fme 461 - latest news in mechanical and manufacturing...
TRANSCRIPT

FME 461
ENGINEERING DESIGN II

© H. Jama, 2012
Failure modes Effects and
Analysis (FMEA)
Learning outcomes
To understand the use of Failure Modes Effect
Analysis (FMEA) - Engineering
To learn the steps to developing FMEA
To summarize the different types of FMEA
To learn how to link the FMEA to delivery of
quality products or processes?
To review some examples of FMEA
To perform a FMEA exercise

© H. Jama, 2012
FMEA – by William Goble
A rather simple technique, the failure modes
of each component in a given system are
listed in a table, and the effect of that failure
is postulated and documented.
The method is systematic, effective, and
detailed, although sometimes called time-
consuming and repetitive. The reason the
method is so effective is every failure mode
of every single component is examined.
22/1/2013

© H. Jama, 2012
FMEA
A structured approach to:
Identifying the ways in which a product or process can fail
Estimating risk associated with specific causes of failure
Prioritising the actions that should be taken to reduce risk
Evaluating design validation plan (product) or current control plan (process)

© H. Jama, 2012
How is this relevant to the
design engineer?
Allows us to identify areas of design or process
that most impact our customers/patients
Helps us identify how and where our product,
system or process is most likely to fail or is
failing
Pin-point product or process failures that are
difficult to detect

© H. Jama, 2012
History of the FMEA
Idea was conceived in the 1940s
First used in the 1960’s in the Aerospace industry
during the Apollo missions
In 1974, the Navy developed MIL-STD-1629
regarding the use of FMEA
In the late 1970’s, the automotive industry was driven
by liability costs to use FMEA – litigation
Later, the automotive industry saw the advantages of
using this tool to reduce risks related to poor quality –
warranties
There is an SAE standard J 1739 for conducting
FMEA in design and processes

© H. Jama, 2012
FMEA – other names
DFMEA - design
PFMEA - Process
FMECA - Criticality
FMEDA –Diagnostic
These all mean the same and fundamentally
have the same steps.
22/1/2013

© H. Jama, 2012
Similar systems/techniques
APQP – advanced Product Quality planning
QS 9000 – automotive industry
ISO9001 – although it has mainly been
relegated to paper pushing
HAZOP – Hazard and Operability Study used
in the petro-chemical industry
CHAZOP – Control hazards Operability
analysis
22/1/2013

© H. Jama, 2012
What is failure mode?
A Failure Mode is:
The way in which a component, sub-
assembly, product, input, or process could
fail to perform its intended function
Things that could go wrong

© H. Jama, 2012
FMEA
What
Failure Modes & Effects Analysis is a
methodology to evaluate failure modes and
their effects in designs and in processes.

© H. Jama, 2012
FMEA
Why
Methodology that facilitates process improvement
Identifies and eliminates concerns early in the development of a process or design
Improve internal and external customer satisfaction
Focuses on prevention
FMEA may be a customer requirement
FMEA may be required by an applicable Quality System Standard
In our case – we are trying to come up with a systematic way of improving process delivery

© H. Jama, 2012
FMEA
How
Team identifies potential failure modes for design functions or process requirements
They assign severity to the effect of this failure mode
They assign frequency of occurrence to the potential cause of failure and likelihood of detection
Team calculates a Risk Priority Number by multiplying severity times frequency of occurrence times likelihood of detection
Team uses ranking to focus process improvement efforts

© H. Jama, 2012
FMEA - example

© H. Jama, 2012
Risk definition
The Oxford English Dictionary defines risk as ―(Exposure
to) the possibility of loss, injury, or other adverse or
unwelcome circumstance; a chance or situation involving
such a possibility‖
Risk consists of a hazard and the likelihood of
occurrence
Example – Highly flammable fuel like LPG but we have
reduced the risk of usage by reducing likelihood of
occurrence of an explosion
Occasionally we get some explosions but they occur
infrequently. Hence LPG is not a risky fuel to use

© H. Jama, 2012
Risk cont..
Example of risk management: A
NASA model showing areas at high
risk from impact for the International
Space Station.
Source: Wikipedia

© H. Jama, 2012
When to conduct an FMEA
Early in the process improvement investigation
When new systems, products, and processes are
being designed or introduced
When existing designs or processes are being
changed/improved
When carry-over designs are used in new
applications
After a system, product, or process functions are
defined, but before specific hardware is selected or
released to manufacturing

© H. Jama, 2012
Example form - revisited

© H. Jama, 2012
Types of FMEA
Design
Analyzes product design before release to
production, with a focus on product function
Analyzes systems and subsystems in early
concept and design stages
Process
Used to analyze service/manufacturing and
assembly processes

© H. Jama, 2012
FMEA – A team tool A team approach is necessary.
Team should be led by a responsible manufacturing engineer or technical person, or other similar individual familiar with FMEA.
A healthcare professional with experience and familiar with the FMEA process – for healthcare applications. You can invite engineers for an outsider’s perspective
The following should be considered for team members:
Design Engineers, Operators
Process Engineers—Reliability
Materials Suppliers—Suppliers
Customers

© H. Jama, 2012
FMEA procedure
1. For each process input (start with high value
inputs), determine the ways in which the input can
go wrong (failure mode)
2.For each failure mode, determine effects
Select a severity level for each effect
3.Identify potential causes of each failure mode
Select an occurrence level for each cause
4.List current controls for each cause
Select a detection level for each cause

© H. Jama, 2012
FMEA procedure - Cont
5. Calculate the Risk Priority Number (RPN)
6. Develop recommended actions, assign
responsible persons, and take actions
Give priority to high RPNs
MUST look at severities rated a 10
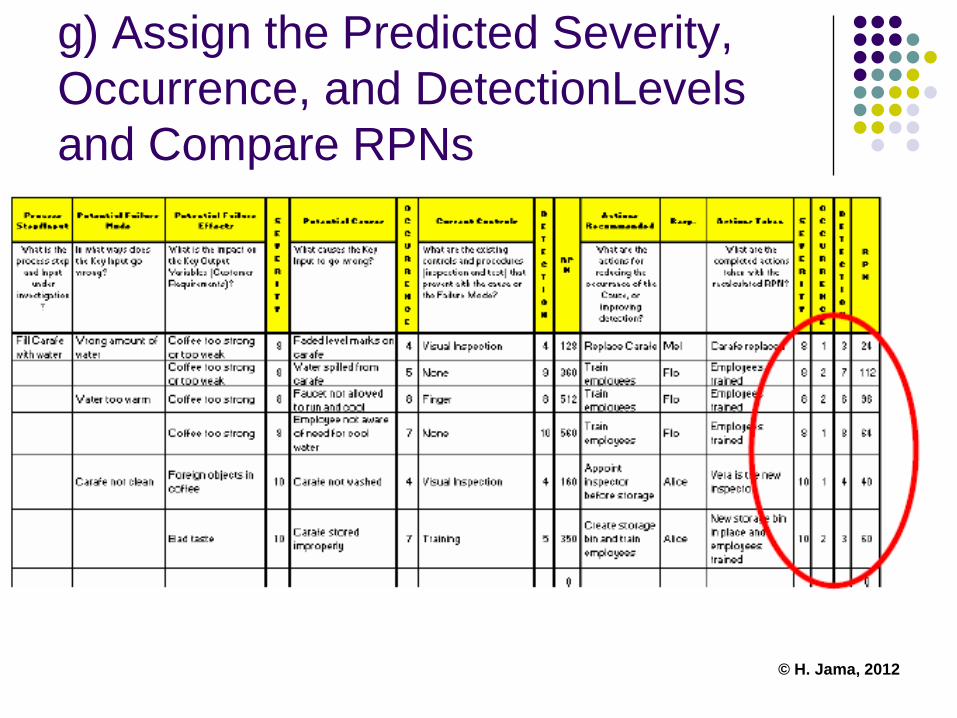
7. Assign the predicted severity, occurrence,
and detection levels and compare RPNs

© H. Jama, 2012
FMEA input and outputs

© H. Jama, 2012
FMEA
The relationship between failure modes
and effects is not always 1 to 1.

© H. Jama, 2012
Severity, Occurrence &
Detection
Severity
Importance of the effect on customer requirements (Patient outcome)
Often can’t do anything about this
Occurrence
Frequency with which a given cause occurs and
creates failure modes
Detection
The ability of the current control scheme to detect or prevent a given cause

© H. Jama, 2012
Rating Scales
There are a wide variety of scoring ―anchors‖,
both quantitative or qualitative
Two types of scales are 1-5 or 1-10
The 1-5 scale makes it easier for the teams
to decide on scores
The 1-10 scale allows for better precision in
estimates and a wide variation in scores
(most common)

© H. Jama, 2012
Scales
Severity
1 = Not Severe, 10 = Very Severe
Occurrence
1 = Not Likely, 10 = Very Likely
Detection
1 = Likely to Detect, 10 = Not Likely to Detect

© H. Jama, 2012
Risk Priority Number (RPN)
RPN is the product of the severity times
occurrence times detection scores.

© H. Jama, 2012
FMEA – Simple Example
We will conduct an FMEA on the truck stop
example we used to create a C&E Matrix
A Black Belt (Six Sigma – Manufacturing)
wants to improve customer satisfaction with
the coffee served at the truck stop
The process map and completed Cause and
Effect (C&E) matrix follow

© H. Jama, 2012
Truck stop coffee steps
Step 1 – create a process map
Step 2 – Cause and effect sheet
A) For each input, determine the potential
failure modes
For each failure mode, identify effects and
assign severity

© H. Jama, 2012
Step 1- create a process map

© H. Jama, 2012
Cause & Effect

© H. Jama, 2012
a) Potential failure modes

© H. Jama, 2012
b) Identify effects & Assign
Severity

© H. Jama, 2012
c) Identify potential causes for
each failure mode & assign a
score

© H. Jama, 2012
d) List current controls and
assign a score

© H. Jama, 2012
e) Calculate RPN

© H. Jama, 2012
f) Develop Recommended Actions,
Assign Responsible Persons, and
Take Actions
© H. Jama, 2012
g) Assign the Predicted Severity,
Occurrence, and DetectionLevels
and Compare RPNs

© H. Jama, 2012
Simple example - reactor
22/1/2013

© H. Jama, 2012
Simple reactor FMEA
22/1/2013

© H. Jama, 2012
Reactor continued.
22/1/2013

© H. Jama, 2012
FMEA Exercise- leaf spring
manufacturing

© H. Jama, 2012
Severity rating
22/1/2013

© H. Jama, 2012
Occurrence rating
22/1/2013

© H. Jama, 2012
Detection rating
22/1/2013

© H. Jama, 2012
Example – leaf spring
22/1/2013

© H. Jama, 2012
Application to the service
industry
I am involved in training medical practitioners
in the use of continuous improvement tools
Mccain C. (2006) ―Using FMEA in a service
setting” Quality Progress Vol 39 Issue 9
22/1/2013

© H. Jama, 2012
Service setting
22/1/2013

© H. Jama, 2012
Service setting
22/1/2013

© H. Jama, 2012
Service setting
22/1/2013

© H. Jama, 2012
Literature on FMEA
There are very good sources such as
Vinodh S. & Santosh D. (2012) ―Application of FMEA to an automotive leaf spring manufacturing organization”. TQM Journal Vol 24 Issue 3
Pollack S. (2005) “ Create a simple framework to validate FMEA performance” ASQ Six Sigma Forum magazine Vol 4 Issue 4.
Reid R.D. FMEA something old, something new, Quality Progress 38 (5), 2006
James L. & Kovach J. Improving Home Healthcare Using Sigma Six,Proceeding of the 2009 Industrial Engineering Research conference

© H. Jama, 2012
Assignment 2- Learning from
failure
On 29th August 2013, Kenya lost 41 innocent
people to a tragic road accident. The bus
they were travelling in rolled at Ntulele near
Narok, killing 35 of them on the spot. The
crash occurred at 1am.
Conduct an FMEA on the recent bus tragedy
in the Narok region
Look at the crash from an education,
engineering and enforcement angle

© H. Jama, 2012
Bus crash
22/1/2013

© H. Jama, 2012
Bus crash
22/1/2013

© H. Jama, 2012
Bus crash
22/1/2013