high yield of xylitol fermentation from commercial
TRANSCRIPT

High Yield of Xylitol Fermentation from Commercial Xylose by Candida guilliermondii TISTR 5068
Cuong Cao Nguyen1,2, Long Thanh Le2 and Apichat Boontawan1,3* 1 School of Biotechnology, Institute of Agricultural of Technology, Suranaree University of Technology, 111 University Avenue, Muang District, Nakhon Ratchasima 30000, Thailand. 2 Faculty of Agricultural Engineering and Post-harvest Technology, Hue University of Agriculture and Forestry, Hue University, 102 Phung Hung, Hue City 49000, Vietnam. 3 Center of Excellent in Agricultural Product Innovation, Suranaree University of Technology, 111 University Avenue, Muang District, Nakhon Ratchasima 30000, Thailand.
* Corresponding author e-mail: [email protected]
Abstract. Xylitol is a sugar alcohol with high sweetness and low energy value. It is widely used in food and pharmaceutical industries. Producing xylitol by biological methods brings high economic efficiency and protects the environment. There are many types of microorganisms that can be used to ferment xylose into xylitol, in which Candida guilliermodii has been shown to be easy to grow, has rapid growth characteristics, and is capable of converting xylitol with high yield. This research focused on commercial xylose metabolism fermentation to produce xylitol by C. guilliermondii TISTR 5068. Fermentation conditions such as growth characteristics of strains, additional glucose concentration, initial xylose concentration has been discussed. The optimal fermentation conditions were determined with an additional glucose concentration of 2 g/L, and an initial xylose concentration of 30 g/L. Under these conditions, xylitol yield and xylitol productivity of C. guilliermondii TISTR 5068 reached 0.86 g/g, and 0.2 g/L.h, respectively.
Key words: Candida guilliermondii, Fermentation, Xylose, Xylitol
1. Introduction Xylitol is a sugar alcohol with five carbon atoms (C5H12O5), is obtained by replacing the aldehyde group of xylose with a hydroxyl group [1]. Xylitol with a molecular weight of 152.15 g/mol is often used as a sweetener in sugar-free confectionery. Xylitol is found naturally in small amounts in various fruits and vegetables such as prunes, strawberries, cauliflower, and pumpkins. It is the sweetest sugar of all polyols, and is equivalent to the sweetness of sucrose but contains low energy (2.4 cal/gram compared to 4.0 cal/gram of sucrose).
As mentioned, xylitol is a natural sweetener with high sweetness, low energy without causing any disease. Hence, xylitol is widely applied in life and becomes the most typical type, especially its application on food and pharmaceuticals in practical [2]. In 2016, Generally Recognized As Safe
SUT International Virtual Conference on Science and Technology Nakhon-Ratchasima, Thailand
28th August 2020 AGT0003
492

(GRAS) status for xylitol was granted by the U.S. Food and Drug Administration, which means apart from being used as medicines, xylitol is also allowed to be used for both food and drinks. In the food industry, xylitol is primarily made use of as a sweetener in the manufacture of candy, chocolate, beverages, jams, and snacks; while in the pharmaceutical industry, it is used in adjuvant therapy to treat diabetes and dental disease [3]. Numerous studies have demonstrated the benefits of xylitol to human health, especially for those who need to be on a diet, those who are obese or diabetic. Additionally, by its natural antiseptic properties, xylitol is also applied in products to deter tooth decay so-called sugarless gum, toothpaste, etc. [4]. The global xylitol market in 2019 is 40 times larger than in 1978, and is expected to reach US$ 1.37 billion by 2025. Currently, the xylitol market is estimated to reach 242 thousand metric tons, valued at US$ 1 billion [5]. Xylitol can be produced through three methods: direct extraction, chemical hydrogenation, and biotransformation. Directly extracting xylitol from fruits and vegetables gives low economic benefits because of the low content of xylitol. Therefore, this method is rarely used in the industry. Producing xylitol by the chemical method is highly productive but energy-consuming because chemical reactions occur in high temperatures and require the necessary catalysts, which increases production costs, resulting in low economic efficiency. On the other hand, this way will also cause environmental concerns [6]. Biological methods are commonly used to produce xylitol, in which xylose will be converted into xylitol under the action of xylose reductase enzyme of microorganisms during fermentation [3]. Different types of microorganisms can be used during fermentation process such as bacteria and fungi, but yeasts are thought to be the most effective. The xylose metabolism occurred in two directions with the participation of xylose reductase (XR) reducing xylose and xylitol dehydrogenase (XDH) enzymes that oxidize xylulose. The xylulose is then phosphorylated into xylulose-5-phosphate by the enzyme xylulokinase (XK) [7]. There are types of Candida can be listed as C. tropicalis, C. magnoliae, C. peltata, C. boidinii, C. guilliermondii. In the study of Jeon et al., C. tropicalis was able to convert 80-90% xylose into xylitol [8]. Tada et al. showed that C. magnoliae was able to convert 25 g xylose into 18 g of xylitol by using carbon source from corn stalks, yielding 0.6 g xylitol/g xylose [9]. Research by Saha et al. showed that C. peltata can give a maximum xylitol metabolism of 52% after 14 days [10]. Studies on C. guilliermondii have also been proved to be effective in fermenting xylitol production [11-13] The aim of this study is to use C. guilliermondii TISTR 5068 to ferment xylose to xylitol. The fermentation conditions are optimized by studying the growth characteristics of C. guilliermondii TISTR 5068, the effect of additional glucose concentration, initial xylose concentration to obtain the highest xylitol performance and yield. The results of this study serve as a test basis for xylitol fermentation from bagasse hydrolysate on a pilot scale. 2. Materials and methods 2.1. Meterial
Commercial food grade xylose (purity degree> 0.95%) used in the study was supplied by Zhejiang Huakang Pharmaceutical Co., Ltd, China with the characteristic of white crystalline, odorless, and humidity 3.0% w/w, respectively. C. guilliermondii TISTR 5068 was purchased from TISTR (Thailand Institute of Scientific and Technological Research). Glucose, xylose, and xylitol standards were purchased from HIMEDIA, India.
2.2. Media
YPD agar media was used to strain activation, consisting of 20 g/L of glucose, 20 g/L of peptone, 10 g/L of yeast extract, and 15 g/L of agar powder, respectively. Inoculum culture is YPD media without agar. After dissolving, the media was sterilized for 15 min at 121 °C. Fermentation media include carbon source (glucose and xylose with concentrations were configured according to the experimental requirements), nitrogen source 5 g/L commercial yeast extract, 3 g/L peptone,
493
2 g/L (NH4)2SO4, 0.1 g/L CaCl2.2H2O. After adjusting the initial pH 5.5, the medium was sterilized for 15 min at 121 °C, carbon and nitrogen sources separately sterilized [3, 11]. 2.3. Experiment Methods Activation of the strains and inoculum preparation
Commercial C. guilliermondii TISTR 5068 is activated on YPD agar, and incubated for 48 h at 30 °C. The colonies then growing on the agar plates were used for the further inoculum and fermentation experiments. From a single colony of C. guilliermondii TISTR 5068 strain, the inoculum was prepared in 250 mL shake flasks with volume of 50 mL YPD broth media (adjusted pH 5.5 by 5N HCl), and incubated at 200 rpm, 30 °C for 24 h using a rotary incubator (New Brunswick Scientific, USA) [11]. OD600 value of inoculum is 8-10, it was used for further experiments. Construction of C. guilliermondii TISTR 5068 growth curve
The growth curve of C. guilliermondii TISTR 5068 in YPD broth medium was measured by spectrophotometry. After inoculation, the pre-sterilized broth was incubated in a shaker at 200 rpm, 30 °C. After every 3 hours, 1 mL of culture was collected, centrifuged at 10,000 rpm for 10 minutes to remove the supernatant. After washing twice with DI water, 1mL of sterile distilled water was added and measured optical density at 600nm (OD600), compared to sterile distilled water. The growth curve of C. guilliermondii TISTR 5068 could be divided into 4 stages of the growth period, logarithmic period, stable period, and decay stage. Shake Flask fermentation
A 250 mL shake flask with a volume of 100 mL was used to examine the factors that affect the xylitol formation. After 24 hours, inoculum was transferred into the fermentation medium at a rate of 10% (v/v). The environmental components and fixed fermentation conditions were: pH 5.5; temperature 30 °C; stirring speed of 200 rpm; nutritional supplements (NH4)2SO4 (2.0 g/L) and CaCl2.2H2O (0.1 g/L) [11, 14]; nitrogen sources were peptone (3.0 g/L), and commercial yeast extract (5.0 g/L). The concentration of addition glucose (2.0, 4.0, 6.0, 8.0, 10 g/L), and initial xylose (10, 20, 30, 40, 50 g/L) influencing the fermentation performance were investigated. Samples were withdrawn periodically from fermentation broth to measure glucose, xylose, xylitol concentration, and the cell biomass density until the end of fermentation. 2.4. Analytical Method Determination of glucose, xylose, and xylitol concentration
After cell removal, the supernatant was diluted and filtered by membrane filter 0.22 µm pore size. The sugars (glucose, xylose, xylitol) were determined by HPLC (Bio-Rad Aminex HPX-87H column 300×7.8 mm) with a RI detector at 45 °C with 0.008 N sulfuric acid as the eluent at a flow rate of 0.6 mL/min, 20 µL injection volume [11]. The concentration of glucose, xylose, xylitol was calculated from the standard curve. A diagram of changes in xylose and xylitol concentrations over time will be also generated. Xylitol yield (g/g) and Xylitol productivity (g/L.h) Xylitol yield and productivity were determined according to the following equation [15]: Xylitol yield (g/g)
Yxlt = litol rod cted (g)lose cons ed (g)
Xylitol productivity (g/L.h)
Pxyt = a i litol concentration ( )
er ntation ti e (h)
2.5. Data Analysis Method All experiments were repeated 3 times, and the data were expressed as mean values.
Duncan’s one-way ANOVA was used (SPSS 16.0 software for Windows; SPSS Inc., Chicago, IL, USA) to determine if differences between values were statistically significant.
494

3. Results and Discussion 3.1. Growth curve of C. guilliermondii TISTR 5068
The yeast growth curve has three main stages: the lag phase, the exponential phase and the stationary phase. The growth curve of C. guilliermondii TISTR 5068 at 30 °C, 200rpm was shown in Fig. 1. It can be seen in the YPD medium, C. guilliermondii TISTR 5068 has a lag phase in the period of 0-15h, with the value OD600 0.15-0.55. During this period, the number of cells is stable, biochemical activities still occurred but the rate of division was slow, also known as the period of adaptation to the environment to prepare for the next stage. The exponential phase of C. guilliermondii TISTR 5068 for the period 18-42 h with OD600 values 5.81-14.9, respectively. In this stage, cell density grows exponentially to grow biomass. This showed that YPD medium and the factors of temperature, pH, stirring speed were suitable for the process of yeast biomass development. The stationary phase of C. guilliermondii TISTR 5068 in the time after 42 h. During this period the metabolic rate and cell division rate slowed down, secondary products were formed. Optical density is a widely used method for estimating the number of cells in a culture medium, the optical density was proportional to the number of cells (within the optical density <1). According to the growth curve, the inoculum was selected at 24 h with the OD600 value of 8.41.
Time (hour)0 10 20 30 40 50 60
Opt
ical D
ensit
y 600
nm
0
2
4
6
8
10
12
14
16OD600
Inoculum age: 24h, OD 8.41
Figure 1. Growth curve of C. guilliermondii TISTR 5068
3.2. Effects of addition concentration of xylose on xylitol production
To determine the effect of additional glucose concentration, 10% (v/v) inoculum after 24h culture was added to Erlenmeyer 250 mL containing 100 mL of fermentation medium with nitrogen and 30 g/L xylose concentration. The additional glucose concentrations were 2, 4, 6, 8, and 10 g/L glucose, respectively. The effect of glucose on the biomass development, glucose and xylose consumption, the forming xylitol concentration is shown in Fig. 2. Xylitol yield and xylitol productivity of each respective experiment are shown in Table 1.
Fig. 2a shows the growth ability of C. guilliermondii TISTR 5068 at different glucose concentrations. During the first 12 hours of fermentation, biomass growth rates in experiments in the first 12 h were faster than in YPD media (Fig. 1), both of which could be explained by the initial cell density in the lips. The fermentation field is higher than the initial cell density in inoculum. Next, in the log phase, the higher the glucose concentration experiment, the greater the growth rate and the higher cell density, suggesting that glucose was the necessary and preferred carbon source for biomass development at the initial stage. This was evidenced by the OD value in Fig. 1a and the glucose consumption in Fig 2b. In Fig 2b, glucose is completely consumed after 12 hours at low concentrations (2 g/L and 4 g/L), after which, the yeast continues to use xylose for biomass development in the next stage and form the product. It was explained by the lower glucose concentration, the xylitol induction point earlier than the high glucose (Fig. 2d). In parallel with the use of glucose, yeast also used xylose at the beginning to develop biomass; however, the speed of using xylose was slower than glucose (Fig. 2c). After the yeast has used up glucose and entered a stable phase, the amount of xylose is consumed faster to form xylitol. The consumption of xylose in Fig. 2c shows the relationship between the initial glucose and xylose content. While xylose was completely consumed after 120 h and 132 h in the experiment of supplementing with low glucose concentration (2 and 4 g/L), at higher glucose concentrations, xylose was consumed completely
495

later (144 and 156 h). This suggests that the presence of high glucose concentration competes and prevents the cell’s xylose absorption, synonymous with low product xylitol content. The highest xylitol concentration was reached 25.84 g/L after 132 h of fermentation at 2 g/L glucose concentration (glucose: xylose 1:10), corresponding to xylitol yield 0.86 g/g, and xylitol productivity 0.20 g/L.h (Fig. 2d, Table 1). At the same time, the lowest xylitol concentration when supplemented with glucose 10 g/L reached 10.20 g/L, corresponding to Yxyt 0.44 g/g and Pxyt 0.08 g/L.
Time (hour)0 20 40 60 80 100 120 140 160 180
Opt
ical
Den
sity
600n
m
0
1
2
3
4
5
6Glu 2g/L Glu 4g/L Glu 6g/L Glu 8g/L Glu 10g/L
A
Time (hour)0 20 40 60 80 100 120 140 160 180
Glu
cose
con
cent
ratio
n (g
/L)
0
2
4
6
8
10
12Glu 2g/LGlu 4g/LGlu 6g/LGlu 8g/LGlu 10/L
B
Time (hour)0 20 40 60 80 100 120 140 160 180
Xyl
ose
conc
entr
atio
n (g
/L)
0
5
10
15
20
25
30
35Glu 2g/LGlu 4g/LGlu 6g/LGlu 8g/LGlu 10g/L
C
Time (hour)0 20 40 60 80 100 120 140 160 180
Xyl
itol c
once
ntra
tion
(g/L
)
0
5
10
15
20
25
30Glu 2g/LGlu 4g/LGlu 6g/LGlu 8g/LGlu 10g/L
D
Induction point36h 48h
Figure 2. The effect of addition glucose concentration to xylitol fermentation. A) Optical density at 600nm; B) Glucose consumption; C) Xylose consumption; D) Xylitol production
Table 1. Effect of glucose to xylitol production
Experiment Xylitol Concentration (g/L) Yxlt (g/g)
Pxyl (g/L.h)
Glu 2g/L 25.84a 0.86a 0.20a
Glu 4g/L 18.47b 0.64b 0.14b
Glu 6g/L 13.01c 0.51c 0.10c
Glu 8g/L 10.77d 0.46d 0.08d
Glu 10g/L 10.20e 0.44e 0.08d
Note: The average values by column with the same letter are not different at significance level α = 0.05.
For yeast, xylose was diffused into cells and reduced to xylitol by the enzyme xylose reductase (XR) with an intermediate effect of NADPH. NADPH is converted to NADP+ and regenerated from glucose-6-phosphate (G6P) through the action of glucose-6-phosphatedehydrogenase (G6PD) in pentose phosphate (PPP) or hexose monophosphate (HMP) pathways. Here, the role of glucose has been shown when making direct contributions to the production of G6P and NADPH. Therefore, it could be said that the presence of glucose via the pentose phosphate pathway can enhance xylitol production by mediating the activity of xylose reductase (XR). Tochampa et al. (2005) demonstrated that supplementing with 3 g/L glucose, the ratio of glucose:xylose 1:10 is the optimal condition for xylitol fermentation by C. mogii [16]. The study of Wannawilai et al. (2017) with C. magnoliae TISTR 5663 also demonstrated that the initial glucose concentration of 3 g/L in fermentation medium containing 30 g/L xylose gave the highest xylitol production efficiency [17]. However, the study of Felipe et al. (2006) showed that the C. guilliermondii strain was more effective when supplementing with 9 g/L glucose at a glucose: xylose 1: 5 ratio compared to a medium containing only xylose [18]. 3.3. Effects of initial concentration of xylose on xylitol production
To determine the effect of initial xylose concentration, 10% (v/v) inoculum after 24 h of culture were added to Erlenmeyer 250 mL containing 100 mL of fermentation medium with nitrogen, and 2 g/L glucose available. Initial xylose concentrations were 10, 20, 30, 40, and 50 g/L, respectively. The effects of xylose on biomass development, glucose and xylose consumption, and xylitol concentration are shown in Fig. 3. Xylitol yield and xylitol productivity of each respective experiment are shown in Table 2.
Initial xylose concentration had a great influence on the biomass development during fermentation. During the first 24 h, a high initial concentration of syrup (40-50 g/L) had a cell growth effect. However, along with the depletion of glucose, the growth rate slowed down, OD600 was lower than the smaller xylose concentrations (10-30 g/L) (Fig. 3a, 3b). This showed that after the lag phase
496
is finished, high xylose concentration will inhibit the growth of C. guilliermondii TISTR 5068. is finished, high xylose concentration will inhibit the growth of C. guilliermondii TISTR 5068.
Time (hour)0 20 40 60 80 100 120 140 160 180
Opt
ical
Den
sity
600n
m
0
1
2
3
4
5Xyl 10g/LXyl 20g/LXyl 30g/LXyl 40g/LXyl 50g/L
A
Time (hour)0 20 40 60 80 100 120 140 160 180
Glu
cose
con
cent
ratio
n (g
/L)
0.0
0.5
1.0
1.5
2.0
2.5Xyl 10g/LXyl 20g/LXyl 30g/LXyl 40g/LXyl 50g/L
B
Time (hour)0 20 40 60 80 100 120 140 160 180
Xyl
ose
conc
entr
atio
n (g
/L)
0
10
20
30
40
50
60Xyl 10g/LXyl 20g/LXyl 30g/LXyl 40g/LXyl 50g/L
C
Time (hour)0 20 40 60 80 100 120 140 160 180
Xyl
itol c
once
ntra
tion
(g/L
)
0
5
10
15
20
25
30Xyl 10g/LXyl 20g/LXyl 30g/LXyl 40g/LXyl 50g/L
D
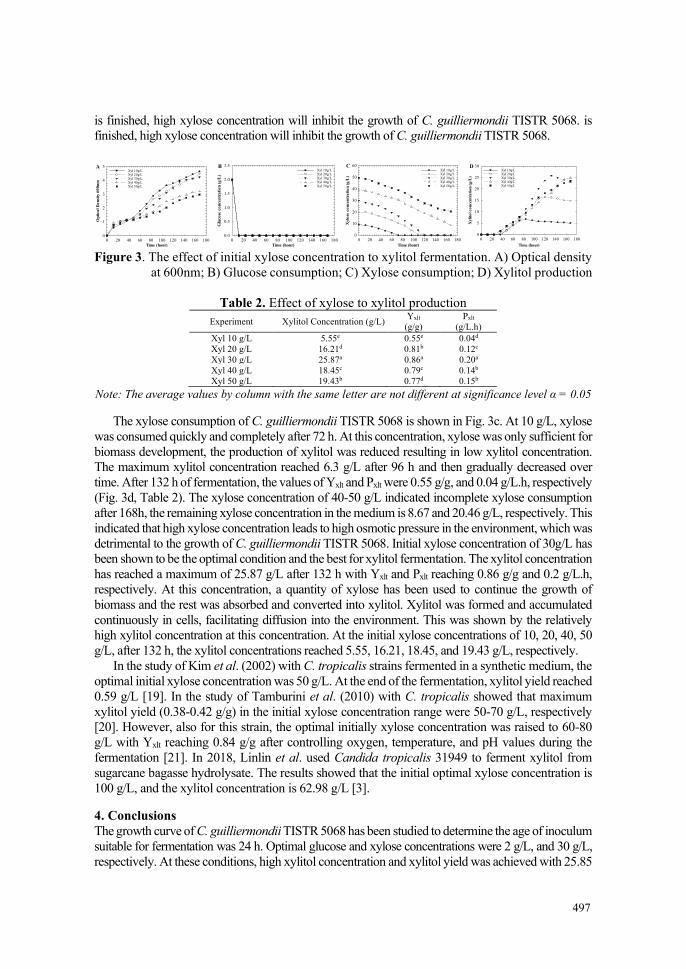
Figure 3. The effect of initial xylose concentration to xylitol fermentation. A) Optical density
at 600nm; B) Glucose consumption; C) Xylose consumption; D) Xylitol production
Table 2. Effect of xylose to xylitol production Experiment Xylitol Concentration (g/L) Yxlt
(g/g) Pxlt
(g/L.h) Xyl 10 g/L 5.55e 0.55e 0.04d
Xyl 20 g/L 16.21d 0.81b 0.12c
Xyl 30 g/L 25.87a 0.86a 0.20a
Xyl 40 g/L 18.45c 0.79c 0.14b
Xyl 50 g/L 19.43b 0.77d 0.15b
Note: The average values by column with the same letter are not different at significance level α = 0.05
The xylose consumption of C. guilliermondii TISTR 5068 is shown in Fig. 3c. At 10 g/L, xylose was consumed quickly and completely after 72 h. At this concentration, xylose was only sufficient for biomass development, the production of xylitol was reduced resulting in low xylitol concentration. The maximum xylitol concentration reached 6.3 g/L after 96 h and then gradually decreased over time. After 132 h of fermentation, the values of Yxlt and Pxlt were 0.55 g/g, and 0.04 g/L.h, respectively (Fig. 3d, Table 2). The xylose concentration of 40-50 g/L indicated incomplete xylose consumption after 168h, the remaining xylose concentration in the medium is 8.67 and 20.46 g/L, respectively. This indicated that high xylose concentration leads to high osmotic pressure in the environment, which was detrimental to the growth of C. guilliermondii TISTR 5068. Initial xylose concentration of 30g/L has been shown to be the optimal condition and the best for xylitol fermentation. The xylitol concentration has reached a maximum of 25.87 g/L after 132 h with Yxlt and Pxlt reaching 0.86 g/g and 0.2 g/L.h, respectively. At this concentration, a quantity of xylose has been used to continue the growth of biomass and the rest was absorbed and converted into xylitol. Xylitol was formed and accumulated continuously in cells, facilitating diffusion into the environment. This was shown by the relatively high xylitol concentration at this concentration. At the initial xylose concentrations of 10, 20, 40, 50 g/L, after 132 h, the xylitol concentrations reached 5.55, 16.21, 18.45, and 19.43 g/L, respectively.
In the study of Kim et al. (2002) with C. tropicalis strains fermented in a synthetic medium, the optimal initial xylose concentration was 50 g/L. At the end of the fermentation, xylitol yield reached 0.59 g/L [19]. In the study of Tamburini et al. (2010) with C. tropicalis showed that maximum xylitol yield (0.38-0.42 g/g) in the initial xylose concentration range were 50-70 g/L, respectively [20]. However, also for this strain, the optimal initially xylose concentration was raised to 60-80 g/L with Yxlt reaching 0.84 g/g after controlling oxygen, temperature, and pH values during the fermentation [21]. In 2018, Linlin et al. used Candida tropicalis 31949 to ferment xylitol from sugarcane bagasse hydrolysate. The results showed that the initial optimal xylose concentration is 100 g/L, and the xylitol concentration is 62.98 g/L [3].
4. Conclusions The growth curve of C. guilliermondii TISTR 5068 has been studied to determine the age of inoculum suitable for fermentation was 24 h. Optimal glucose and xylose concentrations were 2 g/L, and 30 g/L, respectively. At these conditions, high xylitol concentration and xylitol yield was achieved with 25.85
497
g/L and 0.86 g/g. These results are significant in our subsequent studies using this strain to ferment xylitol from sugarcane bagasse hydrolysate on pilot scale and downstream processes in the future.
5. AcknowledgementsThis work was financially supported by the Thailand Research Fund (TRF) under the contract No. RSA6180024.
References [1] Hernández-Pérez, A. F., Jofre, F. M., de Souza Queiroz, S., Vaz de Arruda, P., Chandel, A. K., and
Felipe, M. d. G. d. A. 2020. Biotechnological production of sweeteners Biotechnological Production ofBioactive Compounds . pp.261-292.
[2] Lugani, Y. and Sooch, B. S. 2018. Insights into Fungal Xylose Reductases and Its Application in Xylitol Production . Fungal Biorefineries Chapter. 7: 121-144.
[3] Xu, L. et al. 2018. Xylitol Production by Candida tropicalis 31949 from Sugarcane Bagasse Hydrolysate. Sugar Tech. 21:341-347.
[4] Silva, D. D. V. et al. .2020. Production and purification of xylitol by Scheffersomyces amazonenses viasugarcane hemicellulosic hydrolysate Biofuels, Bioproducts and Biorefining. 14:344-356.
[5] Delgado Arcaño, Y., Valmaña García, O. D., Mandelli, D., Carvalho, W. A., and Magalhães Pontes, L. A. 2020. Xylitol: A review on the progress and challenges of its production by chemical route. Catalysis Today. 344:2-14.
[6] Pulicharla, R., Lonappan, L., Brar, S. K., and Verma, M. 2016. Production of Renewable C5 PlatformChemicals and Potential Applications. Platform Chemical Biorefinery. 201-216.
[7] Venkateswar Rao, L., Goli, J. K., Gentela, J., and Koti, S. 2016. Bioconversion of lignocellulosic biomass to xylitol: An overview. Bioresour Technol. 213: 299-310.
[8] Jeon, Y. J., Shin, H. S., and Rogers, P. L. 2011. Xylitol production from a mutant strain of Candidatropicalis. Lett Appl Microbiol. 53:106-13.
[9] Tada, K., Kanno, T., and Horiuchi, J.-i. 2012. Enhanced Production of Bioxylitol from Corn Cobs byCandida magnoliae Industrial & Engineering Chemistry Research. 51: 10008-10014.
[10] Bothast, B. S. a. R. 1999. Production of xylitol by Candida peltatasaha Journal of IndustrialMicrobiology & Biotechnology. 22: 633–636.
[11] Vaz de Arruda, P. et al. 2017. Scale up of xylitol production from sugarcane bagasse hemicellulosic hydrolysate by Candida guilliermondii FTI 20037 Journal of Industrial and Engineering Chemistry. 47:297-302.
[12] Lopez-Linares, J. C., Romero, I., Cara, C., Castro, E., and Mussatto, S. I. 2018. Xylitol production byDebaryomyces hansenii and Candida guilliermondii from rapeseed straw hemicellulosic hydrolysateBioresour Technol. 247:736-743.
[13] Hernández-Pérez, A. F., Chaves-Villamil, A. C., de Arruda, P. V., dos Santos, J. C., and Felipe, M. d. G. d. A. 2019. Sugarcane Syrup Improves Xylitol Bioproduction from Sugarcane Bagasse and StrawHemicellulosic Hydrolysate Waste and Biomass Valorization. pp.1-10.
[14] Mart nez, E. A., Silva, S. S., Almeida e Silva, J. B., Solenzal, A. I. N., and Felipe, M. G. A. 2003. Theinfluence of pH and dilution rate on continuous production of xylitol from sugarcane bagassehemicellulosic hydrolysate by C. guilliermondii Process Biochemistry 38:1677-1683.
[15] Kumar, V., Krishania, M., Preet Sandhu, P., Ahluwalia, V., Gnansounou, E., and Sangwan, R. S. 2018.Efficient detoxification of corn cob hydrolysate with ion-exchange resins for enhanced xylitol production by Candida tropicalis MTCC 6192 Bioresour Technol. 251:416-419.
[16] Tochampa, W., Sirisansaneeyakul, S., Vanichsriratana, W., Srinophakun, P., Bakker, H. H., and Chisti, Y.2005. A model of xylitol production by the yeast Candida mogii Bioprocess Biosyst Eng. 28:175-83.
[17] Wannawilai, S., Lee, W. C., Chisti, Y., and Sirisansaneeyakul, S. 2017. Furfural and glucose can enhanceconversion of xylose to xylitol by Candida magnoliae TISTR 5663 J Biotechnol. 241:147-157.
[18] da Silva, D. D. V. and de Almeida Felipe, M. d. G. 2006. Effect of glucose:xylose ratio on xylosereductase and xylitol dehydrogenase activities from Candida guilliermondii in sugarcane bagassehydrolysate Journal of Chemical Technology & Biotechnology. 81: 1294-1300.
[19] Kim, J. H., Han, K. C., Koh, Y. H., Ryu, Y. W., and Seo, J. H. 2002. Optimization of fed-batchfermentation for xylitol production by Candida tropicalis J Ind Microbiol Biotechnol. 29:16-9.
[20] Tamburini, E., Bianchini, E., Bruni, A., and Forlani, G. 2010. Cosubstrate effect on xylose reductase and xylitol dehydrogenase activity levels, and its consequence on xylitol production by Candida tropicalis Enzyme and Microbial Technology. 46:352-359.
[21] Tamburini, E., Costa, S., Marchetti, M. G., and Pedrini, P. 2015. Optimized Production of Xylitol fromXylose Using a Hyper-Acidophilic Candida tropicalis Biomolecules. 5: 1979-89.
498