(hlaw) - american welding society · laser + cold wire feed: ... hybrid & tandem laser arc...
TRANSCRIPT

June 15, 2010
Hybrid Laser Arc Welding (HLAW)
Paul A. Blomquist Applied Thermal Sciences, Inc.

June 15, 2010 www.appliedthermalsciences.com 2
Acknowledgements
Data included in this presentation has been generated as part of several programs performed by Applied Thermal Sciences, Inc., in some cases while serving as a subcontractor to the Navy Metalworking Center, operated by Concurrent Technologies Corporation (CTC), and/or under various contracts via the Office of Naval Research (ONR) as part of the Navy ManTech Program and other programs, including Small Business Innovative Research (SBIR) programs. Opinions expressed are the author’s and not necessarily those of CTC or ONR.
HybridLaserArcWelding

June 15, 2010 www.appliedthermalsciences.com 3
Acknowledgements‐Continued
The list of partners involved with the development and implementation of this technology alongside ATS is too numerous for complete mention. ATS is particularly indebted to Concurrent Technologies, Inc., Atrium EHS, ESAB North America, Naval Surface Warfare Center, Carderock Division, Naval Research Laboratory, Servo-Robot, Inc., and many others.
HybridLaserArcWelding
June 15, 2010 www.appliedthermalsciences.com 4
• ATSBackground• LaserConsiderations• HybridLaserProcesses:Benefits&Issues• OpportunitiesforImprovedProductivity
• MetallurgicalandQualityIssues• ProcessDevelopmentandQualification• ApplicationCaseHistories• DiffusibleHydrogenAspectsofHLAW• WeldFumeProfilesofHLAW
• Summary
HybridLaserArcWelding(HLAW)

June 15, 2010 www.appliedthermalsciences.com 5
ATS Background
EngineeringResearchandDevelopment(R&D)• Focus–InnovativeEngine,Vehicle&PlatformConcepts
UtilizingAdvancedMaterials&Structures FederalGovernmentContractor
• DoD(Navy,MissileDefenseAgency(MDA),Army)• NASA• NSF,Others
PathstoSuccess• UtilizeFederalR&DFundstoDevelopTechnology
AddressingCustomerNeeds• IdentifyTechnologyUtilizationinCommercial/Government
Sector• CommercializeTechnology

June 15, 2010 www.appliedthermalsciences.com 6
ATS Background Foundedin1989inOrono,Maine
Incorporatedin1998• Corporateofficere‐locatedtoSanford,
Maine
EstablishedLaserFacility,2002 • Sanford,Maine,15Kft2• Initiallaser–25kWCO2• Installed10kWfiberlaser2005• Installed10kWYAG‐disklaser,2007
ControlSystemPatentAward,2005 NavseaApproval,HSLA‐65,2007 ContractforduplexSSpanels,2008 NavseaApproval,HSLA‐80,2009 Continuingdevelopmentofprocessesand
equipmentforHLAWapplications
June 15, 2010 www.appliedthermalsciences.com 7
LaserConsiderations
Type of Laser: CO2 – 10,600 nm– delivery via mirrors & lenses YAG & Yb fiber – 1,000 nm delivery via fiber optics
Power of laser: CO2 - ~1 mm penetration per kW @ 1 m/min YAG, Yb, ~1 mm penetration per kW @ 2 m/min
Cost of laser: YAG, Yb ~$75-100K per kW Power buys penetration on thick & speed on thin
Eye Safety: YAG, Yb, everyone wears protection Implementation: optimal when highly automated
Not a “hand-held” tool (some experimental work)

June 15, 2010 www.appliedthermalsciences.com 8
LaserConsiderationsMajor Laser-Based Implementations
Autogenous LBW: Largest installed base;
High-volume, close-tolerance manufacturing
Laser + Cold Wire Feed: Provide filler for geometry or properties
Still requires close-tolerance fit up
Hybrid & Tandem Laser Arc Welding:
May combine with GMAW, PAW, GTAW, etc.
“Hybrid” = laser and arc interact in same weld pool
“Tandem” = laser & arc separated, two solidification events
“Tandem” weld speed = speed of slowest process

June 15, 2010 www.appliedthermalsciences.com 9
HybridLaserProcesses:General
SchematicofProcess Graphics:GSI‐SLV
Typicalweldinghead

June 15, 2010 www.appliedthermalsciences.com 10
HybridLaserProcesses:General
Graphics:GSI‐SLV
LaserHighweldingspeedDeeppenetrationLowheatinput
Finemicrostructure
GMAWLow‐costenergysourceManagedheatinputFillermetalprovides:WidergaptoleranceControlofchemistryControlofgeometry
HybridLaserArcWelding(HLAW)Higherprocessstability,higherweldingspeedBettercontrolofcontourplusdeeppenetration
Largerseamvolumewithgoodmetallurgicalproperties

June 15, 2010 www.appliedthermalsciences.com 11
HybridLaserProcesses:Benefits&Issues
Cost Benefits: High-speed fabrication >> reduce manufacturing costs
Highly controllable >> improve quality and consistency
Value Benefits: Accurate fabrication: reduce assembly cost
Reduced distortion, improve schedule
Flexibility to achieve wide range of applications
High Speed, High Accuracy : Significant Opportunity for Downstream Cost Savings

June 15, 2010 www.appliedthermalsciences.com 12
Laser Process Control Objective
• OptimizetheControlvs.ConstraintEquation– Partpreparationcostsdecreaseastoleranceincreases– Weldingcostsincreaseastoleranceincreases– Objective:processoperateswherecombinedcostisminimized
<Part Tolerance
Pro
cess
Cos
t
Part Preparation Costs
Welding Costs
Total Process Costs

June 15, 2010 www.appliedthermalsciences.com 13
HLAWImplementation ATS/ESABWeldingGantry ProcessDevelopmentandDemonstration VerificationofQuality,Productivity,andDimensionalAccuracy ProcedureQualification ProductManufacturing

June 15, 2010 www.appliedthermalsciences.com 14
HybridLaserProcesses:Benefits&Issues
Conventional Fillet‐Reinforced DoubleFilletWeld TeeWeld
Example:0.5”web,doublefillet=0.375”Converttofullpenetration:fillet=T/4=0.125”
ConventionalWeld HLAWeld 0.578 lb/ft
0.144 lb/ft Weld Speed ~24-40 ipm Weld speed ~ 80-100 ipm

June 15, 2010 www.appliedthermalsciences.com 15
HybridLaserProcesses:Benefits&Issues
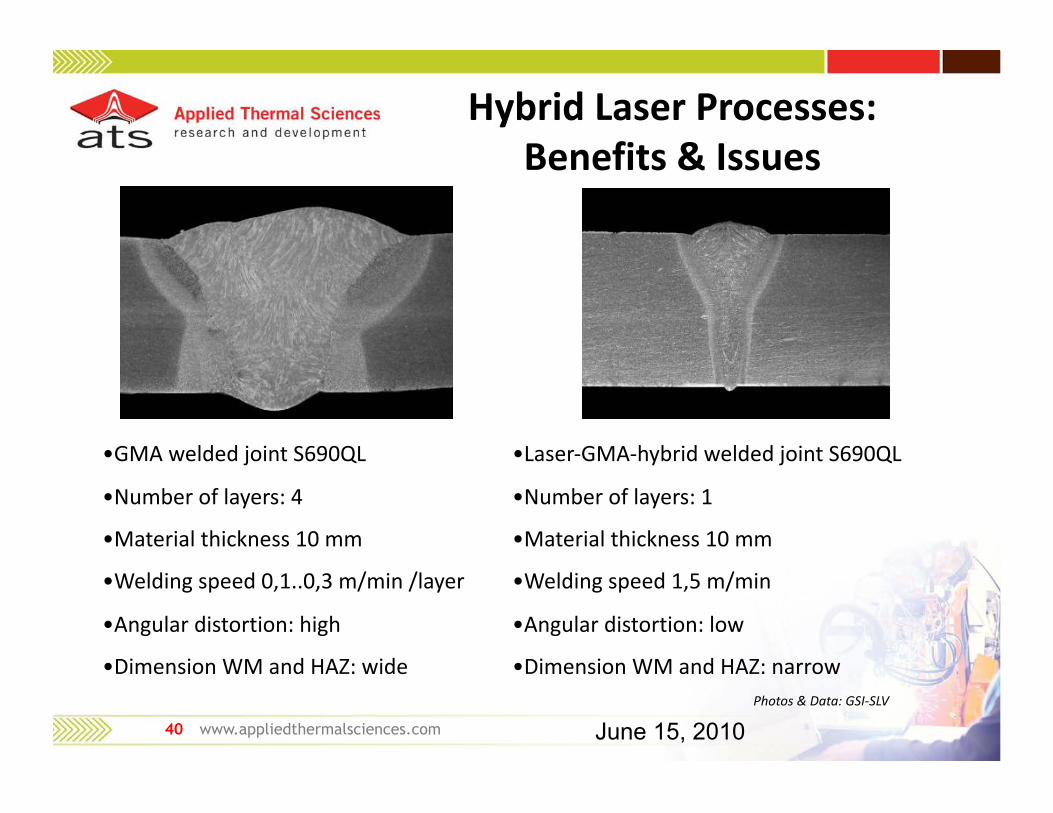
• GMAweldedjointS690QL
• Numberoflayers:4
• Materialthickness10mm
• Weldingspeed0,1..0,3m/min/layer
• Angulardistortion:high• DimensionWMandHAZ:wide
• Laser‐GMA‐hybridweldedjointS690QL
• Numberoflayers:1
• Materialthickness10mm
• Weldingspeed1,5m/min
• Angulardistortion:low• DimensionWMandHAZ:narrow
Photos&Data:GSI‐SLV

June 15, 2010 www.appliedthermalsciences.com 16
HybridLaserProcesses:Benefits&Issues
Equipment Cost : Laser ~ 10X conventional source cost
Less of an issue for “green-field” installations
Fit-up Tolerances: Prep and tooling methods are drivers for productivity
Less of an issue with Hybrid processes, still important
High Cooling Rate: High CE alloys may show high hardness in WM & HAZ
Microstructural evolution of other alloys (e.g. duplex SS)
Procedure development must anticipate and solve

June 15, 2010 www.appliedthermalsciences.com 17
HybridLaserProcesses:Benefits&Issues
• Highlyautomatedprocesscontrols– Improvedconsistencyinwelddeposits– Reduceddependencyonindividualvariations
• Notnecessarilythe“silverbullet”– Canhaveallthetypicalproblems
• Highenergydensityprocess– Canhavesomenewproblems
• “Keyholecollapse”–keyholeinstabilities• Theseproblemscanbesolved
– NAVSEA&ABSapprovalsforHLAWinUS
– Increasingnumberofapplicationsworldwide

June 15, 2010 www.appliedthermalsciences.com 18
HybridLaserProcesses:Benefits&Issues
• Primaryconcern:highcoolingrate• C‐Mnsteels~</=50‐70ksiyield
• A‐36,DH‐36,HSLA‐65allseemtobenefit• Tensiles,CVN’simprove;hardnessmanageable
• Q&Tsteels~=/>80ksi• HY‐80&100reactpredictably• Tensiles,Hardnessincrease;CVN’sconsistentlylow• Needpreheatforcontrolofcoolingrate
• Otheralloys• Microstructuralevolutionmaybetime‐dependant• E.G.,DuplexStainlessSteels–fastcoolingfavorsferrite• Canaccommodatewithcoolingratecontrol• Canaccommodatewithfillermetalchemistry
June 15, 2010 www.appliedthermalsciences.com 19
HybridLaserProcesses:Benefits&Issues
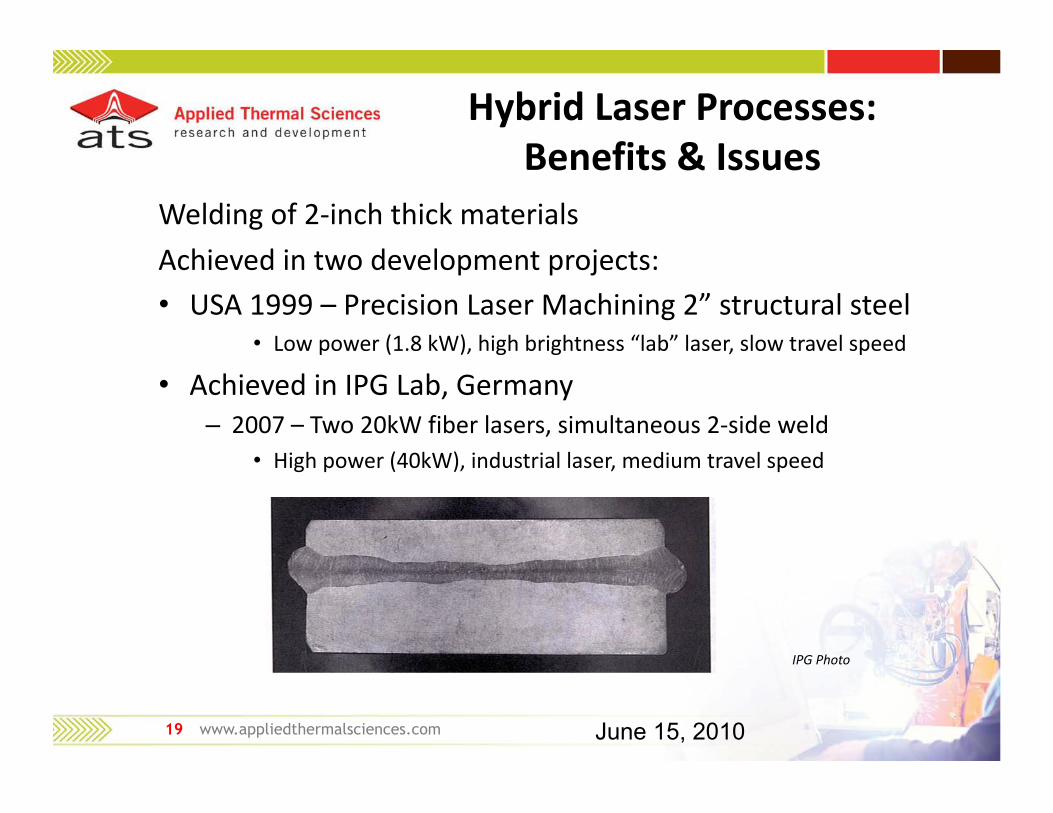
Weldingof2‐inchthickmaterials
Achievedintwodevelopmentprojects:• USA1999–PrecisionLaserMachining2”structuralsteel
• Lowpower(1.8kW),highbrightness“lab”laser,slowtravelspeed
• AchievedinIPGLab,Germany– 2007–Two20kWfiberlasers,simultaneous2‐sideweld
• Highpower(40kW),industriallaser,mediumtravelspeed
IPGPhoto

June 15, 2010 www.appliedthermalsciences.com 20
ApplicationCaseHistory#1
HydroTestTankReducingFlange
Problem
NeedforreducingflangeFourasymmetricchannelsEachchannel=11’longTraditionalwelding:quoteexcessiveConcernsofweldingdistortionDesignforconventionalwelding >0.250”machiningallowanceExtrawelding–evenmoredistortionExtensivemachining
Graphic:UniversityofMaine
June 15, 2010 www.appliedthermalsciences.com 21
ApplicationCaseHistory#1
Hydro Test Tank Reducing Flange
Solution
SwitchtoA‐36“U‐M”bars,0.5”&0.75”Machiningallowance–0.062Squarebutt/cornerjointsMinimalprep:as‐received+gritblastMinimalfilletreinforcementLowheatinputLBWMinimalmachiningtoachieveflatness

June 15, 2010 www.appliedthermalsciences.com 22
ApplicationCaseHistory#2
• T‐beamscanbefabricatedfromplateusinganyapprovedweldingprocess.
• Widevarietyofflangeandwebthicknesscombinationstosuitdesigngoals
• Reducedinventory–canusefewercommonplatethicknesses.
• Fabricatedshapescanresultinasignificantweightreduction(10‐30%atequalstrength).
• Greateravailablevarietyofsteelgrades=greaterweightsavingspossible.
9.0# AH-36 I/T Replaced by 6.3# DH-36 Fabricated Tee (33% wt. savings)
June 15, 2010 www.appliedthermalsciences.com 23
ApplicationCaseHistory#2WhyHLAW?
• T‐beamscanbefabricatedfromplateusinganyapprovedweldingprocess.
• Conventionalprocesses:– Availabletodayandeasilyqualified
• Conventionalprocesses:– TheGood:
• Lowercostequipment,greaterfamiliarity
– TheBad:• Lowerweldingspeeds,higherheatinputs
– TheUgly: • Morepronetodistortion,lesspredictable• Lighterbeams&high‐yieldsteelsdistortevenmore.

June 15, 2010 www.appliedthermalsciences.com 24
ApplicationCaseHistory#2WhyHLAW?
SmallPortionofTestArticlePopulation
VerificationofProcessandProductPerformance

June 15, 2010 www.appliedthermalsciences.com 25
ApplicationCaseHistory#2WhyHLAW?
Attribute Thickness Results
Visual Inspection 0.188, 0.250, 0.313, 0.375 Satisfactory
Magnetic Particle Inspection 0.188, 0.250, 0.313, 0.375 Satisfactory
Radiographic Inspection 0.188, 0.250, 0.313, 0.375 Satisfactory
Transverse Tensile 0.188, 0.250, 0.313, 0.375 Satisfactory
Root Face & Side Bends 0.188, 0.250, 0.313, 0.375 Satisfactory
Nominal Heat Input 0.188, 0.250, 0.313, 0.375. 10-12 kJ/in. (3 Heat inputs represent High, Mid, Low bounds)
Macro-section Evaluation 0.188, 0.250, 0.313, 0.375 Satisfactory
Micro-hardness 0.188, 0.250, 0.313, 0.375 Informational (Avg. < 350 VHN)
Tee-Tension Test 0.188, 0.250, 0.313, 0.375 Informational (Sim. to ASTM A-769) - Sat
Charpy V-Notch Evaluation @ -20F 0.313, 0.375 Sub-size specimens
Informational: Weld (Avg. ~ 145 ft-lb. @ -20F) HAZ (Avg. ~50 ft-lb. @ -40F)
E70S‐6electrodeCVNrequirement=35ft‐lb.@‐20F;Mfr.testsshow~60‐70ft‐lb;HLAWaverages~145ft‐lb.

June 15, 2010 www.appliedthermalsciences.com 26
June 15, 2010 www.appliedthermalsciences.com 27
DiffusibleHydrogenCharacteristicsofHLAW
DiffusibleHydrogenConsiderations
Diffusiblehydrogenmaycausecrackinginwelds
HLAWmayproduceweldandHAZareasthataresensitivetohydrogendamage
HLAWwillbeappliedtohigher‐yieldsteelsthatarehydrogen‐sensitive
LimitedpublishedworkforLBW
NopriordataonHLAW

June 15, 2010 www.appliedthermalsciences.com 28
DiffusibleHydrogenCharacteristicsofHLAW
Hydrogen“Potential”
LBWconsidered“lowhydrogenprocess”
Grigoryants(1996): LimitedtimeforHdiffusionintotheweld
Whitney:ICALEO2000–LBWtesting
Verylowhydrogenforwelds“inair”
HLAWnotpreviouslytested
Additionalheatsourcemakeslargerweld
HigherspeedsmaylimitHdiffusionintoweld

June 15, 2010 www.appliedthermalsciences.com 29
DiffusibleHydrogenCharacteristicsofHLAW TestPlan
• TestinginaccordancewithAWSA4.3• Productionwiretakenfromwarehousestock
– ESAB“Coreweld110”• BaselineH2testsperformedatESAB,Hanover,PA
– WirespoolshippedtoATSfortesting
• “Gaschromatograph”measurementofevolvedhydrogen• CouponspreparedatESAB,shippedtoATS• ShieldinggasdewpointcheckedatATS&ESAB• ESABtestsduplicatedatATS• VariousHLAWparametersetsperformedoncoupons
• VariousautogenousLBWprocedures
• CouponsshippedtoESABunderliquidnitrogenforHevolution

June 15, 2010 www.appliedthermalsciences.com 30
DiffusibleHydrogenCharacteristicsofHLAW
StandardAWSA4.3DiffusibleHydrogenTestCouponConventionalGMAWeldBead
As‐weldedCouponMacroofWeldBead

June 15, 2010 www.appliedthermalsciences.com 31
DiffusibleHydrogenCharacteristicsofHLAW
TestWeldCouponinCopperVise‐Jaws
June 15, 2010 www.appliedthermalsciences.com 32
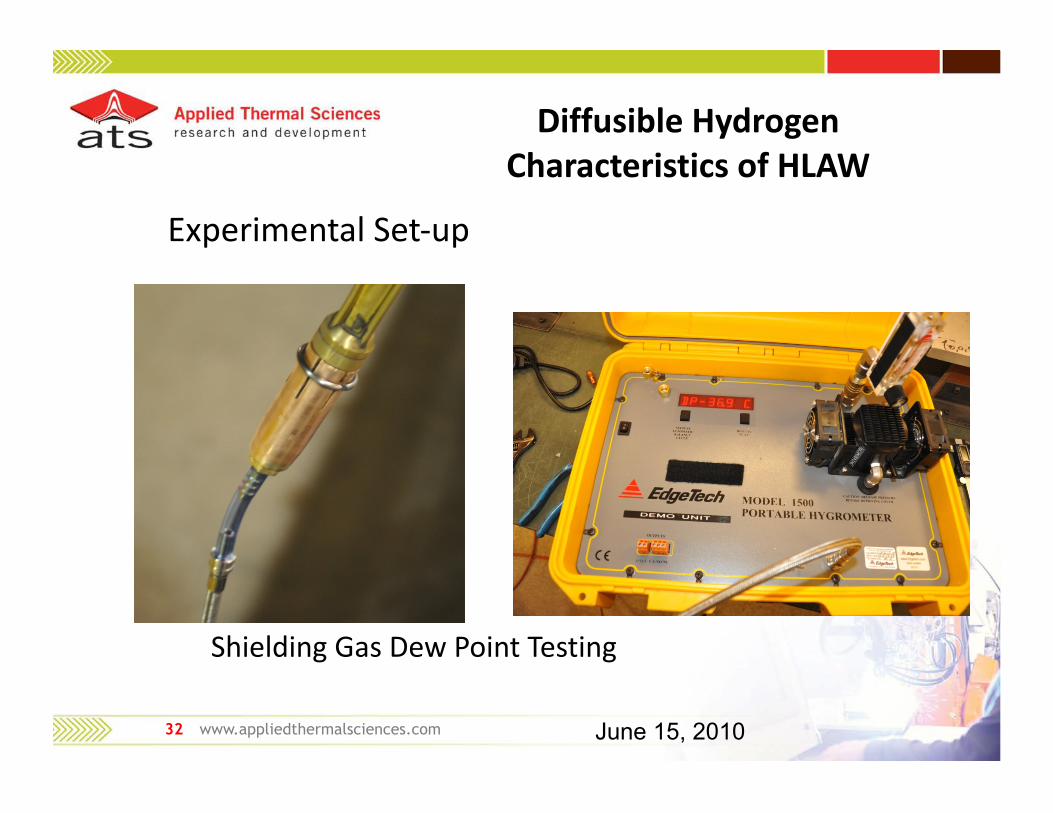
DiffusibleHydrogenCharacteristicsofHLAW
ShieldingGasDewPointTesting
ExperimentalSet‐up

June 15, 2010 www.appliedthermalsciences.com 33
DiffusibleHydrogenTestResultsESAB“CoreWeld110”
ProcessFillerMetal
ProgressionLaserPower
WFS Amps VoltsWeldSpeed
AvgH2ml
H2ml/100gm
Comments
n/a n/a n/a n/a n/a n/a n/a n/a 0 n/aUnweldedspecimenstodetermineifHydrogenpickuphasoccurreddueto
exposure
GMAW CW‐110GMAW‐withDragangle
n/a 430 280 30 14 0.493 2.7DuplicateoforiginalESABtestperformedatHanover(2.5)
LBW None Autogenous 7 n/a n/a n/a 14 0.015 n/aAutogenousWeldHydrogenpickupat
travelspeedofESABGMAW
LBW None Autogenous 7 n/a n/a n/a 50 0 n/aAutogenousWeldHydrogenpickupat
mid‐rangetravelspeed
LBW None Autogenous 7 n/a n/a n/a 80 0 n/aAutogenousWeldHydrogenpickupat
typicalHLAWtravelspeed
HLAW CW‐110 Laser‐Leading 7 600 328 30 80 0.038 0.9HLAWHydrogenpickupatrecentPQR
parameters(ATSID#3525)
HLAW CW‐110 Laser‐Leading 3.5 600 314 27.5 75 0.053 1.1HLAWHydrogenpickupatrecent
lightweightTeeweldingparameters(ATSID#3597)
HLAW CW‐110 Laser‐Leading 7 430 270 30 80 0.023 0.8HLAWHydrogenpickupatPQR
parametersbutwithESABGMAWwirefeedspeed
HLAW CW‐110 GMA‐Leading 7 600 310 30 80 0.07 1.8HLAWHydrogenpickupatPQR
parametersbutwithGMAWleading

June 15, 2010 www.appliedthermalsciences.com 34
DiffusibleHydrogenTestResultsMil‐100S‐1(ESAB“Spool‐Arc95”)
test# Process
FillerMetal
Progression
LaserPowerWFS I
Volts(+/‐1)
WeldSpeed
AvgH2ml
Avg.H2ml/
100gmComments
1 GMAW 100S‐1 push n/a 300 26 12 0.191 1.21 Duplicateoforiginal‐push
2 GMAW 100S‐1 drag n/a 300 26 12 0.236 1.52 Duplicateoforiginal‐drag
3 GMAW 100S‐1 drag n/a 300 26 40 0.077 1.59 ESABParametersathighertravelspeed
4 GMAW 100S‐1 drag n/a 300 26 80 0.044 1.89 ESABParametersathighertravelspeed
5 HLAW 100S‐1 Laserlead 7 300 26 80 0.035 2.11 HLAWatESABParametershighertravel
6 HLAW 100S‐1GMAWlead 7 600 28 80 0.086 2.00 HLAW,higherWFS,highertravelspeed
7 HLAW 100S‐1 Laserlead 5 600 28 120 0.048 1.76 HLAW,LowerHeatInput,hightravelspeed
8 HLAW 100S‐1GMAWlead 5 600 28 120 0.059 2.13 HLAW,LowerHeatInput,hightravelspeed
9 HLAW 100S‐1 Laserlead 7 600 28 70 0.050 0.98 HLAW,higherHeatInput,lowertravelspeed
10 HLAW 100S‐1GMAWlead 7 600 28 70 0.071 1.41 HLAW,higherHeatInput,lowertravelspeed
11 LBW n/a n/a 7 n/a n/a 15 0.072 AutogenousattravelspeedofWhitney
12 LBW n/a n/a 7 n/a n/a 80 0.000 Autogenousathigherpowerandhighertravel
13 LBW n/a n/a 3 n/a n/a 40 0.005AutogenousatWhitneyparametersexcept
highertravel
14 LBW n/a n/a 3 n/a n/a 15 0.007 AutogenousatWhitneyparameters
June 15, 2010 www.appliedthermalsciences.com 35
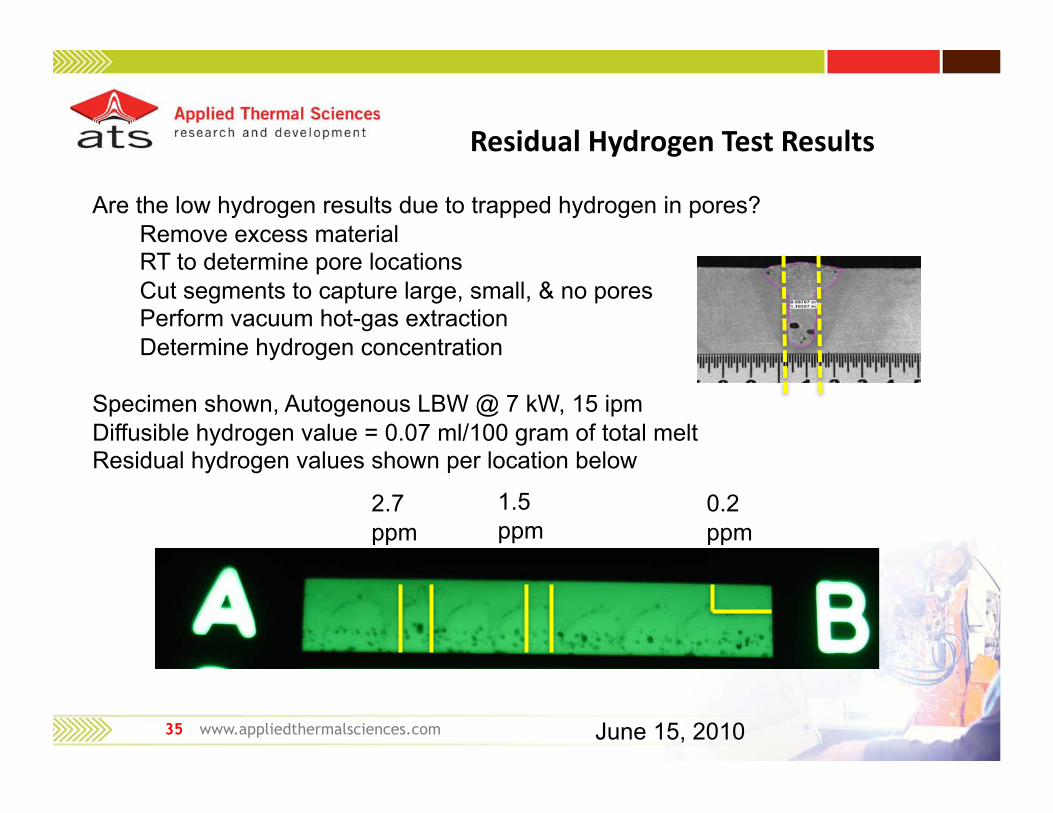
ResidualHydrogenTestResults
Are the low hydrogen results due to trapped hydrogen in pores? Remove excess material RT to determine pore locations Cut segments to capture large, small, & no pores Perform vacuum hot-gas extraction Determine hydrogen concentration
Specimen shown, Autogenous LBW @ 7 kW, 15 ipm Diffusible hydrogen value = 0.07 ml/100 gram of total melt Residual hydrogen values shown per location below
2.7 ppm
1.5 ppm
0.2 ppm

June 15, 2010 www.appliedthermalsciences.com 36
DiffusibleHydrogenTestingConclusions
• ATSprocessverifiedtomatchESAB&AWSA4.3
• AutogenousLBWexhibited“lowtono”pickup– Lowerspeed(14ipm)showedlowpickup– Higherspeeds(50&80ipm)showednopickup
• HLAWproceduresshowlowHpickup– LessProportionaltowirefeedspeed– Laser‐leadH2lower(0.9‐1.1)thanGMAW(2.5)
– GMAW‐leadH2closer(1.8)toGMAW(2.5)
• TotalQuantityofH2lowerforHLAW

June 15, 2010 www.appliedthermalsciences.com 37
WeldFumeEvolutionCharacteristicsofHLAW
AirborneFumeEmissionProfilesofHybridLaserArcWelding(HLAW)
DanielO.Chute,CIH,CSP,AtriumEnvironmentalHealthandSafetyServices,LLC,
andPaulBlomquist,
AppliedThermalSciences,Inc.

June 15, 2010 www.appliedthermalsciences.com 38
WeldFumeEvolutionCharacteristicsofHLAW
• Establishedexposurelimitsprescribedformanymetalswhichmaybefoundinsteelweldingoperations,includingOSHAcomprehensivehealthstandardsfor– Pb,– HexCr,– Cd– andMn.
• Somerecentliteraturehaswarnedofpotentialforexposureinexcessoflimitsduringroutineweldingoperations
• NIOSHhasbeenengagedsince2002inongoingstudiesontheHealthEffectsofWelding.
June 15, 2010 www.appliedthermalsciences.com 39
WeldFumeEvolutionCharacteristicsofHLAW
Whydothis?• Verifythatemployeesarenotatrisk
• Complywithhealth&safetyregulationsBut:• Thereisfumedataforconventionalweldingprocessesavailableinthetechnicalliterature,
• Nodefinitivepreviouslypublisheddataonfumelevelsgeneratedinthewelder’sbreathingzoneduringHybridLaserArcWelding(HLAW).
June 15, 2010 www.appliedthermalsciences.com 40
HybridLaserProcesses:Benefits&Issues
• GMAweldedjointS690QL
• Numberoflayers:4
• Materialthickness10mm
• Weldingspeed0,1..0,3m/min/layer
• Angulardistortion:high• DimensionWMandHAZ:wide
• Laser‐GMA‐hybridweldedjointS690QL
• Numberoflayers:1
• Materialthickness10mm
• Weldingspeed1,5m/min
• Angulardistortion:low• DimensionWMandHAZ:narrow
Photos&Data:GSI‐SLV

June 15, 2010 www.appliedthermalsciences.com 41
WeldFumeEvolutionCharacteristicsofHLAW
OtherHLAWAdvantagesGMAW:
• Weldspeed:12‐18ipm
• Longertimeperpass
• WelderPBZnearthearc
• Fumepath:
• Random,oftentowardwelder
• Auxiliaryfumeextraction:
• Mustbeconstantlymovedbywelder
HLAW
• WeldingSpeed50‐150ipm
• Lesstimeperpass
• OperatorPBZremotefromarc
• Fumepath:
• AirKnifeBlowsfumeaway
• Auxiliaryfumeextraction:
• Constantrelationshiptoweldpool
June 15, 2010 www.appliedthermalsciences.com 42
WeldFumeEvolutionCharacteristicsofHLAW
• Workwasconductedinaweldingproductionshopwhichincludedothermetalworkingandfinishingoperationssuchas:– grinding;– enclosedabrasiveblasting;and,– TIGweldingandmachining.
• TheHLAWworkwasdoneinagantryroom.

June 15, 2010 www.appliedthermalsciences.com 43
WeldFumeEvolutionCharacteristicsofHLAW
• AllairsampleswerecollectedbyaCIH– inaccordancewithOSHAMethod
125G/NIOSH7300– using35mmMCEfilter,0.8micron
poresize.• AnalysiscompletedbylabAIHA
Accreditedformetals.
• TestingincludedbothPBZandAreaairsamplescollectedunderthefollowingoperatingconditions:– Metaltype/thickness;– Fillermetal/wire;– Arccurrent&timeperweldcycle;– LaserStrength/wavelength;and,– Gasflow.

June 15, 2010 www.appliedthermalsciences.com 44
WeldFumeEvolutionCharacteristicsofHLAW
MetalsMeasured
• Cadmium(fume) • Cobalt • Chromium • Copper(fume) • Lead • Manganese • Nickel • IronOxidefume • ZincOxidefume

June 15, 2010 www.appliedthermalsciences.com 45
WeldFumeEvolutionCharacteristicsofHLAW
ProcessesObserved • Plasmacuttingofcarbonsteel • Abrasiveblastingoncarbonsteel• Anglegrindingoncarbonsteel • Tungsteninertgas(TIG)welding • HybridLaserArcWeldingoncarbonsteel • HybridLaserArcWeldingonstainlesssteel • Areasforobserversandbystanders

June 15, 2010 www.appliedthermalsciences.com 46
WeldFumeEvolutionTestResults
• Over59hoursofsamplingforCadmium(fume);Cobalt;Chromium;Copper(fume);Lead;Manganese;Nickel;IronOxide(fume);ZincOxidefume
• AllairsampleresultswerebelowOELfortheninemetalstestedineachairsample.
• AllresultsbelowPELBrokendownbyanalyteMaximumFractionofPEL

June 15, 2010 www.appliedthermalsciences.com 47
HLAWFumeCharacteristics 2008HLAWStudy

June 15, 2010 www.appliedthermalsciences.com 48
HLAWFumeCharacteristics MnConcentration‐NSRP1999vs.HLAW08‐09
892.6
114.7 152.5
24.6 14.75 28.5 9.83 31 15.7
0
100
200
300
400
500
600
700
800
900
1000 FC
AW (1
)
GM
AW (1
)
SM
AW (1
)
HLA
W o
n C
arbo
n S
teel
(2
)
HLA
W o
n H
SLA
65
Ste
el
with
70S
Wire
(2
)
HLA
W o
n H
SLA
80
Ste
el
with
Cor
ewel
d W
ire (2
)
HLA
W o
n S
tain
less
Ste
el
Fum
e E
xtra
ctor
O
ff (2
)
HLA
W o
n S
tain
less
Ste
el
Fum
e E
xtra
ctor
O
n (2
)
HLA
W o
n H
SLA
80
No
Lev
(3)
Mn
Con
cent
ratio
n, µ
g/m
3

June 15, 2010 www.appliedthermalsciences.com 49
HLAWFumeCharacteristics MnConcentration–ByParticleSize

June 15, 2010 www.appliedthermalsciences.com 50
HLAWFumeCharacteristicsConclusions
BaselineairmonitoringdataduringHLAWEvaluatedexposuretoninemetalsVarietyofoperatingconditions.HLAWproducedverylowoperatorexposureExposuresmayvaryaccordingtouseof
localexhaustventilation,arctime,metalthicknessandfillermetal

June 15, 2010 www.appliedthermalsciences.com 51
• Recommendedadditionalwork– Performfumeparticlesizeanalysis
– Extendtestingtocoveradditionalalloys
HLAWFumeCharacteristicsConclusions

June 15, 2010 www.appliedthermalsciences.com 52
Questions?