gestion de la production -...
TRANSCRIPT

Gestion de la ProductionGestion de la Production
Mise en situationMise en situation
Nicolas CHAPEAUBLANC

GESTION DE PRODUCTION : GENERALITESGESTION DE PRODUCTION : GENERALITES
GESTION DE PRODUCTION :GESTION DE PRODUCTION :
Ensemble des fonctions assurant la conduite Ensemble des fonctions assurant la conduite
des opdes opéérations de productionrations de production
PLANS D’APPROVISIONNEMENT DE TOUS LES ARTICLES
PROGRAMMES DE TRAVAIL

SERVICESGENERAUX
SERVICESGENERAUX
SERVICESCOMMERCIAUX
SERVICESCOMMERCIAUX
SERVICEACHATS
SERVICEACHATS
BUREAUD’ETUDE
BUREAUD’ETUDE
FABRICATIONFABRICATION
METHODESMETHODES
Commandes clients
Commandes fournisseurs
Dépensesfournitures
Fraisgénéraux
Produitsdes ventes
Gestion des nomenclatures
SITUATION DE LA GESTION DE PRODUCTION DANS L’ENTREPRISE

OBJECTIFS DE LA GESTION DE PRODUCTIONOBJECTIFS DE LA GESTION DE PRODUCTION
Fournir aux clients, des produits finis :Fournir aux clients, des produits finis :
De De QUALITEQUALITE donndonnéée,e,
Dans un Dans un DELAIDELAI imposimposéé,,
A un A un PRIXPRIX compatible avec celui du marchcompatible avec celui du marchéé..
Diminuer les délais de livraisons
Augmenter leur fiabilité
Augmenter la flexibilité de l’entreprise
Diminuer les coûts (achats, frais personnels, amortissements, frais financiers …)
Contribuer à la motivation du personnel et à son intégration dans l’entreprise.

Deux types dDeux types d’’actions permettront dactions permettront d’’atteindre ces objectifsatteindre ces objectifs ::
MaMaîîtrise des flux :trise des flux :
Flux dFlux d’’informations informations (flux administratif)(flux administratif)
Flux de Flux de matimatièèresres (flux physique)(flux physique)
Flux Flux financiersfinanciers
Planification de la production :Planification de la production :
Approche successive du problApproche successive du problèème (temps me (temps dd’’attente, pannes, maintenanceattente, pannes, maintenance……))

LA GESTION DE PRODUCTION EST UN MOTEUR LA GESTION DE PRODUCTION EST UN MOTEUR DE PROGRES IMPLIQUANTDE PROGRES IMPLIQUANT
Haut niveau de Haut niveau de qualitqualitéé de fabricationde fabrication
MaintenanceMaintenance efficace afin de minimiser les pannesefficace afin de minimiser les pannes
Bonnes Bonnes gestion des ressources humainesgestion des ressources humaines (formations, (formations, motivation, explicationmotivation, explication……))
InvestissementsInvestissements adaptadaptééss
ImplantationsImplantations propres propres àà faciliter le flux de productionfaciliter le flux de production

Flux de Flux de matimatièèresres (flux physique) exemple :(flux physique) exemple :
Commercialisation de 4 raccords instantanCommercialisation de 4 raccords instantanéés pour installation pneumatique :s pour installation pneumatique :
2 types d2 types d’’embouts peuvent embouts peuvent ééquiper les quiper les
extrextréémitmitéés des raccords :s des raccords :
-- embout filetembout filetéé FF
-- emmanchement rapide constituemmanchement rapide constituéé
dd’’une bague G, dune bague G, d’’une pince Pune pince P¨̈et det d’’un un
joint torique J.joint torique J.
Les embouts sont montLes embouts sont montéés sur 2 types de corps en plastique mouls sur 2 types de corps en plastique mouléé T et I, sousT et I, sous--traittraitéés par s par
ll’’entreprise.entreprise.
LL’’atelier datelier d’’usinage rusinage rééalise les embouts filetalise les embouts filetéés F, les bagues G et les pinces P s F, les bagues G et les pinces P àà partir de barres partir de barres éétirtiréés s
E livrE livréées en longueur de 3 m.es en longueur de 3 m.

Processus de fabrication pour un raccord de type B :Processus de fabrication pour un raccord de type B :
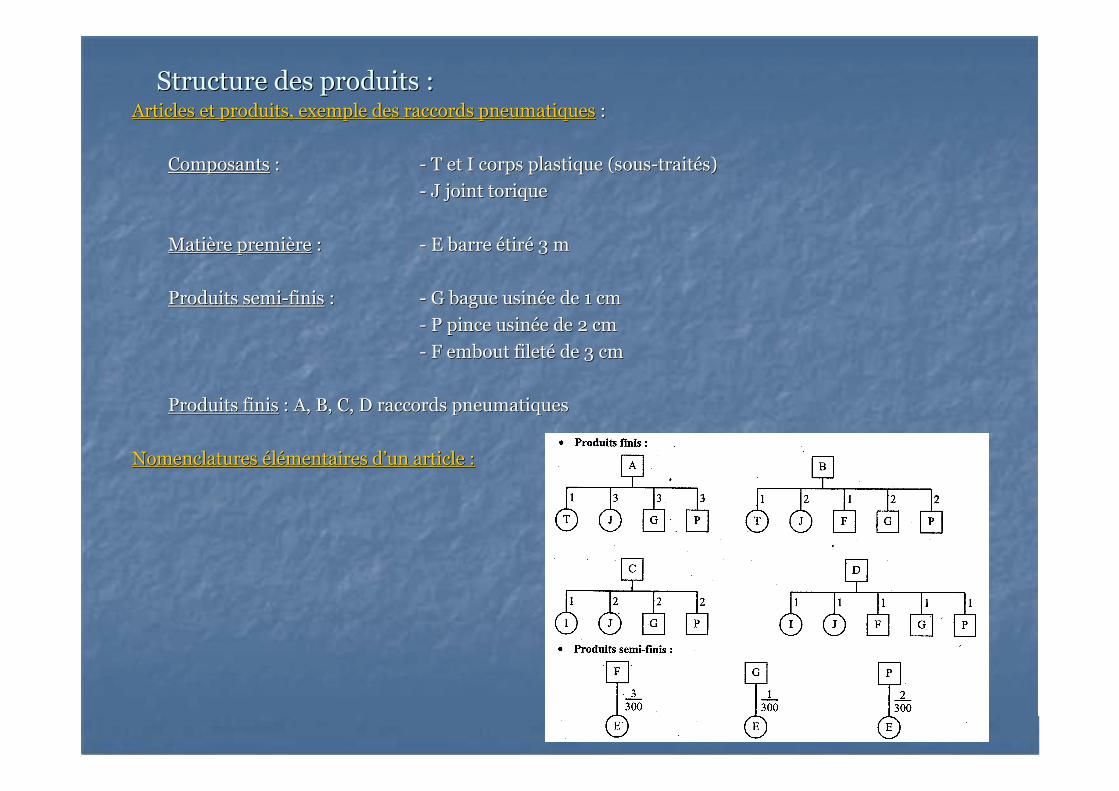
Articles et produits, exemple des raccords pneumatiquesArticles et produits, exemple des raccords pneumatiques ::
ComposantsComposants :: -- T et I corps plastique (sousT et I corps plastique (sous--traittraitéés)s)
-- J joint toriqueJ joint torique
MatiMatièère premire premièèrere :: -- E barre E barre éétirtiréé 3 m3 m
Produits semiProduits semi--finisfinis :: -- G bague usinG bague usinéée de 1 cme de 1 cm
-- P pince usinP pince usinéée de 2 cme de 2 cm
-- F embout filetF embout filetéé de 3 cmde 3 cm
Produits finisProduits finis : A, B, C, D raccords pneumatiques: A, B, C, D raccords pneumatiques
Nomenclatures Nomenclatures éélléémentaires dmentaires d’’un article :un article :
Structure des produits :Structure des produits :
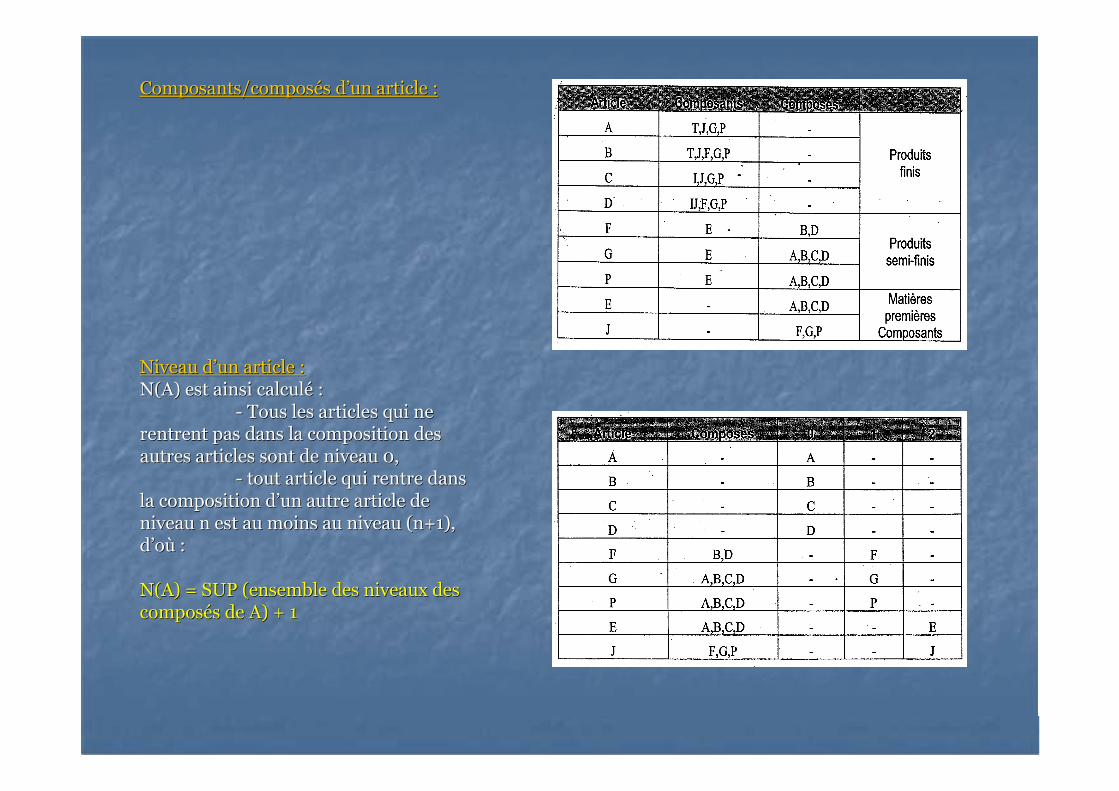
Composants/composComposants/composéés ds d’’un article :un article :
Niveau dNiveau d’’un article :un article :
N(A) est ainsi calculN(A) est ainsi calculéé ::
-- Tous les articles qui ne Tous les articles qui ne
rentrent pas dans la composition des rentrent pas dans la composition des
autres articles sont de niveau 0,autres articles sont de niveau 0,
-- tout article qui rentre dans tout article qui rentre dans
la composition dla composition d’’un autre article de un autre article de
niveau n est au moins au niveau (n+1), niveau n est au moins au niveau (n+1),
dd’’ooùù ::
N(A) = SUP (ensemble des niveaux des N(A) = SUP (ensemble des niveaux des
composcomposéés de A) + 1s de A) + 1

Nomenclature arborescente dNomenclature arborescente d’’un article :un article :

Les critères retenus :
1-Caractéristiques des produits
- Structure des produits (convergente, divergente, point de regroupement),- Valeur ajoutée,- Variété des produits
2-Nature de la demande
- Volume de la demande (unitaire, petite, moyenne ou grande série),
TYPOLOGIE INDUSTRIELLE : Typologie de WOODWARD
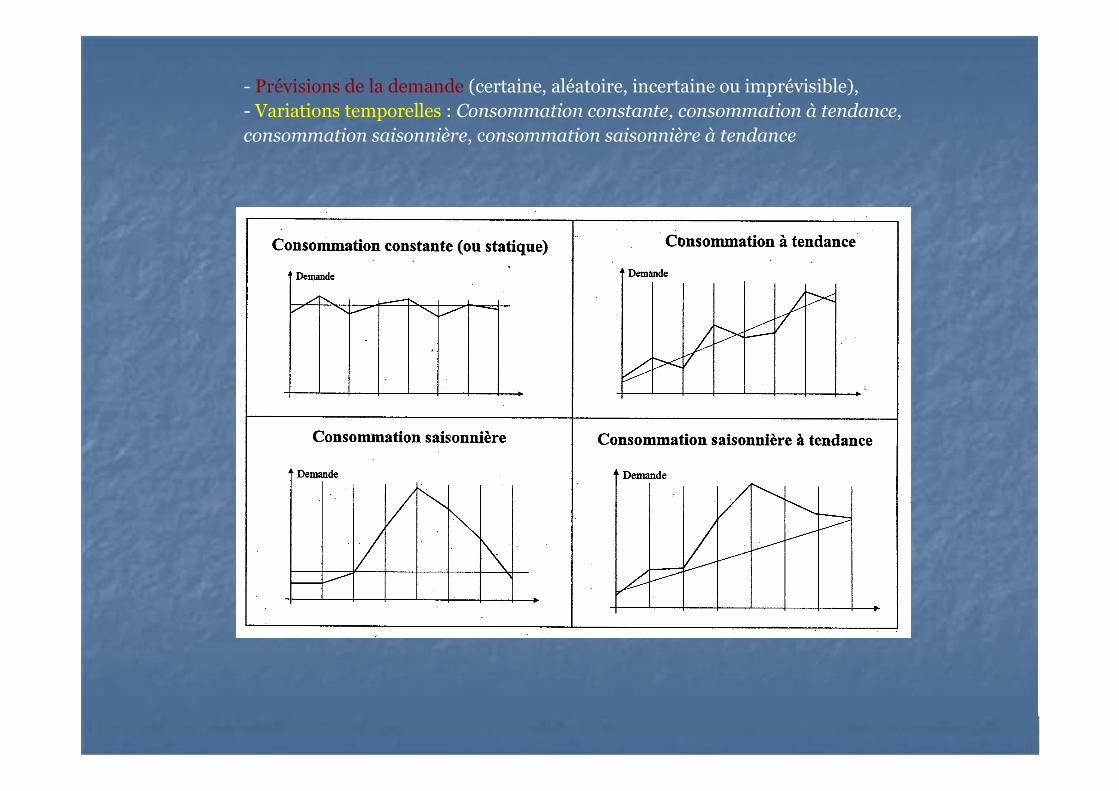
- Prévisions de la demande (certaine, aléatoire, incertaine ou imprévisible),
- Variations temporelles : Consommation constante, consommation à tendance,
consommation saisonnière, consommation saisonnière à tendance

3-Organisation du flux de production
- Production continue : PROCESS, FLOW SHOP.
- Production en discontinu : JOB SHOP.
- Production unitaire : gestion d’atelier, gestion de projet.
4-Les moyens de production
Type I : atelier à flux
Production continue ou FLOW SHOP
Avantages/Inconvénients :
Grande productivité/faible flexibilité
Type II : atelier à tâches
Type III : atelier flexible
Production discontinue ou JOB SHOP
Avantages/Inconvénients :
Grande flexibilité/faible productivité
Stocks et en-cours importants
Production continue et flexible
Avantages/Inconvénients :
compromis flexibilité/productivité

5-Modes de fabrication du produit
-Production sur stock ou sur plan directeur- Production à la demande
CET INVENTAIRE N’EST PAS EXHAUSTIF MAIS PERMET DE CIBLER ET CLASSER LA MAJORITE DES ENTREPRISES
Cette classification est fondamentale car elle conditionne le choix du ou des systèmes de gestion de production à mettre en œuvre.
Typologie de WOODWARD : c’est une classification construite empiriquement pour expliquer
les différentes organisations des entreprises anglaises

TYPE IV – PROCESS : caractérisé par une matière première unique par une production en continue d’un ensemble de produits liés. Le rendement est induit par l’investissement initial. Le fonctionnement de l’unité de production est souvent entièrement automatisé.Exemples : chimie, pétrole, ciment, laiterie, sidérurgie.
TYPE IV – PROCESS : caractérisé par une matière première unique par une production en continue d’un ensemble de produits liés. Le rendement est induit par l’investissement initial. Le fonctionnement de l’unité de production est souvent entièrement automatisé.Exemples : chimie, pétrole, ciment, laiterie, sidérurgie.
TYPE III – MASSE : Caractérisé par des produits divers de grande consommation lancés en grandes séries. L’accent est mis sur la haute
productivité. Il fait appel à des composants hautement standardisés.
Exemples: Automobiles, électroménager, confection, restauration rapide.
TYPE III – MASSE : Caractérisé par des produits divers de grande consommation lancés en grandes séries. L’accent est mis sur la haute
productivité. Il fait appel à des composants hautement standardisés.
Exemples: Automobiles, électroménager, confection, restauration rapide.
TYPE II – ATELIER : Caractérisé par des produits multiples lancés en lots de fabrication. La production est organisée de manière à faire face aux commandes
avec une grande souplesse. Les produits comportent de nombreuses options personnalisées. Ils sont néanmoins constitués de composants standardisés ou fabriqués sur commande. Ce sont généralement des produits à haute
valeur ajoutée.Exemples: Machines-outils, avionique, construction mécanique.
TYPE II – ATELIER : Caractérisé par des produits multiples lancés en lots de fabrication. La production est organisée de manière à faire face aux commandes
avec une grande souplesse. Les produits comportent de nombreuses options personnalisées. Ils sont néanmoins constitués de composants standardisés ou fabriqués sur commande. Ce sont généralement des produits à haute
valeur ajoutée.Exemples: Machines-outils, avionique, construction mécanique.
TYPE I – PROJET :Caractérisé par un
produit unique, c’est la réponse à un besoin
spécifique sans reproduction ultérieure
exacte du même modèle.
Chaque commande couvre une longue période et conduit à
résoudre des difficultés nouvelles.Exemples : Travaux public, construction
navale, centrale atomique, usine clés
en main
TYPE I – PROJET :Caractérisé par un
produit unique, c’est la réponse à un besoin
spécifique sans reproduction ultérieure
exacte du même modèle.
Chaque commande couvre une longue période et conduit à
résoudre des difficultés nouvelles.Exemples : Travaux public, construction
navale, centrale atomique, usine clés
en main
PROCESSProduit unique
ou faible diversité)Production continue
PROJETProduit unique
Organisation spécifiqueet éphémère
ATELIERProduits multiples
Production discontinuePetites séries
Produit unique
Produits multiples
MASSEProduits multiples
Production continue et flexible
Grandes séries
Lots importants
Production sur stocks
Lots faibles
Production à la demande

Evolution de lEvolution de l’’environnement environnement ééconomique :conomique :

Historique des systHistorique des systèèmes de gestion de la production :mes de gestion de la production :