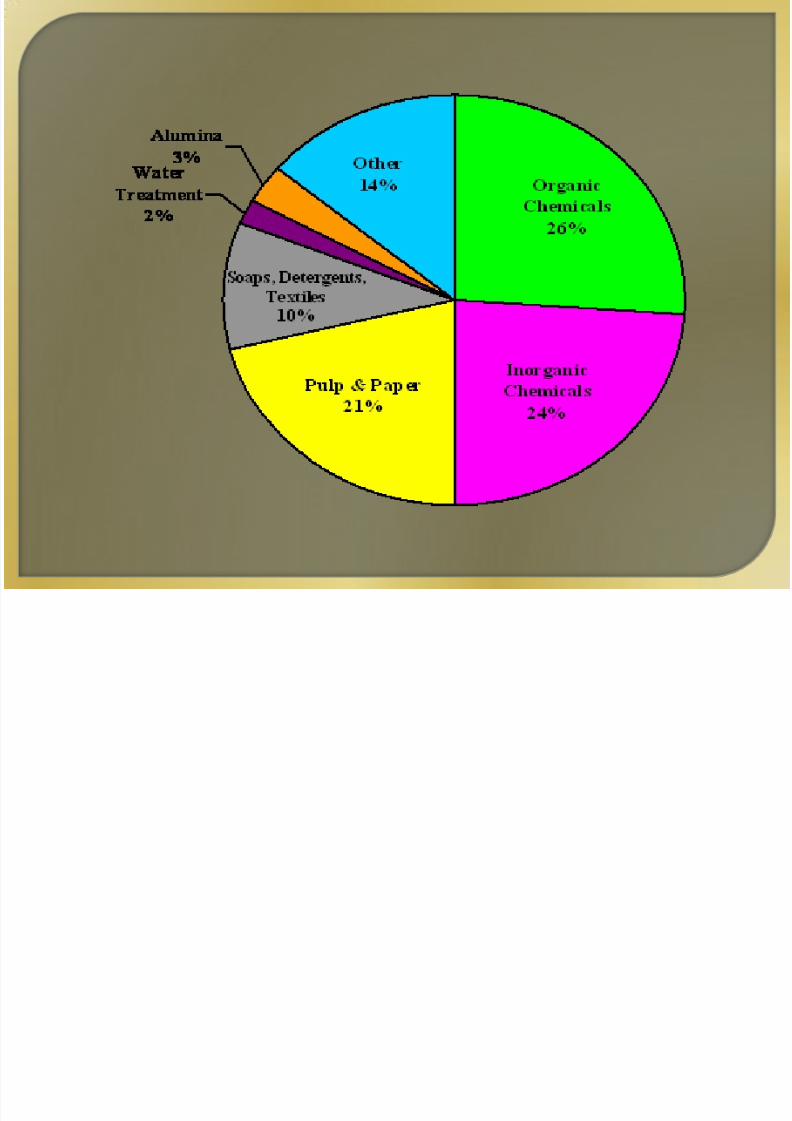
END USES OF CAUSTICSODA
7/30/2019 III sem ICT (1)
http://slidepdf.com/reader/full/iii-sem-ict-1 30/59

7/30/2019 III sem ICT (1)
http://slidepdf.com/reader/full/iii-sem-ict-1 31/59
GALLERY OF
CHLOR-ALKALIINDUSTRY

7/30/2019 III sem ICT (1)
http://slidepdf.com/reader/full/iii-sem-ict-1 32/59
DCW Limited
7/30/2019 III sem ICT (1)
http://slidepdf.com/reader/full/iii-sem-ict-1 33/59
Gujarat Alkalies & Chemicals
7/30/2019 III sem ICT (1)
http://slidepdf.com/reader/full/iii-sem-ict-1 34/59
Aditya Birla Chemicals

7/30/2019 III sem ICT (1)
http://slidepdf.com/reader/full/iii-sem-ict-1 35/59
Bihar Caustic & Chemicals

7/30/2019 III sem ICT (1)
http://slidepdf.com/reader/full/iii-sem-ict-1 36/59
7/30/2019 III sem ICT (1)
http://slidepdf.com/reader/full/iii-sem-ict-1 37/59
Gujarat Alkalies & Chemicals

7/30/2019 III sem ICT (1)
http://slidepdf.com/reader/full/iii-sem-ict-1 38/59
Gujarat Alkalies & Chemicals

7/30/2019 III sem ICT (1)
http://slidepdf.com/reader/full/iii-sem-ict-1 39/59
Grasim Industries Ltd.

7/30/2019 III sem ICT (1)
http://slidepdf.com/reader/full/iii-sem-ict-1 40/59
DISADVANTAGES OF
MERCURY CELL PROCESS
7/30/2019 III sem ICT (1)
http://slidepdf.com/reader/full/iii-sem-ict-1 41/59
INTRODUCTIONMercury has been used in chlorine and caustic soda production for more thanone hundred years. Technology that eliminates the need to use mercury in
chlor-alkali production has been readily available for just as long. Yet, in theUnited States, five chlor-alkali plants have still not committed to stop using theoutdated mercury-cell technology to produce their products. In 2005, these fiveplants reported emissions of more than 4,400 pounds of mercury into the air.1
On average, these plants release more than four times the average amount ofmercury released from a typical power plant; earning them the title “The Filthy
Five” (See Figure 1).
Unlike coal-fired power plants in which mercury emissions can only be reduced,technology can completely eliminate mercury pollution from chlor-alkaliproduction. Thus, the release of tons of mercury to the environment reported by these companies, not to mention the many more tons “lost” by mercury cell
chlorine plants, is entirely unnecessary.
Mercury is a dangerous neurotoxin that can accumulate in fish when releasedto the environment. According to the Madison Declaration on Mercury Pollution ,a consensus of over 1,100 scientists released in March 2007, about two-thirdsof the mercury in the environment is attributable to human activities, such as
chlor-alkali production.2
Most human exposure to mercury is dietary resulting

7/30/2019 III sem ICT (1)
http://slidepdf.com/reader/full/iii-sem-ict-1 42/59
Most human exposure to mercury is dietary, resultingfrom consumption of fish or seafood.3 Once mercury builds up in the body, it can cause a variety of healthproblems that can be both subtle – such as numbness infingers4 – and quite serious – such as an increased risk of
heart disease.5
The greatest concern about mercury surrounds its effectson the early development of the fetus and on laterchildhood development. Methylmercury can travel acrossthe placenta from the mother to the fetus, meaning
exposure to the dangerous poison often begins in thewomb during a baby’s most vulnerable developmentalperiod. Not only does it take lower levels to harm adeveloping fetus than it would an adult, but mercurylevels are also magnified in the womb.6 Mercury canirreversibly impair children’s brain functions as theygrow.7 Infants and children exposed to high doses ofmercury may have problems with attention span,language, visual-spatial skills, memory and coordination.Very high levels of exposure in children can lead to braindamage, speech problems, seizures, blindness and mental
retardation.
8

7/30/2019 III sem ICT (1)
http://slidepdf.com/reader/full/iii-sem-ict-1 43/59
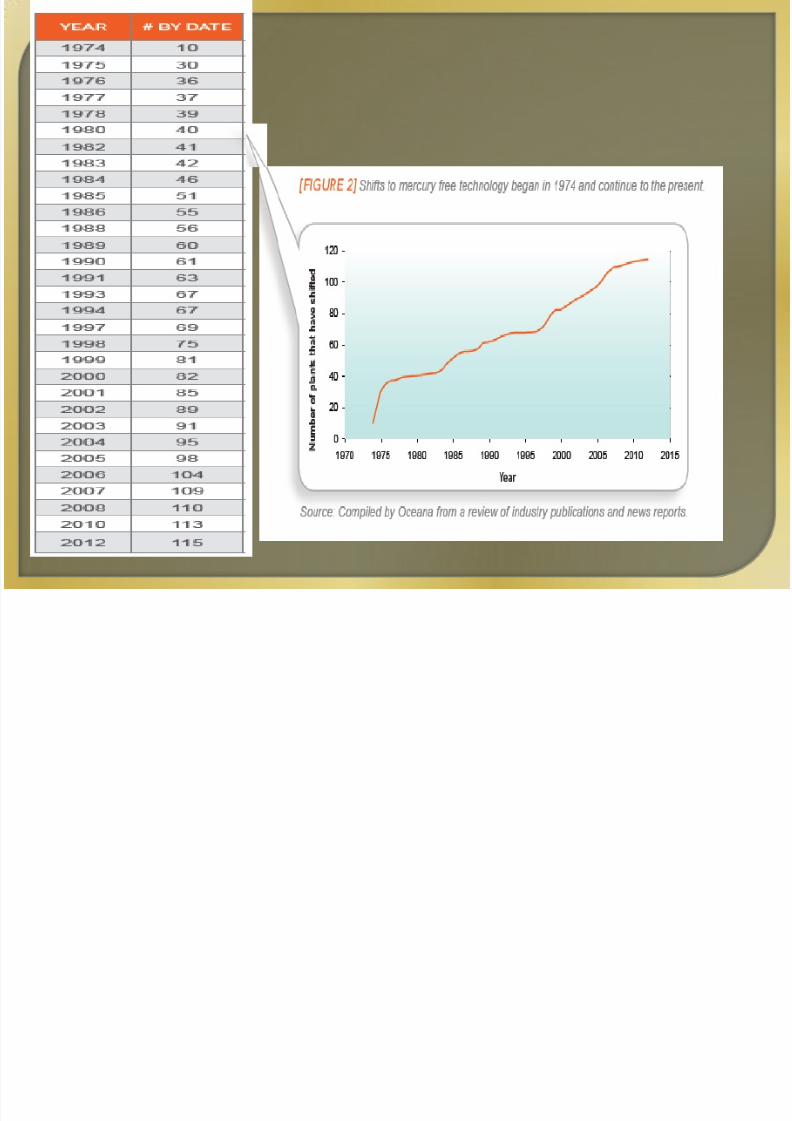
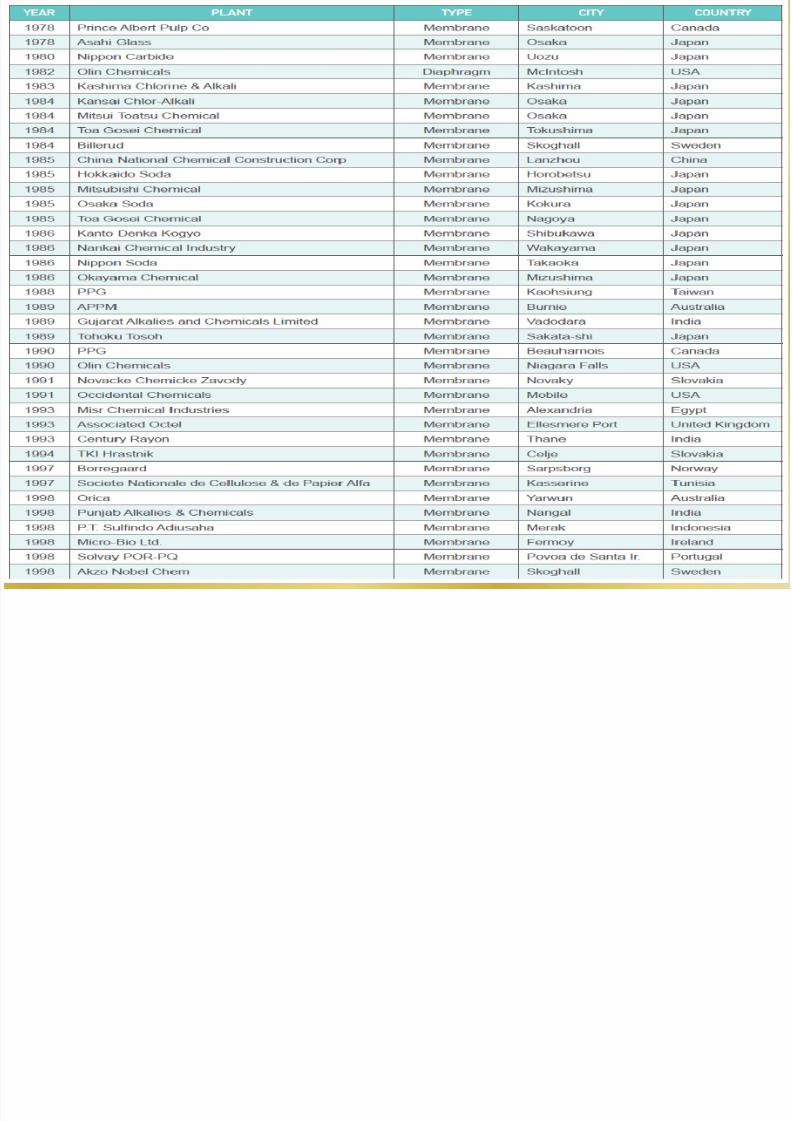
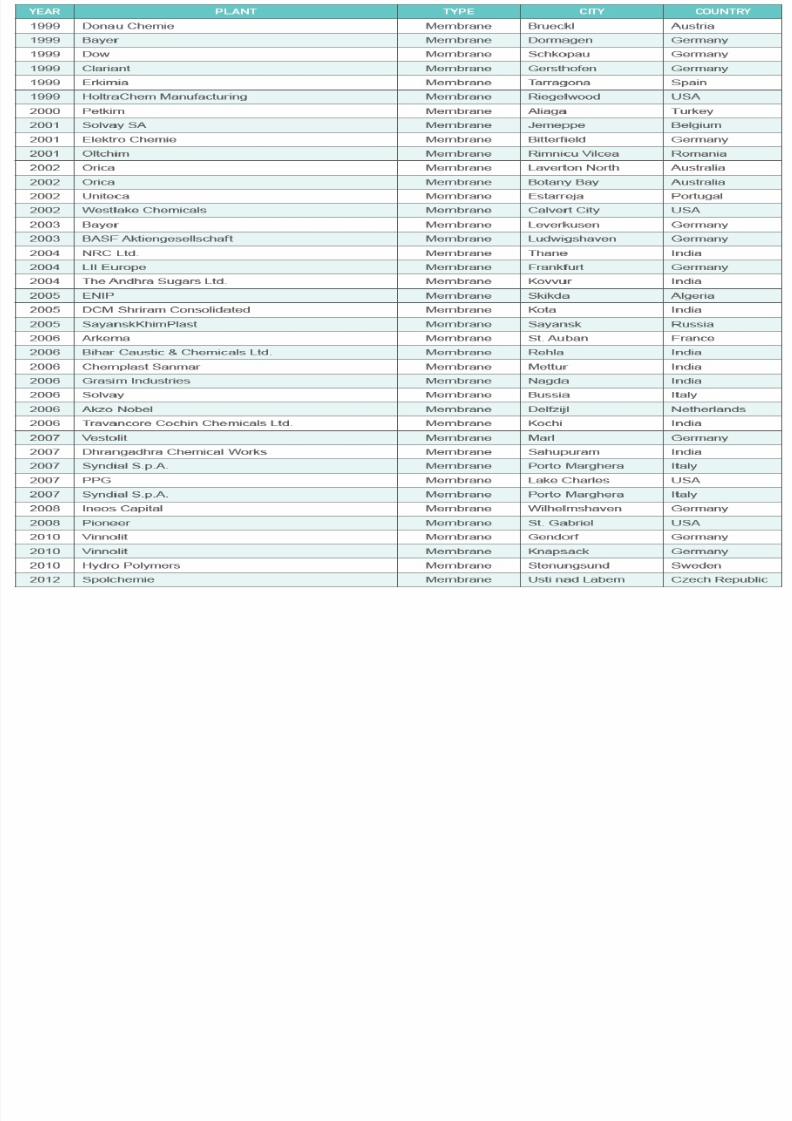
This analysis has identified 115 plants that already have switched or are in the process of
switching to technology that neither uses nor releases mercury (See Table 3). It then goes
on to focus on the five remaining mercury-cell chlor-alkali plants in the United States that
have not committed to stop using mercury, and tallies the benefits against the cost of
switching to membrane-cell technology.
An Environmental Protection Agency (EPA) scientist has estimated that one in six women
has enough mercury in her blood to pose neurological risks to her developing baby.9 This
means that hundreds of thousands of newborns each year in the United States may be
exposed to enough mercury to hinder nervous system development.While there are a
variety of industrial sources of mercury, all of whichneed to be reduced, this report focuses on the problem of mercury releases from chlorine, or
chloralkali,production.

7/30/2019 III sem ICT (1)
http://slidepdf.com/reader/full/iii-sem-ict-1 44/59
7/30/2019 III sem ICT (1)
http://slidepdf.com/reader/full/iii-sem-ict-1 45/59
PLANTS THAT HAVE CONVERTEDILLUSTRATE BENEFITS OF CONVERSION
History of Mercury-Free Chlorine Production
Mercury-free technology has been readily available and installed around theworld for decades. Many plants were constructed using either diaphragm ormembrane-cell technology. However, many others were built to use mercury.Of those, more than one-hundred mercury-cell chlor-alkali plants already
have switched or plan to switch to mercury-free technology. This analysis hasidentified 115 such facilities, making it the most comprehensive compilationof this information to date. However, some plants undoubtedly have beenconverted that were not identified in this analysis.
Although chlorine plants stop using mercury for a variety of reasons, including
government-initiated bans on mercury-cell plants and environmental concerns,the economics of conversion are more attractive to the managers of facilitiesthat consider them than one might think. While the up-front costs associatedwith installing mercury-free technology may appear to be high, there are manyvariables that balance out the cost of an upgrade, such as an increase inenergy efficiency and the opportunity to increase capacity due to the shift.
7/30/2019 III sem ICT (1)
http://slidepdf.com/reader/full/iii-sem-ict-1 46/59
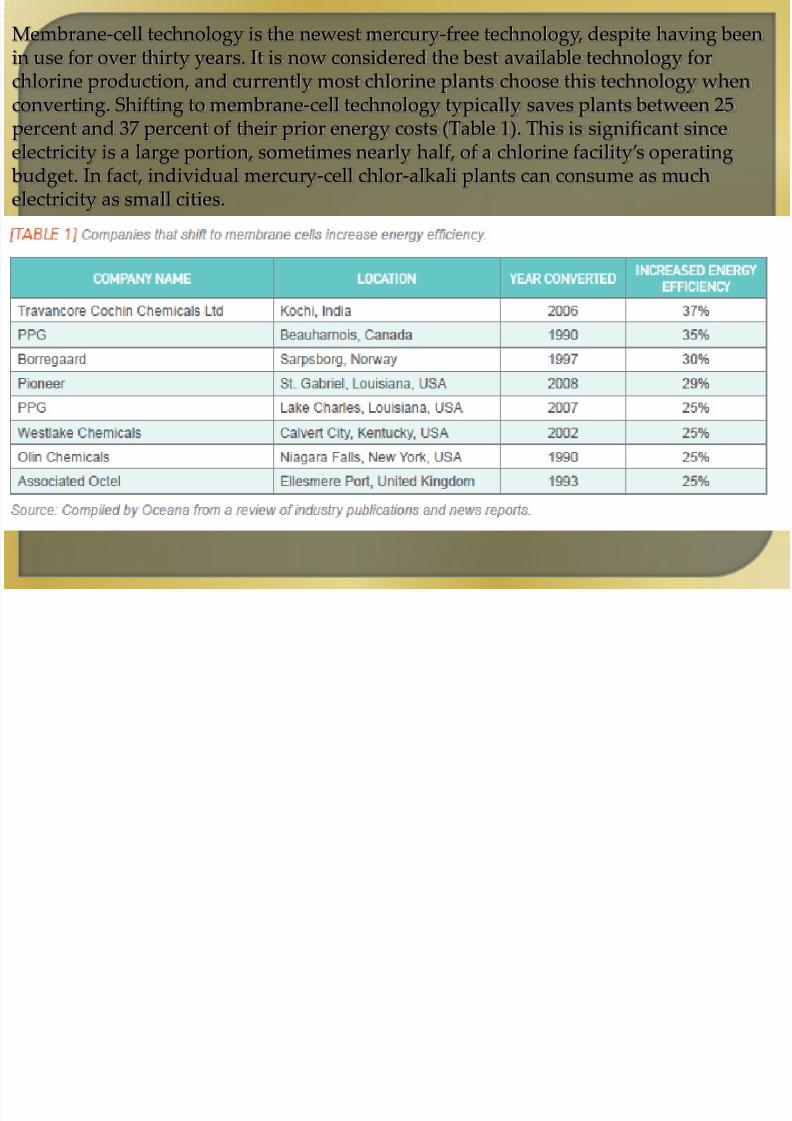
Membrane cell technology is the newest mercury free technology despite having been
7/30/2019 III sem ICT (1)
http://slidepdf.com/reader/full/iii-sem-ict-1 47/59
Membrane-cell technology is the newest mercury-free technology, despite having beenin use for over thirty years. It is now considered the best available technology forchlorine production, and currently most chlorine plants choose this technology whenconverting. Shifting to membrane-cell technology typically saves plants between 25percent and 37 percent of their prior energy costs (Table 1). This is significant since
electricity is a large portion, sometimes nearly half, of a chlorine facility’s operating budget. In fact, individual mercury-cell chlor-alkali plants can consume as muchelectricity as small cities.
Another benefit of mercury free membrane cells is their ability to produce as much

7/30/2019 III sem ICT (1)
http://slidepdf.com/reader/full/iii-sem-ict-1 48/59
Another benefit of mercury-free membrane cells is their ability to produce as muchchlorine as a mercury cell in a smaller space. Most plants that have converted or are inthe process of doing so have taken advantage of this fact by increasing their chlor-alkalicapacity by 20 to 30 percent during their conversion, although others have increasedchlorine capacity by up to 80 percent (Table 2). The corresponding increase in capacityobviously leads to an increase in sales potential. By increasing enrgy efficiency andincreasing capacity, some plants have been able to pay off their conversion investmentsin fewer than five years.

7/30/2019 III sem ICT (1)
http://slidepdf.com/reader/full/iii-sem-ict-1 49/59
Besides these direct benefits, conversion also brings indirect benefits to public andenvironmental health. For example, increasing energy efficiency reduces the plant’sdemand for fossil fuels and cuts down on its per unit generation of carbon dioxide, a
greenhouse gas. Assuming no change in fuel type, a 25 percent decrease in fuel useresults in a 25 percent decrease in greenhouse gas emissions. Minimizing mercuryreleases to the environment is another obvious benefit, although it is difficult to measurein dollars.

7/30/2019 III sem ICT (1)
http://slidepdf.com/reader/full/iii-sem-ict-1 50/59
The world map (Figure 3A-3D) shows theglobal distribution of chlorine facilities thathave converted.

7/30/2019 III sem ICT (1)
http://slidepdf.com/reader/full/iii-sem-ict-1 51/59

7/30/2019 III sem ICT (1)
http://slidepdf.com/reader/full/iii-sem-ict-1 52/59

7/30/2019 III sem ICT (1)
http://slidepdf.com/reader/full/iii-sem-ict-1 53/59

7/30/2019 III sem ICT (1)
http://slidepdf.com/reader/full/iii-sem-ict-1 54/59

7/30/2019 III sem ICT (1)
http://slidepdf.com/reader/full/iii-sem-ict-1 55/59
7/30/2019 III sem ICT (1)
http://slidepdf.com/reader/full/iii-sem-ict-1 56/59
7/30/2019 III sem ICT (1)
http://slidepdf.com/reader/full/iii-sem-ict-1 57/59
7/30/2019 III sem ICT (1)
http://slidepdf.com/reader/full/iii-sem-ict-1 58/59

7/30/2019 III sem ICT (1)
http://slidepdf.com/reader/full/iii-sem-ict-1 59/59
THE
END