hard anodizing of pistons for internal combustion … from aluminum profiles and others similar with...
TRANSCRIPT
International Hard Anodizing Association – 2014
Waldir Delano Abu Gannam
Hard Anodizing of Pistons for Internal Combustion Engines

www.copax.com.br COPAX INDUSTRIAL LTDA 2
Brief
The main activity is to produce anodic film by the electro chemical conversion of the aluminum to aluminum oxide.
Our experience cover many different aluminum alloys and also many different production process like extrude profiles, die casting, forging and casting by gravity with permanent mold.
Copax is an IHAA member located in Piracaia, São Paulo, Brazil and is in the market since 1996.

www.copax.com.br COPAX INDUSTRIAL LTDA 3
Brief – Some Technologic Innovation
Copax also has an engineering team responsible for technologic innovation:
�Catalytic -Coating®Consist in apply nanoparticles in the hard anodizing coating (13 ± 5µ coating thickness) on the top and headland on automotive pistons.
This experiment was made with more than one catalytic element on the same piston.
The test resultant shows a big potential on fuel consume reduction and emission reduction in all customers, at the moment is not in production (big paradigm)
The engines was tested with normal calibration by:
• VW Brazil,
• GM Brazil,
• Ford Brazil,
• Cummins Brazil (Diesel).
Presence of metalic palladium – bcc strucure

www.copax.com.br COPAX INDUSTRIAL LTDA 4
Brief - Some Technologic Innovation
�Piston full anodized ®
Main benefits:
� Reduced anodizing device cost
� Don’t need additional anti-friction on the piston surface
� Increase piston ware and scuffing resistances
� Reduce piston friction in the engine
� Increase the service lifetime
Note: in mass production since 2.012 at Ford in Brazil.

www.copax.com.br COPAX INDUSTRIAL LTDA 5
Brief - Some Technologic Innovation
� With our almost 300 employees we are capable to produce:
� Powder painting
� Hard anodizing
� Low roughness anodizing process (break master cylinder)
� Large anodizing thickness coating (up to 150µ)
� Anodizing from aluminum profiles and others similar with up to eleven meters long.
� Medical and pharmaceutical parts anodizing
� Hard anodizing on pistons for Otto and Diesel cycle around eight million per year.
� Incoming inspection as quality support to costumer.
� Note : Piston is the part with very high complexity to anodize, due to a non-homogeny micro structure coming from alloy casting process and mechanical damage on the subsurface.
� Other relevant point is the quality system structure necessary to maintain the documentation and audits request by automotive costumer.

www.copax.com.br COPAX INDUSTRIAL LTDA 6
Object of study
� Hard Anodizing of Pistons for Internal Combustion Engines with Multi-fuel Management System
Pistons diameter 58mm – 106mm
www.copax.com.br COPAX INDUSTRIAL LTDA 7
Object of study
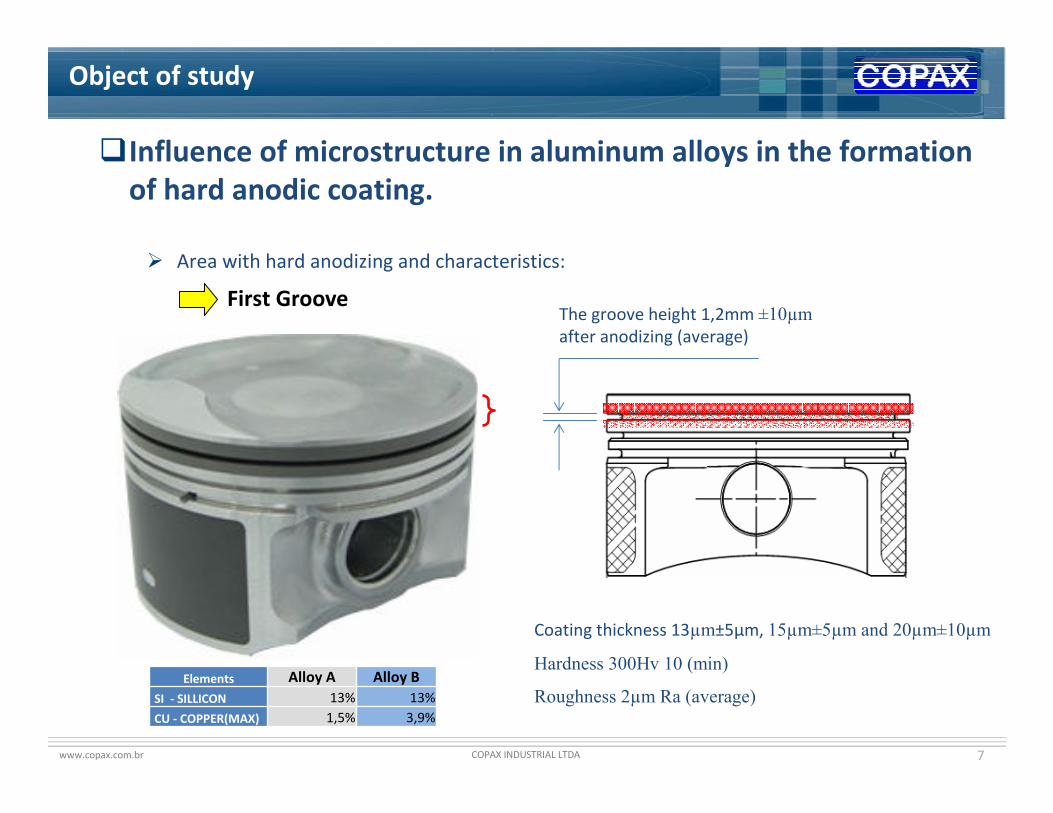
�Influence of microstructure in aluminum alloys in the formation of hard anodic coating.
� Area with hard anodizing and characteristics:
First GrooveThe groove height 1,2mm ±10µm
after anodizing (average)
Coating thickness 13µm±5µm, 15µm±5µm and 20µm±10µm
Hardness 300Hv 10 (min)
Roughness 2µm Ra (average)Elements Alloy A Alloy B
SI - SILLICON 13% 13%
CU - COPPER(MAX) 1,5% 3,9%
www.copax.com.br COPAX INDUSTRIAL LTDA 8
Object of study
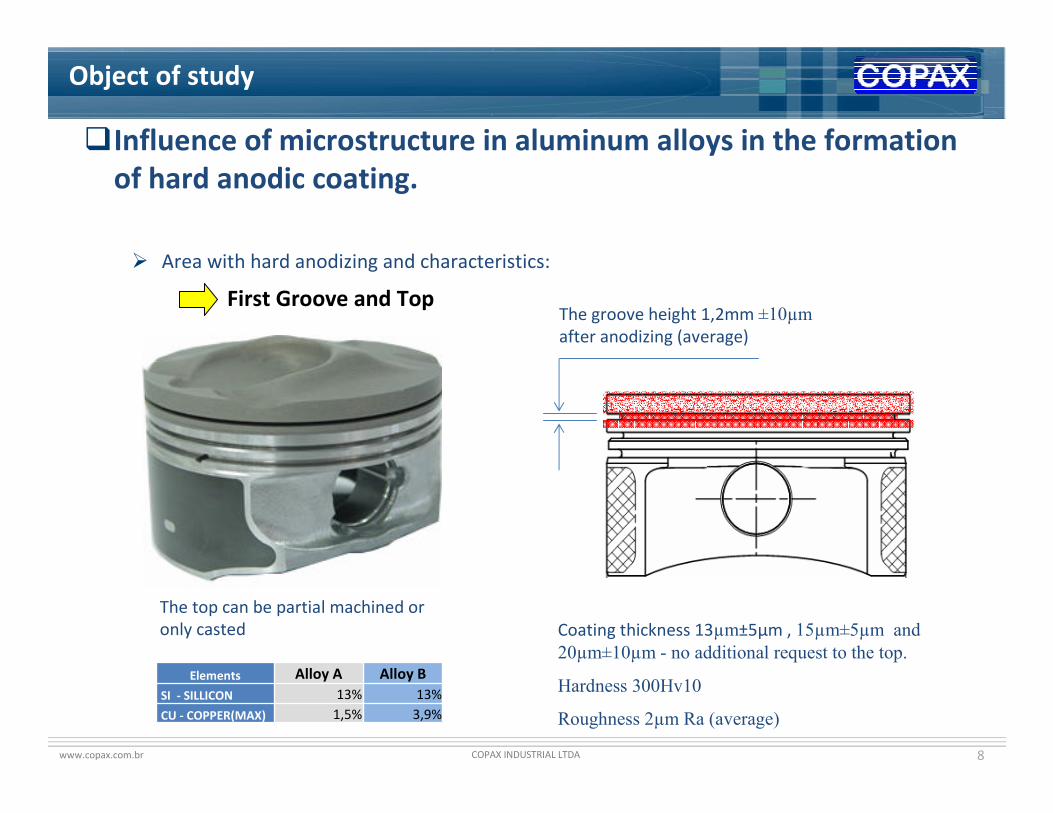
�Influence of microstructure in aluminum alloys in the formation of hard anodic coating.
� Area with hard anodizing and characteristics:
First Groove and Top
Coating thickness 13µm±5µm , 15µm±5µm and
20µm±10µm - no additional request to the top.
Hardness 300Hv10
Roughness 2µm Ra (average)
The top can be partial machined or only casted
The groove height 1,2mm ±10µm
after anodizing (average)
Elements Alloy A Alloy B
SI - SILLICON 13% 13%
CU - COPPER(MAX) 1,5% 3,9%

www.copax.com.br COPAX INDUSTRIAL LTDA 9
Object of study
�Influence of microstructure in aluminum alloys in the formation of hard anodic coating.
� Area with hard anodizing and characteristics:
Coating thickness: 13µm±5µm for all grooves and allfunctional machined surfaces;14µm±2µm pin bore
Hardness: 300Hv10 (min)
Roughness: 1,5µm Ra (max) grooves and all functional
machined surfaces;
1,8µm Ra (max) pin bore
Pin bore
New
Full anodizing ®
Elements Alloy A Alloy B
SI - SILLICON 13% 13%
CU - COPPER(MAX) 1,5% 3,9%
www.copax.com.br COPAX INDUSTRIAL LTDA 10
Object of study
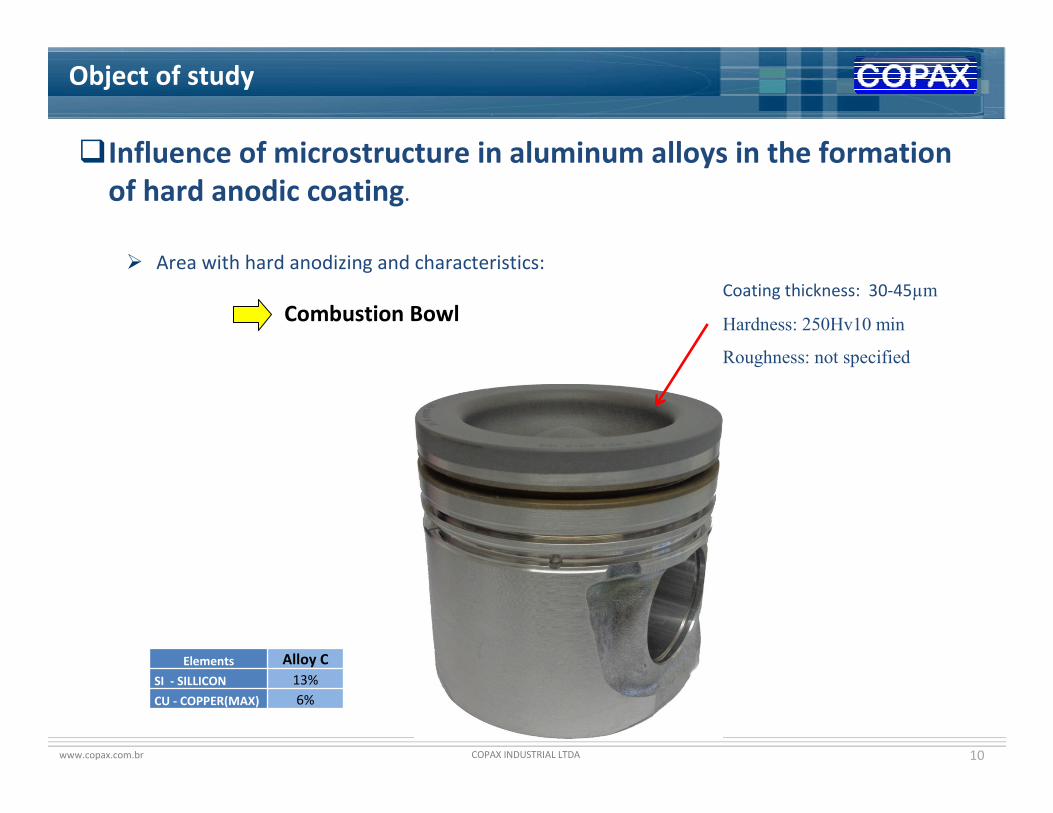
�Influence of microstructure in aluminum alloys in the formation of hard anodic coating.
� Area with hard anodizing and characteristics:
Combustion BowlCoating thickness: 30-45µm
Hardness: 250Hv10 min
Roughness: not specified
Elements Alloy C
SI - SILLICON 13%
CU - COPPER(MAX) 6%

www.copax.com.br COPAX INDUSTRIAL LTDA 11
Elementos
MATERIAIS PARA PISTÕES DE LIGA LEVE DE ALUMÍNIO EM [%] EM MASSA
SAE 332Eutética a
16 % SiHipereutética
18 % SiY
(AlCu)12 % Si 12 % SiCuNi
SI – SILÍCIO 8,5 – 10,5 11,0 – 13,5 10,0 – 13,5 14,5 – 16,5 17,0 – 19,0 0,7 MÁX.CU – COBRE 2,0 – 4,0 0,8 – 1,5 2,5 – 6,0 0,8 – 1,8 0,8 – 1,5 3,5 – 4,5MG – MAGNÉSIO 0,5 – 1,5 0,7 – 1,5 1,5 MÁX 0,8 – 1,8 0,7 – 1,5 1,2 – 1,8NI – NÍQUEL 0,5 MÁX. 0,7 – 1,4 1,0 – 3,5 0,8 – 1,8 0,7 – 1,4 1,7 – 2,3FE – FERRO 1,2 MÁX. 0,7 MÁX. 0,7 MÁX. 0,7 MÁX. 0,7 MÁX. 1,0 MÁX.MN –MANGANÊS
0,5 MÁX. 0,35 MÁX. 0,4 MÁX. 0,3 MÁX. 0,4 MÁX. 0,35 MÁX.
ZN – ZINCO 1,5 MÁX. 0,3 MÁX. 0,3 MÁX. 0,3 MÁX. 0,3 MÁX. 0,35 MÁX..PB – CHUMBO – 0,05 MÁX. 0,05 MÁX. – 0,05 MÁX. –SN – ESTANHO – 0,05 MÁX. 0,05 MÁX. – 0,05 MÁX. –OUTROS 0,5 MÁX. 0,15 MÁX. 0,15 MÁX. 0,2 MÁX. 0,15 MÁX. 0,25 MÁX.AL – ALUMÍNIO RESTANTE RESTANTE RESTANTE RESTANTE RESTANTE RESTANTEA LIGA AL-SI EUTÉTICA NÃO MODIFICADA COM SILÍCIO PRIMÁRIO ISOLADO. TAMANHO DE GRÃO DE SILÍCIO – 100 µM MÁXIMO
PERMITIDO.
The Main Alloy Characteristics
Elements Alloy A Alloy B Alloy C
SI - SILLICON 13% 13% 13%
CU - COPPER(MAX) 1,5% 3,9% 6%
Materials for piston alloy aluminum in [%] Mass
By Brazilian Standard (ABNT)
Alloy used in study
www.copax.com.br COPAX INDUSTRIAL LTDA 12
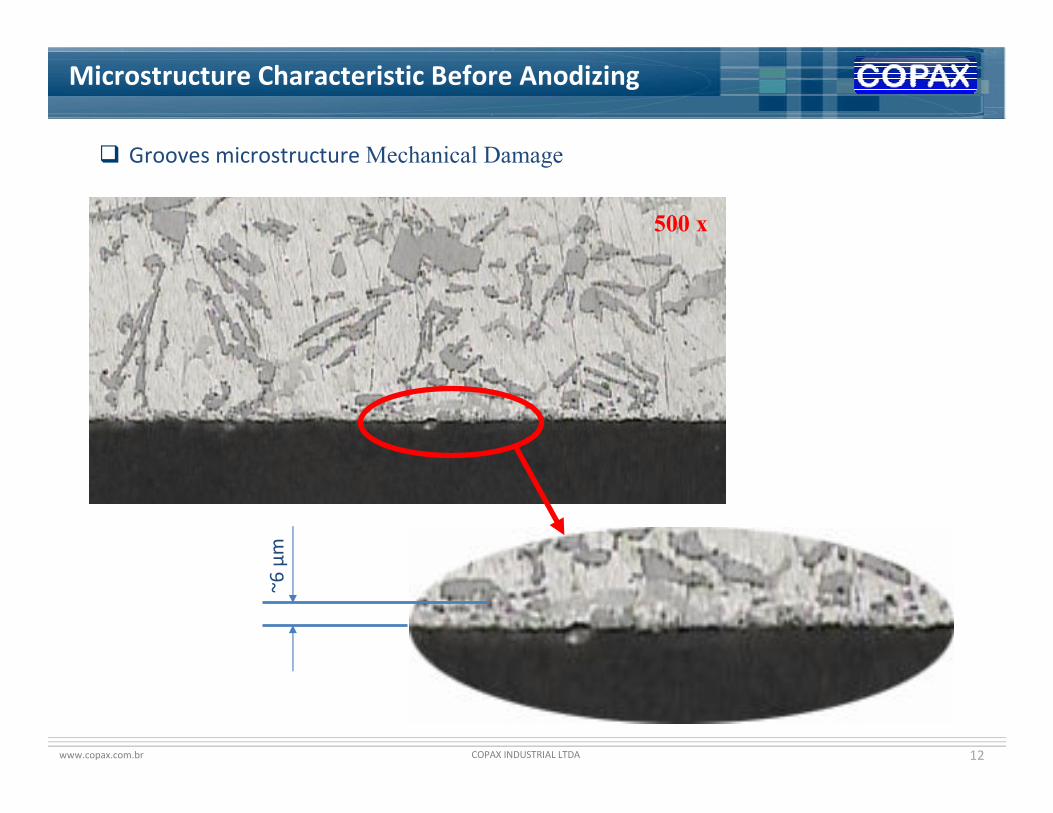
Microstructure Characteristic Before Anodizing
� Grooves microstructure Mechanical Damage
500 x
~6 µ
m
www.copax.com.br COPAX INDUSTRIAL LTDA 13
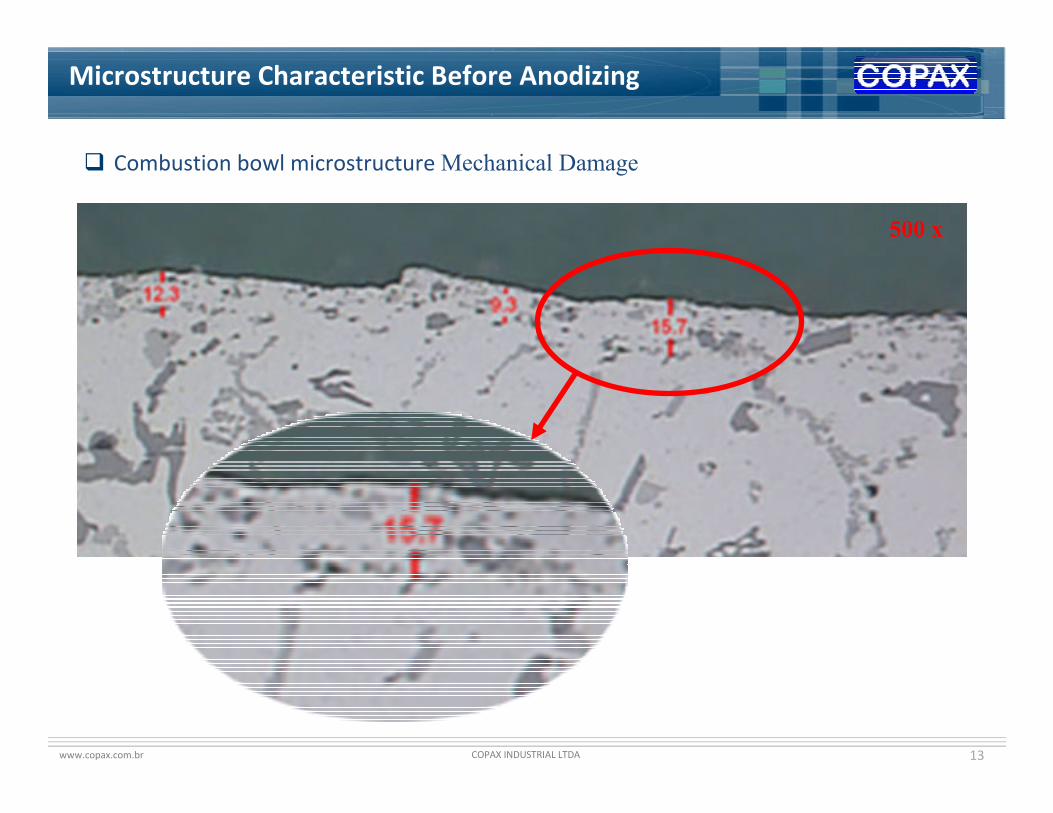
Microstructure Characteristic Before Anodizing
� Combustion bowl microstructure Mechanical Damage
500 x

www.copax.com.br COPAX INDUSTRIAL LTDA 14
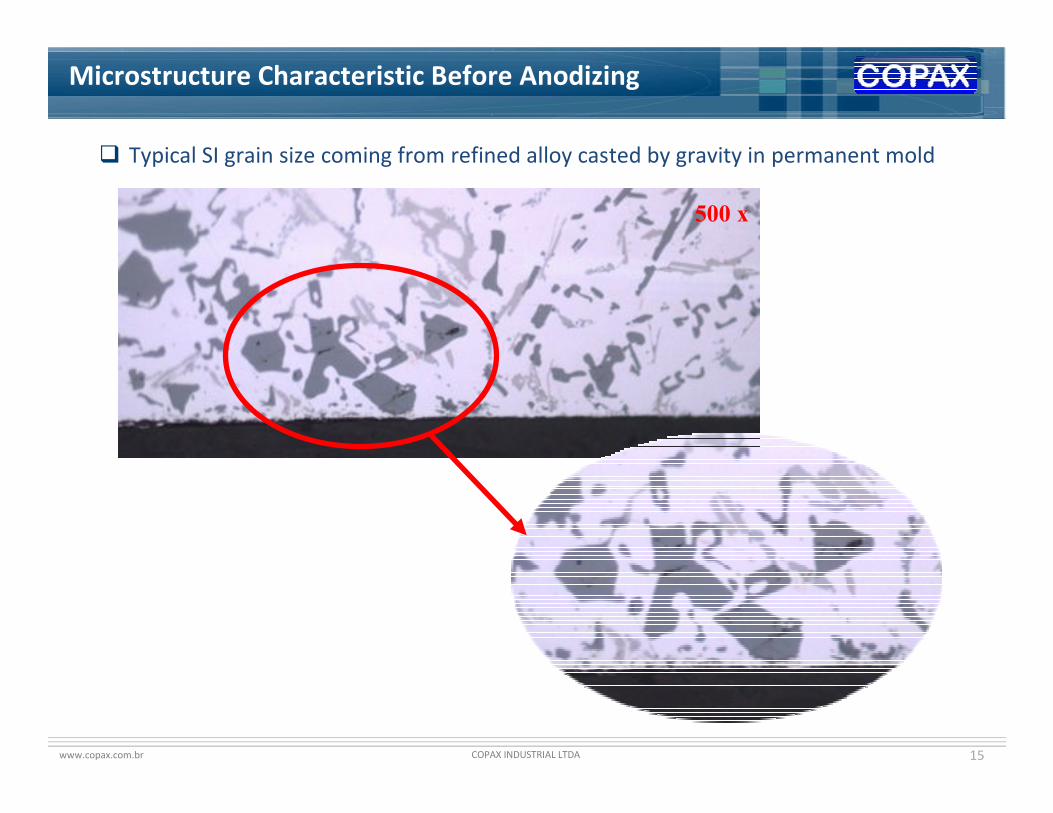
Microstructure Characteristic Before Anodizing
� Typical SI segregation coming from refined alloy casted by gravity in permanent mold
500 x
www.copax.com.br COPAX INDUSTRIAL LTDA 15
Microstructure Characteristic Before Anodizing
� Typical SI grain size coming from refined alloy casted by gravity in permanent mold
500 x

www.copax.com.br COPAX INDUSTRIAL LTDA 16
Microstructure Characteristic After Anodizing
� Influence of microstructure in aluminum alloys in the formation of hard anodic coating.
� Typical hard anodizing coming from a normal microstructure.
Hard anodic
coating
500 x

www.copax.com.br COPAX INDUSTRIAL LTDA 17
Microstructure Characteristic After Anodizing
� Influence of microstructure in aluminum alloys in the formation of hard anodic coating.
� Typical hard anodizing coating under influence of microstructure.
Hard anodic
coating
500 x

www.copax.com.br COPAX INDUSTRIAL LTDA 18
Microstructure Characteristic After Anodizing
� Influence of microstructure in aluminum alloys in the formation of hard anodic coating.
� Typical hard anodizing coating under influence of microstructure.
Hard anodic
coating
500 x

www.copax.com.br COPAX INDUSTRIAL LTDA 19
Microstructure Characteristic After Anodizing
� Influence of microstructure in aluminum alloys in the formation of hard anodic coating.
� Typical hard anodizing coating under influence of microstructure and mechanical damage.
Hard anodic
coating
500 x500 x

www.copax.com.br COPAX INDUSTRIAL LTDA 20
Coating Thickness Evaluating Best Practice
� First groove coating thickness, how to evaluate?
Conventional method
Destructive analyses supported by probes and microscope.
Optional method
No destructive analyses by Eddy current / Copax special device
Main advantages:
•Low cost
•High accuracy
•No scrap
•Fast analyze
•Results on-line, integrated with Quality System
•More checked points increase the decision quality robustness

www.copax.com.br COPAX INDUSTRIAL LTDA 21
Copax Thickness of Anodized Coating Evaluating
� Special dedicated device to measuring thickness, integrated with quality system.
2
3
4
5
1. Positioning Device
2. Probe
3. Measuring Device
4. Data Control Screen
5. Interface charts with
quality system
1Eddy current
sensor
1,5mm
www.copax.com.br COPAX INDUSTRIAL LTDA 22
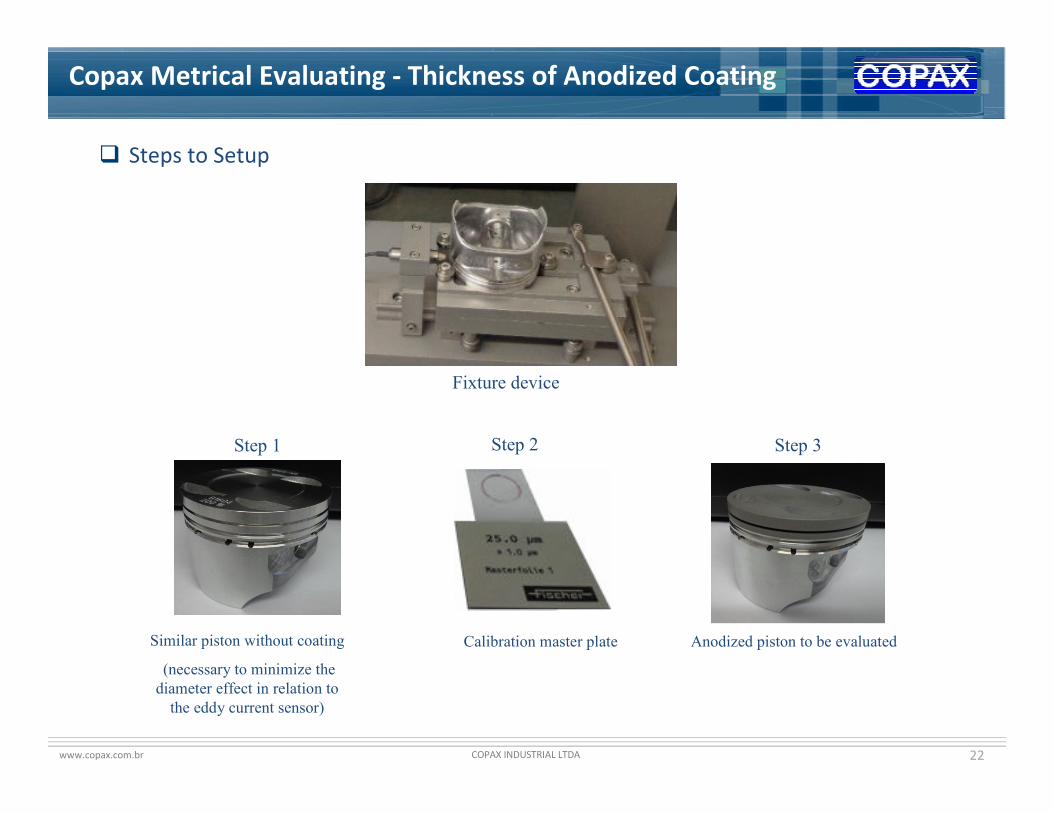
Copax Metrical Evaluating - Thickness of Anodized Coating
� Steps to Setup
Similar piston without coating
(necessary to minimize the
diameter effect in relation to
the eddy current sensor)
Calibration master plate Anodized piston to be evaluated
Fixture device
Step 1 Step 2 Step 3

www.copax.com.br COPAX INDUSTRIAL LTDA 23
Copax Thickness of Anodized Coating Evaluating
� Setup and start evaluation procedure

www.copax.com.br COPAX INDUSTRIAL LTDA 24
Copax Thickness of Anodized Coating Evaluating
� Poka-yoke samples to verify eddy-current result.
OK - Range 8-22µm Rejected More as maximal Rejected Minor as minimal
www.copax.com.br COPAX INDUSTRIAL LTDA 25
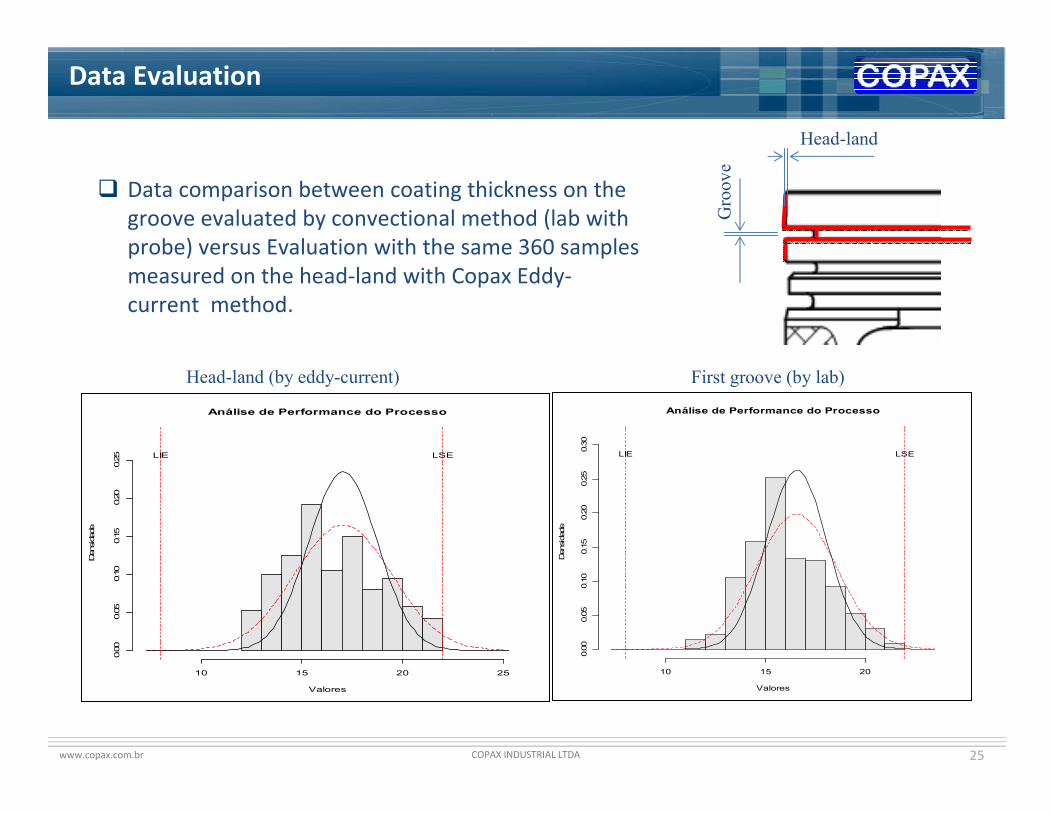
Data Evaluation
� Data comparison between coating thickness on the groove evaluated by convectional method (lab with probe) versus Evaluation with the same 360 samples measured on the head-land with Copax Eddy-current method.
Head-land
Gro
ov
e
Análise de Performance do Processo
Valores
Densidade
10 15 20 25
0.00
0.05
0.10
0.15
0.20
0.25 LIE LSE
Análise de Performance do Processo
Valores
Densidade
10 15 20
0.00
0.05
0.10
0.15
0.20
0.25
0.30
LIE LSE
Head-land (by eddy-current) First groove (by lab)
www.copax.com.br COPAX INDUSTRIAL LTDA 26
Conclusion
Even considering all variables coming from influence of microstructure and process, we can decide the groove
coating thickness using the data coming from head-land always we support by statistical analysis.