grain-size gradient structure by abnormal grain growth
TRANSCRIPT

Vol:.(1234567890)
62 MRS COMMUNICATIONS · VOLUME 11 · ISSUE 1 · www.mrs.org/mrc
MRS Communications (2021) 11:62–69
https://doi.org/10.1557/s43579-021-00014-2
Research Letter
Grain‑size gradient structure by abnormal grain growth
He Li, Center for High Pressure Science and Technology Advanced Research, Shanghai 201203, ChinaJunpu Wang, Institute of Atomic and Molecular Physics, Sichuan University, Chengdu 610065, ChinaResta Agung Susilo, Hongliang Dong, Shun Wan, and Mingzhi Yuan, Center for High Pressure Science and Technology Advanced Research, Shanghai 201203, ChinaJinling Liu, School of Mechanical and Engineering, Southwest Jiaotong University, Chengdu 61756, ChinaHaikuo Wang, College of Energy Engineering, Zhejiang University, Hangzhou 310027, ChinaZhiqiang Chen, Center for High Pressure Science and Technology Advanced Research, Shanghai 201203, ChinaDuanwei He, Institute of Atomic and Molecular Physics, Sichuan University, Chengdu 610065, ChinaBin Chen, Center for High Pressure Science and Technology Advanced Research, Shanghai 201203, China
Address all correspondence to Duanwei He at [email protected] and Bin Chen at [email protected]
(Received 28 November 2020; accepted 16 January 2021; published online 8 February 2021)
AbstractWe report a novel method to synthesize bulk grain-size gradient polycrystalline Ni by AGG. By periodical sintering in the large volume press (LVP), AGG repeatedly occurs, resulting in exceptionally large grains on the sample surface, but the inner grains are still small. The formation of grain-size gradient profile is attributed to the uneven plastic deformation caused by compression in the LVP. Besides, the gradient structure can be achievable with uniformity by employing tungsten with a high shear modulus into the sample assembly. This work would guide us to design bulk heterogeneous gradient nanostructured materials with both excellent strength and ductility.
IntroductionAbnormal grain growth (AGG) usually refers to selected grains growth into abnormal larger ones by consuming the neighbor-ing smaller grains and has been investigated intensively for decades.[1–3] Many studies proposed that some facts, which inhibit normal grain growth (NGG), such as second-phase particles pinning at grain boundaries (GBs), texture, defor-mation, or surface effect, can trigger AGG and result in grain coarsening in polycrystalline materials.[2–5] In general, AGG is inhibited in nanomaterials and high-strength alloys due to the detrimental cracks or creeping behavior associated with grain growth under extreme conditions.[3, 4, 6–10] On the other hand, AGG can be applied in the fabrication of functional textur-ing materials such as Fe-Si electrical steels and larger single crystals.[1, 2, 11–13] However, the applications of AGG are still limited in material synthesis and design fields and thus require more explorations.
Recently, heterogeneous structured materials have attracted lots of attention due to their desirable combination of high strength and excellent ductility.[14–19] Grain-size gradient or grained gradient structure (GGS) can overcome the trade-off between strength and ductility, as the plastic deformation usually takes the initial in coarse-section with high ductility, while the smaller section can tolerate high deformation with high yield strength. To date, the grained gradient-structured materials (GGSMs) are usually prepared by a surface mechani-cal attrition treatment (SMAT) technique and electrodeposi-tion method.[18, 20–24] However, SMAT is a surface treatment
technique that cannot be used to fabricate bulk samples, whereas electrodeposition is normally used to fabricate thin films. Hence, how to control the grain-size gradient distribution for synthesising large bulk gradient-structured materials are more desired. Here, we propose a “bottom-to-up” method to realize the fabrications of grained gradient-structured materi-als by AGG. The bulk grain-size gradient Ni was achieved by employing a periodical sintering under high pressure in a large volume press (LVP). Moreover, the mechanisms responsible for AGG and the gradient microstructure formation are also discussed.
Materials and methodsThe sintering experiments were conducted under different high-pressure and high-temperature (HPHT) conditions in the 6 × 14 MN (Meganewton) styled large volume press (LVP). Six square-faceted tungsten carbide (WC) anvils were used to triaxially compress the pyrophyllite cube and consequently produce high pressure in the cell. Figure 1a shows the sche-matic LVP assembly. The compressed Ni powders were sealed and protected by molybdenum (Mo) capsules. The NaCl tab-let and tube, together with the pyrophyllite cube, were used as transmitting pressure medium, acting an important role in keeping the samples in quasi-static pressure during sintering. A graphite tube was used as a heater and connected to the elec-trodes installed in the top and bottom anvils. The sample could be heated to high temperature when the high electrical current
© The Author(s), under exclusive licence to The Materials Research Society, 2021

Research Letter
MRS COMMUNICATIONS · VOLUME 11 · ISSUE 1 · www.mrs.org/mrc 63
was applied. The original samples in our experiment were a mixture of Ni powders with 1 μm and 20 nm grain sizes by 1: 2 (molar ratio) and were mingled in blender mixer for 8 h. Given that the HPHT sintering experiment at LVP was conducted at ambient without any protecting atmosphere, we conducted powders process in pure hydrogen before the HPHT sinter-ing experiments in order to avoid possible oxidation. Firstly, the Mo-capsuled mixed powders were pressed into disks at 3 GPa without heating in the LVP. Then the cold-compressed samples were thermal-treated for 1 h in order to remove the oxygen attached to the surface of the grains and remained in the intergranular pores. Based on our experience, thermal treatment at 773 K in pure H2 atmosphere for 1 h yields the best result. EDS and XRD measurement data (in Supplement Information) show that the samples subjected to the reducing process were not oxidized after HPHT sintering, which indicates that the powders process in pure hydrogen atmosphere is effective in
removing the oxygen attached to the surface of the grains and remained in the intergranular pores.
We developed a special method to achieve grain-size gra-dient-structured materials Ni. The samples were fabricated by periodical sintering in the LVP. We conducted one cycle of peri-odical sintering from room temperature (RT) to 1273 K with a heating rate of 100 K /min, and then the temperature was kept to 1273 K at 4.5 GPa for 5 min, after which the sample was quenched to room temperature (RT) by shutting off the heater power input directly. The pressure was kept the same during the sintering process and was then released after the whole sinter-ing process finished. After 10 cycles of the periodical sintering, cylinder-shaped samples were obtained, as presented in Fig. 1b. Here, we define RD and AD to be the radial and axial directions of the samples, respectively. The cylindrical samples were then cut along the axial direction (AD) by using a diamond wire cutter. Before the EBSD measurement, the cut cross sections
Figure 1. (a) The large volume press (LVP) assembly. (b) The schematic diagram of the obtained cylinder-shaped Ni compact samples. RD and AD represent the radial and axial directions, respectively. The obtained cylinder-shaped Ni sample is 5 mm in height with 10 mm in diameter. The red-dashed rectangle in (b) indicates one flat area on the cross section along AD, rather than the cylindrical sample’s side surface. (c) The SEM micrograph with selected scanned area for EBSD mappings. (d) SEM morphology of the sample fracture surface along the AD. Grain-size gradient microstructure (GGS) can be observed. (e) IPF mapping characterization of grain-size gradient structure with depth along the AD. The scanned area is 1000 μm × 800 μm and the scanning step size is 5 μm.
64 MRS COMMUNICATIONS · VOLUME 11 · ISSUE 1 · www.mrs.org/mrc
were firstly polished by using abrasive papers. Then the electro-chemical polishing process was performed with 15 V for 90 s in acid solution (5% HClO4 + 95% CH3COOH) in order to remove the strained layer caused by mechanical polishing. The polished surface was observed to be clean and flat without scratch from optical microscopy, after electrochemical polishing. Here, we indicate that the outer marginal area refers to the area closest to the Mo capsule, as illustrated in Fig. 1c.
Results and discussionWe firstly performed SEM measurement to analyze the frac-ture morphology and grain distribution along the AD with a larger scale. The SEM micrographs were taken near the sample edge along the axis of the cylinder-shaped sample. According to the SEM fracture morphology in Fig. 1d, an obvious gradi-ent structure with grains size decreasing along the AD from top to bottom can be observed. The grains grow abnormally larger near the marginal area, whereas the grains in the interior area are smaller. As indicated above, the upper larger grains section is close to the outer marginal touching area between
the sample and the sealed Mo capsule and the bottom is the inner parts of the cylinder, which is far from the Mo capsule, as illustrated in Fig. 1a, c. We also conducted EBSD measure-ment to analyze the grain size distribution and evolution. Dur-ing measurement, we selected and scanned the rectangle area from the marginal to interior along the AD and the scanned area is illustrated in Fig. 1c. Inverse Pole Figure (IPF) mapping (Fig. 1e) in Fig. 1e shows the IPF mapping corresponding to one flat area on the cross section in Fig. 1a, further confirming the profile of grained gradient structure with grain size decreas-ing with depth. Also, the obtained grains in the scanning area were as large as 400 μm, but mainly located in the marginal area. And the smaller grains interior were below 100 μm. The IPF mapping demonstrated the grain-size gradient profile along AD ranging from 400 to 100 μm within a thickness of 1 mm (Fig. 1e), in agreement with the presented micrograph of grain-size gradient morphology in the dashed red rectangle in Fig. 1d.
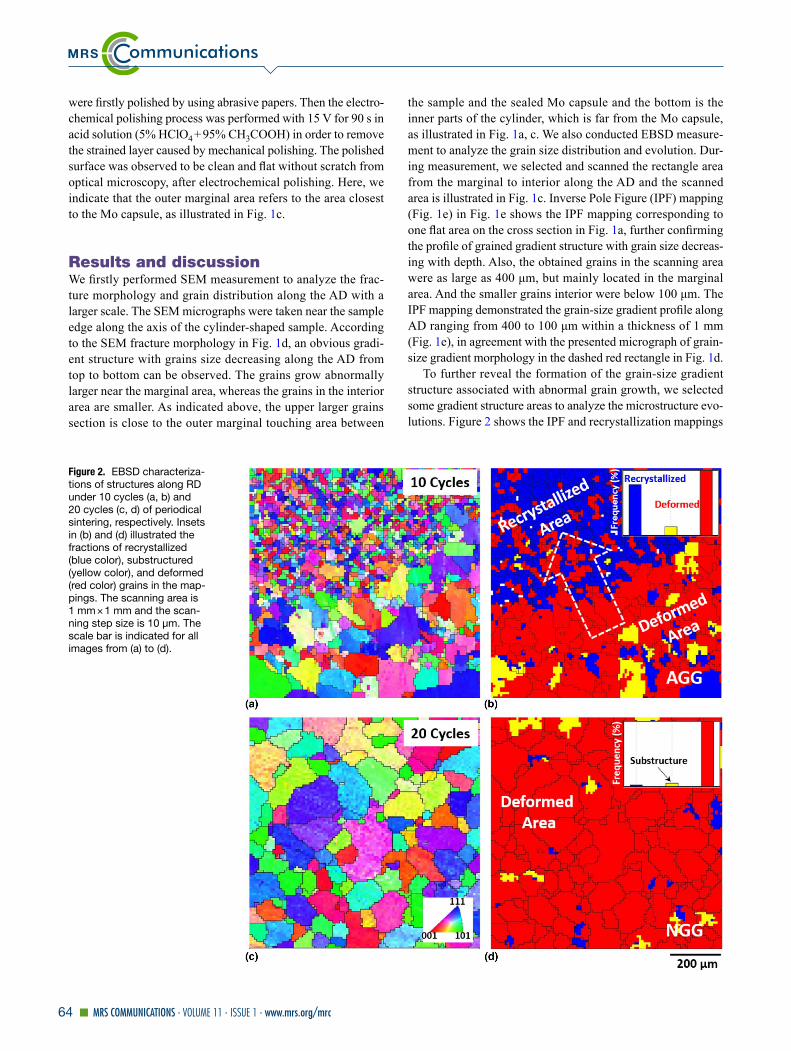
To further reveal the formation of the grain-size gradient structure associated with abnormal grain growth, we selected some gradient structure areas to analyze the microstructure evo-lutions. Figure 2 shows the IPF and recrystallization mappings
Figure 2. EBSD characteriza-tions of structures along RD under 10 cycles (a, b) and 20 cycles (c, d) of periodical sintering, respectively. Insets in (b) and (d) illustrated the fractions of recrystallized (blue color), substructured (yellow color), and deformed (red color) grains in the map-pings. The scanning area is 1 mm × 1 mm and the scan-ning step size is 10 μm. The scale bar is indicated for all images from (a) to (d).

Research Letter
MRS COMMUNICATIONS · VOLUME 11 · ISSUE 1 · www.mrs.org/mrc 65
of microstructures under 10 cycles (a, b) and 20 cycles (d, e, f) of periodical sintering as introduced above, respectively. IPF mappings in Fig. 2a, c provide the grain distributions along RD with the above two conditions, respectively. The grains in the interior area grow normally without abnormal grain growth, in contrast to the grains in the marginal area that grow exceptionally larger, as shown in Fig. 2a. The grain-size distribution with depth along the AD is consistent with the grain-size profile along the AD in Fig. 1e. So grain-size gradient structures along AD and RD were built in the cyl-inder sample as the coarser grains were located at the outer parts, while the finer grains were in the core of the sample. Recrystallization mappings were obtained by HKL Channel 5 software. In general, the grain orientation spread (GOS) in each grain is determined by calculating the average misorienta-tion angle between all points within the grain. And recrystal-lization mappings are based on calculating the grain deviation between the average grain orientation and crystal orientation of each point within the grains. In our experiment, we define two cut-off values of misorientation angle (1° and 7.5°) to separate the recrystallized grains (< 1°), substructure (1° ~ 7.5°), and deformed grains (> 7.5°). As illustrated in Fig. 2b, we found that deformation mainly occurs in large grains (indicated with red color), whereas smaller grains deform less (indicated with blue color) or no deformation. The white arrow in Fig. 2b rep-resents the transition from the deformed to recrystallized area. By increasing the number of cyclical times of periodical sin-tering, the abnormal grain growth area propagates the smaller grains area. The distribution of grain sizes finally transforms from bimodal to unimodal owing to the contact of growing coarse grains. Consequently, the growth style converts from abnormal grain growth (AGG) to normal grain growth (NGG). These evolutions are demonstrated in Fig. 2b, d. As the pres-sure was released after the whole sintering process finished, the deformation in large grains was mainly caused by the com-pression from anvils. It is reported that cylindrical deformed Ni-based alloys samples partially recrystallized during the heat treatment, with the recrystallized grain size varying with the degree of deformation. New strain-free grains are formed from the deformed structure. Low-strain large recrystallized grains are surrounded by smaller deformed grains.[4–9] In our experi-ment, the large grains were recognized as deformed grains as the pressure is released after heat treatment ceases. Therefore, it is different from the static abnormal grain growth without load-ing as abovementioned cases. Furthermore, it can be inferred that the coarsening grains still experienced cold-compression deformation at the interval between two neighboring periodi-cal sintering as the pressure was still applied during the whole periodical sintering process.
The mechanism accounting for abnormal grain growth and the formation of grain-size gradient can be well understood if we exam more details. Firstly, under the quasi-hydrostatic environment in the LVP, the temperature gradient effects on grain growth can be excluded because the compressed compact is much smaller than the outer graphite heating tube and no
insulating protection was used in the LVP. Although the outer grains were heated in the first place, as compared to the inte-rior grains, during the heating process, the outer grains would dissipate thermal energy faster than the interior grains. Thus, we believe that the temperature gradient has less effect on the grain growth and therefore can be excluded. The temperature gradient due to thermal conductivity caused by oxygen penetra-tion can also be excluded as the reduced powder process was conducted prior to HPHT sintering to avoid oxidation. Moreo-ver, the XRD and EDS (in Supplement Information) show no oxidation in the sample, indicating that the effect of oxygen incorporation through the samples and the associated amor-phous phase resulting in gradient thermal conductivity can also be neglected. Also, even as the thermal expansion coefficients of Ni and Mo are nearly three times different, 13 and 5.2 (× 10–6 /K) (as listed in Table 1), the thermal stress produced between the sample and anvil can also be neglected comparing to com-pressive stress in the LVP. As demonstrated in Fig. 2b, the large grains usually experience larger compressive deformation than those grains in the interior but grow larger, suggesting that the plastic deformation caused by the imposed compression dominates the formation of abnormally large grains. Besides, the large grains were mostly located in the outer parts or mar-ginal area of the sample (Figs. 1e, 2a). This indicates that the deformation arises from the constant squeezing or compression from anvils in the LVP. Also, the Mo capsule has a lower shear modulus (as listed in Table 1) than the encapsulated Ni sample; therefore, Mo capsule deformed more easily under a high-tem-perature environment, thus unable to protect the encapsulated Ni sample from local compressive deformation. As previ-ously reported,[3–9] more strain energy is stored in deformed grains and a few nuclei formed locally above recrystallization temperature (~ 0.5 Tm, Tm is the melting point of the sample), resulting in AGG. However, the interior grains can avoid large deformation and grow slowly compared to the marginal grains. So, the dependence on the degree of deformation leads to the grain-size gradient structure formation. Furthermore, smaller grains usually have higher strength exceeding those coarse-grained counterparts as a result of dislocation sliding suppres-sion by grain boundaries (GBs) according to the Hall-Patch relationship σy = σi + Kd
−1
2 , where σy is yield strength, d is grain size, and σi and K are constants.[3] After each peri-odical sintering finished, the abnormal grains can experience larger deformation compared to smaller grains as the pressure
Table 1. Mechanical parameters of Ni, Mo, and W.[25]
Element Shear Modulus (GPa)
Mohs Hardness Thermal expansionCoefficient (× 10–6 /K)
Ni 76 4 13Mo 20 5.5 5.2W 161 7.5 4.5

66 MRS COMMUNICATIONS · VOLUME 11 · ISSUE 1 · www.mrs.org/mrc
remained. Therefore, AGG repeated and occurred by periodical sintering, resulting in exceptionally large grains in the marginal area of compressive samples, but the inner grains are still small.
Under loading, the plastic deformation usually occurs ini-tially in the coarse-grained parts and extends gradually into smaller-grained parts with high strength in grained gradient materials.[14, 15, 22] In our experiment, the gradient architecture obtained by using Mo-capsuled assembly still has a narrow shape interface between the coarse grains and smaller grains (Fig. 1e) and cannot avoid strain localization well under load-ing or satisfy the combination of high yield strength and good plasticity.[14, 15, 22] As is discussed above, large deformation yields large grains if the deformation does not exceed the criti-cal value that activates more nucleation sites and growth.[4–9] Based on this principle, the deformation can be further con-trolled if we change Mo capsule with another metal with high shear modulus, so that bulk gradient materials with more uni-form graded grain-size can be fabricated. As listed in Table 1, as one of the hardest metals (Mohs hardness: 7.5), the shear modulus of tungsten (W) is as high as 161 GPa, suggesting that W has higher capacity to resist more deformation in contrast to Ni and Mo with a smaller shear modulus. Thus, W was utilized in our experiment to tolerate high compressive deformation and protect the capsulated Ni from the larger local deformation.
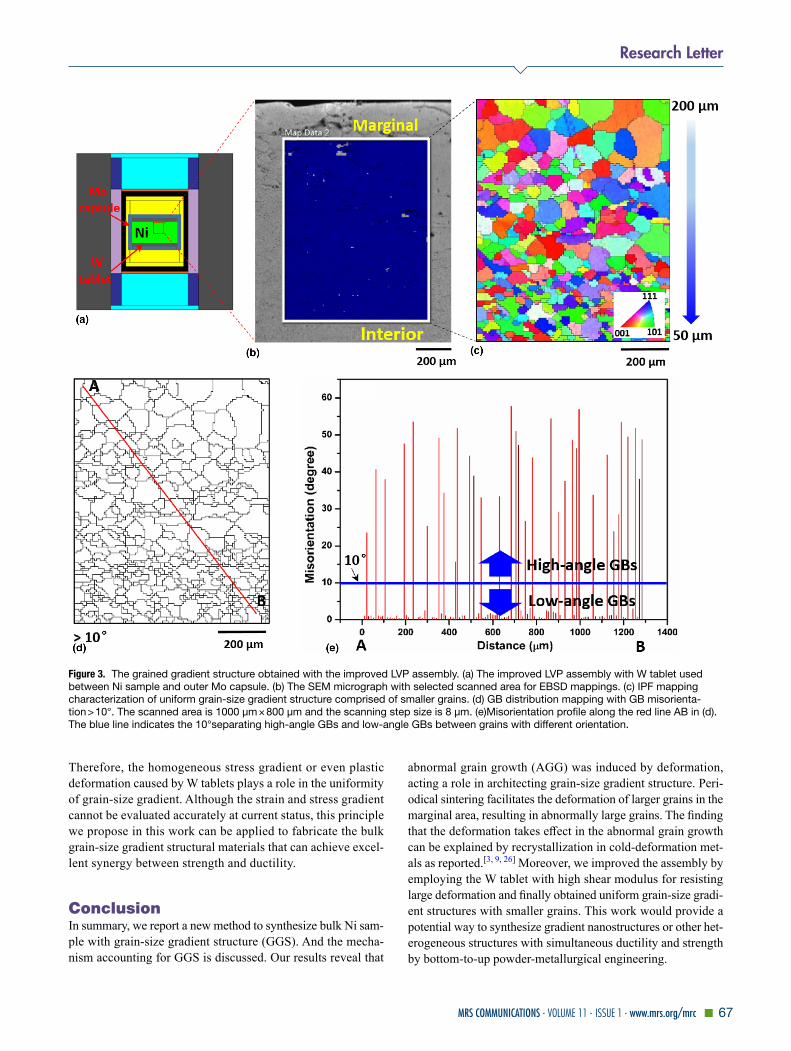
Thus, we improved the LVP assembly in order to obtain good profile of gradient structure. In the improved LVP assem-bly (Fig. 3a), W tablets were inserted between the Ni sam-ple and the outmost Mo capsule, so that the deformation or concentration of stress can be eliminated with the shield of the W tablet. The same procedure for removing the oxygen remaining in the compressive powders was conducted as the Mo-capsuled case before HPHT sintering. The experimental sintering condition with this new improved LVP assembly is also the same as that for Mo capsule case. In order to compare the degree of AGG with and without W tablet, the EBSD map-ping scanning started at a similar location near the W tablet, as illustrated in Fig. 3b. The EBSD mapping in Fig. 3c revealed that gradient structure with smaller grains were obtained and the largest grains near the marginal area is below 200 μm. By misorientation profile analysis, we found plenty of large-angle GBs formation between recrystallized grains with different orientation (Fig. 3d, e), and no obvious preferred texture was observed. Moreover, the grain growth seems to be dominated by GB diffusion during sintering, driven by the GB curvature elimination. By comparing the EBSD mappings in Figs. 1e and 3c, we can find that the grained gradient obtained new assem-bly with W is more uniform than that obtained in the previous LVP assembly without W. Also, the average grain size without W insertion is about ~ 124 μm, two times larger than that with W insertion (~ 60 μm), according to the histograms shown in Fig. 4. The gradient grain size from 200 to 50 μm which spans about 1 mm in depth is obtained using the improved W cap-suled case. Inverse Pole Figure (IPF) mapping in Fig. 1c. con-firmed the profile of grained gradient structure with grain size decreasing with depth. The obtained grains in the scanning area
were as large as 400 μm, but mainly located at the marginal area, whereas the smaller grains in the interior area were below 100 μm. The IPF mapping (Fig. 1e) demonstrated the grain-size gradient profile along AD ranged from 400 to 100 μm within a thickness of 1 mm, and the transition area in Mo-capsuled case is also smaller than that in W capsuled case. Therefore, by taking the advantage of W tablet with high hardness and shear modulus, an optimized grained gradient structure profile with more uniform gradient can be achieved.
As the thermal expansion coefficient of W is 4.5 × 10–6 /K, slightly smaller than Mo (Table 1), differential stress due to the thermal expansion difference between the Ni sample and W tablet can also be neglected comparing to the imposed compression from anvils. In our experiment, the W tablets were used to resist local large stress from the anvil and sup-press rapid grains growth by reducing the degree of defor-mation (Fig. 3). The plastic deformation of Ni grains in the new assembly should be more homogeneous as the W tab-let is tough, underlying that individual grain deformed less under the same pressure. The less deformed grains recrystal-lized into smaller grains during the sintering as the recrys-tallized grain size varies with the degree of deformation.[3,
4, 9] Besides, the plastic deformation is not as large as Mo-capsuled sample during the cold-compression step, so the lower storage plastic energy itself also could play a role lead-ing to smaller grain size. On the other hand, as the larger grains at the outmost marginal area can tolerate higher plastic deformation and vice versa,[3, 5] the inner grains with less deformation naturally grow smaller, finally leading to the heterogeneous gradient structure in only Mo-capsuled case. However, in the improved assembly, the sharp stress gradi-ent caused by easy-to-deform Mo capsule can be mediated as the serious local stress concentration can be effectively avoided as the strong W tablet is used. It is reported that the modulus of elasticity is affected by temperature, porosity, humidity, among others.[27–29] Especially, for nanograined Ni, the change of modulus is associated with texture forma-tion. In our experiment, in the cyclical sintering, the modulus of elasticity may be diminished by porosity as the original samples are compressive powders with low densification. With increasing temperature or as the cyclical sintering pro-ceeds, the densification increases with the porous elimination due to grain growth by boundaries diffusion. Therefore, the effect of porosity on modulus of elasticity can be excluded as the grains grow larger and densification increases. Also we found no texture formation after several cyclical sinter-ing at LVP (Figs. 1e and 3c) and these mappings also show that the obtained microstructures were composed of coarse grains and the modulus of elasticity should be constant. Here, we emphasize that the shear modulus of tungsten (W) is as high as 161 GPa (As listed in Table 1), suggesting that W has higher capacity to resist more deformation in contrast to Ni and Mo with a smaller shear modulus. Thus, W was utilized in our experiment to tolerate high compressive deformation and protect the capsulated Ni from the larger local deformation.
Research Letter
MRS COMMUNICATIONS · VOLUME 11 · ISSUE 1 · www.mrs.org/mrc 67
Therefore, the homogeneous stress gradient or even plastic deformation caused by W tablets plays a role in the uniformity of grain-size gradient. Although the strain and stress gradient cannot be evaluated accurately at current status, this principle we propose in this work can be applied to fabricate the bulk grain-size gradient structural materials that can achieve excel-lent synergy between strength and ductility.
ConclusionIn summary, we report a new method to synthesize bulk Ni sam-ple with grain-size gradient structure (GGS). And the mecha-nism accounting for GGS is discussed. Our results reveal that
abnormal grain growth (AGG) was induced by deformation, acting a role in architecting grain-size gradient structure. Peri-odical sintering facilitates the deformation of larger grains in the marginal area, resulting in abnormally large grains. The finding that the deformation takes effect in the abnormal grain growth can be explained by recrystallization in cold-deformation met-als as reported.[3, 9, 26] Moreover, we improved the assembly by employing the W tablet with high shear modulus for resisting large deformation and finally obtained uniform grain-size gradi-ent structures with smaller grains. This work would provide a potential way to synthesize gradient nanostructures or other het-erogeneous structures with simultaneous ductility and strength by bottom-to-up powder-metallurgical engineering.
Figure 3. The grained gradient structure obtained with the improved LVP assembly. (a) The improved LVP assembly with W tablet used between Ni sample and outer Mo capsule. (b) The SEM micrograph with selected scanned area for EBSD mappings. (c) IPF mapping characterization of uniform grain-size gradient structure comprised of smaller grains. (d) GB distribution mapping with GB misorienta-tion > 10°. The scanned area is 1000 μm × 800 μm and the scanning step size is 8 μm. (e)Misorientation profile along the red line AB in (d). The blue line indicates the 10°separating high-angle GBs and low-angle GBs between grains with different orientation.

68 MRS COMMUNICATIONS · VOLUME 11 · ISSUE 1 · www.mrs.org/mrc
Acknowledgments H. Li thanks Yanping Yang for the SEM and EBSD experi-ments. The authors acknowledge the support of the National Natural Science Foundations of China (Grant Nos. 11427810 and 51472171).
Compliance with ethical standards
Conflict of interest The authors declare that they have no potential conflicts of competing interests or personal relationships that could have appeared to influence the work reported in this paper.
Supplementary InformationThe online version of this article (https ://doi.org/10.1557/s4357 9-021-00014 -2) contains supplementary material, which is available to authorized users.
References 1. T. Kusama, T. Omorim, T. Saito, S. Kise, T. Tanaka, Y. Araki, R. Kainuma,
Ultra-large single crystals by abnormal grain growth. Nat. Commun. 8, 354 (2017)
2. J. Ciulik, E.M. Taleff, Dynamic abnormal grain growth: a new method to produce single crystals. Scr. Mater. 61, 895 (2009)
3. F.J. Humphreys, M. Hatherly, Recrystallisation and Related Annealing Phe-nomena, 2nd edn. (Elsevier, Amsterdam, 1995).
4. S. Fang, M. Zhang, Y. Dong, S. Wang, The effect of isothermal deformation parameters on abnormal grain growth of P/M nickel-base superalloy. Appl. Mech. Mater. 710, 37 (2015)
5. N. Bozzolo, A. Agnoli, N. Souai, M. Bernacki, R.E. Loge, Strain induced abnor-mal grain growth in nickel base superalloys. Mater. Sci. Forum 753, 321 (2013)
6. G. He, L. Tan, F. Liu, L. Huang, Z. Huang, L. Jiang, Unraveling the formation mechanism of abnormally large grains in an advanced polycrystalline nickel base superalloy. J. Alloys Compd. 718, 405 (2017)
7. G. He, F. Liu, L. Huang, Z. Huang, L. Jiang, Controlling grain size via dynamic recrystallization in an advanced polycrystalline nickel base superalloy. J. Alloys Compd. 701, 909 (2017)
8. X.-M. Chen, Y.C. Lin, F. Wu, EBSD study of grain growth behavior and anneal-ing twin evolution after full recrystallization in a nickel-based superalloy. J. Alloys Compd. 724, 198 (2017)
9. V.M. Miller, A.E. Johnson, C.J. Torbet, T.M. Pollock, Recrystallization and the development of abnormally large grains after small strain deformation in a polycrystalline nickel-based superalloy. Metall. Mater. Trans. A 47, 1566 (2016)
10. S.-J.L. Kang, Sintering:Sintering: Densification Grain Growth and Micro-structure (Elsevier, Butterworth-Heinemann, 2005).
11. W. Guo, W. Mao, AGG of Goss grain in grain orientation electrical steels. J. Mater. Sci. Technol. 26, 759 (2010)
12. M. Matsuo, Texture control in the production of grain oriented silicon steels. ISIJ Inter. 29, 809 (1989)
13. M. Wu, Seeded growth of large single-crystal copper foils with high-index facets. Nature 581, 406 (2020)
14. Y. Ma, M. Yang, F. Yuan, X. Wu, A review on heterogeneous nanostructures: a strategy for superior mechanical properties in metals. Metals 9, 598 (2019)
15. X. Wu, Y. Zhu, Heterogeneous materials: a new class of materials with unprecedented mechanical properties. Mater. Res. Lett. 5, 527 (2017)
16. E. Ma, T. Zhu, Towards strength–ductility synergy through the design of heterogeneous nanostructures in metals. Mater. Today 20, 323 (2017)
17. Y. Wang, M. Chen, F. Zhou, E. Ma, High tensile ductility in a nanostructured metal. Nature 419, 912 (2002)
18. K. Lu, Making strong nanomaterials ductile with gradients. Science 345, 1455 (2014)
19. J.A. Bahena, N.M. Heckman, C.M. Barr, K. Hattar, B.L. Boyce, A.M. Hodge, Development of a heterogeneous nanostructure through abnormal recrystallization of a nanotwinned Ni superalloy. Acta Mater. 195, 132 (2020)
20. J. Fan, L. Zhu, J. Lu, T. Fu, A. Chen, Theory of designing the gradient microstructured metals for overcoming strength-ductility trade-off. Scr. Mater. 184, 41 (2020)
21. M.-X. Yang, R.-G. Li, P. Jianh, F.-P. Yuan, Y.-D. Wang, Y.-T. Zhu, X.-L. Wu, Residual stress provides significant strengthening and ductility in gradi-ent structured materials. Mater. Res. Lett. 7, 433 (2019)
22. Y. Lin, J. Pan, H.F. Zhou, H.J. Gao, Y. Li, Mechanical properties and optimal grain size distribution profile of gradient grained nickel. Acta Mater. 153, 279 (2018)
23. X. Wu, P. Jiang, L. Chen, F. Yuan, Y.T. Zhu, Extraordinary strain hardening by gradient structure. Proc. Natl. Acad. Sci. 111, 7197 (2014)
24. T.H. Fang, W.L. Li, N.R. Tao, K. Lu, Revealing extraordinary intrinsic tensile plasticity in gradient nano-grained copper. Science 331, 1587 (2011)
25. M.W. Guinan, D.J. Steinberg, pressure derivatives of shear modulus for 65 elementsm. J. Phys. Chem. Solid 35, 1501 (1974)
26. L. Tan, Z. Huang, F. Liu, G. He, X. Wang, L. Huang, Y. Zhang, L. Jiang, Effects of strain amount and strain rate on grain structure of a novel high Co nickel-based polycrystalline superalloy. Mater. Des. 131, 60 (2017)
Figure 4. Grain size statistics of samples sintered with LVP assem-bly without W (a) and without W (b), respectively. The histograms are drawn based on the SEM and EBSD results in Figs. 1 and 3.

Research Letter
MRS COMMUNICATIONS · VOLUME 11 · ISSUE 1 · www.mrs.org/mrc 69
27. A. Torrents, H. Yang, F.A. Mohamed, Effect of annealing on hardness and the modulus of elasticity in bulk nanocrystalline nickel. Metall. Mater. Trans. A 41, 621 (2010)
28. P.G. Sanders, J.A. Eastman, J.R. Weertman, Elastic and tensitle behavior of nanocrystalline copper and palladium. Acta Mater. 45, 4019 (1997)
29. R.M. Spriggs, Expression of effect of porsity on elastic modulus of poly-crystalline refractory materials, particularly aluminum oxide. J. Am. Ceram. Soc. 44, 628 (1961)