hanan elnouhy1, a, anwar mahmoud1, b - university of … from clay with high temperature kiln firing...
TRANSCRIPT

Green Bricks Units using Different Cement Types and Recycled Aggregates
1, b, Anwar Mahmouda ,1Hanan Elnouhy
Housing and Building National Research Center,Cairo,Egypt1
[email protected], [email protected]
Keywords: recycled aggregates, green bricks, cooling techniques, blended cements
ABSTRACT
The aim of this study is to produce innovative bricks using 100% "green" building materials. Normal
Portland cement CEM Ι 32,5N, Limestone Blended cement CEM ΙΙ B-L32,5, and Slag cement CEM ΙΙ
A-S32,5 were used. Two types of coarse aggregates were used: dolomite and concrete rubble as
recycled aggregates. Also, two types of fine aggregates were used: sand, and concrete rubble. The
manufactured bricks were tested at ages 3, 7, 14, and 28 days. After 28 days of curing, selected mixes
were exposed to elevated temperatures of 300°С and 600°С for 2 hours. Afterwards, they were
subjected to different cooling regimes. The cooling regimes were air cooling, water cooling (sprayed
every 5 minutes for 1 hour immediately after removal from oven), and quenching (immersed in water
for 15 minutes immediately after removal from oven). Tests were conducted according to both
Egyptian Standard Specifications (ESS) and American Society for Testing and Materials (ASTM) in
order to determine compressive strength, absorption percentage, and oven-dry weight. The results
showed that all tested mixes, including those subjected to the various cooling techniques satisfied the
conditions of load-bearing units and were also of normal weight according to both ESS and ASTM.
1-INTRODUCTION
Bricks are a widely used construction and building material around the world. Bricks are either
produced from clay with high temperature kiln firing or from Portland cement (OPC), consequently,
contain high embodied energy and have large carbon footprint. To reduce the use of OPC, the
incorporation of high-pozzolanic industrial by-product content for making concrete masonry blocks
becomes a preferred choice. A study investigated the effect of replacing (OPC) by 20% of basalt, as
natural pozzolana, on the physico-chemical properties of blended cement in comparison to silica fume,
granulated blast furnace slag, and limestone. The results showed that basalt has lower pozzolanic
activity at early ages than that of silica fume and slag, but increased at later age. It was concluded that
basalt has low pozzolanic activity and has a better filling effect on cement hydration with better
physico-mechanical properties than other pozzolanic materials. Extensive research has been conducted
on production of bricks from waste materials. However, the commercial production of bricks from
waste materials is still very limited. This is possibly due to potential contaminations from the waste
materials used, the absence of relevant standards, and the slow acceptance of waste materials-based
bricks by industry and public. For mass production of bricks from waste materials, further research is

needed on standardization, government policy and public education related to waste recycling and
sustainable development [1-3].
Using by-products and waste materials, such as ground granulated blast furnace slag(GGBS), cement
by-pass dust (BPD), run-of-station ash (ROSA), basic oxygen slag (BOS), plasterboard gypsum
(PG),incinerator bottom ash aggregate (IBAA), recycle crushed glass (RCG),recycled bricks (RB),
steel fibre (SF), and PVA-fibre for the production of environmentally friendly paving blocks was
investigated. The test results confirmed that a concrete paving mix containing 6.3%GGBS,0.7%BPD
and 7% OPC by weight can decrease Portland cement content by 30% in comparison to the percentage
currently being used in most factories, without having a substantial effect on the strength or durability
of the paving blocks produced in accordance to BSEN 1338:2003[4].
The behavior of high volume fly ash (HVFA) concrete blended with ground granulated blast furnace
slag (shortened as slag) under the effect of elevated temperatures was studied. Cement was partially
replaced by a Class F fly ash (FA) at a level of 70% to produce HVFA concrete (F70).F70 was
modified by partially replacing FA with slag at levels of 10% and 20% by weight. After curing, the
specimens were exposed to elevated temperatures. The incorporation of slag showed negative effect on
HVFA concrete before and after different heat treatments [5]. Sadek examined the effect of using air-
cooled slag (ACS) and water-cooled slag (WCS) in solid cement bricks. The behavior of the bricks was
evaluated at ambient temperature and after exposure to elevated temperatures. Mixes were prepared in
which sand was replaced either partially/fully by either ACS or WCS individually. Results indicated
the possibility of recycling ACS and WCS without processing as fine aggregates in bricks production.
The use of ACS resulted in a higher deterioration after exposure to elevated temperatures although it
increased the compressive strength of unheated specimens. On the other hand, the bricks which
contained WCS were thermally more stable than natural sand (NS) and ACS bricks [6].Also, another
research was conducted to investigate the behavior of both normal and high strengths concretes
subjected to elevated temperatures and subsequently to different cooling regimes [7].
An experimental investigation was conducted on the effect of thermal shock during cooling on residual
mechanical properties of fiber concrete exposed to elevated temperatures. Various cooling regimes
were used including natural cooling, spraying water for a series of durations from 5 to 60 minutes and
quenching in water. Results proved that the rapid cooling regimes such as quenching in water, or water
to concrete for 30 minutes or more, caused an action of "thermal shock" to concrete under elevated
temperatures. The experimental results indicated that, compared with natural cooling, thermal shock
induced by water quenching and spraying water caused more severe damage to concrete, in terms of
greater losses in compressive strength, splitting tensile strength, and fracture energy[8].
In this study, the effect of elevated temperatures and various cooling regimes on the properties of
aerated concrete was investigated. Air cooled materials were tested at room temperature and in hot
condition after exposure to fire. Water quenching effect was determined by testing the material in wet
condition right after the quenching and in dry condition at room temperature. Unstressed strength of the
material tested hot is relatively higher than air cooled unstressed residual strength up to 600°С. On the
other hand, water quenching decreased the percentage of the strength particularly when the material
was wet right after the quenching; strength was lost gradually as the temperature rose. As a result, if the
quenching effect is disregarded, temperature rise does not have a considerable effect on the strength of
the aerated concrete approximately up to 700 - 800°С [9].
In this study, the residual compressive strength of concrete with expanded perlite aggregate (EPA) and
pumice aggregate (PA) after it was exposed to elevated temperature and then cooled in three cooling

conditions (natural, water, and furnace cooling) was investigated. EPA and PA replacements of fine
aggregates were 10%, 20%, and 30%. Test results showed that the compressive strength of concrete
cooled in water cooling after being exposed to the effect of different mixtures with EPA and PA is
higher than that cooled in natural and furnace [10].
2-Materials and Methods
2.1 Cement
Portland cement CEM Ι 32,5N, Limestone Blended cement CEM ΙΙ B-L32,5N, and Slag cement CEM
ΙΙ A-S32,5N were used in accordance to ESS 4756-1/2009.Oxides percentages of cements are
presented in table1.
Table1:Oxide percentages of used cements
LSF: Lime Saturation Factor
2.2 Fine Aggregates (sand, and concrete rubble)
Siliceous sand and concrete rubble were used with 4.75 mm maximum particle size in this research
program. Table 2 gives the physical properties of fine aggregates.
Table 2: Physical properties of fine aggregates
Property Sand Concrete Rubble
Specific gravity 2.50 2.57
Volumetric weight (tons/m3) 1.61 1.68
CEM II/A-S 32.5
N
CEM II/BL 32,5
N
CEMI
32.5N
Type
21.89 17.64 21.04 SiO2
4.80 3.12 3.88 Al2O3
3.75 2.43 5.14 Fe2O3
60.08 60.01 63.21 CaO
2.74 1.49 0.97 MgO
2.86 2.93 2.45 SO3
3.21 11.95 2.72 L.O.I
0.38 0.22 0.43 Na2O
0.25 0.18 0.16 K2O
99.96 99.97 99.99 Total
0.72 0.71 0.52 Ins. Res
0.04 0.04 0.01 CƖ
0.55 0.35 0.53 Na2OEq.
0.84 1.07 0.92 LSF
6.38 4.16 1.60 C3A

2.3 Coarse Aggregates (crushed stone)
Dolomite and of 10 mm maximum particle size was used in this research. Table 3 shows the physical
properties of coarse aggregates.
Table 3: Coarse aggregate physical properties
Property Dolomite Concrete Rubble Acceptance limits
Specific gravity 2.55 2.61 −
Volumetric weight (tons/m3) 1.70 1.76 −
Absorption Percentage 1.5 1 Not more than 2.5% (1)
Clay and other fine materials
(%)
2 1 Not more than 3% by
weight (2)
Impact value (%) 26 18 Not more than 30% (2)
(1) According to the Egyptian Code of Practice issued 2007
(2) According to the Egyptian Standard Specifications 1109/2002
2.4 Mix proportions for solid cement bricks and methods
The control mix design for the manufactured product was selected from previous research work [11].
Six mixes were cast and tested at ages 3,7,14,and 28 days (except mix 6, which was tested at ages
3,7,and 28 days). Three types of cements were used. After casting, and until testing age, all specimens
were sprayed twice daily. Mixture proportions and testing matrix are given in table 4. Solid cement
bricks 26 x 12x 6 cm were manufactured by conventional equipment. Concrete rubble was used as
replacement for both coarse and fine aggregates. The manufacturing process involves compaction of
the mixed constituent materials in a mould followed immediately by extrusion of the pressed product
so that the mould can be used repeatedly. Since the finished product is required to be self-supporting
and able to withstand any movement and vibration from the moment they are extruded, very much
drier, higher fine aggregate content and leaner mixes are used than in the normal concrete work. The
demoulding ability is an essential criterion for manufacturing solid cement bricks. The water contents
of the solid cement bricks were adjusted based on this criterion. The (w/c) ratio was adjusted to
maintain an almost zero slump. It is worth mentioning that the high water content is imperative despite
of the dryness of the mixes due to the low cement content.
A series of tests were carried out according to ASTM C 67-03a [12] to determine compressive strength,
water absorption and Oven-Dry weight, values of the brick samples.
The brick samples were tested for compressive strength. The compression load was applied on the face
of the sample of dimensions 26 x12 cm. The compression strength was determined by dividing the
maximum load with the applied load area of the brick samples.

Water absorption and Oven-Dry weight values were obtained as follows: The samples were submerged
in water for 24 hours. Then, they were dried with a cloth to remove any water on their surface, and then
reweighed. The obtained weight was the wet weight of the sample. The samples were placed in the
oven at 105°С and dried to a constant mass and then taken out of the oven and weighed at room
temperature. The obtained weight was the dry weight of the sample. The water content of the samples
in both its wet and dry state was recorded. The Oven-Dry weights were calculated by dividing the
weight of the bricks (in the dry state) by their overall volume. Water absorption values were obtained
by dividing the weight difference in both the wet and dry state by the overall volume..
After curing for 28 days, the samples were exposed to 300, and 600°С in an electric oven. Then, the
furnace door was opened and the samples were allowed to cool. The temperature was maintained at the
respective temperature for 2 hours to achieve a thermally steady-state. Samples which were exposed to
300°С were cooled both naturally and by water cooling (sprayed every 5 minutes for 1 hour
immediately after removal from oven), while those which were exposed to 600°С, were also cooled by
the two previously mentioned regimes, in addition to, quenching(immersed in water for 15 minutes
immediately after removal from oven). Concerning specimens that were exposed to 600°С,
compressive strength was determined after applying the three cooling regimes, while absorption was
determined after exposure to air cooling and water cooling only. Mixture proportions and test matrix
are presented in table 4.
Table 4: Mixture proportions and test matrix
Constituents
Materials
(kg/m3)
Cement Fine aggregates Crushed Stone Water Slump
200 1000 1000 160-
170
Zero-1
Mix no. Cement types Aggregates Testing Cooling Regimes
after 28 days of
casting Coarse Fine Ages Temperatures
1(control)
CEM Ι 32,5N
Dolomite
Sand
3
7
14
28
R.T.
300°С
600°С
Air cooling
Water cooling
2 CEM ΙΙ B-L32,5N
600°С
Quenching
3 CEM ΙΙ A-S32,5N
4 CEM ΙΙ B-L32,5N Concrete
Rubble 5 CEM ΙΙ A-S32,5N

6
CEM ΙΙ B-L32,5N
Concrete Rubble
3
7
28
R.T.
--------
3- RESULTS AND DISCUSSIONS
Properties of bricks are herein presented using two approaches: the first one by considering the effect
of the different cement types, recycled aggregates, and elevated temperatures to which the specimens
were exposed to, while the second one by considering the effect of different cooling regimes. At ages
3,7,14, and 28.
3.1 Compressive strength
The compressive strength was tested at ages 3,7,14, and 28 days for mixes 1to 5. Mix 6 was tested at
ages 3, 7, and 28 days. All specimens were sprayed twice daily till testing age
It is worth mentioning that the method of testing in the ESS is the same as that in the ASTMC 67. The
ASTM states that only three specimens should be tested and did not mention the method of curing nor
at what age should the specimens be tested at [12].
Figure1 presents the effect of the three cement types on compressive strength at ages 3,7,14, and 28
days. Sand and dolomite were used as virgin materials in the three mixes. As expected, as age
increases, compressive strength increases. At all ages, CEM ΙΙ A-S32,5N (mix 3) provided the highest
strengths, while CEM Ι 32,5N (mix 1) yielded the lowest strengths. The limit of load-bearing units was
met at age 3 days for the three types of cements, indicating that it is feasible to use the produced bricks
after 3 days as load-bearing units (average compressive strength was greater than 13.1 MPa).
Regarding non-load bearing limit, it is suggested that cement content be reduced, as the compressive
strength was much higher than required (average compressive strength was higher than 4.14 MPa).
The effect of using recycled aggregates on compressive strength is shown in figure 2. Mixes 1,4, 5, and
6 satisfied the limit of load-bearing units at tested ages. These results indicate that it is possible to have
such bricks in the market at age 3 days. Mix 6 contained CEM ΙΙ B-L32,5N and fully recycled
aggregates in order to produce Green bricks.
As mentioned earlier, five mixes were exposed to 300°С and 600°С for 2 hours after 28 days of curing.
After exposure to 300°С, the specimens were cooled using two cooling regimes: air cooling, and water
cooling. Figure 3 presents the effect of the cooling regimes on compressive strength. The results
demonstrated that air cooling provided higher compressive strength than water cooling regarding the
five mixes. Again ,the mixes met the limit of load-bearing units regarding both Egyptian Standard
Specifications (ESS) and American Society for Testing and Materials (ASTM).
Specimens which were exposed to 600°С were cooled using three cooling conditions: air cooling,
water cooling, and quenching. Figure 4 shows the effect of the three cooling regimes on compressive
strength. The figure shows that, air cooling resulted in higher compressive strength regarding the five
mixes, as opposed to, quenching, which provided the lowest strength. These findings are in agreement

with previously research work [8].Yet again, the three cooling conditions satisfied the limit of load-
bearing units.
Table 5: Strength and Absorption Requirements [13-15]
Compressive strength,
min,(N/mm2)
Average net area
Water absorption, max, (Kg/m3) (Average of 3
Units)
Weight Classification-Oven-Dry Weight of
Concrete, (Kg/m3)
average of 3 Units Light weight Medium weight Normal weight
Loadbearing
units
Non-
loadbearing
Units
13.1 4.14 Less than 1680
288
(1680-2000)
240
2000 or more
208
Fig1: Effects of cement types on average compressive strength

Fig 2: Effects of cement types and recycled aggregates on average compressive strength
Fig 3: Effects of the two cooling regimes on average compressive strength after exposure to 300°С

Fig 4: Effects of the three cooling regimes on average compressive strength after exposure to 600°С
3.2 Oven-Dry weight and water absorption percentage
There are three classes of solid cement bricks: normal weight, medium weight, and light weight
according to both ASTM C90-03[13] and ESS 1292-1/2005[14]. The two criteria that specify the
categorization of weight are the Oven-Dry weight and water absorption. The results are shown figures
5 to 8. The limits of Oven-Dry weight and water absorption are given in table 5.
The average absorption in figure 5 show that all tested specimens provided absorption values less than
208 Kg/m3at tested ages regardless of the type of cement. Figure 6 also show that the use of fully
recycled aggregates also resulted in water absorption lower than 208 Kg/m3at tested ages. Tables 6 and
7 demonstrate that the average unit weight of tested specimens were higher than 2000 Kg/m3.
Consequently, all tested specimens fall in the category of normal weight bricks. Figures 7 and 8
present the effects of the two cooling regimes on average absorption after exposure to the two elevated
temperatures. After exposure to 600°С, specimens were tested for water absorption after being exposed
to two cooling regimes: air and water.

Fig5: Effects of cement types on average absorption
Fig 6: Effects of cement types and recycled aggregates on average absorption
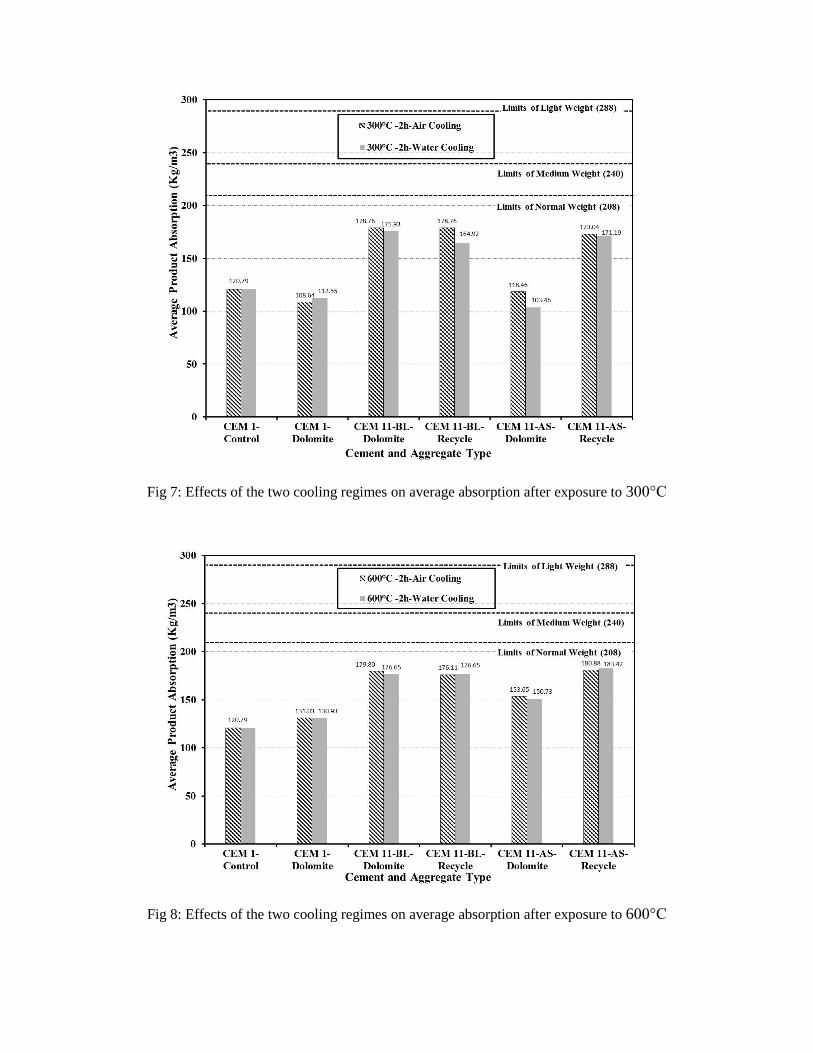
Fig 7: Effects of the two cooling regimes on average absorption after exposure to 300°С
Fig 8: Effects of the two cooling regimes on average absorption after exposure to 600°С

Table 6: Unit weight of tested mixes (*1000)kg/m3
Mix No.
Tested days
& Aggregate type
Coarse
Aggregate
Fine
Aggregate 3 7 14 28
CEM I – 32.5 N Dolomite Sand 2.21 2.15 2.21 2.17
CEM ΙΙ B-L32,5N Dolomite Sand 2.16 2.21 2.21 2.19
CEM ΙΙ A-S32,5N Dolomite Sand 2.20 2.24 2.11 2.16
CEM ΙΙ B-L32,5N Concrete
Rubble Sand 2.10 2.33 2.13 2.09
CEM ΙΙ A-S32,5N Concrete
Rubble Sand 2.07 2.16 2.37 2.50
CEM ΙΙ B-L32,5N Concrete
Rubble
Concrete
Rubble 2.16 2.02 ---- 1.97
Table 7: Unit weight of tested mixes after exposure to elevated temperature (*1000)kg/m3
Mix No.
Temp.
&cooling regimes
Coarse
Aggregate
Fine
Aggregate C◦300
Air
cooling
C◦ 300
Water cooling
C 600◦
Air cooling
◦C ◦ 600
Water cooling
CEM I – 32.5 N Dolomite Sand 2.27 2.23 2.21 2.20
CEM ΙΙ B-L32,5N Dolomite Sand 2.45 2.47 2.50 2.42
CEM ΙΙ A-S32,5N Dolomite Sand 2.19 2.32 2.48 2.41
CEM ΙΙ B-L32,5N Concrete
Rubble Sand 2.45 2.51 2.51 2.42
CEM ΙΙ A-S32,5N Concrete
Rubble Sand 2.33 2.31 2.52 2.39

4- Conclusions
Based on the experimental results obtained from this study, the following conclusions can be drawn:
1) At all tested ages and when virgin aggregates were used, CEM ΙΙ A-S32,5N (mix 3) provided
the highest strengths, while CEM Ι 32,5N (mix 1) yielded the lowest strengths
2) The limit of load-bearing units was met at age 3 days for the three types of cements
3) Mixes which were exposed to 300°С and cooled by air and water met the limit of load-bearing
units regarding both Egyptian Standard Specifications (ESS) and American Society for Testing
and Materials (ASTM).
4) All tested specimens were of normal weight irrespective of cement types, aggregates types,
testing ages, and cooling regimes.
References
[1] L.Zhang, Production of bricks from waste materials-A review, Construction and Building
Materials. 47(2013) 643-655.
[2] P.Chindaprasirt, T.Cao, The properties and durability of high -pozzolanic by-products content
concrete masonry blocks, Eco-Efficient Masonry Bricks and Blocks. (2015) 191-214.
[3] M.Saraya,Study physic-chemical properties of blended cements containing fixed amount of
silica fume,blast furnace slag,basalt and limestone, a comparative study, Construction and Building
Materials. 72(2014) 104-112.
[4] E.Ganjian,G.Jalull,H.Sadeghi,Using waste materials and by-products to produce concrete
paving blocks, Construction and Building Materials. 77(2015) 270-275.
[5] A.Rashad,An investigation of high-volume fly ash concrete blended with slag subjected to
elevated temperatures, Journal of Cleaner Production. 93(2015) 47-56.
[6] D.Sadek, Effect of cooling technique of blast furnace slag on the thermal behavior of solid
cement bricks, Journal of Cleaner Production. 79(2014) 134-141.
[7] C.Rao, R.Kumar, A study on behavior of normal strength concrete and high strength concrete
subjected to elevated temperatures, International Journal of Civil, Structural, Construction and
Architectural Engineering. 9(2015) 242-246.
[8] G.Peng,S.Bian,Z.Guo,J.Zhao,X.Peng,Y.Jiang,Effect of thermal shock due to rapid cooling on
residual mechanical properties of fiber concrete exposed to high temperatures, Construction and
Building Materials. 22(2008) 948-955.
[9] L.Tanacan,H.Ersoy,U.Arpacioglu,Effect of high temperature and cooling conditions on aerated
concrete properties, Construction and Building Materials. 23(2009) 1240-1248.
[10] M.Karakoc, Effect of cooling regimes on compressive strength of concrete with lightweight
aggregate exposed to high temperature, Construction and Building Materials. 41(2013) 21-25.
[11] H.Elnouhy, Current and Future Management Plans for Recycling Construction and Demolition
Waste in Egypt. Ph.D. thesis (2004), Faculty of Engineering, Cairo University.
[12] ASTM C67-03: Standard Test Methods for Sampling and Testing Brick and Structural Clay
Tile. Philadelphia,PA: American Society for Testing and Materials
[13] ASTM C 90-03: Standard Specification for Loadbearing Concrete Masonry Units.
[14] ESS1292-1(2005): Concrete Masonry Units, Part 1: loadbearing Concrete Masonry Units.
[15] ESS1292-2(2005): Concrete Masonry Units, Part 2: Non-loadbearing Concrete Masonry Units.
