finishingoftextile 130103023
TRANSCRIPT

TEXTILE FINISHING
FEROZ MAHMUD
DEPT.OF TEXTILE
ENGINEERING

INTRODUCTION
Dyeing and printing is not the ultimate steps
Something is required to make the fabric more suitable for end-use
Quality of the fabric in terms of appearance, handle, functionally enhanced by some physical means or by chemicals
Therefore, ultimate value addition is done to the fabric by finishing

WHAT IS FINISHING ??????
Finishing is a final process given to a textile material to Give a good appearance Desirable feel Impart certain durable properties
StiffnessSoftnessWash and wear finishWater repelling finishFire proof finish etc.
To impart some desired functional properties

CLASSIFICATION OF FINISHING
Classification according to the nature of finish
According to the nature of Finish
Physical or Mechanical Finish1) Calendering2) Sanforizing etc.
Chemical Finish1) Mercerization2) Easy care finish etc.
Physical or Mechanical Finish Mechanical / Physical finishes involve specific physical
treatment to a fabric surface to cause a change in the fabric appearance
Also known as dry finish Compacting (Shrinkproofing)
Calendaring
Raising (Napping, Sueding)
Shearing
Polishing
Corduroy Cutting
Decating
Chemical Finish Chemicals are used followed by curing or drying
Also known as wet finish

CLASSIFICATION OF FINISHING
Classification according to degree of permanence
According to degree of permanence
Permanent Finish
Temporary Finish
Durable Finish
Semi - Durable Finish

DEFINITIONS
Permanent Finish: Usually involve a chemical change in fibrestructure and do not change or alter through out the life of thefabric
Durable finish: Usually last through the life of the article, buteffectiveness becomes diminished after each cleaning; and nearthe end of the normal use life of the article, the finish is nearlyremoved
Semi-durable finish: Last through several laundering ordrycleanings and many are renewable in home laundering ordrycleaning
Temporary finish: Are removed or substantially diminished thefirst time the article is laundered or drycleaned

CLASSIFICATION OF FINISHING
Classification according to performance
According to Performance
Aesthetic Finish– Improved / Altered Appearance 1. Calendering2. Fulling3. Mercerization4. Napping and sueding5. Plisse6. Shearing
Functional Finish– Improved / Altered Performance1. Antiseptic2. Antistatic3. Crease resistant4. Durable press5. Flame resistant6. Mothproofed7. Shrinkage control8. Soil release9. Water and stain repellent10. Waterproof

Aesthetic Finish These finishes modify the appearance and / or hand
or drape of fabrics
Functional Finish These finishes improve the performance properties
of fabrics

AESTHETIC FINISHES
Aesthetic Finishes modify the appearance and /or hand or drape of the fabrics.
Fulling
Mercerization
Napping And Sueding
Plisse
Shearing
Softening
Stiffening

FUNCTIONAL FINISHES
Functional Finishes improve the performance properties of the fabric ; like durability, strength etc.
Antimicrobial/Antiseptic
Antistatic
Crease resistant
Durable Press
Flame Resistant
Mothproof
Shrinkage Control
Soil Release
Water Proof/Repellant

WOOL FINISHING ROOT
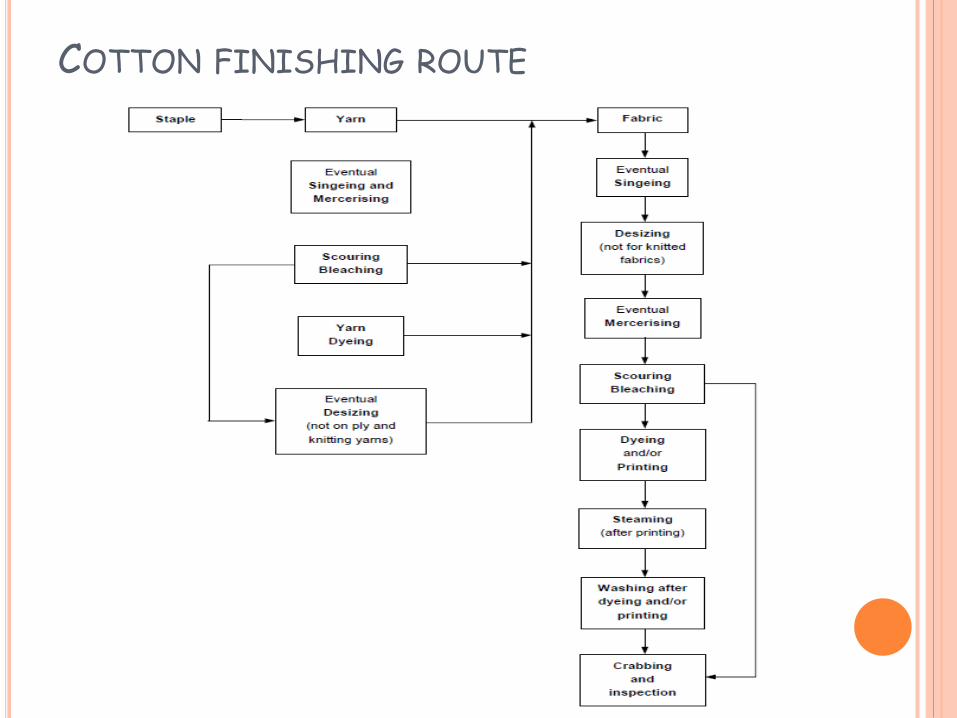
COTTON FINISHING ROUTE
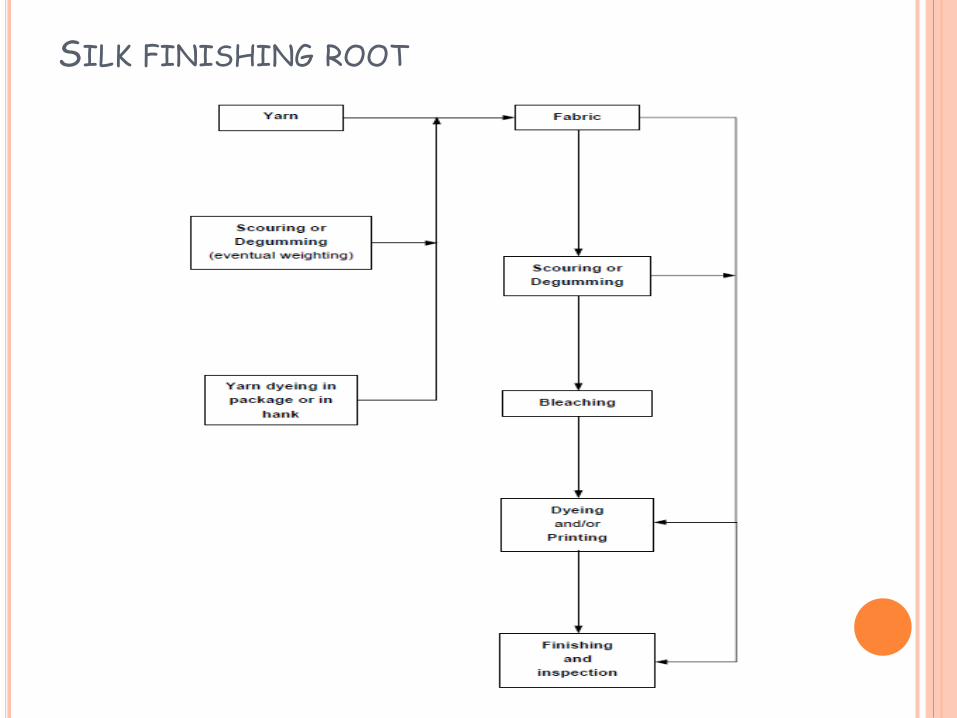
SILK FINISHING ROOT

SYNTHETIC FIBRE FINISHING ROOT

COMPACTING - SHRINKPROOFING

COMPACTING - SHRINKPROOFING
Controlled residual shrinkage is an important quality parameter for manyfabrics. For example, excessive shrinkage is undesirable for fabrics to be made intogarments.
Here, the residual shrinkage should be less than 2% otherwise the garment will not fit after it is laundered.

WHY FABRICS SHRINK ???
Crimp
Thickness of yarn
Stretching Tension.


SANFORIZER
Mechanical compacting is one method of reducing residual shrinkage. The process forces yarns closer together and the fabric becomes thicker and heavier. As a result of this, the net yardage yield is reduced.
A Sanforizer is a fabric compactor developed by CluettPeabody. The term Sanforized, is their registered trademark and is used to market fabrics that meet certain shrinkage specifications. The term Sanforized is now generally accepted to mean a fabric that has low residual shrinkage and the term Sanforizing is used to describe shrinkproofing processes.
The process, consists of arange where the fabric is first moistened with steam, to make it more pliable, run through a short tenter frame (pup tenter) to straighten and smooth out wrinkles,through the compressive shrinkage head and then through a Palmer drying unit to set the fabric.

FABRIC SAMPLE
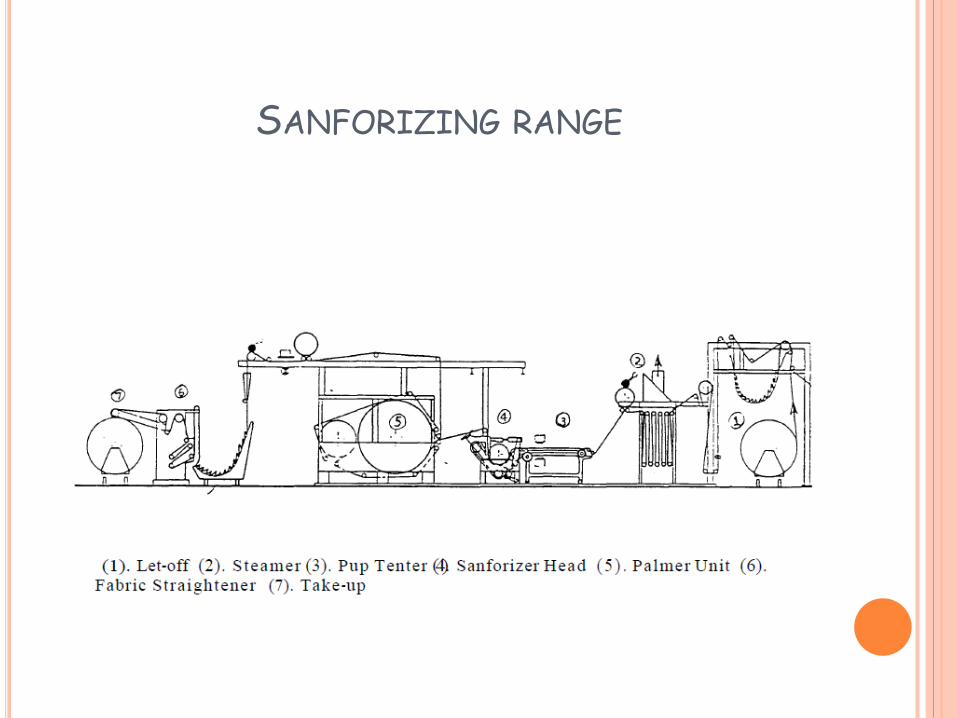
SANFORIZING RANGE

COMPACTOR HEAD
The key to any compactor is the head where force is applied to move parallel yarns closer together. More fabric must be fed in than is taken off.
A Sanforizer uses a thick rubber blanket running against a steam heated cylinder as the compacting force. The thick rubber blanket first goes over a smaller diameter roll which stretches the convex surface of the blanket.
Fabric is metered onto the stretched blanket and the fabric and blanket together come in contact with the steam heated cylinder. At this point, the stretched rubber surface contracts to its original length and then is forced to contract an additional amount as it forms the concave configuration of the heated drum.
Since the fabric is not elastic, an extra length of fabric is thrust between the rubber blanket and the heated cylinder. Friction between the rubber blanket and steel drum force adjacent yarns to move closer together until the unit length of fabric become equal to the unit length of rubber blanket it rests on.
Heat is created by constantly stretching and relaxing the rubber blanket. The blanket is cooled by spraying water on it after the fabric exits from the unit..

COMPACTER HEAD
The degree of shrinkage can be controlled by the thickness of the blanket. The thicker the blanket, the greater is the stretched length at the bend. A longer length of fabric will be fed into the compactor causing the degree of compacting to be greater.
To be effective, the degree of compacting needed should be predetermined ahead of time. This is done by characterizing the shrinking behavior of the fabric by laundering. The degree of compacting should not exceed the degree of shrinking otherwise over-compacting will cause the fabric to "grow" when relaxed. This is as much a disadvantage as is shrinkage.

DECATING
This process is mainly carried out on wool by exploiting its elastic properties in hot and wet conditions by the direct action of the steam on the fabric.
1) dimensional stability;
2) setting of pile after raising;
3) reduction of possible glazing effect after calendering, thank to the swelling caused by steam blown on fibres;
4) modification of the hand, which is much more consistent after the treatment;
5) pre-stabilisation to autoclave dyeing

SEMI-DECATING
Semi-decating is a bach process requiring three steps: 1. winding the fabric onto a perforated cylinder between a cotton decating apron, 2. steaming and followed by cooling the fabric 3. unwinding and batching the finished fabric.
The fabric be wound onto a perforated drum between the interleaving cotton decating apron to form a reasonably thick roll.
Steam is forced through the roll (inside - out) for several minutes to provide moisture and heat.
Compressed air is then blown through the roll in much the same manner as the steam to remove some of the moisture and cool down the fabric. To insure that the effect is uniform from the inside to the outside of the roll, the fabric and blanket are rewound onto another perforated drum so that the outside layers become the inside layers and the cycle is repeated.
At the end of the cycle, the fabric and blanket are separated and wound into individual rolls.
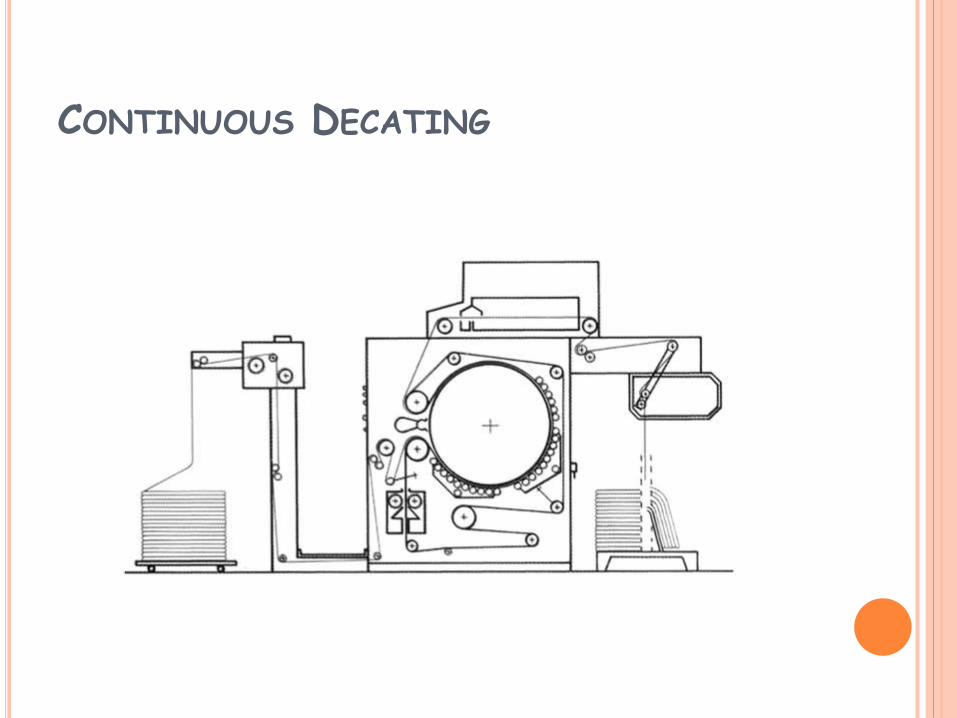
CONTINUOUS DECATING
WATER REPELLENT FINISH
WATER PROOF FINISH

WATER REPELLENT FINISH
Water repellent are chemical finish
Resist the penetration of water into or through the fabric
Permits the passage of moisture or air through the fabric
Methods The yarns are coated with water repellent material
like wax
The water repellent do not permit the water drop to spread and penetrate
Could be of durable and non-durable types

Non-durable repellents are easily removed in laundering or drycleaning
Non-durable repellents do not provide satisfactory resistance to oily liquids
Durable repellent finish can be either repellent to water or oil or both
Flurocarbon compounds have excellent durability to both drycleaning and laundering

WATER PROOF FINISH
A water-proof fabric, unlike a water repellent fabric, iscompletely moisture proofed
The fabric is coated or laminated with a film of natural orsynthetic rubber or plastic, such as vinyl or polyurethane
Water proof fabrics are not necessarily more desirable thanwater-repellent fabrics
Water proof fabrics are uncomfortable
Water proof fabric possesses a rather firm, non-rapable hand

PARAFFIN WAXES The oldest and most economical way to make a fabric
water repellent is to coat it with paraffin wax. Solventsolutions, molten coatings and wax emulsions are ways ofapplying wax to fabrics. Of these, wax emulsions are themost convenient products for finishing fabrics. Animportant consideration in making water repellent waxemulsion is that the emulsifying system not detract fromthe hydrophobic character of paraffin. Either non-rewetting emulsifiers or some means of deactivating thehydrophilic group after the fabric is impregnated with thefinish must be used.
Paraffin wax melts and wicks into the fabric when thefabric is heated. This will cause most of the fibers to becovered with a thin layer of wax, especially those that areexposed to water, and the fabric will have excellent waterrepellent properties. The major disadvantage of wax waterrepellents is poor durability. Wax is easily abraded bymechanical action and wax dissolves in dry cleaning fluids.It is also removed by laundry processes.
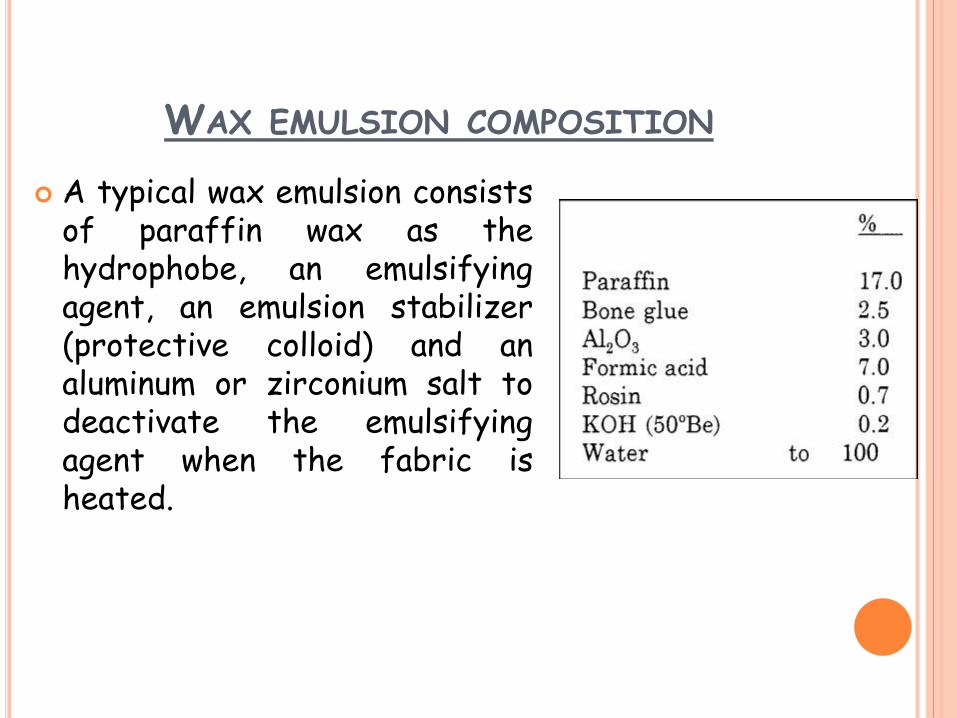
WAX EMULSION COMPOSITION
A typical wax emulsion consistsof paraffin wax as thehydrophobe, an emulsifyingagent, an emulsion stabilizer(protective colloid) and analuminum or zirconium salt todeactivate the emulsifyingagent when the fabric isheated.
SILICONE WATER REPELLENT
Resinous polysiloxanes,
Are more resistant to abrasion and less soluble in dry-cleaning fluids or laundry products.
Aqueous pH is maintained between pH 3-4, stable emulsions can be prepared. When these emulsions are applied to a fabric with a tin catalyst (e.g. dibutyltin-dilaurate), the Si-H group hydrolyzes and condenses to a three-dimensional resinous polymer, making the fabric highly water repellent.
APPLICATION TO FABRICS
Silicone finishes are applied to fabrics either froman organic solvent or from water as an emulsion.When cationic emulsifiers are used to make anemulsion, the finish may be applied by exhaustionsince the negative fiber surface charges attractpositively charged particles. Generally however,silicone water repellents are co applied with a durablepress finish. Durable press resins enhance thedurability of the water-repellent finish.
Silicone repellents are also used to make upholsteredfurniture stain repellent. Chlorinated solventsolutions are sprayed onto upholstery by the retaileras a customer option. The fabric is resistant to waterborne stains such as coffee and soft drinks.

FLUOROCHEMICAL REPELLENTS
Fluorochemical repellents are unique in that theyconfer both oil and water repellency to fabrics.
The ability of fluorochemicals to repel oils is relatedto their low surface energy which depends on thestructure of the fluorocarbon segment, thenonfluorinated segment of the molecule, theorientation of the fluorocarbon tail and thedistribution and amount of fluorocarbon on fibers.
Commercial fluorochemical repellents are fluorine-containing vinyl or acrylic polymers. This is aconvenient method of affixing perfluoro side chainsto fiber surfaces that can orient air-ward and give areasonably close packed surface of -CF2- and -CF3groups.

RECIPE
A typical formulation for polyester-cotton rainwear and outerwear is given.
The finish is applied by padding the formulation onto fabric, drying at 120°C and curing 1-3 minutes at 150-182o C.
The fabric will give a 100 spray rating initially and an 80 rating after 5 home laundering-tumble drying cycles. An 80 spray rating is expected after one dry cleaning cycle.
In addition, oil repellency rating of 5 initially and 4 after laundering or dry cleaning is expected.
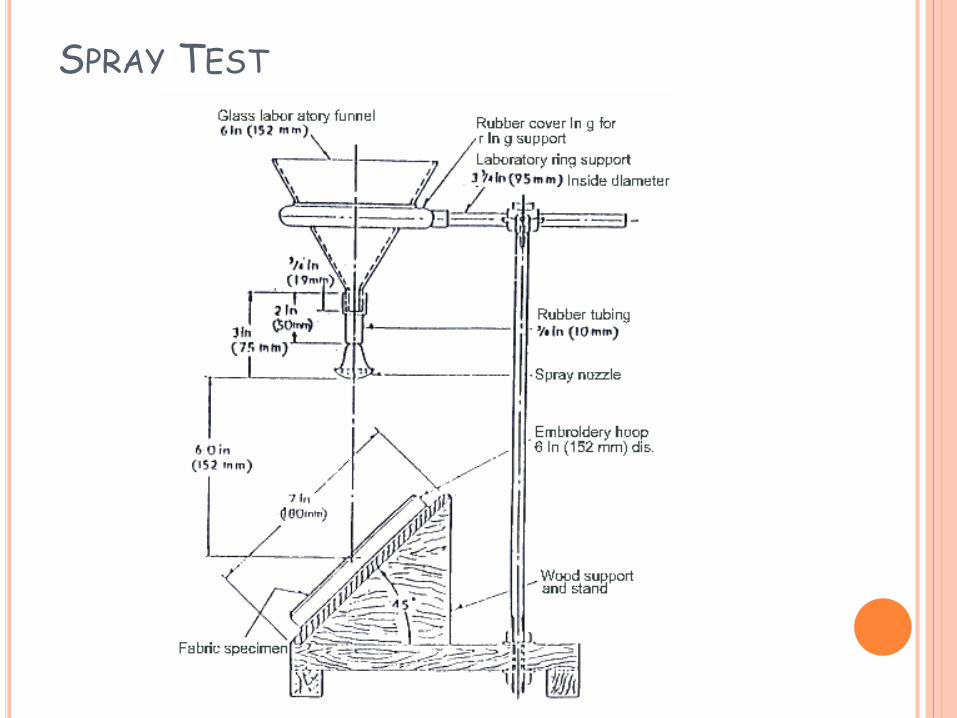
SPRAY TEST

100 - No sticking on wetting of upper surface
90 - Slight random sticking or wetting of upper surface
80 - Wetting of upper surface at spray points
70 - Partial wetting of whole of upper surface
50 - Complete wetting of whole of upper surface
0 - Complete wetting of whole upper and lower surface

FLAME RETARDANT FINISH

FLAME RETARDANT FINISH
When solid materials are heated, physical and chemical changes occur at specific temperatures depending on the chemical make-up of the solid. Thermoplastic polymers soften at the glass transition
temperature (Tg), Melt at Tm. Both thermoplastic and non-thermoplastic solids will
chemically decompose (pyrolyze) into lower molecular weight fragments. Chemical changes begin at Tp and continue through the temperature at which combustion occurs (Tc).
Limiting Oxygen Index (LOI). This is the amount of oxygen in the fuel mix needed to support combustion. The higher the number, the more difficult it is for combustion to occur.


NONDURABLES FLAME RETARDENT
1. Boric Acid/Borax.
2. Diammonium Phosphate and Phosphoric Acid
3. Sulfamic Acid and Ammonium Sulfamate

DURABLE FLAME RETARDANT
1. Tetrakis(hydroxymethyl)PhosphoniumDerivatives Tetrakis(hydroxymethyl) phosphonium Chloride
(THPC)
b. THPC-Urea Precondensate
Tetrakis(hydroxymethyl)phosphonium Hydroxide (THPOH)
2. N-Methyloldimethyl Phosphonopropioamide(PYROVATEX CP)
3. Phosphonic and Phosphoric Acid Derivatives

Limiting oxygen index (loi)
Is the minimum concentration of oxygen, expressed as a percentage, that will support combustion of a polymer. It is measured by passing a mixture of oxygen and nitrogen over a burning specimen, and reducing the oxygen level until a critical level is reached


CALENDARING
CALENDRING
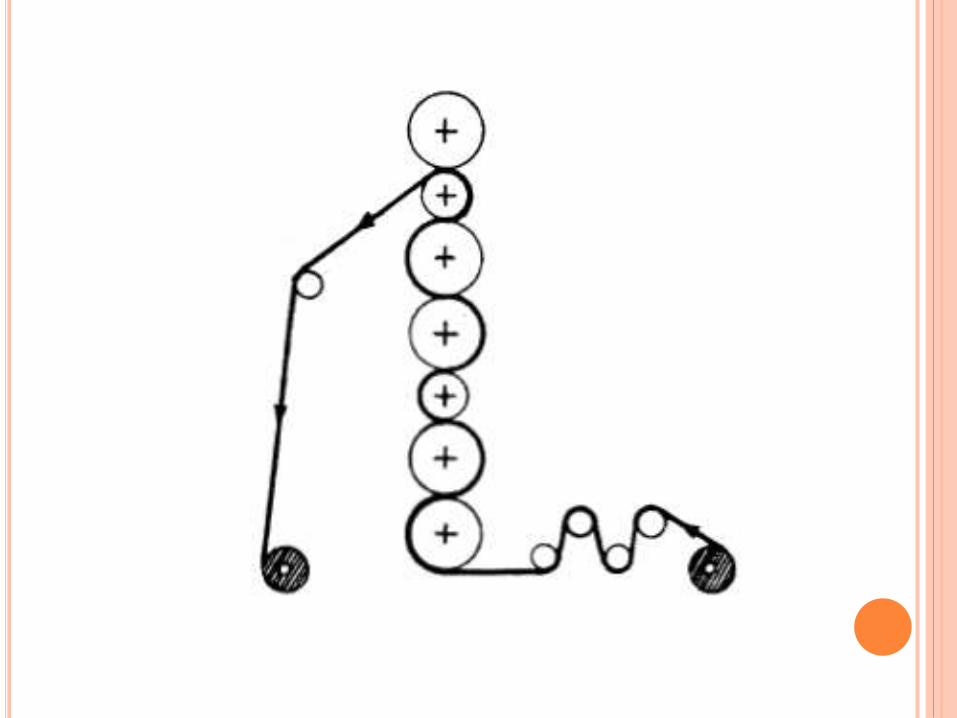
Calendaring is a process where fabric is compressed by passing it between twoor more rolls under controlled conditions of time, temperature and pressure.
It is a type of mechanical finish
Produces different types of surface appearance1. Simple calendering2. Glazed calendering3. Ciŕe calendering4. Embossed calendering5. Moiré calendering6. Schreiner calendering
OBJECTS OF CALENDERING
To improve the fabric handle and to impart a smooth silky touch to the fabric
To compress the fabric and reduce its thickness
To reduce the air permeability by closing the threads
To increase the luster
To reduce the yarn slippage
To increase the opacity of the fabric
Surface patterning by embossing

1. SIMPLE CALENDERING
It is a high speed, high pressure pressing of fabric (100 yds /min)
The high pressure flattens the yarn Smoothen the fabric Increases fabric lustre (fabric cover increases and more
light is reflected) Used for woven plain or twill weaves
Over-calendering however is to be avoided Yarns weakened out due to very high pressure
It is a temporary finish Yarns return to its natural cross section after first
laundering

2. GLAZED CALENDERING
It is a calendering finish to produce highly glazed / shinedpolished cotton
The calender machine used is a friction calender One cylinder of highly polished steel cylinder rotating at
speed much higher than the fabric passing through it
Fabrics are first treated with starches or resins beforecalendering The spaces between the yarns are thus filled up and glazed
appearance is obtained
Glazed calendering using starch are semi-durable
Glazed calendering using resins are durable
3. CIŔE CALENDERING It is a type of glazed calendering Here, the friction roller
rotates at speed much greater than ordinary friction calendering
The resulatant fabric become highly lustrous and takes on a wet lookCotton, rayon, polyester, nylon and blends can be given cirefinish
Fabrics are however, treated with waxes and resins before friction calendering
Highly polished effect is produced
When thermoplastic fabrics are ciŕe finished, they becomes moderately water-repellent
Due to flattening
Due to partially fusing of fibres

4. EMBOSSED CALENDERING
It is a calendering in which a three-dimensionaldesign is created on a fabric
This is done on a special embossing calender inwhich the roller cylinder is engraved with theembossing design
The pattern is then pushed or shaped into the clothwhen the fabric passes between the rollers
Some embossed fabrics are made to imitate morecostly woven jacquard or dobby designs

Embossed patterns of fabrics treated with resins and cured after embossing are durable
Embossing of fabrics of thermoplastic fibres are permanent because the heated metal roll heat-sets the design


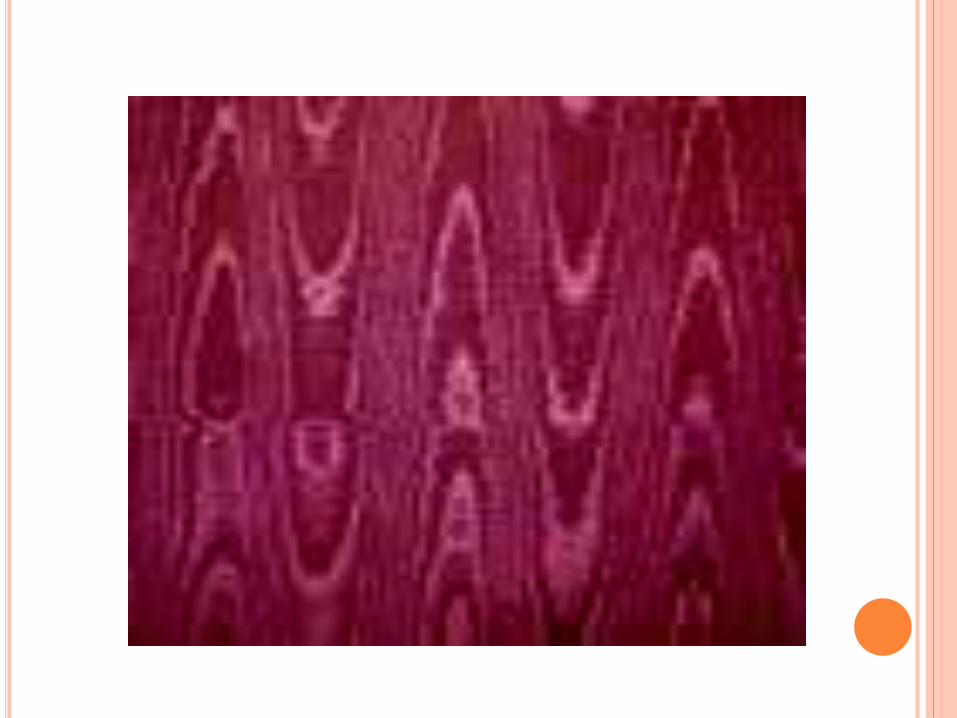
5. MOIRÉ CALENDERING
The moiré finish produces a wood-grain design on the face sizeof the fabric
Moiré finish can be temporary, durable or permanent
Cotton or rayon moiré finish is temporary withoutpretreatment with resin
Durable moiré finish requires initial resin treatment followedby calendering
Moiré finish on thermoplastic fiber fabrics are permanent ifa heated roller is used for calendering
Methods of producing moiŕe
Using engraved cylinder
Using smooth calender roller

Using engraved cylinder
In this case engraved roller is used on the calender roller
Calender roller flattens one part of the fabric more thanother, causing different light reflectance
The different light reflectance cause moire effect
Definite repeat pattern moiŕe is produced
Using smooth calender rollers
Two fabrics, each face to face, are fed through the calender
Ribbed fabrics are mainly required for this
The high pressure on the calender rolls causes the rib tosqueeze into each other in certain areas
Creates light reflectance pattern which produces moiŕeeffect
The effect is completely random and has no specific pattern

6. SCHREINER CALENDERING
Schreiner calendering produces a low, soft-key lustre on the fabric surface
Distinct from the high glaze of the glazing calender or the lustre shine of the simple calender
To produce this effect, one of the steel cylinders of the calender is embossed with fine diagonal lines. These embossing are barely visible in naked eye
Widely used on cotton & cotton/polyester sateen
Schreiner calendering may be permanent, durable or temporary finish
Is permanent if the fibre is thermoplastic
Is durable if the fabric is resin treated but not cured
Is temporary if the fibre is non-thermoplastic and not treated with resin

FULLING
During the traditional milling operation, fabrics of combed, carded or blended wool (nonscoured, scoured or carbonisedand neutralised), at about 40°C, are soaked and in presence of special surfactants, are subjected to continuous pressure both in weft and warp direction. Under these conditions, wool fibres tend to felt, thus causing fabric shrinkage and a subsequent dynamic compacting. After this operation, the material must be washed to remove dirty water and the chemicals used.
Fulling is a permanent finish Used in wool fabrics Gradual or progressive felting of wool Done by carefully and controlled scouring or laundering The resultant fulled fabric is more compact and more
smoother Woollens are frequently heavily fulled Fabrics of worsted are usually very lightly fulled
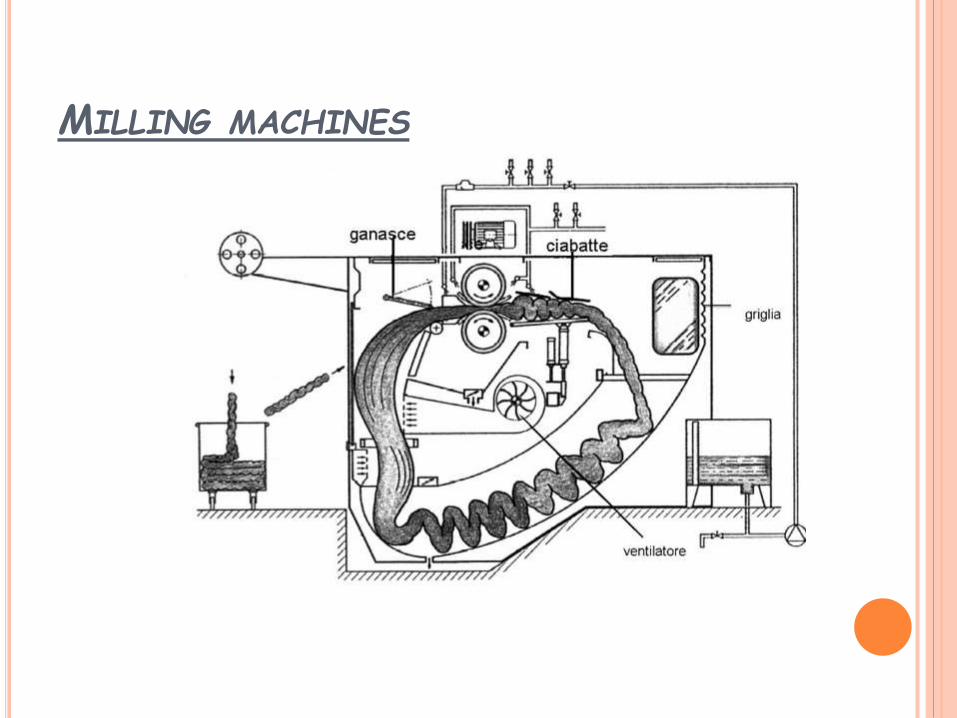
MILLING MACHINES



NAPPING
It is a mechanical finish
Fibres being raised from woven/knitted fabrics by rotating,bristled, wire covered brushes
Overall effect is a raised fibres from fabric surface
Example: cotton flannel, rayon flannel, woollen and worstednapped fabric like kersey, melton
Napped fabrics have softer handle
Better insulation properties due to more air entrapment Mainly used as blankets, winter clothing


RAISING (NAPPING) MACHINE:1: ROLLER; 2: ROLLERS EQUIPPED WITH HOOKS;
3: FABRIC;4: NIB CLEANING BRUSHES;5: FABRIC TENSION ADJUSTMENT

RAISING THE FACE AND BACK OF THE FABRIC: A) SCHEME; B) VIEW

Problems are
Low resiliency and hence premature flattening occurs
Nap can be partially restored by frequent brushing
Subject to pilling
Rapid wear at abrasive points (like sleeve ends, elbows, button holes etc.)
Not recommended for hard wear

SUEDING
It is a mechanical finish
Similar to napping
Produces a soft, suede-like surface
Sand paper like material is used instead of rotating wire covered cylinder



PLISSÉ
Plissé is the name of the finish as well as the fabric producedwith this finish
Permanent and chemical finish
Sodium hydroxide is printed on cotton fabric as a paste
Fabric shrinks only where the sodium hydroxide is applied,producing a puckered effect
Plissé fabric do not require ironing
When the sodium hydroxide is applied as lengthwise stripes, thefabric puckers and takes on the appearance of seersucker

Seersucker Lengthwise stripped puckered effect Produced by alternative stripes of loose and tight
warp yarns Plisse is a cheaper imitation of seersucker Plisse does not have that depth degree of pucker that
is common to seersucker Plisse puckers stretched out flat but seersucker do
not



SHEARING
A process to used to cut off surface fibers onfabrics
Uniforms the surface of napped fabrics to provideuniform pile height
High-speed cutting machine cuts the piles similar tothat of a lawn mower
The blades in the machine are stationary and thefabric moves through the cutting blade

STIFFENING
Some fabrics need to be made stiffer and more crisp as per asthe end use
Stiffening agents are applied to the cloth to build up thefollowing properties
To increase the weight of the fabric
To improve the thickness
To improve lustre
But, their effect is temporary and once the fabric iswashed, most of the finishes are removed

STIFFENING
Stiffening agents
Starches – finishing of cotton cloth. Ex: potato , wheat, corn
Dextrines – used for dyed and printed fabrics. No undueeffect on the dye or print.
Natural gum – mainly used in printing as well as finishingprocess
Modified cellulose – CMC
Resins
Acid stiffeningFine yarn cotton fabrics can be finished to be both stiff and
transparent by a process known as acid stiffening. It involves rapidimmersion in sulphuric acid, followed by immediate neutralization in sodiumhydroxide. The finish is permanent. This finish is also known as Organdifinish or Parchmentisation.

SOFTENING
Required for more pleasant hand and better drapability
Fabrics are harsher and stiffer because of their construction or due to some prior finishing process
Softening can be done by either mechanical or chemical process
Simple calendering softens hand, but it is temporary

Silicone compounds are used mostly as softner
Silicone finish is a durable finish and require curing
Different types of emulsified oils and waxes can be used but they are semi-durable finish
Different types of softners Anionic softners
Cationic softners
Non-ionic softners
Reactive softners
Emulsion softners
Silicon softners

Anionic softners
This is not fast to wash
Compatible with resin
Used in temporary finish with starch and cationic product
Ex; Sulphonated oils, fatty alcohol sulphates etc.
Non-ionic softners
Have excellent stability against yellowing
Not fast to dyeing
No effect on in the shade of dyestuff

Cationic softners
Substantive to cellulosic material
Therefore, remain on cloth for few washes
Produce yellowing on white fabrics
Compatible with resins
Reactive softners
Durable softners
React chemically with the –OH groups of cellulose
High cost
Yellowing of treated fabric
Toxic

Emulsion softners
Popular because it reduces the loss of tear strength on resin finish
Fast to washing
Give fuller appearance
Silicon softners
Recently most used softners
These are the manmade polymers based on the frame work of alternate silicon and oxygen bonds with organic substituents attached to silicone
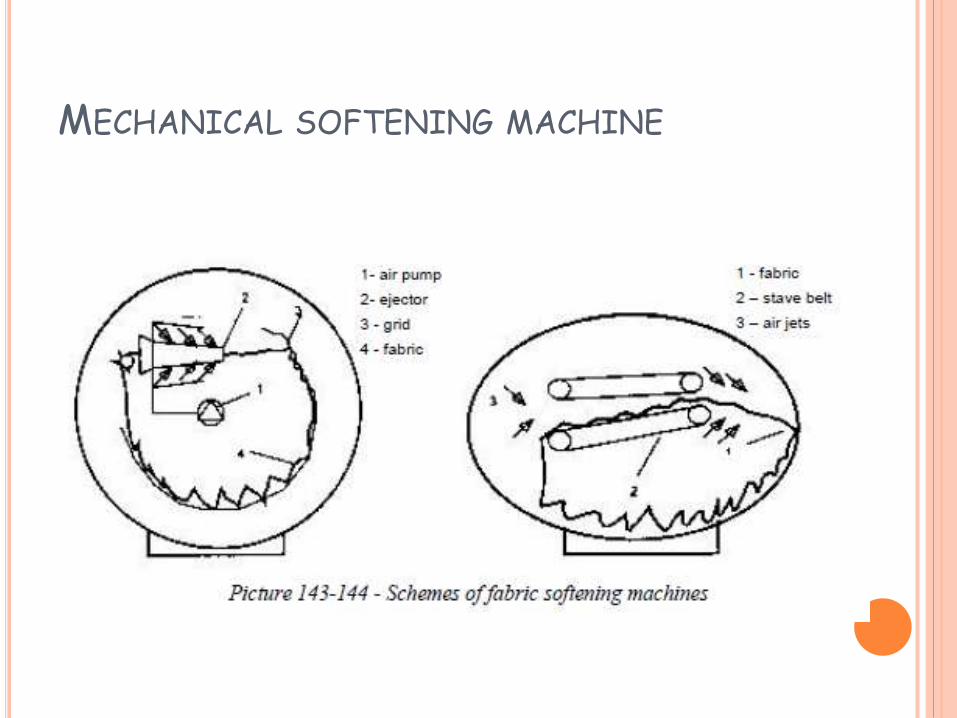
MECHANICAL SOFTENING MACHINE


SOIL RELEASE FINISH

SOIL RELEASE FINISH
How??
Making the fibres more absorbent (hydrophilic)
Permitting better wettability for improved soil removal
Done by using hydrophilic finishes
Facilitates soil release during washing
Prevent soil redeposition
Also, reduce static charge by maintaining moisture on the fabric surface
Thus soil attraction during wear can be reduced
Mainly observed in polyester fabrics

SOIL RELEASE FINISH
What is soiling of textiles?
Textile material getting attracted to dirt or soil
Development of static charge electricity to hydrophilic textiles, making them prone to soiling
Re-deposition of soil during washing
The soils cannot be readily removed
Hydrophobic materials are not wetted properly during laundering
SOIL RELEASE FINISH
What is soiling of textiles?
Soil release finish is a chemical finish
This permit easy removal of soil with ordinary laundering
Hydrophilic fibres and fabrics with resin finish are not easily wet able
Hence, stains of oily nature are not removed easily
Soil release finish increases the hydrophilicity of the material and increases wetability
Soil release finish also improves the antistatic properties, fabric drapability and comfort
WRINKLE RESISTANT FINISH

WRINKLE RESISTANCE FINISH
The ability of the fabric to resist the formation of crease or wrinkle when slightly squeezed is known as ‘crease resistance’ fabrics
The ability of a fabric to recover from a definite degree from creasing is called crease recovery
Finish to reduce the undue wrinkles on fabric or garments
Cotton, rayon and flax are more susceptible to wrinkle
Wrinkle occurs due to the hydrogen bonds of the cellulosic molecules in the amorphous region
Due to application of heat or moisture, the hydrogen bond breaks and new hydrogen bond occurs at new dimension
Therefore wrinkling can be reduced if the hydrogen bond formation can be reduced

Formaldehyde
DMU ( Di-methylol urea)
DMEU (Di-methylol ethylene urea)
DMDHEU (Di-methylol di-hydroxyl ethylene urea)
Modified DMDHEU (Di-methylol di-hydroxyl ethylene urea)


APPLICATION TECHNIQUE
Dry Process The classic process: the fabric is impregnated by
means of a padding unit (the quantity of finishistuned by modifying the liquor concentration and the squeezing ratio) and dried at 100-120 °C in a stenter.
The cross-linking process occurs in the stenter, at temperatures varying according to the type of cross-linking agent used (generally 4-5 minutes at 150-160 °C).
Double treatment: the fabric is impregnated with a softener and dried at 100- 130 °C.

HUMID PROCESS
The fabric is wetted by means of a padding unitwith a cross-linking agent and a catalyst solution;
Then 6-8% of residual moisture is removed fromcotton (or 10-15% from other staple goods.) Thefabric is then wound up on a roll, covered with apolyethylene sheet and left 16-24 hours to restat ambient temperature.
Strong catalysts must be used for this process. The final effect depends on the residual
moisture: in case of low residual moisturecontent, the results will be similar to thoseobtained with the dry process whereas if theresidual moisture content is high, the result isvery similar to the cross-linking effect on wetsubstrates.

FRAGRANCE FINISH

FRAGRANCE FINISH Microencapsulation is a useful method for protecting various
functional finishes on textiles. As the capsules do not haveaffinity to fabrics, a binder should be used to fix thecapsules for the purpose of finish durability.
Conventional fixation is a thermal process, in which a fabric iscured at 130-170°C for 1-10 minutes to make the componentsof the binder cross-link together, and tightly fix capsules onthe fabric.
During curing, however, the aroma inside capsules can be lostthrough quick evaporation and swelling to escape or break thecapsule. The loss from capsules can seriously reduce theamount of aroma on the fabric and decrease the durability.
An aroma capsule finished cotton fabric treated by a thermalcuring process can only bear 25 wash cycles. To avoid thethermal process, an UV resin can be used to fix capsulesbecause the resin can be cured under UV light at lowtemperatures in seconds. If a cotton fabric is finished withthe selected aroma capsule and UV resin, and cured under theoptimal conditions, the aroma function can withstand 50 washcycles. Whiteness and stiffness of the finished fabrics werealso examined.

ANTISTATIC FINISH

ANTISTATIC FINISH
Synthetic fibres of hydrophobic nature are prone to generationof static charges
This problem is very troublesome while processing the fabric athigh speed in dry state
Antistatic agents are used
Antistatic agents absorb small amount of moisture from theatmosphere, thus reducing the dryness of the fabric
Antistatic finishes are semi-durable
Washes out at several launderings or drycleanings
Permanent antistatic effects are obtainable manufacturedfibres which are specially modified for this purpose (Ex: AntronIII nylon fibre by Dupont & Cadon nylon fibres by Monsanto)
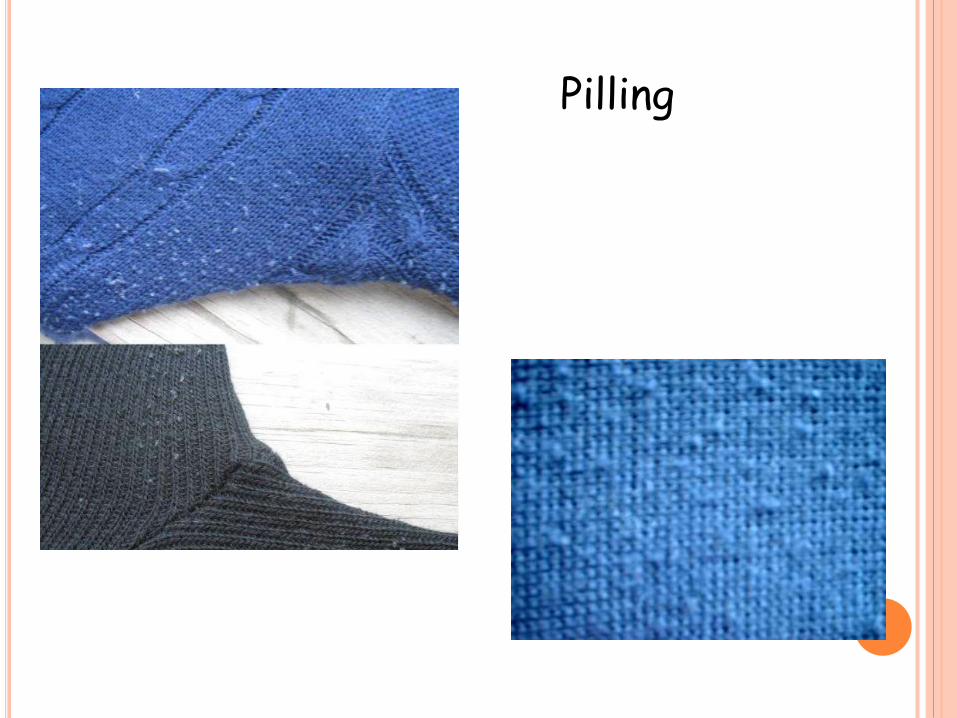
Pilling

Anti-pilling finishes: Pilling is an unpleasant phenomenon associated with spun
yarn fabrics especially when they contain synthetics.
Synthetic fibers are more readily brought to the surface of fabric due to their smooth surface and circular cross section and due to their higher tensile strength and abrasion resistance, the pills formed take a long time to be abraded by wear.
With knit fabric, two more problems occur, viz., "picking" where the abrasion individual fibers work themselves out of yarn loops onto the surface when garment catches a pointed or rough object.
• Permanent Anti-static effects:
• Antistatic finish for synthetic textiles to avoid static charge build up & give a natural feel.
• Anti-static effective chemicals are largely chemically inert and require Thermosol or heat treatment for fixing on polyester goods.
• In general Thermsolable anti-static agents also have a good soil release action which is as permanent as the anti-static effect.
• Anti-static finishes may also be of polyamide type being curable at moderate temperatures
• Non-Slip finishes:• Synthetic warp and weft threads in loosely woven fabrics
are particularly prone to slip because of their surface smoothness when the structure of fabric is disturbed and appearance is no loner attractive.
• To avoid this attempts are made to give the filaments a rougher surface.
• Silica-gel dispersions or silicic acid colloidal solutions are quite useful and they are used with advantage in combination with latex polymer or acrylates dispersions to get more permanent effect along with simultaneous improvement in resistance to pilling or snagging.
• These polymer finishes are also capable of imparting a soft and smooth handle to synthetic fabric without imparting water repellency

WASHES
Alters the look by different washing procedures
Mainly used for denim and similar items to have a faded and worn appearance
Have different methods
Stone washing
Acid washing
Enzyme washing

Stone wash Stone washing transforms a new unworn garments into
used-looking faded garments
Done in garment form
Pumice stone are used
No chemicals are used for fading
Pumice stone are added to the laundry with the garments which abrade the garment Worn look Faded colour
The garment also become softer and obtain a casual look

Acid wash No acid is used
Pumice stones are soaked with oxidising bleaching agent (sodium hypochlorite)
Also known as ‘frosting’ or ‘ice washing’
The other procedure is same as that of the stone wash
Enzyme wash
Cellulase is used
Added to pumice stone or can be used separately
While using pumice stone soaked with enzyme the garment is laundered with the pumice stone
The cellulase attacks and weakens the cellulosic fibre
The surface colour of the denim comes out and colour fades off


ROT PROOFING OF CELLULOSE
Cellulosic fibres are made up of carbohydrate which is a food for fungi and microorganisms
The attack of these organism on the cellulosic materials cause rottening of them
To protect the cellulosic materials from such hazards rot-proof finishes are applied on cotton
Organo-lead componds Advantages
It does not affect the handle of the fabric
It retains 100% of the fabric strength
It does not discolour the fabric