hardware and catalyst solutions for increasing middle ... · 6 refinery modernization project :...
TRANSCRIPT
1
CONFIDENTIAL
PROPERTY OF ADVANCED REFINING TECHNOLOGIES
TO BE REPRODUCED, AND USED, ONLY IN ACCORDANCE WITH
WRITTEN PERMISSION OF ADVANCED REFINING TECHNOLOGIES
Hardware and Catalyst Solutions for
Increasing Middle Distillate Yields
SAMIR Hydrocracker Project
African Refiners Association
Marrakech, 24-28 March 2014
2
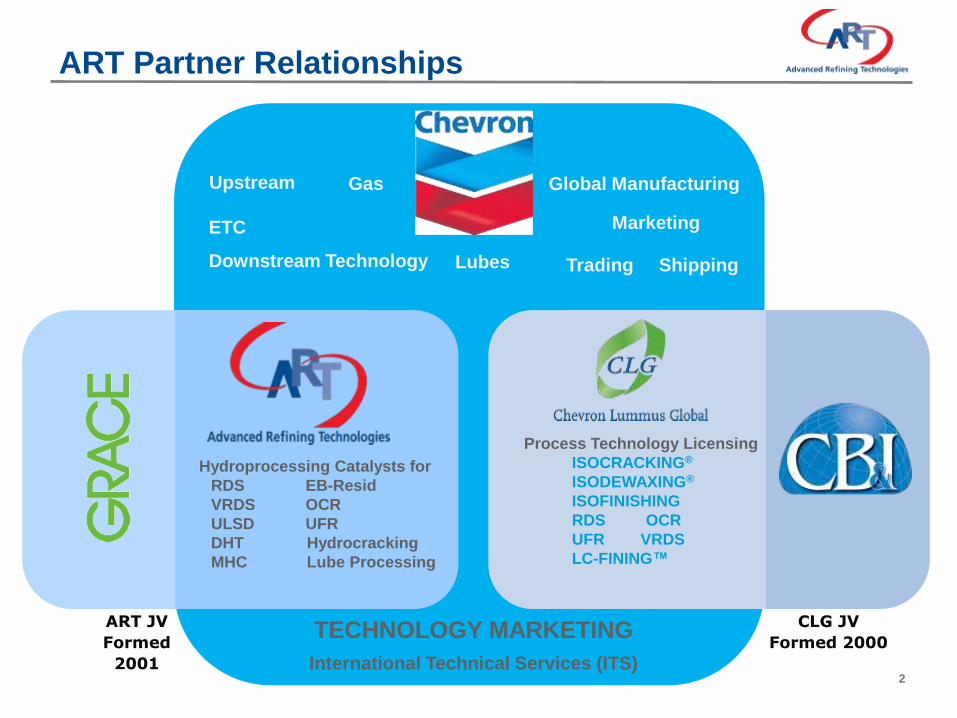
TECHNOLOGY MARKETING
International Technical Services (ITS)
Upstream Global Manufacturing
Trading Shipping
Marketing ETC
Downstream Technology Lubes
Hydroprocessing Catalysts for
RDS EB-Resid
VRDS OCR
ULSD UFR
DHT Hydrocracking
MHC Lube Processing
Gas
ART JV
Formed
2001
CLG JV
Formed 2000
Process Technology Licensing
ISOCRACKING®
ISODEWAXING®
ISOFINISHING
RDS OCR
UFR VRDS
LC-FINING™
ART Partner Relationships
3
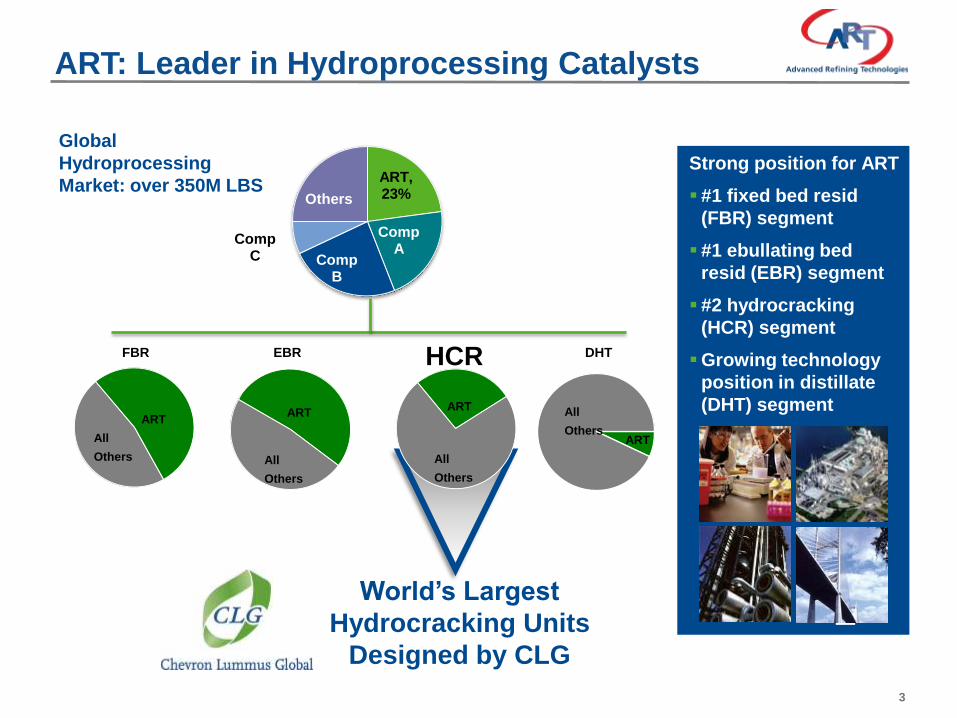
ART: Leader in Hydroprocessing Catalysts
ART, 23%
Comp A
Comp B
Comp C
Others
Global
Hydroprocessing
Market: over 350M LBS
Strong position for ART
#1 fixed bed resid
(FBR) segment
#1 ebullating bed
resid (EBR) segment
#2 hydrocracking
(HCR) segment
Growing technology
position in distillate
(DHT) segment
ART
All
Others
ART
All
Others
ART
All
Others
FBR EBR DHT HCR
All
Others
ART
World’s Largest
Hydrocracking Units
Designed by CLG
4
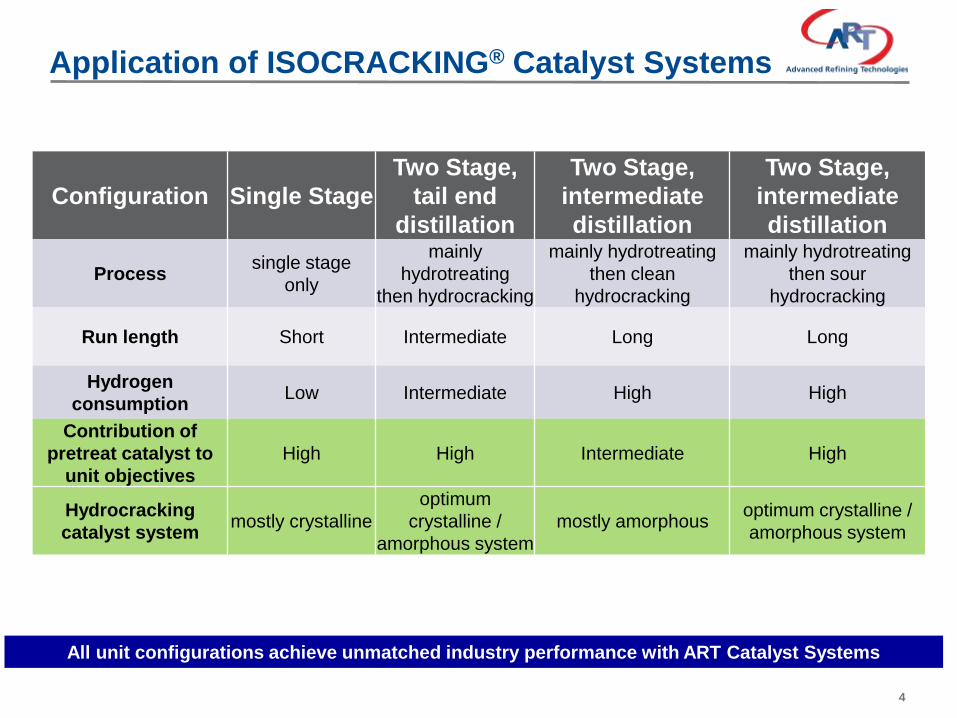
All unit configurations achieve unmatched industry performance with ART Catalyst Systems
Configuration Single Stage
Two Stage,
tail end
distillation
Two Stage,
intermediate
distillation
Two Stage,
intermediate
distillation
Process single stage
only
mainly
hydrotreating
then hydrocracking
mainly hydrotreating
then clean
hydrocracking
mainly hydrotreating
then sour
hydrocracking
Run length Short Intermediate Long Long
Hydrogen
consumption Low Intermediate High High
Contribution of
pretreat catalyst to
unit objectives
High High Intermediate High
Hydrocracking
catalyst system mostly crystalline
optimum
crystalline /
amorphous system
mostly amorphous optimum crystalline /
amorphous system
Application of ISOCRACKING® Catalyst Systems
5
Corporate Name: «Société Anonyme Marocaine de l’Industrie du Raffinage »
Web address: www.samir.ma Creation Date: 1959
Main shareholders: Corral Morocco Holding
Capital Share 1.189. 966. 500 MAD
Activities: • Crude Oil Refining • Base Oils
• Supply & Trading • Logistics & Distrib
Products: • Propane • Butane • Naphtha • Unleaded Gasoline • Jet • Gasoil 50
ppm • Fuel Oil • Base Oils • Bitumen • Waxes • Sulphur
Refining Capacity: 10 Million T/Y
Configuration: Complex refinery with Hydrocracking and Lube Complex
Nelson Complexity Index: 12, 8
Installed Power: 40 MW
Storage capacity: 2 million m3
SAMIR Refinery
6
REFINERY MODERNIZATION PROJECT :
Considered as the greatest Refining achievement in the country
since the creation of LUBE OIL in 1984.
SAMIR refinery modernization project is part of the general program
subject of the investment agreement signed on December 20, 2004
between the Moroccan Government and SAMIR.
The overall budget is more than 1,2 billion US Dollars.
POST REFINERY UPGRADE
Domestic market impact:
Reduction of FO sales
Increase of Diesel demand
New Spec for Diesel and gasoline
Refinery Modernization Project
7
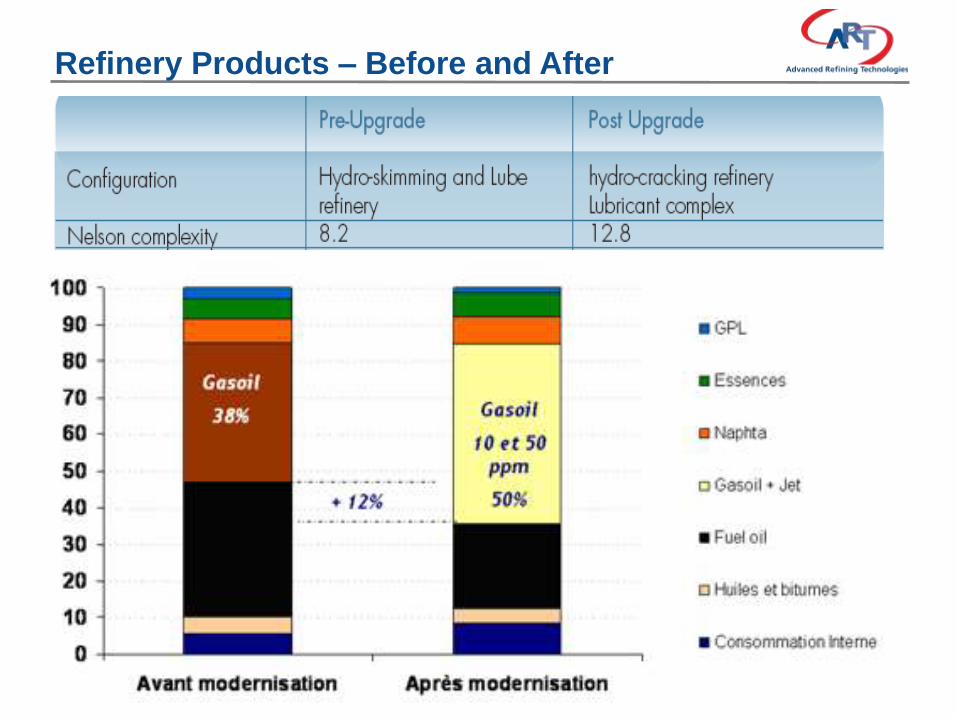
Refinery Products – Before and After
8
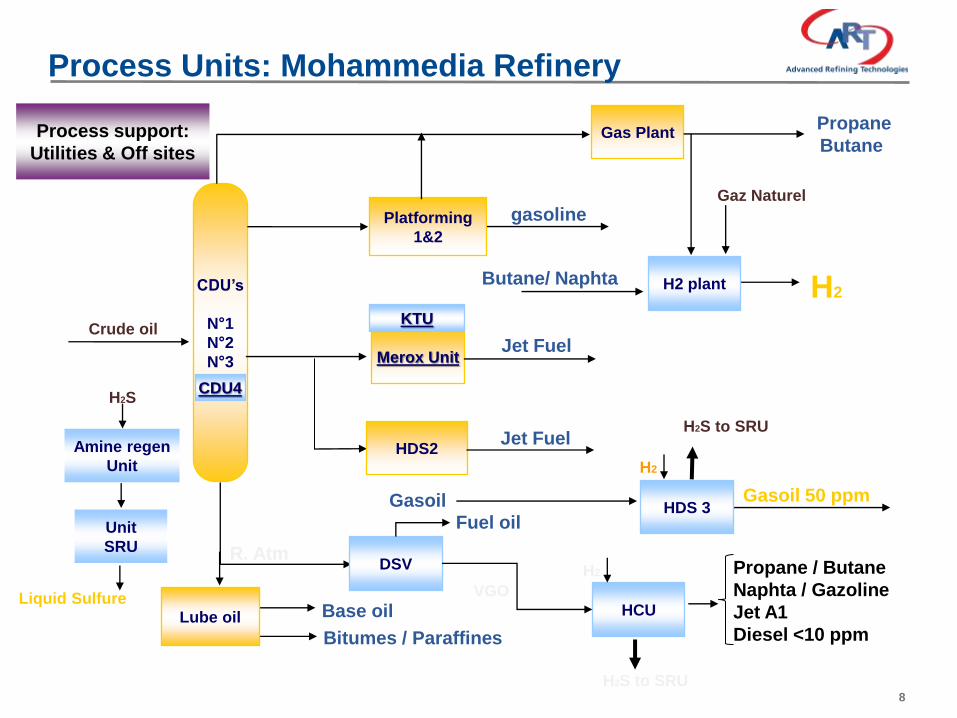
CDU’s
N°1
N°2
N°3
Platforming
1&2
Gas Plant
Merox Unit
HDS2
Crude oil
gasoline
Propane
Butane
Butane/ Naphta
Jet Fuel
Jet Fuel
Gasoil
R. Atm
H2
H2S to SRU
HDS 3 Gasoil 50 ppm
Amine regen
Unit
Unit
SRU
H2S
Liquid Sulfure
H2 plant H2
Gaz Naturel
Process support:
Utilities & Off sites
Lube oil Base oil
Bitumes / Paraffines
Fuel oil
DSV
HCU
H2
H2S to SRU
Propane / Butane
Naphta / Gazoline
Jet A1
Diesel <10 ppm
VGO
KTU
CDU4
Process Units: Mohammedia Refinery
9
Positive impact on the national economy and SAMIR refinery:
Configuration of the refinery to the structure of the domestic demand by
increasing the production of diesel fuel.
Protection of the environment and improvement of the quality of the air by the
production of cleaner fuels:
Diesel 50 and 10 ppm, (Euro 4 and 5)
Super unleaded, (Euro 3).
Allow to reach a level of competitiveness in line with that of the modern
European refineries.
Upgrade Project Interest
10
HIGH LEVEL OF REFINING TECHNOLOGY
Hydrocracker: Chevron Lummus lobal
Gasoil deep Hydro-Treating: UOP
HYDROGEN Plant: Technip KTI
Sulfure recovery: Parsons
CONTRACTANTS :
PMC For FEED and Construction: FOSTER WHEELER
EPCM Service: SNAMPROGETTI
Construction: TEKFEN
PROJECT STEPS
Phase1: Diesel 50 ppm in July 2009.
Phase2: Hydrocracking Complex in march 2010.
The Project realization was conducted over a period of 40 months and required
25 million hours of work and 50 thousand tons of material and equipment.
25 Millions Working Hour without accident.
Project Execution
11
PROJECT CONSTRUCTION HIGHLIGHTS
The construction of the project started effectively on March 2006 with the
signature of the EPCM contract with SAIPEM and the ordering of the first
stage reactor.
DETAIL ENGINEERING
The project required more than 1.5 million working hours for the detail
engineering, and the procurement services carried out by the Italian company
SAIPEM.
PROCUREMENT
The company proceeded with the purchase of 760 equipments with a total
weight of 50,000 Tons.
Engineering, Procurement and Construction
12
The construction works totalized 25 million working hour without record of lost
time accident, major accidents or injuries.
Main key indicators:
Structural Concrete: 112 000 m3
Steel structure erection: 11 180 T
A/G Piping installation: 12 320 T
LV & MV cables pulling: 850 Km
Instruments erection: 9 135 U
Insulation: 161 000 m²
Painting: 131 000 m²
The number of the manpower reached 4 500 persons during the peak period.
Construction
13
Pictures of Upgrade Project
Photos: Courtesy of SAMIR
14
Design capacity : 5350 MT/D
Conversion rate : 99 %
Effective unit start up was on March 2010.
The performance test was carried out with the assistance of Licensor
Chevron on June 2010.
The unit performances were above the performances required by the
contract guaranties.
2013: TEST 107% capacity successful.
Hydrocracker Unit
15
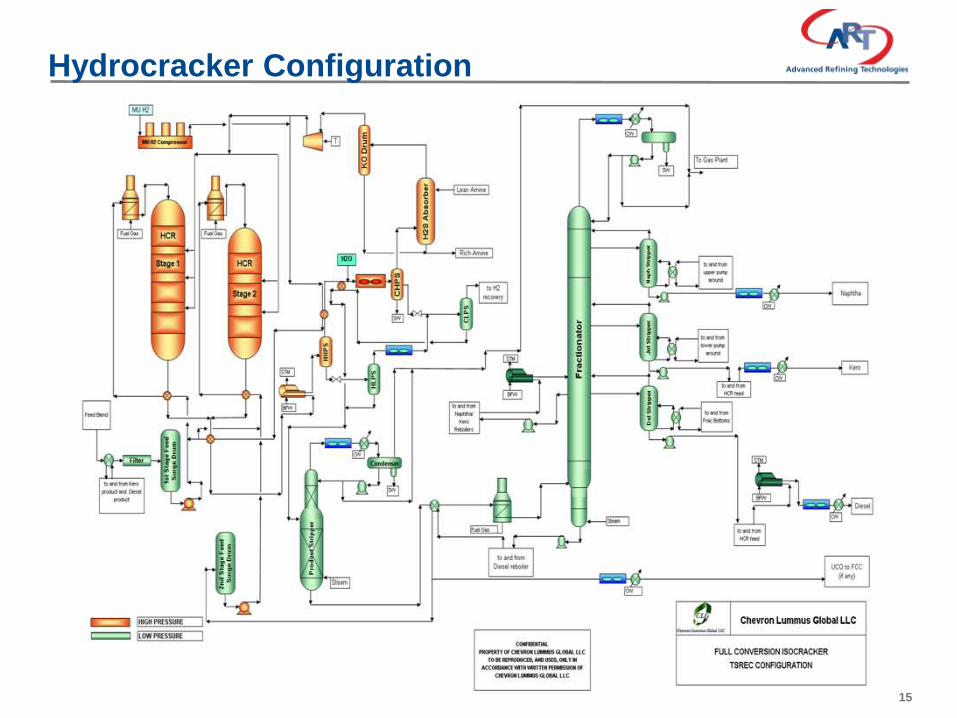
Hydrocracker Configuration
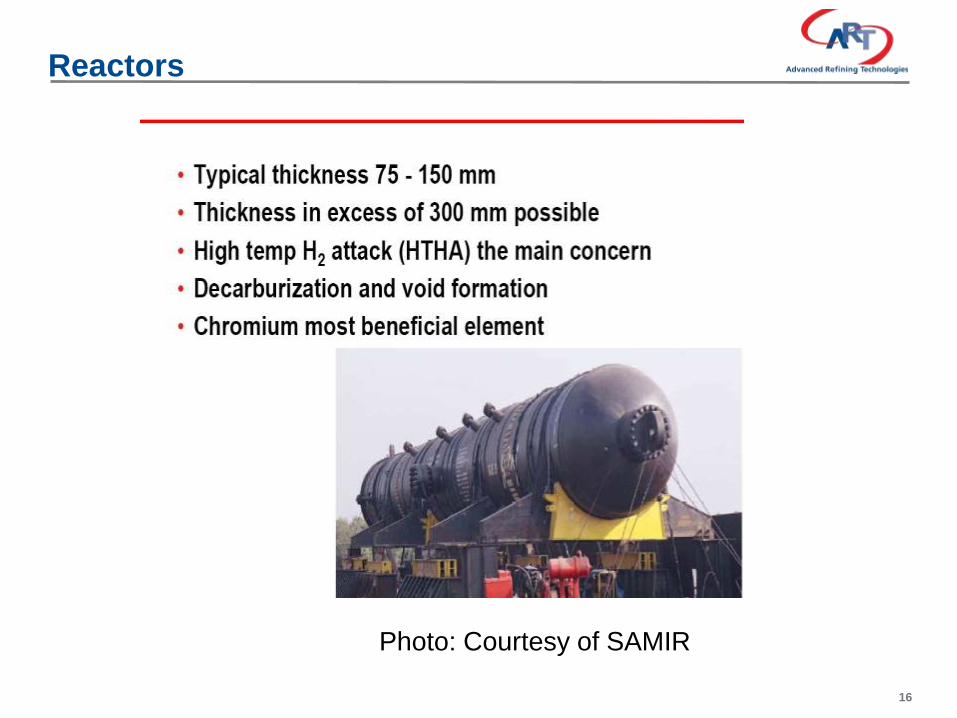
16
Photo: Courtesy of SAMIR
Reactors
17
Photo: Courtesy of SAMIR
18
SAMIR Hydrocracker Salient Features
Largest Full Conversion Hydrocracking Unit in Africa
Licensed by CLG
Utilizes CLG ISOCRACKING technology
Two-Stage with Recycle Configuration
Designed for 36,000 BPSD of Arab Light and Arab Medium Crudes but capability to handle Opportunity Crudes
Designed for 99% Conversion to Middle Distillates
Foster Wheeler was original PMC Contractor. SnamProgetti FEED/EPC Contractor.
Plant was commissioned in 2010.
19
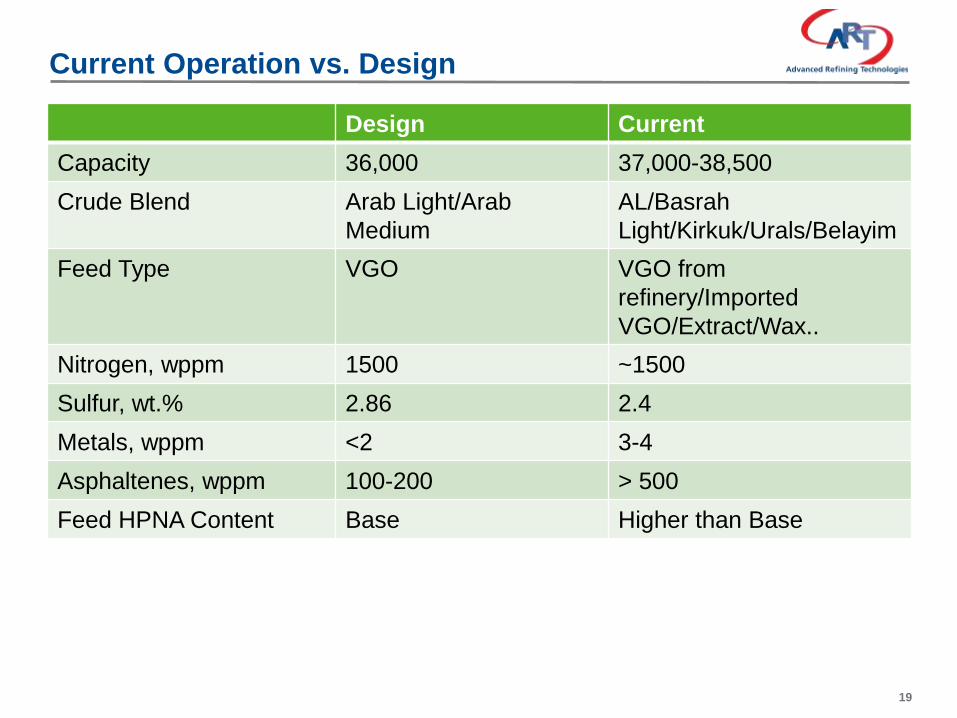
Design Current
Capacity 36,000 37,000-38,500
Crude Blend Arab Light/Arab
Medium
AL/Basrah
Light/Kirkuk/Urals/Belayim
Feed Type VGO VGO from
refinery/Imported
VGO/Extract/Wax..
Nitrogen, wppm 1500 ~1500
Sulfur, wt.% 2.86 2.4
Metals, wppm <2 3-4
Asphaltenes, wppm 100-200 > 500
Feed HPNA Content Base Higher than Base
Current Operation vs. Design
20
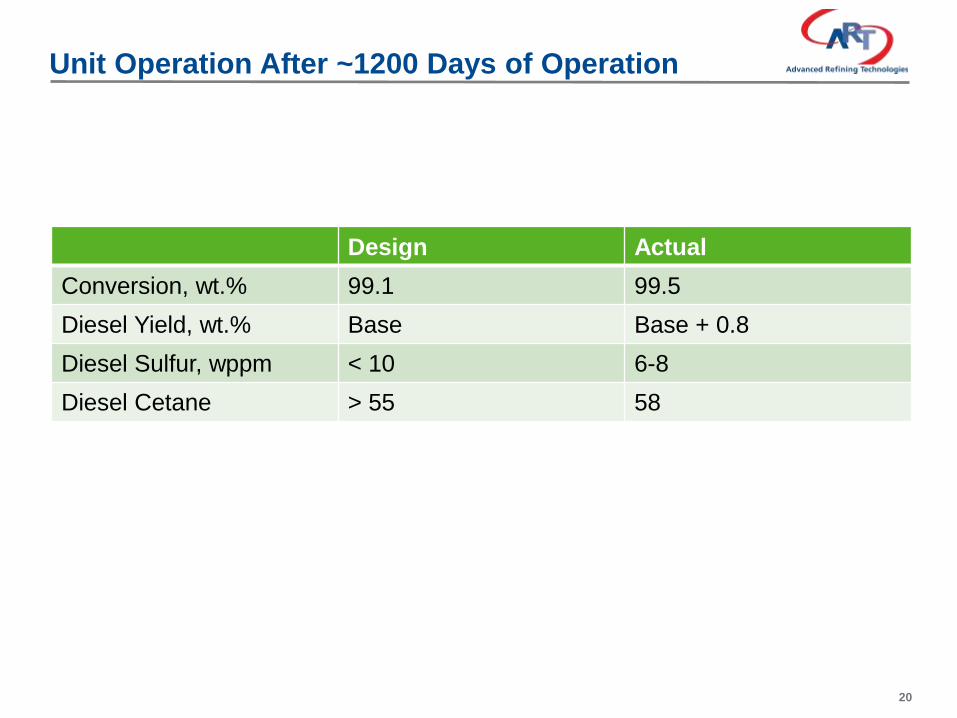
Design Actual
Conversion, wt.% 99.1 99.5
Diesel Yield, wt.% Base Base + 0.8
Diesel Sulfur, wppm < 10 6-8
Diesel Cetane > 55 58
Unit Operation After ~1200 Days of Operation
21
Summary
Successful Start-Up and Operation of CLG Hydrocracker at SAMIR through close collaboration:
Keys to Success:
Strong knowledgeable and experienced SAMIR Team
Strong CLG Team with Design and Operating Experience
State-of-the-art hydrocracking catalyst provided by ART
Close Cooperation Between All Parties:
SAMIR
CLG
Foster Wheeler
Snamprogetti
Tefken
Sharing Operational Knowhow (Chevron Best Practices)
Comprehensive Training