hickory chair company - home | association for ... · this article reflects hickory chair...
TRANSCRIPT
Re-Making FurnitureMaking at HickoryChair CompanyTheir "secret weapon:" employees.
Deborah Porto and Michael Smith, PhD
IImagine that you are "the sales guy" foran old business in an even older indus-try. Imagine that you have watched as
many businesses in your industry haveeither gone bankrupt or taken their opera-tions offshore.
Now imagine that the company presi-dent suffers a heart attack and dies sudden-ly. He knew about operations, and you havenever worked in the plant at all, but you sud-denly find yourself the new president. Youbegin to assess the situation, and quicklydetermine that the organization is in declin-ing health. Sales are falling, and you knowthat something must be done. Your col-leagues tell you that you cannot continue tomake your product in the United States.
Everyone knows that it can't be done here.Everyone is taking their production offshore.For you, such failure is not an option, butwhere will you find the resources andknowledge to make it work?
While you have only imagined this situ-ation, we are describing the reality thatfaced Jay Reardon when he became presi-dent of Hickory Chair Company in Hickory,NC seven years ago. You will read how hediscovered the resources within himself andthe employees to not only turn the companyaround, but also enable the company tokeep operating in the United States. JayReardon has expressed his desire to con-tribute to success in other organizations inagreeing to share his experience and accessto the people and operations at HickoryChair with us, so that we can describe whatwe found to the readers of Target.
The Reality
The improvement path has been longand difficult, but profits are up significantly.Sales in 2005 were 14 percent higher thanin the previous year, and delivery times aredown to between 14 and 21 days from sixto eight weeks. Savings from improved
In BriefCan a traditionally-managed furniture manufacturing business turnitself around to meet global competitors? How can a company'semployees be engaged as a "secret weapon" to build critical per-formance improvements into a long-term cultural change process?This article reflects Hickory Chair Company's continuing journey tobecome a successful collaborative, team-based organization withlaser focus on customer needs.
16Target Volume 22, Number 1
business processes have meant that in spiteof rapidly-increasing prices for materialsand services that Hickory Chair purchases,they have not had to increase prices inmore than four years.
The success at Hickory Chair contrastssharply with the general performance of thefurniture industry. The news in NorthCarolina, traditionally one of the major cen-ters for furniture manufacturing, has beenfull of stories about plant closings and lay-
offs in the furniture industry. As awarenessof the changes at Hickory Chair has spread,it has created a buzz among furniture com-panies and other manufacturers. We haverepeatedly been asked, "What is happeningover there?"
Jay Reardon explains that the companyis doing EDGE (Employees Dedicated toGrowth and Excellence; see the box,"Employees Dedicated to Growth andExcellence [EDGE]"). He continues that it is
Hickory Chair, A Brief HistoryIn 1911 the Surry Chair Company was purchased by a group of investors and relocated to Hickory, NC where itbecame the Hickory Chair Manufacturing Company.The Surry Chair Company's motto was "Chairs Made Better ThanSeems Necessary." The new company adopted this philosophy and expanded the assortment quickly from just din-ing chairs to all types of chairs, rocking chairs, and sofas. It became the first residential upholstery manufacturerbased in Hickory.
The Hickory Chair Manufacturing Company merged with two other companies, Martin ManufacturingCompany and the Hickory Furniture Company during the Depression, their combined strength enabling prosperityduring this difficult period. The Hickory Chair Manufacturing Company also pioneered the marketing of reproductionfurniture during the 1930s. After an antique English spool bed was found in the home of Dorothy Robinson, a descen-dant of Henry Weidner, the first settler in the Catawba Valley, the company developed the successful DorothyRobinson collection with this bed and an accompanying suite of furniture. Its tradition of antique reproductions andadaptations had begun.
During World War II, most furniture manufacturing was eliminated to support war efforts. In 1941, the HickoryChair Manufacturing Company negotiated for the rights to manufacture and market reproduction furniture under theJames River Plantation license. Plantations along the James River in Virginia, the homes of early presidents and otherprominent families, were filled with fine 18th century furnishings. Although the collection was not manufactured until 1943because of war restriction, it became the oldest and largest collection of 18th century mahogany reproductions inAmerica.
After the war ended, Hickory Furniture and Martin Manufacturing became Hickory Manufacturing Company andthe Hickory Chair Manufacturing Company became Hickory Chair Company. Hickory Chair Company manufactured din-ing chairs and upholstery and purchased its James River Collection wood products from the Hickory ManufacturingCompany. This relationship continued until 1967 when the Lane Company purchased Hickory Chair Company.
Hickory Chair reissued the James River Collection to celebrate its 50th anniversary in 1961. Mrs. John F.Kennedy's announcement in 1962 that the White House had undergone a massive restoration and that period furnish-ings would be acquired to return the historical appearance of its rooms spurred demand for antique reproductions.
The Lane Company began manufacturing the James River Collection for Hickory Chair Company in 1968. In1982, Hickory Chair opened a wood products factory to manufacture its own case goods (helping the company toimprove quality and expand its offerings beyond the James River Collection).
Hickory Chair Company facilities (factories, warehouse, office, and showroom) encompass nearly one millionsquare feet. Located in Hickory, NC, the company is now owned by Furniture Brands International (the largest furni-ture corporation in the world, publicly traded as FBN).
Hickory Chair has a staff of over 450 non-union skilled craftsmen. Its product selection ranges from 18th cen-tury mahogany reproductions to Romantic furnishings and casual furnishings in addition to designer collections byThomas O'Brien, Mariette Himes Gomez, and Alexa Hampton.
Note: This description is drawn from the company's website www.hickorychair.com where additional company infor-mation and its products can be viewed.
17First Issue 2006
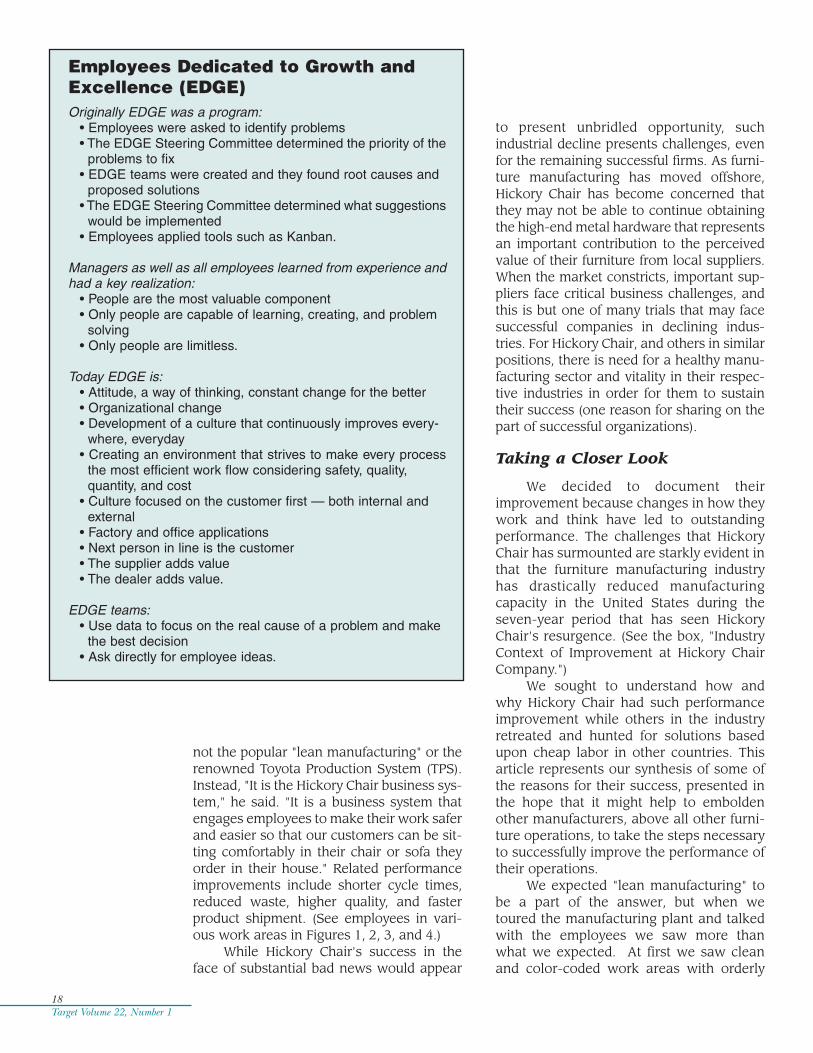
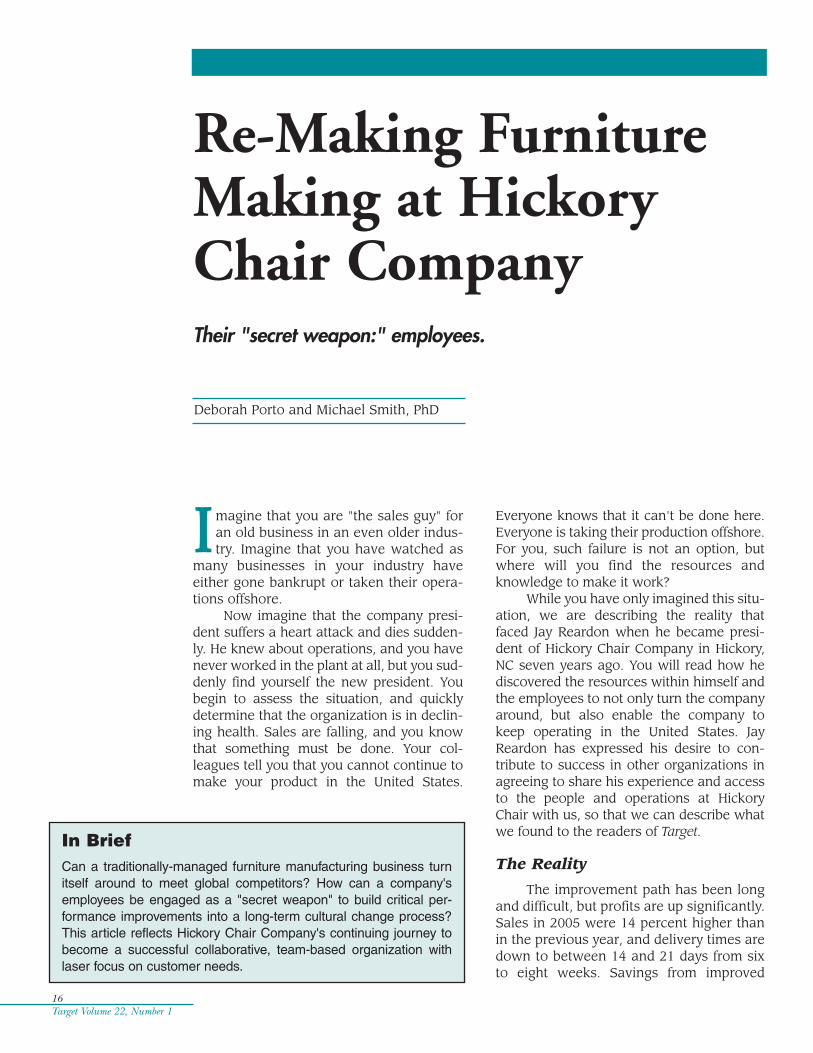
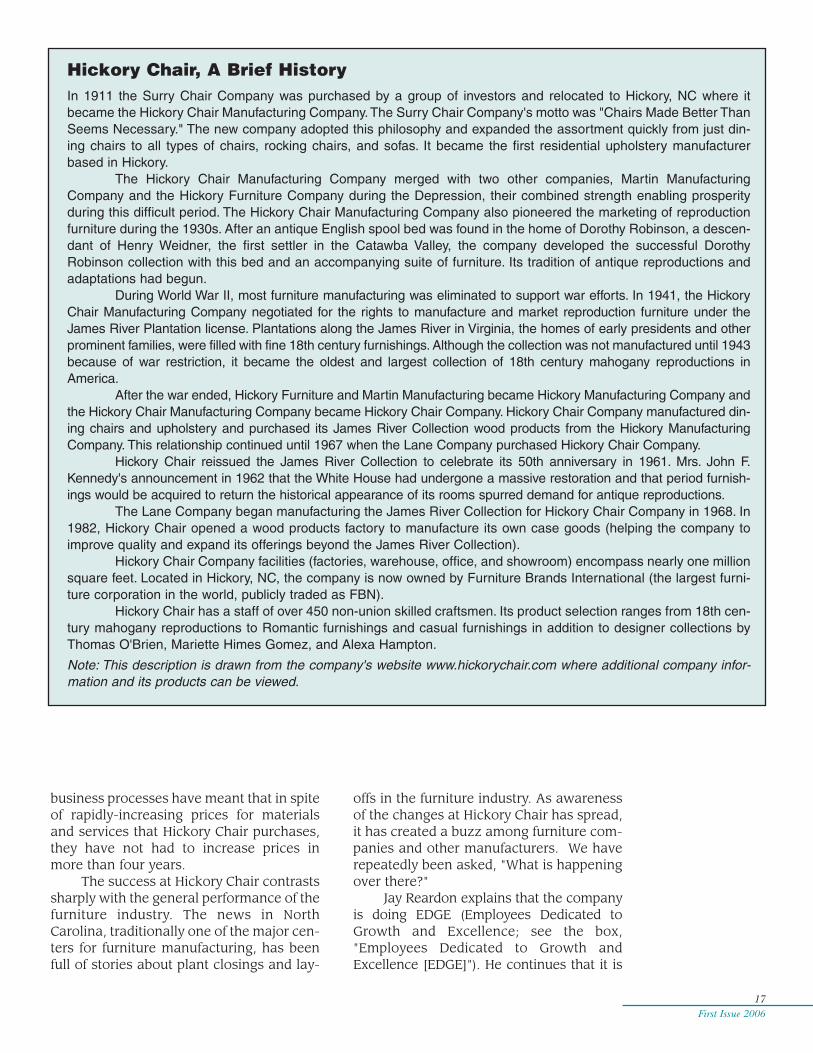
not the popular "lean manufacturing" or therenowned Toyota Production System (TPS).Instead, "It is the Hickory Chair business sys-tem," he said. "It is a business system thatengages employees to make their work saferand easier so that our customers can be sit-ting comfortably in their chair or sofa theyorder in their house." Related performanceimprovements include shorter cycle times,reduced waste, higher quality, and fasterproduct shipment. (See employees in vari-ous work areas in Figures 1, 2, 3, and 4.)
While Hickory Chair's success in theface of substantial bad news would appear
to present unbridled opportunity, suchindustrial decline presents challenges, evenfor the remaining successful firms. As furni-ture manufacturing has moved offshore,Hickory Chair has become concerned thatthey may not be able to continue obtainingthe high-end metal hardware that representsan important contribution to the perceivedvalue of their furniture from local suppliers.When the market constricts, important sup-pliers face critical business challenges, andthis is but one of many trials that may facesuccessful companies in declining indus-tries. For Hickory Chair, and others in similarpositions, there is need for a healthy manu-facturing sector and vitality in their respec-tive industries in order for them to sustaintheir success (one reason for sharing on thepart of successful organizations).
Taking a Closer Look
We decided to document theirimprovement because changes in how theywork and think have led to outstandingperformance. The challenges that HickoryChair has surmounted are starkly evident inthat the furniture manufacturing industryhas drastically reduced manufacturingcapacity in the United States during theseven-year period that has seen HickoryChair's resurgence. (See the box, "IndustryContext of Improvement at Hickory ChairCompany.")
We sought to understand how andwhy Hickory Chair had such performanceimprovement while others in the industryretreated and hunted for solutions basedupon cheap labor in other countries. Thisarticle represents our synthesis of some ofthe reasons for their success, presented inthe hope that it might help to emboldenother manufacturers, above all other furni-ture operations, to take the steps necessaryto successfully improve the performance oftheir operations.
We expected "lean manufacturing" tobe a part of the answer, but when wetoured the manufacturing plant and talkedwith the employees we saw more thanwhat we expected. At first we saw cleanand color-coded work areas with orderly
Employees Dedicated to Growth andExcellence (EDGE)Originally EDGE was a program:
• Employees were asked to identify problems• The EDGE Steering Committee determined the priority of the
problems to fix• EDGE teams were created and they found root causes and
proposed solutions• The EDGE Steering Committee determined what suggestions
would be implemented• Employees applied tools such as Kanban.
Managers as well as all employees learned from experience andhad a key realization:
• People are the most valuable component• Only people are capable of learning, creating, and problem
solving• Only people are limitless.
Today EDGE is:• Attitude, a way of thinking, constant change for the better• Organizational change• Development of a culture that continuously improves every-
where, everyday• Creating an environment that strives to make every process
the most efficient work flow considering safety, quality, quantity, and cost
• Culture focused on the customer first — both internal and external
• Factory and office applications• Next person in line is the customer• The supplier adds value• The dealer adds value.
EDGE teams:• Use data to focus on the real cause of a problem and make
the best decision• Ask directly for employee ideas.
18Target Volume 22, Number 1
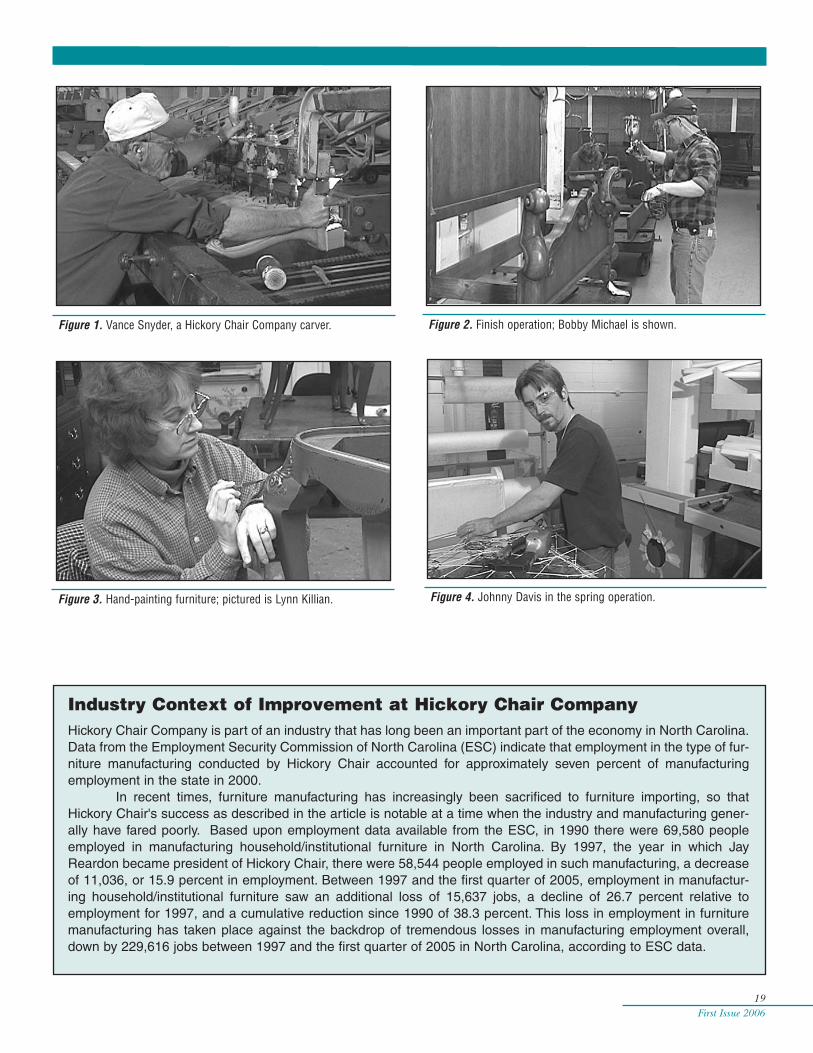
Figure 1. Vance Snyder, a Hickory Chair Company carver. Figure 2. Finish operation; Bobby Michael is shown.
Figure 4. Johnny Davis in the spring operation.Figure 3. Hand-painting furniture; pictured is Lynn Killian.
Industry Context of Improvement at Hickory Chair CompanyHickory Chair Company is part of an industry that has long been an important part of the economy in North Carolina.Data from the Employment Security Commission of North Carolina (ESC) indicate that employment in the type of fur-niture manufacturing conducted by Hickory Chair accounted for approximately seven percent of manufacturingemployment in the state in 2000.
In recent times, furniture manufacturing has increasingly been sacrificed to furniture importing, so thatHickory Chair's success as described in the article is notable at a time when the industry and manufacturing gener-ally have fared poorly. Based upon employment data available from the ESC, in 1990 there were 69,580 peopleemployed in manufacturing household/institutional furniture in North Carolina. By 1997, the year in which JayReardon became president of Hickory Chair, there were 58,544 people employed in such manufacturing, a decreaseof 11,036, or 15.9 percent in employment. Between 1997 and the first quarter of 2005, employment in manufactur-ing household/institutional furniture saw an additional loss of 15,637 jobs, a decline of 26.7 percent relative toemployment for 1997, and a cumulative reduction since 1990 of 38.3 percent. This loss in employment in furnituremanufacturing has taken place against the backdrop of tremendous losses in manufacturing employment overall,down by 229,616 jobs between 1997 and the first quarter of 2005 in North Carolina, according to ESC data.
19First Issue 2006

tools and materials. We saw well-organ-ized wood, frames, sewing, and upholsterywork areas with squares painted on thefloor indicating what and how much shouldbe there. More extensive study revealedthat the reasons for success lay deeper thanthese first impressions. Success was notrooted in the tools and techniques of leanmanufacturing, as such. When we lookedcloser we saw people laughing, talking toeach other, and teams working on improv-ing their processes. The inanimate objectswe saw at first are what many peopleunderstand "lean" to be. However, thoseinanimate objects are really just the resultof the spirit and drive among employees toimprove how things are done at HickoryChair. So we wondered if they aren't doing"lean," what are they doing? This is whatwe set out to understand and share withother organizations.
The term "lean" was coined todescribe the physical processes researchersobserved at Toyota.1 TPS, a system com-bining philosophy, management, and peo-ple, has been written about extensively,2
but it has not been applied as successfullyat other companies. A large industry ofconsultants has developed to provide theirinterpretation and experience of lean, for afee. We believe that Hickory Chair has cap-tured the spirit of TPS, not simply appliedlean tools.
Hickory Chair's initial attempt atimplementing lean was to hire an outsideconsultant. The consultant did someprocess mapping and told managementwhat improvement steps were needed. Hedid not explain to the production employ-ees what he was doing or how he wasdoing it. When the consultant left, a newly-hired supervisor who had experience withlean manufacturing started working withemployee teams on improvement projectsand training all employees on the basicconcepts behind EDGE. The early resultswere small spot improvements, but theresults grew as more and more employeeswere involved.
Hickory Chair made the critical real-ization that organizational change was
needed and that without this change, "leantools" would not work. Reardon insistedthat managers must first change from a tra-ditional top-down management style andinstead act as leaders, coaches, and sup-porters. Improvement momentum did notincrease until a high degree of employeeinvolvement was achieved. The new out-look required persistence and a willingnessto learn from trial and error, fed by enthusi-asm for improvement. The focus would beon "what we should do" instead of "whatwe can do."
One method for comparing theessence of what Hickory Chair is doingcompared to various "lean manufacturers"is to put what you see and hear through apeople filter. Pour all the activities, reports,and projects through the filter and onlyactions involving people pass through. AtHickory Chair, most of what they do wouldpass through. Actions that involve peopleare what make the difference here.
Originally, EDGE was a programwhere formal teams were chartered by anEDGE steering committee. However, themanagement team came to realize that thisformal structure limited the implementa-tion of new ideas for improvement. As theorganization took ownership of the con-cepts and processes, EDGE became more ofa philosophy of values and how work wasdone, driven by employee concerns than astandard process. Today there is formalchartering of teams when issues and antic-ipated changes extend cross-functionally.Control for changes within departmentsrests with the departments, and such teamsmay consist of just several employeesdirectly involved with the immediate issue.Finally, the least formality exists at the levelof changes in processes at the personallevel, which are dealt with individually inmany cases.
Today, many formal teams actuallyfunction primarily to train the next group ofteam leaders, who in turn enter their workareas to implement the more informalprocesses described here. Reardon notesthat by removing a top-heavy controllingsystem, Hickory Chair is now able to see
20Target Volume 22, Number 1

continual improvement occurring all overthe organization at a rapid pace. Creativitycannot be controlled into existence, andwith the release from control, all the mem-bers of the organization are positioned tocontribute innovation. The key to avoidingchaos, according to Reardon, is that respectmust be present throughout the organiza-tion. Thus, an individual or team that isconsidering a change in a process that mayaffect others will consult those potentiallyaffected as a matter of respect. The employ-ees, as we describe below, have translatedthis respect into consideration of otheremployees as neighbors.
What We Observed: the Role of Leadership
Both the criteria for the Shingo Prizeand Malcolm Baldrige National QualityAward Program Criteria for PerformanceExcellence place heavy emphasis on therole of organizational leadership in initiat-ing and sustaining organizational excel-lence. From this perspective, it was clearthat we needed to explore the role of lead-ership in the transformation at HickoryChair Company. What we found was thatJay Reardon displayed an awe-inspiringdegree of intensity and focus on sustainingand improving his company (and the furni-ture industry), while serving his customersand employees. Our experience withReardon suggests that he is a sensitive,intuitive, and driven individual with a highmoral code. In our interviews, we foundsources of his driven approach to his workand life in his sense of right and wrong, andof responsibility to family, employees, andthe community. He talked about the impor-tance of respecting local mores, a potentialsource of his concern about doing things inways that were both right in a broad senseand correct for his industry, his community,and his company. As will be illustrated byexamples presented later in this article,everyone from senior management toemployees in all functional areas continueto build leadership skills.
Before becoming company president,Reardon was a self described, "sales guy"
and did not know what to do in manufac-turing. As the new president, he did twovery important things: 1) He asked employ-ees for help and 2) he started experiment-ing with different improvement ideas.
Reardon read articles and books aboutwhat other successful companies weredoing to improve, and noticed that many ofthose companies mentioned work based onTPS. He sought out and met Hajime Ohbaand his team at TSSC, Inc. (originally theToyota Supplier Support Center, informa-tion available at www.tssc.com). Ohba isknown and respected worldwide for hisefforts to assist organizations where theleadership is prepared and willing to learnabout TPS and apply TPS principles to theirown situation, a description that readily fitReardon. In Ohba, Reardon found an advi-sor who generously provided help andadvice, enhancing improvement work atHickory Chair.
However, in our study, we found con-sistent evidence that the team at HickoryChair did not simply adopt external meth-ods or wait to be told what to do. Instead,they learned by trying and experimenting.They did not implement TPS, but developedtheir own approach, assisted along the wayby the pointers, experience, and road signsoffered by TPS, as presented by Ohba.
One indicator of this personalization isthat Hickory Chair employees developedEDGE as their method for engagingemployees in continuously making theirwork safer and easier. Orientation materi-als for new employees point out that whenall employees adopt and use EDGE princi-ples (such as being an active participant inidentifying and solving problems in theirwork areas), they continually develop newways for making furniture so customersbenefit by receiving their furniture order,customized to personal preferences, in lesstime. We found that the Hickory Chair busi-ness system brings a clear focus to meetingcustomer needs and desires more quickly,at lower cost by making work safer andeasier for the employees.
EDGE-inspired results are evident inboth the administrative and manufacturingareas. Customer service employees, for
21First Issue 2006

example, identified their problem of notalways having information to answer cus-tomers' questions. The lack of informationmeant that they had to research therequested material and then call the cus-tomer back, which slowed down the cus-tomer's order. To improve this process,customer service employee training wasenhanced, so that these employees nowanswer 94 percent of customers' questionsduring the first call.
Another example of the EDGE processis in the finishing area where the final stainis applied to the wood. Changing from onefinish to another involved cleaning, load-ing, and resetting the finishing equipment.An employee in the area had the idea thatthe finish area should be like a soda foun-tain where the finish, like Coke or Dr.Pepper beverages, were always available atthe touch of a button. The finishing areawas rearranged so that the common finish-es were always available and nochangeover was required. This modifica-tion helped to bring the work in process(WIP) inventory down and allowed moreflexible color options.
The multiple floors of the manufactur-ing plant present challenges to communi-cation and product flow. Furniture framesare assembled on the floor below theupholstery area, and initially there was lim-ited communication between the twodepartments, resulting in hundreds ofwooden frames sent up to upholstery stag-ing and manufacturing areas. The frameswere scattered in large bunches, clutteringthe upholstery area. An EDGE team identi-fied this as a problem to implementingsequencing and created a simple signal torequest the next frame, pulling a string thatturned on a light bulb overhead the uphol-stery station making the request and in thestaging area, indicating that another framewas needed. A material handler looks forthe light, retrieves the next frame, and putsit in a designated area in front of the light-ed upholstery employee's work area. Theemployees emphasized that in this exam-ple, it isn't the light that is important, butthe process that was invented.
The EDGE process is not limited to
employees inside the company. HickoryChair dealers are invited to attend the"Hickory Chair University" at the manufac-turing plant. At the one-day session, thedealers meet the management team andsupervisors, learn about the company phi-losophy, meet the employees, and observehow the furniture is made. Before the fac-tory tour, the tour guide invites the group toparticipate in helping Hickory Chair attainthe national safety record for the furnitureindustry by wearing safety glasses. HickoryChair takes this opportunity to ask the deal-ers directly, "What is your dream of howHickory Chair could double your business?"Responses at the session we attendedincluded providing larger stained finishsamples to better see the stain color, abrochure to explain why veneer is moreecological than solid wood, design andoffer more small occasional tables, andmake a video to show end customers howthe furniture is made to emphasize thecraftsmanship of furniture built in theUnited States. The dealers discussed whatimpressed them after the factory tour. Theymentioned that Hickory Chair was mini-mizing lot sizes to increase volume (differ-ent from competitors), the simplicity oflight signals versus computerized schedul-ing, the courage to give employees thefreedom to make improvements, the factthat quality is enhanced at every work sta-tion rather than at the end of the line, andthe impression that no one in Hickory Chairwould ever say in response to a problem,"That is not my job." The dealers alsoexpressed the idea that what they observedat Hickory Chair would encourage otherfurniture manufacturers not to give up onmanufacturing in the United States. At theend of the day, Reardon summed up thecompany philosophy to the dealers as,"Believe in your heart the potential of youremployees and you will achieve greatthings from your employees."
In the next section, we look at how anorganization can initiate change like whatwe have seen at Hickory Chair. In particular,we examine the extent to which leadershipinvolvement is necessary for organizationaltransformation, and the essential elements
""BBeelliieevvee iinnyyoouurr hheeaarrtttthhee ppootteenn--ttiiaall ooff yyoouurreemmppllooyyeeeessaanndd yyoouuwwiillll aacchhiieevveeggrreeaatt tthhiinnggssffrroomm yyoouurreemmppllooyyeeeess..""JJaayy RReeaarrddoonn
22Target Volume 22, Number 1

of such leadership for substantial sustainabletransformation that yields new levels oforganizational performance.
Learning to Lead More Successfully
Jay Reardon and his team have beenworking at transforming Hickory Chair forseven years. Our observations suggest thatpart of what makes the company standapart from less successful organizationaltransformations, and lean transformationsin particular, is the type and style of leader-ship in the organization. It appears that thecommitment to improvement and disci-plined focus on the customers and employ-ees is more important to success than arethe exact actions or their timing.Leadership needs to maintain and commu-nicate a sustained desire to attain a clearly-defined organizational future. They alsomust intensely focus on the human rela-tionships at the heart of the organization.Although there is no roadmap for successin remaking your organization, there arethings that you can learn to help you leadyour organization more successfully.
Whatever personal attributes Reardonbrings to his role, for example, he wouldnot be effective without leading in a fashionthat is genuine and unique to him and his sit-uation. Reardon's early experiences helpedto form his leadership style. He may alsohave personality elements that provide agood foundation for leading in the way thatwe have observed. Our description of whathas worked for Reardon at Hickory Chairdoes not represent a recipe to be followed,but instead suggests that other leadersfashion their own unique recipe for leader-ship. This leaves room for you, the reader,to shape your own means to lead andimplement improvements. In fact, yourleadership cannot be genuine without yourunique leadership formula.
Caring about people, getting theminvolved, and seeking ways to make theirlives better is another central focus ofReardon's conversations and activities.Reardon often notes that people skills andcommunication skills are extremely impor-tant to the transformation of Hickory Chair,
yet these skills are not adequate to accom-plish the transformation. Instead, they mustbe genuinely applied to get peopleinvolved. This is an area where your back-ground may make a difference in how eas-ily this comes to you, but most people canwork to develop better connections withpeople (in this case, particularly withemployees and customers).
Effective connections with internal andexternal customers are critical. The bestsales people can all tell stories about thelives of their best customers and what isimportant in the lives of those customers.Reardon readily recognizes the importanceof connecting with and meeting the gen-uine needs of customers, but the same per-sonal focus that helps him in the sales rolealso helps with his employees, the internalcustomers. Early in his career, he was aninsurance adjuster. He recounted how atone point a family lost their pickup truck inan accident that also severely injured thedaughter. The father wanted a new truck,but Reardon could see that the daughterwas going to need extensive cosmetic sur-gery and medical care. His supervisor toldhim to settle for the new truck and nominalpersonal injury — a lower personal stan-dard that led Reardon to a career change,and employment at Milliken.
At 27 years of age, Reardon became adriver at the Furniture Market for Mr.Milliken. In this role, he learned a great dealabout how Milliken did business, and alsoadded to his listening skills. He learned tohave confidence in people, and look to themfor knowledge about how to make things bet-ter. He also learned about how some peopleare mavericks, while others are troublemakers. In Reardon's description, the mav-erick does things differently, but withoutpushing too far. By contrast, the troublemaker may undertake similar actions, butfails to observe the limits of organizationaland interpersonal tolerance. Thus, the mav-erick, as portrayed by Reardon, is successfulin promoting change, where the troublemaker is viewed as an organizational pari-ah, which he sees as causing to be ineffec-tive in implementing change. Reardon latermoved into the furniture business and even-
23First Issue 2006

tually became the vice president of sales atHickory Chair. When he was suddenly pro-moted to president, he realized he had agreat deal to learn, so he called people with-in the organization together and listened towhat they had to say. This approach set thetone for what was expected from the man-agement team.
Looking to a broad range of sources forinformation also works well. As he began towork to develop his role with Hickory Chairmanagement, Reardon instituted a readingprogram, finding books and readings thatseemed to carry an important message forthe business, and asking the managementteam to read and discuss the readings. In ret-rospect, not all of the readings pointed in theright direction, but the program served toemphasize a requirement for a sustainedeffort to find new ways to orchestrate theorganization's work, and to underscore mas-tery of new thinking as a focus for the man-agement team and the entire organization.
Reardon readily addresses the impor-tance of changing the style that many man-agers initially utilized in approaching imple-mentation of new ways of doing work atHickory Chair. All managers, includingReardon, participated in 13 weeks of team-building training. He somberly admits thatthis effort was only partially successful.Underscoring the challenge of changinglong-standing approaches, he noted that asmore collaborative practices evolved, thecompany turned over about 70 percent ofthe managers. Among the turnovers atHickory Chair were two vice presidentswho set up battles between workers.Reardon initially tried to work with them,but eventually both of them retired. Thehuman resources director also indicated aninability to make the necessary changes.
Such turnover is sobering, yet it is inkeeping with experiences reported in othersuccessful transformations. While theapproach was different when Toyota andGM formed NUMMI, given that a termina-tion and re-hiring process was utilized, 85percent of the hourly employees from theold GM-Fremont plant were re-hired andalmost none of the salaried employeeswere re-hired.3 The evidence available sug-
gests that the style and personality of themanagers are critical to successful trans-formation.
While we believe that it is possible foranyone to develop greater sensitivity to thosewith whom they are working, a critical pointis that such a change can only occur whenthe individual is genuinely committed tomaking such a change. Some people ini-tially want to do so, and others may be will-ing to be led into non-traditional ways, butwhere managers actively resist suchchanges, termination may be the only prac-tical approach. The central concern is thatwithout leadership expressed through amanagement team displaying genuine con-cern for the employees of an organization,progress will be significantly hampered.
Reardon pointed to the involvement ofemployees as vital to successful organiza-tional improvement. As noted above, theircontributions are only leveraged when theproper management philosophy is present.One index of such presence can be seen inemployee turnover. About four years ago atHickory Chair, turnover was about 13 per-cent. Last year it was seven percent, ofwhich voluntary turnover was about two-three percent. The difference is accountedfor in part by a no-smoking policy thatdrove a number of people away, but this isseen as a safety issue.
We found it exciting to witnessReardon and other managers' connectionto the employees. We saw it when theystopped and talked with employees andjoked with them about getting the visitorsto sell more furniture. Noting that respectcan also be reflected through genuineinterest in employees, wanting to know,"What is their story?" Reardon expresseddisappointment when other corporateleaders seem unable to uncover the valuein their employees. In this context, the les-son with the greatest value is that your suc-cess is not dependent upon some magicingredient from outside, but instead springsfrom recognizing the worth of those alreadyin your employ. Recognizing their value andcommunicating that their input is valuedrests at the very heart of your success, butunless the message is heart-felt, do not
...... tthhee lleessssoonnwwiitthh tthheeggrreeaatteessttvvaalluuee iiss tthhaattyyoouurr ssuucccceessssiiss nnoottddeeppeennddeennttuuppoonn ssoommeemmaaggiicc iinnggrree--ddiieenntt ffrroommoouuttssiiddee,, bbuuttiinnsstteeaaddsspprriinnggss ffrroommrreeccooggnniizziinnggtthhee wwoorrtthh oofftthhoosseeaallrreeaaddyy iinnyyoouurr eemmppllooyy..
24Target Volume 22, Number 1

expect it to take hold. The leader must beable to tell a new story, but the story thatyou tell must include the story of the peopleupon whom your success will depend.
Sustaining the ImprovementMomentum
To sustain improvement, Reardon andother managers needed to create anatmosphere of positive tension to keep aroutine and pace of improvement. Whilethey can describe the performance of theorganization in terms of traditional data,we found that they also described decisionsas being informed by walking the factoryfloor and visiting with customers. Intuitionderived from contact with the work, work-ers, and customers was described as criti-cal in establishing improvement targets,such as new goals for leadtimes.
Reardon noted that intuition (in addi-tion to more routine measures) allowed himto take a more holistic sense of the systeminto account. That holistic perspective mightbe utilized to determine the extent to whichthe system could realistically be expected toimprove some measured value, however.Another attribute ascribed to intuition wassensitivity to current situations; that is, "hav-ing your antennas up all the time" — toaddress individual concerns while looking todo the right things for those affected by thesystem.
Among the right things Reardondescribed is that we should be manufactur-ing in the United States: "We owe it to our-selves to make things here." He hates itwhen someone gives up, such as whenorganizations chase low labor costs. Thereis no end to cheap labor, he said. For exam-ple, furniture manufacturing has movedfrom Michigan to North Carolina, toMississippi, to Mexico, and now to Asia inpursuit of low costs. "Can't we think of abetter way?" he asks. "Can't we stay closeto the market?" He explains that by beingboth close and responsive to customers,manufacturing at home is an opportunity.
The spirit behind attempts at organi-zational change directly affects their levelof sustained success, Reardon believes.
Successful application of TPS concepts, forexample, depends on an underlying spirit.As an example, if you are asking, "Why didI have to do those sit-ups?" after leavingyour personal trainer, you probably did notget the fitness spirit, and only a list ofthings to do.
Likewise, the manager who directsthat lean tools be utilized has missed theessential point. Those who grasp theunderlying philosophy focus on improvingthe working environment of employees.Reardon described the proper emphasis asshop floor well-being, making people feelpart of the environment, not a tool. Heobserved that you can't embrace inanimatewords such as quality, cost, and delivery —the buzzwords of lean. Employees and cus-tomers want a personalized environmentthat meets their needs. Walking throughthe workplace regularly and frequently, anoffsite recognition dinner, and active par-ticipation in EDGE closeout meetings areamong the ways that company leadershipdraws personal connections between whatthe company does and the employees.
Path to Engagement ofEmployees: "Really Caring"
The path to engagement of employeeshas been supported by drawing on internalas well as outside resources. Although themanagement team had prided themselveson an employee focus, they decided torequest a TPS facilitator from TSSC to workwith the employees to enhance ongoingimprovement activities. When the facilita-tor arrived, she introduced herself in arather cursory manner, and proceededdirectly to the plant floor. Although she waspolite, her concern was the floor employeesand their work at the point where value isadded to the product by transformingwood, springs, and fabric or leather intochairs and couches.
Reardon noted that by her actions, thefacilitator showed what, "Employees areour greatest resource" should mean. Helearned that in spite of the managementteam's sense that they had made tremen-dous strides, they needed to learn the
25First Issue 2006

importance of a people focus in order toreally improve their processes and improvecustomer satisfaction.
The TPS facilitator, for example, mod-eled people talk rather than talk aboutthings. Her facilitation helped employeesexamine processes relative to the sevenwastes (overproduction, waiting, trans-portation, the process itself, stock on hand,movement, and defective products)4 char-acteristic of TPS-based approaches andhow she could help them make their workeasier on the floor. For instance, in lookingat a process that added six cushions to acouch that required lifting, she asked whythe people have to lift six pillows ratherthan about how the six pillows are added tothe couch.
The facilitator also encouraged partic-ipation by having the team members pres-ent their work at the end of each project.Each team member was required to sharewhat they had learned with members of themanagement team (not by merely puttingup slides). The facilitator encouraged fulldiscussion, so that each member got creditfor what they learned.
The management team saw throughher actions that the facilitator "really caresabout people. She showed the total focuson people by living the example," Reardonsaid.
Not everyone who hears of such con-cern with the welfare of employees per-ceives it in positive terms. Some executiveshave condescendingly referred to theHickory Chair approach as a "kumbaya"style. Reardon pointed out that caringabout the employees does not mean thatbusiness performance is sacrificed. Withoutbeing financially viable we can't be social-ly responsible, he said, but social responsi-bility is the process measure to achieve thefinancial viability.
Employee Reaction to Changes
We now turn our attention to employ-ee reaction to the changes. Change hasbecome standard at Hickory Chair. Perhapsone of the most visible reminders of con-tinuous change can be found in the transi-
tion of the former expediting room to acontinuous improvement room whereteams could have a quiet place to meet.The conversion was plain for the employ-ees to see as they walked by the room'slarge glass window on their way into theplant each day. There was a clear messagethat the work in the room has gone frompicking up where the system has failed tomaking things so they work correctly.
We interviewed a number of employ-ees at Hickory Chair in completing ourstudy, including both managers and lineemployees. We found that people through-out the organization felt very positivelyabout changes, and were enthused abouttheir personal roles, as well as about theirpersonal assessments about the future forthe company.
We had observed substantialadvances in organizational performanceahead of formally beginning our inter-views. Employees were involved in improv-ing work processes as part of their person-al daily activity in organizing their workareas; work area formal and informalteams working on exposed problems ofstandardized work; and EDGE teams work-ing on cross-functional problems such assequencing; and the company was reapingthe benefits. However, shortly before webegan our formal study, a new TPS facilita-tor helped the leadership at Hickory Chairtake employee involvement to a new level,and our interviews reflect employeeresponses following this intervention. Ourdescription will focus on interviews ofsome of the initial participants on teamsthat are being replicated rapidly throughoutthe organization.
The facilitator worked with theHickory Chair employees to demonstratethe spirit of TPS — all employees are capa-ble and responsible for problem identifica-tion and solving. She first walked the pro-duction floor and then selected a team oftwo men and two women from differentareas of the plant — upstairs and down-stairs (Hickory Chair is in an historic build-ing with multiple floors). While the facilita-tor selected the team members, theirsupervisor, Steve Parkhurst selected a
WWiitthhoouuttbbeeiinngg ffiinnaann--cciiaallllyy vviiaabblleewwee ccaann''tt bbeessoocciiaallllyyrreessppoonnssiibbllee,,hhee ((RReeaarrddoonn))ssaaiidd,, bbuuttssoocciiaallrreessppoonnssiibbiilliittyyiiss tthhee pprroocceessssmmeeaassuurree ttooaacchhiieevvee tthheeffiinnaanncciiaallvviiaabbiilliittyy..
26Target Volume 22, Number 1

quality problem for the team to address. The facilitator trained the team on the
basics of waste identification and problemsolving for one-and-a-half days. Her train-ing material was simple — just a singlesheet of paper with problem solving depict-ed as a funnel with inputs and outputs. Sheencouraged team members to see whatwas actually occurring in work processesand to discuss what they were witnessing.
The reader may want to compare thisapproach to the typical approach with largenotebooks and extended training conduct-ed in a formal classroom as part of manylean training programs. According to theemployees who served on the EDGE teamthat worked with the TSSC facilitator, thefacilitator immersed the team in workaddressing real situations and had thembase their work on personal observations.The focus was not on the impersonal, inan-imate concept of waste, but forms of wastethat created hard and awkward work (suchas work that required lifting or bending) forpeople.
The team worked to solve the qualityproblem on the second day and presentedtheir results on the third day to the seniormanagement team. The presentation hadmany "before" and "after" pictures withexplanations of the improvement on simpleforms and an EDGE newspaper of follow-up items. The facilitator helped employeesset up a problem-solving structure andexpectations of employee roles, and alsomodeled a cadence of weekly problemsolving. In the presentation on the workaccomplished that week, each team mem-ber shared what they learned. The facilita-tor did not allow them to simply put uptheir slide in silence but encouraged themto discuss what they had learned. Wefound that the process modeled by thefacilitator impressed the organizationalleadership as a display of her sincere con-cern for the employees and energized theemployees by engendering a sense of pridein their accomplishments. These themesare further elaborated in describing our dis-cussions with several EDGE team membersto learn more about their experience andreactions to the problem-solving teams.
Tim Causby was one of the four teammembers who initially worked with the TPSfacilitator. He has worked at Hickory Chairfor 23 years. A sense of pride in what hadbeen accomplished was evident as Causbyshowed us the work of his team in resolv-ing the initial quality problem. He said thatwhat he was showing us was the work ofthe team, and that the facilitator encour-aged and let the team have all the credit fortheir work.
The researchers, in examining whathappened with this team, found that thesituation differed significantly from whatwe have observed in some organizationswhere lean consulting groups are engaged.Often it appears in the final reports that theteam is simply the supporting cast as thecredit is claimed by the consultant.
Presentation skills, not often part oflife for line employees, need to be devel-oped in order for the team members toshare their experiences. Causby describedhow the facilitator worked with the team todevelop a presentation to management,and then required that each employeefocus on describing what he or she hadlearned. While he said that this made himanxious, the presentation also helped himrecognize that he could do something to fixproblems, feel pride in his abilities, andmotivate him to do it again.
Previously a team member, Causbynext graduated to leading a team. Hedescribed how he modeled his experiencewith the facilitator by selecting his teammembers and getting another problem towork on from his supervisor. In addressingthis problem, the team developed anapproach that reduced the number ofpieces of wood involved in a part where theupholstery meets the frame of a chair,improving the fit and appearance whilesimplifying production. This problem wellillustrates the cross-functional nature ofthe projects the teams were tackling,involving workers from the wood andupholstery portions of the operations. Fromhis perspective, Causby reported that theEDGE process and new teams were makinga substantial difference in how he saw hiswork, since he was now involved in identi-
27First Issue 2006

fying problems and getting them fixed,instead of just writing problems down forsomeone else to fix and then seeing theproblems ignored and forgotten. He notedthat he would not want to return to previ-ous ways of working. He particularly cred-ited Reardon for bringing change to theorganization, noting that "Jay is a realhuman. He is here even on Saturdays. Hemakes us feel good."
The theme of a nervous start on theteam was echoed when we talked toanother team member, Mike Farley, whowas also a department manager. Farleynoted that he overcame nervousness whenhe saw what the team accomplished.Farley told us that there were plenty ofproblems to keep any number of teamsbusy, if not in his area, then in other areasof the plant.
Another employee emphasized theimportance of the philosophy, noting thatat a previous employer, the approach wasto get the product out, even if there wereproblems. He described how at HickoryChair the EDGE process gave them a way tofix problems now and prevent them in thefuture, instead of fixing them later.
Increasing Buy-in, Looking Outfor Your Neighbors
Danny Milam, who has worked atHickory Chair for 12 years, told us that theEDGE teams' improvements led to increas-ing levels of interest and involvement fromemployees who had not previously sup-ported change. He said the facilitator hadpromoted this new state by showing teammembers how to see waste. Milam report-ed his pleasure as others around him start-ed seeing the waste. He had worked on aproblem that resulted from a specificationchange that was not adequately communi-cated to all the parties who needed torespond to the change. He described shockin learning of this, and pleasure when theteam's proposed solution was accepted.Milam noted that he could see the extent ofthe new philosophy at Hickory, noting thathe did not feel enthusiasm for the problem-solving teams at first but that "seeing what
I could do and that senior management lis-tened" changed his mind. During his firstteam presentation, he said that he wassweating, "but senior managers listened tome and they took notes on what I said." Atthe end of the team's presentation, "Jaygave us the green light."
Milam's sense of what the teams areaccomplishing shows in his assessment ofwhere the company stands. He describedHickory Chair as the "top dog" in furniture,based on an assessment of his previous workexperience and what he has heard fromfriends who work for other furniture manu-facturers. He noted that Hickory Chair ispromising short delivery times and doing it.
Milam echoed a theme that we previ-ously identified in Hickory Chair's imple-mentation of EDGE, when he describedhow continued improvements could bemade if everyone just looked out for theirneighbors. From his perspective, his neigh-bors were the departments before and afterthe area in which he worked, in contrast toa more typical approach the next process inline as a customer and the previousprocess as a supplier.
Paula Lowman has worked at thecompany for 26 years. She said that no oneliked the changes at first. In the upholsteryarea, which had been paid on a piece rate(an incentive for rapidly producing good orbad parts), employees previously had beenable to pick and choose work to maximizetheir money, but that had changed. Shehad not wanted to go to standard hourlypay, and working on items in order. Shedescribed herself as one of the most resist-ant to the change. However, she nowacknowledged that quality suffered underthe old system, and today she is an advo-cate for EDGE. She says that she could notreturn to working under the old philosophy,which she described as supporting a man-agement approach captured in the phrase,"Keep your mouth shut and do your job."Her work with a team gave her a platformto go ahead and say things about her workarea and processes that she had beenthinking earlier.
Lowman told us that as she gainedcomfort with the EDGE process, and saw
28Target Volume 22, Number 1
things improving, she realized that shecould contribute to resolving long-standingproblems. Now she is hearing from otherworkers about problems that they have,and realizing that these issues can beresolved, often by implementing relativelysmall changes (such as moving equipmentor improving standardized work). Like oth-ers who we spoke with, she highlighted thework of teams across areas in the plant,
noting that she now feels like she can lookat how work from other areas impacts herwork, and she can also participate in tryingto address how work done in her areaimpacts others. She said that she has cometo appreciate how a small issue in one areacan result in large problems elsewhere,expressing the theme we heard earlierabout employees needing to take care oftheir neighbors.
Financial, Other Performance Improvements• Sales are increasing by double digits• Profits are strong without any price increases in four years• Inventories are one-half of what they used to be• Inventory turns rose significantly• Quality performance improved.
Jeff Anderson, the vice president of operations at Hickory Chair, said the indicators used to measure their businesssuccess are "safety, quality, customer service, and continuous improvement:"
• Safety• Over seven million safe man hours, which is the industry record• Large decrease in the number of recordables (the number of times someone goes to the doctor)
• Quality• Significant decrease in returns and allowances as a percentage of sales
• Service• Parts bins 96 percent available• Fabric and leather 96 percent available• Upholstery cycle time of 14-21 days 96 percent of the time• Wood products delivery in two weeks or less 96 percent of the time
• Continuous Improvement• Setup reduction• Sequencing• Employee training.
The parent company, Furniture Brand, looks at revenue, cash flow, and return on investment across its different companies. Jeff Anderson points out that Hickory Chair's excellent financial performance is the result ofachieving safety, quality, service, and continuous improvement goals.
He emphasized that Hickory Chair's business success is not from one area, but a combination of many efforts.He said, "The customer wants design, service, quality, and value. Hickory Chair is responding to what the customerswant."
• Design — with new products made quickly with customization. With small batches so customer changes can bereflected in weeks rather than months.
• Service — continuously improving• Quality — better than ever• Value — no price increases in four years while at the same time design, service, and quality have improved.
"There will always be a place for furniture manufacturers in the United States that make customized products," saidAnderson. "Some offshore furniture manufacturers have lower prices but not the quality and customization ability."
29First Issue 2006

Lowman described improvements thathad been made as making for a morepleasant and better organized workplace.For example, in the past, upholstery mate-rial was spread out and poorly organized.She said that now material is organizedand grouped "like a family."
In addressing how she became anardent supporter of the change efforts atHickory Chair, Lowman attributed the shiftto the effects of seeing positive changes,feeling appreciated, and seeing persistencein making things better. She contrastedsuch persistence with the past, whenimprovements would start and then fizzleout. Today, she believes that the companyis headed in the right direction, and thatshe can see this change through betterorganizational communication. She told usthat she feels that senior management con-sistently treats people with respect, andshares information, including financialinformation, both the good news and thebad news.
Like another employee interviewed inthe upholstery area, Lowman expressedthe wish that the people part of the changeshad come earlier. From her perspective,leaders can motivate employees to join inchange efforts by getting to know the peo-ple who work for the company, getting toknow the product, and then showing theworkers that they are willing to help makethings better for all employees and cus-tomers.
Accepting — and Questioning —Change
Clearly, things at Hickory Chair arechanging, but one manager was very con-cerned that we recognize that things arenot perfect. In her words, "We've still gotugly babies." She added that there is "not asingle day that goes by that we don'tchange something."
Dramatic change has been difficult forvarious people within the organization. Forsome managers, change from traditionalways does not work well with their person-ality or mental models of how work shouldbe managed. In some cases a manager's
inability to make the transition may requirethat they be moved out of the organization;in other cases the disconnect is not thatextreme. In cases where there is enoughmovement toward accepting change, andthe value that they contribute to the organ-ization is great enough, disagreement mayremain largely out of sight (although someindividuals were willing to share theirangst with outsiders). One manager weinterviewed was not as optimistic as werethe employees reported above, but he didacknowledge that Hickory Chair might nothave remained in business without theEDGE-related changes.
Another indicator of the company'stransition is in retrospective views of peo-ple who shifted their perspective. Many ofthe supervisors at Hickory Chair will nowtell you that they can not imagine manag-ing in another system. They have seen howmuch easier supervision is now, and wouldnot like to return to the old ways of doingthings. In our conversations with man-agers, we found that many of them wereclearly imbued with this new spirit — evi-dence that the company's continuingimprovement progress has gained broaderacceptance.
As the transformation has progressed,the perspective on the need for externalresources has changed. Initially, HickoryChair relied on a number of "experts" hiredfrom outside the firm. In some cases, theseexperts were recruited from firms where thetransformation has proven far less durablethan have the efforts at Hickory Chair. Whilethese outsiders may have spurred move-ment in new directions, they brought withthem a top-down approach to transforma-tion. From the perspective of hindsight,Reardon can see the value that some ofthese outsiders brought to the early efforts,but he now recognizes the need to lookinternally to identify rising stars and startgrooming them toward leadership.
Once again, this dawning realizationserves to highlight that while help fromoutside may be useful, the ultimate chal-lenge is to create a system that nurturesnascent talent within the organization andfashions a path that is unique to your
30Target Volume 22, Number 1
organization. There is the temptation tolook toward apparent successes in otherorganizations. Yet leadership needs toquestion whether "outsiders'" contribu-tions will be useful for their own organiza-tion and can withstand the test of time.Even if such examples are found, theirleaders may not be well positioned to nur-ture the embryonic community of internalleadership that would be best positioned tofashion your unique path.
Pride, and Believing inEmployees
While the methods of leadership mayappear soft, and indeed, they rely on softskills, the results are anything but soft.The changes at Hickory Chair have hadprofound impact on the business. Lastyear they did $62 million in business, andReardon projects $70 million in the com-ing year. His question is, "When willHickory Chair reach the goal of $100 mil-
lion in revenue?"Other "hard" impacts were readily vis-
ible in our visits. For example, as weentered the factory, we passed through thestorage area for raw lumber. A number ofbundles of raw wood awaited processing. Itwas noted that they currently averageabout $150,000 in raw wood inventory,which is down from about $3 million in thepast. Improvements such as greater effi-ciency, faster cycle times, reduced WIP, andsmoother process flow, coupled with vigor-ous pride in accomplishment and the desireto keep making things better, was clearlyevident everywhere that we looked.
Overall, a central theme is that of driv-ing change by listening to people and help-ing them to figure out how to changethings. In some ways, Jay Reardon is verymuch an orchestrator of a context in whichothers can engage in changing the system.Such organization-wide leadership emer-gence represents the only sustainableapproach to fomenting continuous
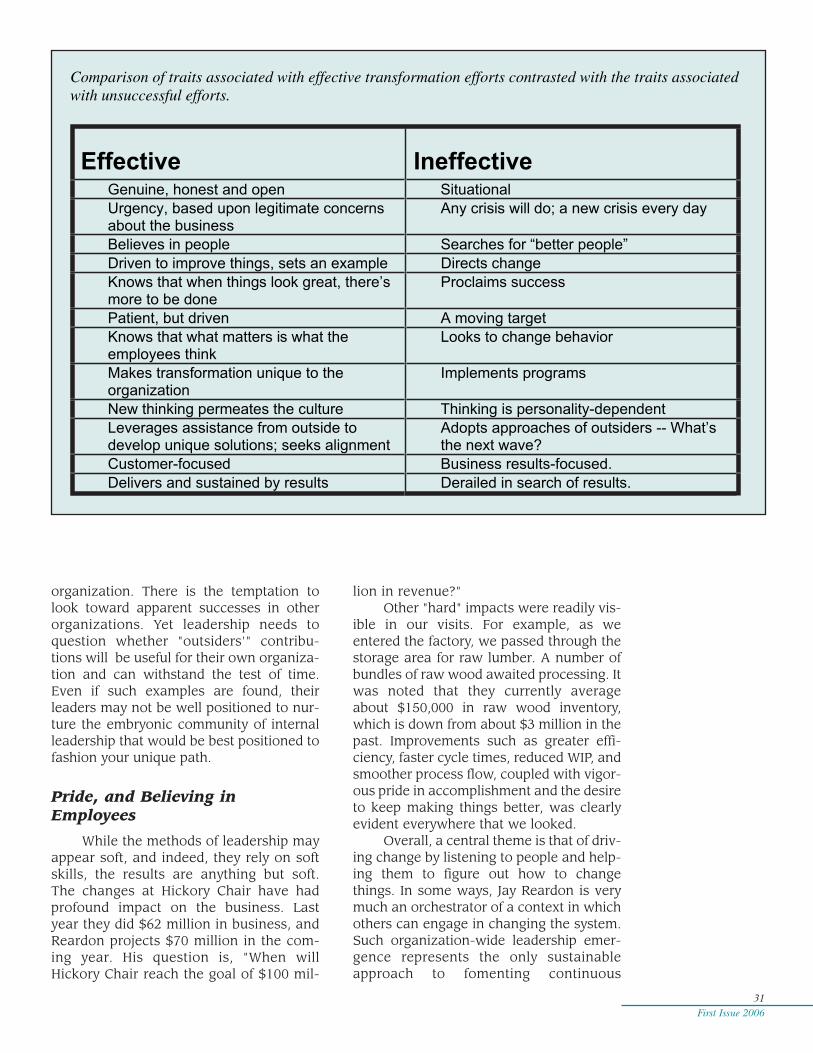
Comparison of traits associated with effective transformation efforts contrasted with the traits associated with unsuccessful efforts.
Effective IneffectiveGenuine, honest and open SituationalUrgency, based upon legitimate concernsabout the business
Any crisis will do; a new crisis every day
Believes in people Searches for “better people”Driven to improve things, sets an example Directs changeKnows that when things look great, there’s more to be done
Proclaims success
Patient, but driven A moving target Knows that what matters is what the employees think
Looks to change behavior
Makes transformation unique to the organization
Implements programs
New thinking permeates the culture Thinking is personality-dependentLeverages assistance from outside to develop unique solutions; seeks alignment
Adopts approaches of outsiders -- What’sthe next wave?
Customer-focused Business results-focused.Delivers and sustained by results Derailed in search of results.
31First Issue 2006

improvement for your organization.For some people the role of the
orchestrator may be more challenging thanfor others, but we have come to believethat most people, if driven by a genuinedesire to change their own thinking andbehavior, can make the changes necessaryto lead successful organizational change.
Tapping the Intellectual Capitalof Employees
The feel of the Hickory Chair plant isdifferent from many others where attentionis drawn to the physical accomplishmentslike kanban cards and work cells. AtHickory Chair, our attention is drawn to thechanges in people. The average tenure ofemployees is 10.5 years, so the majority ofemployees responsible for the transforma-tion today are the same employees whoworked in traditional ways. What haschanged is the addition of a system thatallows and encourages and respects thecreativity of the employees. Hickory Chair'stransformation is based on using the intel-lectual capital of their existing workforce.
Reardon expressed great concern thatwe should not over-state the role of hisleadership in Hickory Chair's transforma-tion, emphasizing that it is about theemployees. He cautioned that charismaticleadership can be superficial (leaders eithertaking on the traits of a benevolent dictatoror becoming a patronizing leader, express-ing the belief that employees should be"involved," but only as long as the decisionmaking stays with the managers). In some"lean" organizations, the departure of acharismatic leader reveals how all direc-tives had been coming from the leader andthe improvement responsibility had neverbeen transferred to the employees.
Sometimes visitors to Hickory Chairremark about the company's successfultransformation to a collaborative, employ-ee-focused organization, adding that, "Wecan't get our people to do that." If they goback to their companies and discuss onlythe lean tools they had observed at HickoryChair, they have overlooked and discount-ed the capability of their own people.
Hickory Chair employees told us howthey felt about their role in the transforma-tion. Their comments reflect the spirit ofthe company — a key to its success:• Pride in their abilities, "seeing what I
could do."• Feeling that their ideas were important
and appreciated. EDGE has given employees the opportunity to say what they had been thinking.
• Management needed and respected theemployees. Management listened, took notes, walked the floor to see in person,and treated employees with respect.
• Optimism for the future of the company.• Employees don't want to revert to the
old way which was, "get the product out" and "keep your mouth shut and doyour job."
A key accomplishment of HickoryChair is capturing and developing the intel-lectual capital of the employees by devel-oping a culture of respecting employeesand giving them responsibility for identify-ing and solving their own work problemsindividually and in a team-based environ-ment. The degree of employee responsibil-ity and accomplishments, as well as theirfeeling of being respected by managementand optimism for the future, make HickoryChair employees shine. EDGE, as oneemployee said, "gave me the opportunity tosay what I had been thinking … and to dosomething about it." That spirit is hard tosee but easy to feel.
Hickory Chair boosted employeeresponsibility by making all employeessalaried and providing them with crosstraining. Furniture manufacturing is one ofthe last industries to make the change to asalaried workforce. Jay Reardon noted thatwhen Hickory Chair went to salaried payinstead of incentive pay, they learned that"incentive rates were cancerous to quality."Piece rates were a barrier to enlargingemployees' responsibilities to improvetheir work conditions and processes. Asalaried work force can accept more flexi-ble work assignments, Reardon said.
The company chose to build upon thenew-found flexibility by making sure that allemployees were cross-trained to do multiple
MMaannaaggeemmeennttnneeeeddeedd aannddrreessppeecctteedd tthheeeemmppllooyyeeeess..MMaannaaggeemmeennttlliisstteenneedd,,ttooookk nnootteess,,wwaallkkeedd tthheefflloooorr ttoo sseeeeiinn ppeerrssoonn,,aanndd ttrreeaatteeddeemmppllooyyeeeesswwiitthh rreessppeecctt..
32Target Volume 22, Number 1

tasks in the completion of a particular com-ponent. In order to cross train, they devel-oped visual and written standards for every-thing they make. The standards make varia-tions and unusual conditions more visible sothat employees can readily identify trouble-some conditions and bring it to the attentionof their supervisor or to their own EDGEteam for improvement.
What has prevented most businessesfrom using the potential of their employ-ees? What we learned from the example ofHickory Chair is that the senior manager'sjob is not problem solving but teaching,enabling, and encouraging employees toidentify and solve their own problems.5 Bybetter leveraging the problem-solvingcapability of their employees, the companycan begin to address problems throughoutthe organization. The potential of this mul-tiplier effect, conservatively 12 problemsidentified and solved per employee per yearinitially, is huge. The improvement rateaccelerates over time as each employeebecomes more skilled at identifying andsolving problems.
Conclusion
Hickory Chair Company is transform-ing the way it does business. They havemade many successful financial and strate-gic decisions, but their ongoing success hasbeen enabled by something much less tan-gible. The leadership has inspired theemployees to believe in the future of thecompany and in their personal ability tocontribute to that future. Hickory Chair hasbuilt a foundation of people whose idealsand values contribute to success in manu-facturing furniture in the United States.These attributes are then directed towardpositive change through universal involve-ment in an internally-developed processfor problem identification and solving. Butin spite of early success, everyone we metat the company recognized that success inthe future depends on their workingtogether to build upon and grow the foun-dation that they have established.
Jay Reardon, his staff, and employeeshave been aided in developing EDGE by
their experience with TPS. They followedits spirit as they designed processes thatwere useful in making furniture. Jeff Likerwrites in his book, The Toyota Way, aboutthe spirit of TPS, "The more I have studiedTPS and the Toyota Way, the more I under-stand that it is a system designed to providethe tools for people to continually improvetheir work. The Toyota Way means moredependence on people, not less. It is a cul-ture even more than a set of efficiency andimprovement techniques. You dependupon the workers to reduce inventory,identify hidden problems, and fix them. Theworkers have a sense of urgency, purpose,and teamwork …"6 This descriptionapplies to Hickory Chair and EDGE.
Much of the literature on how toimplement lean manufacturing discussestools and their application. The organiza-tions most successful at transformationhave designed tools that fit their specificneeds and have not force-fit lean tools toall situations. The development, dissemi-nation, and standardization of lean toolsmay be the visible portion of a lean trans-formation, but they are dependent on themore invisible foundation of establishing aculture among the organization's people tosupport new ways of thinking. We believefrom our observations that this is HickoryChair's unique accomplishment. They havedeveloped a foundation of a people-basedculture — respect, responsibility for prob-lem identification and solving, and totalintegration into the methods of improve-ment. Without this foundation, initial gainsfrom the application of tools will be tempo-rary. Tools alone might provide brief symp-tomatic relief, but without new thinkingbased in a supportive culture, the tools donot support continuous improvement, andtheir use is not sustained. Ultimately, theuse of lean tools without leadership-spurred cultural transformation appearsdoomed to fail.
Employees are Hickory Chair's "secretweapon." This is also the secret weaponthat every business already has, anddeployment does not require a search foreither capital or new employees. What isrequired is the persistent, energetic, and
BBuutt iinn ssppiitteeooff eeaarrllyy ssuucc--
cceessss,, eevveerryy--oonnee wwee mmeettaatt tthhee ccoomm--ppaannyy rreeccoogg--
nniizzeedd tthhaattssuucccceessss iinntthhee ffuuttuurree
ddeeppeennddss oonntthheeiirr wwoorrkk--
iinngg ttooggeetthheerrttoo bbuuiilldd
uuppoonn aannddggrrooww tthhee
ffoouunnddaattiioonntthhaatt tthheeyy
hhaavvee eessttaabb--lliisshheedd..
33First Issue 2006

disciplined pursuit of a new way of thinkinggrounded in ideals, values, a vision of thefuture, and good storytelling ability tounlock and use the skills of your existingemployees.
"You've got to have faith in people. Thecreativity of our employees has been thereall along," said Jay Reardon. "As we gainedmomentum with our improvement projectsand recognized our employees' early suc-cesses, more of our employees have becomeinvolved and developed great ideas for evenmore improvements. Hundreds of littlethings are better than one home run. We seethis as a continuing journey. As you achieveeach new threshold, it gives you perspectiveabout new opportunities."
Deborah Porto is the director, applied research,Industrial Extension Service, North CarolinaState University in Waynesville, NC; she can bereached by email at [email protected].
Michael Smith, PhD is an assistant professor ofmanagement and international business atWestern Carolina University in Cullowhee, NC;email at [email protected].
Footnotes1. Womack, James P., Daniel T. Jones, and Daniel
Roos, The Machine that Changed the World,
Rawson Associates, New York, 1990.
2. Exemplars include: Dennis, Pascal, Lean Production Simplified, Productivity Press, New York,
2002; and Spear, Steven and H. Kent Bowen,
"Decoding the DNA of the Toyota Production
System," Harvard Business Review, September-
October 1999.
3. Alder, Paul S., "Time-and-Motion Regained,"
Harvard Business Review, January-February 1993,
pp. 97-108.
4. Ohno, Taiichi, Toyota Production System Beyond Large Scale Production, Productivity, Inc., Portland,
OR, 1988.
5. Spear, Steven J., "Learning to Lead at Toyota,"
Harvard Business Review, May 2004, Vol. 82, Issue
5, pp. 78-86.
6. Liker, Jeffrey, The Toyota Way: 14 Management Principles From The World's Greatest Manufacturer,McGraw Hill, New York, 2004.
© 2006 AME® For information on reprints, contact: AMEAssociation for Manufacturing Excellencewww.ame.org
34Target Volume 22, Number 1