i/ii sem be, vtu, engineering chemistry , module 2
TRANSCRIPT
1
MODULE -II
I/II SEM BE , ENGINEERING CHEMISTRY
PRESENTED BY
RASHMI M
ASSISTANT PROFESSOR
SKIT
BANGALORE
2
CORROSION
Definition of corrosion: Corrosion is defined as the destruction of metals or alloys by the surrounding environment
through chemical or electrochemical reaction.
Example: Formation of rust on the surface of iron, formation of green film on the surface of copper.
Corrosion is also called as extractive metallurgy in reverse.
Types of corrosion:
DRY CORROSION: Dry corrosion occurs due to direct chemical reaction between the metal and the gasses present in the
corrosive environment.
Example: Metals when exposed to dry gasses like O2, SO2, CO2, H2S etc.
WET CORROSION: It is a common type of corrosion of metal in aqueous corrosive environment. This type of corrosion
occurs when the metal comes in contact with a conducting liquid or when two dissimilar metals are immersed or dipped
partly in a solution.
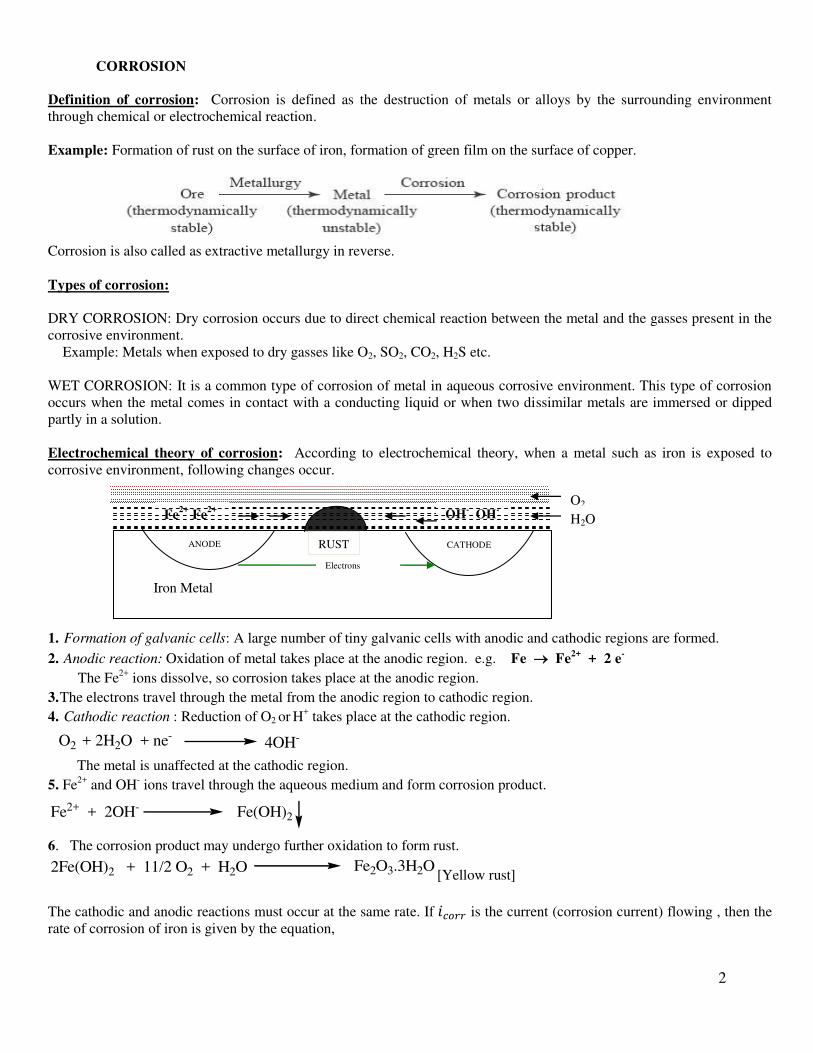
Electrochemical theory of corrosion: According to electrochemical theory, when a metal such as iron is exposed to
corrosive environment, following changes occur.
1. Formation of galvanic cells: A large number of tiny galvanic cells with anodic and cathodic regions are formed.
2. Anodic reaction: Oxidation of metal takes place at the anodic region. e.g. Fe Fe2+
+ 2 e-
The Fe2+
ions dissolve, so corrosion takes place at the anodic region.
3. The electrons travel through the metal from the anodic region to cathodic region.
4. Cathodic reaction : Reduction of O2 or H+ takes place at the cathodic region.
O2 + 2H2O + ne-4OH-
The metal is unaffected at the cathodic region.
5. Fe2+
and OH- ions travel through the aqueous medium and form corrosion product.
Fe2+ + 2OH- Fe(OH)2
6. The corrosion product may undergo further oxidation to form rust.
2Fe(OH)2 + 11/2 O2 + H2O Fe2O3.3H2O[Yellow rust]
The cathodic and anodic reactions must occur at the same rate. If � �� is the current (corrosion current) flowing , then the
rate of corrosion of iron is given by the equation,
OH- OH
- Fe
2+ Fe
2+
Iron Metal
O2
H2O
Electrons
CATHODE ANODE RUST
3
�� � = � ��� �
�ℎ � ℎ� ℎ � � � � � � �� �
The total current due to the cathodic reaction [ ∑ � ] must be equal ,but opposite in sign , to the total current flowing out
due to the anodic reaction [ − ∑ ��] . � �� = − ∑ �� = ∑ �
Reactions at cathodic region: At cathode, the reaction is either a) liberation of hydrogen or b) absorption of oxygen.
Liberation of hydrogen (in the absence of oxygen) Absorption of oxygen(in the presence of oxygen)
In acidic medium
2H+ + 2e- H2
In acidic medium, 4H+ + O2 + 4e-
2H2O
In neutral,
2H2O + 2e- 2OH- + H2
In neutral,
O2 + 2H2O + ne-4OH-
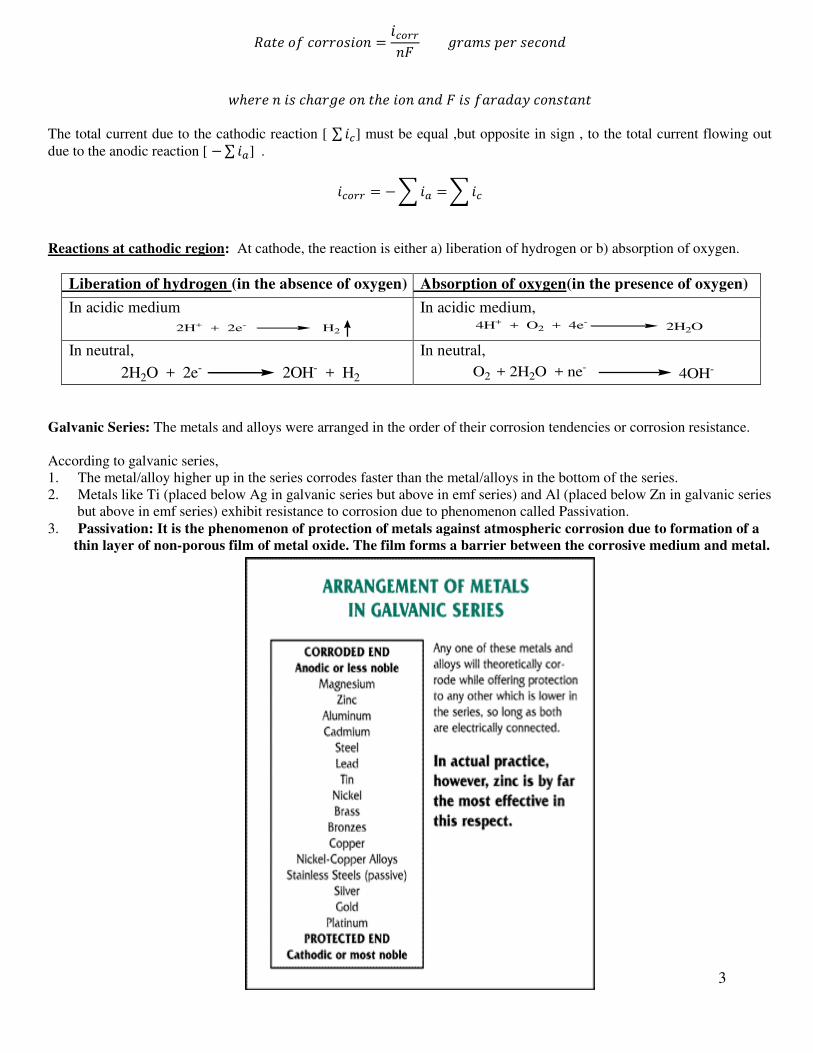
Galvanic Series: The metals and alloys were arranged in the order of their corrosion tendencies or corrosion resistance.
According to galvanic series,
1. The metal/alloy higher up in the series corrodes faster than the metal/alloys in the bottom of the series.
2. Metals like Ti (placed below Ag in galvanic series but above in emf series) and Al (placed below Zn in galvanic series
but above in emf series) exhibit resistance to corrosion due to phenomenon called Passivation.
3. Passivation: It is the phenomenon of protection of metals against atmospheric corrosion due to formation of a
thin layer of non-porous film of metal oxide. The film forms a barrier between the corrosive medium and metal.

4
Comparison between Galvanic Series Vs Electrochemical Series:
Different types of corrosion:
Differential metal corrosion:
This type of corrosion occurs when two dissimilar metals are in contact with each other and are exposed to a corrosive
environment. The two metals differ in their electrode potentials. The metal with lower electrode potential acts as anode
and the other metal with higher electrode potential acts as cathode.
The anodic metal undergoes oxidation and gets corroded. A reduction reaction occurs at the cathodic metal. The cathodic
metal does not undergo corrosion.
The reactions may be represented as follows:
Cell reactions:
At anode : M
At cathode : O2 + 2H2O + 4e-4OH- (Reduction of oxygen)
Mn+ + ne- (Oxidation of metal M)
Higher the potential difference between the anodic and cathodic metals, higher is the rate of corrosion.
Other examples:
1. Steel screws in copper sheet.
2. Steel screws with copper washer.
3. Bolt & nut are made of different metals.
Differential aeration corrosion:
Galvanic Series Electrochemical Series
It predicts the corrosive tendencies of metal alloys It predicts the relative displacement tendencies
Calomel electrode is used as a reference electrode Standard hydrogen electrode is used as reference
Electrode
Positioning of metal or alloy may change Position of metal is fixed. That cannot be changed
The metals and alloys are immersed in the sea
water for study concentration of salts of the same metal that was being used
Electrode potentials are measured for both metals
and alloys. Electrode potentials measured only for metals and non-metals
Zn metal
[Anode]
Fe metal
[Cathode]
Fe metal
[Anode]
Cu metal
[Cathode]
Fe metal
[Anode]
Sn metal
[Cathode]
Less O2, (Anode)
Water
More O2, (Cathode)
Iron

5
Rust
Water
More oxygen, (C
Less Oxygen (
This type of corrosion occurs when two different parts of the same metal are exposed to different oxygen concentrations.
(e.g. An iron rod partially dipped in water.) The part of the metal which is exposed to less oxygen concentration acts as
anode. The part which is exposed to more oxygen concentration acts as cathode. The anodic region undergoes corrosion
and the cathodic region is unaffected.
The reactions may be represented as follows:
Cell reactions:
At anode : M
At cathode : O2 + 2H2O + 4e-4OH- (Reduction of oxygen)
Mn+ + ne- (Oxidation of metal M)
Other examples:
1. Part of the nail inside the wall undergoes corrosion.
2. When a dirt particle sits on a metal bar, the part under the dirt undergoes corrosion.
3. Partially filled iron tank undergoes corrosion inside water.
Water line corrosion: This is an example of differential aeration corrosion.
When a steel tank is partially filled with water for a long time, the inner portion of the tank below the water line is exposed
only to dissolve oxygen, whereas, the portion above the water line is exposed to more oxygen. Thus the portion below the
water line acts as anode and undergoes corrosion. The upper portion acts as cathode and is unaffected.
A distinct brown line is formed just below the water line due to the deposition of rust.
The reactions may be represented as follows:
Cell reactions:
At anode : M
At cathode : O2 + 2H2O + 4e-4OH- (Reduction of oxygen)
Mn+ + ne- (Oxidation of metal M)
Other example: Ships which remain partially immersed in sea water for a long time undergo water line corrosion.
Pitting corrosion: This is an example of differential aeration corrosion.
When a small dust particle gets deposited on a steel surface, the region below the dust particle is exposed to less oxygen
compared to the remaining part. As a result, the region below the dust particle acts as anode undergoes corrosion and
forms a pit. The remaining region of the metal acts as cathode and is unaffected.
The reactions may be represented as follows:
6
Cell reactions:
At anode : M
At cathode : O2 + 2H2O + 4e-4OH- (Reduction of oxygen)
Mn+ + ne- (Oxidation of metal M)
Formation of a small anodic area and a large cathodic area results in intense corrosion below the dust particle.
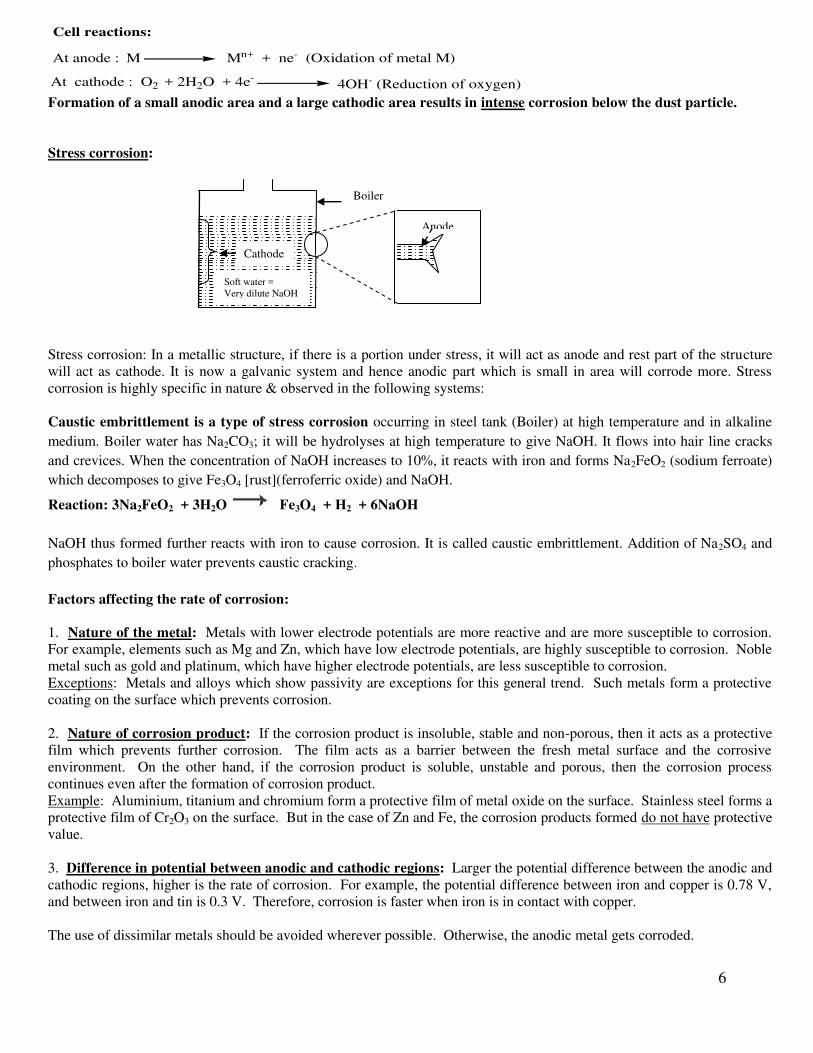
Stress corrosion:
Stress corrosion: In a metallic structure, if there is a portion under stress, it will act as anode and rest part of the structure
will act as cathode. It is now a galvanic system and hence anodic part which is small in area will corrode more. Stress
corrosion is highly specific in nature & observed in the following systems:
Caustic embrittlement is a type of stress corrosion occurring in steel tank (Boiler) at high temperature and in alkaline
medium. Boiler water has Na2CO3; it will be hydrolyses at high temperature to give NaOH. It flows into hair line cracks
and crevices. When the concentration of NaOH increases to 10%, it reacts with iron and forms Na2FeO2 (sodium ferroate)
which decomposes to give Fe3O4 [rust](ferroferric oxide) and NaOH.
Reaction: 3Na2FeO2 + 3H2O Fe3O4 + H2 + 6NaOH
NaOH thus formed further reacts with iron to cause corrosion. It is called caustic embrittlement. Addition of Na2SO4 and
phosphates to boiler water prevents caustic cracking.
Factors affecting the rate of corrosion:
1. Nature of the metal: Metals with lower electrode potentials are more reactive and are more susceptible to corrosion.
For example, elements such as Mg and Zn, which have low electrode potentials, are highly susceptible to corrosion. Noble
metal such as gold and platinum, which have higher electrode potentials, are less susceptible to corrosion.
Exceptions: Metals and alloys which show passivity are exceptions for this general trend. Such metals form a protective
coating on the surface which prevents corrosion.
2. Nature of corrosion product: If the corrosion product is insoluble, stable and non-porous, then it acts as a protective
film which prevents further corrosion. The film acts as a barrier between the fresh metal surface and the corrosive
environment. On the other hand, if the corrosion product is soluble, unstable and porous, then the corrosion process
continues even after the formation of corrosion product.
Example: Aluminium, titanium and chromium form a protective film of metal oxide on the surface. Stainless steel forms a
protective film of Cr2O3 on the surface. But in the case of Zn and Fe, the corrosion products formed do not have protective
value.
3. Difference in potential between anodic and cathodic regions: Larger the potential difference between the anodic and
cathodic regions, higher is the rate of corrosion. For example, the potential difference between iron and copper is 0.78 V,
and between iron and tin is 0.3 V. Therefore, corrosion is faster when iron is in contact with copper.
The use of dissimilar metals should be avoided wherever possible. Otherwise, the anodic metal gets corroded.
Cathode
Boiler
Soft water =
Very dilute NaOH
Anode
7
4. Anodic and cathodic areas:
Smaller the anodic area and larger the cathodic area, more intense and faster is the corrosion. Smaller the area of anode
com- pared to cathode will lead to faster corrosion of anode. It is because the corrosion current at anode and at cathode will
be same. But for small anodic area the current density will be large at anode and larger cathodic area will demand more
electron which will be fulfilled by fast reaction at anode (oxdidation), i.e. rapid corrosion.
�� = ���ℎ � �� �� � �� �
Larger the anodic area and smaller the cathodic area, decreases the rate of corrosion.
Ex: A small steel pipe fitted to copper tank, increases the rate of corrosion.
5. pH of the medium: Rate of corrosion increases with decrease in pH.
a) Metals do not undergo corrosion at pH greater than 10. This is due to the formation of protective coating of
hydrous oxides of iron.
b) Between pH 10 and 3, the presence of oxygen is essential for corrosion.
c) If the pH is less than 3, corrosion occurs even in the absence of oxygen.
6. Temperature: Higher the temperature, higher is the rate of corrosion.
Increase in temperature increases the ionic conductivity of the corrosive medium. This also contributes to the increase in
corrosion rate.
7. Conductance: As the conductivity of the corrosion medium increases, the corrosion rate also increases. Higher the
conductivity of the medium, faster the ions can migrate between the anodic and cathodic regions of the corrosion cell,
in turn, faster will be the change of electrons at the electrode surfaces. This facilitates higher corrosion rate.
Corrosion control
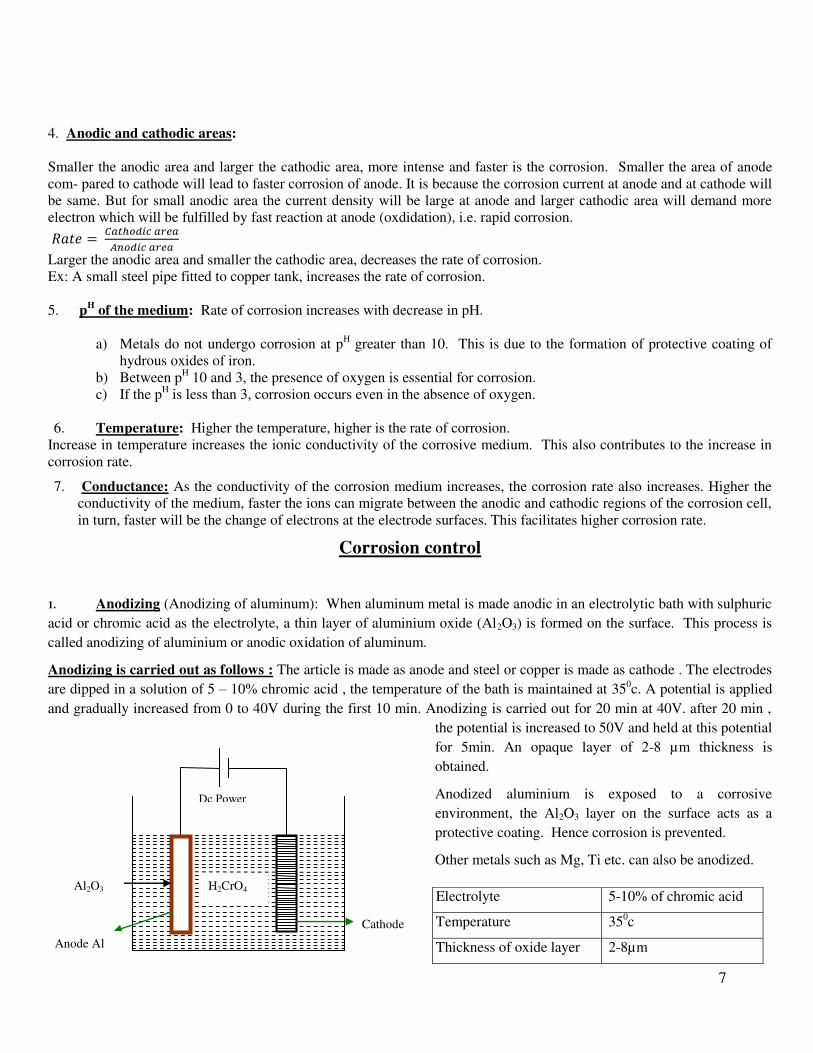
1. Anodizing (Anodizing of aluminum): When aluminum metal is made anodic in an electrolytic bath with sulphuric
acid or chromic acid as the electrolyte, a thin layer of aluminium oxide (Al2O3) is formed on the surface. This process is
called anodizing of aluminium or anodic oxidation of aluminum.
Anodizing is carried out as follows : The article is made as anode and steel or copper is made as cathode . The electrodes
are dipped in a solution of 5 – 10% chromic acid , the temperature of the bath is maintained at 350c. A potential is applied
and gradually increased from 0 to 40V during the first 10 min. Anodizing is carried out for 20 min at 40V. after 20 min ,
the potential is increased to 50V and held at this potential
for 5min. An opaque layer of 2-8 µm thickness is
obtained.
Anodized aluminium is exposed to a corrosive
environment, the Al2O3 layer on the surface acts as a
protective coating. Hence corrosion is prevented.
Other metals such as Mg, Ti etc. can also be anodized.
Electrolyte 5-10% of chromic acid
Temperature 350c
Thickness of oxide layer 2-8µm
Dc Power
Al2O3 H2CrO4
Cathode
Anode Al
8
(Note: On anodizing, Al2O3 is formed on the surface as a porous layer. The layer may be made compact by
sealing, which involves heating with boiling water or steam. During sealing, Al2O3 is converted into Al2O3.H2O
which occupies higher volume. Therefore, the pores are sealed.)
Applications: Anodized aluminium is used in computer hardware, roofs, floor, ceilings, curtains, escalators and
commercial buildings.
2. Phosphating: Converting the surface metal atoms into their phosphates by chemical or electrochemical reactions is
called phosphating.
The phosphating bath contains three essential components:
(i) free phosphoric acid,
(ii) a metal phosphate such as Fe, Mn phosphate and
(iii) An accelerator such as H2O2, nitrites, nitrates.
(iv) Temperature – 35oC
(v) pH – 1.8-3.2
Phosphating not only improves the corrosion resistance but also imparts good paint adhesion quality to the surface.
Applications: Phosphate coating is given as an under layer [primer coat] before painting the car bodies, refrigerators and
washing machines.
Metal coatings:
Anodic metal coating: It is a process of coating of base metals with anodic metals such as Zn, Al, Mg, and Cd etc.
Example: Galvanizing
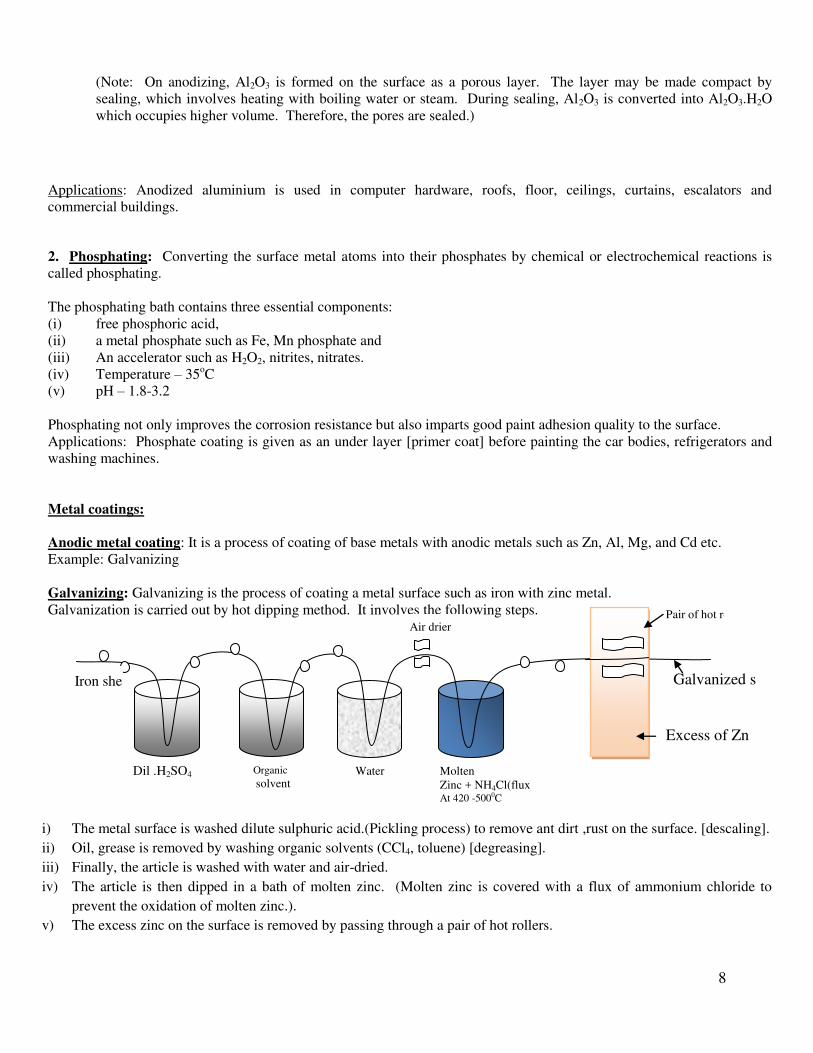
Galvanizing: Galvanizing is the process of coating a metal surface such as iron with zinc metal.
Galvanization is carried out by hot dipping method. It involves the following steps.
i) The metal surface is washed dilute sulphuric acid.(Pickling process) to remove ant dirt ,rust on the surface. [descaling].
ii) Oil, grease is removed by washing organic solvents (CCl4, toluene) [degreasing].
iii) Finally, the article is washed with water and air-dried.
iv) The article is then dipped in a bath of molten zinc. (Molten zinc is covered with a flux of ammonium chloride to
prevent the oxidation of molten zinc.).
v) The excess zinc on the surface is removed by passing through a pair of hot rollers.
Iron sheet
Dil .H2SO4 Organic
solvent Water Molten
Zinc + NH4Cl(flux)At 420 -5000C
Air drier Pair of hot ro
Excess of Zn
Galvanized she

9
Application: Galvanization of iron is carried out to produce roofing sheets, fencing wire, buckets, bolts, nuts, pipes etc.
Cathodic metal coating : It is a process of coating of base metals with cathodic metals such as Sn , Ni , Cr and Cu etc.
Example: Tinning
Tinning: Tinning is the process of coating the surface of a base metal (such as iron) with tin. Tinning of iron metal is an
example of cathodic metal coating on an anodic base metal.
Tinning of iron is carried out by hot dipping method. It involves the following steps.
i) The metal surface is washed with dilute sulphuric acid.(Pickling process) to remove any dirt ,rust on the surface.
[descaling].
ii) Oil, grease is removed by washing organic solvents (CCl4, toluene) [degreasing].
iii) Finally, the article is washed with water and air-dried.
iv) It is then passed through molten zinc chloride flux. The flux helps the molten tin to adhere strongly on the surface.
v) It is then dipped in a bath of molten tin.
vi) The excess tin on the surface is removed by passing through a series of rollers. The coated tin is immersed in palm oil.
The oil prevents the oxidation of tin coating.
Applications: Tin-coated steel is used for manufacturing containers.
(Note: Copper utensils are coated with tin to prevent contamination of food with poisonous copper salts.)
Cathodic protection:-
In cathodic protection, the metal to be protected is completely converted into a cathode. Since cathodes do not undergo
corrosion, the metal is protected against corrosion.
Sacrificial anode method:
Iron she
Dil .H2SO4 Organic
solvent Water
Air drier
Pair of hot
rollers
Excess of Sn
ZnCl2
flux
Palm oil
Molten tin
Zn or Mg block
10
In sacrificial anode method, the metal to be protected is electrically connected to a more active metal. For example, when
steel is to be protected, it may be connected to a block of Mg or Zn. In such a situation, steel acts as cathode and is
unaffected. Mg and Zn act as anode and undergo sacrificial corrosion. When the sacrificial anode gets exhausted, it is
replaced with new ones.
Other examples: Mg bars are fixed to the sides of ships to act as sacrificial anode.
Mg blocks are connected to burried pipe lines.
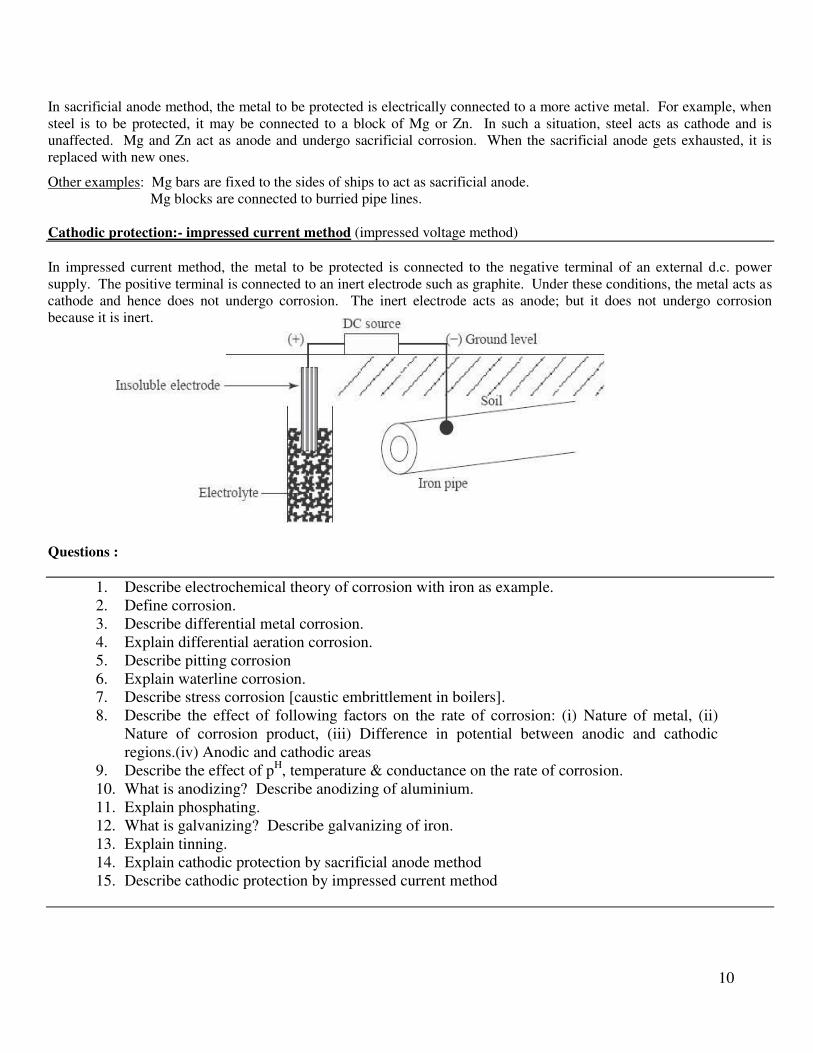
Cathodic protection:- impressed current method (impressed voltage method)
In impressed current method, the metal to be protected is connected to the negative terminal of an external d.c. power
supply. The positive terminal is connected to an inert electrode such as graphite. Under these conditions, the metal acts as
cathode and hence does not undergo corrosion. The inert electrode acts as anode; but it does not undergo corrosion
because it is inert.
Questions :
1. Describe electrochemical theory of corrosion with iron as example.
2. Define corrosion.
3. Describe differential metal corrosion.
4. Explain differential aeration corrosion.
5. Describe pitting corrosion
6. Explain waterline corrosion.
7. Describe stress corrosion [caustic embrittlement in boilers].
8. Describe the effect of following factors on the rate of corrosion: (i) Nature of metal, (ii)
Nature of corrosion product, (iii) Difference in potential between anodic and cathodic
regions.(iv) Anodic and cathodic areas
9. Describe the effect of pH, temperature & conductance on the rate of corrosion.
10. What is anodizing? Describe anodizing of aluminium.
11. Explain phosphating.
12. What is galvanizing? Describe galvanizing of iron.
13. Explain tinning.
14. Explain cathodic protection by sacrificial anode method
15. Describe cathodic protection by impressed current method
1
MODULE-2: METAL FINISHING
Definition of metal finishing: Metal finishing is the process of deposition of a layer of one metal on the surface of
substrate (metal, plastic etc) or the process of conversion of a surface layer of atoms on a metal into an oxide film.
(Note: Metal finishing is the process of surface modification of a metal)
Technological importance of metal finishing:
Importance of metal finishing are,
1) A decorative appearance.
2) To increase the corrosion resistance
3) To increase thermal resistance
4) To increase optical reflectivity.
5) To impart electrical and thermal properties such as semi-conduction and fire resistance.
6) To impart hardness & solderability
7) To provide electrical and thermal conducting surface
8) Manufacturing electrical and electronic components such as contacts, PCB, capacitors etc.
Electroplating:
Definition: Electroplating is the process of electrolytic deposition of a metal on the surface of another metal, alloy or
conductor by the process of electrolysis.
The three important factors governing the process of electrolysis,
i. Polarization
ii. Decomposition potential
iii. Over voltage
Polarization:
Polarization is an electrode phenomenon,
The electrode potential is given by the Nernst’s equation,
E = E0 + O.O591/n log [ M
n+]
Where E0 = standard electrode potential and [ M
n+] is the metal ion concentration surrounding the electrode surface at
equilibrium.
Definition: Polarization is defined as a process where there is a variation of electrode potential due to inadequate
[slow] supply of ionic species from the bulk of the solution to the electrode surface.
Explanation: Consider an electrolytic cell under operation. When current is being passed, positive ions are produced
at the anode and are consumed at the cathode. If the diffusion of ions in the electrolyte is slow, there will be an
accumulation of positive ions in the vicinity of anode. Similarly, there will be a depletion of ions in the vicinity of
cathode. Under these conditions, the anode and cathode are said to be polarized. This type of polarization is known as
concentration polarization.
Factors affecting the electrode polarization:
1. Nature of the electrode [size, shape & composition]
2. Electrolyte concentration
3. Temperature
4. Rate of stirring of the electrolyte
5. Products formed at the electrode
Large electrode surface, low [Mn+
] concentration, continuous stirring decreases polarization
Decomposition potential [Ed]
2
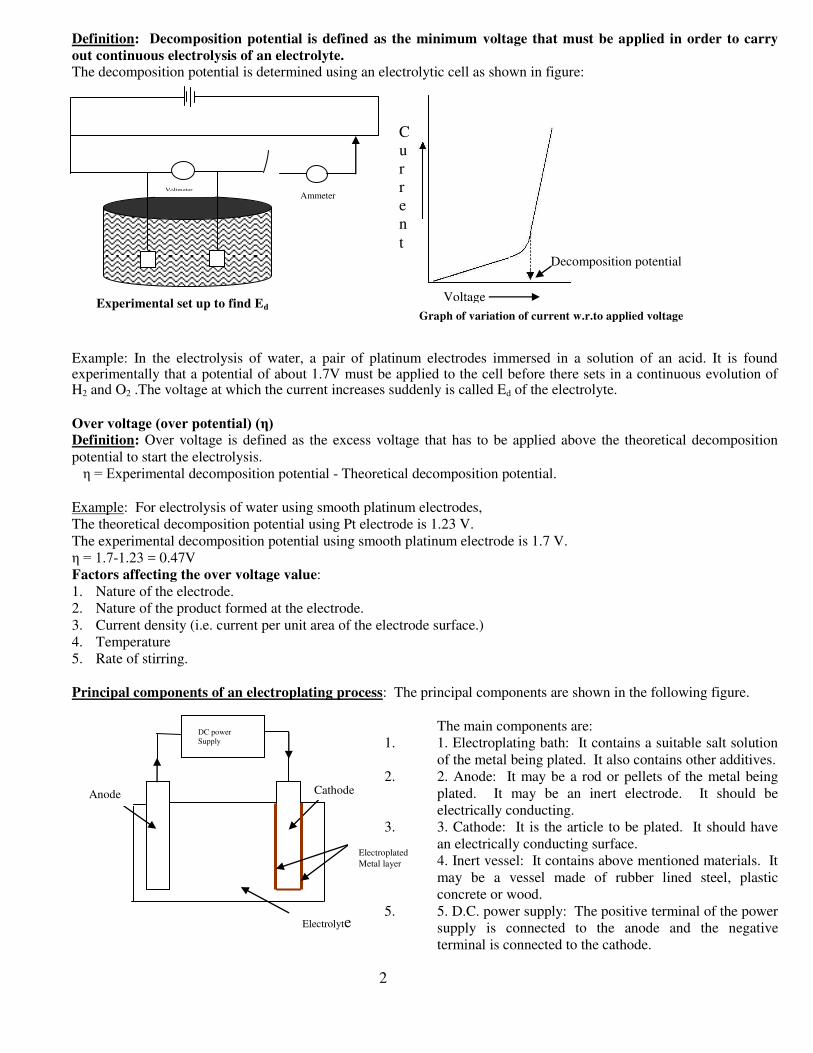
Definition: Decomposition potential is defined as the minimum voltage that must be applied in order to carry
out continuous electrolysis of an electrolyte.
The decomposition potential is determined using an electrolytic cell as shown in figure:
Example: In the electrolysis of water, a pair of platinum electrodes immersed in a solution of an acid. It is found experimentally that a potential of about 1.7V must be applied to the cell before there sets in a continuous evolution of H2 and O2 .The voltage at which the current increases suddenly is called Ed of the electrolyte.
Over voltage (over potential) (η) Definition: Over voltage is defined as the excess voltage that has to be applied above the theoretical decomposition
potential to start the electrolysis.
η = Experimental decomposition potential - Theoretical decomposition potential.
Example: For electrolysis of water using smooth platinum electrodes,
The theoretical decomposition potential using Pt electrode is 1.23 V.
The experimental decomposition potential using smooth platinum electrode is 1.7 V.
η = 1.7-1.23 = 0.47V
Factors affecting the over voltage value:
1. Nature of the electrode.
2. Nature of the product formed at the electrode.
3. Current density (i.e. current per unit area of the electrode surface.)
4. Temperature
5. Rate of stirring.
Principal components of an electroplating process: The principal components are shown in the following figure.
The main components are:
1. 1. Electroplating bath: It contains a suitable salt solution
of the metal being plated. It also contains other additives.
2. 2. Anode: It may be a rod or pellets of the metal being
plated. It may be an inert electrode. It should be
electrically conducting.
3. 3. Cathode: It is the article to be plated. It should have
an electrically conducting surface.
4. 4. Inert vessel: It contains above mentioned materials. It
may be a vessel made of rubber lined steel, plastic
concrete or wood.
5. 5. D.C. power supply: The positive terminal of the power
supply is connected to the anode and the negative
terminal is connected to the cathode.
DC power
Supply
Cathode
Electroplated
Metal layer
Electrolyte
Anode
Ammeter Voltmeter
C
u
r
r
e
n
t
Voltage
Decomposition potential
Experimental set up to find Ed Graph of variation of current w.r.to applied voltage
3
Effect of plating variables on the property of electrodeposit:
1. Current density: Current per unit area of the electrode surface. [Amperes/cm2].
At low current density, a bright, crystalline deposit is obtained but the rate of deposition is slow.
At high current density, hydrogen evolution occurs at the cathode, a burnt and spongy deposit results.
In general, for a particular bath, the optimum current density is experimentally determined and applied.
Optimum current density ranges from 10 to70 mA/cm2
2. Concentration of metal ion , metal salt and complexing agent:
Concentration of electrolyte: At high concentration of electrolyte, mass transfer increases leads to poor deposit. A decrease in metal ion concentration decreases the crystal size and results in fine deposit. Therefore, the free metal ion concentration is kept low. A low metal ion concentration may be achieved by the addition of a compound with a common ion (e.g. addition of H2SO4 to CuSO4)
Complexing agents: Complexing agents are used to maintain a low metal ion concentration, results in fine deposit. Complexing agents are also used to improve the throwing power of the bath. Higher the throwing power, more uniform is the deposit. (e.g. addition of NaCN to CuCN to get low concentration of Cu
+ )
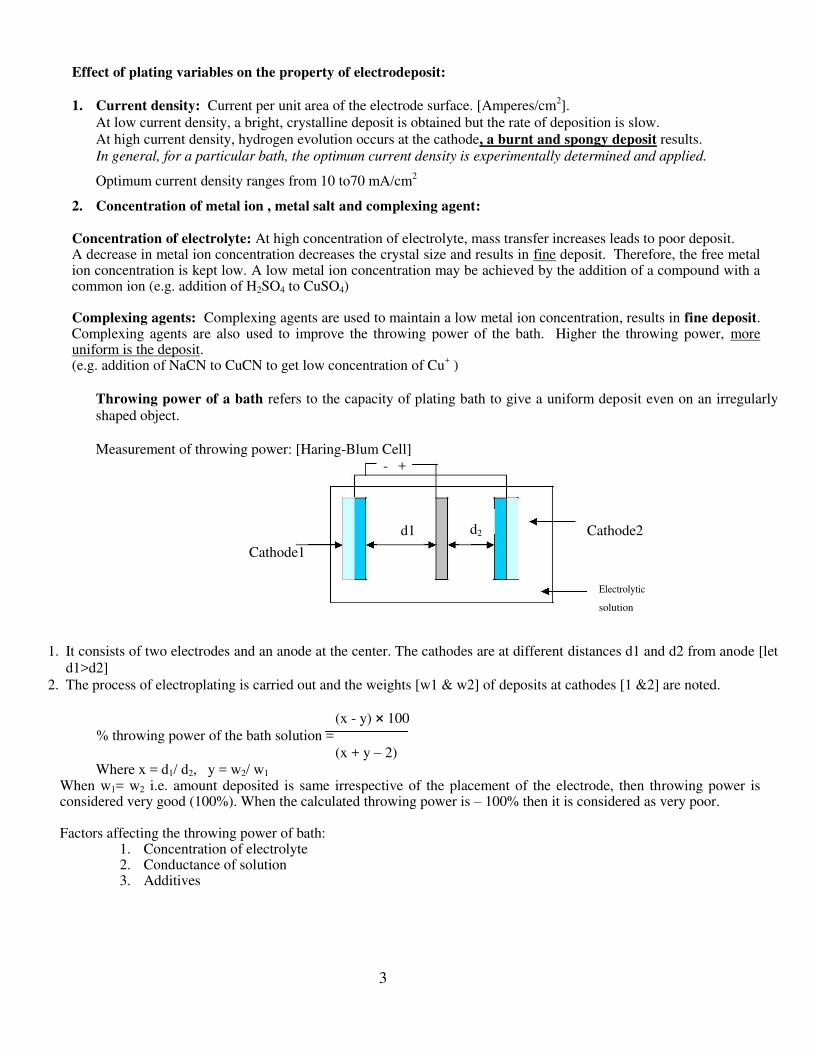
Throwing power of a bath refers to the capacity of plating bath to give a uniform deposit even on an irregularly
shaped object.
Measurement of throwing power: [Haring-Blum Cell]
- +
1. It consists of two electrodes and an anode at the center. The cathodes are at different distances d1 and d2 from anode [let
d1>d2]
2. The process of electroplating is carried out and the weights [w1 & w2] of deposits at cathodes [1 &2] are noted.
(x - y) × 100 % throwing power of the bath solution =
(x + y – 2)
Where x = d1/ d2, y = w2/ w1 When w1= w2 i.e. amount deposited is same irrespective of the placement of the electrode, then throwing power is considered very good (100%). When the calculated throwing power is – 100% then it is considered as very poor. Factors affecting the throwing power of bath:
1. Concentration of electrolyte 2. Conductance of solution 3. Additives
d1 d2 Cathode2
Cathode1
Electrolytic
solution
4
p
H: At low p
H values, liberation of hydrogen occurs at the cathode resulting in a burnt deposit.
On the other hand, at high pH values, the cathode surface gets coated with insoluble hydroxides.
Therefore, for most of the plating processes, a pH range of 4-8 is optimum. The desired p
H is maintained using suitable
buffers. (e.g. phosphate buffer in gold plating)
Temperature: Increase in temperature increases the conductivity, increases the mobility of ions, and decreases the
polarization.
However, too high a temperature may lead to evolution of hydrogen at the cathode, results in burnt deposit.
Therefore, a moderate temperature range of 35 – 60oC is used for most of the plating processes.
Organic additives: To improve the quality of electrodeposit certain organic compounds are added to the electrolytic bath.
These are a) brighteners, b) levellers, c) structure modifiers and d) wetting agents.
Brighteners: Brighteners are added to get bright deposits and light falling on the metal surface gets reflected.
Example: Aromatic sulphones, sulphonates, thiourea etc. in Ni plating.
(Note: When the grain size of the electrodeposit is lower than the wave length of the incident light, the light gets reflected,
but not scattered. Thus the deposit appears bright.)
Levellers: Levellers are added to get a level [uniform] deposit. Levellers get adsorbed at places where rapid deposition is
taking place, thus preventing the excessive growth in those places.
Example: Sodium allyl sulphonate in Ni plating.
Structure modifiers (Stress relievers): Structure modifiers are added to change the orientation of the crystals with respect
to surface of substrate and reduce internal stress.
Example: Saccharin.
Wetting agents: Wetting gents are added to remove any hydrogen sticking to the cathode surface. Thus they prevent
hydrogen embrittlement of the deposit.
Example: Sodium lauryl sulphate.
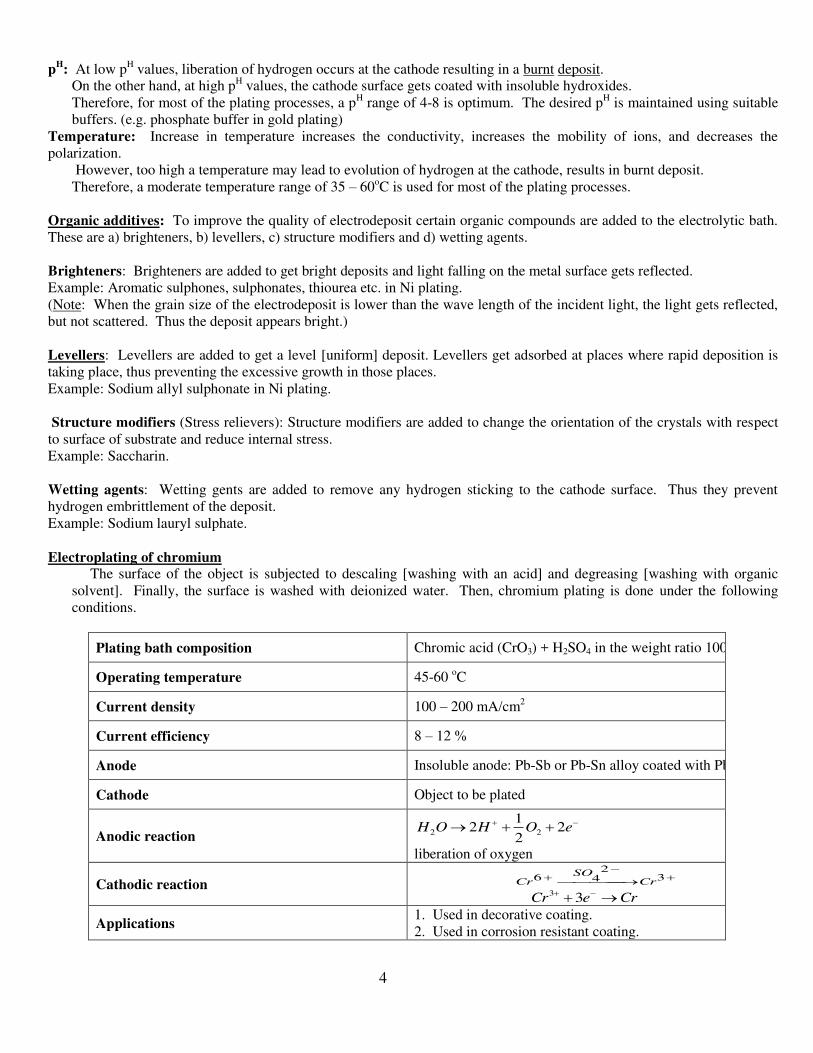
Electroplating of chromium
The surface of the object is subjected to descaling [washing with an acid] and degreasing [washing with organic
solvent]. Finally, the surface is washed with deionized water. Then, chromium plating is done under the following
conditions.
Plating bath composition Chromic acid (CrO3) + H2SO4 in the weight ratio 100 :
Operating temperature 45-60 oC
Current density 100 – 200 mA/cm2
Current efficiency 8 – 12 %
Anode Insoluble anode: Pb-Sb or Pb-Sn alloy coated with Pb
Cathode Object to be plated
Anodic reaction eOHOH 2
2
12 22
liberation of oxygen
Cathodic reaction
3
246 Cr
SOCr
CreCr 33
Applications 1. Used in decorative coating. 2. Used in corrosion resistant coating.

5
In chromic acid, chromium is present in 6+ oxidation state. It is first reduced to 3+ state by a complex anodic reaction
in the presence of sulphate ions.
32
46 CrSO
Cr
The Cr3+
then gets reduced to Cr on the substrate surface.
CrCr 3
For a good deposit, the Cr3+
concentration must be low.
The PbO2 oxidizes a part of Cr3+
to Cr6+
, thus reducing the concentration of Cr3+
.
623 CrCrPbO
During Cr coating Cr rods are not used as anodes because:
1. In acidic solutions, chromium may undergo passivation.
2. Chromium anodes increase the Cr3+
concentration.
ELECTROLESS PLATING
Definition of electroless plating: Electroless plating is a method of depositing a metal over a catalytically active surface of
the substrate by using suitable reducing agent without using electrical energy.
product. oxidized + Magent Reducing + M +n
The catalytic metals such as Fe, Ni, CO, Rh, Pd, Al etc do not require any surface preparation before electroless plating.
But a Non-catalytic metal such as Cu, Brass, and Ag etc needs activation. This is done by dipping the base metals in PdCl2
(Palladium chloride) in HCl.
Non – Conductors like glass, insulators, plastics, ceramics etcare first activated in a solution of SnCl2 in HCl. After rinsing, it
is immersed in a solution of PdCl2 in HCl.
Distinction between electroplating and electroless plating:
Property Electroplating Electroless plating
1. Driving force Power supply Autocatalytic redox reaction 2. Anode Separate anode Catalytic surface of the substrate 3.Cathode Article to be plated Article to be plated ( with a catalytic surface) 4.Reducing agent electrons Required [chemicals] 5.Reactions
MneM
neMM
n
n
product. oxidized + Magent Reducing + M +n
6.Applicability Only conductors Conductors, semiconductors & insulator
Electroless plating of Copper
Before electroless plating, the surface is cleaned thoroughly. Insulators such as plastics and printed circuit boards are
activated by dipping first in stannous chloride (SnCl2) and then in palladium chloride (PdCl2). Then, the electroless plating
is done under the following conditions:
1 Plating bath solution CuSO4 [12g/lt]
2 Reducing agent Formaldehyde (HCHO)
3 Complexing agent EDTA
4 Buffer Sodium hydroxide and Rochelle salt (Na-K-tartrate
5 pH 11
6 Temperature 250C
6
CuHO2H2HCOOCu4OH2HCHO :reaction Overall
Cu2eCu : Cathode
2eHO2H2HCOO4OH2HCHO : Anode
22
-2-
-2
-
22
--
Formaldehyde and copper sulphate are added to the plating bath periodically.
Applications: 1. Used for metalizing printed circuit boards.
2. Used to produce through-hole connections.
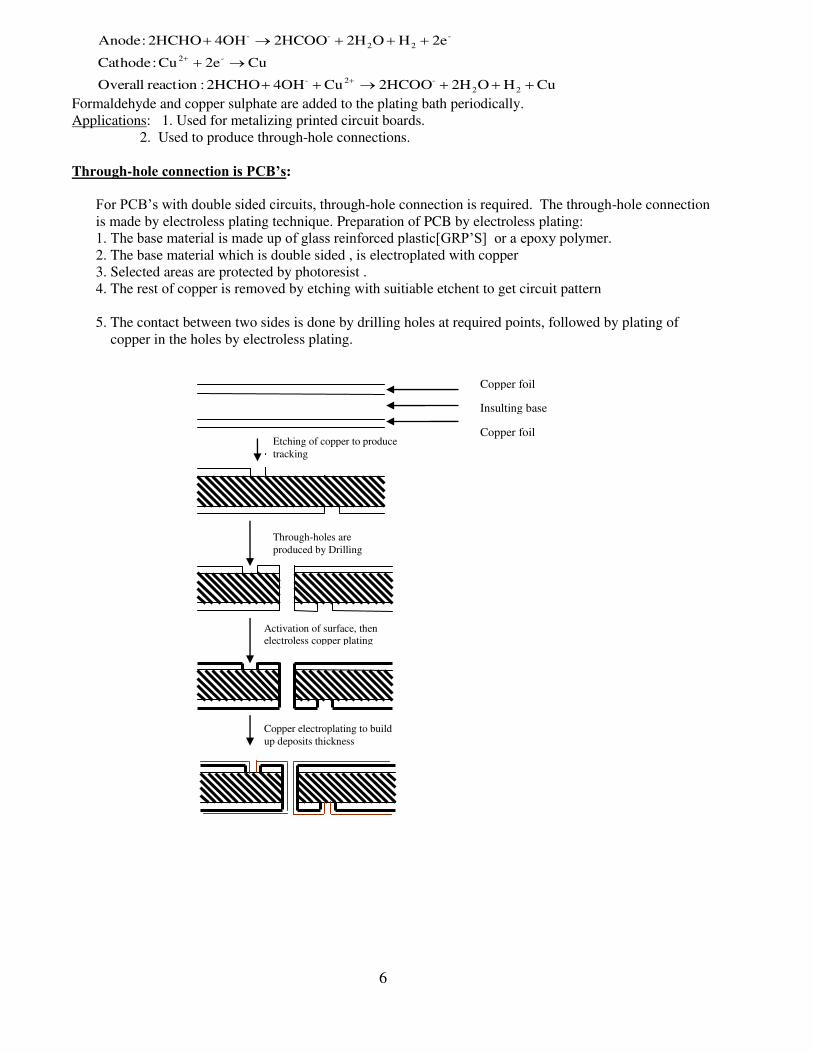
Through-hole connection is PCB’s:
For PCB’s with double sided circuits, through-hole connection is required. The through-hole connection
is made by electroless plating technique. Preparation of PCB by electroless plating:
1. The base material is made up of glass reinforced plastic[GRP’S] or a epoxy polymer. 2. The base material which is double sided , is electroplated with copper
3. Selected areas are protected by photoresist .
4. The rest of copper is removed by etching with suitiable etchent to get circuit pattern
5. The contact between two sides is done by drilling holes at required points, followed by plating of
copper in the holes by electroless plating.
Etching of copper to produce
tracking
Through-holes are
produced by Drilling
Activation of surface, then
electroless copper plating
metalize the through
Copper electroplating to build
up deposits thickness
Copper foil
Insulting base
Copper foil