hellevang energy efficient grain drying - for your · pdf fileenergy efficient drying. it is...
TRANSCRIPT

Energy Efficient
Corn Drying
Kenneth Hellevang, Ph.D., P.E.
Professor & Extension Engineer

“Estimated” Corn Field Drying
EMC
(%)
PET
(in)
Est. Drying (%pt)
Month Week
Sep 15 4.0-5.0 18 4.5
Oct 16 2.8-3.5 11-12 2.5
Nov 19 0.8-1.2 4-5 1
Dec 20 0.5-0.8 2 0.5
Jan 21 0.5-0.8 2 0.5
Feb 21 0.5-0.9 3 0.8
Mar 19 1.3-1.6 5 1
Apr 16 3.2-4.5 16 4
May 14 6.5-8.5 30 7
NDAWN, Weather, Total PET, Estimate:1-inch = 4% drying
EMC-equilibrium moisture content, GDD-growing degree days
PET=Potential Evapotranspiration

Natural Air Drying
Natural air drying, if properly designed and managed, is the most energy efficient drying. It is not efficient or effective on very wet grain or at November-March temperatures.

Natural Air and Low
Temperature Corn Drying
21% Initial Corn Moisture Content, Average ND Climatic Conditions
NA/LT corn drying works well until outdoor temperatures approach freezing, then becomes inefficient.
Drying Time (Days)
Month & added heat Temp.
(°F) RH EMC
1.0
cfm/bu
1.25
cfm/bu
Oct. +3°F (fan) 50 58% 13.5% 42 34
Oct. 15 – Nov +3°F (fan) 37 66% 15.8% 65 52
Nov. +3°F (fan) 30 64% 16.0% 70 56
Nov. +3°F (fan)+2°F 32 58% 14.6% 65 52
Nov. +10°F 37 48% 12.5% 51 41

Natural Air & Low Temperature
Corn Drying
Spring Drying
Drying Time (Days)
Month &
added heat
Ave. Temp
(ºF)
RH
Corn
EMC
1.0 cfm/bu
1.25 cfm/bu
Apr 42 65% 15.3% 51 41
+5ºF 47 54% 13.3% 46 37
May 56 60% 13.5% 43 34
Natural air drying is very efficient in the spring. Start fans when outdoor temperatures average about 40°F.

Fan Type Comparison
Corn: 21 ft. diameter, 20 ft. deep, 10 hp fan
Fan cfm
Airflow Rate
(cfm/bu)
Static Pressure
(in. wg)
AF 24” (Axial Flow) 5,907 1.07 4.42
ILC
(In-line Centrifugal) 5,458 0.98 3.95
LSC (Low-speed Centrifugal, 1750 rpm)
7,826 1.41 6.67
HSC (High-speed Centrifugal, 3500 rpm)
5,501 0.99 3.99
Typically the low speed centrifugal fan moves the most airflow per horsepower through corn, so is the most efficient.

Fan Power Required
Corn Depth (ft)
Airflow Rate
16 18 20 22 24
(cfm/bu) ----- hp per 1,000 bu -----
1.0 0.6 0.8 1.1 1.3 1.7
1.25 1.1 1.4 1.8 2.3 2.9
1.5 1.7 2.2 2.9 3.6 4.5
Horsepower calculated based on a 42 ft diameter bin
42 ft diameter bin, corn 36 ft deep, 1.0 cfm/bu
Fan = 180 hp, static pressure = 17-inches wg.
Energy efficiency maximum depth about 22 ft. and airflow rate about 1.0 cfm/bu.
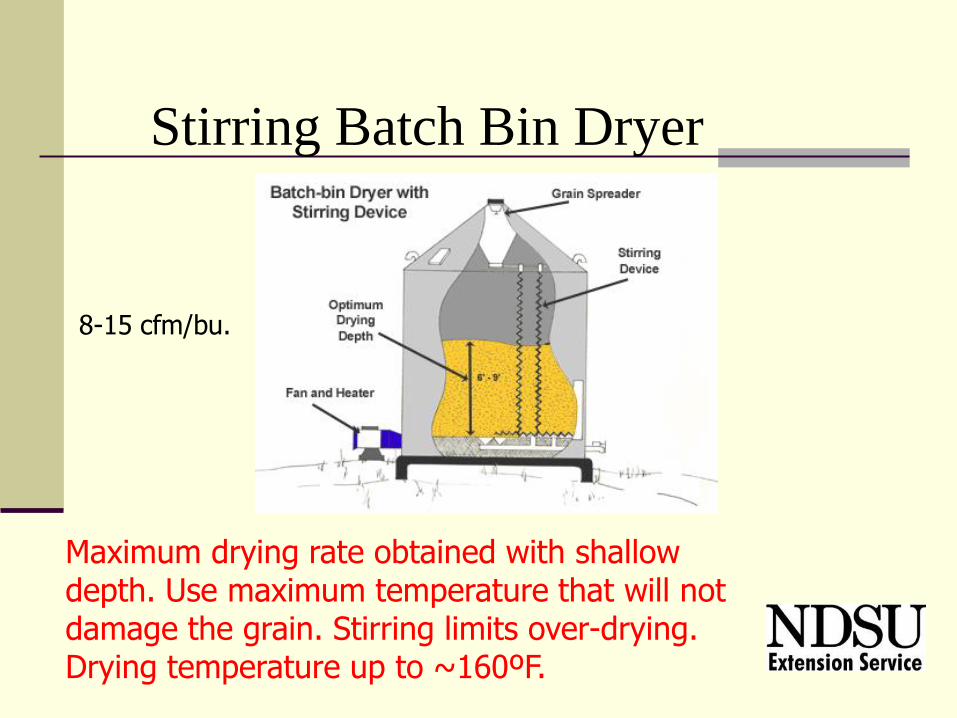
Stirring Batch Bin Dryer
Maximum drying rate obtained with shallow depth. Use maximum temperature that will not damage the grain. Stirring limits over-drying. Drying temperature up to ~160ºF.
8-15 cfm/bu.

Continuous Flow Bin Dryer
Again use maximum air temperature and limit grain depth to maximize dryer capacity and efficiency. Cooling is done in a separate bin.
Maximum drying rate with about 6-8 ft. corn depth
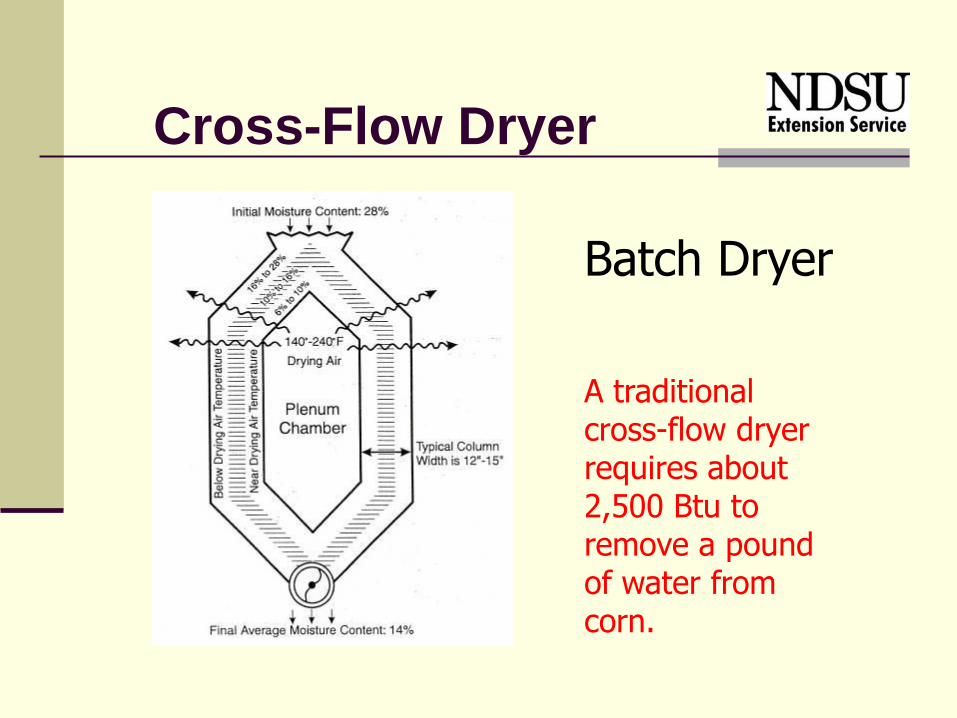
Cross-Flow Dryer
A traditional cross-flow dryer requires about 2,500 Btu to remove a pound of water from corn.
Batch Dryer

Energy requirements of a conventional cross-flow dryer
as a function of drying air temperature and airflow rate. (University of Nebraska)
Energy required to remove a pound of water is reduced at higher plenum temperatures and lower airflow rates. Use the maximum temperature that will not damage the grain.

Heat and Cool Batch
•Inside wall hotter.
(Loss of grain quality
and efficiency)
Energy Efficiency about 2,500 Btu/lb. of water
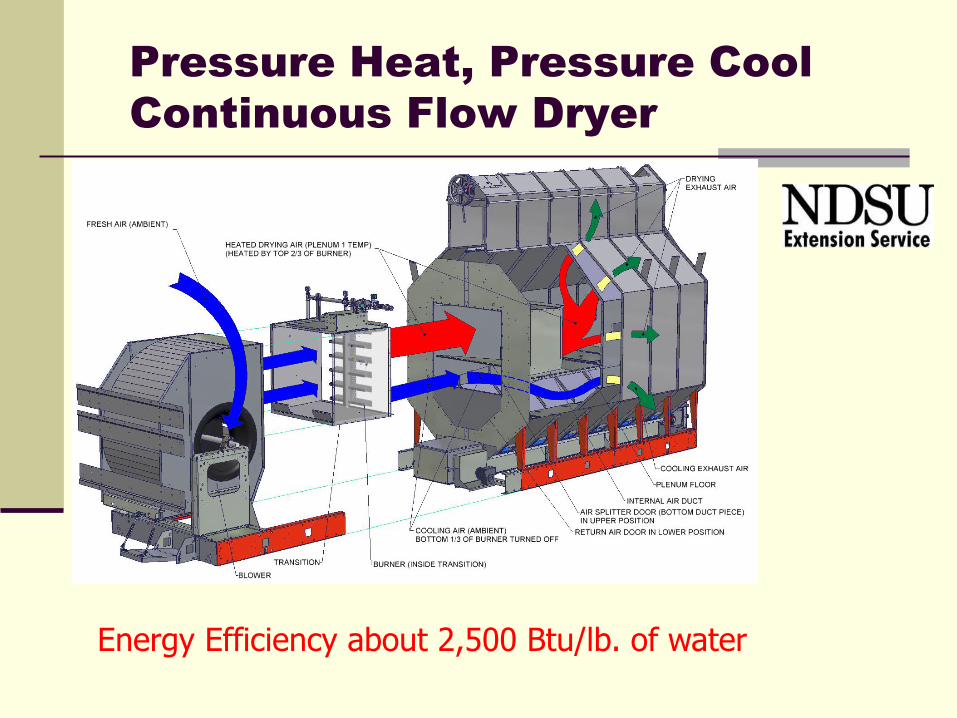
Pressure Heat, Pressure Cool
Continuous Flow Dryer
Energy Efficiency about 2,500 Btu/lb. of water

Full Heat Continuous Flow
• Best capacity, bu./hr., for dryer size and cost
• Heat in grain drives out moisture in the bin
•In-bin cooling - Needs full floor aeration and
moisture management
• Better efficiency and quality than pressure cool

Two Heat Continuous Flow
• Slightly better quality than single zone
• Efficiency loss in lower plenum
• Same dryers can also do pressure cool
• FH needs aeration and moisture management

Pressure Heat, Suction Cool
• Cooling air is recycled to fan inlet
• Capacity loss to full heat
• Efficiency gain over full heat

Vacuum Cooling
Vacuum cooling increases drying energy efficiency by 20% to 30%.

Pressure Heat, Suction Cool
with Heat Reclaim
• Lower heat zone recycled
• Best efficiency

Fuel Cost
Cost per bu. $1.85 gal. Propane, $.10/kWh
5% Pt. Removal
Pressure Heat
Pressure Cool 16.0
Full Heat 13.1
Pressure Heat
Vacuum Cool 12.5
Pressure Heat
Vacuum Cool
Heat Reclaim 9.0

Staged Temperature
Grain Turner or Inverter
Dryer Improvements
Using a higher plenum temperature on the wettest grain reduces energy consumption. A grain turner or inverter reduces over-drying, moisture variation and excessive kernel temperatures.

Differential Grain Speed Dryer
Increasing the grain flow rate near the plenum reduces excessive grain temperatures and creates a more uniform grain moisture content coming from the dryer.

Moisture Equalizers
Moves inside wall faster
Less variation of moisture across column
Better test weight (1 to 4 lbs./bu.)
Able to dry at 10 to 20 deg F higher temps
with same grain quality
(10 deg = 4% energy savings and 8% capacity
increase)

Mixed Flow Dryer
A mixed flow dryer uses a lower airflow rate per bushel than a cross-flow dryer which increases energy efficiency. The moving grain design minimizes exposure to the hot plenum air which reduces the potential for grain damage. Airflow Rate=40-45 cfm/bu.

Drying Cost Increases at
Colder Temperatures High Temperature Drying
@ $1.10/gal propane 2.4¢/bu-pt.
21% to 15.5% 2,500 Btu/lb of water
Outside
Temp.
%
Increase
Cost
¢/bu
40 --- 13.2
20 114 15.0
0 129 17.0
-20 142 18.7
With Air Recirculating 2,000 Btu/lbw 1.9¢/bu-pt. @ 40 F 10.5¢/bu
Dry when it is warmer if possible, since it takes more energy to dry at colder temperatures.

Heat of Vaporization
Drying Cereal Grains – Brooker, Bakker-Arkema, Hall
Water Heat of Vaporization = 1,070 Btu/lb @ 40°F
Minimum energy to evaporate water from corn is about 1,200 Btu per pound. Realistic dryer minimum is probably about 1,500 Btu.

Dryeration
•Dump hot, temper without airflow 4-6 hrs, cool •Extensive condensation - must move corn to another bin •Moisture reduction: 0.25%/10°F cooled, ≈2.5% •Increases dryer capacity 50%-70%, •Reduces energy by about 15%-30%
Dryeration reduces energy consumption by about 25%, but it is imperative to move the corn to another bin for storage to prevent storage problems.

In-Storage Cooling
•Immediately cool, Airflow rate 12 cfm/bu-hr of fill rate •About 1-1.5 percentage point moisture reduction (0.1 – 0.15 / 10ºF) •Reduce condensation if below 50ºF by partial cooling in the dryer – typically to about 90°F
In-storage cooling requires rapid cooling and cooler initial grain temperature to limit condensation. Slow cooling saves more energy, but storage problems typically occur near the bin wall.

Grain Dryer Energy Audit
Existing energy use
Expected new system energy use
Energy savings
Simple payback

Existing Energy Usage
Bushels of corn dried : 239,592 bu. dry bushels Average initial moisture content: 23.69% Average final moisture content: 14.72%
Water removed from the corn per bushel: 6.52 lb. Corn weight: 62.01 lbs. at 23.69% moisture 55.49 lbs. at 14.72% moisture content
This is not a normal percentage or shrink calculation!!

Energy per Pound of Water
Corn dried = 239,592 dry bushels
Fuel Used = 45,916 gallons of propane
Propane per bushel = 0.1916 gal.
Propane 91,600 BTU/gal.
Energy per bushel = 17,554 Btu
Water removed per bushel = 6.52 lb.
Energy per pound of water removed
17,554 Btu / 6.52 lb. = 2,692 Btu/lb. water

New Dryer Estimated Energy Usage
For More Information
Search for: NDSU Grain Drying & Storage