high pressure die casting defects and simulation process by computer added engineering-irshadali
TRANSCRIPT
RESEARCH PROJECT
High Pressure Die Casting Defects
and
Simulation Process by Computer Added Engineering (CAE)
ME8109 – CASTING AND SOLIDIFICATION OF MATERIALS
Presented by: Irshad Ali (Student # 500482510) Dated: 29th February, 2012

Outline of Presentation
1. Introduction of High Pressure Die Casting.
2. High Pressure Die Casting Process Defects.�Surface Defects.�Sub-surface Defects.
3. Simulation in High Pressure Die Casting Process.�Introduction.�Modeling of the casting process.�Modeling of the casting process.�Simulation of the casting process system.�Behavior and information revealed via CAE simulation.�Filling process simulation.�Solidification process simulation.�Stress analysis in casting.
4. Case studies of Simulation of the casting process system.5. Conclusions.6. References

Introduction of High Pressure Die Casting:
High pressure die casting is a manufacturing process in which molten metal is injected with a die casting machine under force using considerable pressure into a steel mold or die to form products.
HPDC provide:
•Excellent dimensional accuracy.
•The smooth surfaces of Product.
•Casted parts require no machining except the removal of flash around the edge and possible drilling and tapping holes.
•High pressure die casting production is fastand inexpensive relative to other casting processes.

Introduction of High Pressure Die Casting:
Process Cycle of High Pressure Die Casting:
�Molten metal into the shot sleeve.�Plunger movement.�Rapid die filling. (The steel die Pressurized hydraulically by the plunger).
�The die is opened.�The casting is ejected. �Spray die lubricant.
High pressure die casting Mechanism:
Spray die lubricant.

Introduction of High Pressure Die Casting:
High pressure die casting Products:
Product Application of HPDC:
•Transportation Industry (Specially Automotive), Electronic Industry, Medical equipments, Consumer Industry, Telecommunication Industry, Instrumentation and Tools (Hand & Power)

High Pressure Die Casting Defects:
Depending on the location of the casting defects, they can be divided into two major categories, namely “Surface” and “Subsurface” defects.
Surface Defects:
�Surface defects are occurring on the surface or near to the surface (exposed to surface) of the castings.
�Surface defects in high pressure die castings can result from deficiencies at any stage of the manufacturing process.
A. Flash:
The occurrence of molten materialseeping out of the mold cavity andsolidifying.

High Pressure Die Casting Defects:
B. Unfilled sections (Misrun):This is usually caused by the metalsolidifying before it fills the cavity.�The metal was too cold.�It could be too small a sprue, gate.�Insufficient shot volume.�Slow injection.�Low pouring temperature.
C. Hot Tearing:
A part defect, sometimes called hotcracking, which describes cracks thatresult from shrinkage. If a part is notallowed to shrink freely and encountersan obstruction, the solidified materialwill crack. The main causes ofproblems are Non-uniform cooling rate.

High Pressure Die Casting Defects:
Sub-surface Defects:Sub-surface defects are not visible to the naked eye due to their occurrence below the surface of the castings.
A. Non-metallic inclusions:
Inclusions occur as varying types with differing sizes and shapes.•Aluminum oxides are of different crystallographic or amorphous forms as films,flakes, and agglomerated particles.
• Magnesium oxide is typically present as fine particulate.• Magnesium oxide is typically present as fine particulate.•Spinals can be small hard nodules or large complex shapes.•Refractory and other exogenous inclusions may be identified by their appearanceand composition.

High Pressure Die Casting Defects:
B. Shrinkage and Porosity defects:Porosity and Shrinkage is the formation of voids inside the castings either through the entrapment of gas, improper pressure configuration in HPDC machines and Improper Solidification of material .
The problem can be divided into three major types:
�Gas porosity:The gas porosity is the porosity in casting due to the presence of gas.
�Shrinkage porosity:The shrinkage porosity is due to shrinking of metal, so that the metal loses volume and hence more metal is required to fill the gaps (voids) produced.
�Flow porosity:Melt related porosity formation because hydrogen entrapment in HPDC is not a big problem. Hydrogen can be considered seriously if the scrap is re-melted.

Simulation in High Pressure Die Casting Process
Product development paradigm appears to be more heuristic and experience-based than deep scientific simulation, evaluation, analysis, and calculation. It is thus time-consuming, error-proof, and needs a lot of experimental tryout and verification in the workshop for ‘proof-of-concept’.
Simulation helps to determine:
�Process routing and process Parameter configuration. configuration.
�Verify the die design based on the revealed flow behavior and solidification phenomena.
�The filling and solidification behavior related to product quality and defect forming mechanism.
�Physical basis and useful information for product quality improvement and defect avoidance

Simulation in High Pressure Die Casting Process
Modeling of the casting process:Modeling will represent the casting processes by models from physical and mathematical perspectives

Simulation in High Pressure Die Casting Process
Simulation of the casting process system:The following Figure presents a process-based simulation framework for prediction of casting defects.

Simulation in High Pressure Die Casting Process
Behavior and information revealed via CAE simulation:CAE simulation of the entire casting system reveals filling and solidification behavior in the casting process and identifies the necessary information related to product quality and defect formation.
�Filling process simulation:
•Melt-front positions, turbulence in the melt movement and filling smoothness.•Filling sequence in the casting and determination of overflow and venting locations.
�Solidification process simulation:�Solidification process simulation:
•The last solidification area and the location of ingate.•Solidification sequence and the temperature distribution in the casting and die.•Shrinkage and porosity distribution in the casting.
�Stress analysis in casting:
•Distortion of the casting and Die stress analysis and thermal deformation prediction•Optimized casting system design such as feeding system design.

Case studies of Simulation of the casting process system
Behavior and information revealed via CAE simulation:CAE simulation of the entire casting system reveals filling and solidification behavior in the casting process and identifies the necessary information related to product quality and defect formation.
The layout of the casting filling systemThe design of the overflow is in such a way that the two overflow locationsare located at the last filling places.
Case studies of Simulation of the casting process system
Simulation Parameters Setup:
�The cast material is AlSi9Cu3; a widely-used die cast material.
�The die material is X38CrMoV5.
�The CAE simulation is Magmasoft.
�the pouring temperature of the melt is 670°C.
�The liquidus and solidus temperatures are 578°C and 479°C.
�All the die components have an initial temperature of 150°C.
�Five cycles of simulation are conducted to reach a stable condition.

Case studies of Simulation of the casting process system
Finding of Simulation Process:
�The melt-front advancement position in filling process.
�Unreasonable filling pattern and the defect caused. (a) Simulation predicted irrational flow(b) The real defect revealed by experiment..
The two melt streams push the air into the centre of the flange and finally there is air entrapment in the centre of the flange. Since there is no efficient venting mechanism and the entrapment air blocks the melt flow..
Case studies of Simulation of the casting process system
Finding of Simulation Process:
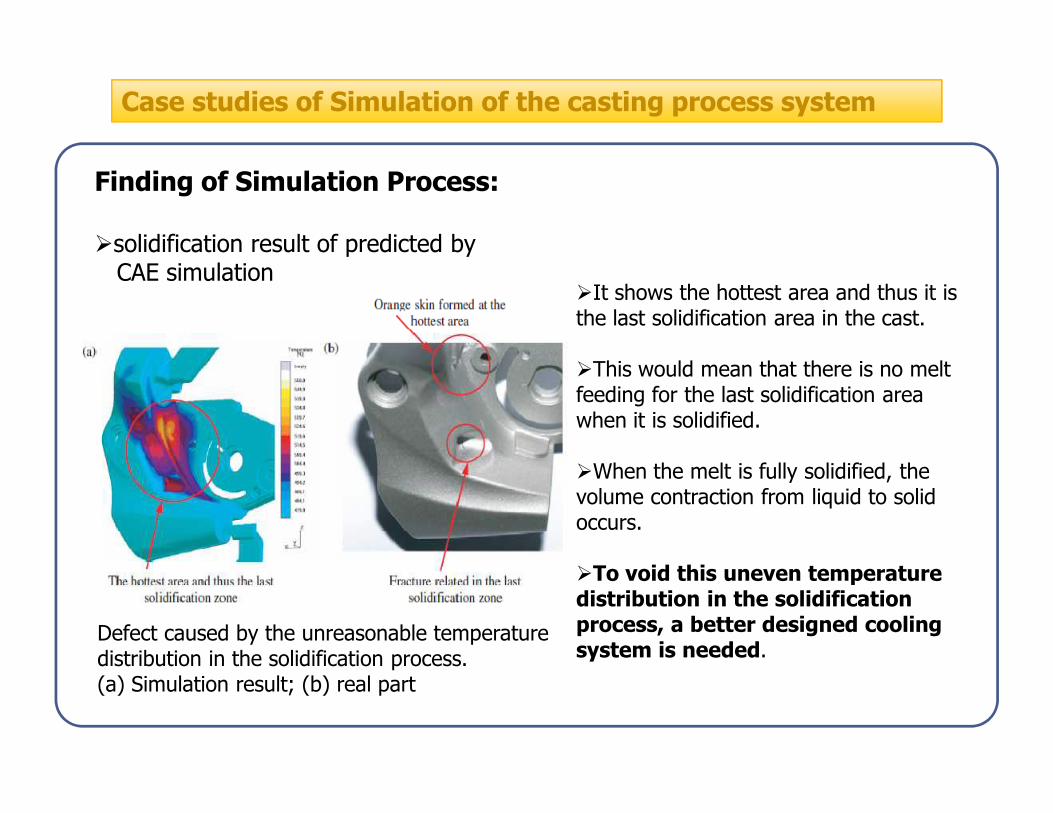
�solidification result of predicted by CAE simulation
�It shows the hottest area and thus it is the last solidification area in the cast.
�This would mean that there is no melt feeding for the last solidification area when it is solidified.
Defect caused by the unreasonable temperature distribution in the solidification process. (a) Simulation result; (b) real part
when it is solidified.
�When the melt is fully solidified, the volume contraction from liquid to solid occurs.
�To void this uneven temperature distribution in the solidification process, a better designed cooling system is needed.
Conclusion
�The simulation-enabled casting quality prediction and defect evaluation.
�Reduces trial-and-error in the workshop as the process is virtually realized and verified by computer.
�Quality issue can be pinpointed and the related solutions can be proposed.

References:
1. Krimpenis, A., et al., 2006. Simulation-based selection of optimum pressure die-casting process parameters using neural nets and genetic algorithms. International Journal of Advanced Manufanuring Technology, 27 (5–6), 509–517.
2. McMillin, T., et al, 2002. CAE opens new frontier in casting design. Engineered Casting Solutions, spring 2002, 29–31.3. Guo, Z., et al., 2005. Modelling of materials properties and behavior critical to casting simulation. Materials Science and
Engineering: A, 413–414, 465–469.4. Mochnacki, B., et al, 2005. Multiscale model of segregation process. Journal of Materials Processing Technology, 162–
163, May 2005, 766–769.5. Dai, X., et al., 2003. Effects of runner system design on the mechanical strength of Al-7Si-Mg alloy castings. Materials
Science and Engineering: A, 354 (1), 315–325.6. Sequeira, W., et al., 2001. Optimization of die casting part design, process parameters and process control using newly
die casting simulation tool. In: proceedings of die casting in the 21th century, Cincinnati, Ohio.7. Asquith, B. M., 1997.The Use of Process Monitoring to Minimize Scrap in the Die Casting Process. NADCA Transactions,
T97- 063, 1997.8. Q.T. Fang and D.A. Granger, 1989 Porosity Formation in Modified and Unmodified A356 Alloy Castings. AFS Trans., 19899. E.L. Rooy, 1992. Mechanisms of Porosity Formation in Aluminum, Mod. Cast. Sept and Oct l992.9. E.L. Rooy, 1992. Mechanisms of Porosity Formation in Aluminum, Mod. Cast. Sept and Oct l992.10.Kong L. X, et al. 2000. Defect analysis of high pressure die castings with artificial intelligence technology., Pacific
Conference on Manufacturing, 506-511, Lawrence Technological University, USA, 2000. 11.Thome M. and Brevick J. R., 1995. Optimal Slow Shot Velocity Profiles for Cold Chamber Die Casting. NADCA
Transactions, 1995.12.Huang J., Callau P. and Conley J.G., 1999. A Study of Neural Networks for Porosity Prediction in Aluminum Alloy A356
Castings. , in B.G.13.Thomas and C. Beckerman, (Eds), 1998. Modeling of Casting, Welding, and Solidification Processes, VIII, TMS, June,
1998, pp. 1111 - 1118.14.M.W. Fua and Yong, 2009. Simulation-enabled casting product defect prediction in die casting process. International
Journal of Production Research Vol. 47, No. 18, 15 September 2009, 5203–5216 15.Prof. J.S. Colton. Casting Defects and Design Issues. ver. 2 ME 6222: Manufacturing Processes and Systems- Georgian
Institute of Technology.16.M. Imad Khan et al. 2004. , Modeling of Porosity Defects in High Pressure Casting with Neural Network. School of
Engineering and Technology,Deakin University, Victoria 3217, Australia pp 1-617.D. Talbot, Effects of Hydrogen in Aluminum, Magnesium and Copper and Their Alloys, Int. Met. Rev., Vol 20, 197518.E. Rooy, The Use of Molten Metal Filters to Eliminate Air Pollution and Improve Melt Quality, AFS Trans., 196819.Midea, A., et al., 2000. Using computer modeling to optimize casting processes. Modern Casting, 90, May 2000, 4–10.20.Fuoco R, et al., 1997. Typical defects in cast aluminum wheels Trans. AFS (1997), 891-899.