final report trials for the use of recycled gypsum in cement … recycled gypsum in cement... ·...
TRANSCRIPT
Final Report
Trials for the use of recycled gypsum in cement manufacture
Report demonstrating the potential to use recycled gypsum in the manufacture of cement partially or fully in place of natural gypsum.
Project code: PBD022-001 ISBN: 1-84405-404-7 Research date: September 2007 – March 2008 Date: November 2008

WRAP helps individuals, businesses and local authorities to reduce waste and recycle more, making better use of resources and helping to tackle climate change.
Written by: Faye Clamp, Jacobs Engineering UK Limited
Front cover photography: Lafarge Cement UK's Cement Mill Gypsum Feeder WRAP and Jacobs Engineering UK Limited believe the content of this report to be correct as at the date of writing. However, factors such as prices, levels of recycled content and regulatory requirements are subject to change and users of the report should check with their suppliers to confirm the current situation. In addition, care should be taken in using any of the cost information provided as it is based upon numerous project-specific assumptions (such as scale, location, tender context, etc.). The report does not claim to be exhaustive, nor does it claim to cover all relevant products and specifications available on the market. While steps have been taken to ensure accuracy, WRAP cannot accept responsibility or be held liable to any person for any loss or damage arising out of or in connection with this information being inaccurate, incomplete or misleading. It is the responsibility of the potential user of a material or product to consult with the supplier or manufacturer and ascertain whether a particular product will satisfy their specific requirements. The listing or featuring of a particular product or company does not constitute an endorsement by WRAP and WRAP cannot guarantee the performance of individual products or materials. This material is copyrighted. It may be reproduced free of charge subject to the material being accurate and not used in a misleading context. The source of the material must be identified and the copyright status acknowledged. This material must not be used to endorse or used to suggest WRAP’s endorsement of a commercial product or service. For more detail, please refer to WRAP’s Terms & Conditions on its web site: www.wrap.org.uk

Trials for the use of recycled gypsum in cement manufacture 1
Executive summary A small percentage of gypsum is incorporated into cement in order to modify its setting characteristics and traditionally the gypsum additive was obtained by mining. There are however alternative sources of gypsum which may be able to substitute for the mined variety. In particular large quantities of gypsum are used in plasterboard production which results in large amounts of gypsum waste being generated from construction, demolition or refurbishment with the resultant waste either being recycled or disposed of to landfill. Waste & Resources Action Programme (WRAP) had identified through a Scoping Study that there are significant actual and perceived barriers to the incorporation of recycled gypsum from plasterboard waste into cement mixtures. This study was then undertaken for WRAP to determine how the barriers could be overcome and how the cement industry could maximise the amount of gypsum waste utilised in its products and hence diverted from landfill. Each of the logistical, supply chain, process and environmental issues, previously identified as constraints were examined and shown to be manageable. The constraints could be overcome by modifying procedures and through a process of development of the industry which would be catalysed by the results of this study and implemented mostly through market forces. The study has demonstrated through desk studies and practical trials that recycled gypsum, of the quality currently available, can substitute technically for mined gypsum in the production of bagged cements, but that it remains to be proven acceptable to the ready mix market. The laboratory trials which preceded the operational trials provided differing results on cement properties which require further analysis to conclude the mechanisms involved and to ensure that cement performance standards can be assessed during production runs. The study and trials established further parameters associated with the use of plasterboard gypsum which were not previously identified and remain to be clarified through further research before the economics of a sustainable process can be established. These parameters include:
Maintenance regimes required to maximise production rates using recycled gypsum and the comparison with maintenance costs using mined gypsum
Ability of processors to deliver recycled gypsum with paper contents which minimise plant maintenance costs Effects of air entraining agents, which are added during plasterboard manufacture, on the properties of
cement made from recycled plasterboard. Combined effects of recycled gypsums and additives, used in the ready mix process, on concrete properties Modelling of cement production trials within the laboratory.
Despite these outstanding issues, there are clear economic advantages to the cement industry for implementing a switch to recycled gypsum. The analysis indicates that maximum utilisation of recycled gypsum supplies could lead to UK cement manufacturers saving almost £2 million annually. The UK economy would also benefit from reductions in cost of disposal to landfill and environmentally from reductions in landfill and virgin material use. In recognition of the benefits of using recycled plasterboard gypsum, described in the study, the UK’s largest cement manufacturer has committed to increasing sustainability of their production through the use of recycled gypsum and also to assisting gypsum recycling organisations to provide the quantity and quality of material they require.

Trials for the use of recycled gypsum in cement manufacture 2
Glossary and acronyms A. Cement Industry Shorthand for Al2O3
AOS. Area of Optimal Search BSI BS EN 196. British Standards Institute British Standard Norme Européen 196. This suite of standards details methods of testing cement. BSI EN 197. British Standards Institute British Standard Norme Européen 197. This suite of standards details the composition, specifications and conformity criteria for common cements. BSI EN 12457. British Standards Institute British Standard Norme Européen 12457. This standard details the characterisation of waste leaching compliance test for leaching of granular waste materials and sludges and the stage batch test at a liquid to solid ratio of 10 l/kg for materials with particle size below 4 mm. C. Cement industry shorthand for CaO DEFRA. Department for the Environment, Food and Rural Affairs. DEFRA promotes sustainable development as the way forward for Government. EA. Environment Agency. Regulator responsible for environmental regulation (including waste) in England and Wales. F. Cement industry shorthand for Fe2O3
F.O.C. Free Organic Carbon FGD. Flue Gas Desulphurisation Technology used to remove sulphur dioxide (SO2) from exhaust gases from power stations GIS. Geographical Information System. An information system capable of integrating, storing, editing, analyzing, sharing, and displaying geographically referenced information GWP. Global Warming Potential. A measure of how much a given mass of greenhouse gas is estimated to contribute to global warming, relative to the same mass of carbon dioxide. HGV. Heavy Goods Vehicle LCA. Life Cycle Analysis. A LCA models the interaction between a product and the environment from cradle to grave. LCI. Life Cycle Inventory. A LCI provides a cradle-to-grave accounting of the energy and material flows into and out of the environment that are associated with producing a material. LCUK. Lafarge Cement UK Natural Gypsum. Natural gypsum is formed geologically from the evaporation of seawater. Hydration of anhydrite near the surface results in deposits of nodular masses or beds of gypsum, which can be up to a few metres thick. Mined Gypsum. When natural gypsum has been extracted from the ground for commercial use. PAS (Publicly Available Specification) consultative documents developed and produced based on the British Standard Institutes’ (BSI) model Photochemical Oxidisation. The impact category whereby gases contributing to smog are aggregated.

Trials for the use of recycled gypsum in cement manufacture 3
REACH (Registration, Evaluation, Authorisation and Chemicals; 2007) is a major new system for chemical product regulation. REACH legislation includes the testing of a large range of chemicals and substances for their effects on the environment and human health. One of these chemicals is cement. S. Cement industry shorthand for SiO2
Silos. Silos are structures for storing bulk materials. Sulphate. Common cement industry terminology for SO3, (rather than SO4, the actual chemical formula for sulphate) Synthetic Gypsum. Synthetic gypsum is produced as a by-product; principally from flue gas desulphurisation in power generation and from the production of titanium oxide pigment used in white paint. WRAP. Waste & Resources Action Programme. WRAP helps individuals, businesses and local authorities to reduce waste and recycle more, making better use of resources and helping to tackle climate change.
Trials for the use of recycled gypsum in cement manufacture 4
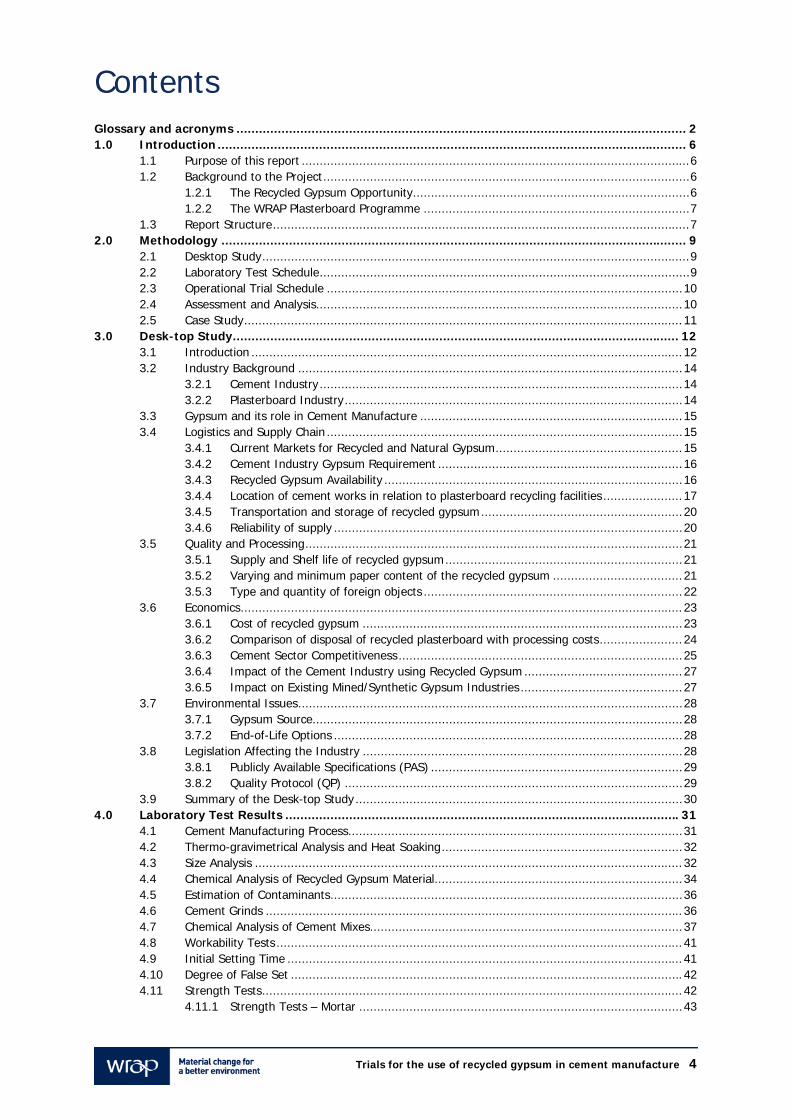
Contents Glossary and acronyms ........................................................................................................................ 2 1.0 Introduction ............................................................................................................................. 6
1.1 Purpose of this report ............................................................................................................6 1.2 Background to the Project......................................................................................................6
1.2.1 The Recycled Gypsum Opportunity.............................................................................6 1.2.2 The WRAP Plasterboard Programme ..........................................................................7
1.3 Report Structure....................................................................................................................7 2.0 Methodology ............................................................................................................................ 9
2.1 Desktop Study.......................................................................................................................9 2.2 Laboratory Test Schedule.......................................................................................................9 2.3 Operational Trial Schedule ...................................................................................................10 2.4 Assessment and Analysis......................................................................................................10 2.5 Case Study..........................................................................................................................11
3.0 Desk-top Study....................................................................................................................... 12 3.1 Introduction ........................................................................................................................12 3.2 Industry Background ...........................................................................................................14
3.2.1 Cement Industry.....................................................................................................14 3.2.2 Plasterboard Industry..............................................................................................14
3.3 Gypsum and its role in Cement Manufacture .........................................................................15 3.4 Logistics and Supply Chain ...................................................................................................15
3.4.1 Current Markets for Recycled and Natural Gypsum....................................................15 3.4.2 Cement Industry Gypsum Requirement ....................................................................16 3.4.3 Recycled Gypsum Availability ...................................................................................16 3.4.4 Location of cement works in relation to plasterboard recycling facilities......................17 3.4.5 Transportation and storage of recycled gypsum........................................................20 3.4.6 Reliability of supply .................................................................................................20
3.5 Quality and Processing.........................................................................................................21 3.5.1 Supply and Shelf life of recycled gypsum..................................................................21 3.5.2 Varying and minimum paper content of the recycled gypsum ....................................21 3.5.3 Type and quantity of foreign objects ........................................................................22
3.6 Economics...........................................................................................................................23 3.6.1 Cost of recycled gypsum .........................................................................................23 3.6.2 Comparison of disposal of recycled plasterboard with processing costs.......................24 3.6.3 Cement Sector Competitiveness...............................................................................25 3.6.4 Impact of the Cement Industry using Recycled Gypsum ............................................27 3.6.5 Impact on Existing Mined/Synthetic Gypsum Industries .............................................27
3.7 Environmental Issues...........................................................................................................28 3.7.1 Gypsum Source.......................................................................................................28 3.7.2 End-of-Life Options .................................................................................................28
3.8 Legislation Affecting the Industry .........................................................................................28 3.8.1 Publicly Available Specifications (PAS) ......................................................................29 3.8.2 Quality Protocol (QP) ..............................................................................................29
3.9 Summary of the Desk-top Study...........................................................................................30 4.0 Laboratory Test Results ......................................................................................................... 31
4.1 Cement Manufacturing Process.............................................................................................31 4.2 Thermo-gravimetrical Analysis and Heat Soaking...................................................................32 4.3 Size Analysis .......................................................................................................................32 4.4 Chemical Analysis of Recycled Gypsum Material.....................................................................34 4.5 Estimation of Contaminants..................................................................................................36 4.6 Cement Grinds ....................................................................................................................36 4.7 Chemical Analysis of Cement Mixes.......................................................................................37 4.8 Workability Tests .................................................................................................................41 4.9 Initial Setting Time ..............................................................................................................41 4.10 Degree of False Set .............................................................................................................42 4.11 Strength Tests.....................................................................................................................42
4.11.1 Strength Tests – Mortar ..........................................................................................43

Trials for the use of recycled gypsum in cement manufacture 5
4.11.2 Strength Tests - Concrete........................................................................................43 4.12 Surface area and particle density..........................................................................................44
5.0 Operational Scale Trial Results .............................................................................................. 45 5.1 Trial Process .......................................................................................................................45 5.2 Chemical Analysis ................................................................................................................47 5.3 Workability..........................................................................................................................47 5.4 Initial Setting Time ..............................................................................................................47 5.5 Degree of False Set .............................................................................................................48 5.6 Strength .............................................................................................................................48
5.6.1 Strength Tests - Mortar ...........................................................................................48 5.6.2 Strength Tests – Concrete .......................................................................................49
5.7 Surface Area and Particle Density .........................................................................................49 5.8 Mill inspection .....................................................................................................................49
6.0 Assessment and Analysis ....................................................................................................... 50 6.1 Technical Assessment ..........................................................................................................50
6.1.1 Chemical Analysis ...................................................................................................50 6.1.2 Physical Properties ..................................................................................................50 6.1.3 Practical issues .......................................................................................................52 6.1.4 Summary of Technical Assessment...........................................................................52
6.2 Market Assessment..............................................................................................................53 6.3 Economic Analysis ...............................................................................................................53
6.3.1 Background to NetWaste .........................................................................................53 6.3.2 Identification of Area of Search (AoS) for New Plasterboard Recycling Facilities ..........54 6.3.3 Economic Analysis – Transportation Costs ................................................................56 6.3.4 Summary of Economic Analysis................................................................................57
6.4 Environmental Analysis ........................................................................................................58 6.4.1 Transport Carbon Emissions ....................................................................................58 6.4.2 Other Carbon Emissions ..........................................................................................58 6.4.3 Other Environmental Impacts ..................................................................................58 6.4.4 Summary of Environmental Impacts.........................................................................59
7.0 Conclusions ............................................................................................................................ 60 Appendix 1 ......................................................................................................................................... 62
Trials for the use of recycled gypsum in cement manufacture 6
1.0 Introduction 1.1 Purpose of this report
The purpose of this document is to report the results of a desktop study, laboratory tests and small scale operational trials for the use of recycled gypsum as a complete or partial substitute for virgin gypsum in cement manufacture. The report considers any remaining barriers, perceived or actual, to the use of recycled gypsum which arose from the earlier Scoping Study1. These barriers are analysed and where possible discounted through desk study and the results of the laboratory and operational trials. The technical viability of the use of recycled gypsum to replace natural gypsum as well as environmental and economic benefits from the use of recycled gypsum are identified and quantified. A case study designed to inform the cement industry is provided in a separate publication.
1.2 Background to the Project 1.2.1 The Recycled Gypsum Opportunity
The Landfill (England & Wales) Regulations 2002 set out strict operational and technical requirements for landfill disposal designed to reduce the negative effects of landfill. Landfills may no longer accept waste types such as tyres and liquid wastes and new Waste Acceptance Criteria (WAC) must be used for material classifications. Landfills are classified as either Hazardous, Non-hazardous or Inert, and historical co-disposal methods can no longer be used. From 16 July 2005, the Landfill Regulations require specific WAC for gypsum and high-sulphate bearing wastes, gypsum waste includes that from plasterboard production or use. Guidance on the WAC requirements of the Landfill Regulations2 has been published by the Environment Agency. Based on this guidance, waste containing more than 10% sulphate must be disposed to a separate cell where there are no biodegradable wastes. However, if the load contains 10% or less of high sulphate bearing wastes it may be deposited in a non-specific cell.3 The Northern Ireland Environment and Heritage Service and the Scottish Environment Protection Agency do not currently require high sulphate waste to be deposited in mono-cells.
Waste plasterboard can be processed to produce recycled gypsum. Recycled gypsum from plasterboard is a granular powder with potential to be used in a variety of applications which currently use natural (mined) gypsum or synthetic gypsum (by-products from industrial processes). Naturally occurring gypsum is a critical additive in cement manufacture. UK production of cement has remained generally constant for the last few years at around 12 million tonnes per annum, and the British Cement Association do not anticipate a change in the UK cement market in the near future. The potential for the use of recycled gypsum in cement manufacture was identified in October 2006 and it could supply a proportion of the estimated 400,000 – 600,000 tonnes per annum of gypsum required. There is already evidence of beneficial use of recycled gypsum by at least one cement manufacturer in the UK and in the US however, detailed results of these trials have not been published. Because it is known that recycled gypsum can be used the aim of this project is to provide quantitative and qualitative results to encourage further uptake of recycled gypsum in the industry. The benefits associated with the use of recycled gypsum in cement are that:
the recycled content of cement will increase, which may assist cement manufacturers meeting their sustainable development objectives;
it will support the diversion of waste plasterboard from landfill; and the cement industries reliance upon natural materials will be reduced.
1 WRAP (2007) Scoping Study for the use of Recycled Gypsum in Cement Manufacture
2 Environment Agency (2006), Guidance for Waste Destined for Disposal in Landfill
3 The ‘10% rule’ will be removed in the first half of 2009

Trials for the use of recycled gypsum in cement manufacture 7
1.2.2 The WRAP Plasterboard Programme Through its Construction Programme, WRAP is helping the construction industry cut costs and increase efficiency through the better use of materials. Plasterboard is used extensively in the construction and refurbishment of buildings as a lining for walls and ceilings, and for forming structures such as partitions. Plasterboard waste can arise on construction sites for a number of reasons, including wasteful design, offcuts from its installation, damaged boards, and over-ordering. It is estimated that over 300,000 tonnes per year of waste plasterboard is produced on construction sites. It can also arise from strip-out activities during refurbishment and demolition projects; the waste arisings from this source are significantly higher. In total it is estimated that over one million tonnes of waste plasterboard are produced each year from construction and demolition activities. Most of this waste is currently disposed to landfill, even though it can be easily recycled. The WRAP plasterboard received funding from Defra through the Business Resource Efficiency and Waste (BREW) programme to divert plasterboard waste from landfill by working to overcome the barriers to plasterboard recycling. Additional funding is also received from the devolved administrations in Scotland, Wales and Northern Ireland. This funding was for three years from April 2005, ending in March 2008. WRAP worked to overcome these barriers through the following key areas:
plasterboard waste minimisation; site waste management; segregation and collection of plasterboard waste; development of infrastructure, including waste logistics and recycling capacity; market development for materials from plasterboard recycling – recycled gypsum and reclaimed paper; education, awareness and behavioural change; and informing and influencing legislation, regulations and policy.
More information on WRAP’s work can be found at www.wrap.org.uk/construction
1.3 Report Structure
Section 1 Introduction Introduction and background to the report, with the remainder of this report set out as follows:
Section 2 Methodology
A description of the methods used to undertake this project and the rationale and the assumptions made that underlie the project stages.
Section 3 Desk-top Study
A summary of published literature and information available within the cement industry to discount remaining perceived barriers to the use of recycled gypsum in cement manufacture
Section 4 Laboratory Test Results A technical summary and analysis of the results of laboratory scale tests on cement ball mill grinds for different proportion of recycled gypsum in cement. Effects of the recycled material use on concrete and mortar set times and strengths.
Section 5 Results of Operational Scale Trial A technical summary and analysis of the results of an operational scale trial carried out on cement grinds using the most successful proportional mix of natural to recycled gypsum ascertained from the laboratory trials.

Trials for the use of recycled gypsum in cement manufacture 8
Section 6 Assessment and Analysis A qualitative analysis of the technical, economic and environmental concerns of the cement industry arising from the use of recycled gypsum; including identification of current and future market prices, carbon emissions per kilometre of recycled gypsum and an assessment of market acceptance.
Section 7 Conclusions This section will outline and summarise all of the previous sections, and demonstrate the viability of recycled gypsum in cement manufacture. A case study to summarise this report will be published separately.

Trials for the use of recycled gypsum in cement manufacture 9
2.0 Methodology 2.1 Desktop Study
A previous desktop study4 (utilising the web as a research tool, Jacobs own knowledge and experience and information provided by WRAP), was undertaken to identify the potential for, and perceived barriers to, the use of recycled gypsum in the manufacture of cement. The study researched the benefits to the cement industry and opportunities, in particular, for the plasterboard recycling sector. Many of these barriers were removed following a Scoping Study5 undertaken by Jacobs and LCUK on behalf of WRAP, however a number remained. This desktop study addresses and discounts, where possible, these remaining perceived barriers which particularly concerned the purchasing and processing costs in comparison to virgin gypsum, manufacturing barriers and issues which may affect the logistics supply chain in the cement industry 2.2 Laboratory Test Schedule The methodology for conducting the laboratory trials has been split into five stages which are discussed below. Stage 1 Review of materials present in plasterboard As part of the desktop study, an investigation was made into the formulation of plasterboard including; sources of gypsum, types of paper, glues and other organics used. This identified ingredients that could affect quality parameters including strength and other physical properties of cements incorporating gypsum from this source. Stage 2: Material characterisation of recycled gypsum In order to quantify variability, a process was agreed with WRAP whereby representative samples of recycled plasterboard gypsum were taken from production runs on different days, spread over a two week period. This material was then sub sampled at Lafarge Cement UK’s Cauldon works to provide samples for characterisation of the main chemical and physical properties of the recycled material. These properties and their variance were obtained by conducting:
I. Comprehensive chemical analysis including trace metals and organics which was subcontracted to a third party ISO17025 certified test house.
II. Leachability testing to BS EN 12457 also subcontracted to a third party ISO17025 certified test house.
This test is required to be undertaken on any material that may be stored on open stockpiles and subject to the leaching effects of weather.
III. Thermo-gravimetric analysis. A thermo-gravimetric analysis of the gypsum samples was carried out to
determine the different mineralogical forms of calcium sulphate present in the material and their properties which have an important bearing on the setting characteristics of cement.
IV. Heat soaking. Representative samples were subjected to different periods of heat soaking. This was
done both to optimise the period of heat soaking required prior to laboratory scale grinding and to try to replicate the temperature regime which would be encountered by the gypsum in a full scale cement milling operation. The temperature regime encountered in cement milling is one of the critical parameters in determining the propensity for false setting in cements.
V. Size analysis for comparison with that of mined gypsum rock normally used within the process. These
analyses were carried out by LCUK
VI. Estimation of contaminants. The samples were analysed and the amount of contaminants such as paper and plastics in the recycled gypsum was estimated. These analyses were carried out by LCUK.
These studies were undertaken to confirm the appropriateness of the material as a natural gypsum replacement in cement manufacture, and also to evaluate safety and environmental issues in the storage and handling of the material.
4 WRAP (2007) Scoping Study for the use of Recycled Gypsum in Cement Manufacture
5 Ibid
Trials for the use of recycled gypsum in cement manufacture 10
Stage 3: Bench top evaluation of cements Laboratory mixes of clinker, gypsum and recycled gypsum were ground together to provide samples of cement for chemical and physical testing over set time periods Two different clinkers from LCUK works of contrasting alkali and sulphate content were used with recycled gypsum replacement rates of 0%, 25%, 50% and 100% of natural gypsum. The eight sets of samples were subjected to a full suite of EN 197 tests to determine the physical and chemical characteristics of these laboratory cement mortars, along with comparative concrete testing including slump. Cement mortar and concrete strength were evaluated at standard intervals. These results were used to gauge the optimum replacement rate of natural gypsum with recycled plasterboard gypsum over the range of cement clinkers produced in the UK. Stage 4: Material flow characteristics Following a size analysis and a visual inspection of the recycled gypsum it was concluded that the mass flow and storage characteristics could be best gauged by full scale trialling on the existing works gypsum storage and handling system rather than through laboratory trials. Stage 5: Project review/report Project reviews have been carried out on completion of each of the above stages, and progress regularly relayed to WRAP. 2.3 Operational Trial Schedule Jacobs, together with LCUK, undertook production trials on the use of recycled gypsum allowing a comprehensive review of the process to be made. Results from the trials address the remaining barriers, perceived or real, to recycled gypsum use in cement suggested by stakeholders in the Scoping Study6 as summarised in Error! Reference source not found.. The trials were carried out at LCUK’s Cauldon Works site on an open circuit mill rated at some 25tph cement. Recycled and natural gypsum was pre-blended by front end loader and grab crane before being fed through the normal gypsum silos and weighfeeders to the mill itself. The large scale production trials were successful in identifying issues which could not be identified through similar research or lab trials as the whole production process, from collection of appropriate waste gypsum, through to the completion of the final product, was taken into consideration. 2.4 Assessment and Analysis The Assessment and Analysis stage of the project consists of the following:
Stage 1 - Economic Analysis Stage 2 - Environmental Analysis Stage 3 - Market Assessment Stage 4 - Technical Assessment
Stage 5 involves conducting an overall Risk Assessment for the previous stages, and providing the data in a concise format. Stage 1 - Economic Analysis The competitiveness of the cement industry in the global marketplace was investigated to provide a detailed economic outlook for the UK industry as a whole. This information was gathered from market reports, other relevant evidence identified in the desktop study, and during the review stages of the laboratory tests. The analysis identified perceived business risks or benefits resulting from the trial, with particular emphasis on any cost implications. In particular an analysis of the cost implications of the collection and transportation of 6 WRAP (2007) Scoping Study for the use of Recycled Gypsum in Cement Manufacture

Trials for the use of recycled gypsum in cement manufacture 11
waste plasterboard for use in the cement industry was conducted. This involved the comparison of a number of possible scenarios for the transportation of waste plasterboard for use in the cement industry as follows: Scenario 1 All gypsum supplied by gypsum mines Scenario 2 All gypsum supplied by existing plasterboard recycling facilities, with capacity gap supplied from
the closest gypsum mines. Scenario 3 All gypsum supplied direct to cement works from future development sites Scenario 4 Gypsum supplied by existing plasterboard recycling facilities, with the capacity gap supplied
from hubs identified by the “pull” of the cement works Scenario 5 Gypsum supplied by existing plasterboard recycling facilities, with the capacity gap supplied
from hubs identified by the “pull” of future development Scenario 6 Gypsum supplied from just the hubs identified by the “pull” of the cement works Scenario 7 Gypsum supplied from just hubs identified by the “pull” of future development These scenarios allowed consideration of the suitability of different contractual arrangements for the collection and delivery of recycled gypsum for use in the cement industry, for example;
Multiple contracts to collect and deliver waste plasterboard to regional hubs where the waste plasterboard will be converted into recycled gypsum;
Single contracts where waste plasterboard is delivered direct to cement manufacturers where they have a designated processing plant on site.
NetWaste, Jacobs’ in-house gravity/transport model, which has been developed specifically to optimise the location of facilities in order to minimise the impacts of transportation, was used to identify optimal areas of search for new plasterboard recycling facilities (hubs) and the relative transport impacts of the locations of facilities within a catchment area. The NetWaste model is explained in more detail in 0. The modelling was used to determine the actual mileage and therefore associated transport costs for the transportation of natural and recycled gypsum under the seven scenarios. The capital outlay for each scenario was not quantified but the possible capital costs were considered. Stage 2 - Environmental Analysis An environmental analysis was undertaken. The carbon emissions associated with the collection and transportation of gypsum for use within the cement manufacturing industry were determined using the outputs from the NetWaste modelling in conjunction with Defra carbon conversion factors. Other environmental impacts not addressed in the desktop study were also assessed and where possible quantified. Stage 3 - Market Assessment To complete the desktop study, acceptability of the product to customers in the bagged and ready-mix sectors has been assessed. Stage 4 - Technical Assessment The detailed production trials produced the data required to enable a full technical assessment of the viability of the process to be made, which includes:
Operational constraints; and A technical assessment of the end products from the four trials, against the relevant UK and international
cement standards.
The outcome of this assessment is a best practice guide for the gypsum recycling industry, including methods of storage, methods of comminution, handling processes, percentage of paper, quality control at source, contaminants etc. 2.5 Case Study
Through the analysis of information and results from the desktop study, laboratory testing and small scale operational trials Jacobs and LCUK have produced a case study clearly outlining the business case for the use of

Trials for the use of recycled gypsum in cement manufacture 12
recycled gypsum in the cement industry. The case study considers the technical, operational, economic and environmental implications of the replacement of natural gypsum with recycled gypsum from plasterboard within the cement manufacturing industry. The case study includes recommendations to ensure the success of increased use of recycled gypsum in cement manufacture.
3.0 Desktop Study
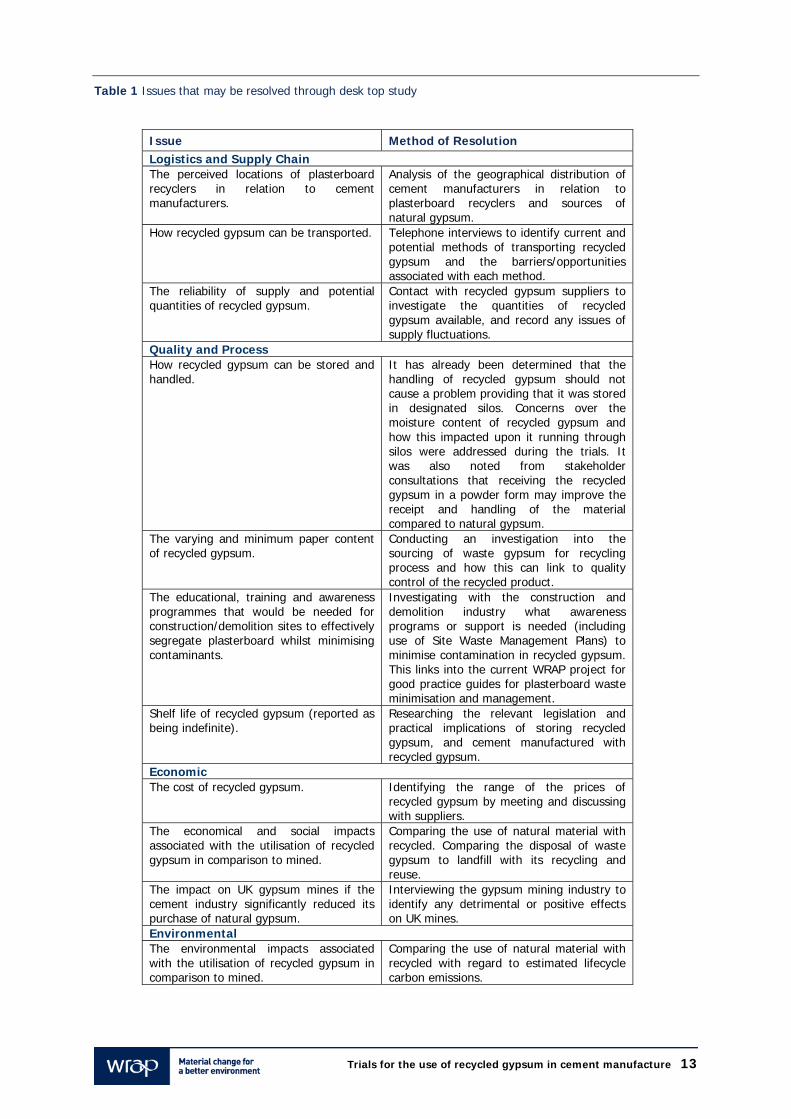
3.1 Introduction The earlier Scoping Study Report7 set out a number of perceived barriers to the use of recycled gypsum in the manufacture of cement. However, the report did not address how all these barriers could be overcome, and this desktop study aims, where possible, to conclude this process. The remaining barriers can be separated broadly into logistical, process, economic and environmental concerns. Some of these concerns were addressed in the Desk-top Study as listed in Table 1; others were addressed during the operational and lab trials and are reported elsewhere. This particularly applies to some of the environmental and economic effects of using recycled gypsum in place of natural gypsum in cement manufacture. The barriers are listed below in Table 1, along with suggested options to resolve the issues.
7 WRAP (2007) Scoping Study for the use of Recycled Gypsum in Cement Manufacture
Trials for the use of recycled gypsum in cement manufacture 13
Table 1 Issues that may be resolved through desk top study
Issue Method of Resolution Logistics and Supply Chain The perceived locations of plasterboard recyclers in relation to cement manufacturers.
Analysis of the geographical distribution of cement manufacturers in relation to plasterboard recyclers and sources of natural gypsum.
How recycled gypsum can be transported. Telephone interviews to identify current and potential methods of transporting recycled gypsum and the barriers/opportunities associated with each method.
The reliability of supply and potential quantities of recycled gypsum.
Contact with recycled gypsum suppliers to investigate the quantities of recycled gypsum available, and record any issues of supply fluctuations.
Quality and Process How recycled gypsum can be stored and handled.
It has already been determined that the handling of recycled gypsum should not cause a problem providing that it was stored in designated silos. Concerns over the moisture content of recycled gypsum and how this impacted upon it running through silos were addressed during the trials. It was also noted from stakeholder consultations that receiving the recycled gypsum in a powder form may improve the receipt and handling of the material compared to natural gypsum.
The varying and minimum paper content of recycled gypsum.
Conducting an investigation into the sourcing of waste gypsum for recycling process and how this can link to quality control of the recycled product.
The educational, training and awareness programmes that would be needed for construction/demolition sites to effectively segregate plasterboard whilst minimising contaminants.
Investigating with the construction and demolition industry what awareness programs or support is needed (including use of Site Waste Management Plans) to minimise contamination in recycled gypsum. This links into the current WRAP project for good practice guides for plasterboard waste minimisation and management.
Shelf life of recycled gypsum (reported as being indefinite).
Researching the relevant legislation and practical implications of storing recycled gypsum, and cement manufactured with recycled gypsum.
Economic The cost of recycled gypsum. Identifying the range of the prices of
recycled gypsum by meeting and discussing with suppliers.
The economical and social impacts associated with the utilisation of recycled gypsum in comparison to mined.
Comparing the use of natural material with recycled. Comparing the disposal of waste gypsum to landfill with its recycling and reuse.
The impact on UK gypsum mines if the cement industry significantly reduced its purchase of natural gypsum.
Interviewing the gypsum mining industry to identify any detrimental or positive effects on UK mines.
Environmental The environmental impacts associated with the utilisation of recycled gypsum in comparison to mined.
Comparing the use of natural material with recycled with regard to estimated lifecycle carbon emissions.

Trials for the use of recycled gypsum in cement manufacture 14
The desktop study was conducted utilising the web as a research tool, consultation of relevant publications, Jacobs own in house knowledge base and experience and information provided by WRAP. 3.2 Industry Background
3.2.1 Cement Industry
The cement industry contributes £775 million annually to the UK economy and produces around 12M tonnes of Portland cement a year, which represents about 90% of the cement sold in the UK.
There are four major manufacturers:
Castle Cement CEMEX UK Operations Lafarge Cement UK; and Tarmac Buxton Lime & Cement.
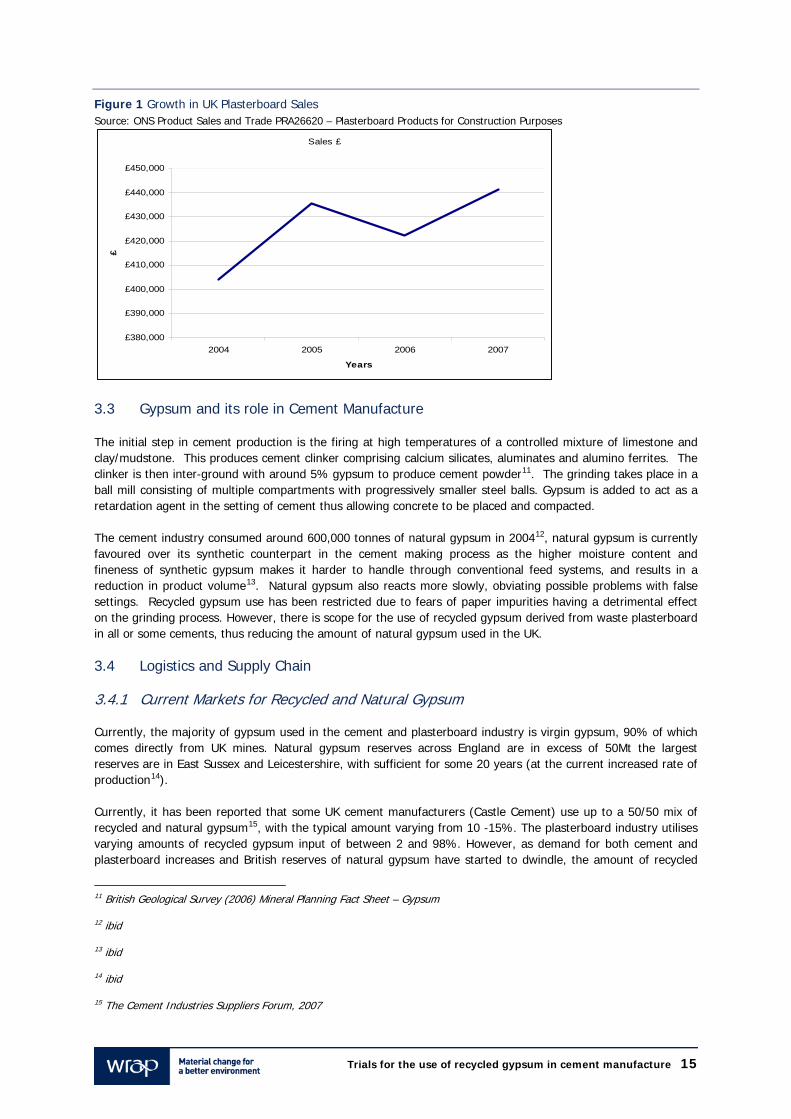
Current estimates by industry analysts predicts the UK cement market to hit £1,137 million by 2012 (2007 prices), with an associated 13% rise in demand resulting from EU legislation and energy costs8. This is reflected by recent figures released by the British Cement Association9, illustrating an increase in sales by 4.8% last year (2007), with cement production in the UK rising by 3.6%. This increase in cement demand is not unique to the UK. Indeed rising demand is being felt across the global construction sector. 3.2.2 Plasterboard Industry The plasterboard industry is also regarded as a growing industry, with global demand set to rise by 33% to almost 9 billion meters cubed by 2010. This increase equates to the UK market as a 5 - 6% growth per annum10. The growth of the plasterboard industry can be attributed to several factors;
Housing; The UK housing sector accounts for two thirds of plasterboard use, with 45,000 additional units established per annum (FPDC ‘Diverting Plasterboard Waste from Landfill).
Construction; The construction sector accounts for one third of plasterboard use.
Plasterboard use; Plasterboard or dry installation has replaced a significant proportion of the wet plastering
business, due to; Speed of build Skill level Reduced cost
8 http://mqr.info/index.php; April 2008
9 www.cementindustry.co.uk, 2008
10 www.investis.com
Trials for the use of recycled gypsum in cement manufacture 15
Figure 1 Growth in UK Plasterboard Sales Source: ONS Product Sales and Trade PRA26620 – Plasterboard Products for Construction Purposes
Sales £
£380,000
£390,000
£400,000
£410,000
£420,000
£430,000
£440,000
£450,000
2004 2005 2006 2007
Years
£
3.3 Gypsum and its role in Cement Manufacture The initial step in cement production is the firing at high temperatures of a controlled mixture of limestone and clay/mudstone. This produces cement clinker comprising calcium silicates, aluminates and alumino ferrites. The clinker is then inter-ground with around 5% gypsum to produce cement powder11. The grinding takes place in a ball mill consisting of multiple compartments with progressively smaller steel balls. Gypsum is added to act as a retardation agent in the setting of cement thus allowing concrete to be placed and compacted. The cement industry consumed around 600,000 tonnes of natural gypsum in 200412, natural gypsum is currently favoured over its synthetic counterpart in the cement making process as the higher moisture content and fineness of synthetic gypsum makes it harder to handle through conventional feed systems, and results in a reduction in product volume13. Natural gypsum also reacts more slowly, obviating possible problems with false settings. Recycled gypsum use has been restricted due to fears of paper impurities having a detrimental effect on the grinding process. However, there is scope for the use of recycled gypsum derived from waste plasterboard in all or some cements, thus reducing the amount of natural gypsum used in the UK. 3.4 Logistics and Supply Chain 3.4.1 Current Markets for Recycled and Natural Gypsum Currently, the majority of gypsum used in the cement and plasterboard industry is virgin gypsum, 90% of which comes directly from UK mines. Natural gypsum reserves across England are in excess of 50Mt the largest reserves are in East Sussex and Leicestershire, with sufficient for some 20 years (at the current increased rate of production14). Currently, it has been reported that some UK cement manufacturers (Castle Cement) use up to a 50/50 mix of recycled and natural gypsum15, with the typical amount varying from 10 -15%. The plasterboard industry utilises varying amounts of recycled gypsum input of between 2 and 98%. However, as demand for both cement and plasterboard increases and British reserves of natural gypsum have started to dwindle, the amount of recycled
11 British Geological Survey (2006) Mineral Planning Fact Sheet – Gypsum
12 ibid
13 ibid
14 ibid
15 The Cement Industries Suppliers Forum, 2007

Trials for the use of recycled gypsum in cement manufacture 16
gypsum used in the UK cement industry could rise to 594,750 tonnes per annum (Section 3.2), and the UK plasterboard industry could consume 401,800 tonnes per annum. 3.4.2 Cement Industry Gypsum Requirement Cement works in the UK are currently located near to their supply of naturally occurring materials, and most are situated in the countryside away from residential and commercial development. Generally the sites are therefore removed from construction and demolition sites. Table 2 lists UK cement works locations and total production capacity for each site.
Table 2 Cement Works and Site Capacity, UK
Company Plant Location Capacity (tpa)
Aberthaw South Glamorgan 550,000
Barnstone Nottinghamshire 100,000
Cauldon Staffordshire 930,000
Dunbar East Lothian 900,000
Hope Derbyshire 1,400,000
Northfleet Kent 1,200,000
Lafarge Cement UK
Westbury Wiltshire 765,000
Ketton Rutland 1,400,000
Ribblesdale Lancashire 870,000 Castle Cement
Padeswood Flintshire 840,000
Barrington Cambridgeshire 300,000
Rugby Warwickshire 1,400,000 Cemex Rugby Cement
Coningsby Lincolnshire 765,000
Tarmac Buxton Lime and Cement Tunstead Derbyshire 895,000
Total manufacturing capacity 12,315,000
As detailed in section 3.3, cement contains up to 5% gypsum, hence the UK cement industry could use up to 615,750 tonnes of recycled gypsum per annum, if it is found by the laboratory and operational trials to be a suitable replacement for natural gypsum.
3.4.3 Recycled Gypsum Availability
There are eight companies in the UK currently recycling waste plasterboard into recycled gypsum for use in both the plasterboard and cement industry. These companies are listed in Table 3. The recyclers require waste management licences to treat the material, and most hold waste carriers licences to enable them to collect plasterboard, and deliver recycled gypsum materials.

Trials for the use of recycled gypsum in cement manufacture 17
Table 3 Plasterboard Recyclers, UK
Company Name Locations Tonnage Capacity (ktpa)
New West Gypsum Avonmouth, Avon Immingham
60 (currently 36k) 25 (est 20-30)
Gypsum Recycling International Halling, Kent 110
British Gypsum16
East Leake, Loughborough Robertsbridge, Sussex Kirkby Thor, Cumbria Sherburn-in-Elmet, Leeds
Total 100
Roy Hatfield Ltd. Rotherham, South Yorkshire 50
Mid UK Recycling Grantham, Lincolnshire 50
Recyclet Brigg, Lincolnshire 65
Coast2Coast Tollerton, Yorkshire 25
PBR UK London 50
Total available plasterboard recycling capacity >535
Whilst the processing capacity of the five companies is at least some 535,000 tonnes per annum, the proportion of waste plasterboard which is converted to usable recycled gypsum is dependent on the level of contamination, and method of processing to remove paper content. Research17 conducted with the plasterboard recycling industry suggests that up to 10% of the plasterboard input into recycling facilities will not be processed into recycled gypsum, resulting in some 481,500 tonnes of recycled gypsum being produced from this sector. Therefore there is capacity within the UK to utilise all available recycled gypsum in the cement manufacturing industry.
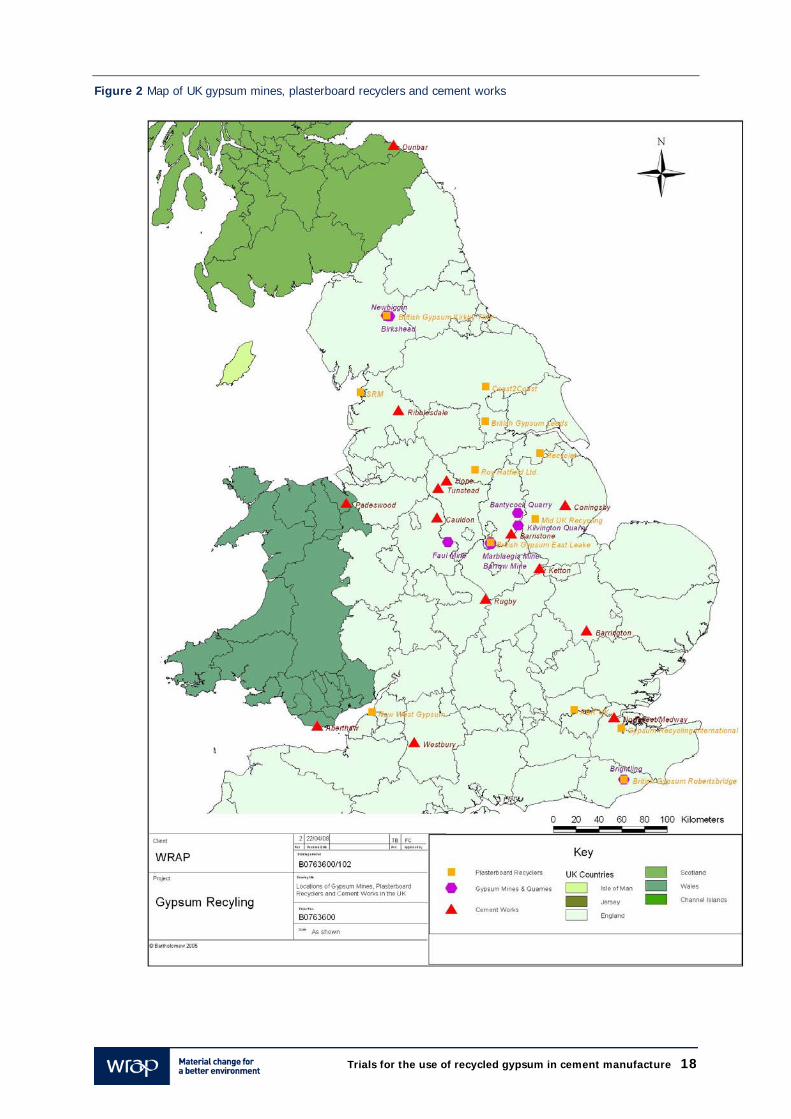
3.4.4 Location of cement works in relation to plasterboard recycling facilities The current network of plasterboard recycling facilities is less well developed than sources of natural or synthetic gypsum. The stakeholder group therefore perceived that recycled gypsum delivery costs may exceed those for natural or synthetic gypsum. To examine this concern, mapping of the sites detailed in Table 2 and Table 3 was undertaken. This showed that only three cement works were located more than 75 miles from a plasterboard recycling facility, as shown in Figure 2. Industry sources suggest that travel distances for complete loads below 75 miles would not be a disincentive to distributors.
16 British Gypsum currently use recycled gypsum for processing back into their own plasterboard products.
17 WRAP (unpublished) Waste Plasterboard Market Scoping Study
Trials for the use of recycled gypsum in cement manufacture 18
Figure 2 Map of UK gypsum mines, plasterboard recyclers and cement works

Trials for the use of recycled gypsum in cement manufacture 19
Table 4 Kilometres between Cement Works and Plasterboard Re-processors, 2007.
New West Gypsum
Gypsum Recycling International British Gypsum Mid UK
Roy Hatfield Ltd.
Solvent Resource Management Recyclet
Coast2 Coast
PBR UK
Avonmouth Immingham Halling Robertsbridge East Leake Sherburn
Kirkby Thore Grantham Rotherham Morecambe Brigg Tollerton London
Users of Gypsum Aberthaw 78 386 317 344 263 374 466 314 329 399 363 414 261 Barnstone 238 111 239 290 25 113 263 35 85 227 89 152 203 Cauldon 218 173 285 325 64 135 221 108 71 154 151 166 235 Dunbar 605 360 644 685 412 296 210 402 344 279 368 261 595 Hope 254 128 316 356 84 80 207 100 33 139 106 125 266 Northfleet* 235 298 17 72 226 341 500 220 295 432 277 380 38
Lafarge
Westbury 55 326 214 241 213 328 437 252 283 370 303 367 166 Ketton 229 133 190 241 59 153 302 50 127 269 111 192 146 Ribblesdale 314 184 414 454 176 95 117 187 107 70 162 93 364 Castle Cement
Padeswood 216 227 357 397 153 160 202 205 140 134 205 189 307 Barrington 263 204 120 171 136 228 377 125 197 346 183 267 77 Rugby 161 172 188 228 59 175 327 98 129 260 150 214 138
Cemex (Rugby) Cement
Coningsby 284 73 249 300 97 132 282 38 101 260 68 164 206
Tarmac Buxton Cement Tunstead 239 142 312 352 87 98 200 107 47 132 120 135 262
* Northfleet works will close in 2008.
Trials for the use of recycled gypsum in cement manufacture 20
3.4.5 Transportation and storage of recycled gypsum Gypsum Recycling UK state that recycled gypsum can be transported as per natural gypsum. Should recycled gypsum be supplied to cement manufacturers it is considered that the material will be transported in covered tipper trucks or tankers to a designated hopper prior to being utilised in the cement manufacturing process.
The operational trials (See Section 5.0) examined constraints to recycled gypsum flow through cement works handling systems and hoppers.
3.4.6 Reliability of supply
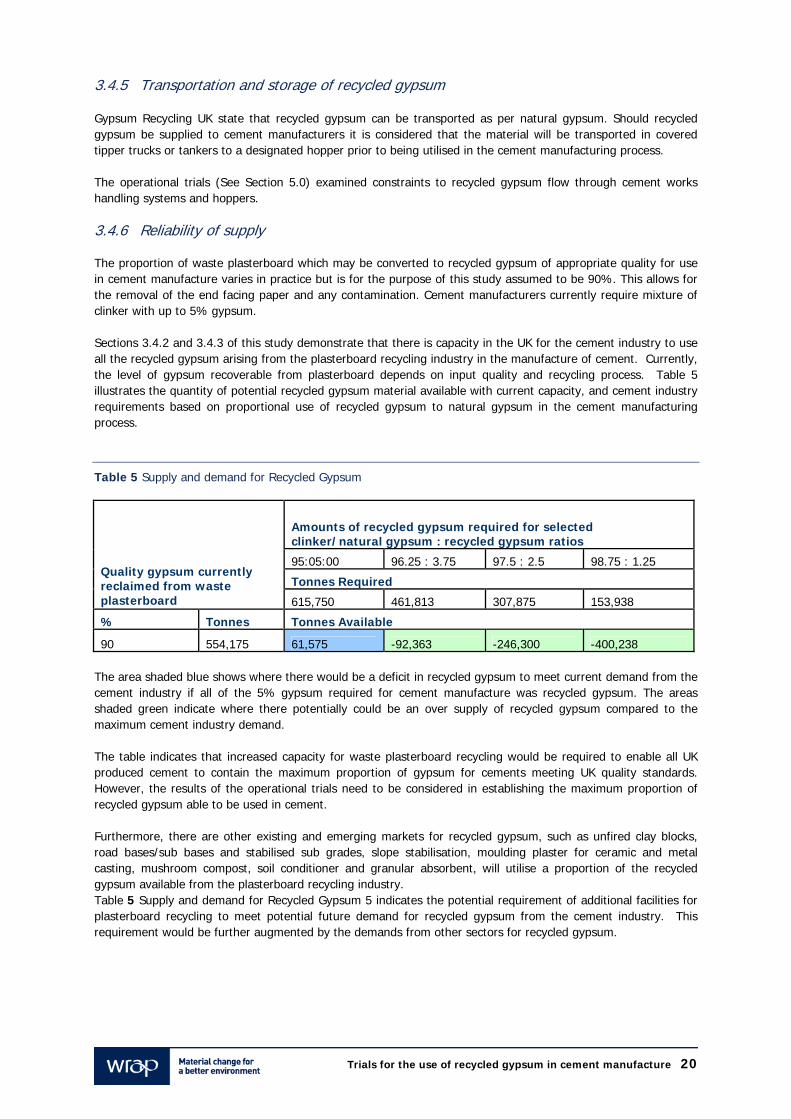
The proportion of waste plasterboard which may be converted to recycled gypsum of appropriate quality for use in cement manufacture varies in practice but is for the purpose of this study assumed to be 90%. This allows for the removal of the end facing paper and any contamination. Cement manufacturers currently require mixture of clinker with up to 5% gypsum. Sections 3.4.2 and 3.4.3 of this study demonstrate that there is capacity in the UK for the cement industry to use all the recycled gypsum arising from the plasterboard recycling industry in the manufacture of cement. Currently, the level of gypsum recoverable from plasterboard depends on input quality and recycling process. Table 5 illustrates the quantity of potential recycled gypsum material available with current capacity, and cement industry requirements based on proportional use of recycled gypsum to natural gypsum in the cement manufacturing process.
Table 5 Supply and demand for Recycled Gypsum
Amounts of recycled gypsum required for selected clinker/natural gypsum : recycled gypsum ratios
95:05:00 96.25 : 3.75 97.5 : 2.5 98.75 : 1.25
Tonnes Required Quality gypsum currently reclaimed from waste plasterboard 615,750 461,813 307,875 153,938
% Tonnes Tonnes Available
90 554,175 61,575 -92,363 -246,300 -400,238 The area shaded blue shows where there would be a deficit in recycled gypsum to meet current demand from the cement industry if all of the 5% gypsum required for cement manufacture was recycled gypsum. The areas shaded green indicate where there potentially could be an over supply of recycled gypsum compared to the maximum cement industry demand.
The table indicates that increased capacity for waste plasterboard recycling would be required to enable all UK produced cement to contain the maximum proportion of gypsum for cements meeting UK quality standards. However, the results of the operational trials need to be considered in establishing the maximum proportion of recycled gypsum able to be used in cement. Furthermore, there are other existing and emerging markets for recycled gypsum, such as unfired clay blocks, road bases/sub bases and stabilised sub grades, slope stabilisation, moulding plaster for ceramic and metal casting, mushroom compost, soil conditioner and granular absorbent, will utilise a proportion of the recycled gypsum available from the plasterboard recycling industry. Table 5 Supply and demand for Recycled Gypsum 5 indicates the potential requirement of additional facilities for plasterboard recycling to meet potential future demand for recycled gypsum from the cement industry. This requirement would be further augmented by the demands from other sectors for recycled gypsum.
Trials for the use of recycled gypsum in cement manufacture 21
A study of material flows in the plasterboard industry18 suggests that approximately 1 million tonnes of plasterboard waste from manufacturing, construction and demolition is being generated as waste. The existing maximum capacity of plasterboard recyclers is sufficient to recycle new build waste offcuts; however it is insufficient to cope with the maximum potential waste plasterboard arisings. Furthermore, with tighter environmental regulation and the associated increasing costs of disposal to landfill, waste plasterboard from refurbishments, smaller scale and demolition projects may, with suitable contamination controls, begin to be recycled, increasing the quantity and availability of recycled gypsum, and creating a requirement for further recycling capacity. The optimal Areas of Search (AoS) for the location of additional plasterboard recycling facilities within the UK are detailed in section 6.3.2. 3.5 Quality and Processing The quality of the recycled gypsum and its characteristics were considered by stakeholders within the Scoping Study to be barriers to its use in cement manufacture. The results of this desktop study will be augmented with those derived from the laboratory and operational trials. 3.5.1 Supply and Shelf life of recycled gypsum The Scoping Study19 identified that there were no significant fluctuations in the supply of gypsum throughout the year. December to February was reported as the quietest times of the year during which back logged materials are processed. It was reported by stakeholders in the study that although the shelf life of recycled gypsum has not been assessed, it is thought to be similar to that of natural gypsum, i.e. indefinite. Further desk based research has not revealed any information to justify or dispute the statement that the shelf life of recycled gypsum is similar to that of natural gypsum. 3.5.2 Varying and minimum paper content of the recycled gypsum Typically, plasterboard comprises of 95% gypsum and between 5% paper facing (by weight), on each side of the board. This paper facing can be problematic during the recovery process, as paper fibre contamination of greater than 1% not only decreases the proportion of recycled material but a high paper content in recycled gypsum can also result in other problems being encountered in its use within the cement industry;
The cellulose fibres of the paper may block the diaphragms in the cement ball milling process. The paper content may affect the viscosity of the cement
As a result, decreasing the paper content of recycled gypsum arising from waste plasterboards to less than 1% during the recovery process is regarded as key. Stakeholders involved in the WRAP Scoping Study20 identified that current paper content of recycled gypsum to be 1-2%. However, it was considered that achieving a paper content of <1% was viable, and further reducing the paper content was feasible with investment in capital equipment. The Scoping Study identified examples demonstrating the achievement of these low levels of contamination. Gypsum Recycling International (GRI) claim they are able to reduce the amount of paper in recycled gypsum to 0.5%, through the use of their patented mobile recycling unit, while Roy Hatfield Ltd. claim their material to be virtually paper free.21 The technology required to remove the paper content from waste plasterboard to less than 1% is readily available, with examples across the globe, including New West Gypsum Recycling in Canada. The cost impact on recycled gypsum powder product from reducing the paper content has not been identified. The paper content has been assessed during the laboratory and operational trials.
18 WRAP report, January 2006. Review of Plasterboard Material Flows and Barriers to Greater Use of Recycled Plasterboard
19 WRAP (2007); Scoping Study for the use of Recycled Gypsum in Cement Manufacture
20 ibid
21 Pers Comm with Graham Worthington, Glacier, A LaFarge Company

Trials for the use of recycled gypsum in cement manufacture 22
3.5.3 Type and quantity of foreign objects The Scoping Study22 identified the main types of foreign objects encountered in the recycling of plasterboard as being:
metal; wooden studding; and wire.
Wire presents the greatest risk to the plant as it can wrap around the moving parts of the machinery. Ferrous metals are removed with electromagnets. Wood is generally segregated out during the sieving process with other oversized articles.
By way of illustration, it was reported in a WRAP case study23 that of the total waste plasterboard arriving at Roy Hatfield Ltd. recycling facility, recycled gypsum constitutes approximately 89% of the output, whilst paper and vinyl/foil linings (from specialist plasterboard such as vinyl or metal foil lined) constitute approximately 8%, and contaminants approximately 3%. However, recent verbal discussions with Roy Hatfield have revealed that values up to 95% of the plasterboard can be recycled in line with best practice figures. Plasterboard from refurbishment and demolition is more often contaminated with wallpaper, nails, pieces of timber, and paint24. As a result plasterboard from demolition projects is not accepted at recycling facilities, however, if the boards were stripped out before the building was demolished, their inclusion could be possible, as long as fixings are removed and the boards are relatively uncontaminated. 3.5.4 Potential additives in plasterboard During the production process, additives are incorporated into the gypsum plaster core to impart specific properties. In addition, once the gypsum is converted to the hemihydrate state, this is then blended with various additives in small quantities to control properties in the manufacturing process and performance in use as plasterboard.
Different types of plasterboard are manufactured for specific uses and performance requirements, such as sound insulation, moisture resistance and fire resistance, and these each have a designated identification code letter as defined in BS EN 520:200425. For example, fire retardant plasterboards contain a small amount of fiberglass which helps to hold the drywall together during a fire. Table 6 below illustrates some of the additives in plasterboard, and the purpose they serve, which may find their way into the recycled gypsum process.
22 WRAP (2007); Scoping Study for the use of Recycled Gypsum in Cement Manufacture
23 WRAP (2004) Case Study- A partnership Approach to Plasterboard Waste Management and Recycling
24 Defra (2006)Market Transformation Programme BNPB2: Plasterboard- Waste Management version 1.5
25 WRAP (2008) Life Cycle Assessment of Plasterboard
Trials for the use of recycled gypsum in cement manufacture 23
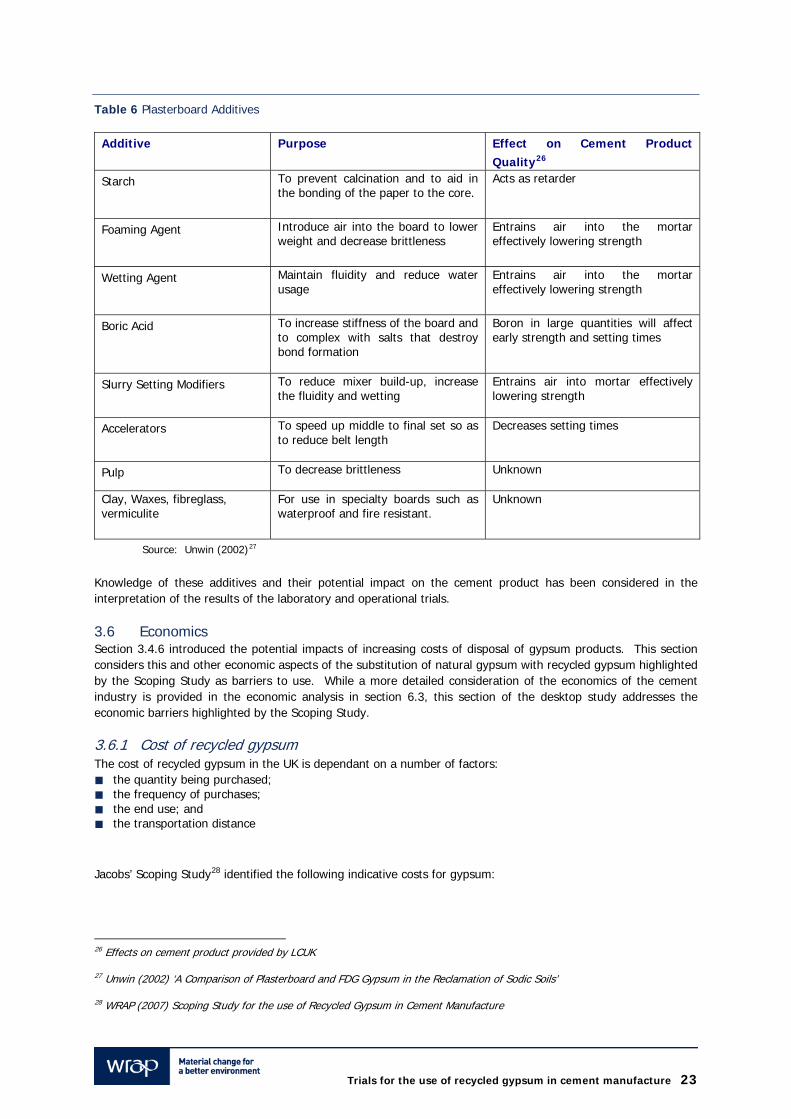
Table 6 Plasterboard Additives
Additive Purpose Effect on Cement Product Quality26
Starch To prevent calcination and to aid in the bonding of the paper to the core.
Acts as retarder
Foaming Agent Introduce air into the board to lower weight and decrease brittleness
Entrains air into the mortar effectively lowering strength
Wetting Agent Maintain fluidity and reduce water usage
Entrains air into the mortar effectively lowering strength
Boric Acid To increase stiffness of the board and to complex with salts that destroy bond formation
Boron in large quantities will affect early strength and setting times
Slurry Setting Modifiers To reduce mixer build-up, increase the fluidity and wetting
Entrains air into mortar effectively lowering strength
Accelerators To speed up middle to final set so as to reduce belt length
Decreases setting times
Pulp To decrease brittleness
Unknown
Clay, Waxes, fibreglass, vermiculite
For use in specialty boards such as waterproof and fire resistant.
Unknown
Source: Unwin (2002)27
Knowledge of these additives and their potential impact on the cement product has been considered in the interpretation of the results of the laboratory and operational trials.
3.6 Economics Section 3.4.6 introduced the potential impacts of increasing costs of disposal of gypsum products. This section considers this and other economic aspects of the substitution of natural gypsum with recycled gypsum highlighted by the Scoping Study as barriers to use. While a more detailed consideration of the economics of the cement industry is provided in the economic analysis in section 6.3, this section of the desktop study addresses the economic barriers highlighted by the Scoping Study. 3.6.1 Cost of recycled gypsum The cost of recycled gypsum in the UK is dependant on a number of factors:
the quantity being purchased; the frequency of purchases; the end use; and the transportation distance
Jacobs’ Scoping Study28 identified the following indicative costs for gypsum:
26 Effects on cement product provided by LCUK
27 Unwin (2002) ‘A Comparison of Plasterboard and FDG Gypsum in the Reclamation of Sodic Soils’
28 WRAP (2007) Scoping Study for the use of Recycled Gypsum in Cement Manufacture

Trials for the use of recycled gypsum in cement manufacture 24
Table 7 Price of Natural Gypsum vs Recycled Gypsum from Plasterboard
Manufacturer Price Per Tonne Haulage Recycled Gypsum from Plasterboard £5 - £8 Natural Gypsum £8 - £12
£1.50 per mile
Source: WRAP (2007); Scoping Study for the use of Recycled Gypsum in Cement Manufacture
This information demonstrates that, per tonne, recycled gypsum is more economical than natural gypsum. However, the report suggests that haulage costs could increase the cost of using recycled gypsum. Currently cement mills are located adjacent to gypsum mines so haulage costs of natural gypsum to these sites are very low however, as the proportion of imported gypsum rises, the economics will need revision. Conversely, while the cost of collection of waste plasterboard is included in the product cost, the recycling of plasterboard requires transport from the plasterboard recycler to the cement mill. While the cost per mile of haulage has been assumed to be the same, the relatively low value of recycled gypsum means that transportation costs impact heavily on the overall price per tonne. By way of illustration, Plasterboard Recycling UK is one of three companies known to offer plasterboard recycling in Scotland. Charges for the provision of a 40-yard skip and haulage in the Glasgow and Edinburgh area are £110 per tonne. The high haulage charges are a result of the lack of plasterboard manufacturers in Scotland; plasterboard is therefore transported to England for reprocessing. In this example the lack of recycling infrastructure and the long transportation distances means that costs associated with transportation represent the bulk of the cost29. Table 4 demonstrates that in all cases, there is a plasterboard recycler within 75 miles (120km) of a cement mill. Stakeholders involved in the Scoping Study suggested that travel distances for complete loads below 75 miles would not be a disincentive to distributors. It may therefore be considered that while transportation costs associated with recycled gypsum use in cement manufacture may increase its cost, it is likely that recycled gypsum will remain economically viable. A detailed analysis of the potential transportation costs associated with the use of recycled gypsum in the cement industry has been undertaken in section 6.3. 3.6.2 Comparison of disposal of recycled plasterboard with processing costs Up until July 2005, most plasterboard products in the UK were classified as non-hazardous inert waste which was permitted into landfill for co-disposal with other wastes of the same classification. Following implementation of the EU Landfill Directive in July 2005, high sulphate wastes were reclassified as non-hazardous, non-inert wastes. This now means that concentrations of plasterboard waste over a certain level destined for landfill must be segregated from other wastes and deposited in separated, engineered cells in non-hazardous landfills. This change has increased the cost of landfilling waste plasterboard with a landfill tax on active wastes currently at £32/tonne, compared to £2.50/tonne for inert wastes. The standard rate of landfill tax for active wastes will be increased by £8 a tonne, each year, from 1st April 2008 until at least 2010/2011. Table 8 Economic comparison of take-back against landfill disposal taken from the WRAP Good Practice Guidance Report on Plasterboard Waste Minimisation and Management (unpublished) illustrates the cost differential between disposal via landfilling compared to recycling resulting from the increased costs of plasterboard disposal.
29 Defra (2006) Market Transformation Programme ‘BNPB2: Plasterboard- waste management, Version 1.5
Trials for the use of recycled gypsum in cement manufacture 25
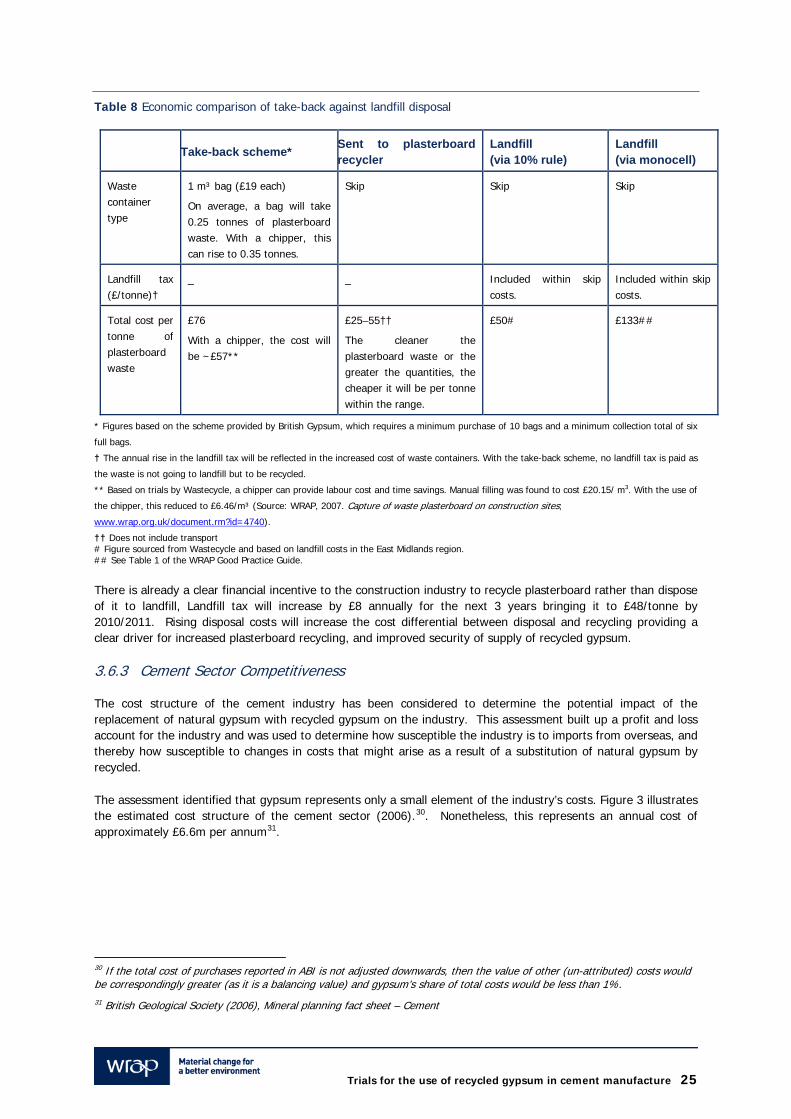
Table 8 Economic comparison of take-back against landfill disposal
Take-back scheme* Sent to plasterboard recycler
Landfill (via 10% rule)
Landfill (via monocell)
Waste container type
1 m³ bag (£19 each)
On average, a bag will take 0.25 tonnes of plasterboard waste. With a chipper, this can rise to 0.35 tonnes.
Skip Skip Skip
Landfill tax (£/tonne)†
_ _ Included within skip costs.
Included within skip costs.
Total cost per tonne of plasterboard waste
£76
With a chipper, the cost will be ~£57**
£25–55††
The cleaner the plasterboard waste or the greater the quantities, the cheaper it will be per tonne within the range.
£50# £133##
* Figures based on the scheme provided by British Gypsum, which requires a minimum purchase of 10 bags and a minimum collection total of six
full bags.
† The annual rise in the landfill tax will be reflected in the increased cost of waste containers. With the take-back scheme, no landfill tax is paid as
the waste is not going to landfill but to be recycled.
** Based on trials by Wastecycle, a chipper can provide labour cost and time savings. Manual filling was found to cost £20.15/ m3. With the use of
the chipper, this reduced to £6.46/m³ (Source: WRAP, 2007. Capture of waste plasterboard on construction sites;
www.wrap.org.uk/document.rm?id=4740).
†† Does not include transport # Figure sourced from Wastecycle and based on landfill costs in the East Midlands region. ## See Table 1 of the WRAP Good Practice Guide.
There is already a clear financial incentive to the construction industry to recycle plasterboard rather than dispose of it to landfill, Landfill tax will increase by £8 annually for the next 3 years bringing it to £48/tonne by 2010/2011. Rising disposal costs will increase the cost differential between disposal and recycling providing a clear driver for increased plasterboard recycling, and improved security of supply of recycled gypsum. 3.6.3 Cement Sector Competitiveness The cost structure of the cement industry has been considered to determine the potential impact of the replacement of natural gypsum with recycled gypsum on the industry. This assessment built up a profit and loss account for the industry and was used to determine how susceptible the industry is to imports from overseas, and thereby how susceptible to changes in costs that might arise as a result of a substitution of natural gypsum by recycled. The assessment identified that gypsum represents only a small element of the industry’s costs. Figure 3 illustrates the estimated cost structure of the cement sector (2006).30. Nonetheless, this represents an annual cost of approximately £6.6m per annum31.
30 If the total cost of purchases reported in ABI is not adjusted downwards, then the value of other (un-attributed) costs would be correspondingly greater (as it is a balancing value) and gypsum’s share of total costs would be less than 1%. 31 British Geological Society (2006), Mineral planning fact sheet – Cement

Trials for the use of recycled gypsum in cement manufacture 26
Figure 3 Estimated cost structure of cement sector 2006 (Total production cost £622 million)
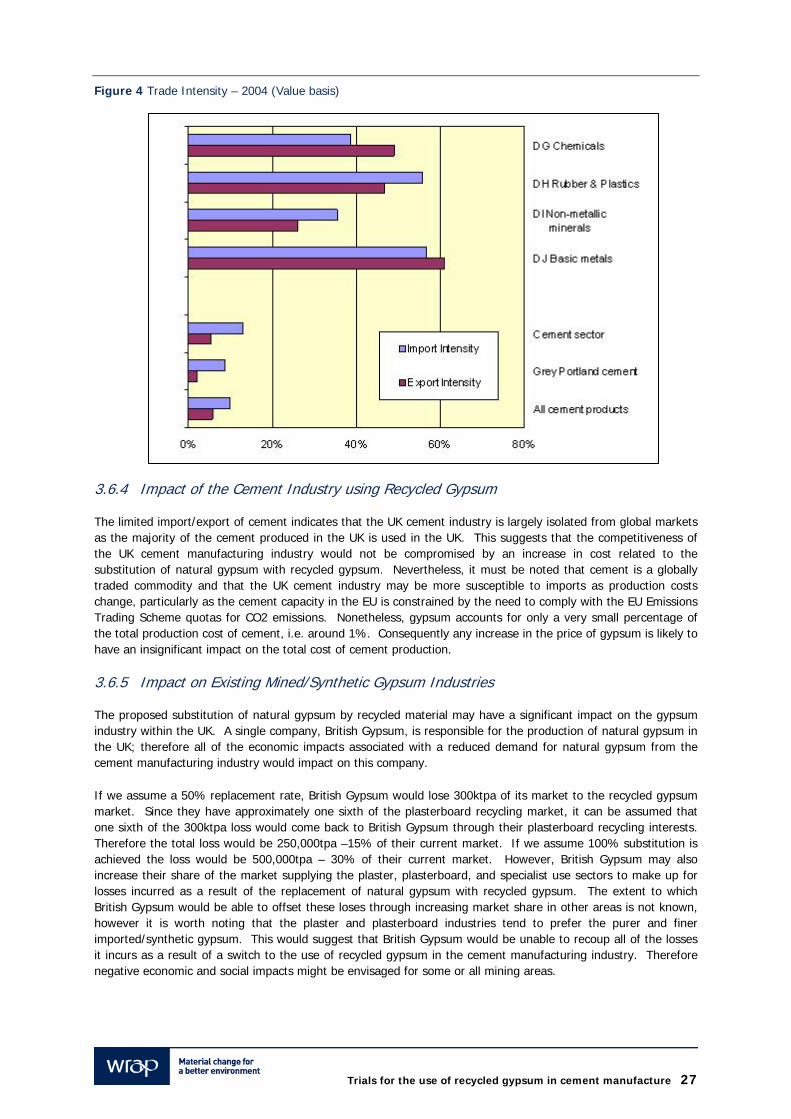
As illustrated, limestone and chalk is by far the largest cost element, accounting for around 45% of total production costs. Energy and labour are the other two main cost components, each accounting for around a quarter of total production costs. Gypsum accounts for a very small percentage of the total production cost of cement. Consequently, any increase or decrease in the price of gypsum is likely to have an insignificant impact on the total cost on cement production. Furthermore, the UK cement sector is relatively isolated from international competition; with low values for both import and export intensities.32 According to PRODCOM, the import intensity of the sector in 2004 was 13% (on a value basis), while the export intensity was 5%. However, these values include trade in cement clinker. For grey Portland cement, the import intensity was 9%, while the export intensity was only 2%. The trade intensities for alumina cement are higher – at around 30% and 70% respectively, but this accounts for only 4% of total sales value (1% of volume). As can be seen in Figure 4, the cement sector is much less trade intensive than other “industrial” manufacturing sectors.33 The import intensity for the non-metallic minerals sector as a whole was 35%, while the export intensity was 26%. For the chemicals, rubber and plastics, and basic metals sectors, import intensities ranged between 39% and 57%, while export intensities ranged between 47% and 61%.
32 Import intensity is equal to total imports divided by UK net supply (equal to UK production plus imports, minus exports). Export intensity is equal to total exports divided by UK production. 33 The trade intensities for the four sectors are calculated from information on outputs, imports and exports provided in the UK Supply and Use Tables.
26.4%
44.9%
23.9%
1.1%
1.1%
2.6%
Labour
Limestone &ChalkEnergy
Gypsum/ anhydrite
Clay & Shale
Other
Trials for the use of recycled gypsum in cement manufacture 27
Figure 4 Trade Intensity – 2004 (Value basis)
3.6.4 Impact of the Cement Industry using Recycled Gypsum The limited import/export of cement indicates that the UK cement industry is largely isolated from global markets as the majority of the cement produced in the UK is used in the UK. This suggests that the competitiveness of the UK cement manufacturing industry would not be compromised by an increase in cost related to the substitution of natural gypsum with recycled gypsum. Nevertheless, it must be noted that cement is a globally traded commodity and that the UK cement industry may be more susceptible to imports as production costs change, particularly as the cement capacity in the EU is constrained by the need to comply with the EU Emissions Trading Scheme quotas for CO2 emissions. Nonetheless, gypsum accounts for only a very small percentage of the total production cost of cement, i.e. around 1%. Consequently any increase in the price of gypsum is likely to have an insignificant impact on the total cost of cement production. 3.6.5 Impact on Existing Mined/Synthetic Gypsum Industries The proposed substitution of natural gypsum by recycled material may have a significant impact on the gypsum industry within the UK. A single company, British Gypsum, is responsible for the production of natural gypsum in the UK; therefore all of the economic impacts associated with a reduced demand for natural gypsum from the cement manufacturing industry would impact on this company. If we assume a 50% replacement rate, British Gypsum would lose 300ktpa of its market to the recycled gypsum market. Since they have approximately one sixth of the plasterboard recycling market, it can be assumed that one sixth of the 300ktpa loss would come back to British Gypsum through their plasterboard recycling interests. Therefore the total loss would be 250,000tpa –15% of their current market. If we assume 100% substitution is achieved the loss would be 500,000tpa – 30% of their current market. However, British Gypsum may also increase their share of the market supplying the plaster, plasterboard, and specialist use sectors to make up for losses incurred as a result of the replacement of natural gypsum with recycled gypsum. The extent to which British Gypsum would be able to offset these loses through increasing market share in other areas is not known, however it is worth noting that the plaster and plasterboard industries tend to prefer the purer and finer imported/synthetic gypsum. This would suggest that British Gypsum would be unable to recoup all of the losses it incurs as a result of a switch to the use of recycled gypsum in the cement manufacturing industry. Therefore negative economic and social impacts might be envisaged for some or all mining areas.
Trials for the use of recycled gypsum in cement manufacture 28
Furthermore, the majority of gypsum used in cement manufacturing is UK natural gypsum, 0.6Mt34, which is low grade gypsum for cement works (known as cement rock). This low grade gypsum has to be removed from gypsum mines to allow mining of high grade gypsum for plasterboard. This low grade ‘cement rock’ gypsum represents approximately 35% of British gypsum’s total output. Therefore if no outlet for this material is established, the whole mining operation may be questioned. 3.7 Environmental Issues 3.7.1 Gypsum Source The sourcing of gypsum through both conventional methods, i.e. mined and synthetic gypsum, and through recycling, has environmental impacts. Conventional gypsum is sourced through mining, either open cast or underground mining or synthetic generation such as flue-gas desulphurisation (FGD). This method of gypsum production is a key contributor to physical resource depletion, global warming potential resulting from energy use, ecotoxicity, photochemical oxidation and acidification35. The majority of environmental impacts occur as a result of combustion of coal fired power stations (and its allocation to the production of gypsum through oxidation of FGD residues). The principle environmental impacts of mined gypsum arise from resource depletion and energy use in production. The environmental impacts of recycled gypsum are principally attributed to the collection of waste plasterboard, and the recycling stage. The collection of waste plasterboard from disperse locations and the associated environmental impacts of road transportation, e.g. emissions of carbon dioxide, nitrous oxides, and particulates, while the removal of paper and other contaminants during the recycling process requires energy and generates a small percentage of waste36. Sourcing of gypsum through recycling carries greater environmental benefits than conventional methods. 3.7.2 End-of-Life Options Comparing the end-of-life options for gypsum in plasterboard illustrates the greater potential impact of landfilling plasterboard in a mono-cell landfill, as opposed to a mixed waste landfill. Table 9 shows the greater potential impact of disposal to a mono-cell landfill when compared to mixed waste landfill for a number of categories. This is due to increased fuel consumption and transportation burdens. The WRAP (2007) Life Cycle Assessment (LCA) of Plasterboard illustrates the four main end-of-life options for waste plasterboard, the source of recycled gypsum. Recycling of waste gypsum with low associated transportation needs is comparatively the better end-of-life option in terms of environmental impact.
The LCA illustrates the increased environmental impacts associated with the high transport scenario within the lifecycle analysis. Plaster and plasterboard works are normally located close to mines, thereby minimising the environmental impacts from transportation, while increased transportation is associated with the collection of waste plasterboard for recycling into recycled gypsum. As such consideration of the optimal location of plasterboard recycling facilities can assist in reducing environmental impacts associated with the process. 3.8 Legislation Affecting the Industry The Cement manufacturing industry must comply with legislation regulating the impact of its activities on the environment and regulations ensuring the quality of its products. Cement produced with recycled gypsum (CEM I – Clinker content 95 -100%) must comply with the specifications outlined in BSI EN 197, through the use of the testing methods provided in BSI BS EN 196. Mechanical and physical requirements of cements are set out in Table 2 of BS EN 197-1:2000, the heat of hydration must conform to condition 7.2.3 of BS EN 197-1:2000 and the chemical requirements for cements are given by Table 3 of BS EN 197-1:2000. 34 British Geological Survey (2006) Mineral Planning Fact Sheet – Gypsum
35 WRAP (2008), Life Cycle Assessment of Plasterboard
36 ibid

Trials for the use of recycled gypsum in cement manufacture 29
In addition to the regulation of the standard of cement, the industry’s impact on the environment is regulated through the following environmental legislation:
Pollution Prevention and Control Act 1999 Finance Act 2000 – Climate Change Levy and Climate Change Agreements Town & Country Planning Act (Mineral) Regulations 1995 EU REACH (Registration, Evaluation, Authorisation of Chemicals) Regulation 2007
The REACH Regulation is a major new system for chemical product regulation. REACH legislation includes the testing of a large range of chemicals and substances for their effects on the environment and human health. One of these chemicals is cement.
Further information on the REACH Regulation can be found at http://ec.europa.eu/enterprise/reach/index_en.htm 3.8.1 Publicly Available Specifications (PAS) PAS are consultative documents developed and produced based on the British Standard Institutes’ (BSI) model37. The main variation between a British Standard and a PAS is in the area of consensus. A British Standard must reach full consensus between all stakeholders on its technical content, whilst a PAS invites comments from any interested party but does not necessarily incorporate them. This means that the timescale for the development of a PAS can be significantly shorter. The use of recycled gypsum from waste plasterboard is well established in a range of applications, and new end markets are emerging. This PAS sets minimum requirements for the production of recycled gypsum from waste plasterboard, covering:
the selection, receipt and handling of input materials; the specifications of product grades; and the storage, labelling, dispatch and traceability of the products.
It also specifies requirements for a quality management system to ensure the recycled gypsum being produced is consistently fit for its intended uses. Development of the PAS began during the consultation stage in late summer 2007, with the final document being published in September 200838. The specification should assist in removing the majority of barriers associated with the significant uptake of recycled gypsum. 3.8.2 Quality Protocol (QP) Quality Protocols are being developed for a number of wastes and provide guidance to business that:
Define the point of full recovery from a waste to a product or material that can either be reused by the business or industry or sold into other markets; or
Define when wastes are recovered to a state where the Environment Agency considers that their use is acceptable in accordance with their Low Risk regulatory principles; and
Confirm to the business community what legal obligations remain to control the reuse of the treated waste material.
Discussions at the WRAP Plasterboard Forum have demonstrated that the current situation of recycled gypsum being defined as a waste is acting as a significant barrier to its reuse. A full QP for recycled gypsum would be expected to overcome this barrier, raise the profile of recycled gypsum and lead to significant market growth. A Quality Protocol for recycled gypsum is currently being developed with an anticipated publication in summer 2008. The quality protocol for recycled gypsum will result in waste gypsum recovered in line with the QP being classified as a product rather than a waste.
37 www.bsi-global.com
38 PAS 109: Specification for the production of recycled gypsum from waste plasterboard http://www.wrap.org.uk/construction/plasterboard/pas109.html

Trials for the use of recycled gypsum in cement manufacture 30
3.9 Summary of the Desk-top Study The desktop study has revealed that an estimated 3,000,000 tonnes of plasterboard is utilised in the UK construction industry annually, and that current projections suggest this figure will increase rapidly. The global demand for plasterboard is set to rise to 9 billion m3 by 2010, equating to a growth of 5% to 6% per annum39. Annually, approximately 800,000 to 1,300,000 tonnes of waste plasterboard is generated in the UK with approximately 1,000,000 tonnes currently disposed of to landfill, proving a significant environmental and economical challenge for the industry. The plasterboard recycling industry currently has capacity to recycle 535,000 tonnes of waste plasterboard per annum and is currently approximately 70% utilised. The UK cement industry produces approximately 12,000,000 tonnes of Portland cement each year, representing 90% of the UK market and contributing £775 million to the UK economy annually. Production is expected to increase by 3.6%40. The British cement industry utilises 600,000 tonnes of natural gypsum each year during manufacture. This increasing demand, coupled with the dwindling supply of natural gypsum from UK mines (section 3.2), suggests there is the potential to divert almost 600,000 tonnes of recycled gypsum derived from waste plasterboard from landfill to the cement manufacturing industry. This assessment indicates that there is scope for the full replacement of natural gypsum with recycled should the technical assessment resulting from the laboratory and operational trials determine it is suitable. The desktop study has identified that the perceived logistical and supply chain barriers to use of recycled gypsum can be overcome. While there is not currently sufficient plasterboard recycling capacity to meet the maximum cement industry demand, there is capacity to supply the industry at lower substitution rates, and there are a number of strong drivers for an increase in the quantity of recycled gypsum. In addition the study has identified that the special distribution of plasterboard recyclers and cement manufacturers is not likely to prevent its use. The desktop study provides detail and background to the quality and processing concerns raised by stakeholders. Removing the perceived barrier that recycled gypsum is unsuitable for cement manufacture due to its high paper content, foreign object content and shelf life are crucial. The desktop study has revealed that the paper content of recycled gypsum can create problems during cement manufacture. Nevertheless, it has been established that the paper content in recycled gypsum can, and indeed has been reduced to acceptable levels of <1%. The amount of contaminants (metal, wooden studding, wire), within recycled gypsum can be problematic. However, through not accepting plasterboard from the demolition industry, carefully selecting the source of recycled plasterboard, and increasing education and awareness of the construction industry, contaminates can be removed. The shelf life of recycled gypsum is thought to be similar to that of natural gypsum. Ensuring that the quality of recycled gypsum is suitable for the cement manufacture industry is vital to convincing the cement industry to use recycled gypsum as a sustainable and viable alternative to natural gypsum. These are addressed more fully in the operational trials. The desktop study identifies that there are clear economic benefits associated with the use of recycled gypsum, with reduced product costs to the cement industry and reduced disposal costs to the construction industry. Substitution of natural gypsum with recycled, represents a business opportunity for the plasterboard recycling industry. The assessment of the impact of a switch to recycled gypsum on both the cement and gypsum recycling industry anticipates no significant negative impact to the competitiveness of the cement industry, but a potential issue for the gypsum mining industry. British Gypsum as the sole gypsum mine operator may be exposed to a loss of market. The environmental barriers identified are concerned with the potential environmental impact from mined gypsum, as opposed to recycled gypsum. The desktop study highlights the environmental impacts associated with the sourcing and end-of-life management of both conventional (natural and FGD gypsum) and recycled gypsum. The study reveals that there are lower environmental impacts associated with recycled gypsum than natural gypsum. The recycling of waste gypsum associated with low transportation necessities incurs less of an environmental impact than landfilling (mixed and mono-cell), and therefore overall it is considered that the use of recycled gypsum results in environmental benefits, where transportation logistics are carefully considered and the associated impacts minimised. 39 www.investis.com
40 www.cementindustry.co.uk

Trials for the use of recycled gypsum in cement manufacture 31
4.0 Laboratory Test Results 4.1 Cement Manufacturing Process The chemical and physical properties of gypsum and individual clinkers, how they react together and the cement milling conditions during manufacture affects some of the most fundamental properties of Portland cement. For example, its workability and the water/cement ratio (W C), i.e. the amount of water required to achieve a workable concrete. Changes in W C alter the strength achieved by the concrete and hence bulk cement users rate cement performance, quality and price at constant W C. Cement clinker itself is a complex mixture of calcium silicates, aluminates and alumino ferrites and the nature of the raw materials give rise to differing percentages of these in the glassy clinker matrix. These differing percentages and differing amounts of alkaline earths and sulphur in the raw materials affect how the clinker reacts with gypsum. As the ratio and amount of sulphur to alkali increase the form in which alkalis are held in the clinker matrix changes from alkali sulphates to the double salt containing calcium and potassium ions and (rarely) at high sulphur to alkali ratios as calcium sulphate which is relatively inactive from a set retardation viewpoint compared to the more soluble (more active) single and double salts. Essentially if ground clinker without gypsum was added to water any calcium aluminate present would react rapidly with water with great heat evolution and the mixture would irreversibly stiffen - this is quick or ‘flash set’. It is to prevent this and control the rate of reaction that gypsum is ground with clinker in producing cement. When cement (i.e. milled clinker and gypsum) is mixed with water two main reactions occur:
The water dissolves calcium sulphate and lime to form an alkaline calcium sulphate solution. The calcium aluminate begins its rapid reaction with water to form calcium aluminate hydrate.
There immediately follows a reaction between the calcium sulphate and calcium aluminate hydrate and water to form the complex compound ‘ettringite’ which is very insoluble in the alkaline calcium sulphate solution. The ettringite deposits on the surface of the calcium aluminate forming a barrier against further hydration, the rate of reaction is determined by the diffusion rate of water through the ettringite layer. In this way flash set is avoided and the reaction controlled. These reactions progressively take up the free water present and the mixture stiffens forming a rigid framework against which further hydration of the silicate phases takes place, it is the hydration of these silicate phases, not aluminates, that give cement its progressive strength development. The rate of the initial reactions to form the stiff paste, essentially ‘workability’, is affected by the individual chemistry of the clinker’s tricalcium aluminate (C2A) content, the silicate content (C2S and C3S) and the chemistry of the alkalis and sulphur within the clinker matrix. Hence where we are investigating the replacement of natural gypsum with recycled gypsum it is important to trial with more than one clinker. Laboratory and full scale milling trials differ fundamentally with respect to the temperature regime the gypsum is subjected to. In the manufacture of cement, gypsum is added in a process carried out in large ball milling systems. Essentially all the grinding energy is dissipated as heat adding to the initial heat contained in hot clinker – depending on the process used clinker fed to the mills can vary in temperature up to and in excess of 100°C. This can mean that cement produced in the milling system can be up to 150°C with hot clinkers and open circuit milling systems. With closed circuit, highly airswept milling systems with high efficiency separators much lower temperatures (less than 100°C) are achieved. It should be noted that bench scale grinding tests are undertaken with cold clinker and gypsum in small ball mills which cannot duplicate the heat environment achieved in the industrial process. The high process temperatures result in any calcium sulphate added to the cement, being in a more or less dehydrated form. In the most favourable case it will be present as a mixture of gypsum (the dihydrate CaSO4.2H2O) and Calcium sulphate hemihydrate (CaSO4. ½H2O) but increasing temperatures, mean that it is more likely to be present wholly as hemihydrate and the fully dehydrated so called soluble anhydrite. The relatively higher solubility of hemihydrate and anhydrite can cause cement pastes to false set. Hemihydrate and soluble anhydrite have a relatively higher solubility in water than gypsum itself and thus when mixed with water form solutions which are supersaturated in relation to gypsum. The breakdown of this state of supersaturation results in very rapid deposition of gypsum from solution. If this occurs in a hydrating cement paste marked stiffening occurs known as false set or plaster set. In such a case remixing restores plasticity.
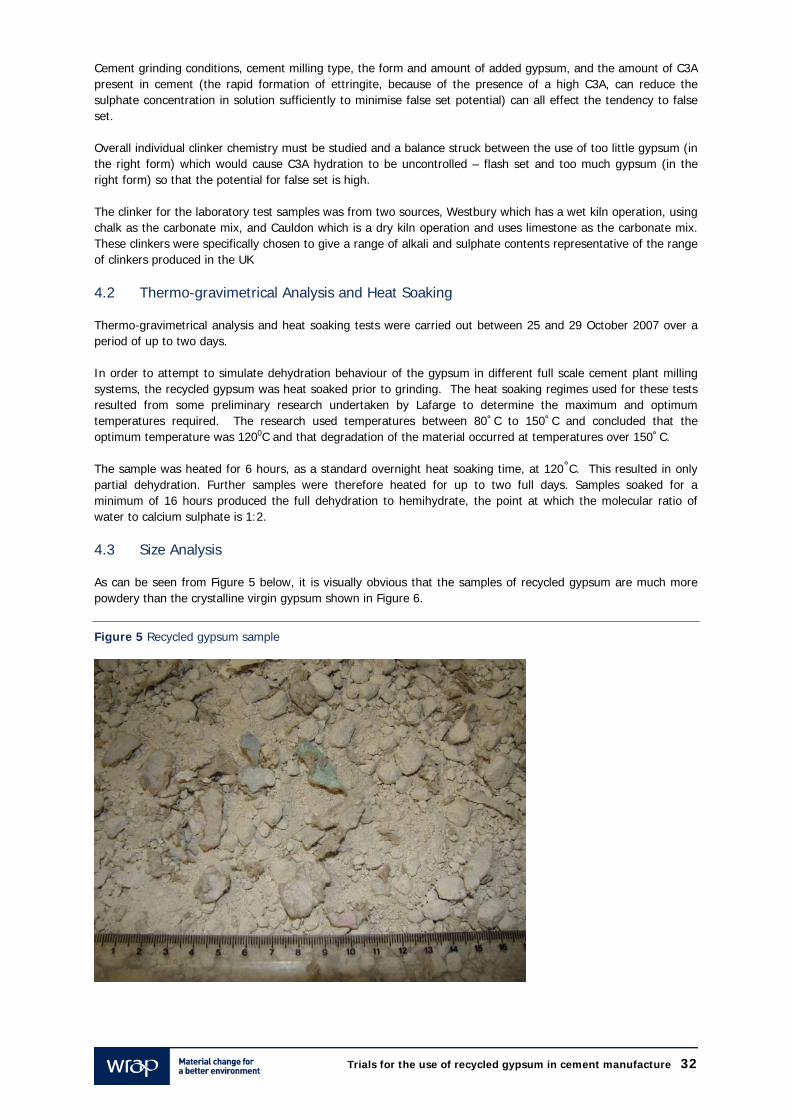
Trials for the use of recycled gypsum in cement manufacture 32
Cement grinding conditions, cement milling type, the form and amount of added gypsum, and the amount of C3A present in cement (the rapid formation of ettringite, because of the presence of a high C3A, can reduce the sulphate concentration in solution sufficiently to minimise false set potential) can all effect the tendency to false set. Overall individual clinker chemistry must be studied and a balance struck between the use of too little gypsum (in the right form) which would cause C3A hydration to be uncontrolled – flash set and too much gypsum (in the right form) so that the potential for false set is high. The clinker for the laboratory test samples was from two sources, Westbury which has a wet kiln operation, using chalk as the carbonate mix, and Cauldon which is a dry kiln operation and uses limestone as the carbonate mix. These clinkers were specifically chosen to give a range of alkali and sulphate contents representative of the range of clinkers produced in the UK 4.2 Thermo-gravimetrical Analysis and Heat Soaking Thermo-gravimetrical analysis and heat soaking tests were carried out between 25 and 29 October 2007 over a period of up to two days. In order to attempt to simulate dehydration behaviour of the gypsum in different full scale cement plant milling systems, the recycled gypsum was heat soaked prior to grinding. The heat soaking regimes used for these tests resulted from some preliminary research undertaken by Lafarge to determine the maximum and optimum temperatures required. The research used temperatures between 80˚C to 150˚C and concluded that the optimum temperature was 1200C and that degradation of the material occurred at temperatures over 150˚C. The sample was heated for 6 hours, as a standard overnight heat soaking time, at 120˚C. This resulted in only partial dehydration. Further samples were therefore heated for up to two full days. Samples soaked for a minimum of 16 hours produced the full dehydration to hemihydrate, the point at which the molecular ratio of water to calcium sulphate is 1:2. 4.3 Size Analysis As can be seen from Figure 5 below, it is visually obvious that the samples of recycled gypsum are much more powdery than the crystalline virgin gypsum shown in Figure 6.
Figure 5 Recycled gypsum sample

Trials for the use of recycled gypsum in cement manufacture 33
Figure 6 Virgin gypsum sample
The fundamental method for determining particle size is a sieve analysis. This method involves passing the material being sized through openings of a particular set of standard size screens. The particle-size distribution is then reported as the weight percentage retained on the sieves, and the percentage passed of the finest size. To establish the effects that sizing of gypsum material may have on the manufacturing process, specifically to diaphragms in the cement ball milling process, sieve analysis was carried out on a 500g sample of the recycled gypsum material, and on a 500g sample of natural rock gypsum. The results are shown in Table 9. The sieve sample was taken as a visually representative sample from the delivered load, and then ‘riffled’, which separates the sample into two separate randomly selected parts for sieving. The sieve size for the sample analysis ranged from 20 millimetres, to 75 micrometers.
Table 9 Sieve Analysis
Sieve Size % Retained Recycled Gypsum Material
% Retained Natural Rock Gypsum
>20mm 0 41.9
% Passing Recycled Gypsum Material
% Passing Natural Rock Gypsum
20mm 100 58.1
14mm 97.2 48.3
9.5mm 90.6 41.0
5mm 70.9 31.2
2.8mm 57.8 26.6
1.18mm 44.9 21.2
850 µm 41.0 19.9
600 µm 35.8 18.5
300µm 23.6 16.2
150 µm 12.0 10.9

Trials for the use of recycled gypsum in cement manufacture 34
75 µm 6.9 5.3
The photographs demonstrate a clear visual difference between the natural gypsum and the recycled gypsum, as does the data in Table 9; the natural rock gypsum being substantially larger in particle size prior to grinding in the milling process. Particle size distribution affects storage, as well as parts of the mechanised process, although the fact that natural rock gypsum is brittle by nature, and grinds down easily during milling suggests that particle size of the gypsum itself may not have a significant impact on the mechanised process. These effects have been studied as part of the operational scale trials. 4.4 Chemical Analysis of Recycled Gypsum Material A representative sample weighing 1kg, from the delivered load of recycled gypsum was tested between 15 November and 10 December 2007 by a third party test house. A comprehensive chemical analysis was carried out including trace metals and organics with the results shown in Table 10.

Trials for the use of recycled gypsum in cement manufacture 35
Table 10 Chemical analysis
Test Unit Result
Moisture at 35ºC % 10.3 Chlorine (Bomb Wash) mg/kg 308 Fluorine (Bomb Wash) mg/kg 50 LOI (loss on ignition) at 950C
% 13.0
Al2O3 % 0.7 CaO % 34.4 Fe2O3 % 0.3 K2O % 0.2 MgO % 0.4 Mn2O3 % <0.1 Na2O % 0.1 P2O5 % <0.1 SiO2 % 2.8 SO3 % 48.2341 TiO2 % <0.1 BaO % <0.1 SrO % 0.1 PAH by MS.WID22 mg/kg Req PCB (AROCLORS) mg/kg <0.06 Sulphide (Calc) as S mg/kg 24.29 pH 0.8 Mercury (Tot.MS) mg/kg 0.09 Antimony (Tot.MS) mg/kg <1 Arsenic (Tot.MS) mg/kg <1.1 Cadmium (Tot.MS) mg/kg <0.1 Chromium (Tot.MS) mg/kg 24 Cobalt (Tot.MS) mg/kg <1.1 Copper (Tot.MS) mg/kg 13.5 Lead (Tot.MS) mg/kg 6.7 Manganese (Tot.MS) mg/kg 59 Nickel (Tot.MS) mg/kg 10.1 Selenium (Tot.MS) mg/kg <1.1 Thallium (Tot.MS) mg/kg <1.1 Vanadium (Tot.MS) mg/kg 7.8 Zinc (Tot.MS) mg/kg 16.8 Beryllium (Tot.MS) mg/kg <1 Total Carbon % 1.8 Total Sulphur % 33.3 Vol. Organic Carbon % 1.21 F.O.C % mm 0.3
The tests have established the chemical composition of the recycled gypsum sample and indicate levels of trace metals and organics which may affect the ability of the recycled material to successfully replace natural gypsum in cement manufacture. The alkali and chloride content of cements is limited in cement standards and manufacturers undertakings to users as they can affect concrete durability. The analyses in Table 11 show the chloride and alkali content of the
41 Third Party Results considered by LCUK to be in error. Therefore LCUK carried out their own analysis and arrived at figure detailed.

Trials for the use of recycled gypsum in cement manufacture 36
recycled gypsum are less than is found in mined gypsum, and this would be perceived as beneficial by the cement manufactures. These routine analyses are not as comprehensive as the full results in
Table 10 Chemical analysis 10, but they do cover several important chemical characteristics to enable comparison with the recycled material.
Table 11 Comparison of chemical and physical properties of recycled and natural gypsum
Test Recycled Gypsum Natural: 07/01/08 Natural 14/01/08
Sulphates SO3 (%) 48.2342 48.38 42.09
Silica SiO2 (%) 2.8 4.10 6.50
Sodium oxide Na2O (%) 0.1 0.37 0.65
SO3 is the key variable in gypsum analysis, as this determines the proportion of gypsum to be used throughput the cement mill. Further chemical analysis was carried out on the mixed cement samples, and is detailed in section 4.7. 4.5 Estimation of Contaminants
The paper fraction of a 500g sample of ‘as received’ recycled gypsum was separated by being fired to burn off the paper content of the sample, and then weighed. Paper comprised some 1.5% of the sample. It is unclear however whether the same method of sampling and analysis of moisture content was used by the producer. 4.6 Cement Grinds Further tests were to be carried out on grind samples with clinker from two sources, used to represent the typical and extreme ranges of alkali sulphate content found in UK cements. Clinker made up 95% of the total grind material, and variable proportions of natural and recycled gypsum made up the remaining 5%, as shown in Table 12. A photograph of the ball grind is shown in Figure 7
Table 12 Grind Material
Source of Clinker Sample Reference Percentage Natural Gypsum
Percentage Recycled Gypsum
Cauldon Cauld1 5 0
Cauldon Cauld2 3.75 1.25
Cauldon Cauld3 2.5 2.5
Cauldon Cauld4 0 5
Westbury West1 5 0
Westbury West2 3.75 1.25
Westbury West3 2.5 2.5
Westbury West4 0 5
Samples of ground material were then taken either for chemical analysis or for mixing into concrete or mortar for chemical analysis, slump tests, ‘prism’ tests, strength, density and surface areas tests.
42 Figure obtained by LCUK’s own analysis of gypsum sample sent to third party testing house, in light of an incongruous result of 22.5% from the testing house.

Trials for the use of recycled gypsum in cement manufacture 37
Figure 7 Ball mill grinding samples
4.7 Chemical Analysis of Cement Mixes The full chemical analysis of the mixed cement samples are detailed in Table 13. The analysis results of mixed samples in Table 14 for both natural rock gypsum samples and recycled gypsum samples are considered by Cauldon laboratories to be within normal range. A comparison of the unmixed materials shows that the differences between natural rock gypsum and the recycled gypsum are only notable for major oxides Fe2O3, AL2O3 and SiO2, which appear naturally in rock, as contaminants principally in the form of clay minerals. The plasterboard manufacturing process uses high purity gypsum as a feedstock, uncontaminated by clay. The mined natural gypsum supplied by British Gypsum is a mixture of calcium sulphate dihydrate and anhydrite gypsum which contains no chemically bound water. Plasterboard gypsum is essentially pure calcium sulphate dihydrate but heat soaking of the plasterboard samples to simulate real milling conditions causes the gypsum to dehydrate to the hemihydrate form. The result of heat soaking can be seen in the thermal analysis and X-Ray Diffraction (XRD) results of the produced cements. As recycled gypsum percentage increases the amount of hemihydrate in the cement increases and the amount of anhydrite decreases. The sulphate balance in the laboratory test cement samples is shown in
Table 12 Grind Material 12. The highlighted lines in the X-ray diffraction section of the table, demonstrate that the percentage of anhydrite decreases as the percentage of recycled gypsum in the samples increases, reflecting the fact that the mined gypsum contains anhydrite whilst the recycled gypsum does not and that the heat soaking of the samples has not fully dehydrated the recycled gypsum dehydrate to the anhydrite form. This conclusion is in the thermal analysis section of the table, the highlighted lines indicating that the percentage hemihydrate in the samples increases as the proportion of recycled gypsum in the sample increases. Overall, the heat soaking regime appears to have simulated the heat environment that would be encountered in the full scale milling process. The sum of the amount of sulphate from hemihydrate and from soluble anhydrite (DSO3 value) for cements has been shown experimentally to be a useful predictor of the flash and false setting behaviour of cements:
For DSO3 values below 0.7 flash set of the cement is predicted.

Trials for the use of recycled gypsum in cement manufacture 38
For DSO3 values above 1.3 there is an increasing likelihood of false set.
Applying this rule to the laboratory ground cements all the Westbury cements including recycled plasterboard gypsum have a tendency to false set, but this is particularly pronounced in the cements containing 50% or more plasterboard gypsum in the gypsum mix. This tendency is exacerbated because the clinker sulphate level is naturally low and a larger proportion of the final cement sulphate has to be provided by added gypsum. In the laboratory ground Cauldon cements the predicted tendency to false set is less but still apparent at high recycled gypsum replacement levels. Hence the use of recycled plasterboard gypsum may be more viable for clinkers with inherently high sulphate contents. All other sulphate balance data varies less, and is considered by Cauldon laboratories to be within normal ranges.

Trials for the use of recycled gypsum in cement manufacture 39
Table 13 Chemical analysis results of laboratory gypsum and cement samples
Sample Virgin Gypsum
Recycled Gypsum
Cauld1 Cauld2 Cauld3 Cauld4 West1 West2 West3 West4
Soluble Sulphate % 45.77 42.73 3.14 3.07 3.11 3.07 3.44 3.20 3.12 3.09
XRF Results (%)
Al2O3 2.20 0.74 5.06 5.11 5.08 5.05 5.26 5.30 5.40 5.40
CaO 33.37 32.34 63.54 64.25 64.17 64.30 64.37 64.95 64.95 65.01
Fe2O3 0.93 0.34 3.35 3.47 3.46 3.43 2.89 2.87 2.90 2.87
K2O 0.60 0.17 0.74 0.72 0.75 0.74 0.81 0.80 0.84 0.80
Loss on Ignition 6.96 21.02 1.70 0.88 0.86 0.83 1.40 0.95 0.92 0.88
MgO 3.68 1.31 1.31 1.19 1.17 1.14 0.96 0.96 1.00 0.96
Mn2O3 0.00 0.00 0.07 0.08 0.08 0.08 0.05 0.05 0.06 0.06
P2O5 0.05 0.04 0.11 0.12 0.11 0.11 0.13 0.14 0.14 0.14
SiO2 7.81 2.33 20.40 20.78 20.65 20.57 20.05 20.06 20.02 20.06
SrO 0.20 0.10 0.05 0.05 0.05 0.06 0.10 0.10 0.10 0.10
TiO2 0.11 0.05 0.27 0.27 0.26 0.27 0.25 0.26 0.28 0.26
Total SO3 55.91 58.44 96.60 96.92 96.64 96.58 96.27 96.44 96.61 95.54
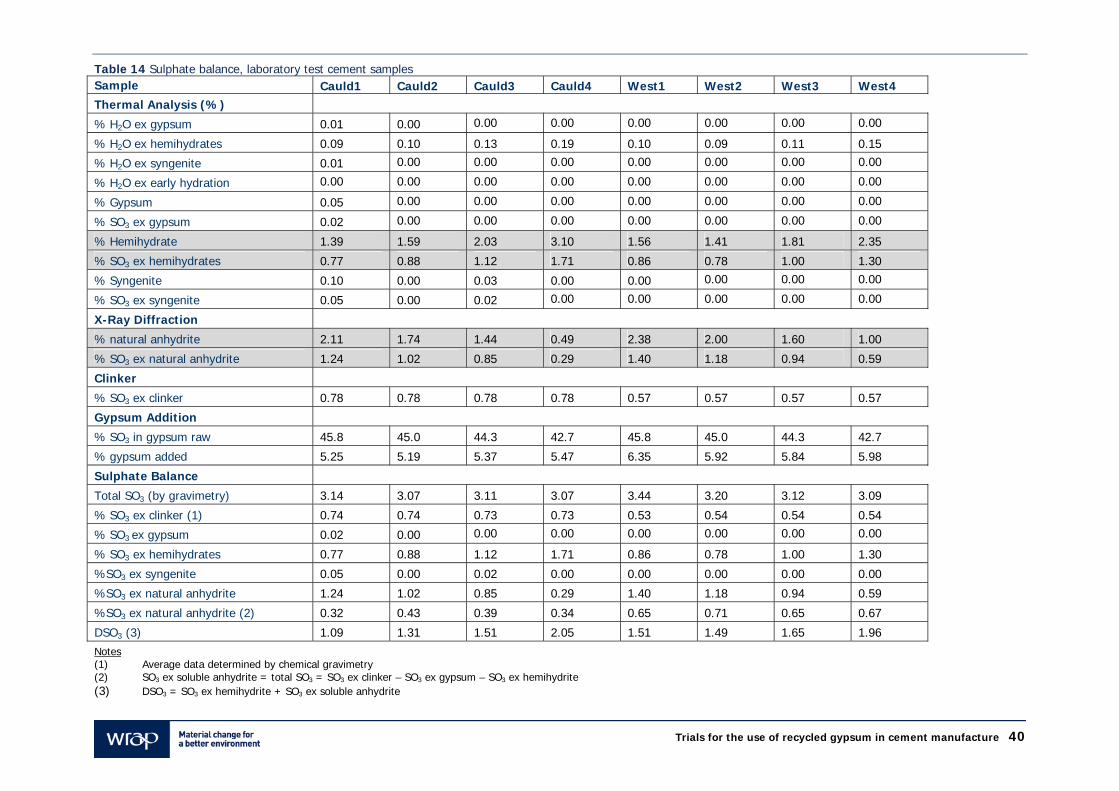
Trials for the use of recycled gypsum in cement manufacture 40
Table 14 Sulphate balance, laboratory test cement samples Sample Cauld1 Cauld2 Cauld3 Cauld4 West1 West2 West3 West4 Thermal Analysis (%)
% H2O ex gypsum 0.01 0.00 0.00 0.00 0.00 0.00 0.00 0.00
% H2O ex hemihydrates 0.09 0.10 0.13 0.19 0.10 0.09 0.11 0.15
% H2O ex syngenite 0.01 0.00 0.00 0.00 0.00 0.00 0.00 0.00
% H2O ex early hydration 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00
% Gypsum 0.05 0.00 0.00 0.00 0.00 0.00 0.00 0.00
% SO3 ex gypsum 0.02 0.00 0.00 0.00 0.00 0.00 0.00 0.00
% Hemihydrate 1.39 1.59 2.03 3.10 1.56 1.41 1.81 2.35
% SO3 ex hemihydrates 0.77 0.88 1.12 1.71 0.86 0.78 1.00 1.30
% Syngenite 0.10 0.00 0.03 0.00 0.00 0.00 0.00 0.00
% SO3 ex syngenite 0.05 0.00 0.02 0.00 0.00 0.00 0.00 0.00
X-Ray Diffraction
% natural anhydrite 2.11 1.74 1.44 0.49 2.38 2.00 1.60 1.00
% SO3 ex natural anhydrite 1.24 1.02 0.85 0.29 1.40 1.18 0.94 0.59
Clinker
% SO3 ex clinker 0.78 0.78 0.78 0.78 0.57 0.57 0.57 0.57
Gypsum Addition
% SO3 in gypsum raw 45.8 45.0 44.3 42.7 45.8 45.0 44.3 42.7
% gypsum added 5.25 5.19 5.37 5.47 6.35 5.92 5.84 5.98
Sulphate Balance
Total SO3 (by gravimetry) 3.14 3.07 3.11 3.07 3.44 3.20 3.12 3.09
% SO3 ex clinker (1) 0.74 0.74 0.73 0.73 0.53 0.54 0.54 0.54
% SO3 ex gypsum 0.02 0.00 0.00 0.00 0.00 0.00 0.00 0.00
% SO3 ex hemihydrates 0.77 0.88 1.12 1.71 0.86 0.78 1.00 1.30
%SO3 ex syngenite 0.05 0.00 0.02 0.00 0.00 0.00 0.00 0.00
%SO3 ex natural anhydrite 1.24 1.02 0.85 0.29 1.40 1.18 0.94 0.59
%SO3 ex natural anhydrite (2) 0.32 0.43 0.39 0.34 0.65 0.71 0.65 0.67
DSO3 (3) 1.09 1.31 1.51 2.05 1.51 1.49 1.65 1.96 Notes (1) Average data determined by chemical gravimetry (2) SO3 ex soluble anhydrite = total SO3 = SO3 ex clinker – SO3 ex gypsum – SO3 ex hemihydrite (3) DSO3 = SO3 ex hemihydrite + SO3 ex soluble anhydrite
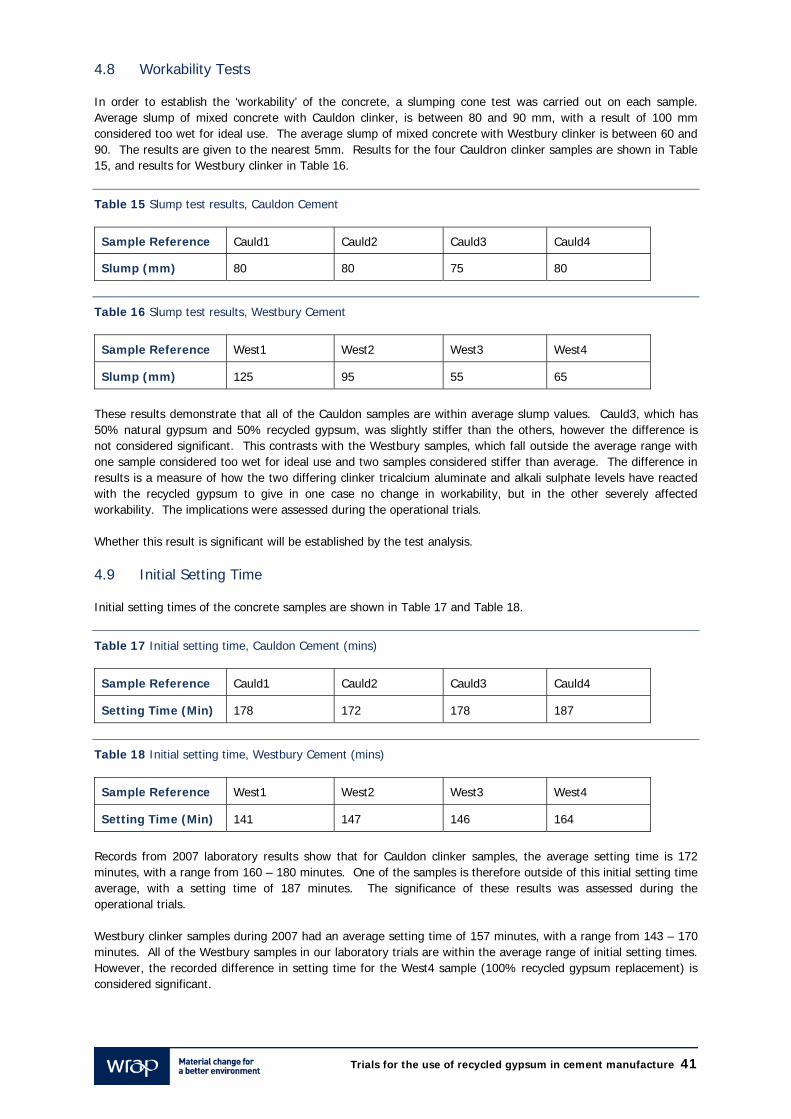
Trials for the use of recycled gypsum in cement manufacture 41
4.8 Workability Tests In order to establish the ‘workability’ of the concrete, a slumping cone test was carried out on each sample. Average slump of mixed concrete with Cauldon clinker, is between 80 and 90 mm, with a result of 100 mm considered too wet for ideal use. The average slump of mixed concrete with Westbury clinker is between 60 and 90. The results are given to the nearest 5mm. Results for the four Cauldron clinker samples are shown in Table 15, and results for Westbury clinker in Table 16.
Table 15 Slump test results, Cauldon Cement
Sample Reference Cauld1 Cauld2 Cauld3 Cauld4
Slump (mm) 80 80 75 80
Table 16 Slump test results, Westbury Cement
Sample Reference West1 West2 West3 West4
Slump (mm) 125 95 55 65
These results demonstrate that all of the Cauldon samples are within average slump values. Cauld3, which has 50% natural gypsum and 50% recycled gypsum, was slightly stiffer than the others, however the difference is not considered significant. This contrasts with the Westbury samples, which fall outside the average range with one sample considered too wet for ideal use and two samples considered stiffer than average. The difference in results is a measure of how the two differing clinker tricalcium aluminate and alkali sulphate levels have reacted with the recycled gypsum to give in one case no change in workability, but in the other severely affected workability. The implications were assessed during the operational trials. Whether this result is significant will be established by the test analysis. 4.9 Initial Setting Time Initial setting times of the concrete samples are shown in Table 17 and Table 18.
Table 17 Initial setting time, Cauldon Cement (mins)
Sample Reference Cauld1 Cauld2 Cauld3 Cauld4
Setting Time (Min) 178 172 178 187
Table 18 Initial setting time, Westbury Cement (mins)
Sample Reference West1 West2 West3 West4
Setting Time (Min) 141 147 146 164
Records from 2007 laboratory results show that for Cauldon clinker samples, the average setting time is 172 minutes, with a range from 160 – 180 minutes. One of the samples is therefore outside of this initial setting time average, with a setting time of 187 minutes. The significance of these results was assessed during the operational trials. Westbury clinker samples during 2007 had an average setting time of 157 minutes, with a range from 143 – 170 minutes. All of the Westbury samples in our laboratory trials are within the average range of initial setting times. However, the recorded difference in setting time for the West4 sample (100% recycled gypsum replacement) is considered significant.
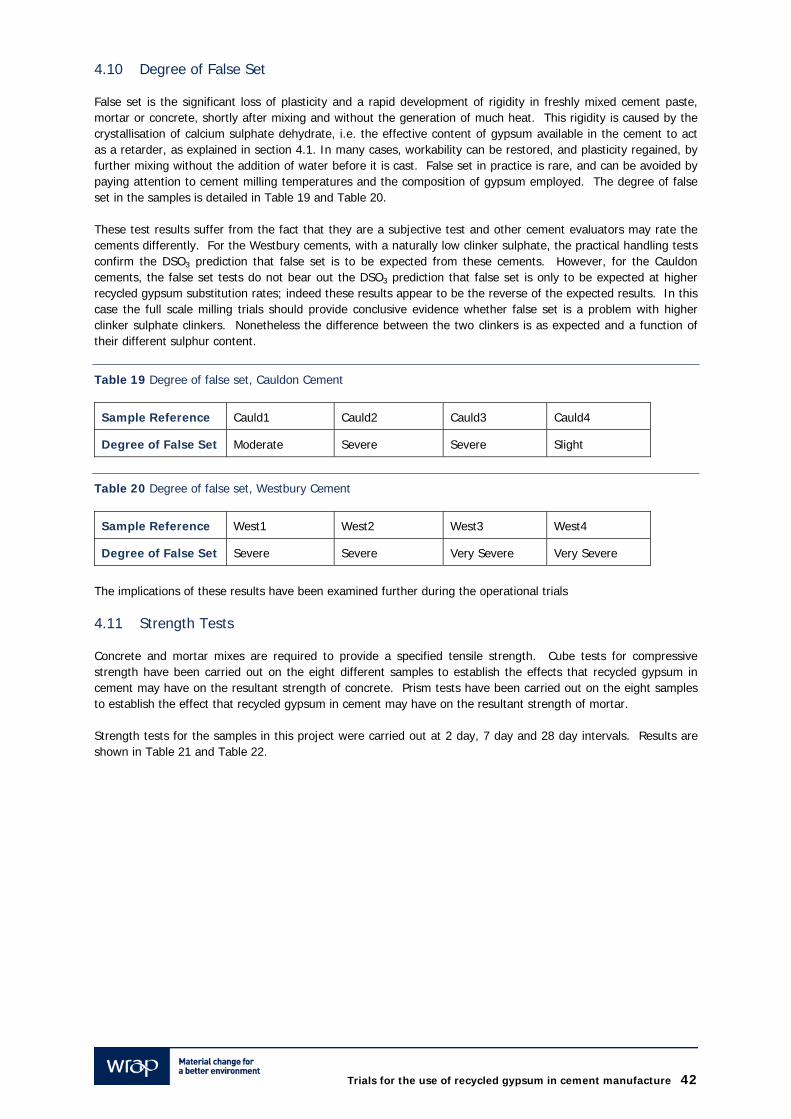
Trials for the use of recycled gypsum in cement manufacture 42
4.10 Degree of False Set False set is the significant loss of plasticity and a rapid development of rigidity in freshly mixed cement paste, mortar or concrete, shortly after mixing and without the generation of much heat. This rigidity is caused by the crystallisation of calcium sulphate dehydrate, i.e. the effective content of gypsum available in the cement to act as a retarder, as explained in section 4.1. In many cases, workability can be restored, and plasticity regained, by further mixing without the addition of water before it is cast. False set in practice is rare, and can be avoided by paying attention to cement milling temperatures and the composition of gypsum employed. The degree of false set in the samples is detailed in Table 19 and Table 20. These test results suffer from the fact that they are a subjective test and other cement evaluators may rate the cements differently. For the Westbury cements, with a naturally low clinker sulphate, the practical handling tests confirm the DSO3 prediction that false set is to be expected from these cements. However, for the Cauldon cements, the false set tests do not bear out the DSO3 prediction that false set is only to be expected at higher recycled gypsum substitution rates; indeed these results appear to be the reverse of the expected results. In this case the full scale milling trials should provide conclusive evidence whether false set is a problem with higher clinker sulphate clinkers. Nonetheless the difference between the two clinkers is as expected and a function of their different sulphur content.
Table 19 Degree of false set, Cauldon Cement
Sample Reference Cauld1 Cauld2 Cauld3 Cauld4
Degree of False Set Moderate Severe Severe Slight
Table 20 Degree of false set, Westbury Cement
Sample Reference West1 West2 West3 West4
Degree of False Set Severe Severe Very Severe Very Severe
The implications of these results have been examined further during the operational trials 4.11 Strength Tests Concrete and mortar mixes are required to provide a specified tensile strength. Cube tests for compressive strength have been carried out on the eight different samples to establish the effects that recycled gypsum in cement may have on the resultant strength of concrete. Prism tests have been carried out on the eight samples to establish the effect that recycled gypsum in cement may have on the resultant strength of mortar. Strength tests for the samples in this project were carried out at 2 day, 7 day and 28 day intervals. Results are shown in Table 21 and Table 22.

Trials for the use of recycled gypsum in cement manufacture 43
Table 21 Strength test results, Cauldon clinker samples (MPa)
Sample Reference Cauld1 Cauld2 Cauld3 Cauld4
2 day mortar 31.0 23.7 23.5 22.1
7 day mortar 47.3 40.5 38.0 35.2
28 day mortar 60.3 52.6 53.2 48.3
2 day concrete 21.3 19.9 20.0 19.3
7 day concrete 34.9 34.4 34.1 32.3
28 day concrete 46.2 47.9 48.7 46.6
Table 22 Strength test results, Westbury clinker samples (MPa)
Sample Reference West1 West2 West3 West4
2 day mortar 32.7 31.5 29.4 26.2
7 day mortar 51.1 48.0 46.2 44.2
28 day mortar 61.2 57.6 52.5 50.6
2 day concrete 24.6 23.0 23.2 21.4
7 day concrete 39.9 39.1 38.5 37.7
28 day concrete 51.5 50.6 49.7 50.3
4.11.1 Strength Tests - Mortar For both Westbury and Cauldon cement the results of the mortar testing show significant reductions in strengths, compared to controls, as the percentage of recycled gypsum increases. As part of the standard testing procedure employed on strength testing to BSEN 196, weights of prisms are recorded both in air and water. These prism weights show a reduction as the proportion of recycled gypsum increases. This indicates that the air content of the mortar is increasing with increasing recycled gypsum. Increased air content of mortars indicates that the recycled plasterboard contains chemicals that are acting as air entraining agents. 4.11.2 Strength Tests - Concrete Average strength results for concrete do not show the drop off in strengths associated with BSEN 196 mortar testing of the cement. This confirms the conclusion that the drop off in strength is merely an artefact of the increased air entrainment found in the mortar samples. Concrete samples contain much less cement than the equivalent mortar prism and also contain a much wider particle size distribution, due to aggregate content of the mix. For both these reasons, air entraining agents within the cement itself have a much more limited effect on concrete strength testing results. These results again indicate that it is air entraining agents within the recycled gypsum that are causing the apparent drop off in strengths. It should be noted that additional air entrainment in cement mortars is not necessarily a drawback, so long as the effect is reproducible and can be allowed for within the BS EN196 compliance testing regime. Indeed some packed cements are manufactured with the addition of air entrainers to enhance specific properties in use such as frost resistance. For this market, cement that was inherently air entraining, would be an advantage.

Trials for the use of recycled gypsum in cement manufacture 44
For bulk cements where the main customers are ready mix concrete producers who use a sophisticated blend of additives into their concrete formulation, test work would be needed to show that the air entraining agents from the recycled gypsum did not participate in adverse reactions with the concrete additive mixture. 4.12 Surface area and particle density In general, the higher the surface area of a cement sample, the higher the strength of the cement. The longer a sample is milled, the higher the surface area will be. The particle density data is required to calculate the specific surface area, but analysis is carried out against specific surface area only. The results are shown in Table 23 and Table 24. It must be noted that cements are normally produced with surface areas in the range of 350 – 450m²/kg.
Table 23 Surface area and particle density, Cauldon samples
Sample Reference Cauld1 Cauld2 Cauld3 Cauld4
Specific Surface Area (m²/kg)
386 411 416 399
Particle Density (kg/m³)
3176 3195 3193 3188
Table 24 Surface area and particle density, Westbury samples
Sample Reference West1 West2 West3 West4
Specific Surface Area (m²/kg)
474 438 441 432
Particle Density (kg/m³)
3146 3163 3162 3161
All the cements produced have similar surface areas allowing comparison of cement properties. The Westbury control grind is of slightly higher than the other Westbury cements and this should be allowed for when comparing cement strengths.

Trials for the use of recycled gypsum in cement manufacture 45
5.0 Operational Scale Trial Results 5.1 Trial Process The results of the laboratory scale grinding trials had shown very poor mortar strength development compared to control grinds, due to the presence of air entraining substances within the recycled gypsum. A risk assessment carried out by Cauldon works on the proposed full scale milling of cement containing recycled gypsum concluded that the production of large quantities of cement in products destined for the ready-mix concrete market was not acceptable. This was because of both low strength in development and the potential adverse reaction of customers’ additives with the air entraining agents present in the recycled gypsum. However, the assessment also concluded that risk of using recycled gypsum in the less technically demanding bagged product would be accepted. The circuit configuration at Cauldon works determined that products from the closed circuit mills can only be pumped to bulk cement storage; hence following the risk assessment referred to above, closed circuit mills could not be used for the trial. Open circuit mill 3 rated at 25tph product was chosen for the trial, producing normal 42.5 grade bag cement into cement silo number 1. A control sample, representative of normal production, was taken from the mill during a routine bag cement production run on 21 January 2008 for comparison with the samples arising from the operational trial. The gypsum hopper feeding number 3 mill was then emptied and the mill stopped. One of the two gypsum intake stores was also emptied and no further loads were added. On the 22 January 2008 a mixture of 50% recycled and 50% natural gypsum was blended by front end loader and added to the gypsum intake hopper. The mill was started and the Number 3 mill gypsum feed hopper was filled with the blend material via the crane handling system. The mill was then run for 7.5 hours from 09.20 to 16.50 using the mixed gypsum feed. Gypsum addition rates were controlled as per the standard operating procedures of the central control room. A sample of cement was taken every hour during the trial and a composite sample produced for physical and chemical testing.
Figure 8 Feed belt to mill showing 50/50 gypsum mix
Trials for the use of recycled gypsum in cement manufacture 46
Figure 9 Main feed belt to mill after clinker fed onto gypsum
On the 23 January the procedure was repeated using 100% recycled gypsum, in this instance the trial ran from 0720 hours to 1910 hours, with 11 hours of samples forming the composite sample for testing. A total of 463 tonnes of cement was produced during the operational trial, equivalent to 18,520 25kg bags. This was blended into bag cement produced on other mills and sold as normal bagged product. As no bulk cements were being produced no samples were collected for customer evaluation. Once the blended gypsum had run empty the intake store was filled with 100% recycled material and fed into the mill as above. A further sample was taken after 2 hours of milling with the 100% replacement. As with the laboratory trials, a suite of tests were carried out on samples from the operational trials. Samples are referenced as detailed in Table 25.
Table 25 Operational trial sample percentages
Sample Reference % Natural Gypsum % Recycled Gypsum
Ops 1 5 0
Ops 2 2.5 2.5
Ops 3 0 5
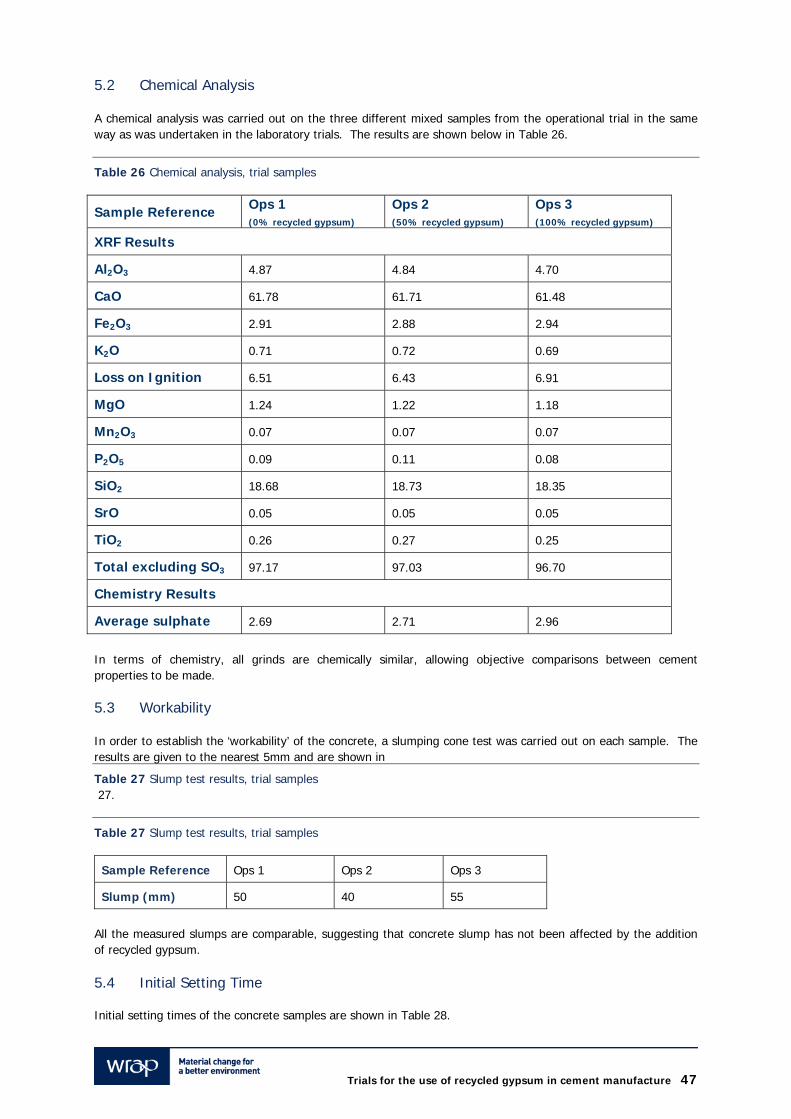
Trials for the use of recycled gypsum in cement manufacture 47
5.2 Chemical Analysis A chemical analysis was carried out on the three different mixed samples from the operational trial in the same way as was undertaken in the laboratory trials. The results are shown below in Table 26.
Table 26 Chemical analysis, trial samples
Sample Reference Ops 1 (0% recycled gypsum)
Ops 2 (50% recycled gypsum)
Ops 3 (100% recycled gypsum)
XRF Results
Al2O3 4.87 4.84 4.70
CaO 61.78 61.71 61.48
Fe2O3 2.91 2.88 2.94
K2O 0.71 0.72 0.69
Loss on Ignition 6.51 6.43 6.91
MgO 1.24 1.22 1.18
Mn2O3 0.07 0.07 0.07
P2O5 0.09 0.11 0.08
SiO2 18.68 18.73 18.35
SrO 0.05 0.05 0.05
TiO2 0.26 0.27 0.25
Total excluding SO3 97.17 97.03 96.70
Chemistry Results
Average sulphate 2.69 2.71 2.96
In terms of chemistry, all grinds are chemically similar, allowing objective comparisons between cement properties to be made. 5.3 Workability In order to establish the ‘workability’ of the concrete, a slumping cone test was carried out on each sample. The results are given to the nearest 5mm and are shown in
Table 27 Slump test results, trial samples 27.
Table 27 Slump test results, trial samples
Sample Reference Ops 1 Ops 2 Ops 3
Slump (mm) 50 40 55
All the measured slumps are comparable, suggesting that concrete slump has not been affected by the addition of recycled gypsum. 5.4 Initial Setting Time Initial setting times of the concrete samples are shown in Table 28.
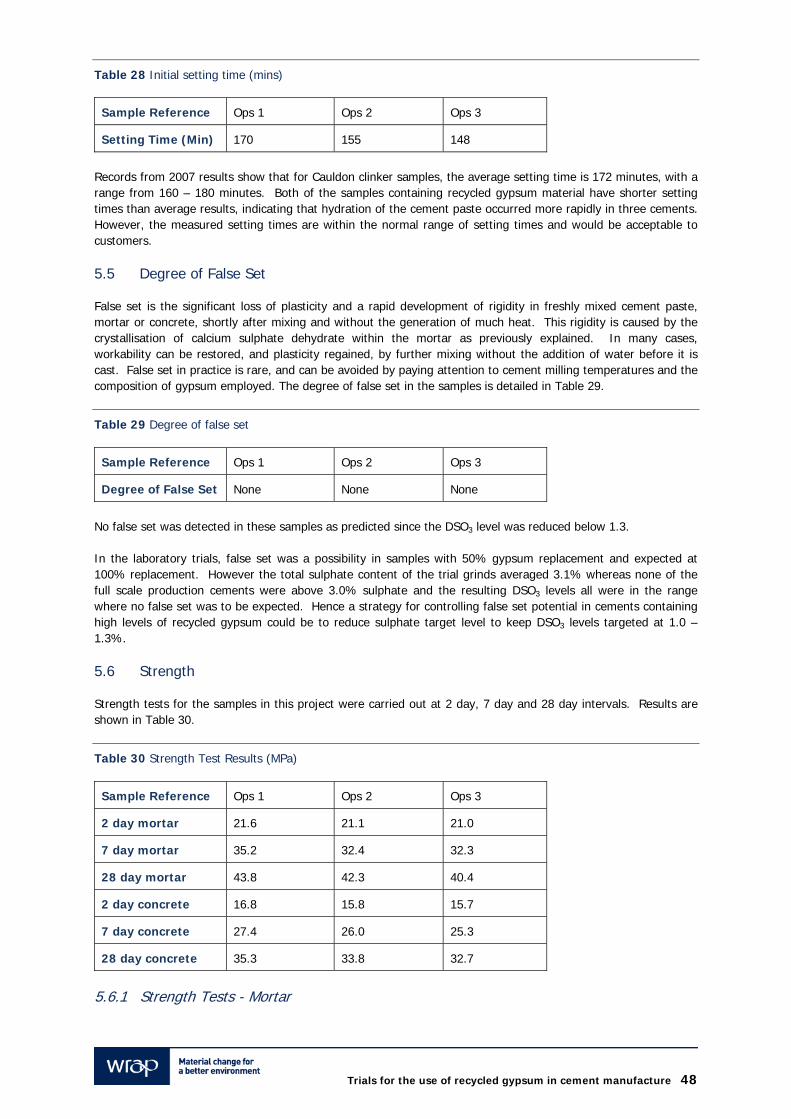
Trials for the use of recycled gypsum in cement manufacture 48
Table 28 Initial setting time (mins)
Sample Reference Ops 1 Ops 2 Ops 3
Setting Time (Min) 170 155 148
Records from 2007 results show that for Cauldon clinker samples, the average setting time is 172 minutes, with a range from 160 – 180 minutes. Both of the samples containing recycled gypsum material have shorter setting times than average results, indicating that hydration of the cement paste occurred more rapidly in three cements. However, the measured setting times are within the normal range of setting times and would be acceptable to customers. 5.5 Degree of False Set False set is the significant loss of plasticity and a rapid development of rigidity in freshly mixed cement paste, mortar or concrete, shortly after mixing and without the generation of much heat. This rigidity is caused by the crystallisation of calcium sulphate dehydrate within the mortar as previously explained. In many cases, workability can be restored, and plasticity regained, by further mixing without the addition of water before it is cast. False set in practice is rare, and can be avoided by paying attention to cement milling temperatures and the composition of gypsum employed. The degree of false set in the samples is detailed in Table 29.
Table 29 Degree of false set
Sample Reference Ops 1 Ops 2 Ops 3
Degree of False Set None None None
No false set was detected in these samples as predicted since the DSO3 level was reduced below 1.3. In the laboratory trials, false set was a possibility in samples with 50% gypsum replacement and expected at 100% replacement. However the total sulphate content of the trial grinds averaged 3.1% whereas none of the full scale production cements were above 3.0% sulphate and the resulting DSO3 levels all were in the range where no false set was to be expected. Hence a strategy for controlling false set potential in cements containing high levels of recycled gypsum could be to reduce sulphate target level to keep DSO3 levels targeted at 1.0 – 1.3%. 5.6 Strength Strength tests for the samples in this project were carried out at 2 day, 7 day and 28 day intervals. Results are shown in Table 30.
Table 30 Strength Test Results (MPa)
Sample Reference Ops 1 Ops 2 Ops 3
2 day mortar 21.6 21.1 21.0
7 day mortar 35.2 32.4 32.3
28 day mortar 43.8 42.3 40.4
2 day concrete 16.8 15.8 15.7
7 day concrete 27.4 26.0 25.3
28 day concrete 35.3 33.8 32.7
5.6.1 Strength Tests - Mortar
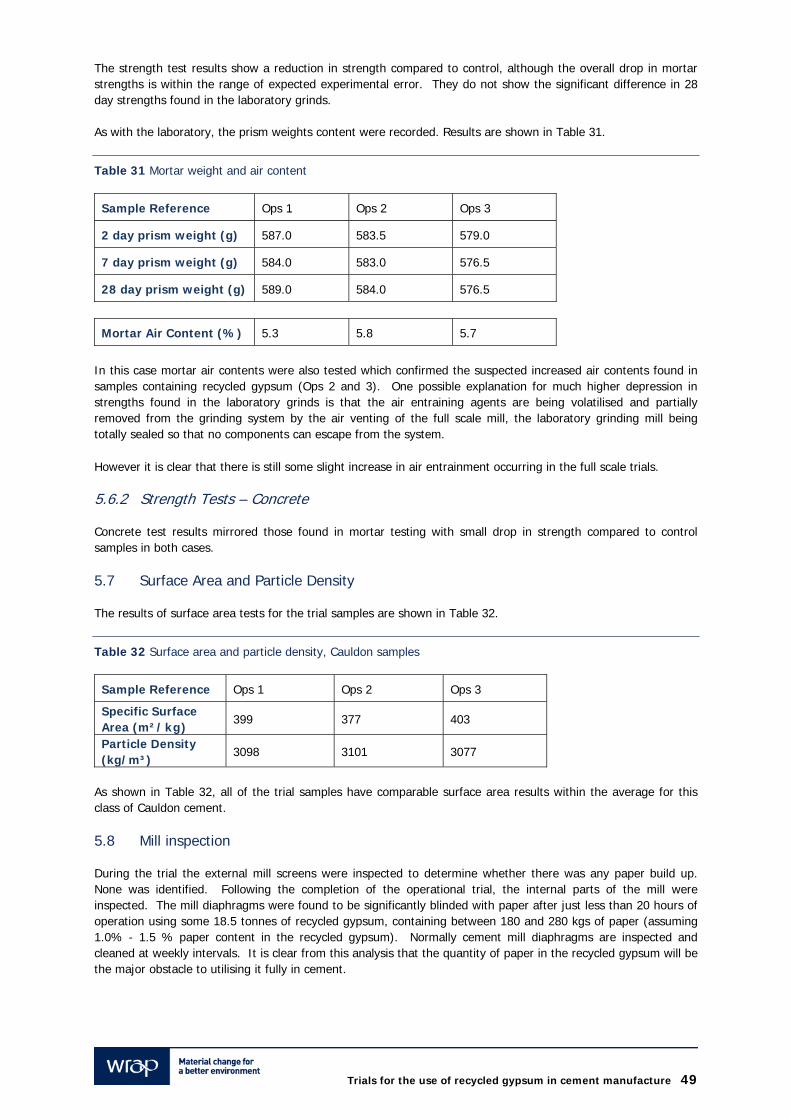
Trials for the use of recycled gypsum in cement manufacture 49
The strength test results show a reduction in strength compared to control, although the overall drop in mortar strengths is within the range of expected experimental error. They do not show the significant difference in 28 day strengths found in the laboratory grinds. As with the laboratory, the prism weights content were recorded. Results are shown in Table 31.
Table 31 Mortar weight and air content
Sample Reference Ops 1 Ops 2 Ops 3
2 day prism weight (g) 587.0 583.5 579.0
7 day prism weight (g) 584.0 583.0 576.5
28 day prism weight (g) 589.0 584.0 576.5
Mortar Air Content (%) 5.3 5.8 5.7
In this case mortar air contents were also tested which confirmed the suspected increased air contents found in samples containing recycled gypsum (Ops 2 and 3). One possible explanation for much higher depression in strengths found in the laboratory grinds is that the air entraining agents are being volatilised and partially removed from the grinding system by the air venting of the full scale mill, the laboratory grinding mill being totally sealed so that no components can escape from the system. However it is clear that there is still some slight increase in air entrainment occurring in the full scale trials. 5.6.2 Strength Tests – Concrete Concrete test results mirrored those found in mortar testing with small drop in strength compared to control samples in both cases. 5.7 Surface Area and Particle Density The results of surface area tests for the trial samples are shown in Table 32.
Table 32 Surface area and particle density, Cauldon samples
Sample Reference Ops 1 Ops 2 Ops 3
Specific Surface Area (m²/kg)
399 377 403
Particle Density (kg/m³)
3098 3101 3077
As shown in Table 32, all of the trial samples have comparable surface area results within the average for this class of Cauldon cement. 5.8 Mill inspection During the trial the external mill screens were inspected to determine whether there was any paper build up. None was identified. Following the completion of the operational trial, the internal parts of the mill were inspected. The mill diaphragms were found to be significantly blinded with paper after just less than 20 hours of operation using some 18.5 tonnes of recycled gypsum, containing between 180 and 280 kgs of paper (assuming 1.0% - 1.5 % paper content in the recycled gypsum). Normally cement mill diaphragms are inspected and cleaned at weekly intervals. It is clear from this analysis that the quantity of paper in the recycled gypsum will be the major obstacle to utilising it fully in cement.

Trials for the use of recycled gypsum in cement manufacture 50
6.0 Assessment and Analysis
6.1 Technical Assessment The results of the laboratory and operational trials detailed in sections 4.0 and 5.0 enable a technical assessment of the feasibility of substituting natural gypsum use in cement manufacture by recycled gypsum from waste plasterboard. 6.1.1 Chemical Analysis One of the principal issues for consideration in this trial has been the comparability of recycled and natural gypsum, such that the chemical reactions on which the cement manufacturing process is based are not detrimentally affected by the use of recycled gypsum. The key variable in this analysis was the sulphate content of the gypsum and the extent to which calcium sulphate is dehydrated as this impacts on the eventual strength of the cement. The laboratory analysis identified that the sulphate content of recycled gypsum was equivalent to that of natural gypsum, however the extent of dehydration of the calcium sulphate within the laboratory cement grinds demonstrated that as recycled gypsum percentage increases the amount of hemihydrate in the cement increases and the amount of anhydrite decreases. The DSO3 values are used as an indicator of the propensity for false setting, and the laboratory tests indicated that clinkers with a low sulphur content, such as those from Westbury, result in a likelihood of false set, while those with a higher sulphur content, as in the case of Cauldon clinker, result in a likelihood of false set above a 50% substitution rate. However, the operational trials demonstrated that even at 100% substitution no false set was detected as the DSO3 level was reduced below 1.3. It is speculated that the air entraining agents responsible for the false set results in the lab trial, were volatilised in the mill, and therefore did not reach the final cement, thus reducing the degree of false set. As such the calcium sulphate chemistry of recycled gypsum was not found to impede use of recycled gypsum in cement manufacture. In addition to the calcium sulphate analysis a comparison of the unmixed materials shows that the differences between natural rock gypsum and the recycled gypsum are only notable for major oxides Fe2O3, AL2O3 and SiO2, which appear naturally in rock, as contaminants principally in the form of clay minerals. The plasterboard manufacturing process uses high purity gypsum as a feedstock, uncontaminated by clay. The clay contaminants essentially act as a filler within the gypsum/cement. These are not present in the purer (recycled) gypsum, therefore the physical quantity of gypsum required to generate the required chemical reaction is reduced and would result in a reduction in the quantity of the final cement product for the equivalent quantity of clinker input, with potential economic impacts for manufacturers. The analyses show the chloride and alkali content of the recycled gypsum were less than is found in mined gypsum and this would be perceived as beneficial by the cement manufactures. The chemical analysis of natural and recycled gypsum does not indicate any significant barriers to the use of up to 100% recycled gypsum in cement manufacture. However, the analysis indicates that higher substitution rates can be best achieved with clinkers with higher sulphur content; the key parameter being the maintenance of a DSO3 value of between 1.0 and 1.3. 6.1.2 Physical Properties The analysis of laboratory grinds using Cauldon clinkers indicate there was no significant difference from control samples in recorded setting times. In the case of Westbury clinkers, only the sample containing 100% recycled gypsum showed any significant changes in setting behaviour. It is considered that retardation of set may be occurring as a result of the inclusion of known retarders in the cement. This effect was not, however, replicated during the operational trials and setting times were within normal acceptable ranges The chemical analysis indicated lower levels of dehydration of the CaSO4 within recycled gypsum. This can result in false sets within cement pastes which in turn can impact on the plasticity and workability of the cement, and its eventual strength. While false set is rare in practise and can be avoided, the assessment of the degree of false set is an important indicator of the viability of using recycled gypsum within cement manufacture. False set was anticipated in samples containing >50% recycled gypsum from the chemical analysis, and the laboratory trials appeared to substantiate this. Further the DSO3 values of the lab samples indicated that the tendency to false set is exacerbated in clinkers with naturally low sulphur content, as is the case in the Westbury samples.
Trials for the use of recycled gypsum in cement manufacture 51
However, the operational trials demonstrated that in practice there was no false set of any of the mortar samples. In the laboratory trials, false set was a possibility in samples with 50% gypsum replacement and expected at 100% replacement. However the total sulphate content of the trial grinds averaged 3.1% whereas none of the full scale production cements were above 3.0% sulphate and the resulting DSO3 levels were all found to be in the range where no false set was to be expected. Hence a strategy for controlling false set potential in cements containing high levels of recycled gypsum could be to reduce sulphate target level to keep DSO3 levels targeted at 1.0 – 1.3%. All mortar and concrete mixes are required to achieve specified tensile strengths since the strength of the mortar or concrete is influenced by the water to cement ratio, which is related to workability and the setting characteristics of cements and ultimately a function of the degree of hydration of the CaSO4 within the gypsum. It was noted that the amount of anhydrite within the cement decreases as the percentage of recycled gypsum increases, and theoretically this might be expected to result in lower strengths for cements containing recycled gypsum. Both the laboratory and operational trials confirm this expectation with reduced strengths recoded in mortar samples. However the mortar prism tests show reduced weights indicating air content of the cement is increased as the proportion of recycled gypsum is increased. Thus the only effect on strengths in mortars appears to be linked to increased air entrainment caused by use of the recycled gypsum Average strength results for concrete do not show the drop off in strengths associated with BSEN 196 mortar testing of the cement. While the concrete strength tests also showed reductions in strength in both laboratory and operational trials, the margin of error for these tests is +/- 10%. Thus the 7-8% drop in strength identified through the tests is not considered significant. Since concrete samples contain much less cement than the equivalent mortar prism and also contain a much wider particle size distribution, due to the aggregate content of the mix, air entrainment effects in concretes are much less than those found in standard mortar tests. This supports the conclusion that the drop off in strength is merely and artefact of the increased air entrainment found in the mortar samples. For both these reasons, air entraining agents within the cement itself have a much more limited effect on concrete strength. These results again indicate that it is air entraining agents within the recycled gypsum that are causing the drop off in strengths. In addition to the above, surface area and particle density tests were carried out. The results of these tests indicate that samples containing recycled gypsum are within average ranges. Together the tests undertaken to investigate the impact of inclusion of recycled gypsum on concrete strength indicate that strengths are not significantly affected by the inclusion of recycled gypsum in the cement. The challenge however is achieving the BSEN 196 required mortar strengths when air entraining agents are present in the gypsum. Cement manufacturers are well versed in controlling air entrainment in packed cements. Therefore, as long as the air entraining effect of the recycled gypsum is reasonably consistent, as indicated by the operational trials, the normal statistical controls used to ensure compliance should be adequate to cope with the effects of recycled gypsum on strengths. The air entrainment in cement mortars is not necessarily a drawback; indeed some packed cements are manufactured with the addition of air entrainers to enhance specific properties in use such as frost resistance. For this market cement that was inherently air entraining, would be an advantage. For bulk cements where the main customers are ready mix concrete producers who use a sophisticated blend of additives into their concrete, formulation testing would be needed to show that the air entraining agents from the recycled gypsum did not participate in adverse reactions with the concrete additive mixture Slump tests determined that the workability of the concrete product was not affected by the inclusion of recycled gypsum. The increased air content of samples containing recycled gypsum is attributed to air entraining agents within the waste plasterboard, (see section 5.0). Air entraining agents are found to influence the mortar strength tests. Air entraining agents are added to bagged cement to improve flow and usability, thus these agents within cement containing recycled gypsum are not considered to present a problem to the industry, indeed they present an opportunity, in that additives would not need to be added to bagged cement, and some cost savings may be achieved. Sophisticated blends of additives are also introduced to ready mix cement, however these are a sophisticated blend of additives and tests would be needed to show that the air entraining agents from the recycled gypsum did not participate in adverse reactions with the concrete additive mixture. Better knowledge of these additives and the possible reactions and impacts on the product need to be determined to ensure that no adverse effects on concrete strength and workability are encountered. LCUK propose a collaboration between

Trials for the use of recycled gypsum in cement manufacture 52
cement manufacturers, plasterboard manufacturers, plasterboard recyclers and cement users to investigate this matter further. The substitution of natural gypsum by recycled gypsum in cement manufacturing has been shown through the laboratory and operational tests to have minimal impact on usability of the resultant cement. It is therefore considered that the substitution of natural gypsum with recycled gypsum is technologically viable up to the maximum 5%, particularly in bagged cement. Due to the increased propensity for false set in cements containing >50% recycled gypsum, cement users should be made aware of the need to ensure the correct plasticity of the cement is achieved prior to pouring. 6.1.3 Practical issues In addition to consideration of the viability of the use of recycled gypsum in cement in terms of the final product, consideration was also given to the impacts on the process itself. Particle size distribution affects storage, as well as handling into the cement process parts of the mechanical process. The laboratory and operational trials, and visual inspection of the recycled gypsum have determined that the recycled gypsum is commensurate with control samples. In light of the above, it is considered that no additional storage or feeding facilities would be required to enable the use of recycled gypsum. However, if both natural and recycled gypsum were used, an additional system for feeding the appropriate ratios into the mill would be required, as the labour intensive mixing using front end loaders utilised in the trial is not sustainable and is unlikely to be approved by the environmental regulator in the long term due to the increased dust and noise impacts associated with this approach. The trials identified no technical issues for the use of recycled gypsum in bagged cement, and therefore 100% substitution could be implemented for this market, with limited capital investment. Lab results indicated that paper comprised some 1.5% of the sample, which was different from the figure provided by the recycled gypsum supplier, although it is not known if comparable sampling and analysis procedures were used. Following the completion of the operational trial, the mill was inspected. The mill diaphragms were found to be significantly blinded with paper, increasing residence time in the mill and hence cement fineness. This presents a problem to this 24 hour industry as managing this degree of paper content would require additional maintenance and downtime for the mills. Mills are stopped for 12 hours per week for maintenance, which includes cleaning of the diaphragms. Additional stoppages for removal of paper from the diaphragms would require stops of a similar duration as much of the downtime is a function of the need to cool the steel media within the mill before entry. While the situation varies from works to works, it is considered that there is minimal excess milling capacity available to accommodate this additional downtime. This issue was highlighted by stakeholders as crucial to the viability of the use of recycled gypsum in cement. In order for the cement industry to have confidence in the long term use of recycled gypsum, it would be advantageous for plasterboard recyclers to provide the cement industry with an assurance of <1% paper content. Furthermore, it is considered that there is value in conducting trials of longer duration at 25% and 50% substitution to further investigate this problem and determine the true implications. 6.1.4 Summary of Technical Assessment The laboratory and operational trial grinds using recycled gypsum indicated that recycled gypsum can be used to replace mined gypsum in cement formulations. In particular, no technical issues for the use of recycled gypsum in bagged cement were identified. However, the replacement of mined gypsum with recycled gypsum from waste plasterboard will require the following issues to be addressed:
Where blends of mined and recycled gypsum are to be used, extra facilities will be required at cement works to blend materials together. Depending on location this could be capital intensive.
The cement sulphate target would need to be controlled in low sulphur clinker cement to keep DSO3 levels between 1.0 and 1.3, thereby resolving the increased tendency for false setting in these cements.
The potential for adverse reactions between the air entraining additives in recycled gypsum with those included in sophisticated concretes produced by the ready mix industry need to be resolved through collaboration and research.
The paper content of the recycled gypsum will need to be reduced to <1%, and confidence in this established.

Trials for the use of recycled gypsum in cement manufacture 53
The major obstacle foreseen in utilising recycled gypsum is its paper content. However, it is recognised that the cement industry in both the UK and USA has evidence of the use of recycled gypsum. 6.2 Market Assessment The operational trials, and in particular the strength, setting time and false set tests, indicate that substitution of natural gypsum for recycled within bagged cement could be achieved without technical difficulty, and substitution for ready mix cement can be achieved subject to confirmation of no negative interaction between air entraining agents within the recycled gypsum and those added by customers own additives. LCUK consider that any minor differences in bagged cement would not impact on this market’s customer base. The introduction of recycled gypsum to the ready mix market requires further testing to resolve the potential issues surrounding the air entrainment identified in the trials. The laboratory trials indicated that cements with a higher recycled gypsum content had a higher propensity for false set. While this was not borne out in the operational trials, any potential for false set could be avoided with user attention to the workability and plasticity of the cement prior to pouring. Engagement with the ready mix cement will therefore also provide the opportunity to address the education and awareness issues surrounding the generation of demand for increased recycled content from the ready mix cement producers, and any revision to the handling of the cement as a result of the recycled gypsum content. 6.3 Economic Analysis The desktop study considered the economic concerns of stakeholders identified during the Scoping Study and identified that the annual demand for gypsum from the cement industry is 0.6mt. Section 3.6.1 identified the cost per tonne for natural gypsum and recycled gypsum as between £8-12 and £5-8 respectively. The annual cost of gypsum product to the cement industry could potentially reach £7,200,000 where natural gypsum is sourced, and could potentially be as low as £3,000,000 where recycled gypsum is sourced, indicating a clear economic benefit in favour of recycled gypsum. However, as a low value commodity, transportation costs represent a significant portion of the overall costs of gypsum, although these were not considered in detail in the desktop study. Furthermore, section 3.4 identified that there is insufficient capacity at present within the plasterboard recycling industry to meet the maximum demand from the cement industry. In order to assess the potential economic impacts of a 100% substitution of natural gypsum for recycled gypsum arising from transportation, the optimal locations for new plasterboard recycling facilities are required to enable transport modelling to run comparative scenarios for analysis. Jacobs has used its in-house NetWaste model to undertake this assessment; this is explained below. 6.3.1 Background to NetWaste NetWaste is a gravity/transport model that has been developed specifically to optimise the location of waste facilities for one or more new facilities in order to minimise the transport impacts of transporting the waste. NetWaste identifies the relative transport impacts of different numbers and locations of facilities within a catchment area. The NetWaste analysis uses GIS-based modelling analysis which builds on waste arisings and transport infrastructure data to determine the optimal spatial distribution of new facilities. The NetWaste concept is explained in more detail in 0. NetWaste requires a large quantity of data derived from the logistical operation of recycled gypsum transportation. This data used is based on UK averages and is not specific to the cement or plasterboard industries. The NetWaste process also requires a number of assumptions to be made before modelling can take place. The assumptions required for this assessment are as follows:
Annual gypsum requirement of each cement works Annual capacity of each plasterboard recycler Location of the gypsum mines that supply each cement works Location of the plasterboard recyclers that supply each cement works Average road speeds for HGVs Average transport costs CO2 conversion factors for HGVs
Full details of the assumptions used within the gravity and transport modelling are detailed in 0.
Trials for the use of recycled gypsum in cement manufacture 54
6.3.2 Identification of Area of Search (AoS) for New Plasterboard Recycling Facilities Given the sensitivity of gypsum costs to the level of transport, three catchment areas were identified based on the location of current cement works. The catchment areas cover the same geographical areas for both cement works and development sites for new recycling facilities:
South England and Wales East England and East Midlands West England, North Wales and North of England
The optimal area of search within each catchment area can be driven by either:
Demand for recycled gypsum from cement works Supply of plasterboard for recycling from future development sites
Future development sites were identified from UK housing development figures which are used as a proxy for all development. While housing figures were available for Wales and Scotland, locations for future development were not available. The differing capacity of cement works, and the predicted amounts and location of future development (to 2016) in the catchment areas exert gravitational “pull” on the location of the optimal area of search in catchment area. Using data derived from the assumptions outlined above, and detailed in section 6.3.1, seven optimal areas of search were identified as illustrated in section 6.3.3
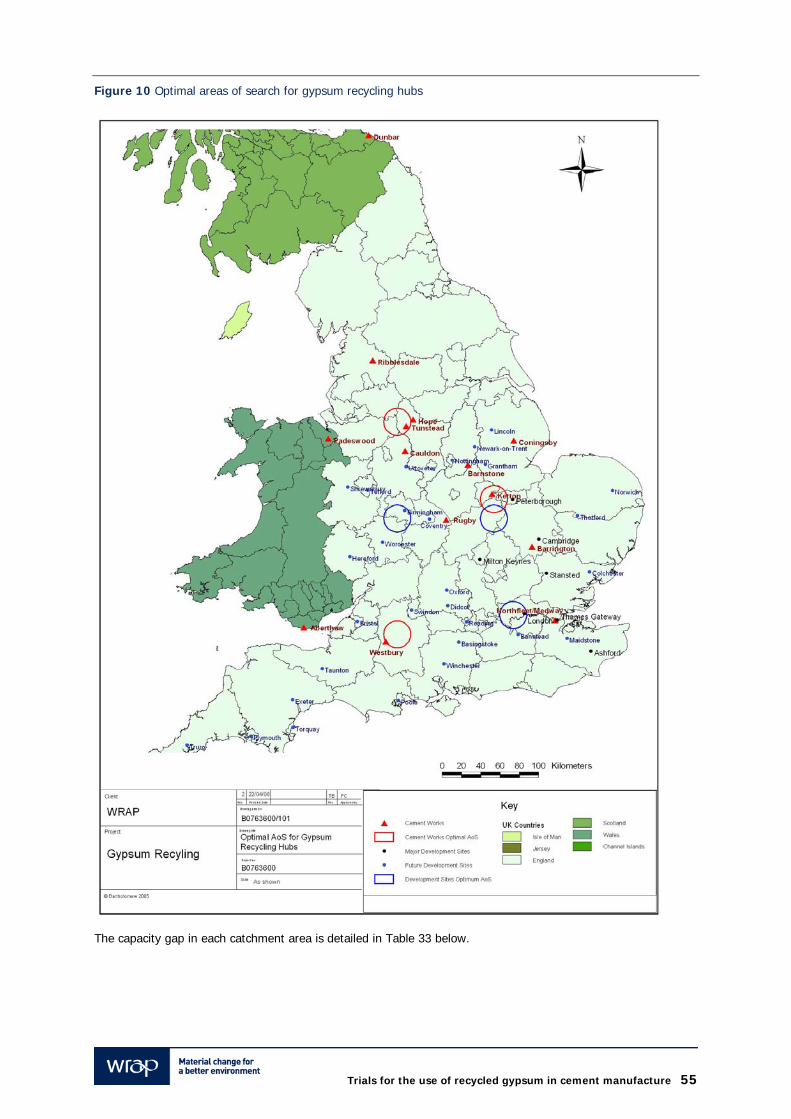
Trials for the use of recycled gypsum in cement manufacture 55
Figure 10 Optimal areas of search for gypsum recycling hubs
The capacity gap in each catchment area is detailed in Table 33 below.

Trials for the use of recycled gypsum in cement manufacture 56
Table 33 Recycled gypsum catchment area capacity gap
Catchment Area Capacity Gap (tonnes) South England and Wales 0 (-94,750 excess) East England and East Midlands 148,250 West England, North Wales and North of England 98,250
It is assumed that the capacity gap would be eliminated by additional plasterboard recycling facilities located at one of the hubs identified in Figure 10. Table 33 indicates that South England and Wales has an excess capacity, therefore at present, based on the modelling undertaken and data available, there is no requirement for additional facilities in this area. However, should the gypsum requirement increase or plasterboard recycling capacity increase for other purposes e.g. generating new plasterboard, the locations identified in Figure 10 would be the optimal locations under the methodology described above. 6.3.3 Economic Analysis – Transportation Costs To enable a comparison of the transportation costs for recycled and natural gypsum an evaluation of seven scenarios for the supply of gypsum to cement works were run through the NetWaste model: Scenario 1 All gypsum supplied by gypsum mines. Scenario 2 All gypsum supplied by existing plasterboard recycling facilities, with capacity gap supplied from
the closest gypsum mines. Scenario 3 All gypsum supplied direct to cement works from future development sites. Scenario 4 Gypsum supplied by existing plasterboard recycling facilities, with the capacity gap supplied
from the recycling hubs identified by the “pull” of the cement works. Scenario 5 Gypsum supplied by existing plasterboard recycling facilities, with the capacity gap supplied
from the recycling hubs identified by the “pull” of future development. Scenario 6 Gypsum supplied from just the recycling hubs identified by the “pull” of the cement works. Scenario 7 Gypsum supplied from just the recycling hubs identified by the “pull” of future development. NetWaste has been used to calculate the distance and time to transport the required quantity of gypsum under each of the scenarios using the quickest route. Table 34 summarises the results. The assumptions made in relation to the mines and recyclers supplying each cement works, together with assumptions on road speeds and costs are detailed in Table 34.
Table 34 Distance and costs for NetWaste scenarios Scenario Distance
travelled (km) Costs (£)
Scenario 1 7,008,000 4,851,000 Scenario 2 5,081,000 3,788,000 Scenario 3 6,975,000 4,829,000 Scenario 4 6,017,000 4,111,000 Scenario 5 8,268,000 5,638,000 Scenario 6 5,587,000 3,824,000 Scenario 7 7,143,000 4,867,000 Scenario 2, which involves the transportation of recycled gypsum from the closest plasterboard recycler to the cement manufacturer, with the deficit sourced from the closest gypsum mine results in the lowest distance travelled and therefore the lowest transportation costs. This indicates that it is in fact more economical in terms of transportation costs for the cement industry to source the majority of their gypsum from plasterboard recycling facilities. Indeed, this option is more than £1 million cheaper than the current sourcing option, from gypsum mines. However, it should be noted that this is indicative as assumptions have been made regarding the mines supplying each of the cement works. It is not unexpected that the next two least costly options are driven by the demand of the cement works. The “pull” of the cement works is strong due to the high quantities required by relatively few locations. In addition, the low cost of the scenario in which all recycled gypsum is supplied by the hub based on the gravitational pull of the cement works (scenario 6) illustrates the effectiveness of NetWaste in identifying the optimal area of search to minimise transport impacts. However scenarios 2 and 4 represent more realistic approaches to the implementation of a substitution of natural for recycled gypsum. These scenarios involve the provision of recycled gypsum from the existing plasterboard recyclers with the gap in capacity to be provided by mines in the case of scenario 2 and new facilities located within the optimal areas of search determined by the “pull” of the
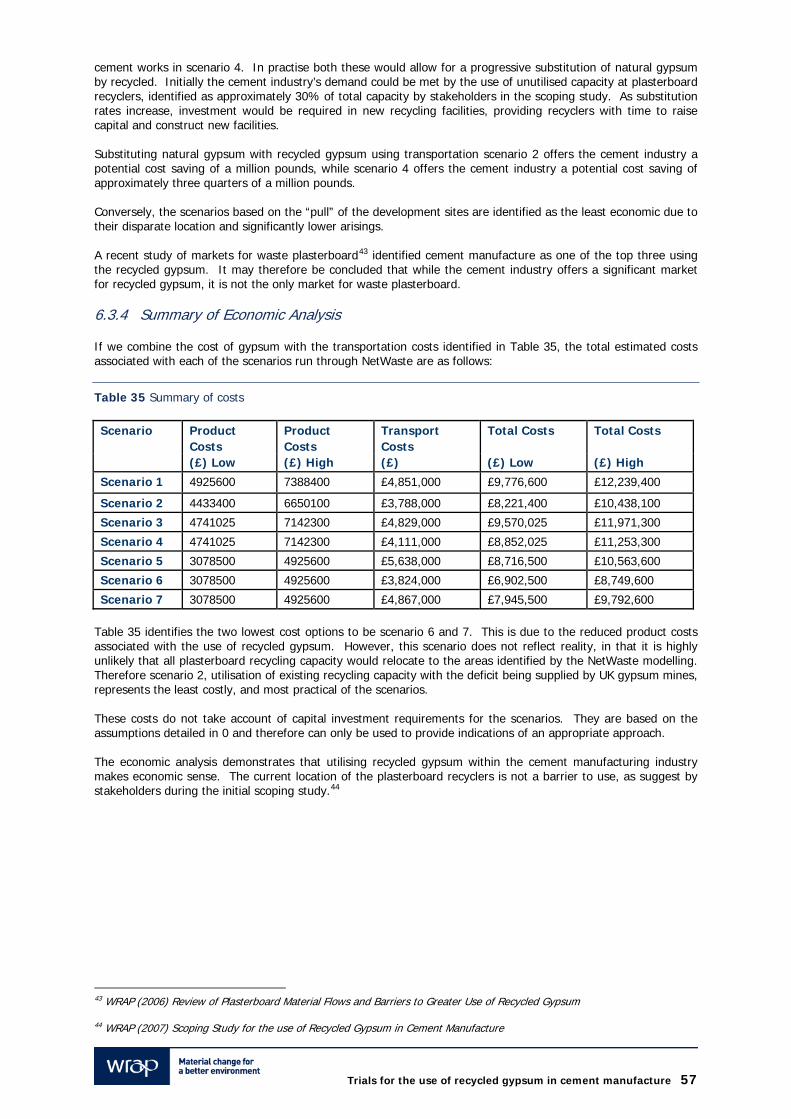
Trials for the use of recycled gypsum in cement manufacture 57
cement works in scenario 4. In practise both these would allow for a progressive substitution of natural gypsum by recycled. Initially the cement industry’s demand could be met by the use of unutilised capacity at plasterboard recyclers, identified as approximately 30% of total capacity by stakeholders in the scoping study. As substitution rates increase, investment would be required in new recycling facilities, providing recyclers with time to raise capital and construct new facilities. Substituting natural gypsum with recycled gypsum using transportation scenario 2 offers the cement industry a potential cost saving of a million pounds, while scenario 4 offers the cement industry a potential cost saving of approximately three quarters of a million pounds. Conversely, the scenarios based on the “pull” of the development sites are identified as the least economic due to their disparate location and significantly lower arisings. A recent study of markets for waste plasterboard43 identified cement manufacture as one of the top three using the recycled gypsum. It may therefore be concluded that while the cement industry offers a significant market for recycled gypsum, it is not the only market for waste plasterboard. 6.3.4 Summary of Economic Analysis If we combine the cost of gypsum with the transportation costs identified in Table 35, the total estimated costs associated with each of the scenarios run through NetWaste are as follows:
Table 35 Summary of costs Scenario Product
Costs Product Costs
Transport Costs
Total Costs Total Costs
(£) Low (£) High (£) (£) Low (£) High
Scenario 1 4925600 7388400 £4,851,000 £9,776,600 £12,239,400
Scenario 2 4433400 6650100 £3,788,000 £8,221,400 £10,438,100
Scenario 3 4741025 7142300 £4,829,000 £9,570,025 £11,971,300
Scenario 4 4741025 7142300 £4,111,000 £8,852,025 £11,253,300
Scenario 5 3078500 4925600 £5,638,000 £8,716,500 £10,563,600
Scenario 6 3078500 4925600 £3,824,000 £6,902,500 £8,749,600
Scenario 7 3078500 4925600 £4,867,000 £7,945,500 £9,792,600 Table 35 identifies the two lowest cost options to be scenario 6 and 7. This is due to the reduced product costs associated with the use of recycled gypsum. However, this scenario does not reflect reality, in that it is highly unlikely that all plasterboard recycling capacity would relocate to the areas identified by the NetWaste modelling. Therefore scenario 2, utilisation of existing recycling capacity with the deficit being supplied by UK gypsum mines, represents the least costly, and most practical of the scenarios. These costs do not take account of capital investment requirements for the scenarios. They are based on the assumptions detailed in 0 and therefore can only be used to provide indications of an appropriate approach. The economic analysis demonstrates that utilising recycled gypsum within the cement manufacturing industry makes economic sense. The current location of the plasterboard recyclers is not a barrier to use, as suggest by stakeholders during the initial scoping study.44
43 WRAP (2006) Review of Plasterboard Material Flows and Barriers to Greater Use of Recycled Gypsum
44 WRAP (2007) Scoping Study for the use of Recycled Gypsum in Cement Manufacture

Trials for the use of recycled gypsum in cement manufacture 58
6.4 Environmental Analysis In addition, to the generic assessment of the environmental impacts of a substitution of natural gypsum by recycled gypsum arising from waste plasterboard detailed in section 3.7, the NetWaste modelling allows a more specific consideration of the environmental impacts of the use of recycled gypsum in cement. 6.4.1 Transport Carbon Emissions A carbon factor45 can be applied to the distances travelled to supply cement works with gypsum to determine the carbon emissions associated with journeys between cement works and existing plasterboard recyclers, as well as the locations identified through the gravitational modelling as optimal for new recycling facilities. Applying the carbon factor as per the Defra guidance46 to the scenarios modelled in NetWaste, provides the CO2 emissions associated with the supply of gypsum to cement works based on the assumptions within the model. Since these CO2 emissions are those associated with transportation rather than the source process, the CO2 emissions are a reflection of the distance travelled. Table 36 summarises the different scenarios.
Table 36 CO2 emissions for NetWaste scenarios
Scenario Distance travelled (km)
CO2 emitted (kg)
Scenario 1 7,008,000 5,308,000 Scenario 2 5,497,000 4,164,000 Scenario 3 6,975,000 5,283,000 Scenario 4 6,017,000 4,557,000 Scenario 5 8,268,000 6,262,000 Scenario 6 5,587,000 4,231,000 Scenario 7 7,143,000 5,410,000
This analysis indicates that scenario 2 results in the lowest CO2 emissions from transport. 6.4.2 Other Carbon Emissions Another key source of CO2 emissions is the energy used in the manufacture of the gypsum. Mined gypsum supplied for cement manufacturer is screened to remove fines and crushed and finely ground. The processing of waste plasterboard required energy for the operation of the electromagnet, the conveyer belts, hoppers, paper removal activity and any compression of the final product. A comparison of the energy use of natural and recycled gypsum production has not been undertaken. However the LCA47 of plasterboard identifies a significant reduction in emissions associated with increased use of recycled gypsum compared with the production of conventional gypsum. 6.4.3 Other Environmental Impacts Another key environmental impact associated with a substitution of mined gypsum with recycled gypsum is the potential for reduced resource depletion. The UK cement industry consumes 0.6mt of natural gypsum per annum48, with the vast majority of gypsum used originating from UK gypsum mines. If for the purposes of quantification, we assume that 100% of the cement industry’s gypsum comes from UK mines, and the maximum substitution is achieved, the UK British Gypsum mining industry could extend its production life by 23.9%, with production extending from 20 years to over 26 years (based on the current rate of consumption);
45 Defra (2005) Guidelines for Company Reporting on Greenhouse Gas Emissions
46 ibid
47 WRAP (2008), Life Cycle Assessment of Plasterboard
48 British Geological Survey (2006) Mineral Planning Fact Sheet – Gypsum

Trials for the use of recycled gypsum in cement manufacture 59
Error! Reference source not found. identified the environmental impacts of four disposal options identified by WRAP49. This demonstrates that a reduction in environmental impact associated with the disposal of waste plasterboard is possible through recycling where a low transportation model is followed. The results of the LCA reiterate the findings of section 3.7 that minimising transportation is key to minimising both cost and environmental impacts of the cement and plasterboard industries. 6.4.4 Summary of Environmental Impacts The analysis of environmental impacts of a substitution of recycled gypsum for mined gypsum has identified that over 1000 tonnes of CO2 emissions can by avoided by sourcing the majority of the industry’s gypsum from existing plasterboard recyclers, with the deficit provided by existing mines. The LCA report also indicates reduced CO2 emissions from the use of recycled gypsum rather than mined gypsum, though these have not been confirmed. Finally there are potential benefits from the minimisation of the rate of resource depletion from gypsum mines. This is however, a complex issue as the rock gypsum is almost a by-product of the mining of higher grade gypsum, which would not be eliminated by the use of recycled gypsum in cement.
49 WRAP (2008), Life Cycle Assessment of Plasterboard,
Current gypsum consumption by the UK cement industry = 0.6mt (per annum) Amount of natural gypsum reserves remaining = 50mt (20 years at current
rate of consumption, 2,500,000 per year)
Amount of gypsum consumed minus cement industry = 1.9mt (per annum)
50mt / 1.9mt = 26.3 years of production (given current rates of consumption)

Trials for the use of recycled gypsum in cement manufacture 60
7.0 Conclusions
The aim of this report has been to research and where possible discount the actual and perceived barriers to the use of recycled gypsum in cement manufacture which arose from the Scoping Study.50 These barriers were categorised as logistical and supply chain barriers, quality and process barriers, economic barriers and environmental barriers. The analysis of the desktop study, laboratory and operational trials has enabled each of the barriers to be addressed, and for the viability of the use of recycled gypsum in cement manufacture to be assessed. The desktop study identified that the cement industry utilises 615,000 tonnes of natural gypsum each year and the plasterboard recycling industry has the capacity to recycle 535,000 tonnes of waste plasterboard annually. These represent maximum figures and are dependant on the cement industry sourcing 100% of its gypsum from recycled plasterboard, and the plasterboard recycling industry being able to recover 98% of the waste plasterboard in the form of recycled gypsum. While, the plasterboard recycling industry does not have the capacity to provide 100% of the cement industry’s gypsum demand at present, the degree of substitution of natural gypsum with recycled may vary between 0 and 100%. The laboratory and operational trials investigated the properties of cement mortars and concrete and concluded that the use of recycled gypsum was more successful with clinkers with a high sulphur content. However, a reduced target sulphur content could be employed to maintain the DSO3 levels within the required range to enable use of recycled gypsum with these clinkers. The laboratory trials identified that as the percentage recycled gypsum increases, the amount of anhydrite decreases. This indicated an increasing propensity for false set in samples with high substitution rates, which was exacerbated in low sulphur content clinkers. However, in the operational trials the anticipated false sets did not occur, indicating that the calcium sulphate chemistry of recycled gypsum did not impede its use in cement manufacture. Indeed, it was identified that false set is rare in practise and can be managed by remixing prior to pouring. Any concerns regarding false set can be eliminated by providing customers with detailed methods of utilising cements containing recycled gypsum. The trials linked reduced mortar strengths with increased proportions of recycled gypsum content. There is some evidence that these effects were due to an increase in entrained air within the sample, a consequence of additives within the waste plasterboard. Concrete samples contain much less cement and a wider particle size distribution due to the aggregate content of the mix. As such the air entraining agents within the cement were found to have a much more limited effect on concrete strength. Here only a small drop in strength was noted and this was within the margin of error for testing. Cement manufacturers are well versed in controlling air entrainment in packed cements. The normal statistical controls used to ensure compliance should control the effects of recycled gypsum on strengths. Therefore the inclusion of recycled gypsum content in cement is not considered problematic. Indeed in packed cements, air entraining products are added to some products, and therefore this attribute would be advantageous. The operational trial produced a total of 463 tonnes of cement, equivalent to 18,520 25kg bags. This was blended into bag cement produced on other mills and sold as normal bagged product, highlighting the viability of recycled gypsum content for this market. Ready mix cements, which constitute 70% of the market, use a sophisticated blend of additives in their cement formulations. Further testing would be required to ensure that the air entraining agents within the recycled gypsum do not result in adverse reactions with the concrete additive mixture. A collaboration between the cement manufacturing industry, plasterboard manufacturers, and concrete producers will be required to investigate additives and any synergistic effects they may have when used in conjunction with concrete producers additives in order to maximise the use of recycled gypsum in cement. Concerns regarding the storage and use of the finer recycled gypsum in the milling process were discounted through this research. However, the degree of natural gypsum replacement will impact on requirements for investment in additional storage, mixing and feeding equipment. The only technical issue that remains outstanding on conclusion of this research is the paper content of the recycled gypsum. The desktop study identified that claims of plasterboard recyclers to provide recycled gypsum with a paper content of <1%. The recycled gypsum supplied for this trial was stated as <1% paper content, however there was some evidence that it was higher and that there was blinding of the mill diaphragms. This remains an issue, as in the 24 hour cement industry additional maintenance and mill downtime represent a reduction in productivity and additional costs. It is considered that further trials of week long mill runs are 50 WRAP (2007) Scoping Study for the use of Recycled Gypsum in Cement Manufacture

Trials for the use of recycled gypsum in cement manufacture 61
required to demonstrate the linkage between process economics and paper content. Furthermore, while the successful use of recycled gypsum has been demonstrated though these trials and examples in the market, LCUK consider that work with plasterboard recyclers is required to reduce paper content further, consistently achieving below 0.5%, particularly as the percentage of recycled gypsum increases towards 100%. Despite these outstanding issues, there are clear economic advantages to the cement industry for implementing a switch to recycled gypsum. The analysis indicates that maximum utilisation of recycled gypsum supplies could achieve almost £2 million annual savings in the UK. Furthermore the analysis demonstrates that the spatial distribution of plasterboard recyclers is not a barrier to the use of recycled gypsum in cement, as this is the most cost effective option. The opportunity to minimise transportation identified by the conversion to recycled gypsum also results in environmental benefits. The use of recycled gypsum offers the opportunity to minimise the environmental impacts of the cement industry, through the reduction of CO2 emissions from transportation of the gypsum. The analysis identifies a potential 1000 tonnes CO2 reduction. In addition, the LCA identifies a significant reduction in CO2 emissions from the use of recycled gypsum as well as lower environmental impacts from the disposal of plasterboard waste. There are therefore also strong incentives for an industry with a reputation as having significant negative environmental impact for reducing these through the use of recycled gypsum. Overall there are significant technical, economic and environmental benefits associated with the implementation of a switch to the use of recycled gypsum in cement manufacture. In order to proceed with the substitution of natural gypsum by recycled gypsum, further testing is required to clarify the impact of air entraining agents in ready mix cements, and quality checks are required in the plasterboard recycling industry to ensure paper content does not exceed 1%. This may require investment in new technology, process changes, and education of the construction industry such that source segregation maximises the value of the recycled gypsum. Furthermore a phased introduction of the use of recycled gypsum in cement may assist in eradicating concerns regarding paper content relating to impacts on mill diaphragms and product quality. In recognition of these benefits and the opportunity recycled gypsum represents in increasing the sustainability of their business, Lafarge intend to establish ongoing communications between their cement manufacturing, gypsum plasterboard and concrete producer divisions to identify synergies between the divisions which can be exploited to increase sustainability for all parts of the business. Separately Lafarge intend to open dialogue with recyclers to work together to reduce paper content of recycled gypsum. These commitments demonstrate not only the viability of the use of recycled gypsum in cement, but the industry’s determination to resolve the outstanding issues, and realise this sustainability improvement.

Trials for the use of recycled gypsum in cement manufacture 62
Appendix 1 Background to the NetWaste Model Transport modelling is a specialist field and few ‘all-in-one’ software packages have been developed specifically to optimise the location of specific facilities such as those for recycling or waste management. As such, this gravity modelling exercise utilises a number of different tools including:
Standard GIS transport network model (Network Analyst) to identify routes and journey distances/times/costs;
Data modelling of waste arisings in order to establish demand for different types of facility; Excel models to compare different scenarios of facility locations; and, GIS maps placing the cement and plasterboard recycling industry needs in a geographical context.
The combination of software utilised by Jacobs is known as ‘NetWaste’, and has been developed in-house by Jacobs. The NetWaste model brings together the geographical spread of potential recycled gypsum requirements, and the local road network, in order to calculate the optimum location for plasterboard recycling facilities within given regional catchment areas. The model can be calibrated to represent transport impacts in terms of driving time, driving cost or driving distance. However, it is considered that driving distance is the most relevant consideration with regard to plasterboard recycling and delivery to cement works. Therefore the driving distances between recycling facilities, and grid reference points are used in the model. Although the assessment of travel distance provides an assessment of the cost of moving recycled gypsum per tonne, it is also considered that the calculation of cost provides an indication of the environmental suitability of the AoS modelled. The costs of transporting recycled gypsum will be broadly commensurate with the environmental impacts associated with the transportation of material, including vehicle emissions, congestion and amenity impacts. Generally, in order to minimise travel cost and distance, scenarios which use faster roads will perform best and, in turn, the use of these routes can be expected to minimise vehicle emissions, congestion and transportation through settlements. Gravity Modelling ‘Gravity’ modelling assesses the optimum facility location through the concept of the ‘pull’ of cement works sites. For example, if gypsum requirements from two sources are equal then the optimum location would be equidistant from both sources. However, if requirements were greater at one source then the model would ‘pull’ the location closer to that source to minimise the total tonne-miles transported i.e. the number of miles each tonne of gypsum has to travel before it reaches its final destination. This concept is illustrated in Figure 11 below.

Trials for the use of recycled gypsum in cement manufacture 63
Figure 11 Concept of gravity modelling
One additional factor to consider in gravity modelling is the local road infrastructure (the network) and the nature of individual road types. In reality, transport costs tend to be more influenced by the hourly pay-rates of vehicle crews than by the fuel costs incurred to travel the physical distance. Therefore, travel time has a greater effect on operating costs than distance. This is illustrated in Figure 12.
Figure 12 Comparison of travel time versus distance
10t 10t
20 mins 10 mins
20 mins 20 mins
The pink star represents the location equidistant between the two sources of equal arisings. The optimal facility location (represented by the yellow star) is, however, actually a longer journey in terms of distance, but it is along quicker roads. The total cost of the journey is therefore minimised.
10t 10t
The higher arisings ‘pull’ the optimum facility location (yellow star) closer in order to reduce
total tonne-miles transported
The yellow star represents the optimum facility location, which is equidistant from both sources of equal arisings
10t 30t
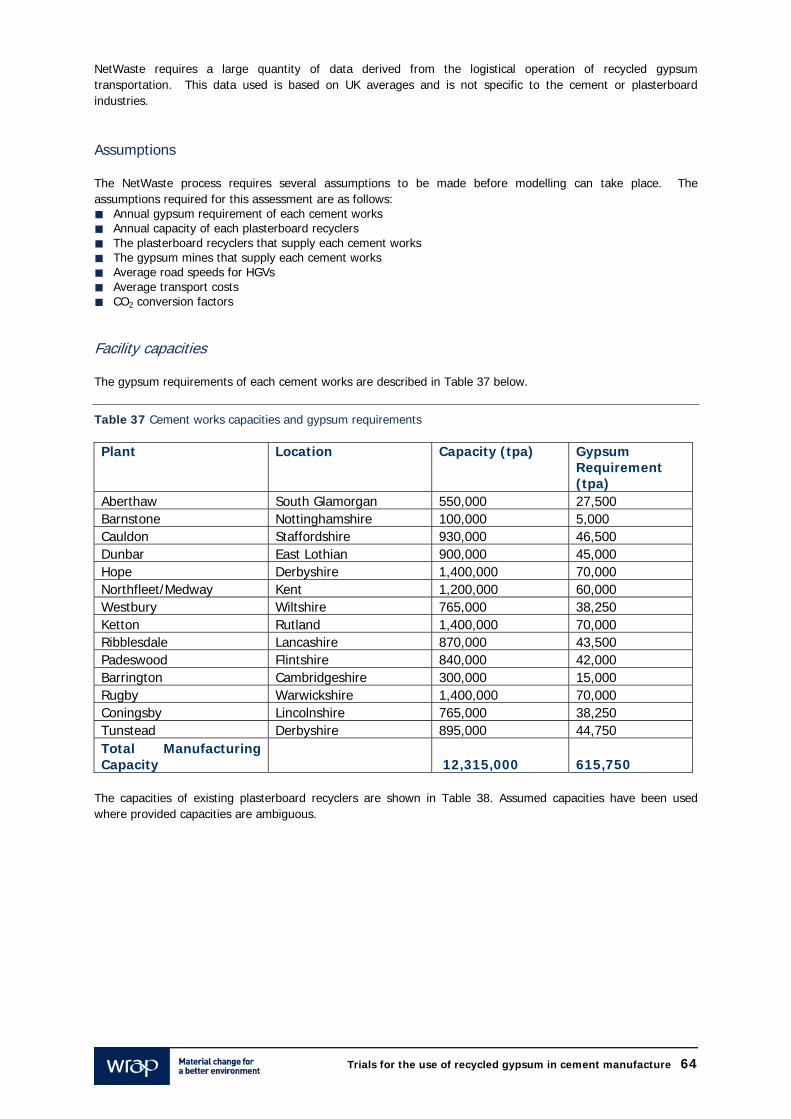
Trials for the use of recycled gypsum in cement manufacture 64
NetWaste requires a large quantity of data derived from the logistical operation of recycled gypsum transportation. This data used is based on UK averages and is not specific to the cement or plasterboard industries.
Assumptions The NetWaste process requires several assumptions to be made before modelling can take place. The assumptions required for this assessment are as follows:
Annual gypsum requirement of each cement works Annual capacity of each plasterboard recyclers The plasterboard recyclers that supply each cement works The gypsum mines that supply each cement works Average road speeds for HGVs Average transport costs CO2 conversion factors
Facility capacities The gypsum requirements of each cement works are described in Table 37 below.
Table 37 Cement works capacities and gypsum requirements Plant Location Capacity (tpa) Gypsum
Requirement (tpa)
Aberthaw South Glamorgan 550,000 27,500 Barnstone Nottinghamshire 100,000 5,000 Cauldon Staffordshire 930,000 46,500 Dunbar East Lothian 900,000 45,000 Hope Derbyshire 1,400,000 70,000 Northfleet/Medway Kent 1,200,000 60,000 Westbury Wiltshire 765,000 38,250 Ketton Rutland 1,400,000 70,000 Ribblesdale Lancashire 870,000 43,500 Padeswood Flintshire 840,000 42,000 Barrington Cambridgeshire 300,000 15,000 Rugby Warwickshire 1,400,000 70,000 Coningsby Lincolnshire 765,000 38,250 Tunstead Derbyshire 895,000 44,750 Total Manufacturing Capacity 12,315,000 615,750
The capacities of existing plasterboard recyclers are shown in Table 38. Assumed capacities have been used where provided capacities are ambiguous.

Trials for the use of recycled gypsum in cement manufacture 65
Table 38 Plasterboard recyclers’ capacities and assumed capacities for modelling Company Name Locations Tonnage
Capacity (ktpa) Assumed Capacity (t)
New West Gypsum Avonmouth, Avon 60 (currently 36k) 60,000
Immingham 20-30 25,000 Gypsum Recycling International Halling, Kent 110 110,000 British Gypsum East Leake, Loughborough 25,000 Robertsbridge, Sussex 25,000 Kirkby Thor, Cumbria 25,000 Sherburn-in-Elmet, Leeds Total 100 25,000
Roy Hatfield Ltd. Rotherham, South Yorkshire 50 50,000
Mid UK Recycling Grantham, Lincolnshire Not public (<100) 50,000 Sustainable Resource Management (SRM) Morecambe, Lancashire X 0 Recyclet Brigg, Lincolnshire 65 65,000 Coast2Coast Tollerton, Yorkshire 25 25,000 PBR UK London 50 50,000 Total 535,000
Gypsum movements In the NetWaste modelling, gypsum movements were modelled under two scenarios; to cement works from the closest gypsum mine in the catchment area and to cement works from plasterboard recyclers in the catchment area. These movements are described in Table 39 and Table 40 below.
Table 39 Gypsum mines supplying each cement works by catchment area.
Cement works Gypsum Mines South England and Wales Northfleet/Medway Brightling Westbury Brightling Aberthaw Brightling East England and East Midlands Coningsby Bantycock Quarry Barnstone Kilvington Quarry Ketton Kilvington Quarry Rugby Marblaegis Mine Barrington Kilvington Quarry West England, North Wales and North of England Dunbar Newbiggin Ribblesdale Birkshead Hope Faul Mine Cauldon Faul Mine Padeswood Faul Mine Tunstead Faul Mine

Trials for the use of recycled gypsum in cement manufacture 66
Table 40 Plasterboard recyclers supplying each cement works by catchment area
Cement works Plasterboard Recyclers South England and Wales Northfleet/Medway Gypsum Recycling International Westbury Gypsum Recycling International New West Gypsum Aberthaw New West Gypsum East England and East Midlands Coningsby Mid UK Recycling Barnstone British Gypsum East Leake Ketton Mid UK Recycling Rugby N/A Barrington N/A West England, North Wales and North of England Dunbar British Gypsum Kirby Thor Ribblesdale British Gypsum Leeds Coast2Coast Hope Recyclet Immingham Cauldon N/A Padeswood Roy Hatfield Ltd. Immingham Tunstead Roy Hatfield Ltd. British Gypsum Leeds Immingham
Road speeds Average road speeds are required in the NetWaste modelling so that travel times can be calculated in order to find the ‘quickest route’. Average HGV speeds by road type are shown in Table 41 below.
Table 41 Road speeds used in NetWaste modelling
Road Type Lorry Road Speed Limits
HGV Average
HGV Average
kmph mph kmph mph
Motorway 97 60 77.2 48
A - Road 64 40 51 32
A - Trunk Road 80 50 64 40
B - Road 48 30 39 24
Other road 48 30 39 24 Cost assumptions The cost assumptions described in Table 42 are used in the modelling process to determine vehicle related transport costs, based on distance, and the costs of transport staff, based on time. The vehicle type used in the modelling was a Heavy Goods Vehicle (HGV).
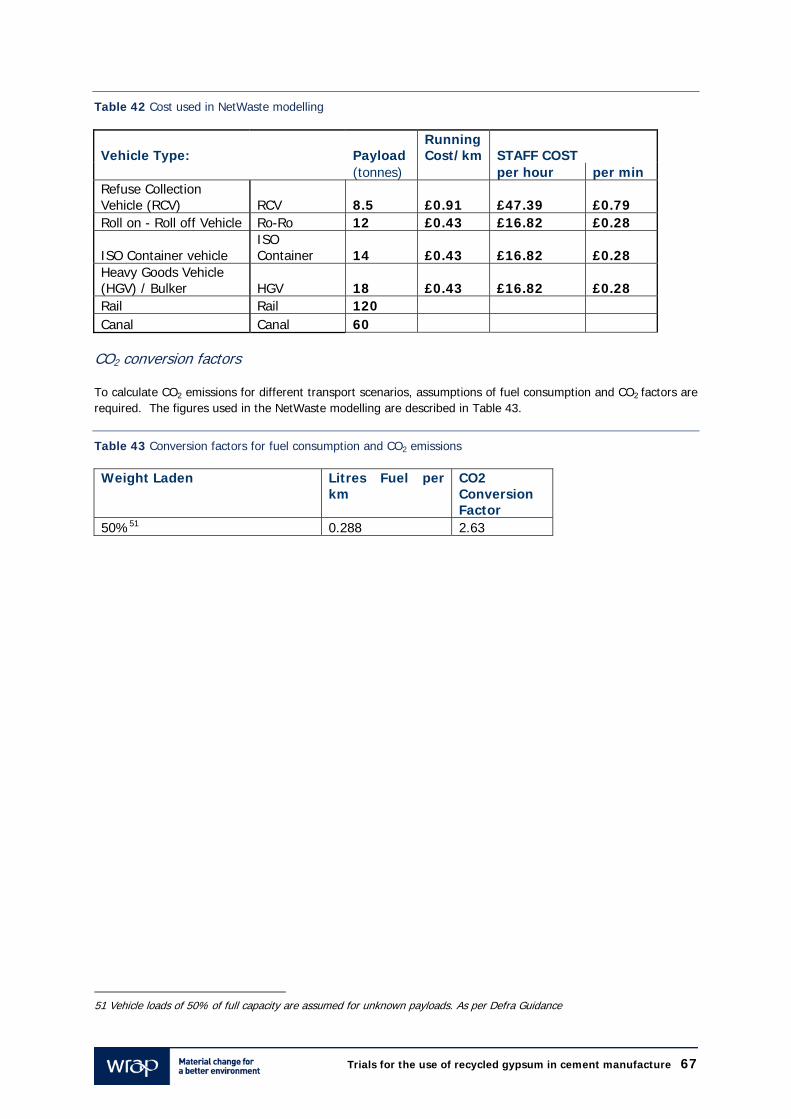
Trials for the use of recycled gypsum in cement manufacture 67
Table 42 Cost used in NetWaste modelling
Vehicle Type: Payload Running Cost/km STAFF COST
(tonnes) per hour per min Refuse Collection Vehicle (RCV) RCV 8.5 £0.91 £47.39 £0.79 Roll on - Roll off Vehicle Ro-Ro 12 £0.43 £16.82 £0.28
ISO Container vehicle ISO Container 14 £0.43 £16.82 £0.28
Heavy Goods Vehicle (HGV) / Bulker HGV 18 £0.43 £16.82 £0.28 Rail Rail 120 Canal Canal 60
CO2 conversion factors To calculate CO2 emissions for different transport scenarios, assumptions of fuel consumption and CO2 factors are required. The figures used in the NetWaste modelling are described in Table 43.
Table 43 Conversion factors for fuel consumption and CO2 emissions Weight Laden Litres Fuel per
km CO2 Conversion Factor
50%51 0.288 2.63
51 Vehicle loads of 50% of full capacity are assumed for unknown payloads. As per Defra Guidance

Trials for the use of recycled gypsum in cement manufacture 68
References:
BRITISH GEOLOGICAL SURVEY 2006, Mineral Planning Factsheet – Gypsum, Natural Environment Research Council, London: Office of the Deputy Prime Minister. BRITISH GEOLOGICAL SURVEY 2008, Mineral Planning Factsheet – Cement, Natural Environment Research Council, London: Office of the Deputy Prime Minister. BRITISH GEOLOGICAL SURVEY 2006, Mineral Planning Factsheet – Limestone, Natural Environment Research Council, London: Office of the Deputy Prime Minister. BRITISH GYPSUM, 2001, Gyproc Plasterboard Data Sheet, Leicestershire: British Gypsum Limited. CEMENT INDUSTRIES SUPPLIER FORUM, 2007, Review of the British Cement Industry, Surrey: British Cement Association. COMPETITION COMMISION., 1990, Plasterboard: A report on the supply of plasterboard in the United Kingdom, London: Competition Commission. DEPARTMENT OF BUSINESS ENTERPRISE AND REGULATORY REFORM (DBERR), 2007, Quarterly Energy Prices: December 2007, ONS http://www.berr.gov.uk/files/file43302.pdf [accessed on 06 May 2008] DEPARTMENT OF BUSINESS ENTERPRISE AND REGULATORY REFORM (DBERR), 2007, Energy Consumption in the UK, ONS http://www.berr.gov.uk/energy/statistics/publications/ecuk/page17658.html [accessed on 06 May 2008] DEPARTMENT OF BUSINESS ENTERPRISE AND REGULATORY REFORM (DBERR), 2007, Digest of United Kingdom Energy Statistics, ONS http://www.berr.gov.uk/energy/statistics/publications/dukes/page39771.html[accessed on 06 May 2008] DEPARTMENT OF ENVIRONMENT, FOOD AND RURAL AFFAIRS (DEFRA), 2006, Guidelines for Company Reporting on Greenhouse Gas Emissions http://www.defra.gov.uk/environment/business/envrp/pdf/envrpgas-annexes.pdf [accessed on 01 March 2008] DEPARTMENT OF ENVIRONMENT, FOOD AND RURAL AFFAIRS (DEFRA), 2006, Market Transformation Programme – BNPB1: Plasterboard – industry, product and market overview Version 1.5, London: DEFRA. DEPARTMENT OF ENVIRONMENT, FOOD AND RURAL AFFAIRS (DEFRA), 2006, Market Transformation Programme – BNPB2: Plasterboard – waste management Version 1.5, London: DEFRA. DEPARTMENT OF ENVIRONMENT, FOOD AND RURAL AFFAIRS (DEFRA), 2007 Climate Change Agreements: Results of the Third Target Period Assessment, http://www.defra.gov.uk/Environment/climatechange/uk/business/ccl/pdf/cca-jul07.pdf [accessed on 06 May 2008] ENVIRONMENT AGENCY., 2006, Guidance for waste destined for disposal in landfills Version 2, available from www.environment-agency.gov.uk/commondata/acrobat/wacv2_1006008.pdf [accessed on 02 April 2007]. GYPSUM RECYCLING INTERNATIONAL., http://www.gypsumrecycling.biz/ [accessed on 02 April 2007]. NEW WEST GYPSUM RECYCLING LTD., http://www.nwgypsum.com/english/rp_01.htm [accessed on 02 April 2007]. OFFICE FOR NATIONAL STATISTICS, 2006, PRODCOM PRA 14120 Quarrying of Limestone, Gypsum and Chalk (except Uranium and Thorium Ores), London: ONS
Trials for the use of recycled gypsum in cement manufacture 69
OFFICE FOR NATIONAL STATISTICS, 2006, PRODCOM PRA 26510 Cement, London: ONS UNWIN (2002) ‘A Comparison of Plasterboard and FDG Gypsum in the Reclamation of Sodic Soils’ unpublished WASTE & RESOURCES ACTION PROGRAMME, Opportunities to use Recycled Materials in Building. A Reference Guide (2004), Oxon. WASTE & RESOURCES ACTION PROGRAMME, Case Study- A partnership Approach to Plasterboard Waste Management and Recycling (2004), Oxon. WASTE & RESOURCES ACTION PROGRAMME, Review of Plasterboard Material Flows and Barriers to Greater Use of Recycled Plasterboard (2006), Oxon. WASTE & RESOURCES ACTION PROGRAMME, Scoping Study for the use of Recycled Gypsum in Cement Manufacture (2007), Oxon. WASTE & RESOURCES ACTION PROGRAMME, Life Cycle Assessment of Plasterboard (2008), Oxon. WASTE & RESOURCES ACTION PROGRAMME, Waste Plasterboard Market Scoping Study (2007)”, Oxon. WASTE & RESOURCES ACTION PROGRAMME Case Study- A partnership Approach to Plasterboard Waste Management and Recycling (2004) Oxon
www.wrap.org.uk/construction