group philosophy - activeads.in · progress 19 rehabilitation of ... bfp recirculation valve...
TRANSCRIPT

1
CAPTIVE POWER PLANT(9x135 MW)
VEDANTA LIMITED,JHARSUGUDA
17th National Award For ExcellenceIn Energy Management-2016
2
GROUP PHILOSOPHY
Core Purpose
company with low cost operations. We empowerour people to drive excellence and innovation to
create value for our stakeholders. We demonstrateworld-class standards of governance, safety,
sustainability & social responsibility
VedantaCoreValues
Trust
Entrepreneur-ship
Innovation
ExcellenceIntegrity
Respect
Care
INDIA
PLANTSITE

3
ENERGY POLICY & OBJECTIVES
EnMS ObjectiveReduction in Auxiliary Power
Consumption (APC) from 9.58% to9.10%
Reduction in Specific CoalConsumption (SCC) from807Gms/kwh to 795Gms/kwh.
Reduction in Specific OilConsumption (SOC) from0.07ml/kwh to 0.05ml/kwh
4
PLANT PROCESS

5
1.Ash utilization was 20%.2.5 Brick companies areassociated.3.Less Ash is utilized forroad.
1.Ash utilization is 51%.2.95 Brick companies areAssociated.3.150 NH Development forwe are supplying ash of4000tonne/month4.Development of villageroad of 3 km from Banjari toSarbahal with 15000tonneof ash.
1.Designed ESP had 5fields2.Ammonia dozing was inprocess3.Avg. SPM was morethan 100 mg/Nm3
.1.Last 2 fields replacedwith Bag filter2.Ammonia dozingstopped3.Existing Ash Conveyingsystem is modified4.Avg. SPM < 30mg/Nm3
Improvement of Fly ash Utilization
ESP Bag Filter Retrofitting.
ENVIRONMENTAL PROJECTS
6 6
Installation of CAAQMS forcontinuous air quality
monitoring
UF & RO Plant for Zerodischarge
High Concentration SlurryDisposal (HCSD) -1st In
Odisha
Co Combustion of AnodeButt in CPP with due
permission from CPCB
Real Time Data Acquisitionsystem
Segregation biodegradable& non biodegradable
waste
ENVIRONMENTAL PROJECTS

7
Sl.no Description Year
1 Retrofitting of ESP to Hybrid ESP completed for all 9 Units with SPM below 35 mg/Nm3
2013-14
2 "Green Jharsuguda Project" in PPP mode 100750 saplings at Behrapat, Lohrabudh & Banjarivillage
3 Implementation of hazardous waste handlers pass for all workmen handling hazardous waste
4 Rehabilitation of Ash filled area by plantation
5 Commissioning of centralized used oil shed
6 Installation and commissioning of hazardous waste incinerator
7 For carbon foot print - GHG calculation done by M/s KPMG at Corporate level for entire groupand M/s First Climate is engaged for Jharsuguda location for the year 2013-14
8 Commissioning of 5000 m3 of new Secured Land Fill
2014-2015
9 100 % compliance to secondary containment for all Oil & Chemicals
10 Installation & Commissioning of 6 numbers of Continuous Ambient Air Monitoring Stations(CAAQMS)
11 Installation and commissioning of Online Effluent quality Analyzers in ETP of Smelter & CPP
12 Real Time Data Transmission from all the stacks, CAAQMS & Online ETP analyzers to StatePollution Control Board (SPCB) server
ENVIRONMENT PROJECTS
8
Sl.no Description Year
13 Development of in-house nursery for plants with a capacity of 2.5 lakhs sapling
2014-2015
14
15 Organizing the state level awareness programme on utilization of Fly Ash involving DistrictAdministration
16 Issue based training given to employees, supervisors and contractual work force on spillprevention of hazardous wastes & oil spillage
17 Supply of fly ash to downstream industries for manufacturing bricks, aggregates & for utilizationin cement industries as raw materials
18 Annual Awardprogress
19 Rehabilitation of Ash filled area by plantation
20 Commissioning of scrap yard (salvage yard )for non-hazardous waste
21 Plantation of 51576 saplings in Interim ash pond,Coal handling Plant,BTG area and smelter.
2015-1622 Installation of one additional CAAQMS(Contineous Ambient Air Quality Monitoring System)
23 Installation of one EQMS(Effluent quality monitoring system)
24 Installation of RTDAS(Real Time Data acquisition system) for real time acquisition of all onlinedata of CAAQMS,EQMS,CEMS(Contineous Emmision monitoring system)
ENVIRONMENT PROJECTS

9
CARBON FOOT PRINT ACTIVITIES
Year Scope 1 emissionsCO2e (MT)
Scope 2 emissionsCO2e (MT)
Scope 3 emissionsCO2e (MT) CO2e MT
MitigationTotal Reduction inemission intensitysince baseline yearstudy CO2e (MT)
2012 - 13 10089372 396 140187 10229955 Baseline Year
2013 - 14 9760105 2484 102634 9865223
2014 - 15 9986049.222 27,134 117,702 10130885
2015 - 16 10568356 8,403 321,478 10,897,237
2016 - 17 5% Reduction 5% Reduction 5% Reduction
10 AT Kearney Report
BENCHMARKING

11
Auxiliary Consumption Design : 9.00%Benchmarking : 9.00%
a) BFP recirculation valve replacementb) CT Fans Blades Replacementsc) Optimization of Compressor Running Hrsd)e) CW Interconnectionf) Installation of Natural roof Ventilation
Fansg) Replacement of Existing Dryers with
Energy efficient dryers
Units inCommissioni
ng Stage
a) Installation ofAdditional Compressors
b) Installation of New IDfans
c) Truck TriplerCommissioning
d) Ultra filtrationCommissioning
REDUCTION IN SEC
9.82%
10.14% 10.24%
9.84%9.63% 9.66% 9.58%
9.10%
8.20%
8.60%
9.00%
9.40%
9.80%
10.20%
10.60%
2009-10 2010-11 2011-12 2012-13 2013-14 2014-15 2015-16 BP 16-17
12
Units inCommissioning
Stage
a) Optimization of Cold Startupb) Availability of Critical Equipmentc) Improved Operational Controls
a) Reduction of Forced Outagesb) Availability of Mills and Feedersc) Installation of Air Blastersd) Reduction in Bunker Choking
REDUCTION IN SEC
Specific Oil Consumption3.67
0.8
0.21 0.09 0.09 0.11 0.08 0.070
0.5
1
1.5
2
2.5
3
3.5
2009-10 2010-11 2011-12 2012-13 2013-14 2014-15 2015-16 BP 16-17

13
Unit : Gms/KwhDesign : 789Benchmarking : 789
Units inCommissioning
Stage
a) Commissioning ofUltra filtration
b) TurbineOverhauling
c) Replacements ofTurbine DrainValves
d) OperationalImprovements
a) Replacement of CT fillsb) HFO to LDO gun conversion.c) APH O/H, Soft Touch Seals Installation
& Basket replacement.d) Turbine Seal Checking & Rectificatione) Condenser Cleaningf) Operational Improvements
REDUCTION IN SEC
Specific Coal Consumption910
893
821 814 806 814 807795
720740
760780800820
840860
880900920
2009-10 2010-11 2011-12 2012-13 2013-14 2014-15 2015-16 BP 16-17
14
REDUCTION IN SECSpecific Raw Water Consumption (m3/mwhr)
a) Zero Discharge.
b) Improvement of COC
c ) Recirculation of Ash-pond Sedimentation water
d) Reduction in SteamLeakages & Blow Downs
a) Commissioning of ETP-2for CT Blow-Down
b) Commissioning ofUltrafiltration for DM
c) Modification CompressorReturn Line
Benchmarking : 2.00
a) Zero Discharge.
b)Reuse of BlowDowns in fire fighting
c)Recycling of Ashpond retention water.
2.76
2.45
2.11 2.14 2.20 2.18 2.16
0
0.5
1
1.5
2
2.5
3
2010-11 2011-12 2012-13 2013-14 2014-15 2015-16 BP 16-17
15
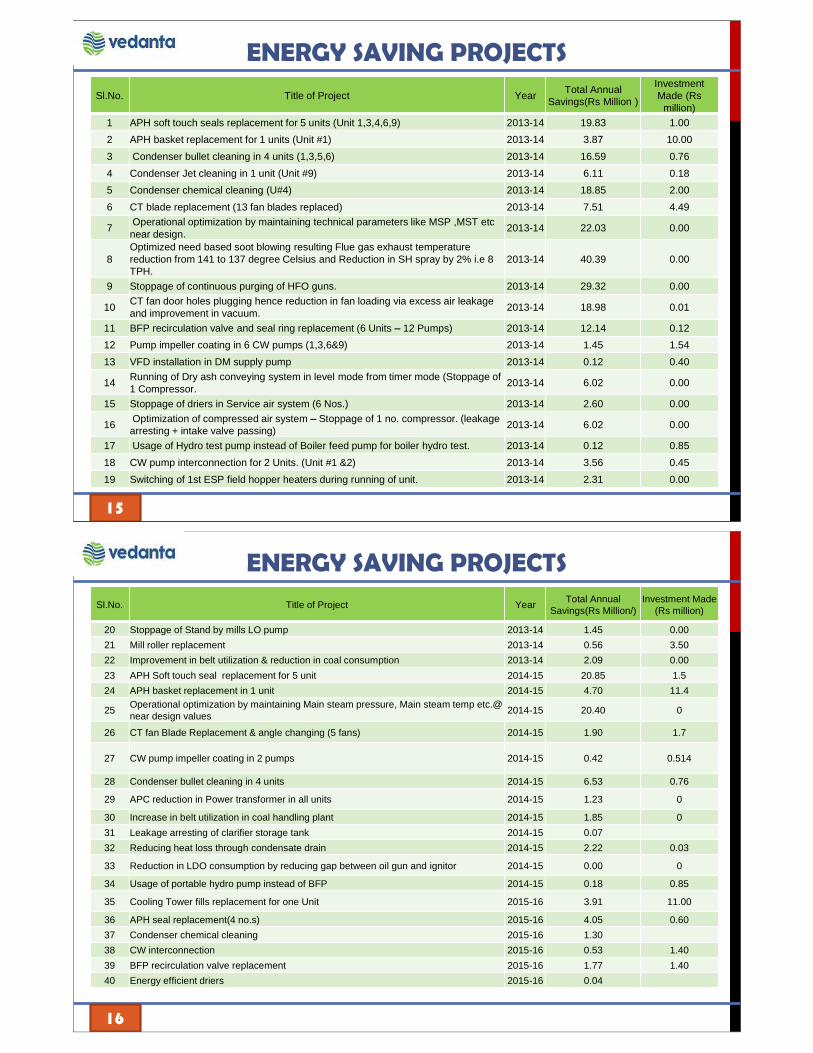
Sl.No. Title of Project Year Total AnnualSavings(Rs Million )
InvestmentMade (Rs
million)1 APH soft touch seals replacement for 5 units (Unit 1,3,4,6,9) 2013-14 19.83 1.002 APH basket replacement for 1 units (Unit #1) 2013-14 3.87 10.003 Condenser bullet cleaning in 4 units (1,3,5,6) 2013-14 16.59 0.764 Condenser Jet cleaning in 1 unit (Unit #9) 2013-14 6.11 0.185 Condenser chemical cleaning (U#4) 2013-14 18.85 2.006 CT blade replacement (13 fan blades replaced) 2013-14 7.51 4.49
7 Operational optimization by maintaining technical parameters like MSP ,MST etcnear design. 2013-14 22.03 0.00
8Optimized need based soot blowing resulting Flue gas exhaust temperaturereduction from 141 to 137 degree Celsius and Reduction in SH spray by 2% i.e 8TPH.
2013-14 40.39 0.00
9 Stoppage of continuous purging of HFO guns. 2013-14 29.32 0.00
10 CT fan door holes plugging hence reduction in fan loading via excess air leakageand improvement in vacuum. 2013-14 18.98 0.01
11 BFP recirculation valve and seal ring replacement (6 Units 12 Pumps) 2013-14 12.14 0.1212 Pump impeller coating in 6 CW pumps (1,3,6&9) 2013-14 1.45 1.5413 VFD installation in DM supply pump 2013-14 0.12 0.40
14 Running of Dry ash conveying system in level mode from timer mode (Stoppage of1 Compressor. 2013-14 6.02 0.00
15 Stoppage of driers in Service air system (6 Nos.) 2013-14 2.60 0.00
16 Optimization of compressed air system Stoppage of 1 no. compressor. (leakagearresting + intake valve passing) 2013-14 6.02 0.00
17 Usage of Hydro test pump instead of Boiler feed pump for boiler hydro test. 2013-14 0.12 0.8518 CW pump interconnection for 2 Units. (Unit #1 &2) 2013-14 3.56 0.4519 Switching of 1st ESP field hopper heaters during running of unit. 2013-14 2.31 0.00
ENERGY SAVING PROJECTS
16
Sl.No. Title of Project Year Total AnnualSavings(Rs Million/)
Investment Made(Rs million)
20 Stoppage of Stand by mills LO pump 2013-14 1.45 0.0021 Mill roller replacement 2013-14 0.56 3.5022 Improvement in belt utilization & reduction in coal consumption 2013-14 2.09 0.0023 APH Soft touch seal replacement for 5 unit 2014-15 20.85 1.524 APH basket replacement in 1 unit 2014-15 4.70 11.4
25 Operational optimization by maintaining Main steam pressure, Main steam temp etc.@near design values 2014-15 20.40 0
26 CT fan Blade Replacement & angle changing (5 fans) 2014-15 1.90 1.7
27 CW pump impeller coating in 2 pumps 2014-15 0.42 0.514
28 Condenser bullet cleaning in 4 units 2014-15 6.53 0.76
29 APC reduction in Power transformer in all units 2014-15 1.23 0
30 Increase in belt utilization in coal handling plant 2014-15 1.85 031 Leakage arresting of clarifier storage tank 2014-15 0.0732 Reducing heat loss through condensate drain 2014-15 2.22 0.03
33 Reduction in LDO consumption by reducing gap between oil gun and ignitor 2014-15 0.00 0
34 Usage of portable hydro pump instead of BFP 2014-15 0.18 0.85
35 Cooling Tower fills replacement for one Unit 2015-16 3.91 11.00
36 APH seal replacement(4 no.s) 2015-16 4.05 0.6037 Condenser chemical cleaning 2015-16 1.3038 CW interconnection 2015-16 0.53 1.4039 BFP recirculation valve replacement 2015-16 1.77 1.4040 Energy efficient driers 2015-16 0.04
ENERGY SAVING PROJECTS

17
Project:
Isolation of SWAS grab Sample. Thermal saving is 3692.16 Tonne/Year & electricalsaving is 0.1270MU/Year which is 0.9 million /year.
INNOVATIVE PROJECT - 1
Before: The flow of sample iscontinuously draining, when the samplewas collected only twice in a shift.
After: The flow of the sample wasadjusted from the PRV & manual sampleline is isolated and parameter wasobserved and found normal.
Before After
18
1.Installation of Refrigerant drier: A Energy efficient, eco- friendly drier
Previously desiccant drier was installed which was consuming 38KW /hour.We have replaced it with Refrigerant Drier which is consuming 11KW/Hour. Also weare using environment friendly R2 gas.
ADOPTION OF NEW TECHNOLOGY
Before After

19
ADOPTION OF NEW TECHNOLOGY
As per design, we need to run 2 cooling water pumps to get required condenservacuum. But at the time of season transition we need 1.5 CW pump and we have torun two CW pump due to design constraint.we have done cooling water pipeline interconnection by joining inlet pipelines to twoadjacent units.The said modification allows us to stop one pump with a saving of 900 kw for fourmonth(transition period of seasons).
2. CW Interconnection
20
3. CT Fans Blades Replacement :
For each unit, 5 CT cells are designed for maintaining desired parameters.
The weight of GRP blades is more than FRP blades. Total 40 out of 45 nos. of GRP bladesreplaced with FRP blades.
Average Power Saving is 21Kw/Fan.
Total Saving: Rs. 17.2 Million.
ADOPTION OF NEW TECHNOLOGY
Before After

21
4. Replacement of Old Chrome rollers with NewSinter Cast Rollers & Liners
Rollers & Liners are replaced by New Sinter CastRollers
Reduction in Mill power consumption by 30 KW.
Running hours increased from 6000 to 20000 hrs.
Improvement in mill outlet coal fineness.
ADOPTION OF NEW TECHNOLOGY
Before After
22
ADOPTION OF NEW TECHNOLOGY5. Replacement of Air Preheater Baskets & Addition of Soft Touch Seals :
Air Preheater Baskets and soft touch seals were replaced resulting in improvementof boiler efficiency by 0.5 %.There is Reduction in Primary Air fan (PA) loading of 103 Kwh due to less leakagebecause of soft touch radial seals.Total Saving: Rs. 78.15 Million.
Before After
Average energy Savings: 100 Kw/Unit
23
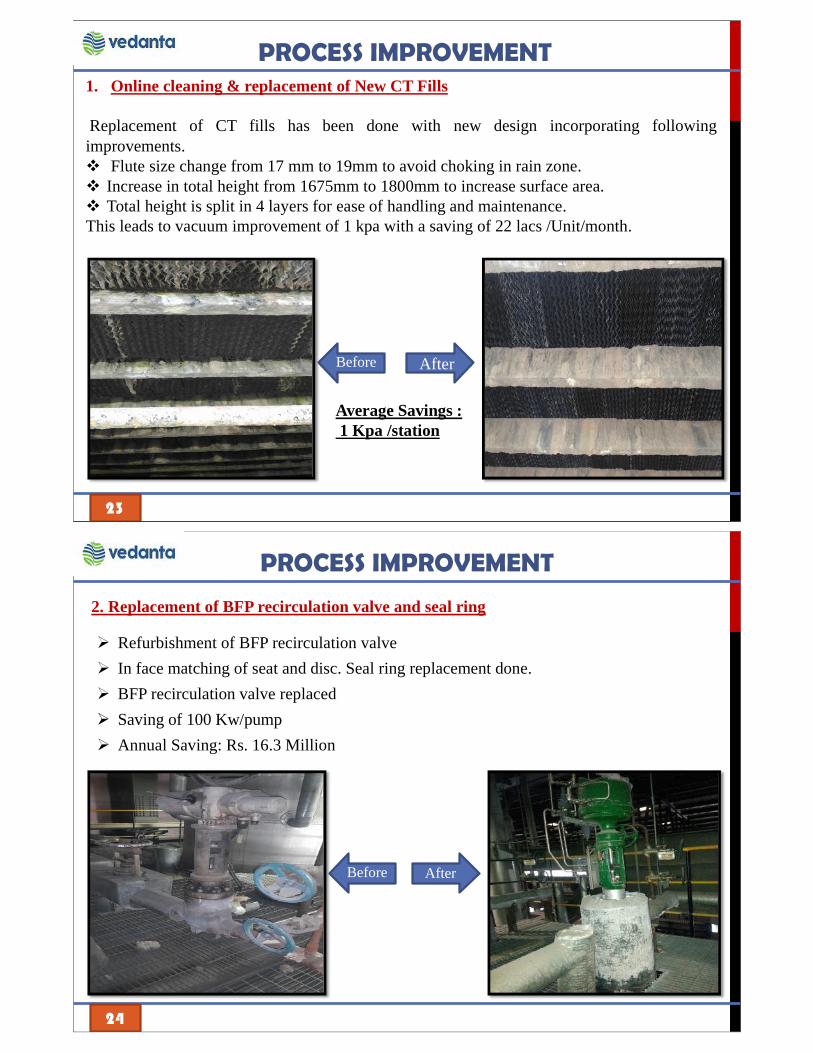
1. Online cleaning & replacement of New CT Fills
Replacement of CT fills has been done with new design incorporating followingimprovements.
Flute size change from 17 mm to 19mm to avoid choking in rain zone.Increase in total height from 1675mm to 1800mm to increase surface area.Total height is split in 4 layers for ease of handling and maintenance.
This leads to vacuum improvement of 1 kpa with a saving of 22 lacs /Unit/month.
PROCESS IMPROVEMENT
Average Savings :1 Kpa /station
Before After
24
2. Replacement of BFP recirculation valve and seal ring
Refurbishment of BFP recirculation valve
In face matching of seat and disc. Seal ring replacement done.
BFP recirculation valve replaced
Saving of 100 Kw/pump
Annual Saving: Rs. 16.3 Million
PROCESS IMPROVEMENT
Before After

25
PROCESS IMPROVEMENT
Selective Soot-blowingStoppage of purging of HFO gunsOptimization of key Process ParametersCooling Tower fan door pluggingOptimized use of CompressorOptimized running of Dry Ash conveying systemOptimization in Electrostatic Precipitator
Encon By Vendores
Sl No. Title of Project Name of the Associate /Vendor
Name of serviceprovided to vendor /
Department
1 Reducing coal spillage in track hopper Chennai RadhaEngineering works.
Coal handling Plant(O&M)
2 Transformer yard lighting modification SR associates Switch yardOperation
3 Timer installation in street light KPS Main Plant(Maintenance)
4 Power consumption reduction of CHP lights byinstallation of Lighting transformer
Chennai RadhaEngineering works.
Coal handling Plant(O&M)
26
Idea generation drive and implementing best out of it.
Implementation of Six Sigma Projects,Quality circle, Autonomousmaintenance & Kaizen Projects
Implementation of Asset Optimisation & war room concept
Improvement in Operational Practices
re-certification in the year of 2015.
Daily Monitoring of Specific Consumptions
Development and Implementation of Innovative and BreakthroughEnergy Efficiency Improvement Projects
FOCUS ON ENCON EFFORTS 2013-2016
27
Replacement of New CT Fills
HFO To LDO gun Replacement
RO Installation
Installation of VFD Drives
Addition of New CT Cells
Recommendation of energy Audit
Solar Lighting
Vapour Absorption Chiller
Turbine Capacity Enhancement
Rain Water Harvesting
FUTURE ENCON PROJECTS
28
Monitoring system
Integrated Energy Meters are installed for HT & LTmotors and configured in DCS. Meters used for allmeasurements are calibrated as per ISO StandardsRelated Process parameter are displayed on theDCS screen.All relevant energy data is captured from theseresources at regular intervals by PDHR data.Installation of MES system .
ENERGY REPORTING & QUANTIFICATION

29
IMPLEMENTATION OF CAPA
Heavy steam lekage is found inunit 9 IP Exhaust cross over pipeFlange.
NonConformityStatement
IP Exhaust Cross over pipe flangegasket damaged because One Boltwas not tightened properly.
ObjectiveEvidence
All bolt should be evenly stressedat the time of overhauling as perbelow mention settingrecommended by OEM & thesame should be ensured throughoverhauling checklist compliance.
CorrectiveActions Taken
30
E-DMS DocumentControl & Approval
E-Test for EnMS
Energy EfficientProcurement
E-CER (Capex Project) EnergyImpact Assessment
IT ENABLEMENT

31
TEAM WORK IN ENERGY CONSERVATION
Award/ RecognitionShabhash Card
to VL employees as well as Service partners
Kaizen Rolling trophyindividual workplace as per the audit scoring
Employee of the monthof VL as per the scoring pattern
Quality Circle Rolling Trophy monthlyto individual workplace as per the audit scoring
AwarenessTechnical & Behavioral based training &knowledge sharing session are organized.
Seminars Suggestion Scheme like brainstorming &simulation games organized
Campaigns likes leakages arrest are organized withVL employees & service partners.
Competition related to Encon, environment etc. areorganized among VL employees & service partners
32
AWARDS & RECOGNITIONS
Energy Efficient Unit 2015
Par Excellence Award in KAIZENcategory at NCQC, 2015
Excellent Energy EfficientUnit 2014
7th India Power Award2014
Top Plant Award -2014

33
6th India PowerAward 2013
Excellent Energy EfficientUnit 2013
National Energy Conservation Award-2012 National Energy Conservation Award-2011
AWARDS & RECOGNITIONS
Engineering ExcellenceAwards 2014
34