heat exchange_qa_final
TRANSCRIPT

1 | P a g e
1 | P a g e
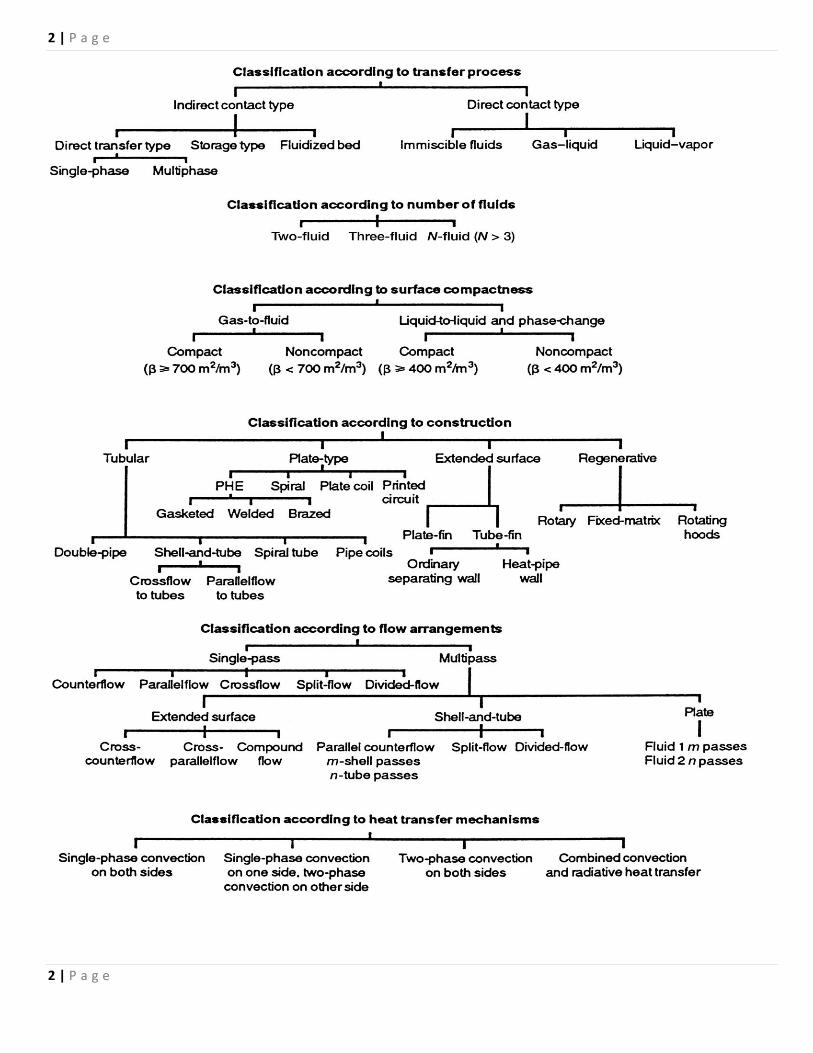
Chapter-1, Heat processing Equipment 1#Q. What is heat exchange? Classification of heat exchange. Dr-Q A heat exchanger is a device that is used to transfer thermal energy (enthalpy) between two or more fluids, between a solid surface and a fluid, or between solid particulates and a fluid, at different temperatures and in thermal contact. In heat exchangers, there are usually no external heat and work interactions. USEs
Typical applications involve heating or cooling of a fluid stream of concern and evaporation or condensation of single- or multi component fluid streams.
In other applications, the objective may be to recover or reject heat, or sterilize, pasteurize, fractionate, distill, concentrate, crystallize, or control a process fluid.
In a few heat exchangers, the fluids exchanging heat are in direct contact.
In most heat exchangers, heat transfer between fluids takes place through a separating wall or into and out of a wall in a transient manner.
In many heat exchangers, the fluids are separated by a heat transfer surface, and ideally they do not mix or leaks
2 | P a g e
2 | P a g e
3 | P a g e
3 | P a g e
4 | P a g e
4 | P a g e
5 | P a g e
5 | P a g e
2Q#. Define sterilization. Write down the pharmaceutical importance of sterilization. Sterilization is defined as the process where all the living microorganisms, including bacterial spores are killed. Sterilization can be achieved by physical, chemical and physiochemical means. Chemicals used as sterilizing agents are called chemisterilants. Pharmaceutical importance of sterilization:-
1) Moist heat sterilization is the most efficient biological agent. In the pharmaceutical industry it is used for: surgical dressings, surgical and diagnostic equipment, containers, closures, aqueous injection, ophthalmic preparations and irrigation fluids etc.
2) Dry heat sterilization can only be used for thermo stable, moisture sensitive or moisture impermeable pharmaceutical and medicinal. These include products like; dry powered drugs suspensions of drug in non aqueous solvents, oils fats waxes, soft hard paraffin silicone, oily injections, implants, ophthalmic ointments and ointment bases etc.
a. Gaseous sterilization is used for sterilizing thermo labile substances like; hormones, proteins, various heat sensitive drugs etc.
b. U.V. light is perhaps the most lethal component in ordinary sunlight used in sanitation of garments or utensils. c. Grammy - rays from Cobalt 60 are used to sterilize antibiotic, hormones, sutures, plastics and catheters etc. d. Filtration sterilizations are used in the treatment of heat sensitive, injections and ophthalmic solutions, biological
products, air and other gases for supply to aseptic areas. They are also used in industry as part of the venting systems on fomenters, centrifuges, autoclaves and freeze driers. Membrane filters are used for sterility testing. Q#3. Variable that affect sterilization includes: 1. The dryness of devices to be processed 2. The temperature and humidity of the processing area 3. Whether or not the devices were properly prepared and loaded into the system 4. Whether or not the sterilizing agent is properly delivered in to the system 5. The sterilizer’s conditions and maintenance protocol. 6. Whether or not the correct sterilization method and cycle were used. Q#4. Deferent sterilization between Pasturalization
Sterilization Pasteurization
Sterilization (or sterilization) is a term referring to any process that eliminates (removes) or kills all forms of life; including transmissible agents (such as fungi, bacteria, viruses, spore forms, etc.) Present on a surface, contained in a fluid, in medication, or in a compound such as biological culture media. Sterilization can be achieved by applying heat, chemicals, irradiation, high pressure, and filtration or combinations thereof. Sterilization is difficult to achieve and in the case of making food safe is more accurately described as pasteurization.
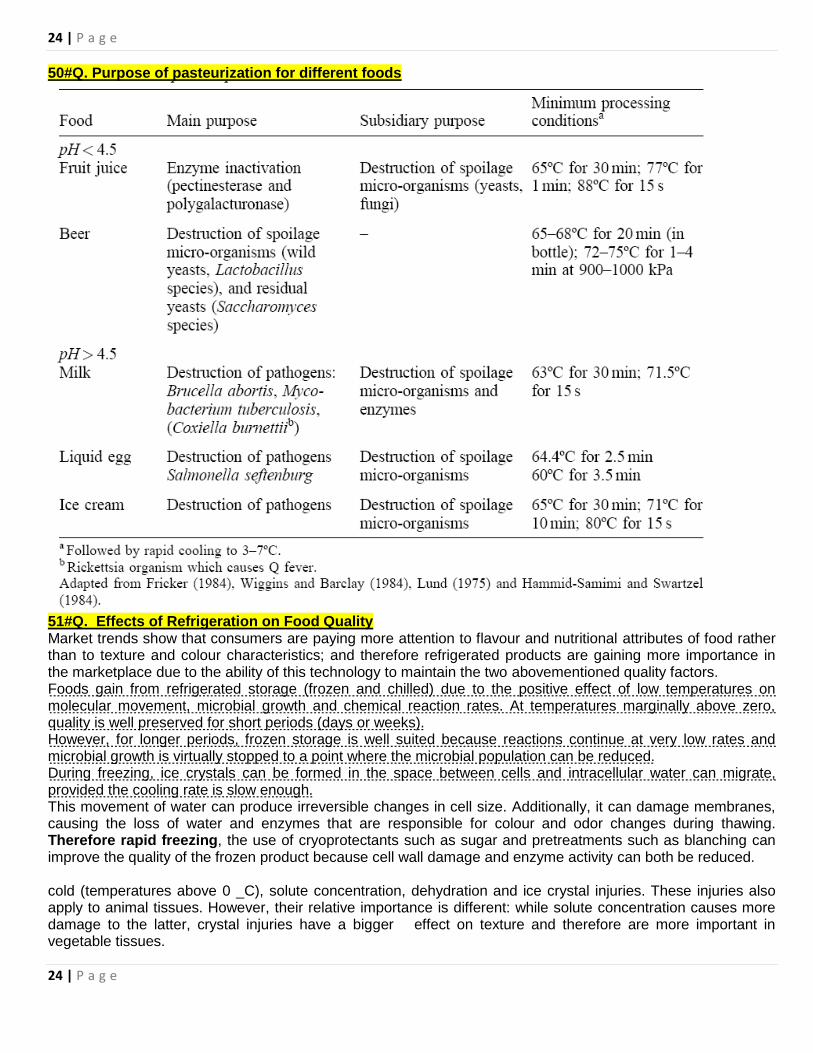
Pasteurization is a relatively mild heat treatment, in which food is heated to below 100ºC. In low acid foods (pH>4.5, for example milk) it is used to minimize possible health hazards from pathogenic micro-organisms and to extend the shelf life of foods for several days. In acidic foods (pH <4.5, for example bottled fruit) it is used to extend the shelf life for several months by destruction of spoilage micro-organisms (yeasts or moulds) and/or enzyme inactivation
6 | P a g e
6 | P a g e
Q#5. Write down the merits, demerits and application of different method of sterilization. 1. STERILIZATION BY STEAM
Advantages
Most commonly used effective method of sterilization.
Sterilization cycle time is shorter than with dry heat or chemical sterilants. Disadvantages
Requires a continuous source of heat (wood fuel, kerosene or electricity).
Requires equipment (steam sterilizer), which must be expertly maintained to keep it in working condition.
Requires strict adherence to time, temperature and pressure settings.
Difficult to produce dry packs because breaks in procedure are common (e.g., not allowing items to dry before removing, especially in hot, humid climates).
Repeated sterilization cycles can cause pitting and dulling of cutting edges of instruments (i.e., scissors).
Plastic items cannot withstand high temperatures. Application: To help prevent dulling of sharp points and cutting edges, wrap the sharp edges and needle Points in gauze before sterilizing. Repair (sharpen) or replace instruments as needed.
2. STERILIZATION BY DRY HEAT Advantages
Effective method, as dry heat by conduction reaches all surfaces of instruments, even for instruments that cannot be disassembled.
Protective of sharps or instruments with a cutting edge (fewer problems with dulling of cutting edges).
Leaves no chemical residue.
Eliminates “wet pack” problems in humid climates. Disadvantages
Plastic and rubber items cannot be dry-heat sterilized because temperatures used (160–170*C) are too high for these materials.
Dry heat penetrates materials slowly and unevenly.
Requires oven and continuous source of electricity. 3. CHEMICAL STERILIZATION
Advantages
Glutaraldehydes and formaldehyde solutions are not readily inactivated by organic materials.
Both can be used for items that will not tolerate heat sterilization such as laparoscopes.
Formaldehyde solutions can be used for up to 14 days (replace sooner if cloudy); some glutaraldehydes can be used for up to 28 days. (Check the manufacturers’ instructions and see also Disadvantages
Glutaraldehydes and formaldehyde are chemicals that cause skin irritation; therefore, all equipment soaked in either solution must be thoroughly rinsed with sterile water after soaking.
Because glutaraldehydes work best at room temperature, chemical sterilization cannot be assured in cold environments (temperatures less than 20�C/68�F), even with prolonged soaking.
Glutaraldehydes are expensive.
Vapors from formaldehyde (classified as a potential carcinogen), and to a lesser degree glutaraldehydes, are irritating to the skin, eyes and respiratory tract. Wear gloves and eyewear, limit exposure time and use both chemicals only in well-ventilated areas.
Formaldehyde cannot be mixed with chlorine or chlorinated water because a dangerous gas (bis-chloromethyl-ether) is produced.

7 | P a g e
7 | P a g e
Q#6. What is Heat? Factors affect are below_____ Heat: Heat is considered to be most reliable method of sterilization of articles that can withstand heat. Heat acts by oxidative effects as well as denaturation and coagulation of proteins. Those articles that cannot withstand high temperatures can still be sterilized at lower temperature by prolonging the duration of exposure. Factors affecting sterilization by heat are: a. Nature of heat: Moist heat is more effective than dry heat b. Temperature and time: temperature and time are inversely proportional. As temperature increases the time
taken decreases. c. Number of microorganisms: More the number of microorganisms, higher the temperature or longer the
duration required. d. Nature of microorganism: Depends on species and strain of microorganism, sensitivity to heat may vary.
Spores are highly resistant to heat. e. Type of materials: Articles that are heavily contaminated require higher temperature or prolonged exposure.
Certain heat sensitive articles must be sterilized at lower temperature. f. Presence of organic material: Organic materials such as protein, sugars, oils and fats increase the time
required. Q# 7. SOP for tempering / thawing of Frozen materials:- 1. Place frozen product in a tempering room or that is maintained at 50°F or colder and allow product to thaw or
reach desired level of tempering. The following additional time guideline will be followed * if the room temperature is greater than 41°F but not above 50°F, thawed product must be cooled to 41°F or colder within 8 hours of thawing. 2. Alternatively, frozen ground beef or whole chickens may tempered or thawed at a temperature greater than
50°F but not greater than normal room temperature (72°F) with the following restrictions
Ground beef portions of at least 1 pound in size may be tempered / thawed for up to 9 hours.
Whole chickens of at least 3.7 pounds in size may be tempered/thawed for up to 9 hours
Thawed product must be cooled to 41 ° F or colder within 2 hours of thawing 3. Tempering/ thawing conditions warmer than 72 °F must be evaluated to ensure that the pathogenic bacterial
growth will not occur on the products. 4. The tempering / thawing product will be monitored on a scheduled basis to prevent product drip and loss of
package integrity, and to ensure that product drip dose not contaminate other products. 5. The product surface temperature will be monitored and documented on a scheduled basis to ensure that the
guidelines listed above are met. 6. When possible, the outer layer of trim and /or pieces being thawed will be removed and refrigerated. 7. The lot code of Frozen product that has been purchased from an outside vendor will be recorded on a batch
sheet ( or production log) before tempering / thawing for use in product tracking if the vendor institutions a recall.

8 | P a g e
8 | P a g e
Chapter-2, Evaporation, OK_ sir Q#8. Define Evaporator. Dr-Q Evaporation: Evaporation is the process whereby liquid water is converted to water vapour (vaporization) and removed from the evaporating surface (vapour removal). Water evaporates from a variety of surfaces, such as lakes, rivers, pavements, soils and wet vegetation. Energy is required to change the state of the molecules of water from liquid to vapour. Direct solar radiation and, to a lesser extent, the ambient temperature of the air provide this energy. Evaporators: An evaporator is a device used to turn the liquid form of a chemical into its gaseous form. The liquid is evaporated, or vaporized, into a gas. Q#9. Write down the factor influence evaporation. Dr-Q Factors influencing evaporation process
i. Concentration of the liquid: the liquid feed to an evaporator is relatively dilute with a low viscosity comparable to that of water. Hence heat transfer coefficients are quite high. However, as evaporation progresses, solution becomes concentrated and also viscous, thereby decreasing the heat transfer coefficient.
ii. Solubility: the solubility limit of the solute, if exceeded, results in the formation of crystals. Thus solubility will limit the maximum concentration in solution which can be obtained by evaluation.
iii. Temperature sensitivity of materials: products such as food (eg milk, vegetables and fruit extracts) pharmaceuticals and biological materials are sensitive to higher temperature and undergo degradation.
iv. Foaming and frothing; Food products such as milk and some fatty acids solutions and caustic solutions produce foam or forth during b oiling. The foam accompanying the vapor causes entrainment losses.
v. Pressure and temperature: higher the operating pressure of the evaporators, higher will be the boiling temperature. Boiling temperature also increase as the concentration of the solution increase. Hence it is necessary to operate at lower pressure or in vacuum.
vi. Scale formation: scale formation due to the deposition of solid materials on the heating surface decrease the heat transfer coefficients drastically necessitating the periodical cleaning of the evaporator. Q#10. How an evaporator works/ application of evaporation. Dr-Q a. The solution containing the desired product is fed into the evaporator and passes across a heat source. b. The applied heat converts the water in the solution into vapor. c. The vapor is removed from the rest of the solution and is condensed while the now-concentrated solution is
either fed into a second evaporator or is removed. d. The evaporator, as a machine, generally consists of four sections. e. The heating section contains the heating medium, which can vary. Steam is fed into this section. f. The most common medium consists of parallel tubes but others have plates or coils typically made
from copper or aluminum. g. The concentrating and separating section removes the vapor being produced from the solution. The
condenser condenses the separated vapor, then the vacuum or pump provides pressure to increase circulation.
9 | P a g e
9 | P a g e
Chapter-3, Dehydration 11#Q. What is food dehydration? Dehydration-or drying-is the nearly complete removal of water from solid foods. One of the oldest methods of food preservation, it was traditionally carried out by the sun. This application is used for the same reasons that liquid foods undergo evaporation-preservation, convenience and cost savings. Dried soup mixes, dried fruit, powdered milk and spices are just a few examples of dehydrated foods. Spray drying and freeze drying are two drying methods used widely today. Spray drying is when a liquid food is atomized into a fine, dry powder. Examples include natural and artificial flavours and milk powders. Freeze drying involves first freezing the food and then driving off the ice, leaving a high quality, porous dried food such as instant coffee. 12#Q. How many types of dehydration methods? Drying processes can be broadly classified, based on the water-removing method applied, as (a) Thermal drying, (b) Osmotic dehydration, and (c) mechanical dewatering. In thermal drying, a gaseous or void medium is used to remove water from the material. Thus, thermal drying can be divided further into three types: (a) Air is drying, (b) low air environment drying, and (c) modified atmosphere drying.
In osmotic dehydration, a solvent or solution is applied to remove water, whereas in mechanical dewatering physical force is used. 13#Q. Discuss the tunnel drier method for food dehydration. This type of drier consists of a long insulated tunnel. Tray loads of the wet material are assembled on trolleys which enter the tunnel at one end. The trolleys travel the length of the tunnel and exit at the other end. Heated air also flows through the tunnel, passing between the trays of food and/or through perforated trays and the layers of food. The air may flow parallel to and in the same direction as the trolleys. This is known as a concurrent tunnel. Other designs featuring counter current, concurrent-countercurrent and cross flow of air are available. Each pattern of airflow has its advantages and limitations. The trolleys may move continuously through the tunnel. Alternatively, the movement may be semi-continuous. As a trolley full of fresh material is introduced into one end of the tunnel, a trolley full of dried product exits at the other end. Tunnels may be up to 25 m in length and about 2 m_2 m in cross section. Tunnel driers are mainly used for drying sliced or diced fruits and vegetables 14#Q. Define Food processing and methods Food processing is the set of methods and techniques used to preserve foods with extended shelf life Or Transform raw ingredients into food or to transform food into other forms for consumption by humans or animals either in the home or by the food processing industry. Food processing methods
1. Removal of unwanted outer layers, such as potato peeling or the skinning of peaches. 2. Chopping or slicing e.g. diced carrots. 3. Mincing and macerating 4. Liquefaction, such as to produce fruit juice 5. Fermentation e.g. in beer breweries, Emulsification, Cooking, such as boiling, broiling, frying, steaming or
grilling, Deep frying, Baking, Mixing, Addition of gas such as air entrainment for bread or gasification of soft drinks, Proofing, Spray drying, Pasteurization
6. Packaging

10 | P a g e
10 | P a g e
15#Q. Aims/objective of food processing Aims of the food processing
i. To extend the shelf life to allow time for distribution, sales and home storage. ii. To increase variety in the diet by providing a range of attractive flavors, colors, aromas and textures in food
(collectively known as eating quality, sensory characteristics or organoleptic quality);. iii. To provide the nutrients required for health (termed nutritional quality of a food). iv. To generate income for the manufacturing company
16#Q. Why process foods? 1) Prevent, reduce, eliminate infestation of food with microbes, insects or other vermin 2) Prevent microbial growth or toxin production by microbes, or reduce these risks to acceptable levels 3) Stop or slow deteriorative chemical or biochemical reactions 4) Maintain and/or improve nutritional properties of food 5) Increase storage stability or shelf life of food 6) Make food more palatable and attractive 7) Make foods for special groups of people
17#Q. Difference between Conduction and convention
SL Conduction Convection
01 When we heat a metal strip at one end, the heat travels to the other end. As you heat the metal, the particles vibrate, these vibrations make the adjacent particles vibrate, and so on and so on, the vibrations are passed along the metal and so is the heat. We call this Convection:
What happens to the particles in a liquid or a gas when you heat them? The particles spread out and become less dense.
18#Q. Drying effect on flyover and Aroma of dry foods Drying Effect on foods All products undergo changes during drying and storage that reduce their quality compared to the fresh material and the aim of improved drying technologies is to minimize these changes while maximizing process efficiency. The main changes to dried foods are to the texture and loss of flavor or aroma, but changes in color and nutritional value are also significant in some foods. Flavor and aroma a. Heat not only vaporizes water during drying but also causes loss of volatile components from the food and
as a result most dried foods have less flavors than the original material. The extent of volatile loss depends on the temperature and moisture content of the food and on the vapour pressure of the volatiles and their solubility in water vapor.
b. Volatiles which have a high relative volatility and diffusivity are lost at an early stage in drying. Foods that have a high economic value due to their characteristic flavors (for example herbs and spices) are dried at low temperatures
c. Flavor changes, due to oxidative or hydrolytic enzymes are prevented in fruits by the use of sulphur dioxide, ascorbic acid or citric acid, by pasteurization of milk or fruit juices and by blanching of vegetables.
Other methods which are used to retain flavors in dried foods include: a. Recovery of volatiles and their return to the product during drying b. Mixing recovered volatiles with flavor fixing compounds, which are then granulated and added back to the
dried product (for example dried meat powders) c. Addition of enzymes, or activation of naturally occurring enzymes, to produce flavors from flavor precursors in
the food (for example onion and garlic are dried under conditions that protect the enzymes that release characteristic flavours).
11 | P a g e
11 | P a g e
19#Q. Factors affect on the drying process Consideration should be given too many factors before selecting a drying process. These factors are a)The type of product to be dried, (b) desired properties of the finished product, (c) allowable temperature tolerance, (d) the product’s susceptibility to heat, (e) pretreatments required, (f) capital and processing costs, and (g) environmental factors. There is no one best technique of drying that is applicable for all products Or Factors Affecting Osmotic Dehydration Process
1) Types of Osmotic Agents 2) Concentration of Osmotic Solution 3) Temperature of Osmotic Solution 4) Properties of Solute Used in Osmosis 5) Agitation of Osmotic Solution 6) Material Geometry 7) Osmotic Solution and Food Mass Ratio 8) Physicochemical Properties of Food Materials 9) Operating Pressure and Other Forces
20#Q. Vita-C loses drying in fruit and vegetable Large differences in reported data on the nutritional value of dried foods are due to wide variations in the preparation procedures, the drying temperature and time, and the storage conditions. In fruits and vegetables, losses during preparation usually exceed those caused by the drying operation For example Escher and Neukom (1970) showed that losses of vitamin C during preparation of apple flakes were 8% during slicing, 62% from blanching, 10% from pureeing and 5% from drum drying Vitamins have different solubility’s in water and as drying proceeds, some (for example riboflavin) become supersaturated and precipitate from solution, so losses are small . Others, for example ascorbic acid, are soluble until the moisture content of the food falls to very low levels and these react with solutes at higher rates as drying proceeds. Vitamin C is also sensitive to heat and oxidation and short drying times, low temperatures, low moisture and oxygen levels during storage are therefore necessary to avoid large losses. 21#Q. Benefits of blanching/ Blanching: Most vegetables and some fruits are blanched prior to further processing operations, such as canning, freezing or dehydration. Blanching is a mild heat treatment, but is not a method of preservation per se. It is a pretreatment usually performed between preparation and subsequent processing. Advantages of microwave blanching
Microwave heating involves conversion of electromagnetic energy into heat by selective absorption and dissipation.
Microwave heating is attractive for heating of foods due to its origin within the material, fast temperature rise, controllable heat deposition, and easy clean-up.
The very high frequencies used in microwave heating allow for rapid energy transfers and, thus, high rates of heating.
These rates are a main advantage of this technique. Also, because microwaves penetrate the sample, heating is accomplished in the interior of the food.
When heating rapidly, the quality of fruits and vegetables such as flavor, texture, color and vitamin content is better kept (Dorantes-Alvarez et al., 2000).
However, rapid heating can also lead to problems of non-uniform heating when excessively high energy transfer rates are used (Ohlsson, 2000).
It has been observed that microwave processing of chicken, beef, bacon, trout, and peanut oil does not change the fatty acid composition of these products, nor produces trans- isomers (Helmar et al., 2007).
12 | P a g e
12 | P a g e
22#Q.Blanching effect on blaming The following factors must be considered:
1. Fruit or vegetable properties, especially thermal conductivity, which will be determined by type, cultivar, degree of maturity etc.
2. Overall blanching effect required for the processed product, which could be expressed in many ways including: achieving a specified central temperature, achieving a specified level of per-oxidase inactivation, retaining a specified proportion of vitamin C.
3. Size and shape of food pieces; 4. Method of heating and temperature of blanching medium.
Time/temperature combinations vary very widely for different foods and different processes and must be determined specifically for any situation. Holding times of 1–15 min at 70–100 _C are normal. 23#Q. Drying effect on color There are a number of causes of color loss or change in dried foods; drying changes the surface characteristics of a food and hence alters its reflectivity and color. In fruits and vegetables, chemical changes to carotenoid and chlorophyll pigments are caused by heat and oxidation during drying and residual polyphenoloxidase enzyme activity causes browning during storage. This is prevented by blanching or treatment of fruits with ascorbic acid or sulphur dioxide. For moderately sulphured fruits and vegetables the rate of darkening during storage is inversely proportional to the residual sulphur dioxide content. However, sulphur dioxide bleaches anthocyanins, and residual sulphur dioxide is also linked to health concerns. Its use in dried products is now restricted in many countries. The rate of Mallard browning in stored milk and fruit products depends on the water activity of the food and the temperature of storage. The rate of darkening increases markedly at high drying temperatures, when the moisture content of the product exceeds 4–5%, and at storage temperatures above 38ºC Q # 24. Rehydration Water that is removed from a food during dehydration cannot be replaced in the same way when the food is rehydrated (that is, rehydration is not the reverse of drying); loss of cellular osmotic pressure, changes in cell membrane permeability, solute migration, crystallization of polysaccharides and coagulation of cellular proteins all contribute to texture changes and volatile losses and are each irreversible.
13 | P a g e
13 | P a g e
Chapter-5, Irradiation and Microwave Heating Q#25. Define food irradiation. Food irradiation is the process of exposing food to an ionizing energy to kill harmful bacteria and other organisms, and extend shelf-life. It is a safe process and has been approved by some 50 countries worldwide and applied commercially in the USA, Japan, and several European countries for many years. Approved irradiated foods include fruits, vegetables, meat, poultry, fish and seafood, roots and tubers, cereals, legumes, spices and dried vegetable Q#26. Describe the Use of irradiation Advantages of Irradiation Hasegawa and Moy, identified at least three distinct benefits of using irradiation to preserve foods. Five advantages of irradiation are discussed below.
1. Minimize Food Losses: Radiation disinfestations and shelf-life extension can reduce the food losses of fresh foods. A great deal of the postharvest losses due to insect infestation can be controlled and minimized by irradiating foods such as grains, pulses, tubers, and fruits. Also, shelf life of tubers and some fruits can be extended through sprout inhibition or delayed ripening.
2. Improve Public Health: Foods, especially muscle foods, are contaminated with pathogenic microorganisms or parasites. The decontamination of these fresh foods by irradiation can improve public health concern. Salmonella is a prime source of food borne illness from poultry products. The use of irradiation up to 3.0 kGy to decontaminate poultry, and up to 1.0 kGy to control Trichinella spiralis in pork carcasses is approved in the United States. Irradiation is also a method to ensure hygienic quality of solid food
3. Increase International Trade: Many fresh foods are not candidates or are disqualified for international trade due to (i) infestation by insects, (ii) infection by microorganisms, and (iii) their limited shelf life, which restricts long-distance shipments. Irradiation can increase or improve the trade of fresh foods over international markets by providing an effective quarantine procedure for infested or infected foods, or help to prolong the shelf life
4. An Alternative to Fumigation of Food: Various chemicals, such as ethylene dibromide, methyl bromide, and ethylene oxide, are used for fumigation of food and food ingredients.
5. Increase Energy Saving: The energy used for irradiation of food is small compared to canning, refrigeration, or frozen storage. The reduction of energy requirements can also contribute toward overall reduction of the pollution caused by combustion products of traditional fuels Q#27. The main advantages of irradiation are as follows: 1. there is little or no heating of the food and therefore negligible change to sensory characteristics 2. packaged and frozen foods may be treated 3. fresh foods may be preserved in a single operation, and without the use of chemical preservatives 4. energy requirements are very low 5. changes in nutritional value of foods are comparable with other methods of food preservation 6. Processing is automatically controlled and has low operating costs. Major disadvantages of Irradiation
a. the process could be used to eliminate high bacterial loads to make otherwise unacceptable foods saleable b. if spoilage micro-organisms are destroyed but pathogenic bacteria are not, consumers will have no indication
of the unwholesomeness of a food c. there will be a health hazard if toxin-producing bacteria are destroyed after they have contaminated the food
with toxins d. the possible development of resistance to radiation in micro-organisms loss of nutritional value e. until recently, inadequate analytical procedures for detecting whether foods have been irradiated f. Public resistance due to fears of induced radioactivity or other reasons connected to concerns over the
nuclear industry.

14 | P a g e
14 | P a g e
Q#28. Define the following terms---- Radappertization/ Radicidation/ Radurization Radiation treatments aimed at the inactivation of microorganisms are conveniently classified as: Radappertisation: a treatment which aims to reduce the number and/or activity of microorganisms to such a level that they are undetectable. Properly packaged radappertised foods should keep indefinitely, without refrigeration. Doses in the range 25–50 kGy are normally required. Radicidation: this aims to reduce the number of viable spore-forming pathogenic bacteria to an undetectable level. Doses of 2–8 kGy are normally required. Radurisation: a treatment sufficient to enhance the keeping quality of foods through a substantial reduction in the numbers of viable specific spoilage organisms. Doses vary with the type of food and level of contamination, but are often in the range 1–5 kGy. Q#29. Describe in brief the radiation effect Describe in brief the radiation effect Ionizing radiations penetrate food materials to varying degrees depending on the nature of the food and the characteristics of the renditions. Gamma rays have greater penetrating power than β particles. The efficacy of radiations in producing upon their abilities to after molecules and their ionization potential, that is, their abilities to knock electrons out of atoms of the materials through which they pass. Beta particles generally have greater ability to produce ionization in matter through which they pass than gamma rays. Electron beams of higher energy levels penetrate more and more produce more altered molecules and total ionization along their traveled paths than lower-energy electron beams. Direct Effects: In the case of living cells and tissues, destructive effects and mutations from radiation were originally thought to be due primarily to direct contacts of high energy rays and particles with vital centers of cells, much as bullet hits a specific target. The same theory of action was extended to explain change in nonliving materials and foods. Thus a change in the colour or texture of a food would be due to direct collision of a gamma ray or high energy beta particle with a specific pigment or protein molecule. Such direct hits unquestionably do occur, but their frequency of occurrence at a given radiation dose probably in not sufficient to explain the major portion of radiation effects in a given substrate. Indirect Effect: Direct hits need not occur for radiation to affect living or nonliving substrates just as radiations colliding with a cell or specific food molecule radical, much the same occurs when high energy radiation pass through water in this case, water molecules are altered to yield highly reactive hydrogen and hydroxyl radicals. These radicals can react with each other with dissolved oxygen in the water and with many other organic and in organic molecules and ion that may be dissolved or suspended in the water.
1. Thus two hydroxyl radical upon combining form hydrogen peroxide. OH + OH = H2O2
2. Two hydrogen radicals produce hydrogen gas. H + H= H2
3. Hydrogen radical plus dissolved oxygen yields a peroxide radical. H + O2 =HO2
4. Two peroxide radicals produce hydrogen peroxide and oxygen. Ho2 + HO2 =H2O2 + O2 Hydrogen peroxide is a strong oxidizing agent and a biological poison, hydroxyl and hydrogen radicals are strong oxidizing and reducing agents, respectively.

15 | P a g e
15 | P a g e
Q#30. Write down the cause of food irradiation. Dr-Q Scope of Irradiation The potential applications of irradiation are disinfestation, shelf-life extension, decontamination, and product quality improvement.
1. Disinfestations: Disinfestations is one of the important postharvest treatments in food processing, and chemicals are usually used for this purpose. Disinfestations, the control of insects, in fruits can be achieved by doses up to 3kGy. A low dose of 0.15–0.50 kGy can damage insects at various stages of development that might be present on the food. Irradiation can damage insect’s sexual viability or its capability of becoming an adult
2. Shelf Life Extension: One form of shelf life extension is to inhibit sprouting of potatoes, yams, onions, and garlic at 0.02–0.15 kGy. Another form is to delay the ripening and senescence of some tropical fruits such as bananas, litchis, avocados, papayas, and mangoes at 0.12–0.75 kGy . The irradiation also extends the shelf life of perishable products such as beef, poultry, and seafood by decontamination of spoilage microorganisms. Usually, fruits progressively lose their resistance to phytopathogens with ripening. When a low dose is used to delay ripening, a higher level of resistance is retained in fruits, and microbial development is also delayed as an added benefit
3. Decontamination: Irradiation can reduce microbial load and destruction of pathogens. One form of decontamination could be the use of a low dose (1.0–2.0 kGy) to pasteurize seafoods, poultry, and beef. Another form could be a higher dose (3.0–20 kGy), such as sterilization of poultry, spices, and seasonings.
4. Product Quality Improvement: A higher juice yield could be obtained if fruits are first irradiated at a dose level of several kGy, thus improving product recovery. Another study showed that the gas-producing factors in soybeans could be markedly decreased with a sequence of soaking, germination, irradiation, and subsequent drying of the beans. This required a dose of 7.5 kGy for maximum effect . It also facilitates reduction of the need for chemicals used in food, such as nitrite, and salts. Moreover, irradiation does not leave any chemical residues in foods Q#31. What do you know about limiting in indirect effect? Dr-Q Limiting indirect effects: Limit the indirect effects of radiations have been largely directed at minimizing free radicals with food constituents. Three approaches that have had varying degrees of success, depending on the food material, illustrate this reasoning:
1. Irradiation in the frozen state; free radicals are produced even in frozen water, though possibly to a lesser extent. The frozen state also hinders free radical diffusion and migration to food constituents beyond the site of free radical production. Thus freezing can limit undesirable reactions.
2. Irradiation in a vacuum under inert atmosphere; as indicated earlier, hydrogen radical reacting with oxygen will produce highly oxidative peroxide radical. Peroxide radicals produce hydrogen peroxide.
3. By removing oxygen from the system, such reaction is minimized and food constituents are more protected. However, removal of oxygen and minimization of these reactions also has a protective effect on food microorganisms, limiting the benefits that can be obtained. There is also the problem of getting oxygen out of systems.
4. Addition of free radical scavengers; ascorbic acid is an example of a compound that has a great affinity for free radicals. Addition of ascorbic acid and certain other materials to food systems results in consumption of free radicals through reaction with these and a sparing of other sensitive pigments, flavor compounds, and food constituents. But a problem exists in incorporating such scavengers throughout non liquid foods.

16 | P a g e
16 | P a g e
Q#32. Describe the dose determining factors of irradiation Dr-Q 1. Resistance of Foods to Ionizing Energy
Not all foods are amenable to preservation by treatment with ionizing energy. The same can be said for thermal processing, freezing and dehydration as methods of food preservation. The quality of some foods may be adversely affected by irradiation, depending on the dose, temperature and conditions during irradiation. For example, colour, flavour or textural changes may result after exposure of food components to ionizing energy. Lipids or fats are particularly susceptible to oxidative reactions triggered by the radiolytic reactions and presence of free radicals. Losses of some vitamins may also occur; vitamins A, C, E and B1 (thiamine) are the most sensitive, particularly at higher doses and in foods packaged in air. As mentioned above, these changes may be minimized by irradiating foods in the frozen state, in a vacuum, and/or with the addition of radical scavengers such as ascorbic acid. Additional strategies include applying the lowest effective irradiation dose and choosing appropriate packaging in terms of moisture and oxygen barriers.
2. Resistance of Microorganisms to Ionizing Energy As in the case of thermal processing (pasteurization, commercial sterilization), microorganisms vary in their resistance to the killing effects of ionizing energy. Analogous to thermal processing where Clostridium botulinum is the most heat resistant pathogen, C. botulinum spores are the most radiation resistant forms of pathogenic bacteria. You will recall that we discussed the decimal reduction time (D-value) in Lesson 6 in conjunction with thermal processing of foods. Similarly, it is possible to determine the dose of ionizing energy necessary to effect a 90% destruction of the particular microorganism in question. When we calculated the D-value in the lesson on thermal processing, we referred to the length of time at a constant temperature required to create a 90% decrease in the population of the microorganisms or spores in question. That time at a constant temperature could be converted to an absorbed dose of thermal energy. With food irradiation, we calculate the absorbed dose of ionizing energy that produces a 90% decrease in the microbial population (D10 values). To achieve an appropriate margin of safety, a 5D or a 12D radiation treatment would have to be applied to acid and low acid foods, respectively. Although the source of the energy and the mechanisms by which microorganisms and spores are killed are different, the same concept (decimal reduction value) is applied during determination of the efficacy of thermal processing and preservation of food with ionizing energy. 3. Resistance of Enzymes to Ionizing Energy The majority of food enzymes are more resistant to ionizing energy than spores of C. botulinum. The term DE (D-enzyme) is used to determine the radiation dose that produces a 90% reduction of enzyme activity. The DE values are of the order of 5 Mrad. Four DE values (5 x 4 = 20x106 rad or 200 kGy, 100 rad is equivalent to 1 Gray of absorbed ionizing energy and 1000 Gray equals 1 KGy) would produce nearly total enzyme destruction; however, 200 KGy would also destroy many food constituents! From this calculation, you will have noted that enzymes cannot be easily inactivated by treatment with ionizing radiation. Ionizing energy could never be used for blanching vegetables. One of the concerns expressed by groups opposed to food irradiation is that enzymes in food are destroyed by exposure to ionizing energy. Clearly, from the example above, that is not the case especially if you consider the maximum dose permitted in Division 26 of the Food Regulations of Canada is 10 kGy. If vegetables were to be preserved with ionizing energy, they would first have to be blanched with heat followed by treatment with ionizing energy to inactivate the microorganisms of concern.
5. Costs After the issues of safety and wholesomeness have been satisfied, economic factors must be considered in evaluating the feasibility of an application of food irradiation. Food irradiation may be economically viable if it results in substantial increases in storage life and therefore marketing time and decreases in post-harvest or catching losses. This may be the case in terms of rededication (discussed below) treatments of fresh fish or some fresh fruits. In cases where the process does not offer advantages (such as nutrition retention, technological advantages, economic advantages) it would not be economically viable.

17 | P a g e
17 | P a g e
Q#33. Define microwave heating? Dr-Q Define Microwave: Micro waves are method of heating foods by employing radiant energy which affects foods when their energy is absorbed. The word Microwave means very short wave, which is the shortest wavelength region of the radio spectrum and a part of the electromagnetic spectrum. Microwave heating of foods is attractive due to its volumetric origin, rapid increase in temperature, con-trollable heat deposition, and the easy clean-up opportunities Microwave heating as one method of thermal food processing is presented. The current and potential uses of microwave heating in the food industry are many and are of growing importance Q#34. How does microwave work? Microwaves interact with polar water molecules and charged ions. The friction resulting from molecule alignment and migration of charged ions in rapidly alternating electromagnetic field generates heat within foods. US Federal Communication Commission (FCC) allocates 915 MHz and 2450 MHz bands for microwave heating applications. Most processed shelf-stable high moisture foods today are heat treated with pressurized hot water or steam to kill bacteria. Prolonged exposure to high temperature leads to poor product quality. Microwave sterilization is a thermal process [1] that delivers thermal energy to foods under pressure to achieve inactivation of bacteria harmful for humans. Sharp reduction in processing time improves color, texture and other sensory attributes of foods while meeting microbial safety requirements. WSU has received FDA acceptance of a microwave sterilization process for mashed potato (Read more...). Currently, WSU researchers are generating scientific and engineering information to support regulatory acceptance of microwave sterilization technology for other products. Q#35. Properties of microwave. Dr-Q Properties of microwaves:
1. Microwaves are electromagnetic waves of radiant energy, differing from such other electromagnetic radiation as light wave and radio waves only in wave length.
2. Microwaves falls between radio waves and infrared radiant’s with wave length range from 25 million to 75 billion nm.
3. Microwaves like all electromagnetic radiation travels in a wave pattern 4. The waves are reflected by metals but pass through with air, glass, paper, plastics and absorbed by foods 5. Most microwave container is designed to design to transmit microwave energy without reflecting or absorbing it. 6. Micro wave will travel through the container to the food 7. When food is exposed to microwave is absorbed and convert it to heat 8. Food composition mainly water in the key factor to determine how fast it will heats in the microwave
environments. Q#36. Difference between microwave woven & conventional oven methods, Dr-Q
Conventional Microwaves
Heat is conducted from external source Heat is produce inside the food
Water is not essential Water is essential
Conventional methods brown or crust foods on the surface
Not
Heat generates from different source Heat generates from microwave & electricity
Food substance direct contact with heat element and hot plate
Not
Heat sources causes food molecules to react large from the surface In word
Microwave penetrated food pieces uniformly

18 | P a g e
18 | P a g e
Q#37. The main advantages & Disadvantages of irradiation are as follows: Advantages: 1. There is little or no heating of the food and therefore negligible change to sensory characteristics 2. packaged and frozen foods may be treated 3. fresh foods may be preserved in a single operation, and without the use of chemical preservatives 4. energy requirements are very low 5. changes in nutritional value of foods are comparable with other methods of food preservation 6. Processing is automatically controlled and has low operating costs. Major disadvantages
1. the process could be used to eliminate high bacterial loads to make otherwise unacceptable foods saleable 2. if spoilage micro-organisms are destroyed but pathogenic bacteria are not, consumers will have no indication of
the unwholesomeness of a food 3. there will be a health hazard if toxin-producing bacteria are destroyed after they have contaminated the food
with toxins 4. the possible development of resistance to radiation in micro-organisms 5. loss of nutritional value 6. until recently, inadequate analytical procedures for detecting whether foods have been irradiated 7. public resistance due to fears of induced radioactivity or other reasons connected to concerns over the nuclear
industry. Q#38. What are the purpose of pasteurization fruit juice andmilk
19 | P a g e
19 | P a g e
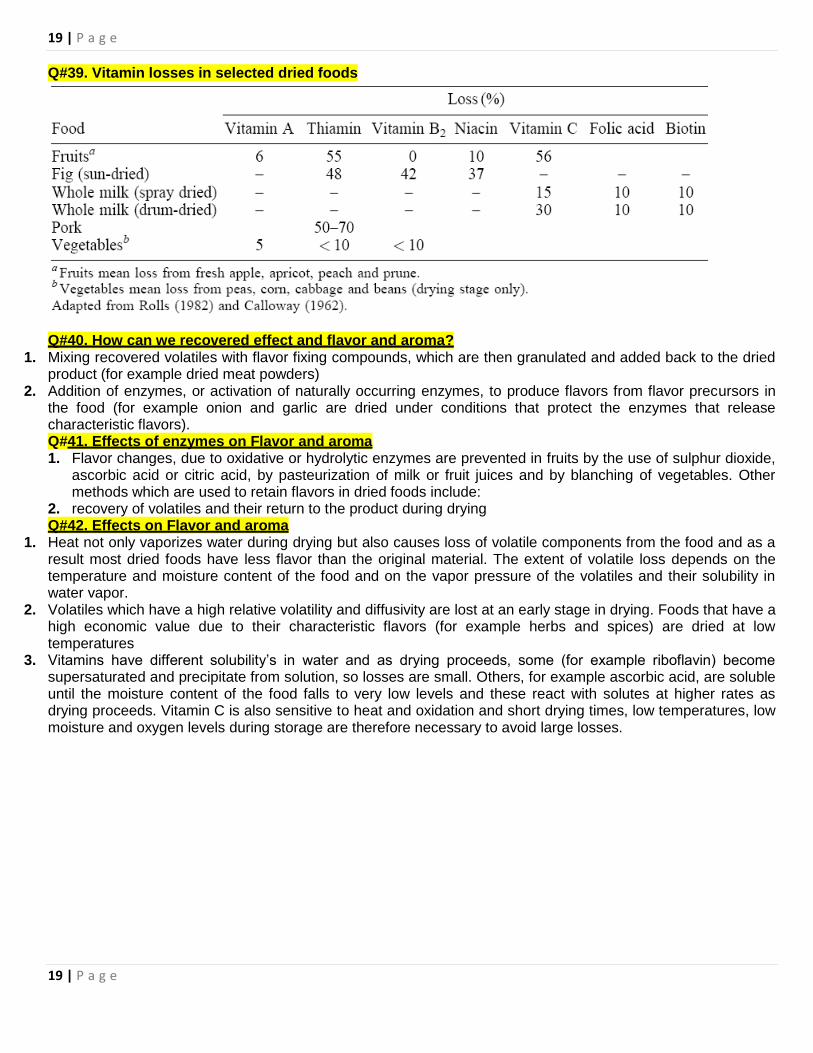
Q#39. Vitamin losses in selected dried foods
Q#40. How can we recovered effect and flavor and aroma? 1. Mixing recovered volatiles with flavor fixing compounds, which are then granulated and added back to the dried
product (for example dried meat powders) 2. Addition of enzymes, or activation of naturally occurring enzymes, to produce flavors from flavor precursors in
the food (for example onion and garlic are dried under conditions that protect the enzymes that release characteristic flavors). Q#41. Effects of enzymes on Flavor and aroma 1. Flavor changes, due to oxidative or hydrolytic enzymes are prevented in fruits by the use of sulphur dioxide,
ascorbic acid or citric acid, by pasteurization of milk or fruit juices and by blanching of vegetables. Other methods which are used to retain flavors in dried foods include:
2. recovery of volatiles and their return to the product during drying Q#42. Effects on Flavor and aroma
1. Heat not only vaporizes water during drying but also causes loss of volatile components from the food and as a result most dried foods have less flavor than the original material. The extent of volatile loss depends on the temperature and moisture content of the food and on the vapor pressure of the volatiles and their solubility in water vapor.
2. Volatiles which have a high relative volatility and diffusivity are lost at an early stage in drying. Foods that have a high economic value due to their characteristic flavors (for example herbs and spices) are dried at low temperatures
3. Vitamins have different solubility’s in water and as drying proceeds, some (for example riboflavin) become supersaturated and precipitate from solution, so losses are small. Others, for example ascorbic acid, are soluble until the moisture content of the food falls to very low levels and these react with solutes at higher rates as drying proceeds. Vitamin C is also sensitive to heat and oxidation and short drying times, low temperatures, low moisture and oxygen levels during storage are therefore necessary to avoid large losses.
20 | P a g e
20 | P a g e
Chapter-4, Freezing and Cooling 43#Q. Define freezing, Refrigeration and Sharp freezing. Freezing is also one of the most commonly used processes, both commercially and domestically, for preserving a very wide range of foods, including prepared foods that would not have required freezing in their unprepared state. For example, potato waffles are stored in the freezer, but potatoes themselves require only a cool dark place to ensure many months' storage. Cold stores provide large-volume, long-term storage for strategic food stocks held in case of national emergency in many countries. Refrigeration: Refrigeration preserves foods by slowing down the growth and reproduction of micro-organisms and the action of enzymes that cause food to rot. The introduction of commercial and domestic refrigerators drastically improved the diets of many in the Western world by allowing foods such as fresh fruit, salads, and dairy products to be stored safely for longer periods, particularly during warm weather. Type of freezing: 1) Sharp Freezing: It consists of placing products in a very cold room, maintained at temperatures in the range
of –15 °C to –29°C. Although the air within the room will circulate by convection, usually little or no provision is made for forced connection. The relatively still air is a poor conductor of heat and foods placed in even these low temperatures are frozen comparatively slow, many hours or even days being required before the products are completely solidified.
Fundamentally, sharp freezers are cold storage rooms especially constructed to operate at and maintain low temperatures. Freezing time is generally 3-72 hr or more depending on the conditions and the size of product. Sharp freezing is uncommon in modern freezing operations. 2) Air Blast Freezing Vigorous circulation of cold air enables freezing to proceed at a moderately rapid rate. Products are placed on trays, either loose or in packages and the trays are placed on freezing coils in a low temperature room with cold air blowing over the product. In some installations of this system, the cold air that is in the low temperature room is circulated by means of large fans, whereas in other installations the air is blown through refrigerated coils located either inside the room or in an adjoining blower room. 3) Spiral Freezers Spiral belt freezers use a product belt that can be bent laterally. The orıginal spiral belt
design uses a spiraling rail system to carry the belt, with a central drum that drives the belt through friction at the belt edge.
4) Plate Freezing Food products can be frozen by placing them in contact with a metal surface cooled either by cold brine or vaporizing refrigerants, such as refrigerant-12, 22 or ammonia. Packaged food products may
rest on, slide against, or be pressed between cold metal plates. 44#Q What is freezing time, Rate and freezing point? The freezing time is the time taken to lower the temperature of the product from its initial temperature to a given temperature at its thermal centre. Most freezing codes of practice require that the average or equilibrium temperature of the fish be reduced in the freezer to the intended storage temperature. The final temperature at the thermal centre is therefore selected to ensure that the average fish temperature has been reduced to this storage value. The recommended storage temperature for frozen fish in the UK for a period of 1 year is -30°C and, to ensure that the fish are frozen quickly, the temperature of the freezer must be lower than this. The surface of the fish in a freezer will be quickly reduced to near the freezer temperature of say -36°C. Thus when the warmest part at the thermal centre is reduced to 20°C, the average temperature of the fish will be close to the required storage temperature of -30°C. The freezing time, in this particular case, will therefore be defined as the time taken for the warmest part of the fish, at the thermal centre, to be reduced to -20°C. Rate of freezing Freezing produce as quickly as possible can control the extent of cell wall rupture. In rapid freezing, a large number of small ice crystals are formed. These small ice crystals produce less cell wall rupture than slow freezing which produces only a few large ice crystals. This is why some home freezer manuals recommend that the temperature of the freezer be set at the coldest setting several hours before foods will be placed in the freezer. Some freezer manuals tell the location of the coldest shelves in the freezer and suggest placing unfrozen products on these shelves.

21 | P a g e
21 | P a g e
All freezer manuals give guidelines for the maximum number of cubic feet of unfrozen product, which can be frozen at one time. This is usually 2 to 3 pounds of vegetable to each cubic foot of freezer space per 24 hours. Overloading the freezer with unfrozen products will result in a long, slow freeze and a poor quality product. 45#Q. What are the different types of freezing equipment? Briefly discus freezing equipment? Ans:3 types of Freezing Equipment are discussed below:-
1. Freezing by contact with a cooled solid: The plate contact freezer invented by Birdseye is, with some modification, still used extensively today. Freezers of this type consist of a series of flat hollow refrigerated metal plates. The plates are mounted parallel to each other and may be either horizontal or vertical. The spaces between the plates are variable, the being opened out for loading and, prior to the freezing operation, and closed so that the surface of the plates is in intimate contact with the packaged or unpackaged food. Clearly the frozen product is in the form of parallel sided blocks and, during the freezing process. , heat flow is perpendicular to the faces of the plates. Thus freezing times can be calculated assuming that the material between the plates forms part of an infinite slab with cooled faces. Freezers with horizontal plates may be used for processing food s in rectangular cartons. To facilitate batch loading, these packs are normally placed in aluminum freezing trays dimensioned to utilize the plate area efficiently. After loading, the plates are closed by a hydraulic ram operating either on the top or on the base of the stack of plates. A moderate pressure is maintained between the plates and the package surfaces during freezing to promote good face to face contact. Spacers, fractionally thinner than the cartons, are often set between the plates to prevent packages being crushed should the plates close unevenly. Units such as this may also be adapted to continuous operation. In this case the entire plate stack is indexed , layer by layer, past loading an d unloading devisees which accept packages off a conveyor from a continues filling line and reject them, when frozen, to an output conveyor. Only two plates are separated at a time, while the packages between them are level with the loading/unloading devices. Machines of this type are used, for instance, in the hardening of ice cream blocks. Vertical plate freezers are well suited to freezing unpackaged deformable materials such as fish, meat and offal and have been used principally for freezing whole fish at sea. The product is fed directly between the vertical plates to from blocks which may be compacted further by closing the plates a little on to limit stops prior to freezing. At the end of the freezing process the plates are heated both the release the frozen block and to defrost and clean the plate surfaces before the next freezing cycle.
2. Freezing by contact with a cooled liquid: In theory, the freezing of solid foods by immersion in a cooled liquid has three advantages over plate contact freezing. High heat transfer coefficients can be developed between the solid and liquid, bodies of irregular shape can be frozen as easily as rectangular blocks and individual food items can be frozen separately rather than compacted together in a block. The production of individually quick frozen food materials is advantageous since it enable individual items or portions of food to be dispensed from a pack, the reaming material being retained in the package and stored until required. If unpacked foods are to be frozen by immersion, the heat transfer fluid must be edible and acceptable as a contaminant to the product. In the early days of freezing, salt brines and syrups were used for immersion freezing, or such materials were sprayed directly onto the foods to freeze them. The difficulties encountered, however, led to the virtual abandonment of the process. However with the recent development of a much wider range of packing materials, there has been a re-awakened interest in the method, since the problems of cross contamination of food and coolant are overcome and also both solid and liquid foods can be processed. Of course, there is the problem of coolant remaining on the package after the process is over, but this can usually be overcome satisfactorily by raising the package with water. Today canned citrus juice concentrate is frozen by immersion. Also large poultry carcasses are closely wrapped in plastic film and frozen in brine or glycol to achieve rapid freezing of their surface flesh. This produces a crust o of small, highly reflective ice crystals which give that whiter appearance to the frozen car case which is desired by the consumer. After this process the remainder of the freezing process is usually conducted in a blast freezer. In New Zealand an immersion freezing system has been developed for packaged edible offal.
22 | P a g e
22 | P a g e
3. Freezing by contact with a cooled gas: Freezing food in cold air, a technique practiced from the earliest days of food freezing, has many of the advantages of immersion freezing. Foods of irregular shape can be frozen and IQF products produced. In addition the problem of transfer of material between the fluid cooling medium and the food is limited to the evaporation of moisture from unpackaged products. However the heat transfer coefficients developed at the surface of foods in forced air circulation freezers are lower than can be obtained in liquid immersion freezing. Never the less, because of their other advantages, blast freezers are extensively used in the food freezing industry. Batch blast freezers are only used where the throughput of material is low. Such a unit would consist of a well-insulated chamber equipped with air cooler and suitable fans. The product is usually loaded by hand on to trolley mounted trays, and guide rails are provided within the chamber to locate the trolley in the air stream and facilitate loading the chamber. To obtain uniform cooling, the air is ducted so that it flows evenly over all the food items. It is therefore most undesirable to load a partially filled trolley into the freezer, since this could lead to a redistribution of the air flow, with air bypassing the material to be frozen by flowing preferentially through the empty spaces in the trolley. Similarly, if the trolley used is too small and does not fill the space available in the chamber, air will again bypass the load, this time by flowing round the trolley. Continuous air blast freezers are either built on the principle of a tunnel through which the food is transported, either on trolleys, by conveyor or , in the case of car case meat, on hooks suspended from a track, or utilize the fluidized bed principle. The air in tunnel freezers using trolleys can either flow parallel to the direction of product movement or perpendicular to it. The second system is perhaps more frequently used today. In this system a series of unit coolers, comprising refrigerated air coolers, fans and associated duct-work are mounted side by side along the length of the tunnel. The unit coolers provide a blast of cold air through adjacent sections of the tunnel and perpendicular to the direction of product movement. This arrangement has a number of advantages. For instance, to load and unload the tunnel, openings must be provided at either end. The cross flow system allows the pressures to be balanced at these points to minimize air exchange between inside and outside the tunnel. Again, the thermal conditions can be controlled in each zone to maintain a high humidity in the circulating air to minimize evaporation from the product. Such evaporation, if excessive, can lead to a condition of surface dehydration known as ‘freezer burn.’ Clearly, if food is to be frozen on a travelling conveyor belt, rather than on trays stacked in trolleys, a considerable length of conveyor must be accommodated within the insulated enclosure. Figure14.9 shows a unit where a very economical use of factory floor-space is achieved by employing a flexible stainless steel link conveyor belt wound in vertical helices. 46#Q. What is cryogenic gas? /Cryogenic Freezing Cryogenic freezing refers to very rapid freezing achieved by exposing food items, unpackaged or thinly packaged, to an exteremly cold freeznat undergoing a change of state. The fact that heat removal is accomplished during a change of state by the freezant is used to distinguish cryogenic freezing from liquid-immersion freezing. The most common food grade cryogenic freezants are boiling nitrogen and boiling or subliming carbon dioxide. The rate of freezing obtained with cryogenic methods is much greater than that obtained with air-blast or plate freezing but is only moderately greater than that obtained with fluidized bed or liquid immersion freezing.
Advantages Low dehydration Can be simpler to operate because no refrigeration is required Lower capital cost Efficient freezing and high product quality Economical for low to medium capacity production and test runs
Disadvantages High opearting cost of expandable refrigerant Dependance of refrigerant deliverey Should be monitored regularly Potential operational hazard Uneconomical for large scale production

23 | P a g e
23 | P a g e
47#Q. Liquid nitrogen (LN) is used in many cryogenic freezers. The product is placed on a conveyor belt and moved into the insulated chamber, where it is cooled with moderately cold gaseous nitrogen moving counter current to the product. LN is is sprayed or dribbled on the product. Following the desired exposure time, the product pass to the place where it is allowed to equilibrate to the desired final temperature (-18° to – 30°C) before it is discharged. Final product temperature is usually no different than that obtained during conventional methods of freezing. Advantages of LN freezing are as follows: 1) Dehydration loss from the product is usually much less than 1% 2) Oxygen is excluded during freezing 1) Individually frozen pieces of product undergo minimal freezing damage 2) The equipment is simple, suitable for continuous flow operations, adaptable to various production rates and
product sizes, of relatively low initial cost, and capable of high production rates in a minimal space. The only disadvantage of LN freezing is high operating cost, and this is attributable nearly entirely to the cost of LN.
48#Q. Distinction between refrigeration and freezing
Refrigeration Freezing
Refrigeration preserves foods by slowing down the growth and reproduction of micro-organisms and the action of enzymes that cause food to rot. The introduction of commercial and domestic refrigerators drastically improved the diets of many in the Western world by allowing foods such as fresh fruit, salads, and dairy products to be stored safely for longer periods, particularly during warm weather.
Freezing is also one of the most commonly used processes, both commercially and domestically, for preserving a very wide range of foods, including prepared foods that would not have required freezing in their unprepared state. For example, potato waffles are stored in the freezer, but potatoes themselves require only a cool dark place to ensure many months' storage. Cold stores provide large-volume, long-term storage for strategic food stocks held in case of national emergency in many countries.
In the case of refrigeration, the idea is to slow bacterial action to a crawl so that it takes food much longer (perhaps a week or two, rather than half a day) to spoil.
In the case of freezing, the idea is to stop bacterial action altogether. Frozen bacteria are completely inactive.
Refrigeration is cooling without freezing and could be used for any type of food with long shelf life and must be fresh with moisture
but freezing is needed for food such as ice cream and meat.
Refrigeration is storing foodstuffs in a fridge to slow down or make them remain fresh for some time
Freezing is placing something at temperatures below zero and obviously it becomes iced.My attempt at a technical answer.
49#Q. Relationship between temperature and microbial growth in foods. Ans: Useful storage life of plant and Animal Tissues at Various Temperatures.
Average Useful Storage Life (days)
Food 0ºC (32ºF) 22ºC (72ºF) 30ºC (100ºF)
Meat 6-10 1 Less than 1
Fish 2-7 1 Less than 1
Poultry 5-18 1 Less than 1
Dry meat & Fish 1000 and more 350 & more 100 & more
Fruits 2-180 1-20 1-7
Dry fruits 1000 & more 350 & more 100 & more
Dry seeds 1000 & more 350 & more 100 & more
Leafy Vegetables 3-20 1-7 1-3
Root crops 90-300 7-50 2-200
24 | P a g e
24 | P a g e
50#Q. Purpose of pasteurization for different foods
51#Q. Effects of Refrigeration on Food Quality Market trends show that consumers are paying more attention to flavour and nutritional attributes of food rather than to texture and colour characteristics; and therefore refrigerated products are gaining more importance in the marketplace due to the ability of this technology to maintain the two abovementioned quality factors. Foods gain from refrigerated storage (frozen and chilled) due to the positive effect of low temperatures on molecular movement, microbial growth and chemical reaction rates. At temperatures marginally above zero, quality is well preserved for short periods (days or weeks). However, for longer periods, frozen storage is well suited because reactions continue at very low rates and microbial growth is virtually stopped to a point where the microbial population can be reduced. During freezing, ice crystals can be formed in the space between cells and intracellular water can migrate, provided the cooling rate is slow enough. This movement of water can produce irreversible changes in cell size. Additionally, it can damage membranes, causing the loss of water and enzymes that are responsible for colour and odor changes during thawing. Therefore rapid freezing, the use of cryoprotectants such as sugar and pretreatments such as blanching can improve the quality of the frozen product because cell wall damage and enzyme activity can both be reduced. cold (temperatures above 0 _C), solute concentration, dehydration and ice crystal injuries. These injuries also apply to animal tissues. However, their relative importance is different: while solute concentration causes more damage to the latter, crystal injuries have a bigger effect on texture and therefore are more important in vegetable tissues.
25 | P a g e
25 | P a g e
52#Q. Types of evaporators used today The more common types of evaporators include:
i. Long tube vertical evaporators (a. Climbing(Rising) Film evaporators, b. Falling film evaporators) ii. Short tube (Calandria) vertical evaporators iii. Horizontal tube evaporators iv. Forced Circulation Evaporators v. Agitated, thin film evaporators and others
Batch type pan, Plate equivalents, Basket-type evaporators & Vapor-compression evaporators
1. Long-tube vertical evaporators: The three types of long-tube vertical evaporators are the most popular evaporators used today. More evaporation is accomplished in these units than in all other types combined. While they are natural-circulation evaporators, they are also categorized individually as rising-film, falling-film, and rising/falling-film types. Advantages:
i. This is the most economical design, since a large heat-transfer surface can be packed into a given body; ii. These evaporators occupy little floor space. iii. Heat-transfer coefficients are high, and the units are ideal for substantial evaporation duties. iv. Highly versatile, they are used in various industries. v. They are especially suited for foaming or frothing liquors, as the foam is broken due to the liquid/vapor mixture
striking an impingement baffle. Disadvantages:
i. These vertical units require high headroom. ii. Generally, they are unsuitable for scaling or salting liquors, and iii. Are sensitive to changes in operating conditions.
Industrial applications: the once-through type is used in pulp-and-paper plants for concentrating black liquor. Other versions of this evaporator are discussed later. It’s also two types===
a. Rising-film evaporators The rising-film evaporator is the original version of the long-tube vertical evaporator. Steam condenses on the outside surfaces of vertical tubes. The liquid inside the tubes is brought to a boil, with the vapor generated occupying the core of the tube. As the fluid moves up the tube, more vapors is formed, resulting in a higher central-core velocity that force the remaining liquid to the tubewall. This leads to a thinner and more rapidly moving liquid film. As the film moves more rapidly, heat-transfer coefficients increase and residence times drop. Since the vapor and liquid both flow in the same direction, the thinning of the liquid film is not as pronounced as in a falling-film type of evaporator, and the possibility of tube dry out is less. This makes the rising-film evaporator particularly suited to services having mild scaling tendencies. Advantages:
i. Since feed enters at the bottom, the feed liquor is distributed evenly to all tubes. ii. Other advantages are those of the long-tube vertical unit, described before.
Disadvantages: i. Heat transfer is difficult to predict; pressure drop is higher than for falling-film types. ii. Performance is extremely sensitive to the temperature driving force. iii. Heat transfer falls off at low temperature differences (less than 25°F) or at low temperatures (about 250°F).
Industrial applications: Major uses of rising-film evaporators include concentrating black liquors in pulp-and-paper mills, and concentrating nitrates, spin-bath liquors, electrolytic tinning liquors, etc.
b. Falling-film evaporators Falling-film evaporators evolved as a means to solve the problems associated with the rising-film types. Specifically, the hydrostatic head necessary for the operation of rising-film units leads to problems with some heat-sensitive products. Another phenomenon common to falling-film evaporators is dry-patch formation, which reduces thermal performance. The dry patches may be caused by a liquid flow rate insufficient to maintain a continuous liquid film or by the evaporator's not being exactly vertical.
26 | P a g e
26 | P a g e
Advantages: i. Falling-film evaporators offer all advantages of rising-film units, plus higher heat-transfer coefficients satisfactory
operation at low temperature driving forces (10-1 25°F), and ii. Concentration of heat-sensitive and viscous chemical products.
Disadvantages: i. These are the same as for rising-film types, except that, in addition, feed distribution is a major problem. ii. Temperature driving force is not limiting and iii. A broader range of applications is possible. 2. Short-tube(Calandria) vertical evaporators:
These are often referred to as calandria or standard evaporators, the latter because of earlier popularity with users. Units consist of short tubes, 4-6 ft long, and 2-4 in. dia., set between two horizontal tube sheets that span the evaporator-body diameter. The tube bundle contains a large circular down comer that returns concentrated liquor above the top tube sheet to below the bottom tube sheet for product withdrawal. The driving force for flow of liquid through the tubes is the difference in density between the liquid in the down comer and two-phase mixture in the tubes. Advantages:
i. These evaporators can be used with scaling liquids, ii. since evaporation takes place inside the tubes, iii. Its accessible for cleaning iv. Fairly high heat-transfer coefficients are obtained with thin liquors v. Units are relatively inexpensive,
Disadvantages: i. A large area is required since the units are squat. ii. Heat-transfer coefficients are sensitive to the temperature difference and liquor viscosity, and, due to large
liquid holdup, iii. These evaporators cannot be used with heat-sensitive materials iv. Turndown and flexibility are low — turndown being <2:1.
Industrial applications: These short-tube vertical evaporators are suitable for noncorrosive (e.g., cane sugar), clear and no crystallizing liquors.
3. Horizontal evaporators: Horizontal tube evaporators use a tube and spray method of heat transfer. Advantages:
i. They are relatively low cost ii. They are very low headroom
Disadvantages: i. Not suitable for salting or scaling liquids ii. They have smaller capacity than others evaporators
Industrial Use:The major use is for making distilled water for boiler feed. Horizontal tube evaporators used in the pharmaceutical industry, pulp and paper industry etc.
4. Natural/Forced-circulation evaporators These are made in a variety of arrangements for services where the feed and/or product liquor has a tendency to salt or scale, and where the viscosities of the solutions are so high that natural circulation is not feasible. Thermal and flow characteristics of the process liquor are so poor that use of forced circulation is necessary. Advantages:
i. Forced-circulation evaporators are the most versatile of all evaporators. ii. High heat-transfer coefficients can be achieved for problem liquors, and hence required surface area is kept to a
minimum. iii. The economics are especially favorable for applications that require the more expensive alloys such as
stainless steels, high-nickel alloys, etc. iv. Also since material is pumped around the unit, fouling can be controlled well. Operation is not limited by the
liquid/vapor ratio, and turndown can be as low as 5% of capacity.

27 | P a g e
27 | P a g e
Disadvantages: i. These evaporators are usually less economical than other types, due to operating and maintenance costs for
the pumps. ii. Corrosion-erosion can occur, due to high circulation velocities. Also, plugging of tubes where liquor enters can
be a problem in salting services where the salt deposits detach and accumulate at the bottom. Industrial applications: In the fertilizer industry, these evaporators are used to concentrate urea, phosphoric acid ammonium nitrate, etc. Falling-film evaporators are also employed for processing food and dairy products, and for desalting Seawater.
5. Agitated thin( wiped –film) film evaporators These are essentially large-diameter jacketed tubes, in which the product is vigorously agitated and continuously removed from the tube wall by scraper blades (or wipers) mounted on a shaft inside the tube. Thus, the material to be processed is continuously spread as a thin film on the tube wall by a mechanical agitator. This permits processing of extremely viscous and heat-sensitive materials, as well as of crystallizing and fouling products. Advantages:
i. These devices can process extremely viscous (to 100,000 or even 1 million cP), heat-sensitive or crystallizing liquids, as well as slurries.
ii. In some applications, agitated thin-film evaporators are, in fact, the only evaporators that will work. iii. Continuous scraping of the tube wall allows processing of severely scaling or fouling liquids. iv. Applications include services in which liquid loads are so small as to cause dry-patch formation in falling-film
units. Disadvantages:
i. Agitated thin-film evaporators are the most expensive of all evaporators. ii. Also, due to the moving parts, operating and maintenance costs can be higher than for some of the other types. iii. The heat-transfer surface area is limiting, which may require use of a high-temperature heating medium to
achieve higher capacities. 6. Batch type pan:
Advantages: i. It’s one of the simplest and oldest types of evaporators that used in the food industry. ii. The product is heated in a steam jacketed spherical vessel. And iii. Heating vessel may be open to the atmosphere or connected to a condenser and vacuum.
Disadvantages: i. The heat transfer area per unit volume in pan evaporators is small. ii. Poor heat transfer iii. Reduces the thermal damage to heat sensitive products. 7. Basket-type evaporators —
These are similar to calandria-type units except that the tube bundle is removable and the liquor down take occurs between the bundle and the shell, instead of in a central down comer. Advantages:
i. The heating surface is removable, ii. Allowing easy cleaning and maintenance. iii. Also, due to the construction, differential thermal expansion is not a problem.
Disadvantages: These are the same as for short-tube evaporators. i. A large area is required since the units are squat. ii. Heat-transfer coefficients are sensitive to the temperature difference and liquor viscosity, and, due to large
liquid holdup, iii. These evaporators cannot be used with heat-sensitive materials iv. Turndown and flexibility are low — turndown being <2:1.
Industrial applications: These are the same as for short-tube evaporators

28 | P a g e
28 | P a g e
8. Plate-type evaporators: These evaporators are especially suited to the dairy, brewery and food-processing industries since there are no dead zones in which undesired bacterial growth could occur, and frequent and efficient cleaning can be done to meet stringent hygiene requirements. Maximum protection is provided for product flavor and quality since liquid holding-volume is low, and exposure to high temperature is short. Advantages:
i. Plate-type evaporators have low installation costs. ii. Thus, they are economical for the more costly materials (e.g., stainless steels, high-nickel alloys, titanium, etc.). iii. Large Heat-transfer areas can be packed into a smaller volume, and heat-transfer coefficients are usually higher
than for tubular evaporators. iv. Capacity can be changed by simple addition or removal of plates.
Disadvantages: i. Maximum design conditions are only about 150 psig and 400°F, due to limitations of gasketing materials, ii. The probability of fluid leakage is higher than for tubular types.
Industrial applications: This permits processing of extremely viscous and heat-sensitive materials, as well as of crystallizing and fouling products.
9. Vapor-compression evaporators These evaporators are available in four configurations: rising/falling-film, falling-film, forced-circulation with suppressed boiling, and agitated thin-film. For the last type, film thinning is achieved by a combination of fluid hydrodynamics and plate geometry, rather than by a mechanical device. Advantages:
i. These units are economical for processes handling heat-sensitive materials. ii. There is a distinct economic advantage in applications that require both multiple-effect operation and use of
more expensive alloys. iii. These evaporators can be used in remote locations where utility steam is unavailable. iv. In existing facilities undergoing expansion, vapor-compression evaporators may be the only choice, due either
to plot-plan limitations or to shortages of utility steam. Disadvantages:
i. Vapor-compression evaporators are difficult to justify where low-pressure steam is readily available. ii. These evaporators cannot be used when process liquors are fouling or show a high boiling-point rise, iii. Maintenance is significant with mechanical compressors.
Industrial applications: vapor recompression evaporators are characterized by low temperature driving forces across heat-transfer surfaces, due to low compression ratios used for mechanical or thermal compressors