from theory through implementation to · pdf fileit’s not luck –eli goldratt...
TRANSCRIPT

From Theory
through Implementation
to Results

� What is the Theory of Constraints?� Explain Dr. Eli Goldratt’s TOC to anyone.� Types of Constraints.
� The TOC steps and thinking process.
� Walk through Manufacturing Production Problem using TOC Tools.
� Using your cost accountants numbers to identify constraints and benefits
� Persevere despite the coming pushback

� Scheduling Methodology
� A way to increase system throughput
� Change Management Process
� A structure for implementing change
� Thinking Process
� A logical process for generating new ideas or solving difficult problems.
� All of the above

� Hiking Example: The Goal
� When hikers work at their individual capacity, they spread out. Fastest in the front, slowest at the rear.
� The trail is the product. So the space between them is work in process inventory. Product not finished until last hiker is off the trail.
� To eliminate the WIP Inventory, put the slowest hiker in front so that everyone works at the Constraint’s speed. Note, not every work center is working at maximum capacity. They are synchronized to the constraint speed.

� Efficiently wash out shampoo
� Tried many options, low water flow is the problem.
� Identify the constraint
� Removed deposits from shower head; took shower at different time; changed mix of hot and cold water.
� Exploit the Constraint & Subordinate all other decisions to maximize throughput.
� Installed enormous showerhead.
� Elevated constraint
� Capital Expenditure - usually last resort.
� Draining the increased water flow is the new problem.
� New constraint discovered, repeat process.
�Material Constraints - 2%� Can’t get enough material
� Japan earthquake
� Resource Constraints – 8%� Not enough production capacity
� Policy Constraints – 90%� Self imposed rules, measures or conditions that dictate organizational behavior.
� Can be easy to fix.
� Can be the most difficult constraint to fix.� Stuck with Billing Clerk that could not type despite $500,000 in immediate cash flow benefit.
� Cause & Effect
� Scientific Method: Hypothesis and tests
� If … Then.
� Sufficient Cause and Effect
� If I bring my wife flowers, then she’ll be happy.
� If the constraint breaks down, then total output will suffer.
� Current Reality Tree – the tool of choice
� Series of If … Then that explain the current problem.
� List of problems is long and difficult to decide focus.
� Trying to solve a recurring problem – again.
� Having difficulty explaining effect on constraint
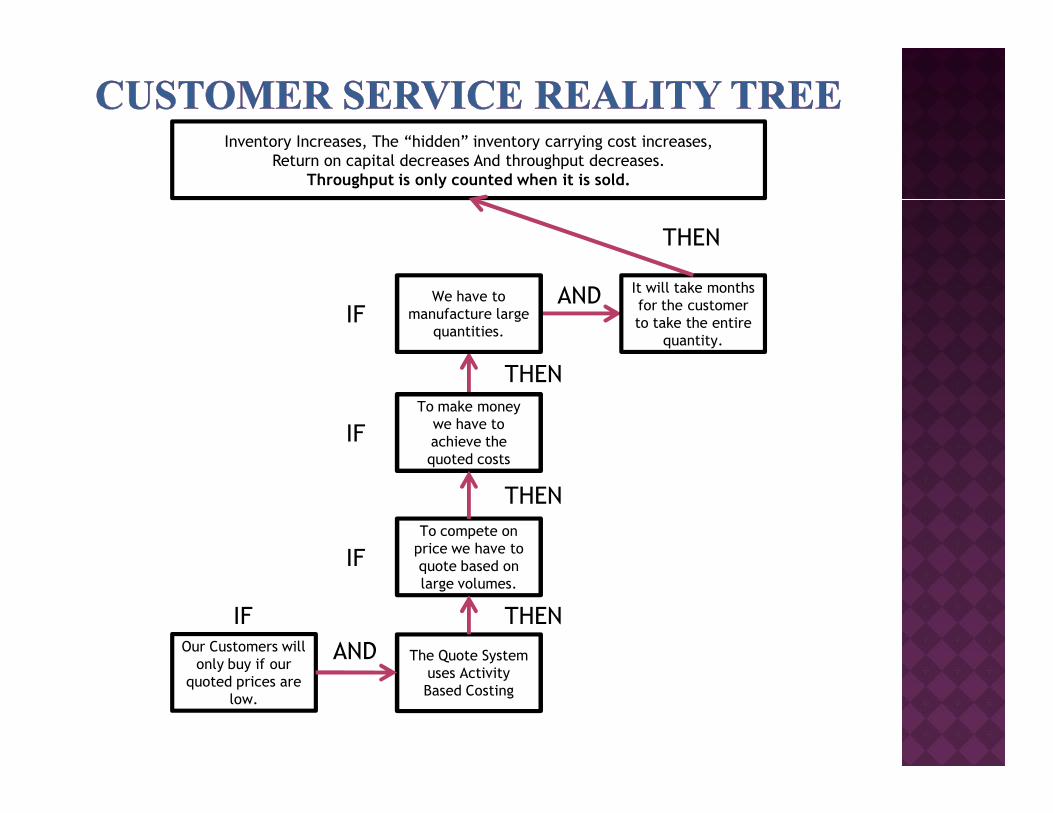
IF
THEN
Our Customers will only buy if our
quoted prices are low.
The Quote System uses Activity Based Costing
To compete on price we have to quote based on large volumes.
THENIF
AND
To make money we have to achieve the quoted costs
THEN
IF
We have to manufacture large
quantities.
AND It will take months for the customer to take the entire
quantity.
Inventory Increases, The “hidden” inventory carrying cost increases, Return on capital decreases And throughput decreases.
Throughput is only counted when it is sold.
THEN
IF

Plant Layout
Inventory
Finished Goods
InventoryRM Inventory
WIP InventoryBox Cutting, Folding, Gluing, & Printing
Ship
To
Customer
Unfinished Sheets
� Identify the system’s Constraints.
�Decide how to exploit the systems Constraints.
� Subordinate everything else.
� Elevate the system’s constraints.

� Using the Tools
� Small Scope Initially
� Initial Review to determine cause of aged / obsolete inventory.
� Current Reality Tree Interviews – All Functional Areas
� Customer Service
� Sales people
� Production
� Shipping
� Accounting
� Management
� Scope Expansion to entire production & sales systems.
� Identify Constraint
� Secure top Management Buy In
� Future Reality Tree – Includes the defined goals

Plant Layout
Inventory
Finished Goods
InventoryRM Inventory
WIP InventoryBox Cutting, Folding, Gluing, & Printing
Ship
To
Customer
Unfinished Sheets
Why are Sheet Orders Late?1. Customer calls with only a few hours of notice.
a) Even with knocking all other orders off Corrugator, still late.
2. Corrugator Breakdowns shut down production.
Why are Box Orders Late?1. Bumped by Sheet Orders2. Other Hot Orders taking priority3. Corrugator Breakdowns shut down
production.
THE CURRENT REALITY TREES REVEAL THE FOLLOWING:
20% of Finished Goods inventory is once again aged or obsolete. Why? ?
Chronic Problem with late shipments. Chronic Problem with late shipments. Orders placed 2 months in advance still ship late. Orders placed 2 months in advance still ship late.
Thus Salespeople and Customer service have each come up with methods to get their favored customer’s items into inventory.
Three more clues: • A series of LEAN consultants have ensured that WIP is kept low. • Raw materials Inventory is the largest of any inventory. • Finished goods inventory is high.

Plant Layout
Inventory
Finished Goods
InventoryRM Inventory
WIP InventoryBox Cutting, Folding, Gluing, & Printing
Ship
To
Customer
Unfinished Sheets
Where is the Constraint? How do we exploit it?
1. Intensive maintenance program to get it up to speed. a) Direct conflict with penny pinching policy.
2. 80% of all maintenance to be done on 3rd shift.3. NASCAR pit crew paper changes.4. NASCAR pit crew preventive maintenance during paper changes.5. Later we’d also run corrugator production on 2 x 10 hour shifts.6. Customer Sheet orders now require 12 hour notice – still 12 hours
faster than competitors.7. Increased WIP buffer to no less than 18 hours of production.
a) Despite the obvious, there was extreme pushback on this item due to prior LEAN consultants.

Salesmen: Nothing ships on time. So we need to get our items into inventory.
Salesmen: We’ll order much more than the
customer wants & change it before it ships. The excess
goes to inventory.
Customer Service: To compete on price our quote
system requires large production runs
Customer Service: To achieve the lower cost we must produce the larger
production runs
Production: We’re making more product faster than
ever. Yet, it’s still difficult to keep up.
Shipping: We’re making so many trips to the
warehouse that we can’t handle all the deliveries.
Why?
• The company culture that cultivated the inventory build up was still in place.
• We had to change the mind-set from “Build for Inventory” to “Run & Ship”
• Policies and strict enforcement was required to reign in the salesmen’s schemes for producing inventory. NEW “TOP-DOWN” POLICIES ARE A MUST!
• Customer Service had to be convinced to stop making huge production runs.
• The costing system had to be adjusted to reflect the new normal. Greater system volume and velocity reduced overhead charges so that smaller orders could appear more profitable.

Plant Layout
Inventory
Finished Goods
InventoryRM Inventory
WIP InventoryBox Cutting, Folding, Gluing, & Printing
Ship
To
Customer
Unfinished Sheets
We’ve resolved the first constraint. Now what?
Where is the next constraint? Any obvious inventory builds or issues?
Could be signs of a constraint.
1. Look at Gross Margin (Selling Price – (Materials + Labor)) by machine center.
2. Exploit the machine center with the highest Gross Margin. a) Many items could be produced in 2 different centers.b) Move low margin items off the high margin machine centers.c) Significant excess capacity was discovered.
3. Sales of high margin products had become the constraint. 4. Previous late deliveries had shut us out of high margin markets.
� Consensus Building – starts before the project� Interest
� Inquiry
� Commitment
� Top Management Support� Not a top management implementation.
� Tangible, Defined Goals� Reduce Slow Moving Inventory 50% by End of Quarter
� Increase Total Throughput 20% by End of 9 months.
� Increase On-Time Delivery to 98% by end of 9 months.
� Write and Implement new procedures.� Buffer stock definition
� Tactical, Line Managers & Decision Makers are key to success.

� Profitability: � Plant had never shown a profit in it’s 10 year history. � In the previous year, it had lost ($500,000).
� After 8 month implementation, full year net income was $1,200,000.
� Financial Reporting Required establishment of significant accrued expenses, further raising earnings target.
� 2 years later it bought two smaller competitors.
� Inventory:� FG inventory down 30%.
� Slow moving & Obsolete down from 20% of FG inventory value to 6% of total inventory value.
� RM inventory down 50%. � Capital outlay reduced from $2.2 MM to under $1.0MM
� Business Risk:� Cash flow Increased, borrowing requirements decreased.
� Overall business risk reduced and borrowing costs decreased.

�Customer Service � “Hot Orders” expediting became a thing of the past.
� Late deliveries were infrequent.
� After a period of adjustment, the customer service manager started to focus on other areas needing attention.
� Productivity:� Direct labor costs dropped 20% on a $/Material basis.
� Truck, trailer and driver utilization improved. � Delivery costs stayed stable despite rising energy costs.
� Overall productivity and sales throughput increased by 40%.
� Better customer service allowed for higher pricing.
�Moral: � A halo effect from high profitability, brighter and cleaner
facilities and smoother running operations was achieved. � The attitude at the plant changed from a state of shock to one of
confidence and high expectations.

� The Goal – Eli Goldratt & Jeff Cox (1984)
� The Race – Eli Goldratt & Robert Fox (1986)
� It’s not Luck – Eli Goldratt (1994)
� Critical Chain – Eli Goldratt (1997)
� Thinking for a Change – Lisa Scheinkopf(1999)
�Manufacturer’s Guide to Implementing the Theory of Constraints – Mark Woeppel (2001)
� Velocity – Jacob, Bergland, Cox (2010)

� Complete Case Study of this Turnaround and others available at www.PBI-now.com
� http://www.pbi-now.com/2011/01/case-study-financial-paper-products-manufacturer-yields-results-8-months/