glenn ballard cv - lean construction · glenn ballard –a brief cv • experience – pipefitter,...
TRANSCRIPT

07-04-2010
1
Aiming Higher: A Workshop for LCI‐DK
Glenn Ballard
Copenhagen
March 22, 2010
Graphic courtesy of Extemin: 27th annual mining conference, Arequipa, Peru
Glenn Ballard – a brief CV• Experience
– Pipefitter, Foreman, Construction Engineer, Productivity & Quality Specialist, Internal Management Consultant for Brown & Root and Bechtel
– Independent Management Consultant. Clients include Petroleos de Venezuela, U.S. Dept. of Energy, Pacific Gas & Electric, Koch Refining, BAA (Heathrow Terminal 5), Channel Tunnel Rail Link (St. PancrasStation)
• Current Position– Professor in the Engineering & Project Management Program, Dept. of
Civil & Environmental Engineering, UC Berkeley– Research Director, Project Production Systems Laboratory, UC Berkeley
• Education– M.B.A.– PhD (Civil Engineering)
• Co‐founder– International Group for Lean Construction (1993)– Lean Construction Institute (1997)
07-04-2010
2
Today’s Program
09:30 Desired Outcomes and Agenda, Self‐Introductions
09:45 LCI News
10:30 Integrating within and across projects
11:30 Break
11:50 Creating a lean culture: Learning from breakdowns
12:50 Lunch12:50 Lunch
13:50 Creating a lean culture: The role of supervision
14:50 Workshop Plus/Delta
15:00 Adjourn
LCI News
• The number of LCI chapters in the U.S.J 2008 0– January 2008 = 0
– January 2009 = 6
– January 2010 = 22
• Negotiations are underway with the major industry associations to fund LCI as a think tank.
• There is a movement within the board of directors to make LCI an international organization.

07-04-2010
3
LCI News
• Affiliates are growing and activeI D b 2009 LCI G h t d– In December 2009, LCI Germany hosted an international conference on Lean in Public Sector Construction
– LCI Finland has enrolled major industry players in collaborative research, with a budget >1 million Euro’s
– I spoke last Thursday to an LCI Norway meeting with more than 100 people and will speak at a LCI Sweden meeting in Malmo this Wednesday
LCI News
• University‐based research centers supporting LCI h t l i N i l dLCI chapters are also growing. Now include:– University of California, Berkeley
– University of Washington
– San Diego State University
– Colorado State UniversityColorado State University
– Michigan State University

07-04-2010
4
LCI News
UC Berkeley’s Project Production Systems Laboratory has new and exciting research initiatives and projects:
Lean in Public Sector Construction
Owner Forum
Skanska Nordic: Started in 2005 as supply chain management. Shifting to a lean enterprise focus. Skanska Norway to join Skanska Finland as P2SL contributors
Statoil: Meeting the challenges of megaprojects
U.S.A. Dept. of Energy: Reduce energy consumption in buildings
Construction Industry Institute: Redesign the capital project delivery system from a blank sheet of paper. Research team members include Air Products, Proctor & Gamble, General Services Administration, Tennessee Valley Authority, Bentley Software Systems, and CH2M Hill
O h j t Wh l LifOne more research project: Whole Life Target Value Design

07-04-2010
5
Conditions of
Satisfaction
MeansEnds
Sutter Fairfield MOBSutter Fairfield Medical Office Building
Market benchmark = $22.0 million
Target cost = $18.9 million
Actual cost = $17.9 million

07-04-2010
6
Cathedral Hill Hospital Project:Expected, Allowable & Target Cost
Allowable Cost for Construction (normalized for changes in scope)
Two outcomes of TVD that look to be repeatable (at least within the healthcare and education
sectors)
1. Expected cost falls as design develops.
2. Projects are completed below market cost—so far as much as 19% below.

07-04-2010
7
Why Change a Winning Game?
To enable better investment of cost savings in d t t t t lorder to generate greater customer value
On the case study projects, cost savings were assured late in the project, when investment opportunities had shrunk How can we makeopportunities had shrunk. How can we make investments when the lever arm is longer?
Relative Costs

07-04-2010
8
What Changes?
• Give the design team a tool to calculate the i t f d i lt ti f ilit lifimpact of design alternatives on facility life cycle costs and benefits.
• Keep the budget alive during design, recalculating the allowable and target cost based on the anticipated impact of design p p galternatives on life cycle costs and benefits.
Challenges1. Persuade clients to develop an operations cost model
and use it to calculate their return on investment, and hence what they are willing to invest to get that return.
2. Persuade clients to give the operations cost model to the design team.
3. Learn how to link the product and operations models so changes in the former are reflected in the latter.
4. Persuade financiers to allow a floating budget during design.
5. Learn how to design to a moving target.

07-04-2010
9
Conclusion of LCI Report
• What are the key points for you from this i ?session?
• What questions have been provoked?
Today’s Program
09:30 Desired Outcomes and Agenda, Self‐Introductions
09:45 LCI News
10:30 Integrating within and across projects
11:30 Break
11:50 Creating a lean culture: Learning from breakdowns
12:50 Lunch12:50 Lunch
13:50 Creating a lean culture: The role of supervision
14:50 Workshop Plus/Delta
15:00 Adjourn

07-04-2010
10
Outline• What’s meant by “integrate”?
Wh i i i i h h f i ?• Who can initiate, with what scope for action?
• What can be done?
Aspects of Integration
• Align the interests of companies
• Build one organization out of individuals from different companies
• Coordinate the actions of individuals and work groups toward shared objectives

07-04-2010
11
Owner
Architect General Contractor
CE
SE EE
Other CC
SC EC
Other
ME MC
Owner
Architect General Contractor
CE
SE EE
Other CC
SC EC
Other
ME MC
Traditional Contract Structure

07-04-2010
12
Owner
Architect General Contractor
CE
SE EE
Other CC
SC EC
Other
ME MC
Example: Sutter Health Integrated Form of Agreement
Owner
Architect General Contractor
CE
SE EE
Other CC
SC EC
Other
ME MC
Example: IPD (Orlando, Florida)

07-04-2010
13

07-04-2010
14
Mountain Climbers
• If one Primary Team Member makes a mistake h P i T M b ill f iteach Primary Team Member will pay for it
• Cost reductions anywhere are shared among those in the Partnering Agreement and with the Client
• An overrun on the project will reduce theAn overrun on the project will reduce the gross profit available for distribution

07-04-2010
15
Who can initiative integration, with what scope for action?
• Everyone on a project has some scope for action, even a foreman restricted to her own workeven a foreman restricted to her own work group.
• Owners have the greatest scope for action, followed by the “process managers” for design and for construction (architects and general contractors).)
• Design and construction specialists can integrate within their individual work, but can also reach out to others and offer to work together.
The 5 Big Ideas

07-04-2010
16

07-04-2010
17
Preferred Partners
Companies that have
provided greater value without reducing their
own profitability
Companies with which you have improved shared processes to mutual advantage
All companies that claim a specific competence
Companies that meet minimum requirements: safety records and programs, financial stability, licenses, etc.

07-04-2010
18
Conclusion of Session
• We have looked at a few examples integrating ithi d j twithin and across projects.
• Can you share examples of your own?
• What are the key points for you from this session?
• What questions have been provoked?• What questions have been provoked?
Today’s Program
09:30 Desired Outcomes and Agenda, Self‐Introductions
09:45 LCI News09:45 LCI News
10:30 Integrating within and across projects
11:30 Break
11:50 Creating a lean culture: Learning from breakdowns
12:50 Lunch
13:50 Creating a lean culture: The role of supervision
14:50 Workshop Plus/Delta
15:00 Adjourn
07-04-2010
19
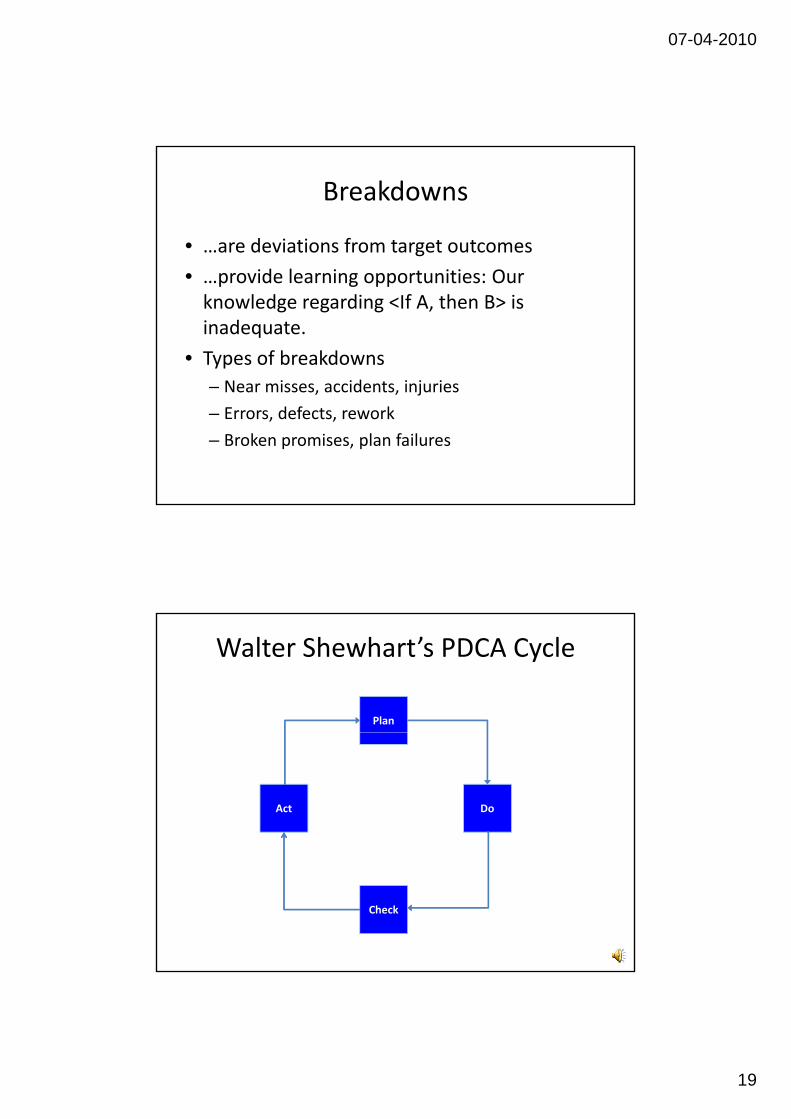
Breakdowns
• …are deviations from target outcomes
• …provide learning opportunities: Our knowledge regarding <If A, then B> is inadequate.
• Types of breakdownsNear misses accidents injuries– Near misses, accidents, injuries
– Errors, defects, rework
– Broken promises, plan failures
Walter Shewhart’s PDCA Cycle
Plan
Act Do
Check

07-04-2010
20
Plan
•Form a testable hypothesis in the form If A, then B. •Specify a current standard; i.e., a basis of comparison. •Describe how and when the experiment will be conducted. •Specify a follow up plan; how the experiment•Specify a follow‐up plan; how the experiment will be evaluated; what will count as evidence that the new method is superior to the previous standard.
Plan‐an example•Problem: I spend lots of time searching for documents in my office.•Hypothesis: If I organize my paper files and keep them organized, I will spend less time looking for things.•Basis of comparison: I have previously listed my paper file folders, but have not kept the list updated. There are piles of unfiled papers on various surfaces in my office. I guesstimate that I spend 20 minutes a day searching for documents.•How the experiment will be conducted: 5S the office•How the experiment will be conducted: 5S the office, including file folder organizing. Complete by the end of the day Sunday, July 27. •Follow‐up plan: Perform the experiment, then measure how much time is spent each day searching for things.

07-04-2010
21
Do
Execute the experiment; carry out the plan
Check
Measure outcomesMeasure outcomes
Evaluate outcomes against base line
Decide if there is additional room for improvement
If so, go back to PLAN
If not, go to ACT

07-04-2010
22
Act
Put the new process or standard into practicePut the new process or standard into practice:
•Change policies or procedures
•Educate and train to enable successful performance
•Align reward systems
The PDCA Cycle in First Run Studies
PLAN 1. Select work processes to study. 2. Before the first run of each process, assemble people with input or impact. 3. Chart the work process steps. 4. Brainstorm how to eliminate, reduce or overlap process steps. 5. Check process designs for safety; anticipate hazards and specify preventions. 6. From past experience, list probable errors and specify preventions. Plan for feedback and learning by identifying key variables to observe or data to collect. 7. Assign optimum labor, tool and equipment resources.
DO 8. Carry out the plan on the first run.
C C
ACT 10. Reconvene the team, including those who actually did the work, review data and share ideas. Continue until opportunity for improvement is exhausted.
•A detailed plan for an operation developed prior to starting work, structured to achieve safety, quality, time and cost objectives.•The plan is developed with those involved in doing the work, tested and improved. •Includes timing and location
44
CHECK9. Describe and measure what actually happens: - process steps, sequences and durations - interactions with other operations or crews - errors, omissions and rework - accidents, near misses and hazards - resources used (labor, tools, equipment, support crafts, etc) - outputs
gof activities, work flow, balanced work load, tools, release of work downstream, etc.•The actual process is recorded and analyzed to identify improvements.

07-04-2010
23
A PDCA Cycle for Learning from Breakdowns
Prevent
Analyze Detect
Correct
Prevent
•Preventive action depends on our understanding of causation; what causes various types of breakdowns. •When breakdowns occur despite our efforts to prevent, that tells us we have something more to learn about cause and effect.

07-04-2010
24
Detect
When breakdowns do occur, we want to detect them as close to their point of origin as possible, to contain the damage. That is one of the good arguments for small batches and for self inspection.
Correct
Once detected the first step is to take correctiveOnce detected, the first step is to take corrective action. For example, if we have an error in a drawing, we correct the error and replace the drawing.

07-04-2010
25
Analyze
B i i i h ifBut corrective action is not enough if we want to prevent reoccurrence. We must analyze the breakdown to understand why it happened in order to understand causality. That’s the only way we can prevent reoccurrence.
Composite PDCA Cycle
ActCheck
Do
Plan Detect
Prevent
Analyze
Correct

07-04-2010
26
Prevent
• Design products to reduce the possibility or probability of safety or quality breakdowns inprobability of safety or quality breakdowns in their construction.
• Design and test operations against safety, quality, time and cost criteria (virtual and physical prototyping, first run studies)Mi t k f h ibl• Mistake proof where possible
• Make evident the purposes and values behind design criteria
SpacersSpacers
•Anchor bolts must be spaced pevenly and cast into concrete to protrude from the surface so that light poles can be mounted and plumbed.
•AJ Speedset™is an adjustable jig that creates a simplified, time saving way to install ¾”, 1”, 1¼” or 1½” anchor bolts in concrete for area lighting.
Source: http://www.rndproducts.com/

07-04-2010
27
•Color coding shows locations for sheet metal
AEC Examples of Mistake‐proofingColor Coding on SiteAEC Examples of Mistake‐proofingColor Coding on Site
locations for sheet metal straps and pipe hangers.
•Source: John Mack, Southland Ind., presentation at 2007 LCI Ann. Conf.
Used with permission from Per‐Erik Josephson, Chalmers University

07-04-2010
28
Detect (…as closely as possible to its point of origin)
• Use small batches
• Do self inspection
• Do successive inspection
• Mistake proof detection where possible
• Promote ‘family feeling’ among team members (to encourage speaking up)
• ‘Capture’ errors before they become defects
Color CodingColor Coding
••The heads of these The heads of these pneumatic nails havepneumatic nails havepneumatic nails have pneumatic nails have different colors to different colors to correspond to different correspond to different lengths and diameters. lengths and diameters. This makes it easy to This makes it easy to verify whether or not nails verify whether or not nails yywere installed according were installed according to a nailing schedule.to a nailing schedule.

07-04-2010
29
Luotettavuusmittaus, Laboratoriotyömaa Vt 2 Vihti - "Miksi" -kokoomapos Vko Why 1 Why 2 Why 3 Whys
1 13Take out the stubs and the little trees Machine was in another place.
Huittinen site manager was more convincing Not important, doesn't affect other work
Machine was in another area of the project (in Huittinen)
2 13Take out the topsoil The surface was clay and wet The soil was not examined before Examination is expensive The soil was clay, which was not expected
3 13Excavation and cleaning of the rock on E1R2
The building of the temporary road took longer than expected Wet place The soil was different than expected
4 13
The rock bank on E2R2 -this was extra work that was not in the schedule in the beginning
Instead of building the rock bank -the crusher was took on this place
Decieded that the crusher in this place would be reasonable At this point the crushed aggregate
The planned buying of the crushed aggregate was more expensive
Prices for the rock got up
Instead of building the bank, we took the crusher to this location
5 13Crushing of 0-56Test use, the power was not what expected
The crusher was tested and it didn't achieve the power expected
6 13The rock bank E2R3
The blasting takes longer than expected, the daily amonts were not achieved
The blasting had to be done in smaller amounts
The traffic can only be stopped for 12 minutes The rock will fall on the road Didn't achieve the amount
7 13The finishing of the slopesThe soil thought to be used in here was not suitable for the slopes Soil not suitable for the slopes
8 14
Removing the temporary road and building it to another place Machine breakdown Machine breakdownTopsoil and excavation 500- Decieded not to take all out because
9 14Topsoil and excavation 500740
Decieded not to take all out because of the temporary road. Part of the soil was left to use in a workroad
10 14Stubs and little trees The machine working in Huittinen Worked in another area of the project11 14Crushing Curshed more than expected The power was more than expected Crushed more than expected12 14The blasting on 2000-2050 Was finished early The power was more than expected Finished early
13 14Shaping of the rock bank with crushed aggregate The bank was not in the right level The operatior was unexperienced The bank not finished - must be elevated
14 14Excavation on 2500-2700 Clay, will be used for slopes later Clay - will be used for slopes later on15 14The cut of trees Was finished early Finished early
16 14The temporary road on S5
There was not suitable material for the suitable soil for the temporary road No suitable soil for bank
17 15Rock bank on 500-740 Lack of equipmentLimited possibilities to influence the subcontractors equipment The contract Lack of equipment
18 15Rock bank E1R1 Lack of equipmentLimited possibilities to influence the subcontractors equipment The contract Lack of equipment
19 15
Removing of top soil and excavation including the cleaning of the rock Didn´t achieve the amount expected Didn't achieve the amount
20 15Loading the rock on E2R2Crossing the road takes longer than expected The amount of traffic We're still learning The traffic is too high for the trucks to cross the road
21 15Moving of the electrical line No maintenance window No window to move the power line
22 15The removing of the stubs and small trees The stubs are not collected The stubs are taken out but not gathered
23 16Rock bank on E1R1 Same as nro 13 Bank must be elevatedThe removing of the top soil
24 16The removing of the top soil and excavation More soil than expected Insufficient data More soil than expected
25 16Blasting More traffic than expected Higher traffic than expected26 16No rock - > No haul Higher traffic than expected27 16no haul -> no bank Higher traffic than expected28 17The blasting on E1R1 More soil than expected More soil than expected29 17 More soil than expected
30 17The pile slabChanged the work order, sheet piles was put in earlier than expected Workorder was changed
31 17The rock bank 2150-2700 Not finished, no machineThe desicion of the subcontractor to take the machine to another job Not final work not ready, no machine
32 18The rock bank E1R1Difficult place, took some time before we could make the solution No workmotivation
33 18 No workmotivation34 18Changing the soil The operator was sick The operator was sick35 18Changing the soil The operator was sick The operator was sick36 22Rock bank The operator didn't show up The operator didn't show up37 22Rock bank The operator didn't show up The operator didn't show up38 23Excavation An error (not a fatal one) No plans, error of judgement
39 23The excavation on E2R2Worked only for two days, took the machine to another job The subcontractors decision
40 23The blastingThe machine arrived on Thursday instead of Monday The sub The machine didn't arrive to the site until Thursday
41 23The rock bank No machine even though planned No bulldozerIt wasn't sure if the for of the storage

07-04-2010
30
At your tables, discuss the question“What are you doing to learn from
b kd ”breakdowns”
Do that for 10 minutes, then pick a spokesperson to share with everyone.
Field Guide to Understanding Human ErrorBy Sidney Dekker
1. Systems are not inherently safe or stable. Safety and stability is created by human actionstability is created by human action.
2. “Human error” is not a useful finding from breakdown analysis. It doesn’t explain why what was done made sense to those who did it.
3. If it made sense to them, it’s likely to make sense to others in similar circumstances.
4. Knowing what would have prevented the breakdown does not amount to knowing how to prevent future breakdowns of the same kind.
5. Beware analysis based on hindsight.

07-04-2010
31
On June 10, 1995, a passenger ship named Royal Majesty left St. Georges inBermuda. On board were 1509 passengers and crewmembers who had Bostonas their destination—677 miles away of which more than 500 would be over
The Royal Majesty Accident
as their destination 677 miles away, of which more than 500 would be overopen ocean. Innovations in technology have led to the use of advancedautomated systems on modern maritime vessels. Shortly after departure, theship’s navigator set the ship’s autopilot in the navigation (NAV) mode. In thismode, the autopilot automatically corrects for the effects of set and driftcaused by the sea, wind and current in order to keep the vessel within a presetdistance of its programmed track.
Not long after departure, when the Royal Majesty dropped off the St. Georges harborpilot, the navigator compared the position data displayed by the GPS (satellite‐based)and the Loran (ground/radio‐based) positioning systems. He found that the two sets ofdata indicated positions within about a mile of each other—the expected accuracy inthat part of the world. From there on, the Royal Majesty followed its programmed track(336 degrees), as indicated on the automatic radar plotting aid. The navigator plottedhourly fixes on charts of the area using position data from the GPS. Loran was used onlyhourly fixes on charts of the area using position data from the GPS. oran was used onlyas a back‐up system, and when checked early on, it revealed positions about 1 milesoutheast of the GPS position.
About 34 hours after departure, the Royal Majesty ran aground near Nantucket Island. Itwas about 17 miles off course. The investigation found that the cable leading from theGPS receiver to its antenna had come loose and that the GPS unit (the sole source ofnavigation input to the autopilot) had defaulted to dead‐ reckoning (DR) mode abouthalf an hour after departure. Evidence about the loss of signal and default to DR modewas minimal, contained in a few short beeps and a small mode annunication on a tinyLCD display meters from where the crew normally worked. In DR mode, there was nomore correction for drift. A northeasterly wind had blown the Royal Majesty further andfurther west.

07-04-2010
32
From the investigation board’s report:
“Thus, had the officers regularly compared position information from the GPS and the Loran‐C, they should not have missed the discrepant coordinates, particularly as the vessel progressed farther from its intended track.”
There were sightings of things that were not on the intended route. The report says: “The second officer’s response to these sightings should have been deliberate and straightforward. He should have been concerned as soon as the BB buoy was not sighted and then again when the lookouts sighted the red lights. Additionally, the second officer should have checked the Loran‐C….”
What do you make of the investigationWhat do you make of the investigation board’s report?
What needs explaining is why normal, professional seamen are liable to misinterpret cues, especially slightly ambiguous cues. The report does not provide an explanation. It simply says that the 2nd officer did not do what a good seaman would have done.
During the Swissair 111 flight, the crew noticed smoke in the cockpit. A diversionairport (Halifax) was in their vicinity, but they did not make an emergency descent,and never made it there. Instead, the pilots took time sizing up the situation, goingthrough checklists, and making preparations for fuel dumping to reduce their
The Swissair 111 accident
“When the pilots started their descent toward Halifax at 0115:36, they had assessedh h f d h d k l h d d
landing weight. The developing fire caught up with them and rendered the aircraftuncontrollable. It crashed into the sea, killing everybody onboard.
How to analyze this breakdown? The following statements are from the accident investigation report.
that they were faced with an air conditioning smoke anomaly that did not require anemergency descent. Based on their perception of the limited cues available, theytook steps to prepare the aircraft for an expedited descent, but not an emergencydescent and landing.”
What do you make of this right off the bat?

07-04-2010
33
“The pilots were unfamiliar with the Halifax International airport and did not have theapproach charts readily available. The back‐course instrument landing approach toRunway 06 was not pre‐programmed into their flight management system. The pilotsknew that they would have to take additional time to familiarize themselves with, andset up for, the approach and landing. They were given the weather information by thecrew of an overflying aircraft, but did not know the runway lengths or orientation.Having runway and instrument approach information available is normal practice and isimportant in carrying out a safe approach and landing, particularly at an unfamiliarairport at night. …The pilots also knew that the weight of the aircraft exceeded themaximum overweight landing limits for non‐emergency conditions.
In addition to these flight management circumstances, the pilots were aware that themeal service was underway, and that it would take some time to secure the cabin for asafe landing. Given the minimal threat from what they perceived to be air conditioningsmoke, and the fact that there were no anomalies reported from the passenger cabin,they would likely have considered there to be a greater risk to the passengers and cabinthey would likely have considered there to be a greater risk to the passengers and cabincrew if they were to conduct an emergency descent and landing without havingprepared the cabin and positioned the aircraft for a stabilized approach and landing. Itcan be concluded that the pilots would have assessed the relative risks differently hadthey known that there was a fire in the aircraft.”
Conclusion of Session
• We have looked at a few examples of learning f b kdfrom breakdowns.
• Can you share examples of your own?
• What are the key points for you from this session?
• What questions have been provoked?• What questions have been provoked?

07-04-2010
34
Today’s Program
09:30 Desired Outcomes and Agenda, Self‐Introductions
09:45 LCI News
10:30 Integrating within and across projects
11:30 Break
11:50 Creating a lean culture: Learning from breakdowns
12:50 Lunch12:50 Lunch
13:50 Creating a lean culture: The role of supervision
14:50 Workshop Plus/Delta
15:00 Adjourn
Supervisory practice: The key to creating and sustaining a lean culture
• The primary responsibilities of leaders in a lean production environment:p
1. Develop those who report to you.2. See that processes run as designed.3. Improve the processes.
• Build standard supervision from bottom up so direct production is supported.
• Deploy standard supervision from top down; provide leadership.
Creating a Lean Culture/David Mann/Productivity PressTraining Within Industry/Donald Dinero/ Productivity Press
07-04-2010
35
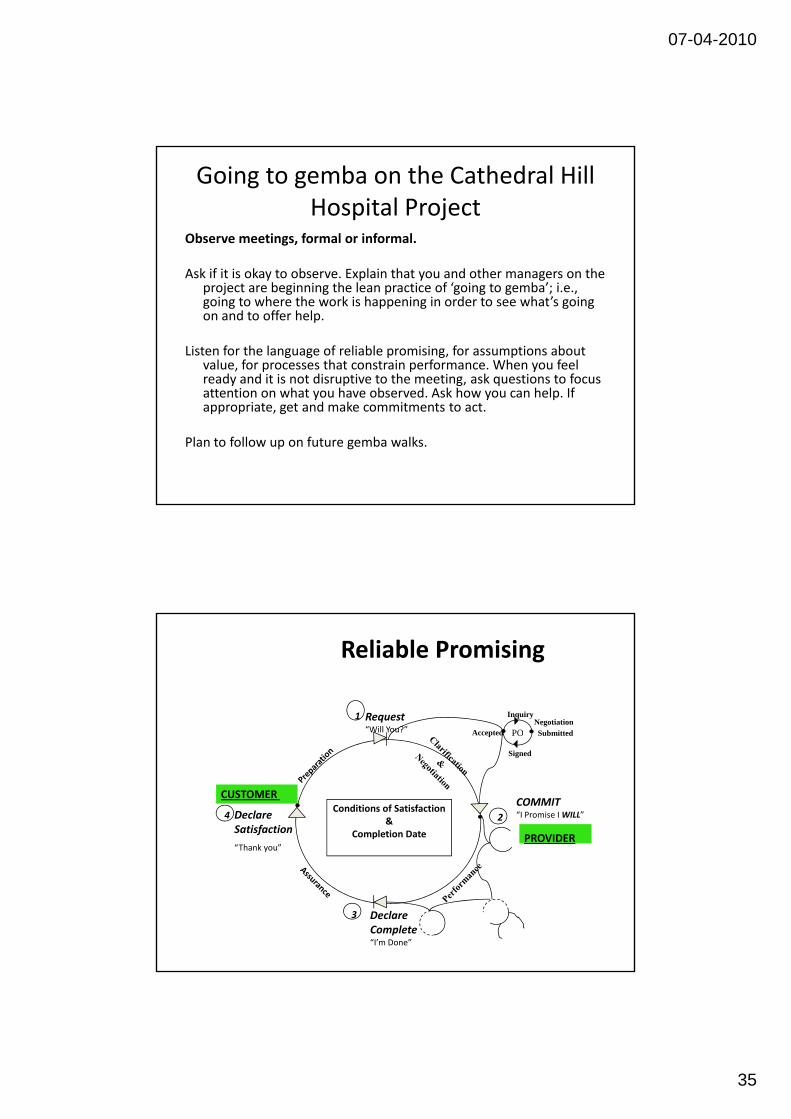
Going to gemba on the Cathedral Hill Hospital Project
Observe meetings, formal or informal.
Ask if it is okay to observe. Explain that you and other managers on the project are beginning the lean practice of ‘going to gemba’; i.e., going to where the work is happening in order to see what’s going on and to offer help.
Listen for the language of reliable promising, for assumptions about value, for processes that constrain performance. When you feel ready and it is not disruptive to the meeting, ask questions to focus y p g qattention on what you have observed. Ask how you can help. If appropriate, get and make commitments to act.
Plan to follow up on future gemba walks.
Request“Will You?”
1
PO
InquiryNegotiation
Accepted Submitted
Reliable Promising
Conditions ofSatisfaction
&Date of
CUSTOMER
Will You?
4
PO
Signed
PROVIDER
2
Accepted Submitted
COMMIT“I Promise I WILL”Declare
Satisfaction
“Thank you”
Conditions of Satisfaction&
Completion Date
Completion
3 Declare Complete“I’m Done”
y

07-04-2010
36
Going to gemba on the Cathedral Hill Hospital Project (continued)
Note: The negotiation step in reliable promising is one thing to observe closely because it is where behavior impacts
di i L ’ d l di l h illcoordination. Let’s develop dialogues that illustrate effective behavior; for example, the ‘customer’ making a request does so clearly and precisely, then after hearing the initial response, asks what change in the request would enable a commitment to be made, or would increase the probability of the commitment being met. Another example: the ‘responder’ always tests their understanding of the request by saying back what they heard and whatof the request by saying back what they heard and what they understood it to imply. If they feel uncomfortable making a commitment, they explain their concerns and make a counteroffer.
Going to gemba on the Cathedral Hill Hospital Project (continued yet again)
Talk with individuals.
“Do you have a few minutes to talk about your work on the project?” If they do not, schedule a time to talk. If they do, “As you likely know, one of our project objectives is to encourage everyone to improve how their work is done. Would you please share how you have improved the way you do your job, or how you intend to improve the way you do your job?”
Listen to the response and question until understood. Ask how you can p q yhelp. Get commitments/make commitments. Write them down.
Plan to follow up on future gemba walks.

07-04-2010
37
Leader Standard Work
The closer to production, the more a supervisor’s time is spent on repetitive, standard tasks such as time is spent on repetitive, standard tasks such as team meetings, gemba walks with supervisors, training team members, planning the next day’s/week’s work, identifying and removing constraints on planned tasks, charting and posting visual controls. In repetitive manufacturing, 80% of a front line supervisor’s time is spent on standard tasks; but only 50% of a second level supervisor’s time, and even less further ‘up’ the organizational hierarchy.
At your tables, discuss the questions1 “Are the 3 duties of the supervisor
the right ones”2 “What are you doing or could you y g ydo to make that happen in your
organization”
Do that for 10 minutes then pick aDo that for 10 minutes, then pick a spokesperson to share with everyone.

07-04-2010
38
Conclusion of Session
• We have looked at the role of supervision in ti d t i i l ltcreating and sustaining a lean culture.
• Can you share examples of your own?
• What are the key points for you from this session?
• What questions have been provoked?• What questions have been provoked?
Today’s Program
09:30 Desired Outcomes and Agenda, Self‐Introductions
09:45 LCI News
10:30 Integrating within and across projects
11:30 Break
11:50 Creating a lean culture: Learning from breakdowns
12:50 Lunch12:50 Lunch
13:50 Creating a lean culture: The role of supervision
14:50 Workshop Plus/Delta
15:00 Adjourn

07-04-2010
39
What would you like to discuss in the time remaining?
• List
• Use N/3 to share what’s in our heads
• Select one or two topics to discuss in plenary session OR Get volunteers to lead table discussions on topics and the rest vote with their feettheir feet
Plus Delta