handbook of seafood quality, safety and health applications (alasalvar/handbook of seafood quality,...
TRANSCRIPT

P1: SFK/UKS P2: SFKc34 BLBK298-Alasalvar August 5, 2010 18:19 Trim: 244mm×172mm
34 Fish oil extraction, purification,and its properties
Subramaniam Sathivel
34.1 Introduction
With the increasing demand for fish oil as a healthy and functional food, the quality offish oil is becoming extremely important to the seafood industry. Fish oil is an abundantsource of polyunsaturated fatty acids (PUFA), especially eicosapentaenoic acid (EPA) anddocosahexaenoic acid (DHA). For the last two decades, interest in dietary effects of marineomega-3 fatty acids (n-3 or �-3) has increased, because they play a major role in humanhealth. Natural fish oils have been claimed to help maintain heart and vascular health inhumans [1]. Producing and purifying fish oil from whole fish and/or fish processing by-products for the growing fish oil market can benefit from the seafood industry. Crude oil canbe extracted from whole fish and/or fish processing by-products, including viscera, heads,skins, frame, and discarded fish. Fish by-products are obtained from the edible fisheriesindustry such as cuttings from filleting operations, fish cannery waste, roe fishing waste,and surimi processing. Menhaden oil is extracted from whole menhaden while salmon andpollock oils are extracted from their processing by-products. This chapter covers fish oilextraction, purification, and their thermal and rheological properties.
34.2 Extraction
The conventional method of extracting oil from fish is rendering, a process in which high heatis used to extract fat or oil mainly from animal tissues. Almost all animal fats are recoveredby rendering, whereas vegetable oils are obtained by crushing/pressing or solvent extractionor both. In general, rendering can be conducted under wet or dry conditions. Wet renderingis carried out with large amounts of water. The fat cell walls are broken down by steam underpressure until they are partially liquefied and the released fat floats to the surface of the water.Separated fat is removed by skimming or by centrifugal methods. The wet rendering is auniversal process and used in the majority of the fish oil industry. Fish oil industries all overthe world (both on land and in ships) use this method. They may have slight differencesin equipment type, but the major steps of cooking, pressing, and separating are alwayspresent [2].
Handbook of Seafood Q uality, Safety and Health Applications
Edited by Cesarettin Alasalvar, Fereidoon Shahidi, Kazuo Miyashita and Udaya Wanasundara
© 2011 Blackwell Publishing Ltd. ISBN: 978-1-405-18070-2

P1: SFK/UKS P2: SFKc34 BLBK298-Alasalvar August 5, 2010 18:19 Trim: 244mm×172mm
424 Seafood Quality, Safety and Health Applications
Refining
Degumming
Bleaching
Winterization
Undefined fish oil
Deodorization
Fig. 34.1 Production of unrefined fish oil from a typical fish meal plant.
In general, fish meal plants produce fish oil from fish by-products and discarded fish, wherethe by-products are ground and cooked for 20 minutes at 95◦C. The cooked fish by-productsare then mechanically dewatered in a screw press, which subsequently produces press cakeand press liquor. The press liquor is clarified using a decanter to remove suspended solidsand then the clarified liquor is centrifuged to separate the oil and the aqueous fraction.
Extracted fish oil contains free fatty acids (FFA), oxidation products, minerals, pigments,moisture, phospholipids, and insoluble impurities that reduce oil quality. Removal of im-purities from crude fish oil is very important for producing purified oil with desirable andacceptable shelf-life. Conventional fish oil refining steps are degumming, neutralizing (alkalirefining), bleaching, winterizing, and deodorizing (Fig. 34.1). Degumming removes phos-pholipids; neutralization removes FFA which are precipitated as soap; bleaching uses clay toadsorb pigments and breakdown of the primary oxidation products; and finally, deodorizationremoves oxidized components along with other volatiles. Each step is given in detail below.
34.2.1 Degumming
Degumming is a treatment designed to remove the impurities such as phospholipids, FFA,and trace metals, with the least possible damage to the natural oil. The impurities are complex

P1: SFK/UKS P2: SFKc34 BLBK298-Alasalvar August 5, 2010 18:19 Trim: 244mm×172mm
Fish oil extraction and purification 425
molecules and are generally classified as “gum”. The presence of gum in the oil determinesthe final oil colour, flavour, foaming, and smoking stability of oil and it must be removed.Occasionally, the gum settles out in a storage tank and can cause high refining losses. Thegum can be removed from the oil with water or acids such as phosphoric acid or citric acid,etc. [3–5].
The gum in the oil is broadly divided into hydratable and non-hydratable types. Thehydratable type is treated with water or steam and converted to a hydrated gum, whichis insoluble in the oil and separated by centrifugation [3]. For water hydration processes,the crude oil is heated to 70◦C and 1 to 3% of water by weight is mixed into the oil. Themixture is agitated slowly for about 30 minutes and then centrifuged to remove the gum.The non-hydrated gum is usually removed by treating the oil under vacuum with acidssuch as phosphoric or citric acid. In acid degumming, the oil is heated to 70 to 85◦C andabout 0.1% (weight basis, wb) phosphoric acid and/or 0.3% (wb) citric acid is added andintensively mixed for about 30 seconds. After an additional 15 minutes agitation by a stirrer,1% (wb) demineralized water is added to the acid-in-water emulsion and agitated for another15 minutes and the oil is then removed by centrifugation [6].
Degumming is not ordinarily carried out in fish oils processing, because they have a verylow amount of phosphatides. In some refineries, however, an acid pre-treatment, designed tohydrate gums and remove phosphorous and other trace metals, is applied to oil as it entersthe alkali refining plant. The pre-treatment of fish oils with phosphoric acid prior to causticrefining is a standard practice in Europe [7]. Degumming has been shown to effectivelyreduce lead, copper, arsenic, and zinc in menhanden oil [8,9].
34.2.2 Neutralization (alkali refining)
Neutralization is a purification process designed to remove non-acylglycerol impurities suchas FFA in the oil. In general, the FFA can be removed from oils in two ways, chemical(neutralization) and physical methods. In the case of neutralization, an alkali solution isadded to crude oil. The alkali combines with FFA present in the oil to form soaps [5]. Thealkali most commonly employed for neutralization oils is caustic soda. However, it saponifiessome of the neutral triacylglycerols (TAG), causing a higher purifying loss [5].
Another method to remove FFA and volatile components is the physical method. SinceFFA are more volatile than glycerols, it is also possible to remove them from the oil by high-temperature steam distillation [10]. This process is called “physical refining”. However, fishoils are not normally physically refined because they are too unstable. The highly unsaturatedTAG would polymerize during the distillation and produce a rapid flavour reversion afterrefining [2].
Fernandez [11] explained a cation strong-acid microporous resins process for the refiningof fish oil for human consumption. Conventional refining processes require high temperaturetreatment that damage n-3 fatty acids in fish oil. On the other hand, resins that do not requirehigh temperature, are of consistent quality and can be regenerated.
34.2.3 Bleaching
Bleaching is designed to improve colour, off-flavour, and oxidation products [12]. Manycompounds in crude oil responsible for the colour are broken down at high temperatures andthe volatile products are removed under deodorization conditions. Bleaching involves theadsorption of coloured compounds in the oil by activated clay [2]. The bleaching step is also

P1: SFK/UKS P2: SFKc34 BLBK298-Alasalvar August 5, 2010 18:19 Trim: 244mm×172mm
426 Seafood Quality, Safety and Health Applications
important to remove soap, trace and heavy metals, and sulphur compounds. During bleaching,peroxides are broken down to aldehydes and ketones and these secondary oxidation productsare adsorbed onto the activated earth surface such that the filtered oil after bleaching shouldhave a low peroxide value (PV) compared with the oil before bleaching.
Adsorption is commonly used for bleaching and it is done by transferring the fluid phaseto the surface of a solid adsorbent. Usually the small particles of adsorbent are held in a fixedbed, and the fluid is passed continuously through the bed until the solid is nearly saturatedand the more desired separation can no longer be achieved. The flow is then switched to asecond bed until the saturated adsorbent can be replaced or regenerated [13].
The two types of commercial bleaching clays used in processing of edible oils are charac-terized as “Natural Bleaching Earth” and “Activated Bleaching Earth” [14]. Natural bleachingearth, also known as Fuller’s earth, is basically a hydrated aluminium silicate. In recent years,there has been considerable interest in acid activated clays for bleaching of oil and fats. Theraw materials used for the manufacture of this type of bleaching clay consists of mostlybentonite or montmorillonite, which have little or no decolorizing power in the raw state.In general, the clays are treated with sulphuric or hydrochloric acid. The acid treatmentextends the surface of the clay and causes important changes in its chemical or physico-chemical nature. Acid-activated clays retain more oil per unit weight of clay than do naturalearths.
34.2.4 Deodorization
Deodorization is one of the major processing steps in the refining of edible oils. Due to currentharvesting and processing practices, high concentration of PUFA, and other contaminants,crude fish oils are easily subjected to deterioration. This severe deterioration changes theflavour quality of fish oils. Off-odours and flavours in fish oil arise from metabolite contam-inants, from fish oil protein spoilage, or from oxidation of the fish oil itself [15,16]. Hsiehet al. [17] studied the volatile components of crude winterized menhaden oil by dynamicheadspace/gas chromatography (DH/GC) analysis and found that many odour componentsare derived from lipid oxidation, including short-chain saturated and unsaturated aldehydes,ketones, and carboxylic acids.
Undesirable ingredients produced by previous refining, bleaching, hydrogenation, or evenstorage conditions may affect the flavour quality of fish oil. Therefore, undesirable odoursand volatile components should be removed during refining and deodorization to obtain foodgrade oil with good cooking quality. Deodorization has been considered as a unit process thatfinally establishes the oil flavour and odour characteristics that are most readily recognizedby the consumer [18–20]. Steam deodorization is possible because of the great differencesin volatility between the TAG and the substances that give oils and fat their natural flavoursand odours. It is essentially a process of steam distillation where the volatile compounds arestripped from the non-volatile oil [21].
34.2.5 Fractionation or winterization
Fractionation or winterization operations in the processing of edible oils are basically theseparation of oils into two or more fractions with different melting points [22]. Melted oilsare directly cooled and allowed to form crystals, and the crystalline mass is separated fromthe remaining liquid fraction [23]. The objective of winterization processes is to remove

P1: SFK/UKS P2: SFKc34 BLBK298-Alasalvar August 5, 2010 18:19 Trim: 244mm×172mm
Fish oil extraction and purification 427
trisaturated and disaturated glycerides, waxes, and other non-triglyceride constituents. It isa slow process, and the entire winterization process from start to finish takes up to six days.Solvent can also be added to oils for winterization. In this process, the oil viscosity is reducedby means of a solvent such as hexane. Fish oils are cooled in the presence of solvent yieldinghigh-melting crystals that are separated by filtration [24].
34.3 Fish oil properties
Knowledge of thermal, rheological, and oxidation properties of the fish oil is essential forthe design of a proper refining process, the analysis of production costs, and the final qualityevaluation. The differential scanning calorimetry (DSC) is used to determine the quality ofcatfish and menhaden oils at different purification steps [25].
DSC offers a simple method to investigate the characteristics of melting of fish oil. Theinfluence of oil composition, water content, production materials, aging, and heat treatmenton the oil quality can be demonstrated using DSC [26]. It has been used to investigate thethermal conductivity, specific heat [27], melting, crystallization [28,29], oil content [30],wax coating [29], and phase transition [31] of foods. Knowledge of rheological properties ofthe fish oil helps to solve problems related to the transfer or movement of bulk quantities ofthe oil. During refining, impurities, such as FFA, proteins, moisture, pigments, and volatilecompounds, are sequentially removed from the crude unrefined fish oil [32]. Removingimpurities may alter the rheological properties of the oil [33].
Marine oils, which contain higher quantities of PUFA, are susceptible to oxidation [34].Lipid oxidation of the oil mostly depends on the storage temperature and time [26,35]. Thetemperature dependent viscosity and oxidation of fish oil could be extrapolated by usingthe Arrhenius equation, which expresses the relationship between the rate constant and theactivation energy of a reaction [36].
34.3.1 Thermal properties of fish oil
Fish oil is subjected to temperature changes during the extraction and purification processes.Due to temperature changes, the overall physical and chemical properties of oil may drasti-cally alter the final oil quality [37]. Temperature changes are associated with enthalpy, whichexplains whether oils change from one physical state to another by absorbing (endothermic)or releasing (exothermic) heat [38]. Thermal properties related to temperature changes, suchas melting point, enthalpy, and specific heat, of fish oil can be measured using a DSC. Melt-ing of fish oils depends on the composition of the unsaturated and saturated TAG presents.Sathivel et al. [39] reported that the melting point of the unrefined Pollock oil ranged from–69.5 to 14.2◦C, while the melting points ranged from 69.6 to –0.36◦C and –64.7 to 20.8◦Cfor red and pink salmon oils, respectively [40]. Investigators found that the negative meltingpoints of fish oils were attributed to TAG, which contained unsaturated fatty acids [25,26].Oil samples with a higher degree of unsaturated fatty acids melt at negative temperatures,whereas those with a higher degree of saturated fatty acids melt at higher temperatures. Thesharpness of melting points of fish oil depends on impurities present in the oil. Refined fishoil has a sharper and narrower peak in the DSC thermograms, whereas the unrefined fish oilshows broad peaks [41]. The melting points of fish oil are sharper after each purification stepthat removes impurities from the oil [25].

P1: SFK/UKS P2: SFKc34 BLBK298-Alasalvar August 5, 2010 18:19 Trim: 244mm×172mm
428 Seafood Quality, Safety and Health Applications
34.3.2 Rheological properties of fish oil
Information on the rheological properties is essential in controlling fluid transfer, and purifi-cation of fish oils. During purification, impurities such as FFA, proteins, moisture, pigments,minerals, oxidation products, and volatile compounds, are sequentially removed from crudefish oil [32]. Removing impurities may alter the rheological properties of the fish oils [33].Precise information on rheological properties provides better control over fluid velocity,pump pressure, and energy consumption during the production of oil. The power law model(Eqn. 34.1) can be used to analyze the rheological properties of fish oils:
� = K � n (34.1)
where � = shear stress (Pa); � = shear rate (s−1); K = consistency index (Pa.sn); and n =flow behaviour index.
Huang and Sathivel [42] investigated the rheological properties of unrefined salmon oilbetween 0 and 35◦C (with 5◦C intervals). The flow behaviour index (n) of the unrefinedsalmon oil sample ranged from 0.8 to 0.88, which indicates its slight non-Newtonian be-haviour (Table 34.1). The consistency index (K) value for the unrefined salmon oil is higherat lower temperatures. A relationship can be obtained between the apparent viscosity of fishoils and their purification or handling temperature using the Arrhenius equation (Eqn. 34.2):
k = Ae(−Ea/RT ) (34.2)
where k is the reaction rate constant; A is the frequency factor; Ea is the activation energy(J/mol); R is the gas constant (8.314 J/mol K); and T is the temperature (K).
This equation can be used to calculate the average magnitude of activation energy of theunrefined salmon oil from 1/T and the natural logarithm of the apparent viscosity. The Ea
indicates the energy barrier that must be overcome before the elementary flow process canoccur [43]. The magnitudes of Ea (21.80 kJ/mol) and A (5.7 × 106) for the unrefined salmonoil are given in Table 34.1. The degree of fit, as shown by the r2 value of 0.98, indicated thatchanges in apparent viscosity with temperature could be well described by the Arrhenius
Table 34.1 Flow behaviour index, consistency index, apparent viscosity, and Arrhenius parameters ofunrefined salmon oil. Adapted from Huang and Sathivel [42]. Copyright 2008, with permission of Elsevier
Temperature (◦C) n K (Pa.sn) Apparent viscosity (Pa.s)
5 0.88 ± 0.02a 0.148 ± 0.016a 0.071 ± 0.001a
10 0.85 ± 0.05ab 0.132 ± 0.022ab 0.063 ± 0.001b
15 0.86 ± 0.01ab 0.110 ± 0.010bc 0.048 ± 0.001c
20 0.84 ± 0.00ab 0.108 ± 0.004bc 0.042 ± 0.001d
25 0.82 ± 0.01ab 0.107 ± 0.006bc 0.036 ± 0.001e
30 0.80 ± 0.01b 0.105 ± 0.010bc 0.032 ± 0.000f
35 0.80 ± 0.01b 0.097 ± 0.006c 0.030 ± 0.000g
Ea(J/mol) 21803.04 ± 373.01�∞ 5.70E-06 ± 7.65E-07
Values are means ± SD of three determinations.Abbreviations: n = flow behaviour index, K = consistency index, Ea = activation energy, �∞ = thefrequency factor.a-gMeans with the same superscript letter in each row are not significantly different (P � 0.05).

P1: SFK/UKS P2: SFKc34 BLBK298-Alasalvar August 5, 2010 18:19 Trim: 244mm×172mm
Fish oil extraction and purification 429
0
30
60
90
120
150
180
0 1 2 3 4 5 6
Time (hour)
PV
(m
illie
qu
ival
ent
per
oxi
de/
kg p
ollo
ck o
il)
24°C 40°C 50°C × 60°C
70°C 80°C + 90°C
+
+
++
+
+
× × ×××
Fig. 34.2 Peroxide values of the unrefined pollock oil at different temperatures. Adapted from Sathivelet al. [39]. Copyright 2008, with permission of Elsevier.
equation. This study shows that the magnitude of apparent viscosity of unrefined fish oil isgreatly influenced by temperature.
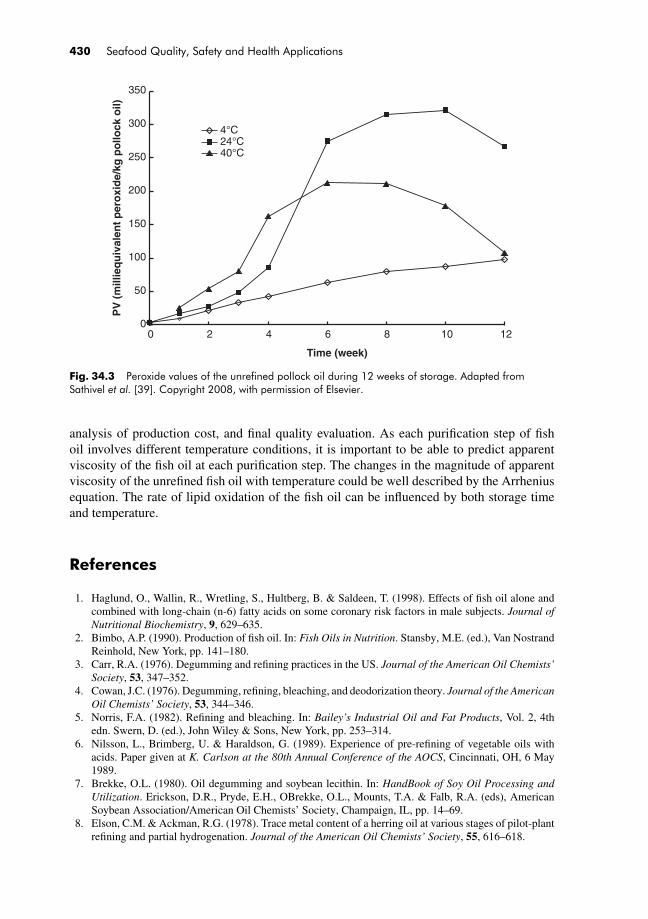
Lipid oxidation is a major problem during extraction, purification, and storage of fishoil. Sathivel et al. [39] reported that changes in lipid oxidation of pollock oil depended onthe storage period and storage temperature. PV measures the formation of hydroperoxides,which are primary products of oxidation. Lipid oxidation, as indicated by the PV values,increases with increased time and temperature (Fig. 34.2). The unrefined Pollock oil stored at24◦C for 6 hours exhibited minimal lipid oxidation, whereas those oils at 70 to 90◦C showedhigher lipid oxidation after 6 hours. In addition, Sathivel et al. [39] reported an increase in theformation of primary oxidation products in the unrefined pollock oil with increased storagetime at 4, 24, and 40◦C (Fig. 34.3). The rate of hydroperoxide formation in the oil stored atlower temperature (4◦C) was lower than that of the oil stored at room temperature (24◦C).Frankel [44] reported that the formation rate of hydroperoxides at lower temperatures wasattributed to the lipid and antioxidant concentration in the oil, but at elevated temperaturesthe rate was mainly related to oxygen concentration. The oil stored at 40◦C (Fig. 34.3) hasa slower rate of hydroperoxide formation than that of the oil stored at 24◦C; this might beattributed to lower oxygen solubility at an elevated temperature. Furthermore, the rate ofdecomposition of primary hydroperoxides is higher at an elevated temperature; therefore,they do not accumulate in the oil stored at 40◦C compared to those at 24◦C. Aidos et al. [35]reported a similar pattern of formation and decomposition of hydroperoxidise for herring oilstored at elevated temperatures.
34.4 Conclusions
Information on thermal and rheological properties and lipid oxidation of unrefined fish oilis useful for designing the process and optimizing unit operations for purification process,
P1: SFK/UKS P2: SFKc34 BLBK298-Alasalvar August 5, 2010 18:19 Trim: 244mm×172mm
430 Seafood Quality, Safety and Health Applications
0
50
100
150
200
250
300
350
0 2 4 6 8 10 12
Time (week)
PV
(m
illie
qu
ival
ent
per
oxi
de/
kg p
ollo
ck o
il)4°C24°C40°C
Fig. 34.3 Peroxide values of the unrefined pollock oil during 12 weeks of storage. Adapted fromSathivel et al. [39]. Copyright 2008, with permission of Elsevier.
analysis of production cost, and final quality evaluation. As each purification step of fishoil involves different temperature conditions, it is important to be able to predict apparentviscosity of the fish oil at each purification step. The changes in the magnitude of apparentviscosity of the unrefined fish oil with temperature could be well described by the Arrheniusequation. The rate of lipid oxidation of the fish oil can be influenced by both storage timeand temperature.
References
1. Haglund, O., Wallin, R., Wretling, S., Hultberg, B. & Saldeen, T. (1998). Effects of fish oil alone andcombined with long-chain (n-6) fatty acids on some coronary risk factors in male subjects. Journal ofNutritional Biochemistry, 9, 629–635.
2. Bimbo, A.P. (1990). Production of fish oil. In: Fish Oils in Nutrition. Stansby, M.E. (ed.), Van NostrandReinhold, New York, pp. 141–180.
3. Carr, R.A. (1976). Degumming and refining practices in the US. Journal of the American Oil Chemists’Society, 53, 347–352.
4. Cowan, J.C. (1976). Degumming, refining, bleaching, and deodorization theory. Journal of the AmericanOil Chemists’ Society, 53, 344–346.
5. Norris, F.A. (1982). Refining and bleaching. In: Bailey’s Industrial Oil and Fat Products, Vol. 2, 4thedn. Swern, D. (ed.), John Wiley & Sons, New York, pp. 253–314.
6. Nilsson, L., Brimberg, U. & Haraldson, G. (1989). Experience of pre-refining of vegetable oils withacids. Paper given at K. Carlson at the 80th Annual Conference of the AOCS, Cincinnati, OH, 6 May1989.
7. Brekke, O.L. (1980). Oil degumming and soybean lecithin. In: HandBook of Soy Oil Processing andUtilization. Erickson, D.R., Pryde, E.H., OBrekke, O.L., Mounts, T.A. & Falb, R.A. (eds), AmericanSoybean Association/American Oil Chemists’ Society, Champaign, IL, pp. 14–69.
8. Elson, C.M. & Ackman, R.G. (1978). Trace metal content of a herring oil at various stages of pilot-plantrefining and partial hydrogenation. Journal of the American Oil Chemists’ Society, 55, 616–618.

P1: SFK/UKS P2: SFKc34 BLBK298-Alasalvar August 5, 2010 18:19 Trim: 244mm×172mm
Fish oil extraction and purification 431
9. Elson, C.M., Bem, E.M. & Ackman, R.G. (1981). Determination of heavy metals in a menhaden oil afterrefining and hydrogenation using several analytical methods. Journal of the American Oil Chemists’Society, 58, 1024–1026.
10. Sullivan, F.E. (1976). Steam refining. Journal of the American Oil Chemists’ Society, 53, 358–360.11. Fernandez, C.C. (1986). Refinement of Fish Oil for Human Consumption: Engineering Investigations.
PhD Thesis, University of Washington, Seattle, WA.12. Taylor, D.R. (2005). Edible oil and fat products: processing technologies. In: Bailey’s Industrial Oil and
Fat Products, Vol. 5. Shahidi, F. (ed.), John Wiley & Sons, Hoboken, NJ, pp. 285–339.13. McCabe, W.L., Smith, J.C. & Harriott, M.S. (1993). Unit Operation of Chemical Engineering, 5th edn.
McGraw-Hill, Inc., New York.14. Richardson, L.L. (1978). Use of bleaching, clays, in processing edible oils. Journal of the American Oil
Chemists’ Society, 55, 777–780.15. Stansby, M.E. (1971). Flavors and odors of fish oils. Journal of the American Oil Chemists’ Society, 48,
820–823.16. Stansby, M.E. (1973). Problems discourage use of fish oil in American-manufactured shortening and
margarine. Journal of the American Oil Chemists’ Society, 50, 220A–225A.17. Hsieh, T.C.Y., Williams, S.S., Weiaphan, W. & Meyer, S.P. (1989). Characterization of volatile compo-
nents of menhaden fish (Brevoortia tyrannus) oil. Journal of the American Oil Chemists’ Society, 66,114–118.
18. Zehnder, C.T. (1975). Deodorization. Journal of the American Oil Chemists’ Society, 52, 364–369.
19. Gavin, A.M. (1977). Edible oil deodorizing systems. Journal of the American Oil Chemists’ Society,54, 528–532.
20. Gavin, A.M. (1978). Edible oil deodorization. Journal of the American Oil Chemists’ Society, 55,783–791.
21. Mattil, K.F. (1964). Deodorization. In: Bailey’s Industrial Oil and Fat Products, Vol. 3. Swern, D. (ed.),John Wiley & Sons, New York, pp. 897–930.
22. Kreulen, H.P. (1976). Fractionation and winterization of edible fats and oils. Journal of the AmericanOil Chemists’ Society, 53, 393–396.
23. Thomas, A.E. (1985). Fractionation and winterization processes and products. In: Bailey’s IndustrialOil and Fat Products, Vol. 3. Applewhite, T.H. (ed.), John Wiley & Sons, New York, pp. 1–11.
24. Kokubu, K., Hayashi, S. & Kodama, K. (1984). Purification Method for Marine Oils. Japanese PatentNo. S58-883410, Tokyo, Japan.
25. Sathivel, S. (2001). Production, Process Design and Quality Characterization of Catfish Visceral Oil.PhD Thesis, Louisiana State University, Baton Rouge, LA.
26. Tan, C.P. & Chen Man, Y.B. (2002). Differential scanning calorimetric analysis of palm oil, palm oilbased products and coconut oil: effect of scanning rate variation. Food Chemistry, 76, 89–102.
27. Buhri, A.B. & Singh, R.P. (1994). Thermal properties measurements of fried foods using differentialscanning calorimeter. In: Developments in Food Engineering. Yano, T., Matsumoto, R. & Nakamura,K. (eds), Blackie Academic & Professional, Glasgow, UK, pp. 201–203.
28. Kaisersberger, E. (1989). DSC investigations of thermal characterization of edible fats and oils. Ther-mochimica Acta, 151, 83–90.
29. Ritter, B., Schulte, J. & Schulte, E. (2001). Detection of coating waxes on apples by differential scanningcalorimetry. European Food Research & Technology, 212, 603–607.
30. Iannotta, N., Oliviero, C., Ranieri, G.A. & Uccella, N. (2001). Determination of the oil content in olivesby the DSC technique. European Food Research & Technology, 212, 240–243.
31. Lai, L.S. & Chao, S.J. (2000). A DSC study on the gel-sol transition of a starch and hsian-tsao leaf gummixed system. Journal of Agricultural and Food Chemistry, 48, 3267–3274.
32. Wiedermann, L.H. (1981). Degumming, refining, and bleaching soybean oil. Journal of the AmericanOil Chemists’ Society, 58, 159–166.
33. Sathivel, S., Prinyawiwatkul, W., Negulescu, I.I., King, J.M. & Basnayake, B.F.A. (2003). Effects ofpurification process on the rheological properties of catfish oil. Journal of the American Oil Chemists’Society, 80, 829–832.
34. Shahidi, F. & Finley, J.W. (2001). The chemistry, processing, and health benefits of highly unsaturatedfatty acids: an overview. In: Omega-3 Fatty Acids: Chemistry, Nutrition, and Health Effects. Shahidi,F. & Finley, J.W. (eds), American Chemical Society, ACS Symposium Series 788, Washington, DC,pp. 2–11.

P1: SFK/UKS P2: SFKc34 BLBK298-Alasalvar August 5, 2010 18:19 Trim: 244mm×172mm
432 Seafood Quality, Safety and Health Applications
35. Aidos, I., Lourenco, S., Van Der Padt, A., Luten, J.B. & Boom, R.M. (2002). Stability of crude herringoil produced from fresh by-products: Influence of temperature during storage. Journal of Food Science,67, 3314–3320.
36. Froment, F.G. & Bischoff, K.B. (1990). Elements of reaction kinetics. In: Chemical Reactor Analysisand Design. Froment, F.G. & Bischoff, K.B. (eds), 2nd edn, John Wiley & Sons, New York, pp. 3–37.
37. Nawar, W. (1996). Lipids. In: Food Chemistry. Fennema, O.R. (ed.), Marcel Dekker, New York,pp. 225–320.
38. Zhao, L. & Yalkowsky, S.H. (1999). A combined group contribution and molecular geometry approachfor predicting melting points of aliphatic compounds. Industrial and Engineering Chemistry Research,38, 3581–3584.
39. Sathivel, S., Huang, J. & Prinyawiwatkul, W. (2008). Thermal properties and applications of the Ar-rhenius equation for evaluating viscosity and oxidation rates of unrefined pollock oil. Journal of FoodEngineering, 84, 187–193.
40. Sathivel, S. (2005). Thermal and flow properties of oils from salmon head. Journal of the American OilChemists’ Society, 82, 147–151.
41. Sathivel, S., Prinyawiwatkul, W., Negulescu, I.I. & King, J.M. (2008). Determination of melting points,specific heat and enthalpy of catfish oil during different processing steps. Journal of the American OilChemists’ Society, 85, 291–296.
42. Huang, J. & Sathivel, S. (2008). Thermal and rheological properties and the effects of temperature onthe viscosity and oxidation rate of unpurified salmon oil. Journal of Food Engineering, 89, 105–111.
43. Rao, M.A. (1999). Rheological of Fluids and Semisolids. Principles and Applications. Aspen Publishers,Inc., Gaitherburg, MD.
44. Frankel, E.N. (1998). Methods to determine extent of oxidation. In: Lipid Oxidation. Frankel, E.N. (ed.),The Oil Press, Glasgow, UK, pp. 79–98.