fr veil provides low cost model to achieve astm e-84 class a smoke index john b. rowen avtec...
TRANSCRIPT

FR Veil Provides Low Cost Model To Achieve ASTM E-84
Class A Smoke Index
John B. RowenAvtec Industries, Inc.

Abstract
This paper will examine the design, technology and testing program,
successfully employed in the development of an economical
surfacing veil based system that will provide E-84 Class A Smoke Developed
Index behavior in pultruded parts.

IntroductionPultruded Building Materials
• Low cost pultruded building and structural components have excellent strength, light weight and corrosion resistant properties.
• However upon exposure to flame or high radiant heat, several troublesome concerns are inherent in these composite materials.

FST
• These concerns are referred to as FST:– Fire or Surface Flammability– Smoke Generation– Toxicity of Combustion By-products
• These characteristics are very often subject to prescribed regulatory code criteria by governing authorities and end users.

ASTM E-84
• Historically, particular emphasis has been placed on the ASTM E-84-01 test, e.g., “Standard Test Method for Surface Burning Characteristics of Burning Materials”.
• A Class 1 Flame Spread Index, e.g., 25 or less, is easily achievable with FR resins and FR additives.
• The E-84 Class A Smoke Developed Index , e.g., less than 450, has been extremely difficult to achieve with low cost polyester resin. Not meeting this protocol criteria keeps pultruded building components from greater market acceptance where regulators deem E-84 Smoke characteristics a requirement.

New Sales & Market Opportunities
• Meeting the prescribed E-84 Class A Low Smoke Requirement can allow candidacy in building market opportunities where pultruded composites have historically been exempt.

Introduction Summary
ASTM E-84 Class 1 Flame Spread with a Class A Smoke Index is
the regulatory “toll” for candidacy in a greater share of
the building construction market.

DISCUSSION OF EVOLUTION
By way of analytical testing of innovative intumescent surface coatings applied to composite structural components, it was
observed composite polymer parts could pass numerous standardized
FST oriented test protocol requirements that meet favorable fire
safety characteristics.

These Tests Included
• ASTM E-162- “Standard Method of Test for Surface Flammability of Materials Using a Radiant Heat Source”.
• ASTM E-662-”Standard Test Method for Specific Optical Density of Smoke Generated by a Solid Material”.
• BSS 7239- Boeing Specification Support Standard 7239 Test Method for Toxic Gas Generation by Materials Combustion.
• ASTM E-119- “Standard Test Method for Fire Tests of Building Construction and Materials”.
• Second Ion Mass Spectrophotometry Analysis to Identify a Specific Elemental Constituent.
• ASTM E-84-01- “Standard Test Method for Surface Burning Characteristics of Building Materials”.
Pultruded Surface Intumescense
• Whereas pultruded products employ a surfacing fabric, e.g., veil, the intumescent constituent composition could be attached to a veil and processed into a part.
• This fabric can provide an inter-laminate fire retardant and smoke suppressing surface layer.

Southwest Research Institute ASTM E-84-01 Investigation of the Surface Burning Characteristics of a Brominated Pultruded Flat
Sheet with Polyester Veil

Southwest Research Institute ASTM E-84-01 Investigation of the Surface Burning Characteristics of a Fire Retardant Coating

A material design program was established to meet the following
criteria:• The fabric, e.g., veil, must be a non-
combustible material.• The fire retarding(FR) and smoke suppressing
constituents incorporated on and into the fabric must be non-hazardous and in particular non-brominated.
• The FR powder composition must not dust or flake during end product production practices. This would include transport, storage, handling and slitting, as well as, final introduction into die cavity.
• All commodity polyester and vinyl ester resins should be fully compatible.
• The FR veil will have a glass rich side to be oriented against the die to provide traditional surface characteristics.

• The FR veil will not require pre-wetting or dipping of the fabric into a resin bath. The veil will wet out correctly and properly when fed directly into the die from its roll.
• No significant changes are to be necessary, with regard to pre-former alignment or orientation.
• The fabric will accommodate small edge radii without cracking, loss or corruption of the intumescent chemical composition layer.
• Die temperature zones may be run at temperatures up to 450 deg. F with no deterioration in the systems processibility or FR effectiveness.
• The FR composition layer must be white or off-white so it may be pigmented any color.

• All organic peroxide initiators and blends thereof must work properly and correctly without any special consideration or adjustment.
• Surface Characteristics of a finished pultruded part must exhibit the sheen and texture of a typical commercially available part.
• Being an integral component within a part, the system will exhibit excellent flexural movement without delamination.
• The FR veil will slit in accordance to any width requirement.
• Widths up to 72 Inches would be required with lengths generally determined by permissible roll diameters.
• A non-brominated pultrusion resin formula employing ATH will achieve an E-84 Class A Smoke Developed Index of less than 450 when used with the intumescent veil and costs less than $0.70/lb.

Intumescent Chemical Composition
• The intumescent composition contains many compounds and materials. These constituents are categorized into 5 different functional groups or families. These groups function in the following stepwise sequence when exposed to open flame or high radiant heat.

Intumescent
• First- Catalyst• Second- Carbonific• Third- Blowing Agent• Fourth- Inorganic Binder• Fifth- Ceramic
Fabric Physical Properties
The glass surfacing veil fabric has excellent tensile strength and porosity, or pore volume, which holds the FR composition in place. The glass rich side of the assembly provides excellent surface characteristics after pultrusion processing.
Fabric Binder & Processing
The adhesive binder that holds the FR powder composition to the glass fabric is thermally sensitive in the temperature ranges in which pultrusion dies operate. Although it crosslinks above 300°F, it behaves like a thermoplastic at lower temperatures. The softening of the binder allows the FR fabric to accommodate small radii and integration of the FR powder to the part surface, reducing surface flammability characteristics.

Testing
• Although full scale E-84 testing was done on pultruded specimens, the majority of the development testing was accomplished by vacuum bagging a wide variety of specimens and testing them by Cone Calorimetry.

Southwest Research Institute ASTM E-84-01 Investigation of the Surface Burning Characteristics of a Fire Retardant Coating

Southwest Research Institute ASTM E-84-01 Investigation of the Surface Burning Characteristics of a Brominated Pultruded Flat
Sheet with Polyester Veil
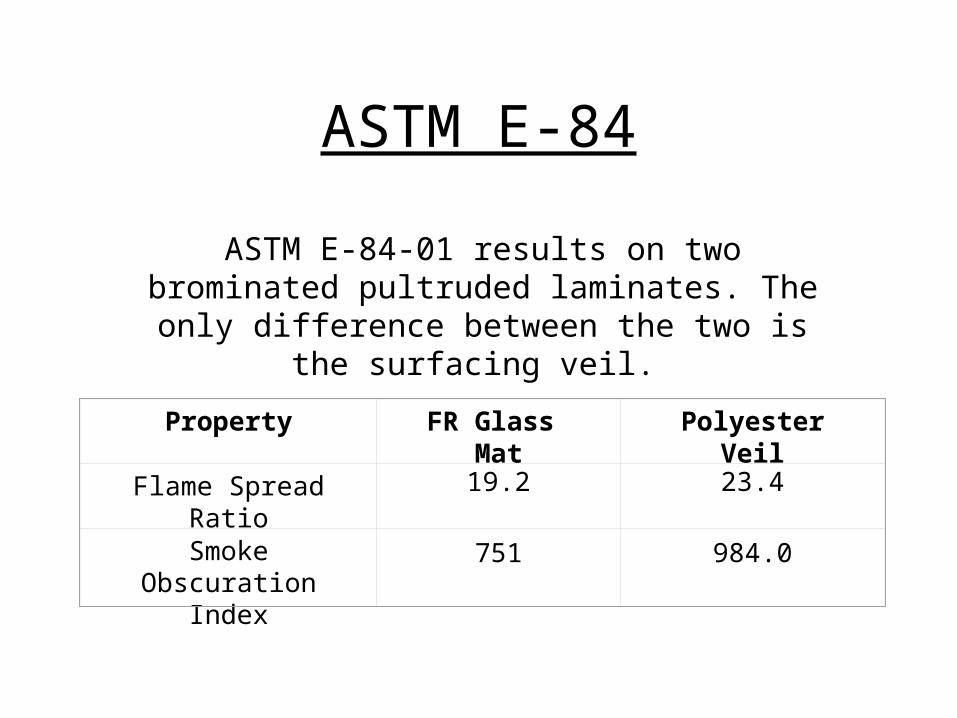
ASTM E-84
Property FR Glass Mat
Polyester Veil
Flame Spread Ratio
19.2 23.4
Smoke Obscuration
Index
751 984.0
ASTM E-84-01 results on two brominated pultruded laminates. The only difference between the two is the surfacing veil.

Cone Calorimeter
Property FR Mat & Laminate
Typical Brominated Laminate
Initial Mass 40.6 g 40.6 g
Final Mass 23.6 g 26.2 g
Smoke Obscuration
Avg. Smoke Yield(g/g)
.057 .106
Total Smoke Release (g)
13.979 26.130
Cone Calorimeter Tests at 50 kW/m2 performed on two pultruded specimens. One has an FR veil with a non-brominated resin. The second is a brominated resin
specimen with a polyester veil.

Cone Calorimeter
Sample /Test #
Placard initial
mass(g)
Mass Correlated Conversion factor
Correlated Total
Smoke Release
Correlated Average Smoke
Production (g/m²/s)
Duration of Test
Peak Heat
(kW/m²) Release
Time(s) to
ignition
StandardGeneration 4 Veil
85.5 1.00 23.98 .034 691 225 41
Sample 1 glass upFR glass mat out
80.7 1.06 21.20 .018 1198 9125 & 430*
Sample 2 TSWB out
FR glass mat down
81.6 1.04 19.88 .020 1058 123 46
Sample 3 Double coat
FR mat sandwich construction
82.2 1.06 16.16 .012 1349 110 56
Pultruded Bromine PanelPolyester veil
40.6 2.04 53.31 .144 465 185 46
50 kW/m2 Cone Calorimeter test results comparing three specimens with three different FR veil orientations to an earlier standard veil and
the brominated specimen

Cone Calorimeter
Sample /Test #
Placard
initial mass(g
)
Mass Correlate
d Conversion factor
Correlated Total Smoke Release
Correlated
Average Smoke
Production (g/m²/s)
Duration of
Test (s)
Peak Heat
(kW/m²)
Release
Time (s) to ignitio
n
StandardPultruded Br Veil, Polyester
40.6 1.00 26.13 .071 465 185 46
Sample 1 Vacuum Bag FR mat
Wt.: 36.2 g/ft² 80.7 0.50 10.00 .009 1198 91
25 & 430*
Sample 2 Vacuum Bag FR Mat
Wt.: 33.0 g/ft² 81.8 0.50 13.09 .012 953 140
29 & 271*
Sample 3 Vacuum Bag FR Mat
Wt.: 33.0 g/ft²81.9 0.50 11.40 .013 859 172
55 & 126*
Sample 4 Pultruded FR Mat
Wt.: 33.0 g/ft²93.6 0.43 7.67 .007 967 160
50 & 181*
50 kw/m2 Cone Calorimeter Test Results of the Pultruded, Brominated Panel Described Earlier Verses Three Vacuum
Bagged FR Veil Placards and a Pultruded, ATH Panel Described the next slide’s ASTM E-84

Pultrusion Resin Formula
• Commodity Grade Iso-Polyester Resin• ATH, e.g., Aluminum Trihydroxide• A liquid Phosphorous Material• Pigment Dispersion• Mold Release• U.V. Inhibiter• Methyl Methacrylate• A three stage Peroxide Initiator Package.
Final formula viscosity was approx. 2,300 cps.
Cost Model of the final formula totals $0.64 / lb.

Southwest Research Institute ASTM E-84-01 Investigation of the Surface Burning Characteristics of a Pultruded Glass
Fiber/Polyester Resin Laminate with Fire Retardant and Smoke Suppressing Surfacing Veil