fixturing system 5000 - rodend-bearings.com · fixturing system 5000 for sinking edm catalogue se...
TRANSCRIPT

Fixturing System 5000for Sinking EDM
Catalogue SE 3102
Reg. Nr. 3402
2 µm repetitive accuracyintegrated x-y-z-referencessolid, compact, economical
2
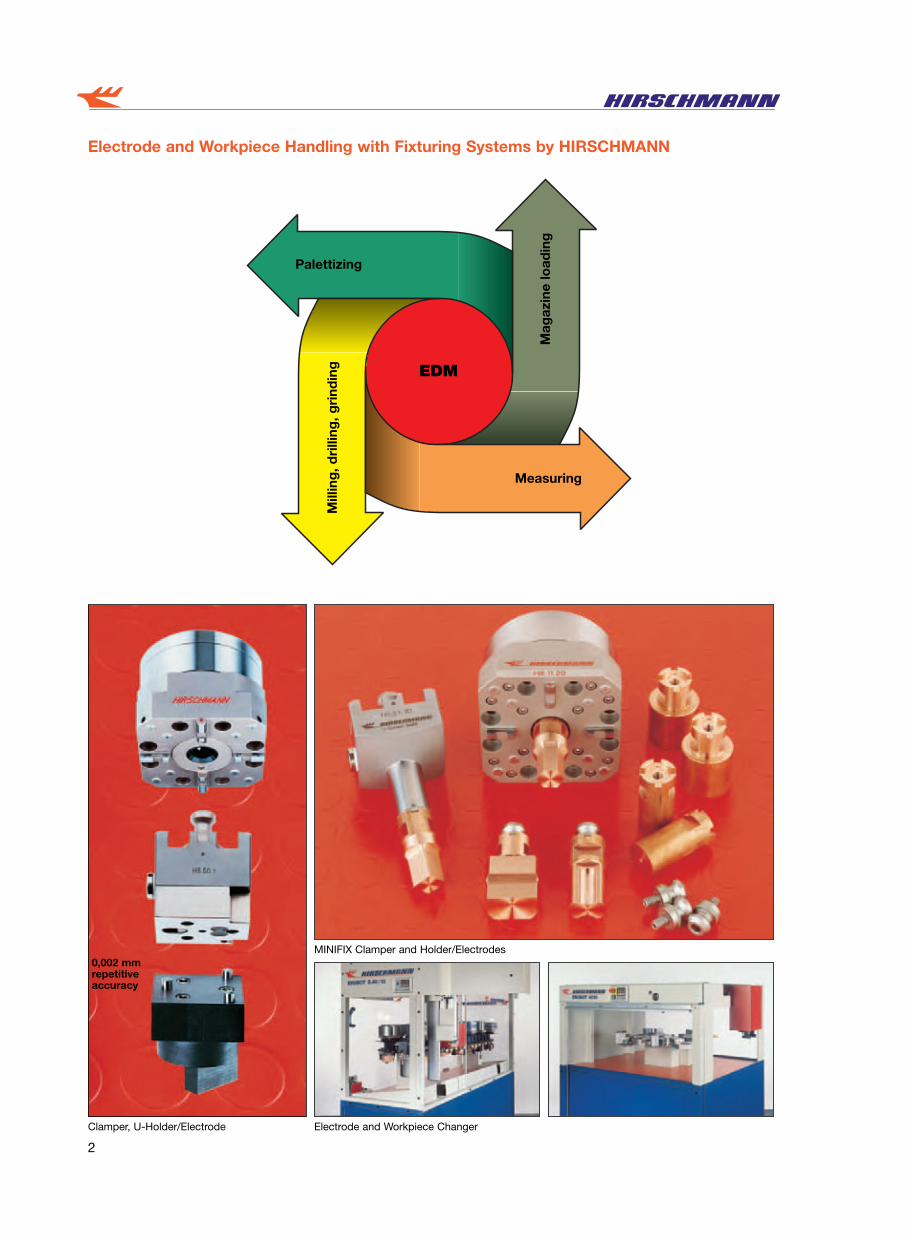
Electrode and Workpiece Handling with Fixturing Systems by HIRSCHMANN
0,002 mmrepetitiveaccuracy
Clamper, U-Holder/Electrode Electrode and Workpiece Changer
MINIFIX Clamper and Holder/Electrodes
EDM
Palettizing
Mag
azin
e lo
adin
g
Measuring
Mill
ing
, dri
lling
, gri
ndin
g
3
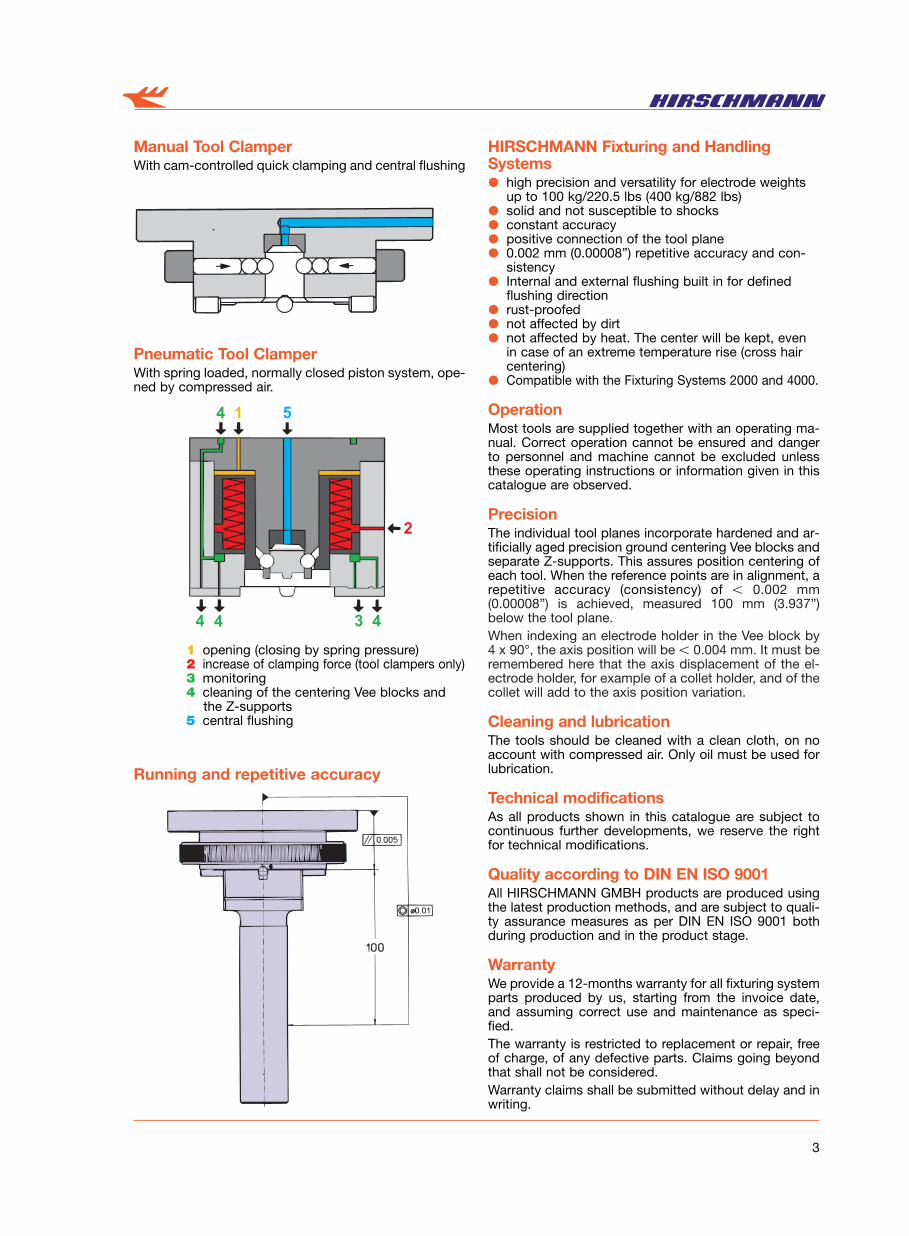
Manual Tool ClamperWith cam-controlled quick clamping and central flushing
Pneumatic Tool ClamperWith spring loaded, normally closed piston system, ope-ned by compressed air.
1 opening (closing by spring pressure)2 increase of clamping force (tool clampers only)3 monitoring4 cleaning of the centering Vee blocks and
the Z-supports5 central flushing
Running and repetitive accuracy
HIRSCHMANN Fixturing and HandlingSystemsP high precision and versatility for electrode weights
up to 100 kg/220.5 lbs (400 kg/882 lbs)P solid and not susceptible to shocksP constant accuracyP positive connection of the tool planeP 0.002 mm (0.00008”) repetitive accuracy and con-
sistencyP Internal and external flushing built in for defined
flushing directionP rust-proofedP not affected by dirtP not affected by heat. The center will be kept, even
in case of an extreme temperature rise (cross haircentering)
P Compatible with the Fixturing Systems 2000 and 4000.
OperationMost tools are supplied together with an operating ma-nual. Correct operation cannot be ensured and dangerto personnel and machine cannot be excluded unlessthese operating instructions or information given in thiscatalogue are observed.
PrecisionThe individual tool planes incorporate hardened and ar-tificially aged precision ground centering Vee blocks andseparate Z-supports. This assures position centering ofeach tool. When the reference points are in alignment, arepetitive accuracy (consistency) of l 0.002 mm(0.00008”) is achieved, measured 100 mm (3.937”)below the tool plane.When indexing an electrode holder in the Vee block by4 x 90°, the axis position will be l 0.004 mm. It must beremembered here that the axis displacement of the el-ectrode holder, for example of a collet holder, and of thecollet will add to the axis position variation.
Cleaning and lubricationThe tools should be cleaned with a clean cloth, on noaccount with compressed air. Only oil must be used forlubrication.
Technical modificationsAs all products shown in this catalogue are subject tocontinuous further developments, we reserve the rightfor technical modifications.
Quality according to DIN EN ISO 9001All HIRSCHMANN GMBH products are produced usingthe latest production methods, and are subject to quali-ty assurance measures as per DIN EN ISO 9001 bothduring production and in the product stage.
WarrantyWe provide a 12-months warranty for all fixturing systemparts produced by us, starting from the invoice date,and assuming correct use and maintenance as speci-fied.The warranty is restricted to replacement or repair, freeof charge, of any defective parts. Claims going beyondthat shall not be considered.Warranty claims shall be submitted without delay and inwriting.
4
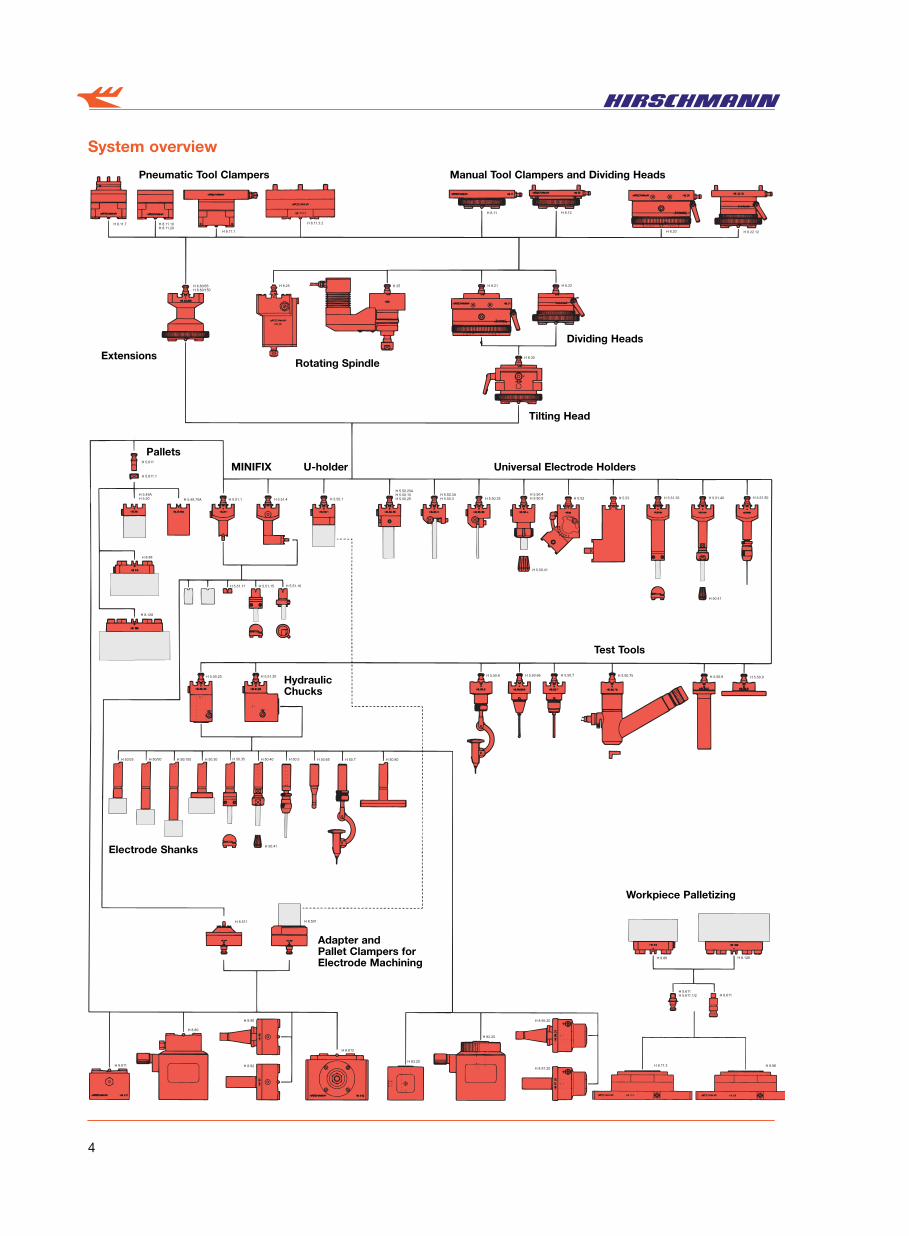
System overview
Manual Tool Clampers and Dividing HeadsPneumatic Tool Clampers
Dividing Heads
ExtensionsRotating Spindle
Tilting Head
Universal Electrode HoldersPallets
MINIFIX U-holder
Test Tools
HydraulicChucks
Electrode Shanks
Adapter andPallet Clampers forElectrode Machining
Workpiece Palletizing
5
Contents Page
Accuracy, quality, cleaning, warranty . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3System overview . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4
Tool clampers, pneumatic . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6manual . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 7
Extensions . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 7
Electrode machiningPallet clampers and electrode machining . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 8–9
Workpiece palletizingPallet clampers . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 10
Manual C-axesRotating spindles. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 11Dividing heads and rotary drives . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 12–13Tilting heads . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 13
Electrode holders – Electrode palletizingMINIFIX . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 14–15MINIFIXplus electrode blanks. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 15U-holder . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 16Pallets and electrode holders . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 17–20Hydraulic chucks and electrode shanks . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 22–24Test tools . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 21 a. 24
Electrode magazine loading and electrode changers. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 26–27
Rotary dividing tables . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 28–29
C-axes . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 30
Electrode and workpiece measuring . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 31
HIRSCHMANN GMBH, Fluorn-Winzeln
6
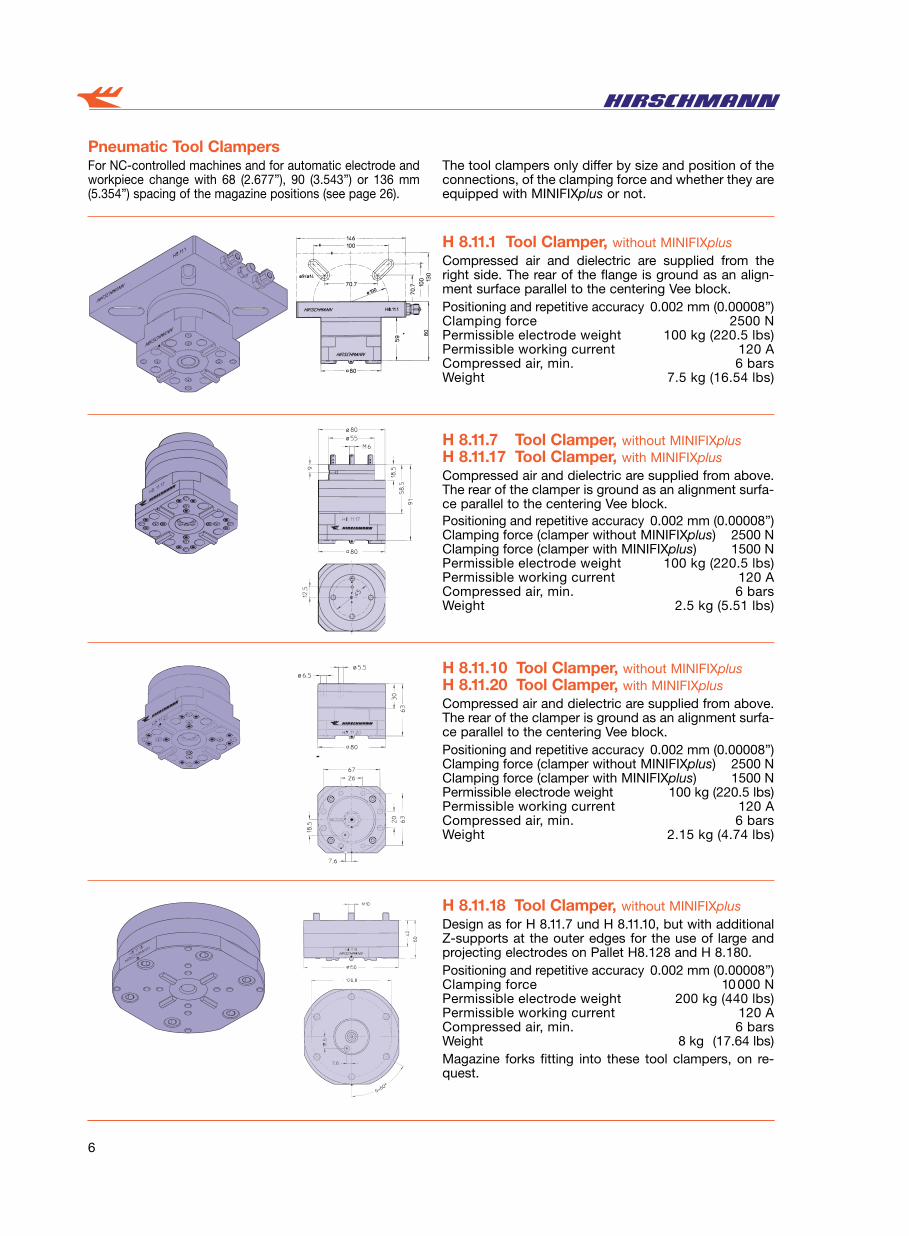
The tool clampers only differ by size and position of theconnections, of the clamping force and whether they areequipped with MINIFIXplus or not.
H 8.11.1 Tool Clamper, without MINIFIXplusCompressed air and dielectric are supplied from theright side. The rear of the flange is ground as an align-ment surface parallel to the centering Vee block.Positioning and repetitive accuracy 0.002 mm (0.00008”)Clamping force 2500 NPermissible electrode weight 100 kg (220.5 lbs)Permissible working current 120 ACompressed air, min. 6 barsWeight 7.5 kg (16.54 lbs)
H 8.11.7 Tool Clamper, without MINIFIXplusH 8.11.17 Tool Clamper, with MINIFIXplusCompressed air and dielectric are supplied from above.The rear of the clamper is ground as an alignment surfa-ce parallel to the centering Vee block.Positioning and repetitive accuracy 0.002 mm (0.00008”)Clamping force (clamper without MINIFIXplus) 2500 NClamping force (clamper with MINIFIXplus) 1500 NPermissible electrode weight 100 kg (220.5 lbs)Permissible working current 120 ACompressed air, min. 6 barsWeight 2.5 kg (5.51 lbs)
H 8.11.10 Tool Clamper, without MINIFIXplusH 8.11.20 Tool Clamper, with MINIFIXplusCompressed air and dielectric are supplied from above.The rear of the clamper is ground as an alignment surfa-ce parallel to the centering Vee block.Positioning and repetitive accuracy 0.002 mm (0.00008”)Clamping force (clamper without MINIFIXplus) 2500 NClamping force (clamper with MINIFIXplus) 1500 NPermissible electrode weight 100 kg (220.5 lbs)Permissible working current 120 ACompressed air, min. 6 barsWeight 2.15 kg (4.74 lbs)
H 8.11.18 Tool Clamper, without MINIFIXplusDesign as for H 8.11.7 und H 8.11.10, but with additionalZ-supports at the outer edges for the use of large andprojecting electrodes on Pallet H8.128 and H 8.180.Positioning and repetitive accuracy 0.002 mm (0.00008”)Clamping force 10000 NPermissible electrode weight 200 kg (440 lbs)Permissible working current 120 ACompressed air, min. 6 barsWeight 8 kg (17.64 lbs)Magazine forks fitting into these tool clampers, on re-quest.
Pneumatic Tool ClampersFor NC-controlled machines and for automatic electrode andworkpiece change with 68 (2.677”), 90 (3.543”) or 136 mm(5.354”) spacing of the magazine positions (see page 26).

With central flushing and connection on the right side.
H 8.11 Tool ClamperThe rear of the flange is ground parallel to the centeringVee block as an alignment surface.Positioning accuracy 0.002 mm (0.00008”)Clamping force 2500 NPermissible electrode weight 100 kg (220.5 lbs)Permissible working current 120 AWeight 3.7 kg (8.16 lbs)
H 8.12 Tool ClamperRound, with four M 8 fastening screws, and externalflushing connection for internal flushing.Positioning accuracy 0.002 mm (0.00008”)Clamping force 2500 NPermissible electrode weight 100 kg (220.5 lbs)Permissible working current 120 AWeight 3.5 kg (7.72 lbs)
H 8.80/65 Extension, 65 mm longH 8.80/150 Extension, 150 mm longUsed as extension between tool clamper and electrodeholder.All electrode holders, also the electrode holders withoutZ-supports can be used in the lower centering Veeblock.With internal flushing.The extensions can be loaded in magazines.Minimum spacing of the magazine forks 136 mm (5.35”).Weight: 2.5 kg (5.51 lbs) or 3 kg (6.61 lbs).
H 8.11.20M Pallet Clamper for Measuring Machines
Pneumatic pallet clamper with integrated, manual con-trol unit for use on the measuring machine (not suited formetal-cutting machining).Positioning or repetitive accuracy 0.002 mmClamping force 1500 NMax. loading weight 50 kgWeight approx.11 kgCompressed air 4,5–6 bar3 m plastic hose, 6 x 1 mm, forms part of the scope ofdelivery.
7
Manual Tool ClampersFor mounting below the quill of manual machines. It ser-ves as adapter between machine and electrode holders.
8
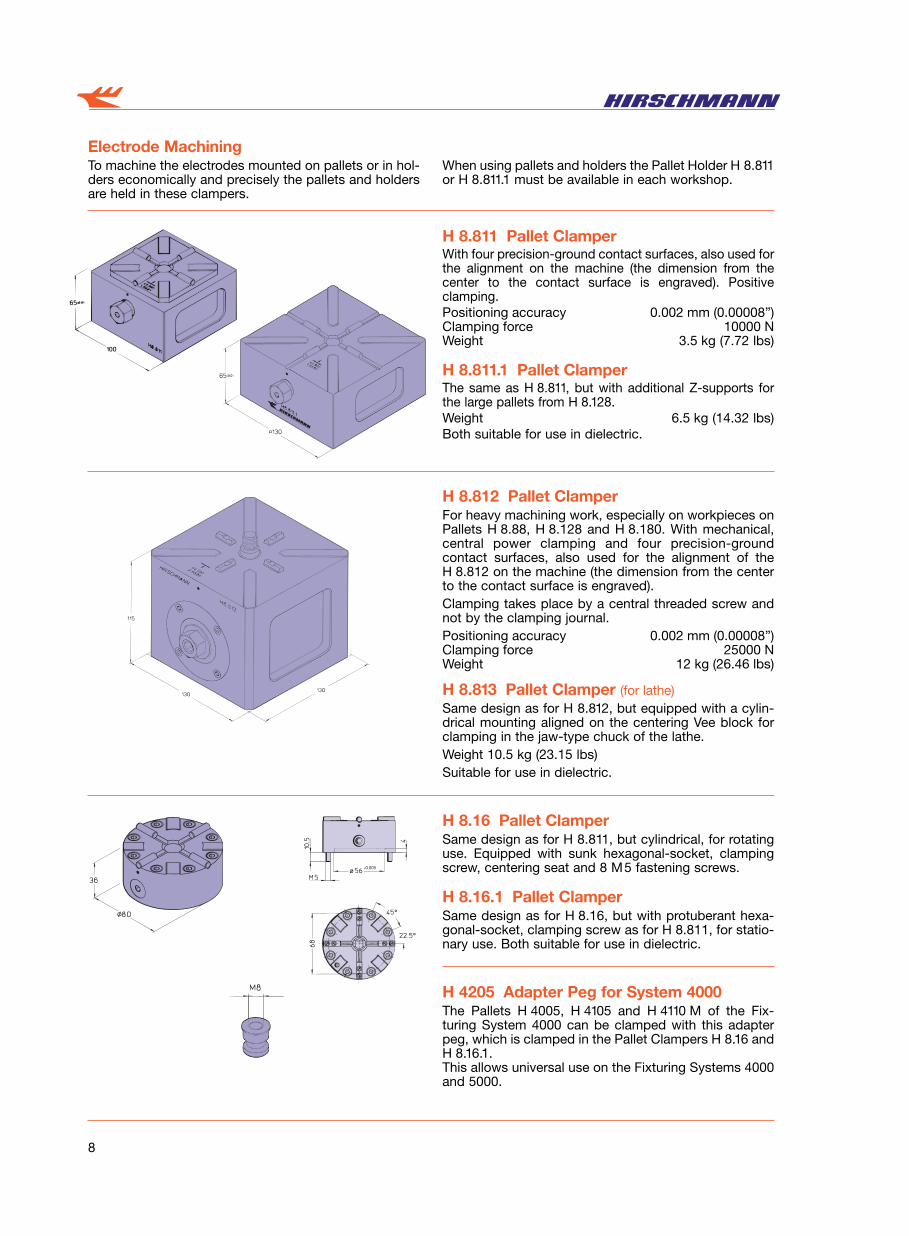
When using pallets and holders the Pallet Holder H 8.811or H 8.811.1 must be available in each workshop.
H 8.811 Pallet ClamperWith four precision-ground contact surfaces, also used forthe alignment on the machine (the dimension from thecenter to the contact surface is engraved). Positiveclamping.Positioning accuracy 0.002 mm (0.00008”)Clamping force 10000 NWeight 3.5 kg (7.72 lbs)
H 8.811.1 Pallet ClamperThe same as H 8.811, but with additional Z-supports forthe large pallets from H 8.128.Weight 6.5 kg (14.32 lbs)Both suitable for use in dielectric.
H 8.812 Pallet ClamperFor heavy machining work, especially on workpieces onPallets H 8.88, H 8.128 and H 8.180. With mechanical,central power clamping and four precision-groundcontact surfaces, also used for the alignment of theH 8.812 on the machine (the dimension from the centerto the contact surface is engraved).Clamping takes place by a central threaded screw andnot by the clamping journal.Positioning accuracy 0.002 mm (0.00008”)Clamping force 25000 NWeight 12 kg (26.46 lbs)
H 8.813 Pallet Clamper (for lathe)Same design as for H 8.812, but equipped with a cylin-drical mounting aligned on the centering Vee block forclamping in the jaw-type chuck of the lathe.Weight 10.5 kg (23.15 lbs)Suitable for use in dielectric.
H 8.16 Pallet Clamper Same design as for H 8.811, but cylindrical, for rotatinguse. Equipped with sunk hexagonal-socket, clampingscrew, centering seat and 8 M5 fastening screws.
H 8.16.1 Pallet Clamper Same design as for H 8.16, but with protuberant hexa-gonal-socket, clamping screw as for H 8.811, for statio-nary use. Both suitable for use in dielectric.
H 4205 Adapter Peg for System 4000The Pallets H 4005, H 4105 and H 4110 M of the Fix-turing System 4000 can be clamped with this adapterpeg, which is clamped in the Pallet Clampers H 8.16 andH 8.16.1. This allows universal use on the Fixturing Systems 4000and 5000.
Electrode MachiningTo machine the electrodes mounted on pallets or in hol-ders economically and precisely the pallets and holdersare held in these clampers.
9
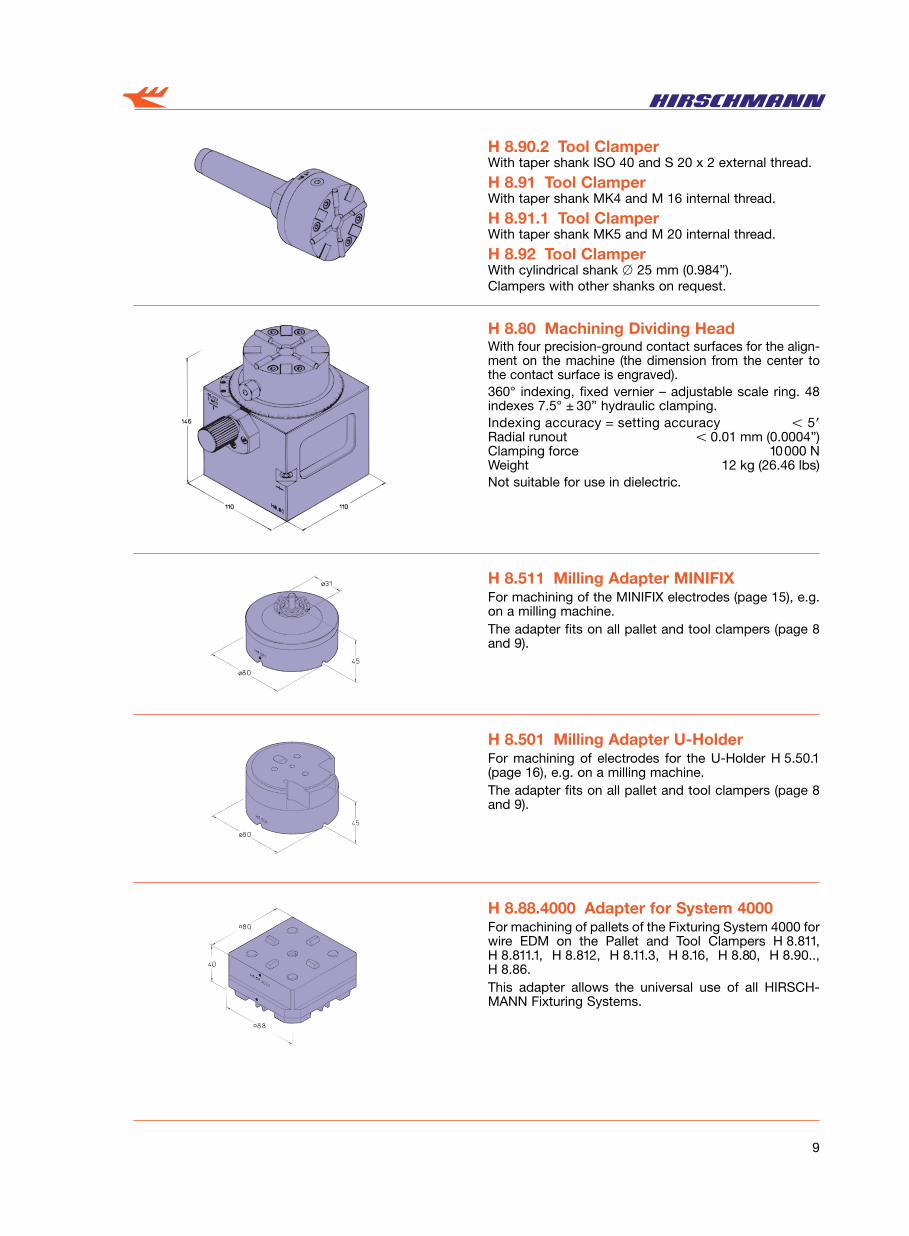
H 8.90.2 Tool ClamperWith taper shank ISO 40 and S 20 x 2 external thread.
H 8.91 Tool ClamperWith taper shank MK4 and M 16 internal thread.
H 8.91.1 Tool ClamperWith taper shank MK5 and M 20 internal thread.
H 8.92 Tool ClamperWith cylindrical shank x 25 mm (0.984”).Clampers with other shanks on request.
H 8.80 Machining Dividing HeadWith four precision-ground contact surfaces for the align-ment on the machine (the dimension from the center tothe contact surface is engraved).360° indexing, fixed vernier – adjustable scale ring. 48indexes 7.5° ± 30” hydraulic clamping.Indexing accuracy = setting accuracy l 5(Radial runout l 0.01 mm (0.0004”)Clamping force 10000 NWeight 12 kg (26.46 lbs)Not suitable for use in dielectric.
H 8.511 Milling Adapter MINIFIXFor machining of the MINIFIX electrodes (page 15), e.g.on a milling machine.The adapter fits on all pallet and tool clampers (page 8and 9).
H 8.501 Milling Adapter U-HolderFor machining of electrodes for the U-Holder H 5.50.1(page 16), e.g. on a milling machine.The adapter fits on all pallet and tool clampers (page 8and 9).
H 8.88.4000 Adapter for System 4000For machining of pallets of the Fixturing System 4000 forwire EDM on the Pallet and Tool Clampers H 8.811,H 8.811.1, H 8.812, H 8.11.3, H 8.16, H 8.80, H 8.90..,H 8.86.This adapter allows the universal use of all HIRSCH-MANN Fixturing Systems.
10
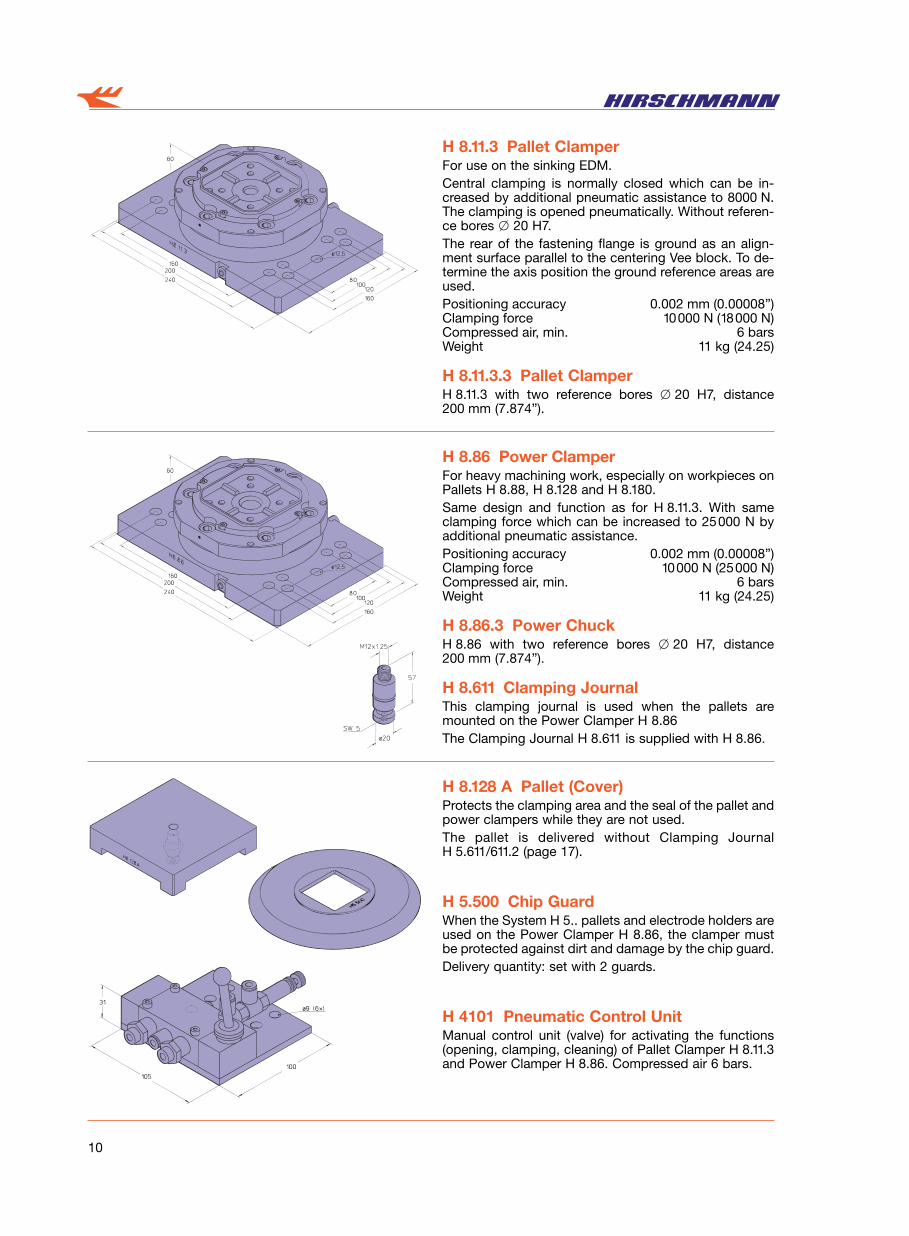
H 8.11.3 Pallet ClamperFor use on the sinking EDM.Central clamping is normally closed which can be in-creased by additional pneumatic assistance to 8000 N.The clamping is opened pneumatically. Without referen-ce bores x 20 H7.The rear of the fastening flange is ground as an align-ment surface parallel to the centering Vee block. To de-termine the axis position the ground reference areas areused.Positioning accuracy 0.002 mm (0.00008”)Clamping force 10000 N (18000 N)Compressed air, min. 6 barsWeight 11 kg (24.25)
H 8.11.3.3 Pallet ClamperH 8.11.3 with two reference bores x 20 H7, distance200 mm (7.874”).
H 8.86 Power ClamperFor heavy machining work, especially on workpieces onPallets H 8.88, H 8.128 and H 8.180.Same design and function as for H 8.11.3. With sameclamping force which can be increased to 25000 N byadditional pneumatic assistance.Positioning accuracy 0.002 mm (0.00008”)Clamping force 10000 N (25000 N)Compressed air, min. 6 barsWeight 11 kg (24.25)
H 8.86.3 Power ChuckH 8.86 with two reference bores x 20 H7, distance200 mm (7.874”).
H 8.611 Clamping JournalThis clamping journal is used when the pallets aremounted on the Power Clamper H 8.86 The Clamping Journal H 8.611 is supplied with H 8.86.
H 8.128 A Pallet (Cover)Protects the clamping area and the seal of the pallet andpower clampers while they are not used.The pallet is delivered without Clamping JournalH 5.611/611.2 (page 17).
H 5.500 Chip GuardWhen the System H 5.. pallets and electrode holders areused on the Power Clamper H 8.86, the clamper mustbe protected against dirt and damage by the chip guard.Delivery quantity: set with 2 guards.
H 4101 Pneumatic Control UnitManual control unit (valve) for activating the functions(opening, clamping, cleaning) of Pallet Clamper H 8.11.3and Power Clamper H 8.86. Compressed air 6 bars.
11
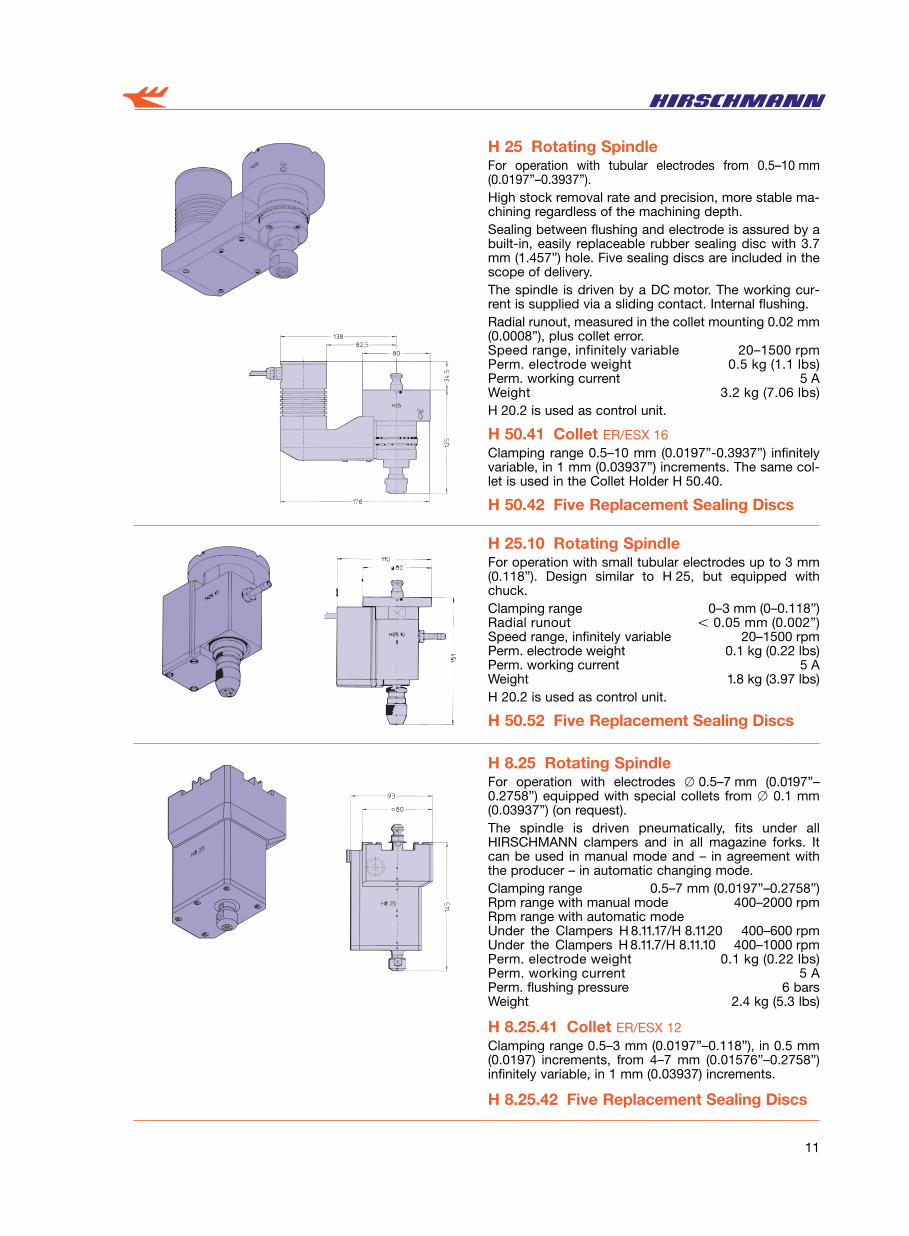
H 25 Rotating SpindleFor operation with tubular electrodes from 0.5–10 mm(0.0197”–0.3937”).High stock removal rate and precision, more stable ma-chining regardless of the machining depth.Sealing between flushing and electrode is assured by abuilt-in, easily replaceable rubber sealing disc with 3.7mm (1.457”) hole. Five sealing discs are included in thescope of delivery.The spindle is driven by a DC motor. The working cur-rent is supplied via a sliding contact. Internal flushing.Radial runout, measured in the collet mounting 0.02 mm(0.0008”), plus collet error.Speed range, infinitely variable 20–1500 rpmPerm. electrode weight 0.5 kg (1.1 lbs)Perm. working current 5 AWeight 3.2 kg (7.06 lbs)H 20.2 is used as control unit.
H 50.41 Collet ER/ESX 16Clamping range 0.5–10 mm (0.0197”-0.3937”) infinitelyvariable, in 1 mm (0.03937”) increments. The same col-let is used in the Collet Holder H 50.40.
H 50.42 Five Replacement Sealing Discs
H 25.10 Rotating SpindleFor operation with small tubular electrodes up to 3 mm(0.118”). Design similar to H 25, but equipped withchuck.Clamping range 0–3 mm (0–0.118”)Radial runout l 0.05 mm (0.002”)Speed range, infinitely variable 20–1500 rpmPerm. electrode weight 0.1 kg (0.22 lbs)Perm. working current 5 AWeight 1.8 kg (3.97 lbs)H 20.2 is used as control unit.
H 50.52 Five Replacement Sealing Discs
H 8.25 Rotating SpindleFor operation with electrodes x 0.5–7 mm (0.0197”–0.2758”) equipped with special collets from x 0.1 mm(0.03937”) (on request).The spindle is driven pneumatically, fits under allHIRSCHMANN clampers and in all magazine forks. Itcan be used in manual mode and – in agreement withthe producer – in automatic changing mode.Clamping range 0.5–7 mm (0.0197”–0.2758”) Rpm range with manual mode 400–2000 rpmRpm range with automatic modeUnder the Clampers H 8.11.17/H 8.11.20 400–600 rpmUnder the Clampers H 8.11.7/H 8.11.10 400–1000 rpmPerm. electrode weight 0.1 kg (0.22 lbs)Perm. working current 5 APerm. flushing pressure 6 barsWeight 2.4 kg (5.3 lbs)
H 8.25.41 Collet ER/ESX 12Clamping range 0.5–3 mm (0.0197”–0.118”), in 0.5 mm(0.0197) increments, from 4–7 mm (0.01576”–0.2758”)infinitely variable, in 1 mm (0.03937) increments.
H 8.25.42 Five Replacement Sealing Discs
12
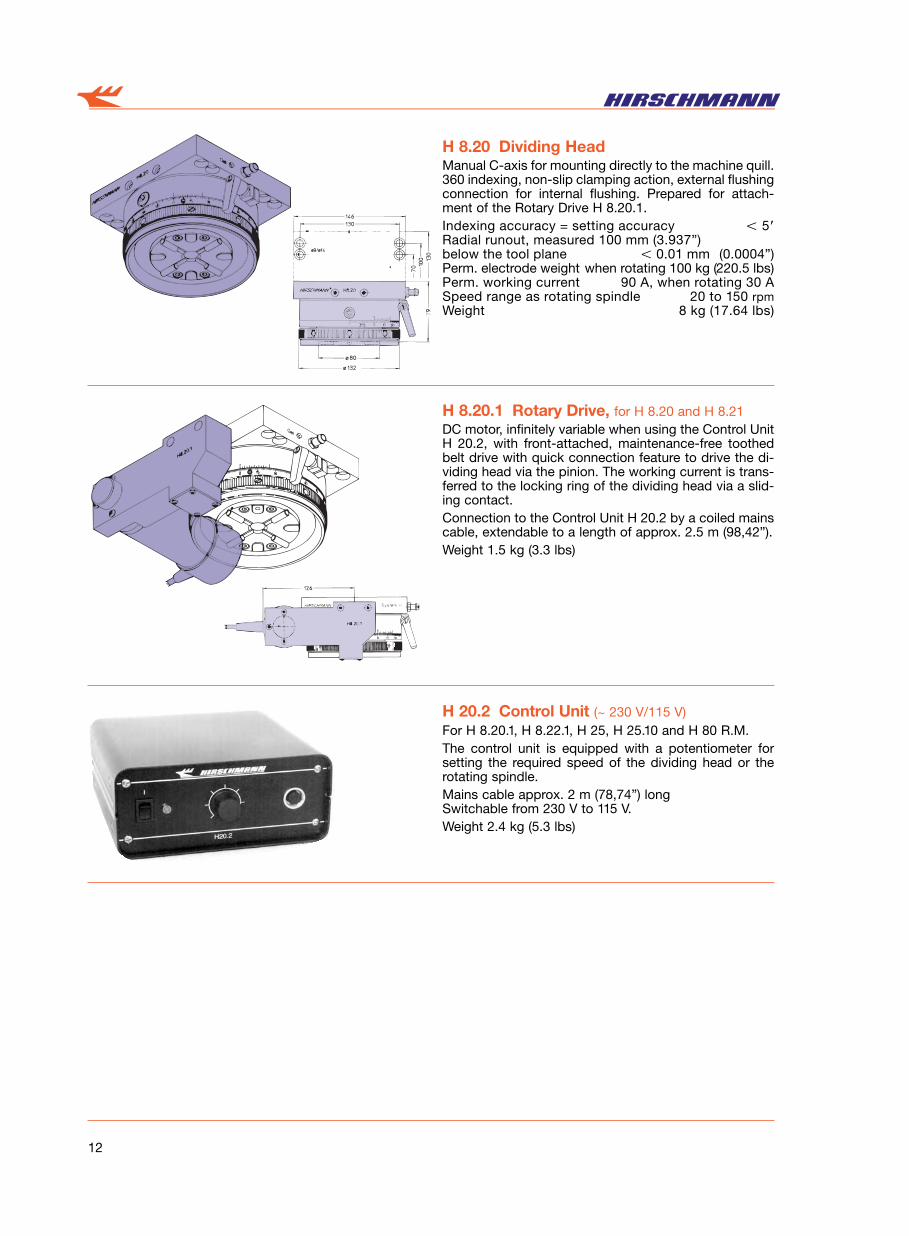
H 8.20 Dividing HeadManual C-axis for mounting directly to the machine quill.360 indexing, non-slip clamping action, external flushingconnection for internal flushing. Prepared for attach-ment of the Rotary Drive H 8.20.1.Indexing accuracy = setting accuracy l 5(Radial runout, measured 100 mm (3.937”) 0below the tool plane l 0.01 mm (0.0004”)Perm. electrode weight when rotating 100 kg (220.5 lbs)Perm. working current 90 A, when rotating 30 ASpeed range as rotating spindle 20 to 150 rpmWeight 8 kg (17.64 lbs)
H 8.20.1 Rotary Drive, for H 8.20 and H 8.21DC motor, infinitely variable when using the Control UnitH 20.2, with front-attached, maintenance-free toothedbelt drive with quick connection feature to drive the di-viding head via the pinion. The working current is trans-ferred to the locking ring of the dividing head via a slid-ing contact.Connection to the Control Unit H 20.2 by a coiled mainscable, extendable to a length of approx. 2.5 m (98,42”).Weight 1.5 kg (3.3 lbs)
H 20.2 Control Unit (~ 230 V/115 V)For H 8.20.1, H 8.22.1, H 25, H 25.10 and H 80 R.M.The control unit is equipped with a potentiometer forsetting the required speed of the dividing head or therotating spindle.Mains cable approx. 2 m (78,74”) long Switchable from 230 V to 115 V.Weight 2.4 kg (5.3 lbs)
13
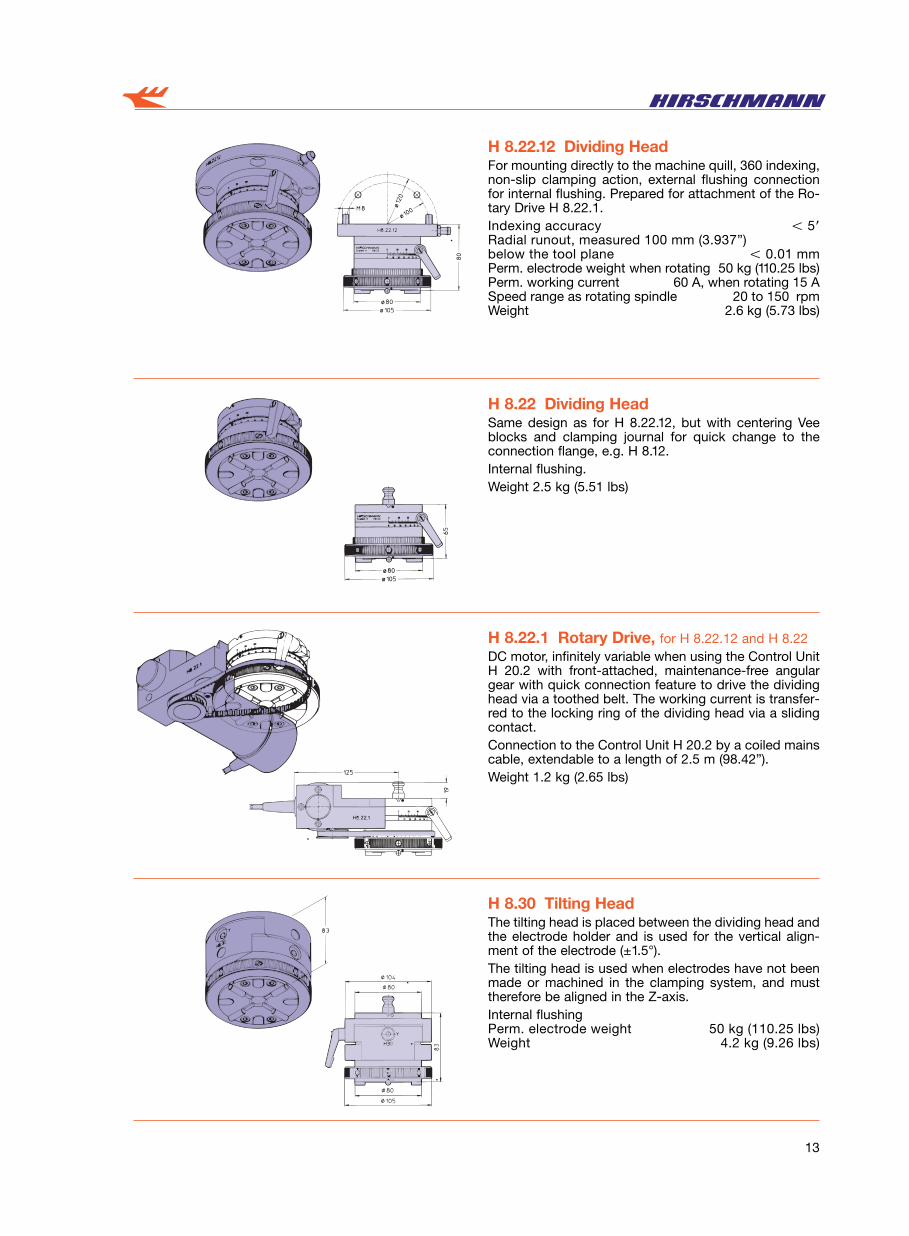
H 8.22.12 Dividing HeadFor mounting directly to the machine quill, 360 indexing,non-slip clamping action, external flushing connectionfor internal flushing. Prepared for attachment of the Ro-tary Drive H 8.22.1.Indexing accuracy l 5(Radial runout, measured 100 mm (3.937”) 0below the tool plane l 0.01 mmPerm. electrode weight when rotating 50 kg (110.25 lbs)Perm. working current 60 A, when rotating 15 ASpeed range as rotating spindle 20 to 150 rpmWeight 2.6 kg (5.73 lbs)
H 8.22 Dividing HeadSame design as for H 8.22.12, but with centering Veeblocks and clamping journal for quick change to theconnection flange, e.g. H 8.12.Internal flushing.Weight 2.5 kg (5.51 lbs)
H 8.22.1 Rotary Drive, for H 8.22.12 and H 8.22DC motor, infinitely variable when using the Control UnitH 20.2 with front-attached, maintenance-free angulargear with quick connection feature to drive the dividinghead via a toothed belt. The working current is transfer-red to the locking ring of the dividing head via a slidingcontact.Connection to the Control Unit H 20.2 by a coiled mainscable, extendable to a length of 2.5 m (98.42”).Weight 1.2 kg (2.65 lbs)
H 8.30 Tilting HeadThe tilting head is placed between the dividing head andthe electrode holder and is used for the vertical align-ment of the electrode (±1.5°).The tilting head is used when electrodes have not beenmade or machined in the clamping system, and musttherefore be aligned in the Z-axis.Internal flushingPerm. electrode weight 50 kg (110.25 lbs)Weight 4.2 kg (9.26 lbs)
14
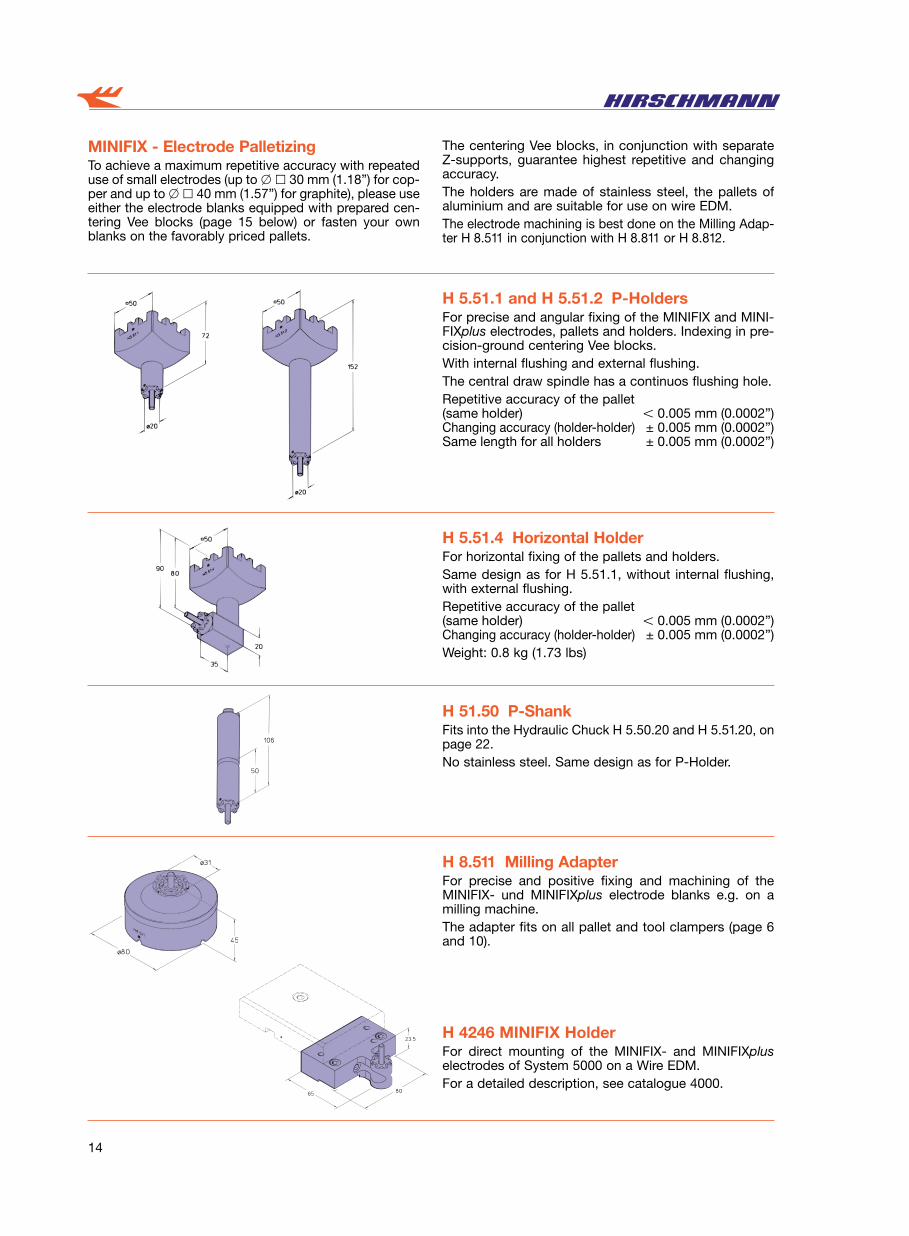
The centering Vee blocks, in conjunction with separateZ-supports, guarantee highest repetitive and changingaccuracy.The holders are made of stainless steel, the pallets ofaluminium and are suitable for use on wire EDM.The electrode machining is best done on the Milling Adap-ter H 8.511 in conjunction with H 8.811 or H 8.812.
H 5.51.1 and H 5.51.2 P-HoldersFor precise and angular fixing of the MINIFIX and MINI-FIXplus electrodes, pallets and holders. Indexing in pre-cision-ground centering Vee blocks.With internal flushing and external flushing.The central draw spindle has a continuos flushing hole.Repetitive accuracy of the pallet (same holder) l 0.005 mm (0.0002”)Changing accuracy (holder-holder) ± 0.005 mm (0.0002”)Same length for all holders ± 0.005 mm (0.0002”)
H 5.51.4 Horizontal HolderFor horizontal fixing of the pallets and holders.Same design as for H 5.51.1, without internal flushing,with external flushing.Repetitive accuracy of the pallet (same holder) l 0.005 mm (0.0002”)Changing accuracy (holder-holder) ± 0.005 mm (0.0002”)Weight: 0.8 kg (1.73 lbs)
H 51.50 P-ShankFits into the Hydraulic Chuck H 5.50.20 and H 5.51.20, onpage 22.No stainless steel. Same design as for P-Holder.
H 8.511 Milling AdapterFor precise and positive fixing and machining of theMINIFIX- und MINIFIXplus electrode blanks e.g. on amilling machine.The adapter fits on all pallet and tool clampers (page 6and 10).
H 4246 MINIFIX HolderFor direct mounting of the MINIFIX- and MINIFIXpluselectrodes of System 5000 on a Wire EDM.For a detailed description, see catalogue 4000.
MINIFIX - Electrode PalletizingTo achieve a maximum repetitive accuracy with repeateduse of small electrodes (up to x l 30 mm (1.18”) for cop-per and up to x l 40 mm (1.57”) for graphite), please useeither the electrode blanks equipped with prepared cen-tering Vee blocks (page 15 below) or fasten your ownblanks on the favorably priced pallets.
15
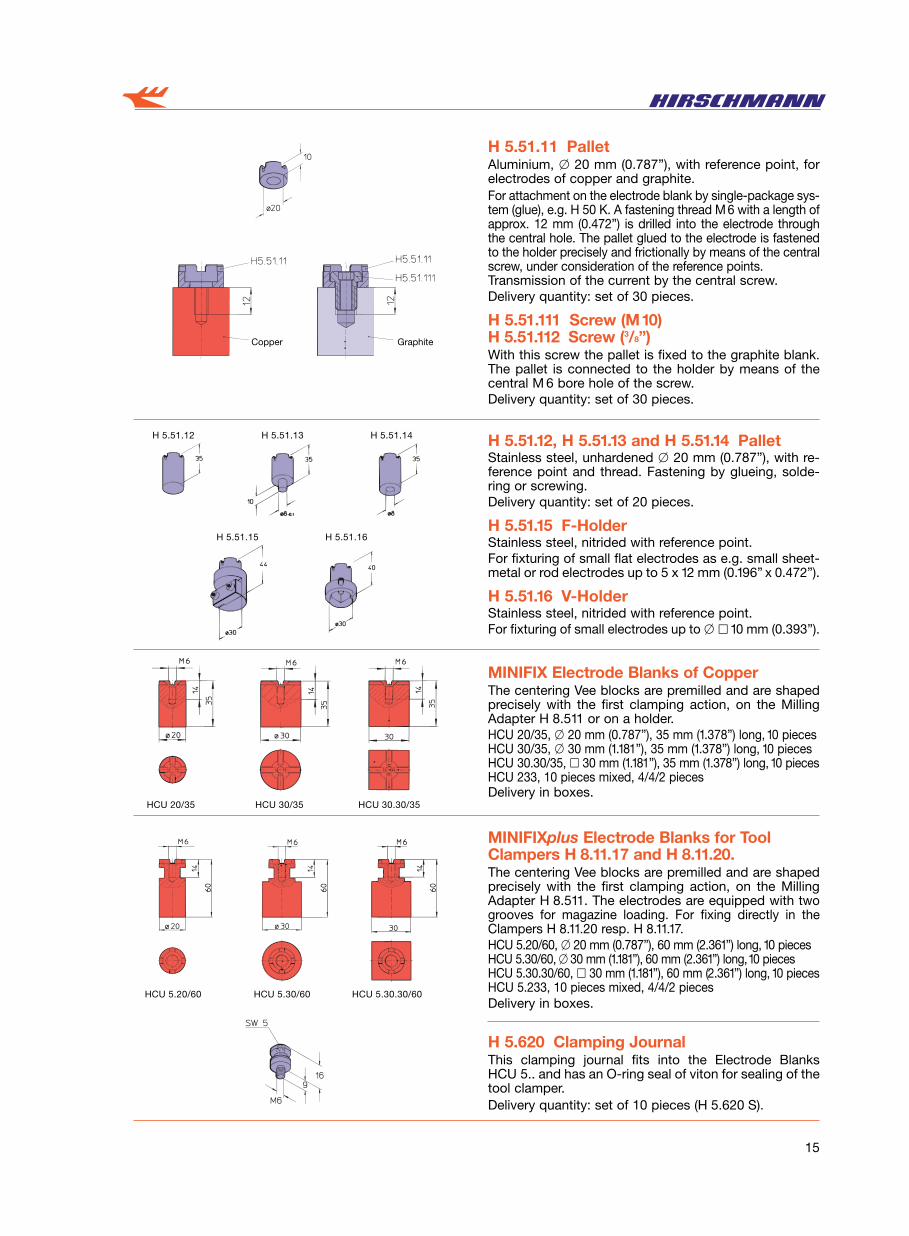
H 5.51.11 PalletAluminium, x 20 mm (0.787”), with reference point, forelectrodes of copper and graphite.For attachment on the electrode blank by single-package sys-tem (glue), e.g. H 50 K. A fastening thread M 6 with a length ofapprox. 12 mm (0.472”) is drilled into the electrode throughthe central hole. The pallet glued to the electrode is fastenedto the holder precisely and frictionally by means of the centralscrew, under consideration of the reference points.Transmission of the current by the central screw.Delivery quantity: set of 30 pieces.
H 5.51.111 Screw (M10)H 5.51.112 Screw (3/8”)With this screw the pallet is fixed to the graphite blank.The pallet is connected to the holder by means of thecentral M 6 bore hole of the screw.Delivery quantity: set of 30 pieces.
H 5.51.12, H 5.51.13 and H 5.51.14 PalletStainless steel, unhardened x 20 mm (0.787”), with re-ference point and thread. Fastening by glueing, solde-ring or screwing.Delivery quantity: set of 20 pieces.
H 5.51.15 F-HolderStainless steel, nitrided with reference point. For fixturing of small flat electrodes as e.g. small sheet-metal or rod electrodes up to 5 x 12 mm (0.196” x 0.472”).
H 5.51.16 V-HolderStainless steel, nitrided with reference point.For fixturing of small electrodes up to x l10 mm (0.393”).
MINIFIX Electrode Blanks of CopperThe centering Vee blocks are premilled and are shapedprecisely with the first clamping action, on the MillingAdapter H 8.511 or on a holder.HCU 20/35, x 20 mm (0.787”), 35 mm (1.378”) long,10 piecesHCU 30/35, x 30 mm (1.181”), 35 mm (1.378”) long, 10 piecesHCU 30.30/35, l 30 mm (1.181”), 35 mm (1.378”) long,10 piecesHCU 233, 10 pieces mixed, 4/4/2 piecesDelivery in boxes.
MINIFIXplus Electrode Blanks for ToolClampers H 8.11.17 and H 8.11.20.The centering Vee blocks are premilled and are shapedprecisely with the first clamping action, on the MillingAdapter H 8.511. The electrodes are equipped with twogrooves for magazine loading. For fixing directly in theClampers H 8.11.20 resp. H 8.11.17.HCU 5.20/60, x 20 mm (0.787”), 60 mm (2.361”) long,10 piecesHCU 5.30/60, x 30 mm (1.181”), 60 mm (2.361”) long,10 piecesHCU 5.30.30/60, l 30 mm (1.181”), 60 mm (2.361”) long,10 piecesHCU 5.233, 10 pieces mixed, 4/4/2 piecesDelivery in boxes.
H 5.620 Clamping JournalThis clamping journal fits into the Electrode BlanksHCU 5.. and has an O-ring seal of viton for sealing of thetool clamper. Delivery quantity: set of 10 pieces (H 5.620 S).
H 5.51.12 H 5.51.13 H 5.51.14
Graphite
HCU 20/35 HCU 30/35 HCU 30.30/35
HCU 5.20/60 HCU 5.30/60 HCU 5.30.30/60
Copper
H 5.51.15 H 5.51.16
16
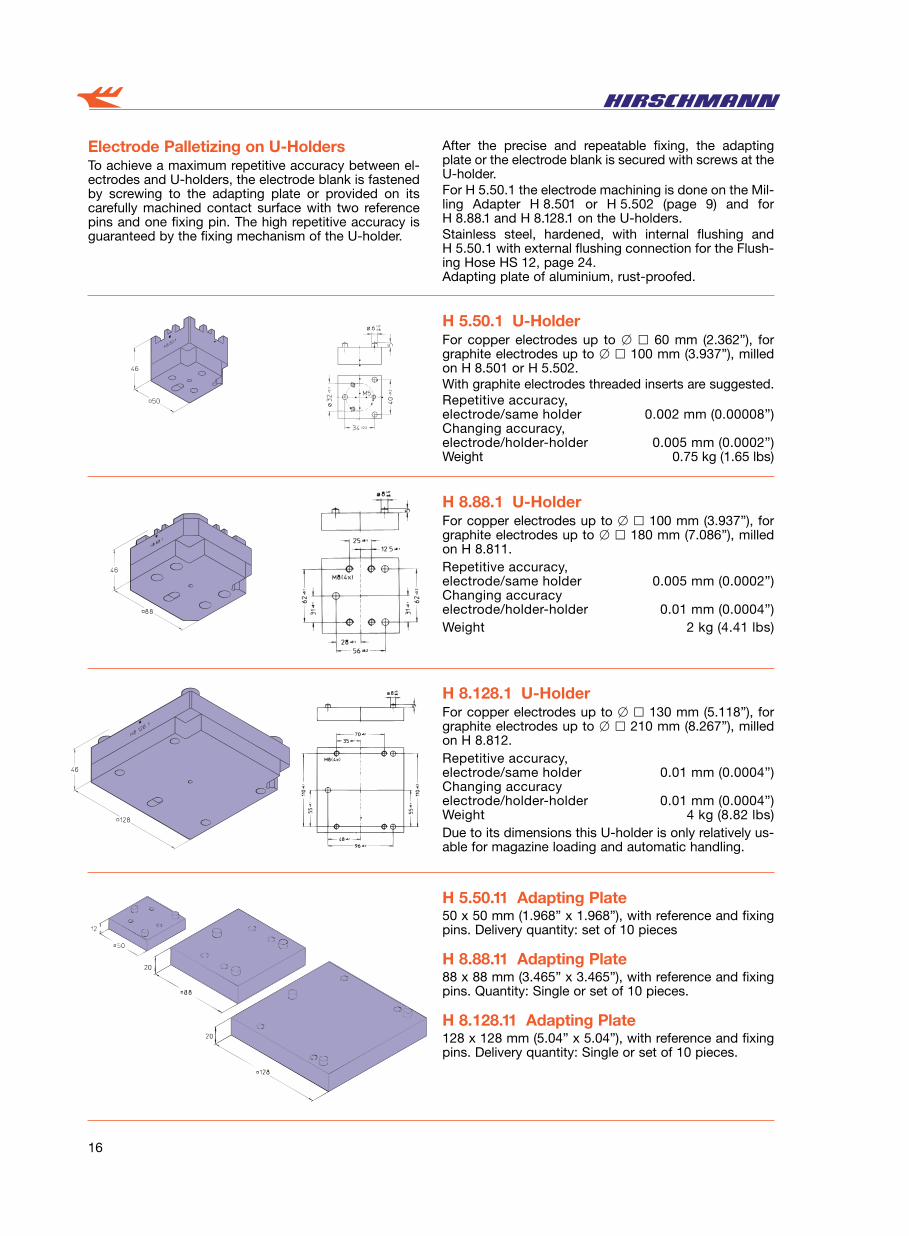
After the precise and repeatable fixing, the adaptingplate or the electrode blank is secured with screws at theU-holder.For H 5.50.1 the electrode machining is done on the Mil-ling Adapter H 8.501 or H 5.502 (page 9) and forH 8.88.1 and H 8.128.1 on the U-holders.Stainless steel, hardened, with internal flushing andH 5.50.1 with external flushing connection for the Flush-ing Hose HS 12, page 24.Adapting plate of aluminium, rust-proofed.
H 5.50.1 U-HolderFor copper electrodes up to x l 60 mm (2.362”), forgraphite electrodes up to x l 100 mm (3.937”), milledon H 8.501 or H 5.502.With graphite electrodes threaded inserts are suggested.Repetitive accuracy, 0electrode/same holder 0.002 mm (0.00008”)Changing accuracy, 0electrode/holder-holder 0.005 mm (0.0002”)Weight 0.75 kg (1.65 lbs)
H 8.88.1 U-HolderFor copper electrodes up to x l 100 mm (3.937”), forgraphite electrodes up to x l 180 mm (7.086”), milledon H 8.811.Repetitive accuracy, 0electrode/same holder 0.005 mm (0.0002”)Changing accuracy 0electrode/holder-holder 0.01 mm (0.0004”)Weight 2 kg (4.41 lbs)
H 8.128.1 U-HolderFor copper electrodes up to x l 130 mm (5.118”), forgraphite electrodes up to x l 210 mm (8.267”), milledon H 8.812.Repetitive accuracy, 0electrode/same holder 0.01 mm (0.0004”)Changing accuracy 0electrode/holder-holder 0.01 mm (0.0004”)Weight 4 kg (8.82 lbs)Due to its dimensions this U-holder is only relatively us-able for magazine loading and automatic handling.
H 5.50.11 Adapting Plate50 x 50 mm (1.968” x 1.968”), with reference and fixingpins. Delivery quantity: set of 10 pieces
H 8.88.11 Adapting Plate88 x 88 mm (3.465” x 3.465”), with reference and fixingpins. Quantity: Single or set of 10 pieces.
H 8.128.11 Adapting Plate128 x 128 mm (5.04” x 5.04”), with reference and fixingpins. Delivery quantity: Single or set of 10 pieces.
Electrode Palletizing on U-HoldersTo achieve a maximum repetitive accuracy between el-ectrodes and U-holders, the electrode blank is fastenedby screwing to the adapting plate or provided on itscarefully machined contact surface with two referencepins and one fixing pin. The high repetitive accuracy isguaranteed by the fixing mechanism of the U-holder.
17
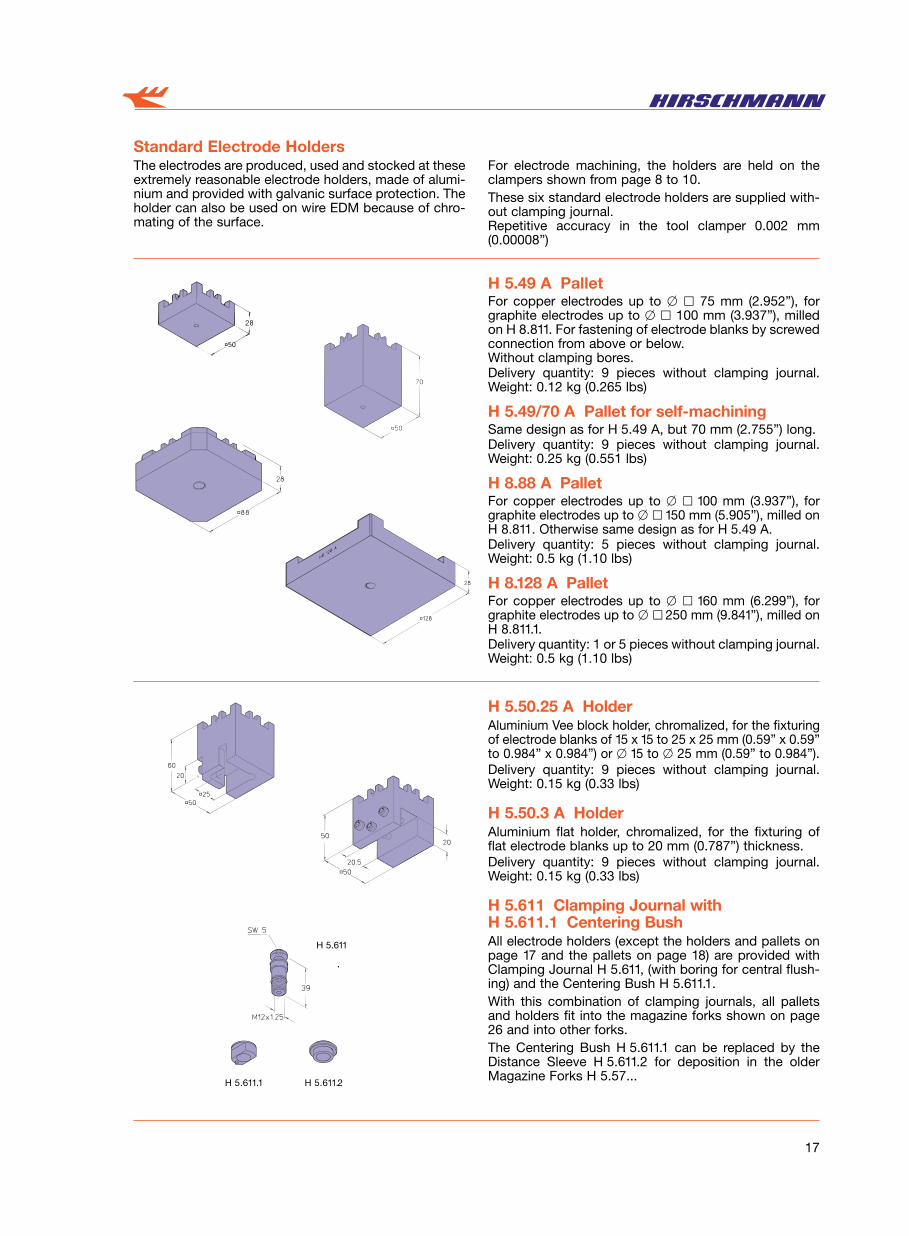
For electrode machining, the holders are held on theclampers shown from page 8 to 10.These six standard electrode holders are supplied with-out clamping journal.Repetitive accuracy in the tool clamper 0.002 mm(0.00008”)
H 5.49 A PalletFor copper electrodes up to x l 75 mm (2.952”), forgraphite electrodes up to x l 100 mm (3.937”), milledon H 8.811. For fastening of electrode blanks by screwedconnection from above or below. Without clamping bores.Delivery quantity: 9 pieces without clamping journal.Weight: 0.12 kg (0.265 lbs)
H 5.49/70 A Pallet for self-machiningSame design as for H 5.49 A, but 70 mm (2.755”) long.Delivery quantity: 9 pieces without clamping journal.Weight: 0.25 kg (0.551 lbs)
H 8.88 A PalletFor copper electrodes up to x l 100 mm (3.937”), forgraphite electrodes up to x l 150 mm (5.905”), milled onH 8.811. Otherwise same design as for H 5.49 A.Delivery quantity: 5 pieces without clamping journal.Weight: 0.5 kg (1.10 lbs)
H 8.128 A PalletFor copper electrodes up to x l 160 mm (6.299”), forgraphite electrodes up to x l 250 mm (9.841”), milled onH 8.811.1. Delivery quantity: 1 or 5 pieces without clamping journal.Weight: 0.5 kg (1.10 lbs)
H 5.50.25 A HolderAluminium Vee block holder, chromalized, for the fixturingof electrode blanks of 15 x 15 to 25 x 25 mm (0.59” x 0.59”to 0.984” x 0.984”) or x 15 to x 25 mm (0.59” to 0.984”).Delivery quantity: 9 pieces without clamping journal.Weight: 0.15 kg (0.33 lbs)
H 5.50.3 A HolderAluminium flat holder, chromalized, for the fixturing offlat electrode blanks up to 20 mm (0.787”) thickness.Delivery quantity: 9 pieces without clamping journal.Weight: 0.15 kg (0.33 lbs)
H 5.611 Clamping Journal with H 5.611.1 Centering BushAll electrode holders (except the holders and pallets onpage 17 and the pallets on page 18) are provided withClamping Journal H 5.611, (with boring for central flush-ing) and the Centering Bush H 5.611.1.With this combination of clamping journals, all palletsand holders fit into the magazine forks shown on page26 and into other forks.The Centering Bush H 5.611.1 can be replaced by theDistance Sleeve H 5.611.2 for deposition in the olderMagazine Forks H 5.57...
Standard Electrode HoldersThe electrodes are produced, used and stocked at theseextremely reasonable electrode holders, made of alumi-nium and provided with galvanic surface protection. Theholder can also be used on wire EDM because of chro-mating of the surface.
H 5.611
H 5.611.1 H 5.611.2
18
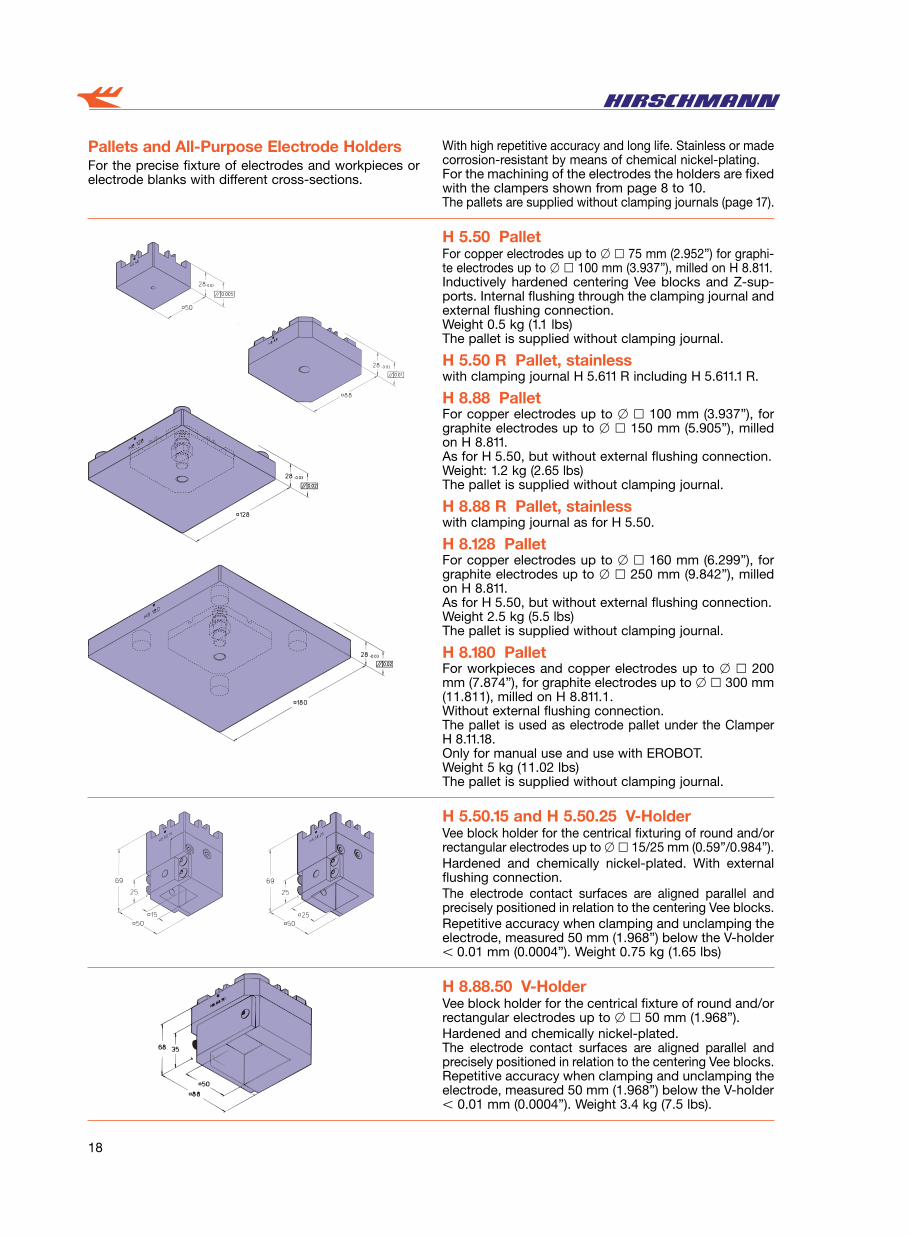
With high repetitive accuracy and long life. Stainless or madecorrosion-resistant by means of chemical nickel-plating.For the machining of the electrodes the holders are fixedwith the clampers shown from page 8 to 10.The pallets are supplied without clamping journals (page 17).
H 5.50 PalletFor copper electrodes up to x l 75 mm (2.952”) for graphi-te electrodes up to x l 100 mm (3.937”), milled on H 8.811.Inductively hardened centering Vee blocks and Z-sup-ports. Internal flushing through the clamping journal andexternal flushing connection.Weight 0.5 kg (1.1 lbs)The pallet is supplied without clamping journal.
H 5.50 R Pallet, stainlesswith clamping journal H 5.611 R including H 5.611.1 R.
H 8.88 PalletFor copper electrodes up to x l 100 mm (3.937”), forgraphite electrodes up to x l 150 mm (5.905”), milledon H 8.811.As for H 5.50, but without external flushing connection.Weight: 1.2 kg (2.65 lbs)The pallet is supplied without clamping journal.
H 8.88 R Pallet, stainlesswith clamping journal as for H 5.50.
H 8.128 PalletFor copper electrodes up to x l 160 mm (6.299”), forgraphite electrodes up to x l 250 mm (9.842”), milledon H 8.811.As for H 5.50, but without external flushing connection.Weight 2.5 kg (5.5 lbs)The pallet is supplied without clamping journal.
H 8.180 PalletFor workpieces and copper electrodes up to x l 200mm (7.874”), for graphite electrodes up to x l 300 mm(11.811), milled on H 8.811.1.Without external flushing connection.The pallet is used as electrode pallet under the ClamperH 8.11.18.Only for manual use and use with EROBOT.Weight 5 kg (11.02 lbs)The pallet is supplied without clamping journal.
H 5.50.15 and H 5.50.25 V-HolderVee block holder for the centrical fixturing of round and/orrectangular electrodes up to x l 15/25 mm (0.59”/0.984”).Hardened and chemically nickel-plated. With externalflushing connection.The electrode contact surfaces are aligned parallel andprecisely positioned in relation to the centering Vee blocks.Repetitive accuracy when clamping and unclamping theelectrode, measured 50 mm (1.968”) below the V-holderl 0.01 mm (0.0004”). Weight 0.75 kg (1.65 lbs)
H 8.88.50 V-HolderVee block holder for the centrical fixture of round and/orrectangular electrodes up to x l 50 mm (1.968”). Hardened and chemically nickel-plated. The electrode contact surfaces are aligned parallel andprecisely positioned in relation to the centering Vee blocks.Repetitive accuracy when clamping and unclamping theelectrode, measured 50 mm (1.968”) below the V-holderl 0.01 mm (0.0004”). Weight 3.4 kg (7.5 lbs).
Pallets and All-Purpose Electrode HoldersFor the precise fixture of electrodes and workpieces orelectrode blanks with different cross-sections.
19
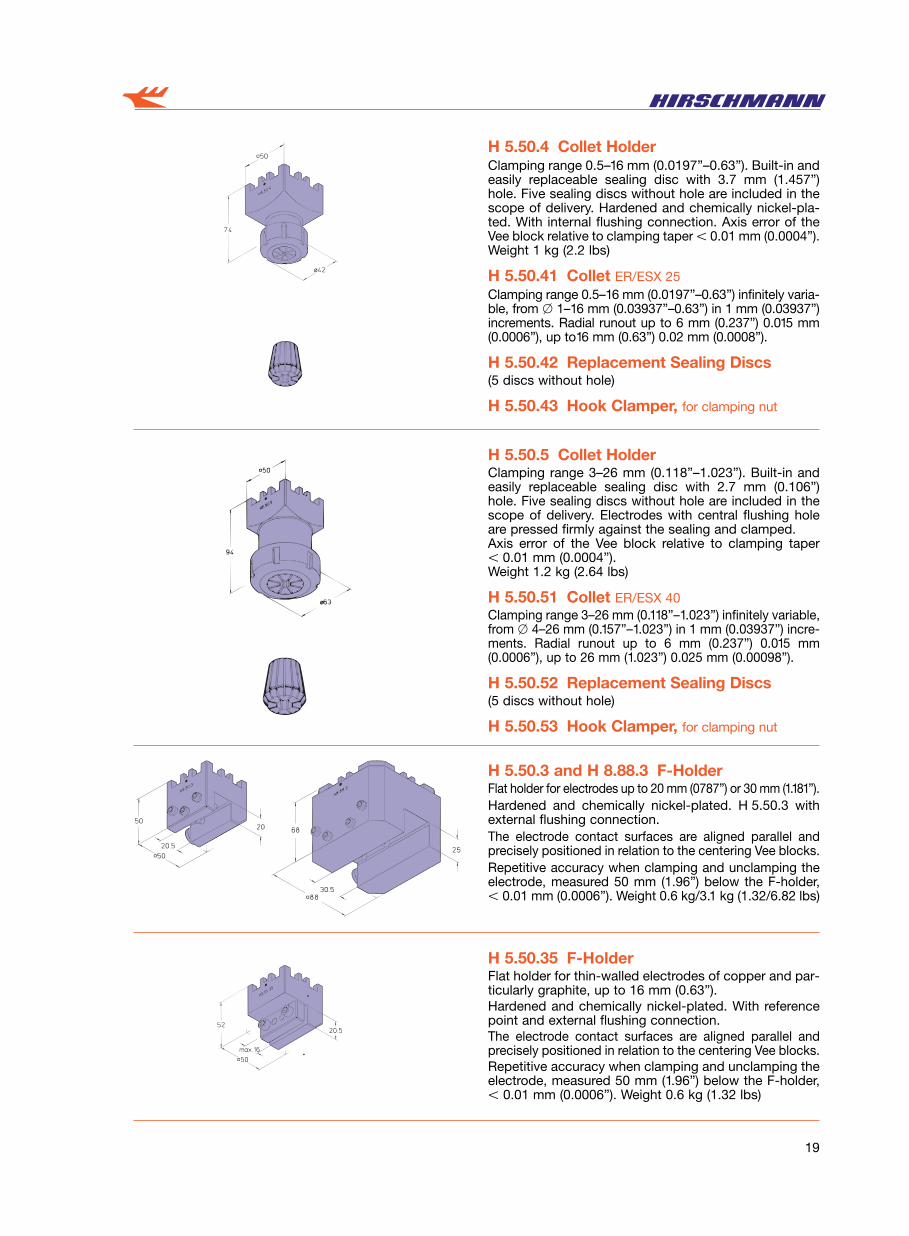
H 5.50.4 Collet HolderClamping range 0.5–16 mm (0.0197”–0.63”). Built-in andeasily replaceable sealing disc with 3.7 mm (1.457”)hole. Five sealing discs without hole are included in thescope of delivery. Hardened and chemically nickel-pla-ted. With internal flushing connection. Axis error of theVee block relative to clamping taper l 0.01 mm (0.0004”).Weight 1 kg (2.2 lbs)
H 5.50.41 Collet ER/ESX 25Clamping range 0.5–16 mm (0.0197”–0.63”) infinitely varia-ble, from x 1–16 mm (0.03937”–0.63”) in 1 mm (0.03937”)increments. Radial runout up to 6 mm (0.237”) 0.015 mm(0.0006”), up to16 mm (0.63”) 0.02 mm (0.0008”).
H 5.50.42 Replacement Sealing Discs(5 discs without hole)
H 5.50.43 Hook Clamper, for clamping nut
H 5.50.5 Collet HolderClamping range 3–26 mm (0.118”–1.023”). Built-in andeasily replaceable sealing disc with 2.7 mm (0.106”)hole. Five sealing discs without hole are included in thescope of delivery. Electrodes with central flushing holeare pressed firmly against the sealing and clamped.Axis error of the Vee block relative to clamping taperl 0.01 mm (0.0004”).Weight 1.2 kg (2.64 lbs)
H 5.50.51 Collet ER/ESX 40Clamping range 3–26 mm (0.118”–1.023”) infinitely variable,from x 4–26 mm (0.157”–1.023”) in 1 mm (0.03937”) incre-ments. Radial runout up to 6 mm (0.237”) 0.015 mm(0.0006”), up to 26 mm (1.023”) 0.025 mm (0.00098”).
H 5.50.52 Replacement Sealing Discs(5 discs without hole)
H 5.50.53 Hook Clamper, for clamping nut
H 5.50.3 and H 8.88.3 F-HolderFlat holder for electrodes up to 20 mm (0787”) or 30 mm (1.181”).Hardened and chemically nickel-plated. H 5.50.3 withexternal flushing connection.The electrode contact surfaces are aligned parallel andprecisely positioned in relation to the centering Vee blocks.Repetitive accuracy when clamping and unclamping theelectrode, measured 50 mm (1.96”) below the F-holder,l 0.01 mm (0.0006”). Weight 0.6 kg/3.1 kg (1.32/6.82 lbs)
H 5.50.35 F-HolderFlat holder for thin-walled electrodes of copper and par-ticularly graphite, up to 16 mm (0.63”).Hardened and chemically nickel-plated. With referencepoint and external flushing connection.The electrode contact surfaces are aligned parallel andprecisely positioned in relation to the centering Vee blocks.Repetitive accuracy when clamping and unclamping theelectrode, measured 50 mm (1.96”) below the F-holder,l 0.01 mm (0.0006”). Weight 0.6 kg (1.32 lbs)
20
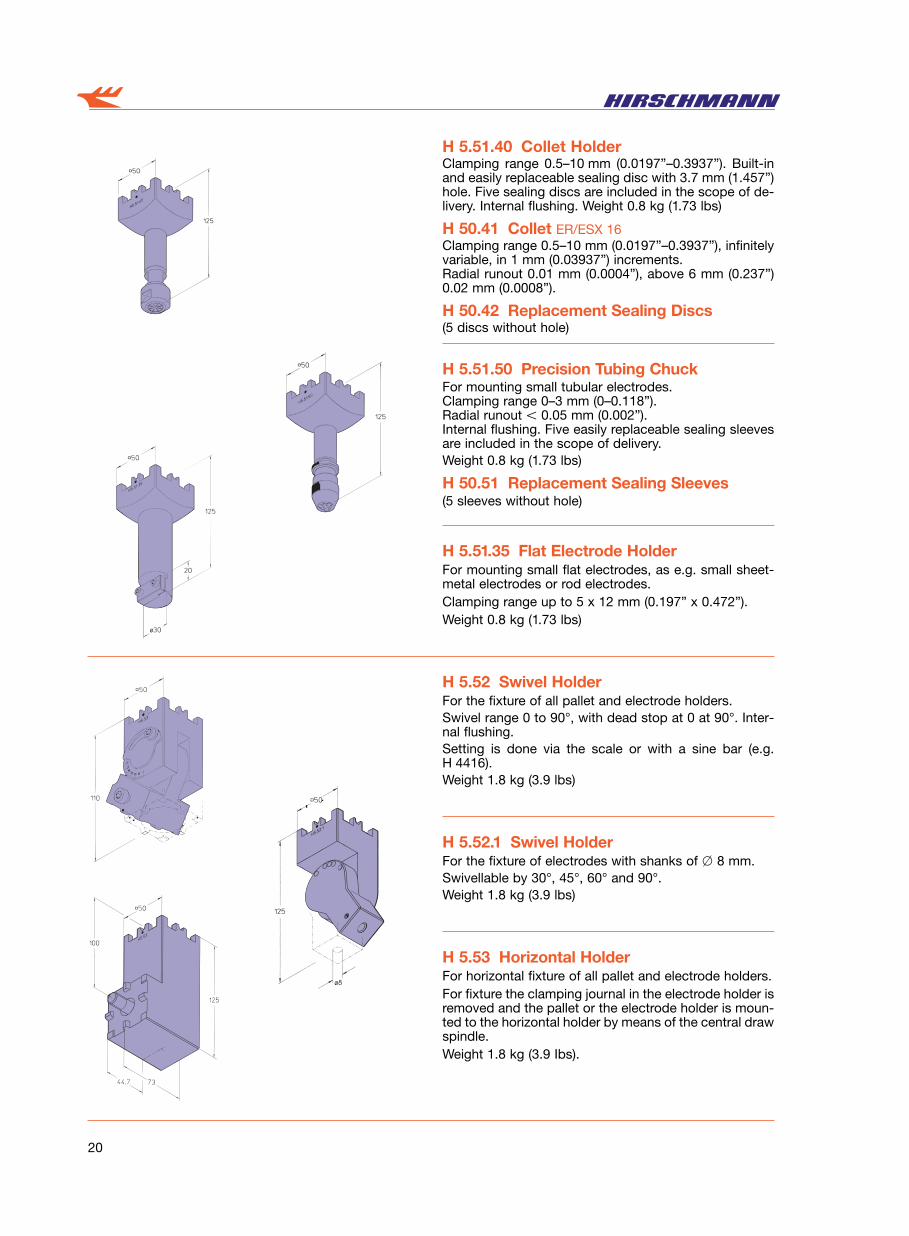
H 5.51.40 Collet HolderClamping range 0.5–10 mm (0.0197”–0.3937”). Built-inand easily replaceable sealing disc with 3.7 mm (1.457”)hole. Five sealing discs are included in the scope of de-livery. Internal flushing. Weight 0.8 kg (1.73 lbs)
H 50.41 Collet ER/ESX 16Clamping range 0.5–10 mm (0.0197”–0.3937”), infinitelyvariable, in 1 mm (0.03937”) increments.Radial runout 0.01 mm (0.0004”), above 6 mm (0.237”)0.02 mm (0.0008”).
H 50.42 Replacement Sealing Discs(5 discs without hole)
H 5.51.50 Precision Tubing ChuckFor mounting small tubular electrodes.Clamping range 0–3 mm (0–0.118”).Radial runout l 0.05 mm (0.002”).Internal flushing. Five easily replaceable sealing sleevesare included in the scope of delivery.Weight 0.8 kg (1.73 lbs)
H 50.51 Replacement Sealing Sleeves(5 sleeves without hole)
H 5.51.35 Flat Electrode HolderFor mounting small flat electrodes, as e.g. small sheet-metal electrodes or rod electrodes.Clamping range up to 5 x 12 mm (0.197” x 0.472”).Weight 0.8 kg (1.73 lbs)
H 5.52 Swivel HolderFor the fixture of all pallet and electrode holders.Swivel range 0 to 90°, with dead stop at 0 at 90°. Inter-nal flushing.Setting is done via the scale or with a sine bar (e.g.H 4416).Weight 1.8 kg (3.9 lbs)
H 5.52.1 Swivel HolderFor the fixture of electrodes with shanks of x 8 mm.Swivellable by 30°, 45°, 60° and 90°.Weight 1.8 kg (3.9 lbs)
H 5.53 Horizontal HolderFor horizontal fixture of all pallet and electrode holders.For fixture the clamping journal in the electrode holder isremoved and the pallet or the electrode holder is moun-ted to the horizontal holder by means of the central drawspindle.Weight 1.8 kg (3.9 Ibs).
21
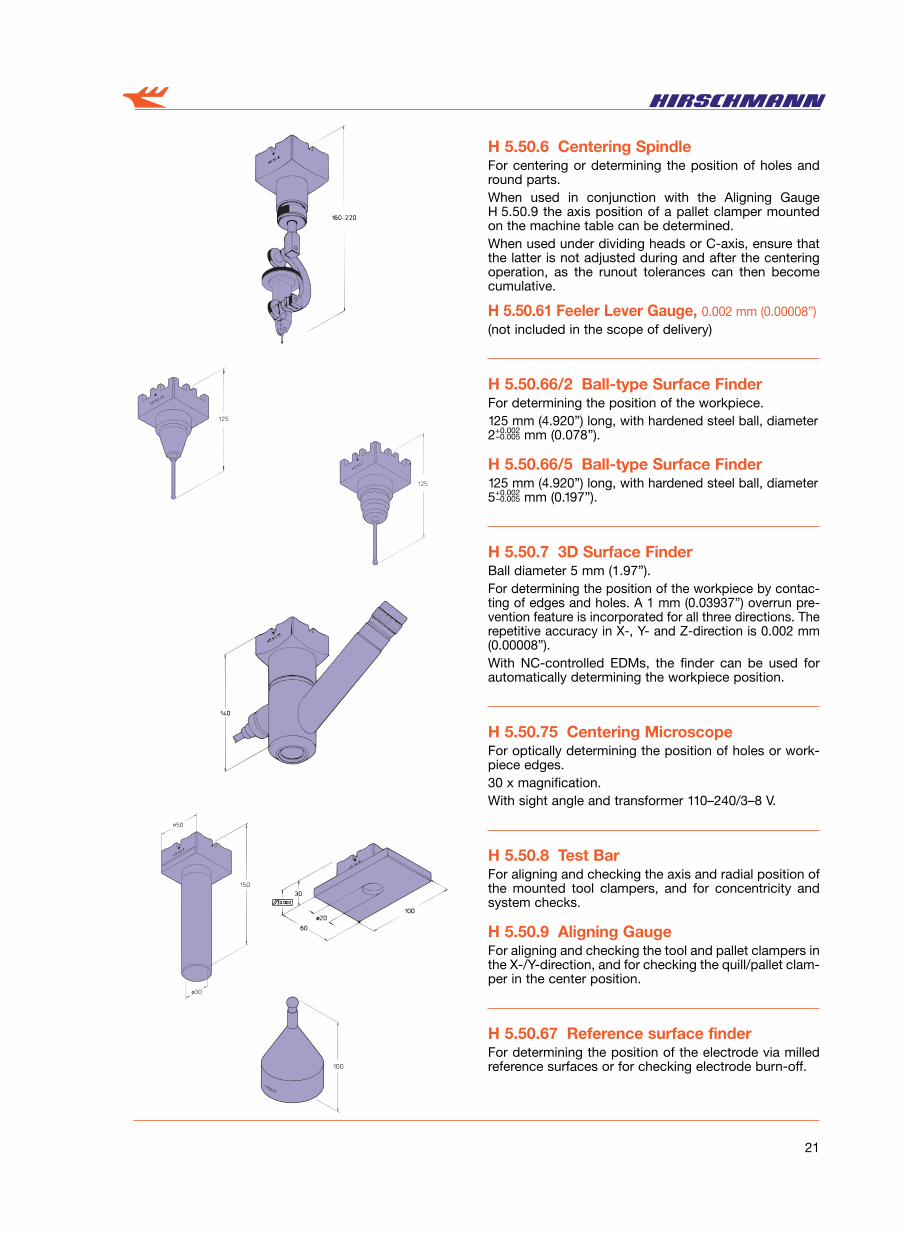
H 5.50.6 Centering SpindleFor centering or determining the position of holes andround parts.When used in conjunction with the Aligning GaugeH 5.50.9 the axis position of a pallet clamper mountedon the machine table can be determined.When used under dividing heads or C-axis, ensure thatthe latter is not adjusted during and after the centeringoperation, as the runout tolerances can then becomecumulative.
H 5.50.61 Feeler Lever Gauge, 0.002 mm (0.00008”)(not included in the scope of delivery)
H 5.50.66/2 Ball-type Surface FinderFor determining the position of the workpiece.125 mm (4.920”) long, with hardened steel ball, diameter2+0.0
–0.00205 mm (0.078”).
H 5.50.66/5 Ball-type Surface Finder125 mm (4.920”) long, with hardened steel ball, diameter5+0.0
–0.00205 mm (0.197”).
H 5.50.7 3D Surface FinderBall diameter 5 mm (1.97”).For determining the position of the workpiece by contac-ting of edges and holes. A 1 mm (0.03937”) overrun pre-vention feature is incorporated for all three directions. Therepetitive accuracy in X-, Y- and Z-direction is 0.002 mm(0.00008”).With NC-controlled EDMs, the finder can be used forautomatically determining the workpiece position.
H 5.50.75 Centering MicroscopeFor optically determining the position of holes or work-piece edges. 30 x magnification.With sight angle and transformer 110–240/3–8 V.
H 5.50.8 Test BarFor aligning and checking the axis and radial position ofthe mounted tool clampers, and for concentricity andsystem checks.
H 5.50.9 Aligning GaugeFor aligning and checking the tool and pallet clampers inthe X-/Y-direction, and for checking the quill/pallet clam-per in the center position.
H 5.50.67 Reference surface finderFor determining the position of the electrode via milledreference surfaces or for checking electrode burn-off.
22
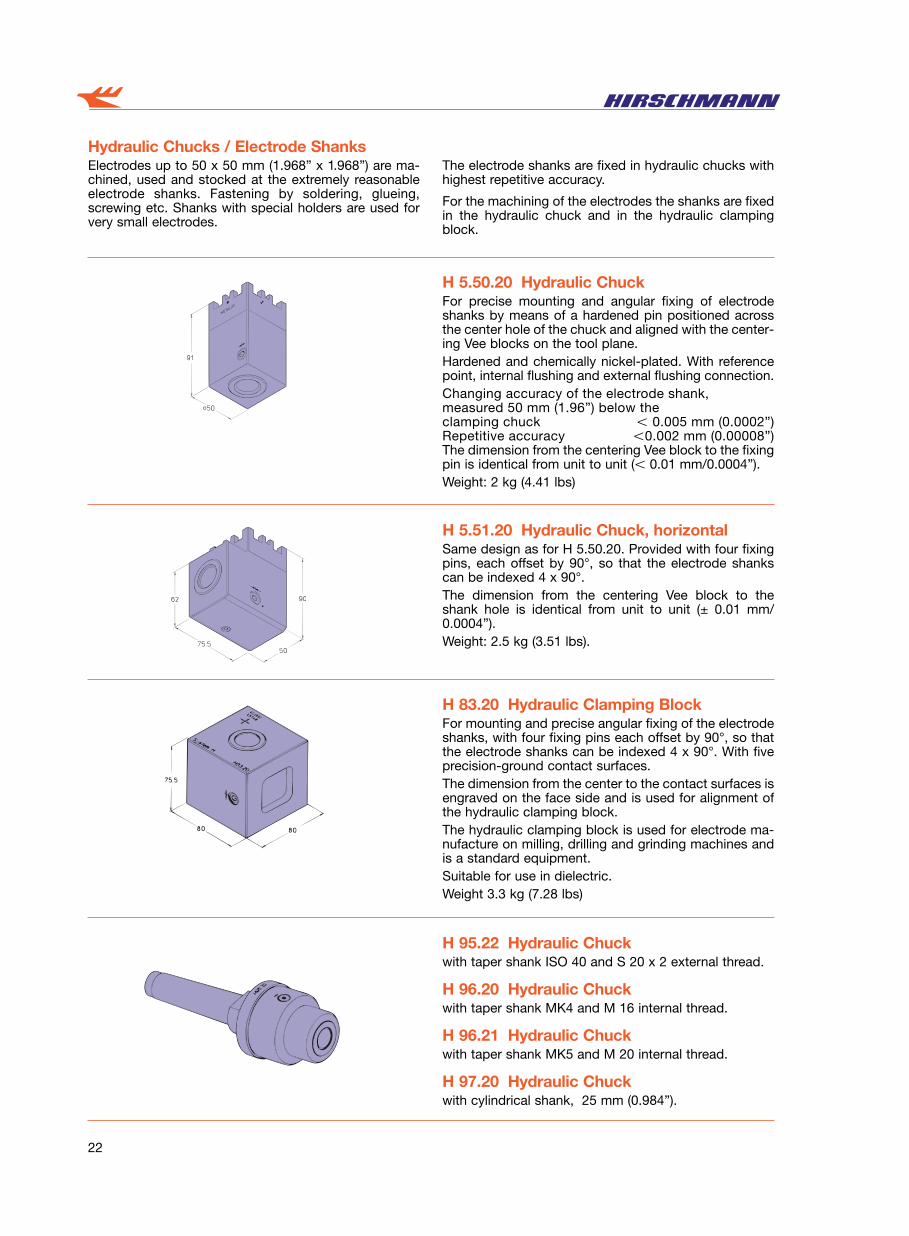
The electrode shanks are fixed in hydraulic chucks withhighest repetitive accuracy.
For the machining of the electrodes the shanks are fixedin the hydraulic chuck and in the hydraulic clampingblock.
H 5.50.20 Hydraulic ChuckFor precise mounting and angular fixing of electrodeshanks by means of a hardened pin positioned acrossthe center hole of the chuck and aligned with the center-ing Vee blocks on the tool plane. Hardened and chemically nickel-plated. With referencepoint, internal flushing and external flushing connection.Changing accuracy of the electrode shank, #measured 50 mm (1.96”) below the #clamping chuck l 0.005 mm (0.0002”)Repetitive accuracy l0.002 mm (0.00008”)The dimension from the centering Vee block to the fixingpin is identical from unit to unit (l 0.01 mm/0.0004”).Weight: 2 kg (4.41 lbs)
H 5.51.20 Hydraulic Chuck, horizontalSame design as for H 5.50.20. Provided with four fixingpins, each offset by 90°, so that the electrode shankscan be indexed 4 x 90°.The dimension from the centering Vee block to theshank hole is identical from unit to unit (± 0.01 mm/0.0004”).Weight: 2.5 kg (3.51 lbs).
H 83.20 Hydraulic Clamping BlockFor mounting and precise angular fixing of the electrodeshanks, with four fixing pins each offset by 90°, so thatthe electrode shanks can be indexed 4 x 90°. With fiveprecision-ground contact surfaces.The dimension from the center to the contact surfaces isengraved on the face side and is used for alignment ofthe hydraulic clamping block.The hydraulic clamping block is used for electrode ma-nufacture on milling, drilling and grinding machines andis a standard equipment.Suitable for use in dielectric.Weight 3.3 kg (7.28 lbs)
H 95.22 Hydraulic Chuckwith taper shank ISO 40 and S 20 x 2 external thread.
H 96.20 Hydraulic Chuckwith taper shank MK4 and M 16 internal thread.
H 96.21 Hydraulic Chuckwith taper shank MK5 and M 20 internal thread.
H 97.20 Hydraulic Chuckwith cylindrical shank, 25 mm (0.984”).
Hydraulic Chucks / Electrode ShanksElectrodes up to 50 x 50 mm (1.968” x 1.968”) are ma-chined, used and stocked at the extremely reasonableelectrode shanks. Fastening by soldering, glueing,screwing etc. Shanks with special holders are used forvery small electrodes.
23
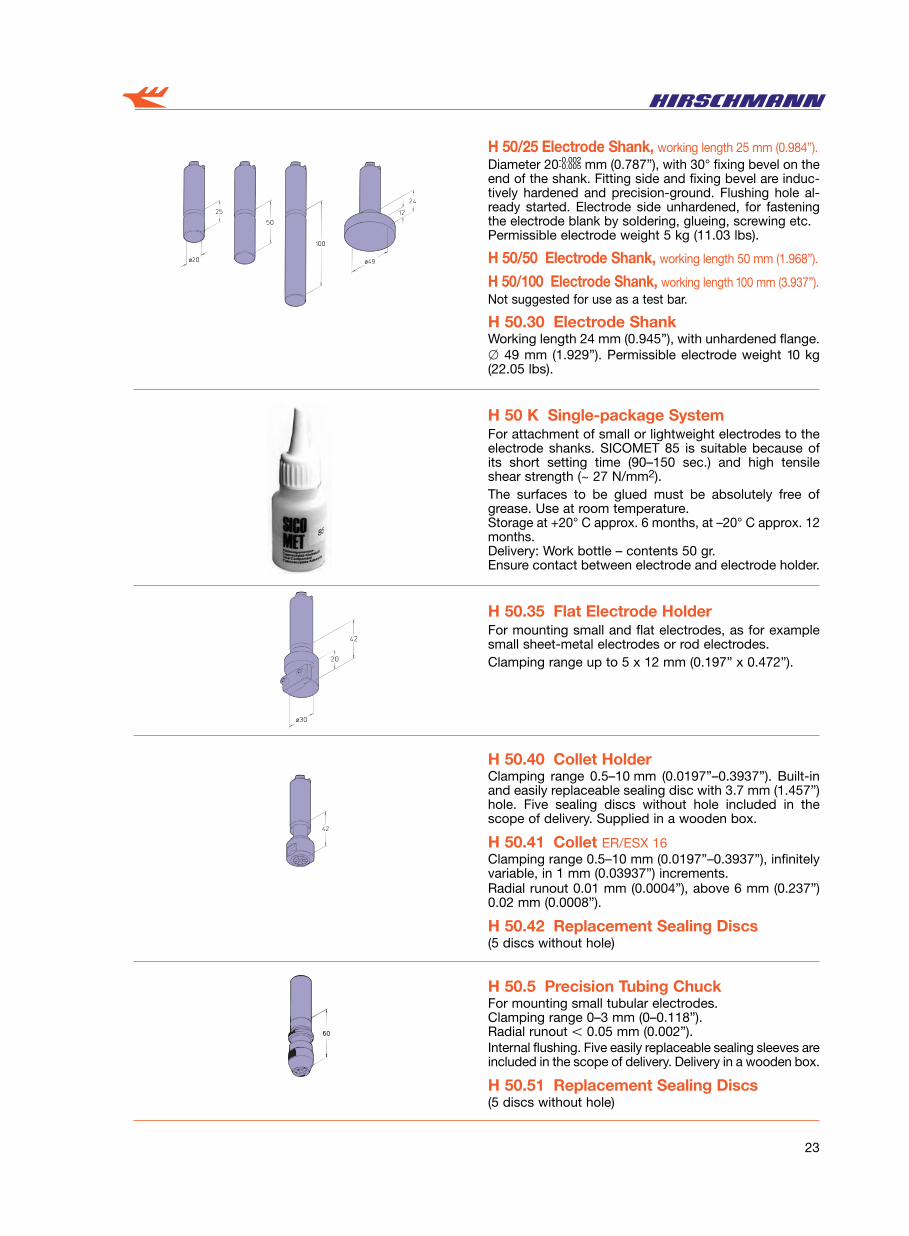
H 50/25 Electrode Shank, working length 25 mm (0.984”).Diameter 20-0.0
-0.00205 mm (0.787”), with 30° fixing bevel on the
end of the shank. Fitting side and fixing bevel are induc-tively hardened and precision-ground. Flushing hole al-ready started. Electrode side unhardened, for fasteningthe electrode blank by soldering, glueing, screwing etc.Permissible electrode weight 5 kg (11.03 lbs).
H 50/50 Electrode Shank, working length 50 mm (1.968”).
H 50/100 Electrode Shank, working length 100 mm (3.937”).Not suggested for use as a test bar.
H 50.30 Electrode ShankWorking length 24 mm (0.945”), with unhardened flange.x 49 mm (1.929”). Permissible electrode weight 10 kg(22.05 lbs).
H 50 K Single-package SystemFor attachment of small or lightweight electrodes to theelectrode shanks. SICOMET 85 is suitable because ofits short setting time (90–150 sec.) and high tensileshear strength (~ 27 N/mm2).The surfaces to be glued must be absolutely free ofgrease. Use at room temperature.Storage at +20° C approx. 6 months, at –20° C approx. 12months.Delivery: Work bottle – contents 50 gr.Ensure contact between electrode and electrode holder.
H 50.35 Flat Electrode HolderFor mounting small and flat electrodes, as for examplesmall sheet-metal electrodes or rod electrodes.Clamping range up to 5 x 12 mm (0.197” x 0.472”).
H 50.40 Collet HolderClamping range 0.5–10 mm (0.0197”–0.3937”). Built-inand easily replaceable sealing disc with 3.7 mm (1.457”)hole. Five sealing discs without hole included in thescope of delivery. Supplied in a wooden box.
H 50.41 Collet ER/ESX 16Clamping range 0.5–10 mm (0.0197”–0.3937”), infinitelyvariable, in 1 mm (0.03937”) increments.Radial runout 0.01 mm (0.0004”), above 6 mm (0.237”)0.02 mm (0.0008”).
H 50.42 Replacement Sealing Discs(5 discs without hole)
H 50.5 Precision Tubing ChuckFor mounting small tubular electrodes.Clamping range 0–3 mm (0–0.118”).Radial runout l 0.05 mm (0.002”).Internal flushing. Five easily replaceable sealing sleeves areincluded in the scope of delivery. Delivery in a wooden box.
H 50.51 Replacement Sealing Discs(5 discs without hole)
24
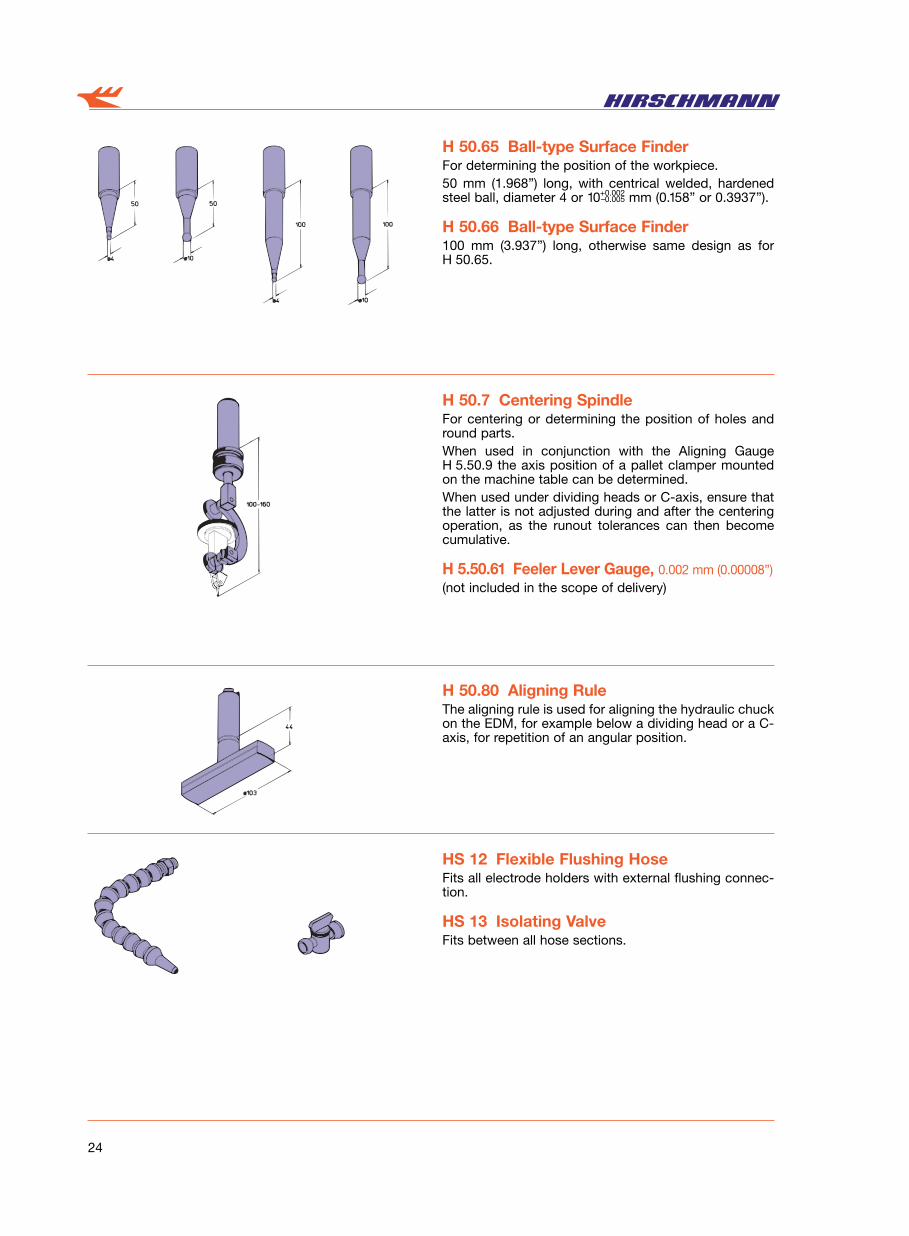
H 50.65 Ball-type Surface FinderFor determining the position of the workpiece.50 mm (1.968”) long, with centrical welded, hardenedsteel ball, diameter 4 or 10+0.0
–0.00205 mm (0.158” or 0.3937”).
H 50.66 Ball-type Surface Finder100 mm (3.937”) long, otherwise same design as forH 50.65.
H 50.7 Centering SpindleFor centering or determining the position of holes andround parts.When used in conjunction with the Aligning GaugeH 5.50.9 the axis position of a pallet clamper mountedon the machine table can be determined.When used under dividing heads or C-axis, ensure thatthe latter is not adjusted during and after the centeringoperation, as the runout tolerances can then becomecumulative.
H 5.50.61 Feeler Lever Gauge, 0.002 mm (0.00008”)(not included in the scope of delivery)
H 50.80 Aligning RuleThe aligning rule is used for aligning the hydraulic chuckon the EDM, for example below a dividing head or a C-axis, for repetition of an angular position.
HS 12 Flexible Flushing HoseFits all electrode holders with external flushing connec-tion.
HS 13 Isolating ValveFits between all hose sections.

25
26
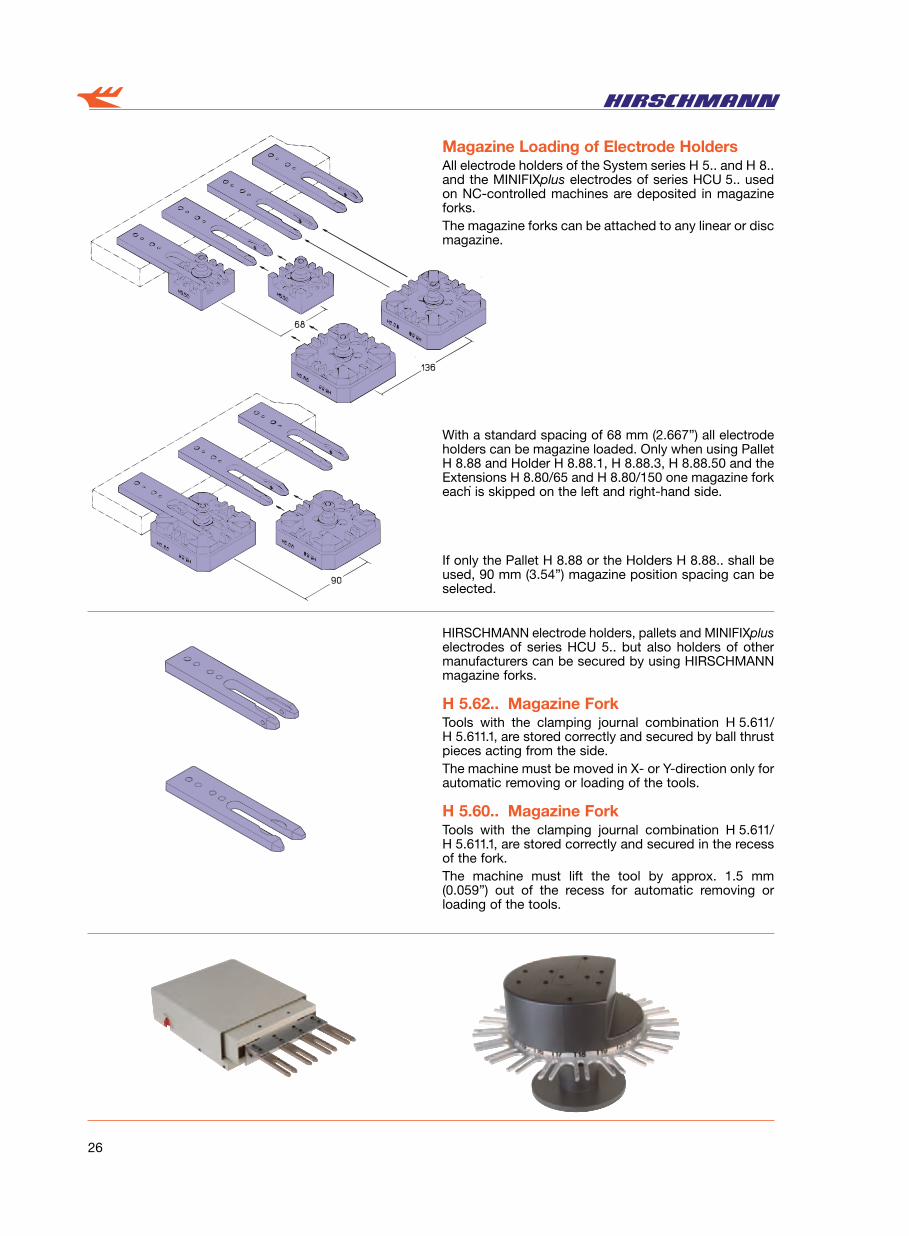
Magazine Loading of Electrode HoldersAll electrode holders of the System series H 5.. and H 8..and the MINIFIXplus electrodes of series HCU 5.. usedon NC-controlled machines are deposited in magazineforks.The magazine forks can be attached to any linear or discmagazine.
With a standard spacing of 68 mm (2.667”) all electrodeholders can be magazine loaded. Only when using PalletH 8.88 and Holder H 8.88.1, H 8.88.3, H 8.88.50 and theExtensions H 8.80/65 and H 8.80/150 one magazine forkeach is skipped on the left and right-hand side.
If only the Pallet H 8.88 or the Holders H 8.88.. shall beused, 90 mm (3.54”) magazine position spacing can beselected.
HIRSCHMANN electrode holders, pallets and MINIFIXpluselectrodes of series HCU 5.. but also holders of othermanufacturers can be secured by using HIRSCHMANNmagazine forks.
H 5.62.. Magazine ForkTools with the clamping journal combination H 5.611/H 5.611.1, are stored correctly and secured by ball thrustpieces acting from the side.The machine must be moved in X- or Y-direction only forautomatic removing or loading of the tools.
H 5.60.. Magazine ForkTools with the clamping journal combination H 5.611/H 5.611.1, are stored correctly and secured in the recessof the fork.The machine must lift the tool by approx. 1.5 mm(0.059”) out of the recess for automatic removing orloading of the tools.
27
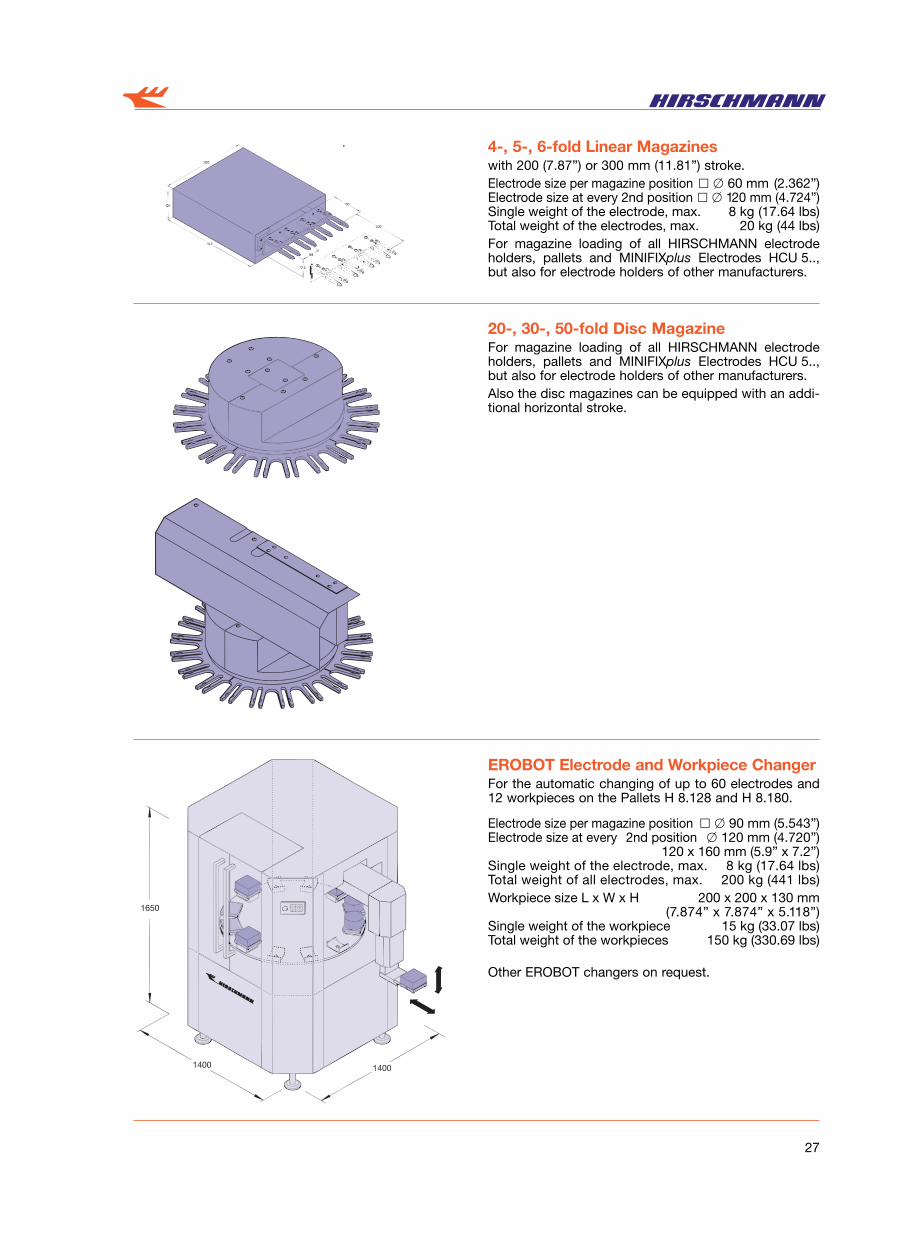
4-, 5-, 6-fold Linear Magazineswith 200 (7.87”) or 300 mm (11.81”) stroke.Electrode size per magazine position l x 60 mm (2.362”)Electrode size at every 2nd position l x 120 mm (4.724”)Single weight of the electrode, max. 8 kg (17.64 lbs)Total weight of the electrodes, max. 20 kg (44 lbs)For magazine loading of all HIRSCHMANN electrodeholders, pallets and MINIFIXplus Electrodes HCU 5..,but also for electrode holders of other manufacturers.
20-, 30-, 50-fold Disc MagazineFor magazine loading of all HIRSCHMANN electrodeholders, pallets and MINIFIXplus Electrodes HCU 5..,but also for electrode holders of other manufacturers.Also the disc magazines can be equipped with an addi-tional horizontal stroke.
EROBOT Electrode and Workpiece ChangerFor the automatic changing of up to 60 electrodes and12 workpieces on the Pallets H 8.128 and H 8.180.
Electrode size per magazine position l x 90 mm (5.543”)Electrode size at every 2nd position x 120 mm (4.720”)
120 x 160 mm (5.9” x 7.2”)Single weight of the electrode, max. 8 kg (17.64 lbs)Total weight of all electrodes, max. 200 kg (441 lbs)Workpiece size L x W x H 200 x 200 x 130 mm# (7.874” x 7.874” x 5.118”)Single weight of the workpiece 15 kg (33.07 lbs)Total weight of the workpieces 150 kg (330.69 lbs)
Other EROBOT changers on request.
28
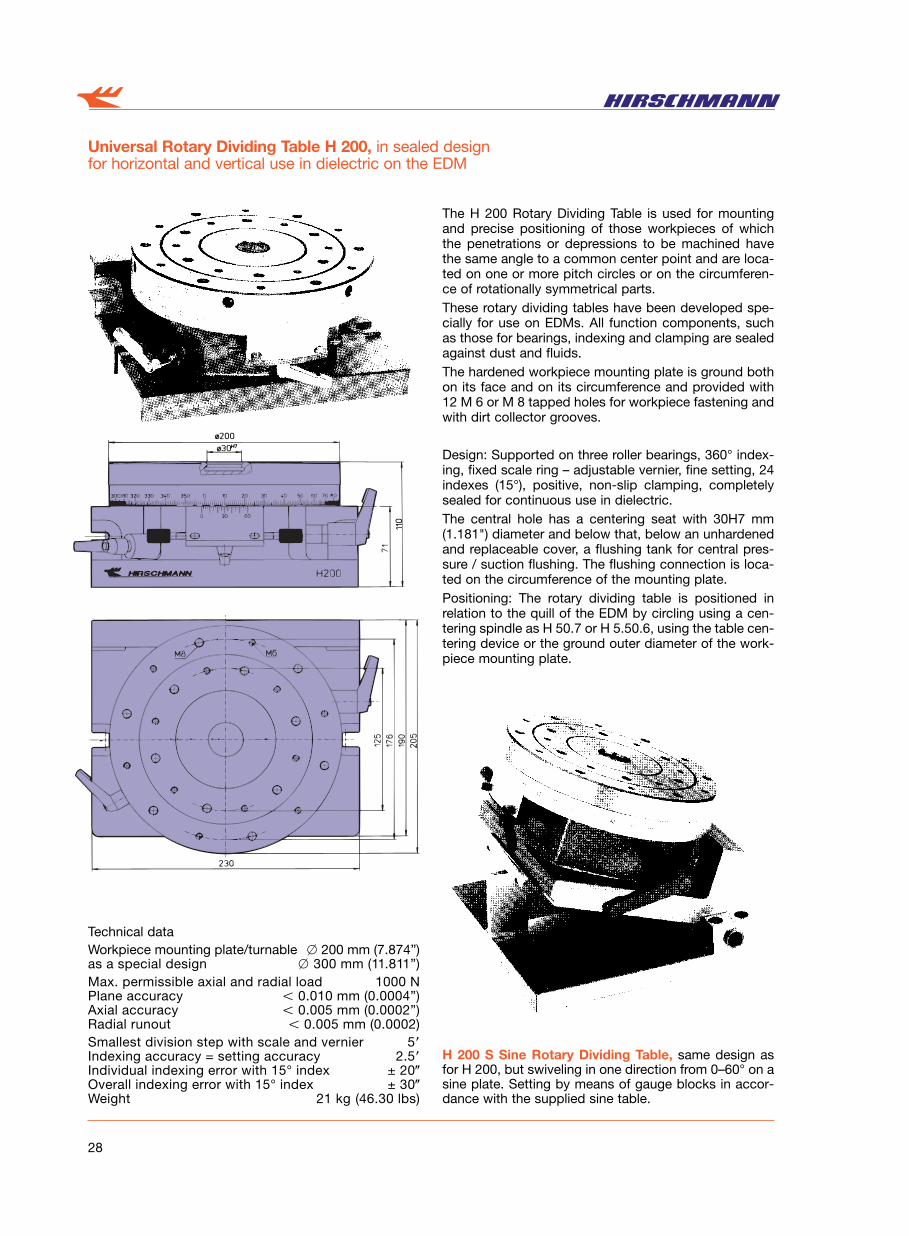
Universal Rotary Dividing Table H 200, in sealed design for horizontal and vertical use in dielectric on the EDM
Technical dataWorkpiece mounting plate/turnable x 200 mm (7.874”)as a special design x 300 mm (11.811”)Max. permissible axial and radial load 1000 NPlane accuracy l 0.010 mm (0.0004”)Axial accuracy l 0.005 mm (0.0002”)Radial runout l 0.005 mm (0.0002)Smallest division step with scale and vernier 5(Indexing accuracy = setting accuracy 2.5(Individual indexing error with 15° index ± 20)Overall indexing error with 15° index ± 30)Weight 21 kg (46.30 lbs)
The H 200 Rotary Dividing Table is used for mountingand precise positioning of those workpieces of whichthe penetrations or depressions to be machined havethe same angle to a common center point and are loca-ted on one or more pitch circles or on the circumferen-ce of rotationally symmetrical parts.These rotary dividing tables have been developed spe-cially for use on EDMs. All function components, suchas those for bearings, indexing and clamping are sealedagainst dust and fluids.The hardened workpiece mounting plate is ground bothon its face and on its circumference and provided with12 M 6 or M 8 tapped holes for workpiece fastening andwith dirt collector grooves.
Design: Supported on three roller bearings, 360° index-ing, fixed scale ring – adjustable vernier, fine setting, 24indexes (15°), positive, non-slip clamping, completelysealed for continuous use in dielectric.The central hole has a centering seat with 30H7 mm(1.181") diameter and below that, below an unhardenedand replaceable cover, a flushing tank for central pres-sure / suction flushing. The flushing connection is loca-ted on the circumference of the mounting plate.Positioning: The rotary dividing table is positioned inrelation to the quill of the EDM by circling using a cen-tering spindle as H 50.7 or H 5.50.6, using the table cen-tering device or the ground outer diameter of the work-piece mounting plate.
H 200 S Sine Rotary Dividing Table, same design asfor H 200, but swiveling in one direction from 0–60° on asine plate. Setting by means of gauge blocks in accor-dance with the supplied sine table.
29
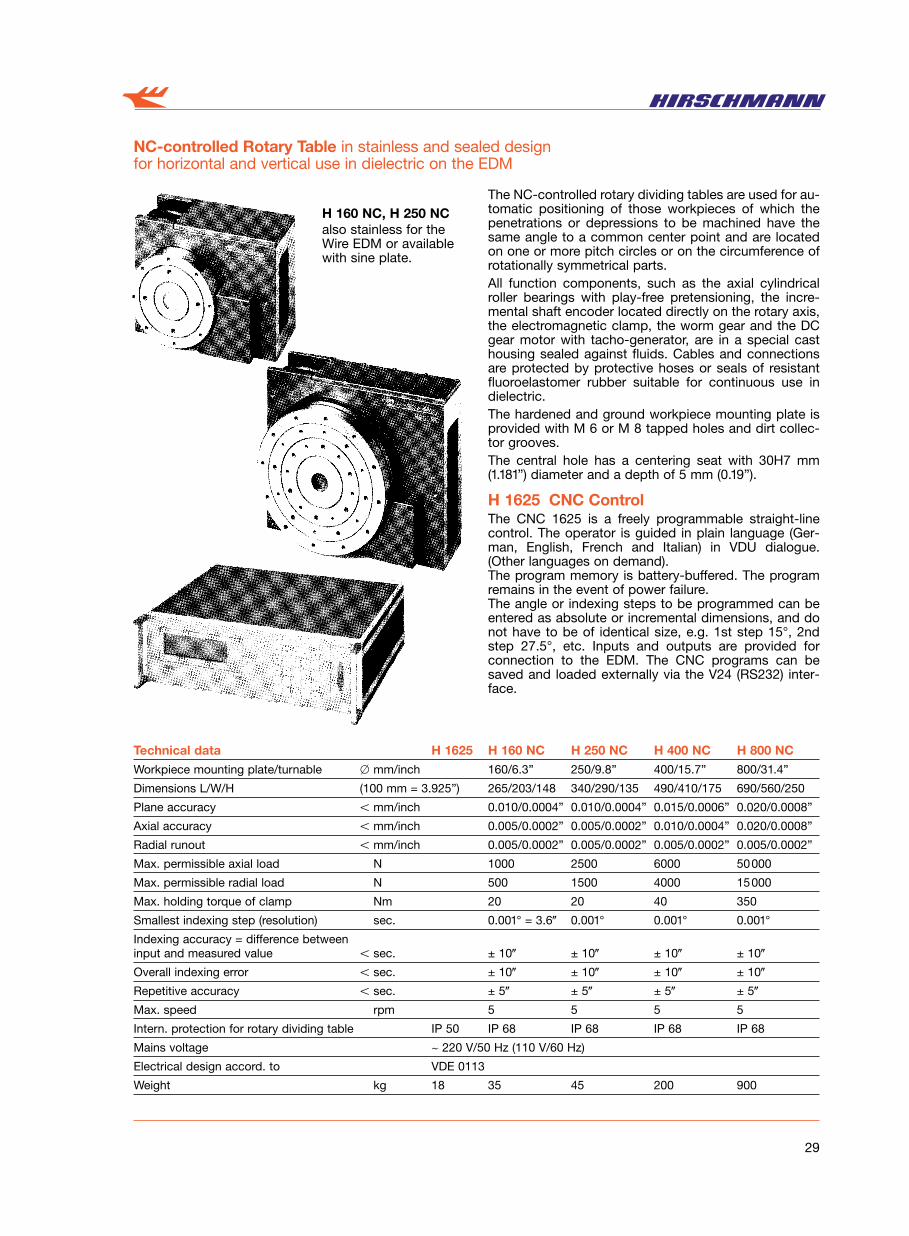
NC-controlled Rotary Table in stainless and sealed designfor horizontal and vertical use in dielectric on the EDM
The NC-controlled rotary dividing tables are used for au-tomatic positioning of those workpieces of which thepenetrations or depressions to be machined have thesame angle to a common center point and are locatedon one or more pitch circles or on the circumference ofrotationally symmetrical parts.All function components, such as the axial cylindricalroller bearings with play-free pretensioning, the incre-mental shaft encoder located directly on the rotary axis,the electromagnetic clamp, the worm gear and the DCgear motor with tacho-generator, are in a special casthousing sealed against fluids. Cables and connectionsare protected by protective hoses or seals of resistantfluoroelastomer rubber suitable for continuous use indielectric.The hardened and ground workpiece mounting plate isprovided with M 6 or M 8 tapped holes and dirt collec-tor grooves.The central hole has a centering seat with 30H7 mm(1.181”) diameter and a depth of 5 mm (0.19”).
H 1625 CNC Control The CNC 1625 is a freely programmable straight-linecontrol. The operator is guided in plain language (Ger-man, English, French and Italian) in VDU dialogue.(Other languages on demand).The program memory is battery-buffered. The programremains in the event of power failure.The angle or indexing steps to be programmed can beentered as absolute or incremental dimensions, and donot have to be of identical size, e.g. 1st step 15°, 2ndstep 27.5°, etc. Inputs and outputs are provided forconnection to the EDM. The CNC programs can besaved and loaded externally via the V24 (RS232) inter-face.
Technical data H 1625 H 160 NC H 250 NC H 400 NC H 800 NC
Workpiece mounting plate/turnable x mm/inch 160/6.3” 250/9.8” 400/15.7” 800/31.4”
Dimensions L/W/H (100 mm = 3.925”) 265/203/148 340/290/135 490/410/175 690/560/250
Plane accuracy l mm/inch 0.010/0.0004” 0.010/0.0004” 0.015/0.0006” 0.020/0.0008”
Axial accuracy l mm/inch 0.005/0.0002” 0.005/0.0002” 0.010/0.0004” 0.020/0.0008”
Radial runout l mm/inch 0.005/0.0002” 0.005/0.0002” 0.005/0.0002” 0.005/0.0002”
Max. permissible axial load l N 1000 2500 6000 50000
Max. permissible radial load l N 500 1500 4000 15000
Max. holding torque of clamp l Nm 20 20 40 350
Smallest indexing step (resolution) l sec. 0.001° = 3.6) 0.001° 0.001° 0.001°
Indexing accuracy = difference betweeninput and measured value l sec. ± 10) ± 10) ± 10) ± 10)
Overall indexing error l sec. ± 10) ± 10) ± 10) ± 10)
Repetitive accuracy l sec. ± 5) ± 5) ± 5) ± 5)
Max. speed l rpm 5 5 5 5
Intern. protection for rotary dividing table IP 50 IP 68 IP 68 IP 68 IP 68
Mains voltage ~ 220 V/50 Hz (110 V/60 Hz)
Electrical design accord. to VDE 0113
Weight l kg 18 35 45 200 900
H 160 NC, H 250 NCalso stainless for theWire EDM or availablewith sine plate.
30
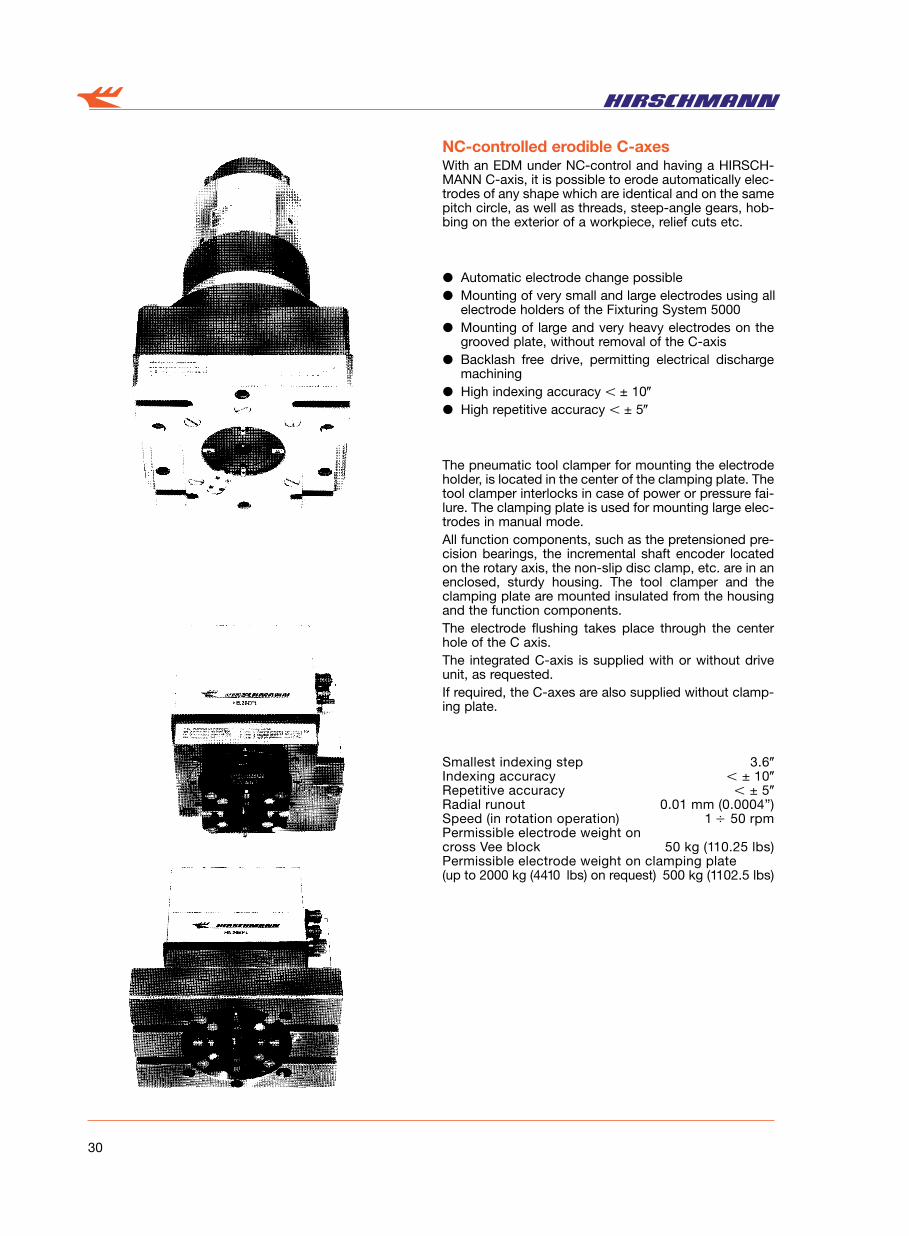
NC-controlled erodible C-axesWith an EDM under NC-control and having a HIRSCH-MANN C-axis, it is possible to erode automatically elec-trodes of any shape which are identical and on the samepitch circle, as well as threads, steep-angle gears, hob-bing on the exterior of a workpiece, relief cuts etc.
P Automatic electrode change possibleP Mounting of very small and large electrodes using all
electrode holders of the Fixturing System 5000P Mounting of large and very heavy electrodes on the
grooved plate, without removal of the C-axisP Backlash free drive, permitting electrical discharge
machiningP High indexing accuracy l ± 10)P High repetitive accuracy l ± 5)
The pneumatic tool clamper for mounting the electrodeholder, is located in the center of the clamping plate. Thetool clamper interlocks in case of power or pressure fai-lure. The clamping plate is used for mounting large elec-trodes in manual mode.All function components, such as the pretensioned pre-cision bearings, the incremental shaft encoder locatedon the rotary axis, the non-slip disc clamp, etc. are in anenclosed, sturdy housing. The tool clamper and theclamping plate are mounted insulated from the housingand the function components.The electrode flushing takes place through the centerhole of the C axis.The integrated C-axis is supplied with or without driveunit, as requested.If required, the C-axes are also supplied without clamp-ing plate.
Smallest indexing step 3.6)Indexing accuracy l ± 10)Repetitive accuracy l ± 5) Radial runout 0.01 mm (0.0004”)Speed (in rotation operation) 1 v 50 rpmPermissible electrode weight on #cross Vee block 50 kg (110.25 lbs)Permissible electrode weight on clamping plate #(up to 2000 kg (4410 lbs) on request) 500 kg (1102.5 lbs)
31
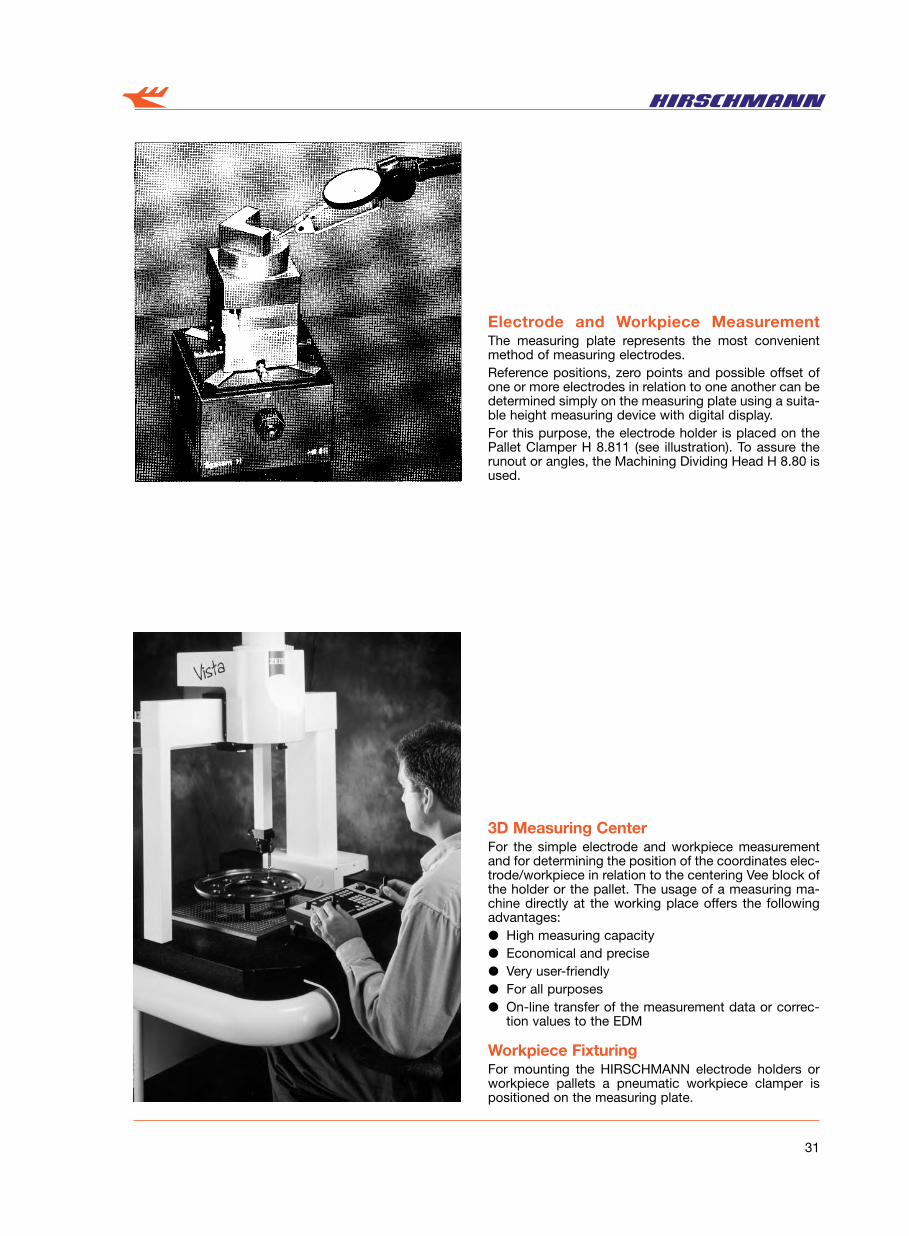
Electrode and Workpiece MeasurementThe measuring plate represents the most convenientmethod of measuring electrodes.Reference positions, zero points and possible offset ofone or more electrodes in relation to one another can bedetermined simply on the measuring plate using a suita-ble height measuring device with digital display.For this purpose, the electrode holder is placed on thePallet Clamper H 8.811 (see illustration). To assure therunout or angles, the Machining Dividing Head H 8.80 isused.
3D Measuring CenterFor the simple electrode and workpiece measurementand for determining the position of the coordinates elec-trode/workpiece in relation to the centering Vee block ofthe holder or the pallet. The usage of a measuring ma-chine directly at the working place offers the followingadvantages:P High measuring capacityP Economical and preciseP Very user-friendlyP For all purposesP On-line transfer of the measurement data or correc-
tion values to the EDM
Workpiece FixturingFor mounting the HIRSCHMANN electrode holders orworkpiece pallets a pneumatic workpiece clamper ispositioned on the measuring plate.
Fixturing System 5000for Sinking EDM
HIRSCHMANN integrated FixturingSystems offer reliable, simple to useand accurate solutions for all Wire andSinking EDM.Free catalogues on all our fixturing so-lutions are available upon request.
Let HIRSCHMANN’s proven FixturingSystems assure your business greaterproductivity and profits from the CADdepartment to the shop floor.
Representatives, consultantsand delivery stocks in:
Australia AustriaBelgium BrazilCanada China
DenmarkFinland France
Great BritainHong Kong
Indonesia IsraelItaly Japan
MalaysiaNetherland Norway
PortugalSweden Singapore
SpainTaiwan Thailand
USA
HIRSCHMANN GMBH · D-78737 FLUORN-WINZELN · TELEFON (074 02) 183-0 · TELEFAX (074 02) 18310 http
://w
ww
.hirs
chm
anng
mb
h.co
mIn
fo @
hirs
chm
anng
mb
h.co
mP
rinte
d in
Ger
man
y
EROPLAN H110 H 800 NC
System 4000 System 4000
System 4000
HIRSCHMANN ENGINEERING USA,INC.1558 BARCLAY BLVD.BUFFALO GROVE, IL 60089FON 847-419-9890FAX 847-419-9895
HIRSCHMANN UK LTD.UNIT 3A BUCKLEY ROADINDUSTRIAL ESTATEROCHDALE, LANCASHIRE,OL 12 9EFFON 01706 710359FAX 01706 715492
HIRSCHMANN FAR EASTc/o FANSIDA FAR EAST PTE LTD.46 LOR 23 GEYLANG(JUNCTION OF ALJUNIED ROAD/SIMS AVENUE)FANSIDA BUILDINGSINGAPORE 388375FON (65) 8411111FAX (65) 8417771