gm 1927-16a pwt gear commodity audit
TRANSCRIPT

8/12/2019 GM 1927-16a PWT Gear Commodity Audit
http://slidepdf.com/reader/full/gm-1927-16a-pwt-gear-commodity-audit 1/5
Auditor: Date: Score
Supplier: Location: 0%
Duns: Part Name: RED
AUDIT WORKSHEET
QUESTION:
EVIDENCE/
DOCUMENTATION
REQUIRED
QUES TIONS TO A SK AND WHA T TO LOOK FOR A nswer
G
Y
R
OBSERVATIONS
1 Raw material inspection.
1.How does supplier verify raw material? Does supplier
use spectro meter?
2.If supplier use spectro meter, Is spectro meter
calibrated before use?3.Does Master sample available for calibration?
4.Does supplier check hardenability for each lot?.
5.Is Material cert. from steel mill available?
NR NR
2Mechanical performance test capability for raw
material.
1. Does supplier have capability for mechanical
performance test? Like tensile test
2. Is other mechanical performance test required on
Drawing, SOR? If yes, what it is?
NR NR
3 Forging, if applicable.
1. What is the heating method for raw forging?
2. How does supplier monitor Temperature?
3. How does supplier monitor Start of forging temp.? If
temp is out of control zone, is there any device will alarm?
4. Automatic sorting?
NR NR
4 Are there any gear measuring machine available?
1. CNC gear tester
2. Regular compensation with master
3. Control temperature and moisture of quality lab
4. Operator training
5. Is certificate available? (JIS,DIN )
NR NR
5Who can perform gear tester ? Any operator or
qualified & trained person.
1. Is training record available?
2. Does this training record is align with the Flexibility
chart?
3. If time permit, pick one parts from final inspection.
Then ask supplier to demonstrate how do they measure a
gear & review the result.
NR NR
6 Is Gear tester calibrated periodically?
1. Pls check calibration report to check previous
calibration date do meet requirement.
2. If calibrate by 3rd party provider, does 3rd party
qualified to perform calibration for gear tester? Any
evidence?
NR NR
7
Does gear tester or CMM are located or setup with
Temp & humidity controlled room? & far from
vibration source.
1. Is daily monitor record for Temp & humidity available.
2. Look around the lab, is there any source of vibration?
Like close to Hydraulic press, runway for Folk lifter..
NR NR
Commodity Name - Gear Manufacturing
Version: Initial Release Issue Date: 14 Apr 2011
A. Commodity Control
8/12/2019 GM 1927-16a PWT Gear Commodity Audit
http://slidepdf.com/reader/full/gm-1927-16a-pwt-gear-commodity-audit 2/5
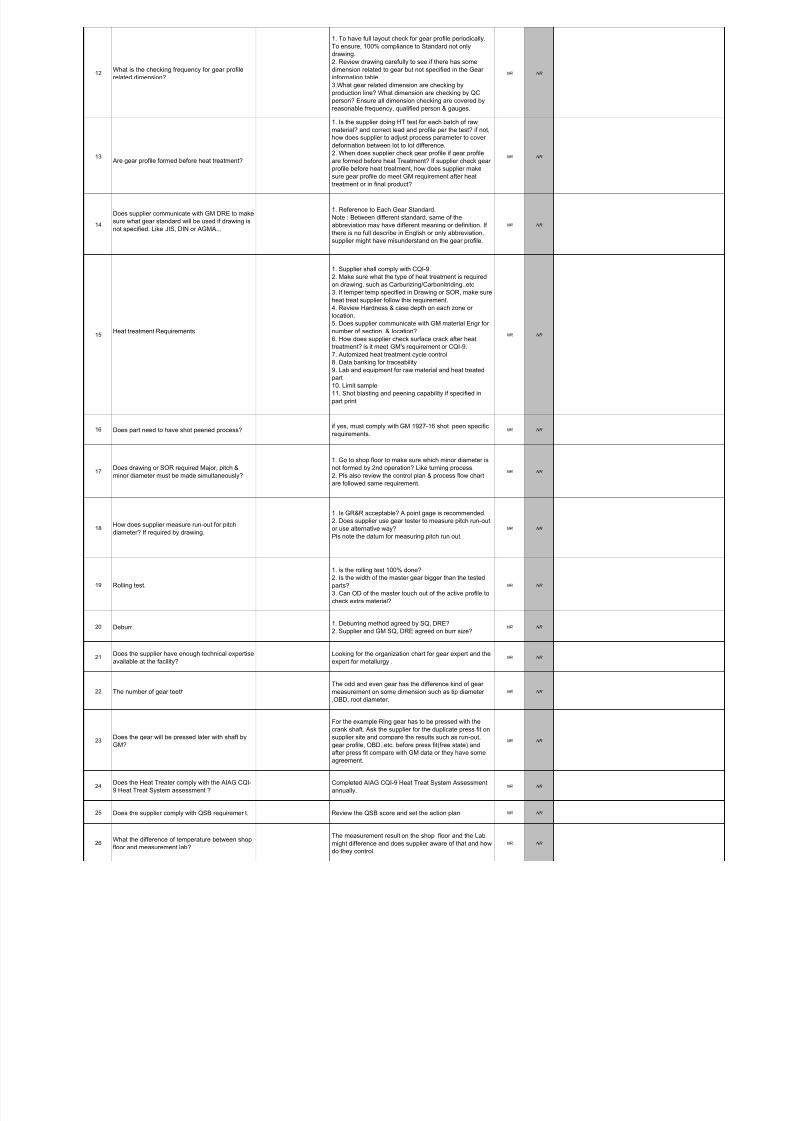
12What is the checking frequency for gear profile
related dimension?
1. To have full layout check for gear profile periodically.
To ensure, 100% compliance to Standard not only
drawing.
2. Review drawing carefully to see if there has some
dimension related to gear but not specified in the Gear
information table.
3.What gear related dimension are checking by
production line? What dimension are checking by QC
person? Ensure all dimension checking are covered by
reasonable frequency, qualified person & gauges.
NR NR
13 Are gear profile formed before heat treatment?
1. Is the supplier doing HT test for each batch of raw
material? and correct lead and profile per the test? if not,
how does supplier to adjust process parameter to cover
deformation between lot to lot difference.
2. When does supplier check gear profile if gear profile
are formed before heat Treatment? If supplier check gear
profile before heat treatment, how does supplier make
sure gear profile do meet GM requirement after heat
treatment or in final product?
NR NR
14
Does supplier communicate with GM DRE to make
sure what gear standard will be used if drawing is
not specified. Like JIS, DIN or AGMA...
1. Reference to Each Gear Standard.
Note : Between different standard, same of the
abbreviation may have different meaning or definition. If
there is no full describe in English or only abbreviation,
supplier might have misunderstand on the gear profile.
NR NR
15Heat treatment Requirements
1. Supplier shall comply with CQI-9.
2. Make sure what the type of heat treatment is required
on drawing. such as Carburizing/Carbonitriding..etc
3. If temper temp specified in Drawing or SOR, make sure
heat treat supplier follow this requirement.
4. Review Hardness & case depth on each zone or
location.
5. Does supplier communicate with GM material Engr for
number of section & location?
6. How does supplier check surface crack after heat
treatment? is it meet GM's requirement or CQI-9.
7. Automized heat treatment cycle control
8. Data banking for traceability
9. Lab and equipment for raw material and heat treated
part
10. Limit sample
11. Shot blasting and peening capability if specified in
part print
NR NR
16 Does part need to have shot peened process?if yes, must comply with GM 1927-16 shot peen specific
requirements.NR NR
17Does drawing or SOR required Major, pitch &
minor diameter must be made simultaneously?
1. Go to shop floor to make sure which minor diameter is
not formed by 2nd operation? Like turning process.
2. Pls also review the control plan & process flow chart
are followed same requirement.
NR NR
18How does supplier measure run-out for pitch
1. Is GR&R acceptable? A point gage is recommended.
2. Does supplier use gear tester to measure pitch run-out
or use alternative way? NR NR

8/12/2019 GM 1927-16a PWT Gear Commodity Audit
http://slidepdf.com/reader/full/gm-1927-16a-pwt-gear-commodity-audit 3/5
27 What is the temperature of the lab? meet the international standard 20+/-2 degree C NR NR
28The part cool down and same as the lab
temperature before measuring?
Supplier has to wait the parts to cool down to Lab
temperature before measuring.NR NR
29 What technique for measuring OBD? check the stylus, machine(1 or 2 probe) NR NR
30 What technique for measuring root Diameter? check the size of stylus, machine(1 or 2 probe) NR NR
31 What technique for measuring run out? by Gear tester/runout tester..etc. NR NR
32 Does supplier has the functional test on site?Functional test is the very accuracy for the run-out test.Review the master gear to mesh with the tested gear is
approved by GM?
NR NR
33 What technique for measuring pitch diameter? by Gear tester. NR NR
34Does supplier know how to calculate the tooth
bias?Some case GM will need the reference for tooth bias. NR NR
35 Have supplier done Gauge R&R? Review the Gauge R&R and set action plan. NR NR
36Have supplier discussed with GM DRE for the start
of check and end of check on the involutes?
review that supplier has the agreement with the GM DRE.
Sometimes the method is difference such as cut 10% or
5%, also review the drawing.
NR NR
37Does supplier has the process capability to
review?review process capability. NR NR
38 Does supplier has the record for the percent ofdistortion before and after heat treated?
review process the percentage. NR NR
39Does supplier has the mapping result for the
hardness?
review the hardness at the difference location on the
loading pattern on heat treatment process.NR NR
40How supplier identify the gear that going to has
the hardness check(heat treat)?
Some supplier will use the bad part put in the loading
pattern for heat treat and use this part for hardness
check. Review how they control the part mix and do they
destroy the part before heat treatment?
NR NR
41 Furnace loading and loading pattern
check the lay out of the gears on loading pattern. Once
established the heat treat parameters should no change.
IF the incorrect material is used to make the gears it will
behave differently and could possibly give you non
conforming parts for hardness and unacceptable
distortion.
NR NR
42
Furnace Temperature ? Quench Oil Temperature?
Tempering Furnace Temperature & Quench Oil
agitation
Ask if the material match with metallurgy book. Onceestablished the heat treat parameters should no change.
IF the incorrect material is used to make the gears it will
behave differently and could possibly give you non
conforming parts for hardness and unacceptable
NR NR

8/12/2019 GM 1927-16a PWT Gear Commodity Audit
http://slidepdf.com/reader/full/gm-1927-16a-pwt-gear-commodity-audit 4/5
If any of the single sections is rated RED, overal audit result is RED with 0% score
Summary score 0% RED Pts Element Scoring
0
Requirements not met, needs immediate corr
SQE to assure actions are in place prior to
including CS1/2 implementation if necessa
1Requirements not met, process acceptable w
place
2 Requirements met, process has improvement
3 Requirements fully met, best practice process
NA Not Applicable (does not impact audit score)
GM Representative Name with Signature NR Not Rated (impacts audit score)Supplier Representative Name with Signature

8/12/2019 GM 1927-16a PWT Gear Commodity Audit
http://slidepdf.com/reader/full/gm-1927-16a-pwt-gear-commodity-audit 5/5
Process Performance SUPPLIER ACTION PLAN REPORTRev. 7 1/7/02
Supplier Start Date:
Location Rev. Date:
Duns Grad Date:
Commodity Program:
Prepared by:
G Green - Task Completed on Time
Y Yellow - Task May Be Late
R Red - Task is Late
W White - Task Re-Timed, No Status
B Blue - Task Status is Incorrect / Not Updated
On Track (Bold Box/No Color)
ITEM AUDIT
SECTIONPriority ACTION ITEM ACTION LEADER
DATE
OPENED
TARGET
CLOSE DATE
ACTUAL
CLOSE DATE
LAST
UPDATE1 2 3 4 5 6 COUNTER MEASURES
1
2
3
4
5
6
7
8
910
STATUS
Creativity Team:
SQE
SQE Phone:
Manager:
Group:
OldestMost
235057580.xlsx.ms_office Printed: 6/20/2014 Page 5 of 5