documentgp
DESCRIPTION
knkdkTRANSCRIPT
ALOK INDUSTRIES (VAPI)
OBJECTIVES OF INDUSTRIAL VISIT
The objective of industrial visit include the coverage of the following departments
Pre treatment processes of grey fabric (woven) Dyeing process Quality control and testing
ALOK INDUSTRIES COMPANY PROFILE
Alok Industries or Alok Industries Ltd. is an India-based textile manufacturing company and was established in 1986. Alok Industries is a private textile manufacturing company and has manufacturing bases spread over 6 locations in Navi Mumbai in Vapi and Silvassa, situated in Maharashtr
ALOK INDUSTRIES PRODUCT WHEEL

HISTORY AND EVOLUTION
Alok was established in 1986 as a private limited company, with their first polyester
texturising plant being set up in 1989. They became a public limited company in 1993. Over
the years, they have expanded into weaving, knitting, processing, home textiles and garments.
And to ensure quality and cost efficiencies they have integrated backward into cotton
spinning and manufacturing partially oriented yarn through the continuous polymerisation
route. They also provide embroidered products through Grabal Alok Impex Ltd., their
associate company.
- That is how Alok Industries has evolved into a diversified manufacturer of world-class
home textiles, garments, apparel fabrics and polyester yarns, selling directly to
manufacturers, exporters, importers, retailers and to some of the world’s top brands.
- Alok has recently entered the domestic retail segment through a wholly owned subsidiary,
Alok Retail India Limited, with a chain of stores named ‘H&A’ that offer garments and home
textiles at attractive price points.
VISION AND MISSION OF THE COMPANY
VISION
To be the world's best integrated textile solutions enterprise with leadership position across
products and markets, exceeding customer & stakeholder expectation.
MISSION
Offer innovative, customized and value added services to our customers
Actively explore potential markets & products
Optimize use of all resources
Maximize people development initiatives
Become a process driven organization
Be a knowledge leader and an innovator in our businesses
Exceed compliances and global quality standards
Be an ethical, transparent and responsible global organization
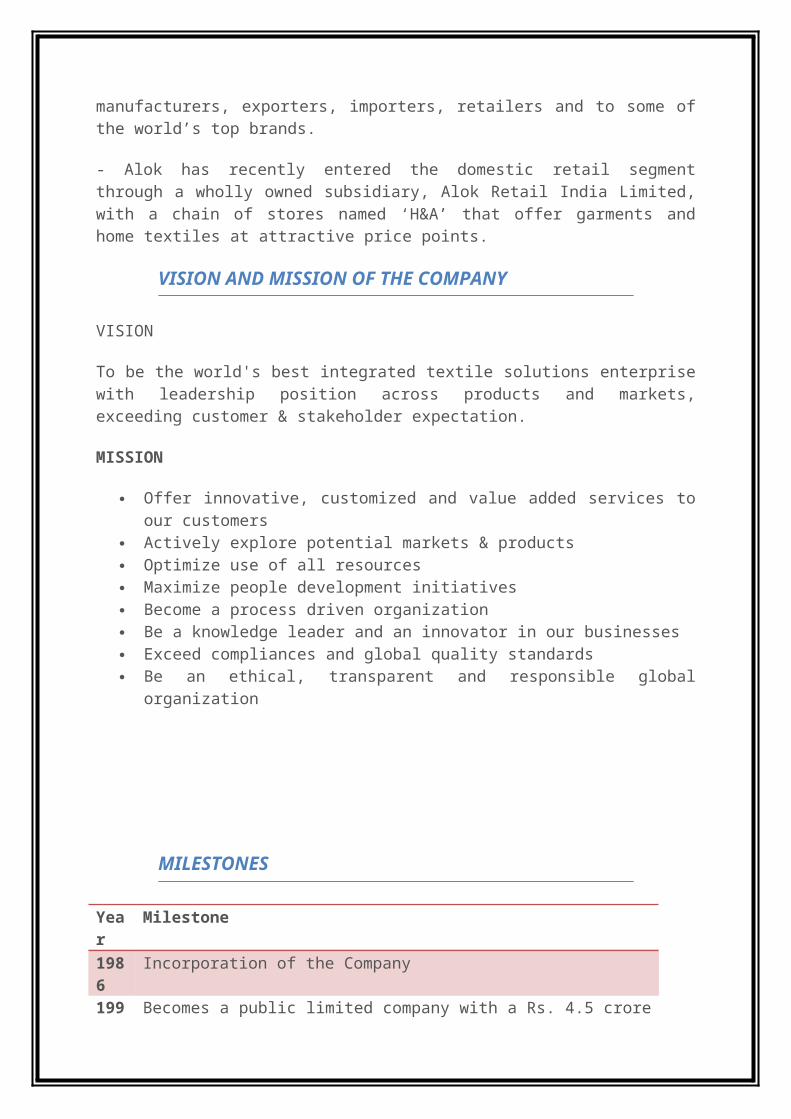
MILESTONES
Yea
r
Milestone
1986 Incorporation of the Company
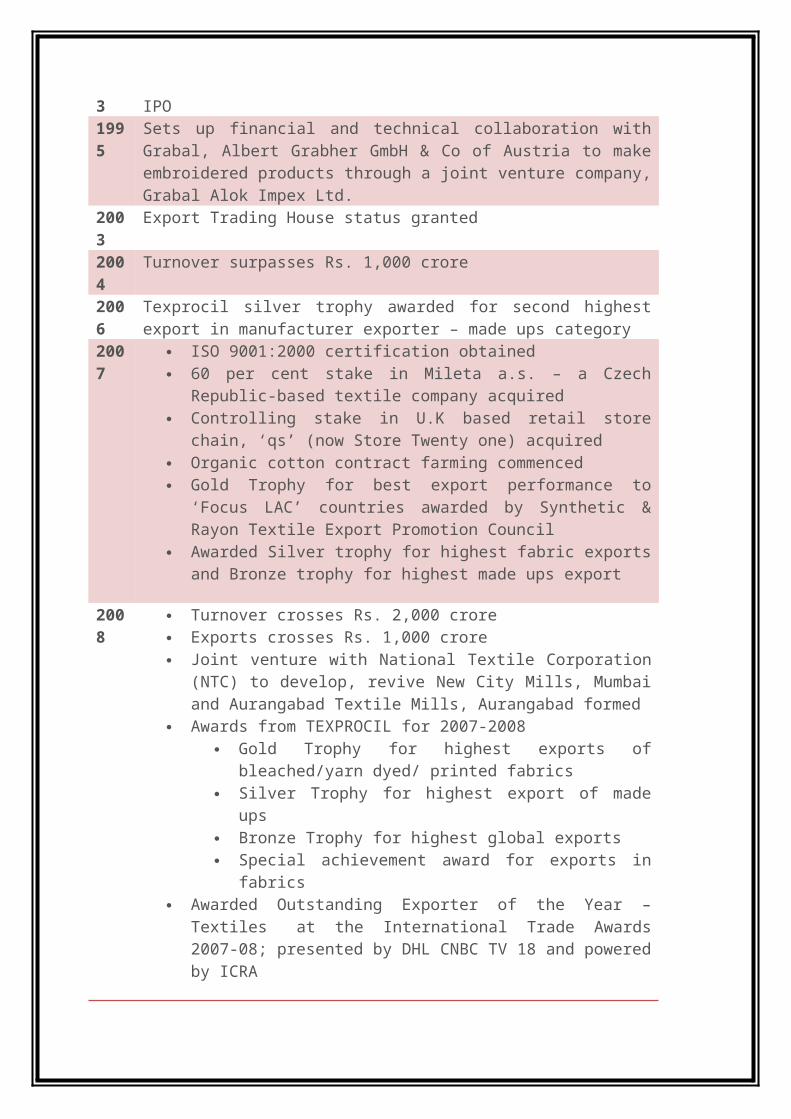
1993 Becomes a public limited company with a Rs. 4.5 crore IPO
1995 Sets up financial and technical collaboration with Grabal, Albert Grabher
GmbH & Co of Austria to make embroidered products through a joint venture
company, Grabal Alok Impex Ltd.
2003 Export Trading House status granted
2004 Turnover surpasses Rs. 1,000 crore
2006 Texprocil silver trophy awarded for second highest export in manufacturer
exporter – made ups category
2007 ISO 9001:2000 certification obtained
60 per cent stake in Mileta a.s. – a Czech Republic-based textile
company acquired
Controlling stake in U.K based retail store chain, ‘qs’ (now Store
Twenty one) acquired
Organic cotton contract farming commenced
Gold Trophy for best export performance to ‘Focus LAC’ countries
awarded by Synthetic & Rayon Textile Export Promotion Council
Awarded Silver trophy for highest fabric exports and Bronze trophy for
highest made ups export
2008 Turnover crosses Rs. 2,000 crore
Exports crosses Rs. 1,000 crore
Joint venture with National Textile Corporation (NTC) to develop,
revive New City Mills, Mumbai and Aurangabad Textile Mills,
Aurangabad formed
Awards from TEXPROCIL for 2007-2008
Gold Trophy for highest exports of bleached/yarn dyed/ printed
fabrics
Silver Trophy for highest export of made ups
Bronze Trophy for highest global exports
Special achievement award for exports in fabrics
Awarded Outstanding Exporter of the Year – Textiles at the
International Trade Awards 2007-08; presented by DHL CNBC TV 18
and powered by ICRA
PROCESS FLOW
SHIPMENT
FINAL Q.A
FOLDING AND INSPECTION
PROCESSING
PROCESSING ORDER
MATERIAL PROCUREMENT
PRODUCTION PLANNING
SALE ORDER
PURCHASE ORDER
BUYERS APPROVAL
PRE PRODUCTION SAMPLING
BUYERS COMMENT
PROD. DEVELOPMENT AND LAB DIP.
BUYERS REQUIREMENT

PROCESS FLOW FOR WOVEN PROCESSING
GREY SECTION
• The fabrics are available in A, B, C, D which are already graded when received.
• 2000 steel racks has been provided for storage for upto 29 lakhs fabric rolls.
• Rolls are opened and sent for further processing of singeing and desizing.
FABRIC PROCESS FLOW :
The fabric are sourced from silvasa plant where 95% of the supply is received and the other 5% is from external source.
The product mix available and proceed:
Fabric By Weight : Light, Medium, HeavyFabric By Blend : Polycotton, Cottonviscose, Cottonlycra, CottonspandexFabric By Weave : Twill, Plain, Sateen, Satin, Dobby, Jacquard
Grey Singeing & Desizing Bleaching Mercirization
DyeingFinishingFolding
Grey Cloth Opening A frame batch Continuous singeing and desizing range

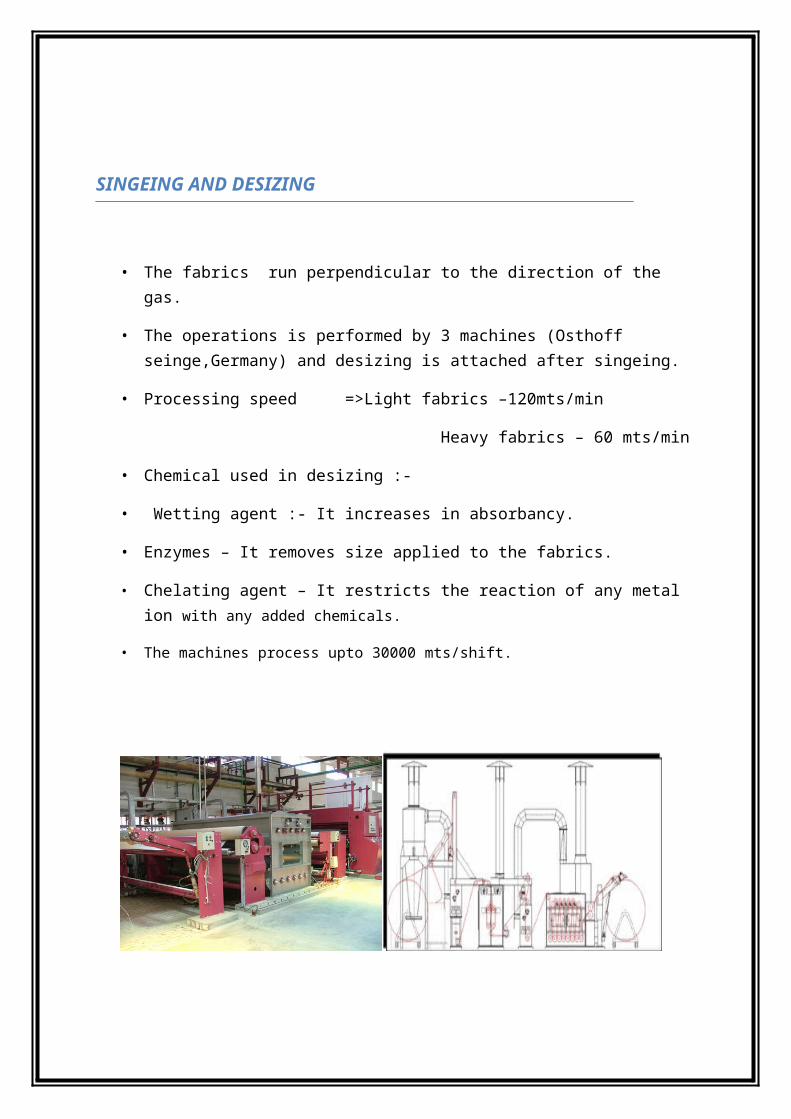
SINGEING AND DESIZING
• The fabrics run perpendicular to the direction of the gas.
• The operations is performed by 3 machines (Osthoff seinge,Germany) and desizing is attached after singeing.
• Processing speed =>Light fabrics –120mts/min
Heavy fabrics – 60 mts/min
• Chemical used in desizing :-
• Wetting agent :- It increases in absorbancy.
• Enzymes – It removes size applied to the fabrics.
• Chelating agent – It restricts the reaction of any metal ion with any added chemicals.
• The machines process upto 30000 mts/shift.
BLEACHING
• The fabric is passed through the washing chambers is passed on to the Injecta chamber.
• Peroxide bleaching is used instead of hypochlorite because it provides permanent whiteness.
• It has 7 washing zones
• Initially three washers 90°C, 90°C, and 60°C and last four washers at 90 °C, 90 °C, 90 °C, and 60 °C respectively.
• Last chamber is meant for neutralization with acetic acid.
• 16 calendar rolls for drying with pressure of steam as 2 kg
• Running speed of fabric 80 m/min.
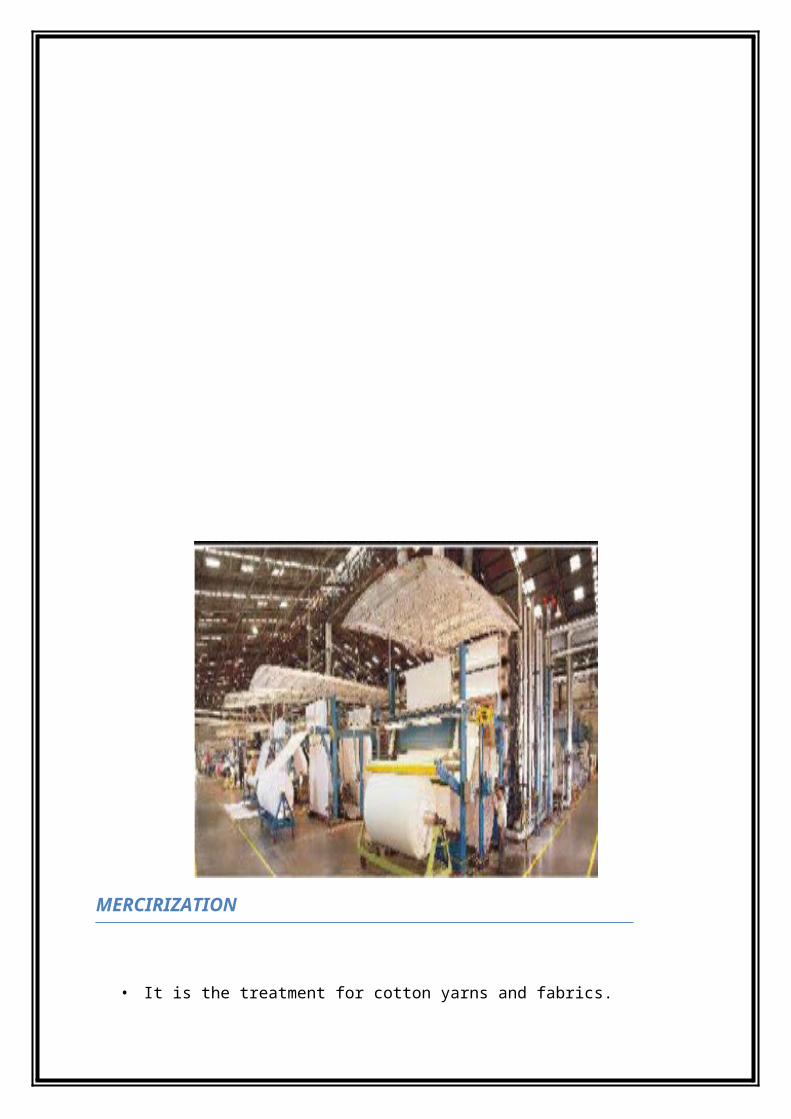
MERCIRIZATION
• It is the treatment for cotton yarns and fabrics.
It improves
Lustre
Wettability
Dimensional stability
Better dye uptake
• Chain mercirization is done in 2 machines and 1 chainless machine used for heavy/weight fabrics.
• Processing speed => 60-70 mts/min
• Chemicals used NaoH, Organic Acid, Caustic Soda.
• The final section comprises a highly- efficiency washing and neutralizing zone consisting of EXTRACTA compartments.
• Temp is maintained 90-95◦C and pH 5-6 for organic acid for neutralization.

DYEING
Pre-treatment fabric (cotton)
Pad Dry Pad Steam Continuous Dyeing
Pad Steaming (curing)
Washing
Dyed fabric
CPB DYEING
• It is only used for only reactive dyes.
• There are 3 CPB machines from BENNINGER.
• Dyeing process takes 16 hrs for dyeing at room temperature and operates at 50-60 mts/ min.
• Chemicals used –
• Fixer chemicals (sodium silicate)
• Reactive dyes.
• Soda and Caustic.
• Production/ Shift – 20000- 22000mts
THERMOSOL DYEING
• It is only used for only disperse, modified vat dye and reactive dyes.
• It has IR dryer chamber and used for dyeing the polyester part of the fabric.
• There are 3 IR dryer chamber which increases upto 450◦c.

• Dyeing process takes 16 hrs for dyeing at room temperature and operates at 50-60 mts/ min.
• Chemicals used –
Binders
Softner
Glauber’s Salt
Acetic Acid.
PAD DRY PAD STEAM
• It is used for –
• Colour development
• Reduction clearing in case of blended fabric double bath dyeing.
• There are 3 BENNINGER pad steam.
• Dyes which are processed in the pad steam machine are –
• Reactive dyes
• Vat dyes.
• Chemicals used for reactive pad steam process are – Salt, soda ash and caustic.
• Chemicals used for vat dye pad steam process – caustic hydro.
FINISHING
• 7 chambers in stenter.
• Bowing and heading rollers at the feed end to remove creases.
• Both pin and clip arrangements are used.
• Overfeed – 5%
• Fabric speed – 50m/min
CHAMBER NO
LIGHT SHADE MEDIUM SHADE DARK SHADE
1 110 0C 110 0C 110 0C
2 120 0C 120 0C 120 0C
3 130 0C 130 0C 130 0C
4 140 0C 140 0C 140 0C
5 140 0C 140 0C 150 0C
6 140 0C 140 0C 150 0C
7 140 0C 140 0C 150 0C

SANFORISING
• It is pre shrinking finishing.
• Rubber belt shrinks the fabric along with it
• Shrinkage > 5 %
• Speed 50 m/min
• Steam heated roller over belt at 110 0C
• 50 m fabric from in to out
• After shrinking zone, there is a setting zone to set the shrinkage in fabric.
CALENDERING
• Fabric speed of 70 m/min
• Expander rollers are used at feed end
• 3 roll system with 2 cotton rolls and one steel roll
• Temperature of calendars roller is 70 0C
• Pressure 70 N/mm

• Strength reduces after calendaring
• It improves the feel and surface appearance of fabric
PHYSICAL TESTING
• Yarn count ( warp reel & beesley balance)
• Original width
• Usable width
• Tpi , epi, ppi
• Tear strength tester
• Absorbency test
• Tensile strength(weft and warp)
• Pilling
• Shrinkage

COLOR FASTNESS TESTS
• The following tests are conducted and measured on the grey scale
▫ RUBBING FASTNESS( WET AND DRY)(AATCC)
▫ WASHING FASTNESS( TOP LOAD (ISO) AND FRONT LOAD
( AATCC) )
▫ COLOR FASTNESS TO WATER (AATCC)
• Color Fastness to light is also conducted using the ISO Standard test procedures
• The machines were mostly of the company James H. Heal.
• The key features of the lab were the softwares
▫ Datacolor that predicted recipes for the different dyeing and other processes using CMC Spectrophotometer and
▫ Auto color dispenser for solution making and dispensing