final report development of a food-grade recycling … 2 - food contact pp report.pdf ·...
TRANSCRIPT
Final Report
Development of a Food-Grade
Recycling Process for
Post-Consumer Polypropylene
This report describes the development of a recycling process for post-consumer Polypropylene (PP) based on the successful decontamination of challenge test surrogate materials. This investigation showed that a combination of processes could be used to potentially produce food contact PP from appropriately sorted food contact post-consumer packaging.
Project code: MDP039
Research date: October 2010 – March 2011 Date: September 2011
WRAP‟s vision is a world without waste, where resources are used sustainably. We work with businesses and individuals to help them reap the benefits of reducing waste, develop sustainable products and use resources in an efficient way. Find out more at www.wrap.org.uk
Written by: Robert Dvorak, Edward Kosior and Lesley Moody of Nextek Limited.
Front cover photography: Granulated polypropylene tubs and pots
WRAP and Nextek Ltd believe the content of this report to be correct as at the date of writing. However, factors such as prices, levels of recycled content and
regulatory requirements are subject to change and users of the report should check with their suppliers to confirm the current situation. In addition, care should be
taken in using any of the cost information provided as it is based upon numerous project-specific assumptions (such as scale, location, tender context, etc.).The report
does not claim to be exhaustive, nor does it claim to cover all relevant products and specifications available on the market. While steps have been taken to ensure
accuracy, WRAP cannot accept responsibility or be held liable to any person for any loss or damage arising out of or in connection with this information being
inaccurate, incomplete or misleading. It is the responsibility of the potential user of a material or product to consult with the supplier or manufacturer and ascertain
whether a particular product will satisfy their specific requirements. The listing or featuring of a particular product or company does not constitute an endorsement by
WRAP and WRAP cannot guarantee the performance of individual products or materials. This material is copyrighted. It may be reproduced free of charge subject to
the material being accurate and not used in a misleading context. The source of the material must be identified and the copyright status acknowledged. This material
must not be used to endorse or used to suggest WRAP‟s endorsement of a commercial product or service. For more detail, please refer to WRAP‟s Terms & Conditions
on its web site: www.wrap.org.uk

Post-Consumer Polypropylene 1
Executive Summary
Polypropylene (PP) is one of the most commonly used polymers in food and beverage packaging and its ability to
be moulded, extruded and thermoformed into a variety of shapes and sizes has meant that it has been widely
adopted by packaging manufacturers and brand owners as a material of choice. It has a relatively low carbon
footprint and recycled PP has the potential to be used in both food and non-food applications.
WRAP is working in partnership with industry to develop a viable process to recycle household Polypropylene (PP)
packaging waste into recycled PP (rPP) approved for use in the manufacture of food packaging.
Around half of all virgin PP demand in Europe is used in packaging and most of this is for applications where food
grade material is required. Annual PP demand for production of packaging for consumption in the UK is 287,000t
(WRAP 2006) and through initiatives such as the Courtauld Commitment Two, retailers and brands now want to
be able to close the loop with PP in the same way that they can with rPET and rHPDE.
Recycling of rigid PP packaging such as pots, tubs and trays from a mixed plastic waste stream is expected to
deliver savings of approximately 0.6 tonnes of CO2 for every tonne of recycled PP that replaces virgin PP material,
so the use of rPP would reduce the carbon impact of PP packaging. However, this is not currently possible since a
food grade rPP is not available due to several technical barriers.
Technical grade (non-food) rPP is already being used in non-food applications such as automotive, bags and
pipes. Whilst demand for that grade of material in non UK markets such as China could potentially take all UK
rPP, developing demand for rPP for use in UK packaging adds to the diversity and stability of end markets and
enables the UK to add value to rPP from packaging for the benefit of the UK economy.
Packaging represents the single biggest potential market for rPP if it can be supplied to a food approved quality
and if food grade rPP is realised, packaging could become an increasingly important market as the supply of PP
packaging waste increases over the next few years, in line with increasing recycling of mixed plastics. This growth
is evident with recent investments in the UK in new non-bottle mixed plastics recycling facilities that have been
specially designed to efficiently sort, clean and reprocess non-bottle packaging items such as PP pots, tubs and
trays.
Whilst demand for food grade rPP is strong, there are technical barriers, as well as perceived risks and lack of
evidence around the economic and technical viability of recycling PP to food grade quality in the UK. In order to
address these barriers, WRAP is working with the supply chain to generate a joined up approach, improve
confidence and de-risk investment which will enable food grade packaging to be a viable market for rPP.
This report covers the second phase of WRAPs work on food grade PP, to develop a process that can
decontaminate PP packaging waste to levels sufficient to enable the material to be food-approved, for use in
packaging.
Previous studies by WRAP “Commercial scale mixed plastics recycling”
www.wrap.org.uk/recycling_industry/publications/commercial_scale.html have found that PP makes up
approximately 60% of the rigid plastics post-consumer waste streams once PET and HDPE bottles are recovered
for recycling (WRAP, 2009a). Approximately 50% of PP packaging found in UK households is used for packaging
of food and the remaining 50% is used in non-food packaging (WRAP, 2010a). In the food industry, PP is used
for trays, pots and tubs to package products such as meat, margarine, yoghurts, creams and soups and it is also
popular for take away and salad containers. PP is also widely used to package personal care products such as
cosmetics, shampoos, mouthwash, household cleaning agents and other industrial products used by households.
For this reason a mix of food and non-food PP packaging items can end up in the kerbside collection stream of
recyclables from UK households.
In order to use recycled PP obtained from post-consumer feedstock for the manufacture of food contact materials
and articles, the materials need to be proven to be safe and not transfer contaminants to the food. One way to
achieve this is to process the feedstock through a cleaning (decontamination) technology to remove any such
contaminants.

Post-Consumer Polypropylene 2
Project Description and Outcomes
This project was commissioned by WRAP to facilitate the development of a recycling process for food contact
post-consumer PP based on the successful decontamination of challenge test surrogate materials.
This work is an extension of previous work conducted for WRAP in 2010 entitled "Scoping study into food grade
polypropylene recycling" www.wrap.org.uk/recycling_industry/publications/food_grade_pp.html. It described
findings of research into the feasibility of recycling post-consumer PP packaging to produce food grade material
by adapting existing technology (Vacurema Advanced by Erema) used to produce food grade recycled HDPE in
the UK. The study concluded that producing food grade PP was possible, particularly for packaging of dry foods
but the trial materials were not sufficiently cleaned restricting the use for packaging of oily or fatty foods, such as
margarine, at levels no higher than 5% recycled content.
The aim of this project was to develop a food grade recycling process that could increase the decontamination
performance to the standards required by EU regulations for food contact and cope with the wider range of
materials encountered in the post-consumer PP packaging stream.
The previous WRAP project established that the recycling of post-consumer PP to food contact quality is more
complex than the recycling of HDPE and PET due to the nature of the PP post-consumer stream and the materials
found in products such as personal care and detergent bottles. PP readily absorbs components of the ingredients
that have been added for functional or fragrance purposes. These materials are typically high boiling esters
including isopropyl myristate and hexyl salicylate and are particularly difficult to extract from the PP via
conventional decontamination processes.
The way in which recycling processes are evaluated for their capacity to purify and decontaminate a waste plastic
stream, is to subject the process to a “Challenge Test” (US FDA, 2006). This test deliberately introduces a
number of chemicals to simulate a wide range of potential contaminants that arise by non-typical uses (or
abuses) of the container by consumers or through the long term storage and absorption of product ingredients.
The decontamination performance of the recycling process under this Challenge Test is then used to decide if the
plastic materials emerging from the process meet the requirements for food contact applications as specified by
the European Commission in its recent regulation No 10/2011 (Plastics materials and articles intended to come
into contact with food).
A modified Challenge Test that deliberately included isopropyl myristate and hexyl salicylate amongst other
standard surrogate chemicals was used to test any new processing and decontamination techniques.
For the avoidance of doubt, the intention of the work was to find a process/processes capable of meeting the
objectives of the project. No direct comparison of individual decontamination technologies can be drawn from the
tables and information published throughout this report. The processes in this study were tested under different
conditions, using different methodologies and are therefore not directly comparable.
A range of high performance processing and decontamination techniques were evaluated in this investigation
including the use of multi screw extruders (Gneuß Kunststofftechnik GmbH) with large vacuum venting sections
that provide good opportunities for high temperature decontamination, as well as solid state vacuum degassing
techniques (OHL Engineering GmbH) at lower temperatures.
A range of evaluation tests using these technologies were conducted on virgin PP that had been prepared with
the incorporation of the Challenge Test chemicals. The trial results showed that the extrusion step on its own
(at 260˚C) provided a significant reduction in the level of all of the surrogate chemicals both low and high
molecular weight. However it was noted that the volatile solvents (toluene and chlorobenzene) were still present
after the extrusion process in measurable quantities as were the other less volatile components.
In contrast the sole use of a heated reactor under vacuum at 145˚C (with PP still solid) was very effective in
removing the volatile solvents and much less effective on the high molecular weight chemicals. This was most
likely due to the much longer residence time of this process providing the necessary time to reduce the
concentrations of the volatile compounds to undetectable levels. However the relatively low temperature was
insufficient to provide adequate mobility to the higher molecular weight chemicals. An additional three hours of
processing at 145˚C was able to increase decontamination levels by 15% to 30%.

Post-Consumer Polypropylene 3
This last step allows this stage of decontamination to be controlled by varying the duration of the process so that
decontamination can be tailored to suit the type and concentration of contaminants present in the recycled
material.
Further trials investigated the effect of putting two decontamination steps together as a combined process. The
process that provided the best decontamination used the Gneuss MRS extruder with an integrated vacuum
section over the special mixing section that provided a large surface area for removal of volatile chemicals,
followed by the OHL heated vacuum degassing reactor at 145˚C applied for 4 hours.
This process reduced the surrogate chemicals to levels ranging from undetectable levels to approximately 50
mg/kg. These levels were sufficiently low so that less than 10 ppb of the surrogates would pass into the food
simulants, at ambient temperatures (20˚C), that are used to qualify a wide range of aqueous foods and fatty
foods under standardised test conditions.
The results signify that the recycled PP made by this process would be compliant with EU regulations (EU no.
10/2011) for plastics used in food contact applications and could be used in contact with a wide range of food
products that contain water or are largely oily in character, including those listed below, for less than 30 days at
temperatures equal to and less than 20˚C.
fresh vegetables (peeled or cut);
fish & meat: fresh, chilled, salted, processed meat products (ham, salami, bacon, sausages) and marinated
meat products in an oily medium;
fried or roasted foods; fried potatoes, fritters etc, or animal origin;
preparation of soups, broths, sauces in liquid or solid form;
sandwiches, toasted bread pizza and the like with fatty substances on the surface; and
animal and vegetable fats whether natural or treated margarine butter and other fats and oils made from
emulsions in oil.
Future developments of this process could use the longer times at lower temperature under vacuum as a way of
controlling potential contaminants that arise from a range of feed stocks.
Potentially the process could be further modified from a semi-batch process to a continuous process to streamline
the handling of the materials, however the semi-batch process has the advantage of being adapted readily for
each variation in feedstock.
The recycling of printed PP was found to generate volatile hydrocarbon products during processing (which can be
removed by appropriate post treatment), however there was no evidence of ink degradation products based on
the samples processed in this research. This issue was identified as requiring further investigation.
This project has shown that a food grade recycled PP resin derived from post-consumer sources can be
technically achieved via a process combination of the Gneuss MRS extrusion/devolatilisation system and the OHL
vacuum rotary reactor and the material can be used at 100% levels in contact with water based foods and oily
foods at 20˚C for up to 30 days.
WRAP has applied for a patent for this process combination, consisting of an extruder with vacuum degassing
such as the Gneuss MRS system, followed by a (rotary or column) vacuum reactor such as the OHL system and
others. The application number is GB1103495.6.
Next Steps This project has shown that while a process based on the decontamination of chemically spiked virgin PP now
exists to potentially recycle post-consumer PP back to food grade, a number of areas need further development.
WRAP is embarking on the following work to enable industry to invest in food grade PP:
Large Scale Recycling Trials
WRAP has commissioned a project to carry out large scale recycling trials (several tonnes) of post-consumer PP
to ensure that the process is capable of dealing with a real post-consumer stream and to identify any limitations
that might affect commercialisation of the technology. This will include further migration testing of
Post-Consumer Polypropylene 4
decontaminated material to assess the safety of recycled polypropylene from the process for high temperature
applications such as microwave trays.
Automated Sorting and Separation of PP Packaging Used on Food
There is currently no technical solution in place for automated sorting and separation of PP food packs from
packs previously in contact with non-food substances. An automated solution is needed as manual sorting is slow,
expensive and may not be accurate enough to meet the high level of previously food contact PP that should make
up at least 99% of the input materials to the process. WRAP has commissioned a project to find an automated
solution and assess its viability.
Several approaches to sorting for previous use with food could be investigated and could include:
use of markers or invisible bar codes in/on the label to indicate food use;
use of a marker in the polymer to indicate food use;
assess novel spectroscopic techniques (i.e. Raman Laser Spectroscopy); and
shape and pack type recognition using intelligent cameras and identification systems.
Composition of the PP Packaging Market
Further work is needed to determine specific product information in the PP packaging market. WRAP will carry
out a market study to better characterise the post-consumer PP waste stream by examining:
types of decorations, determining the proportion of PP packaging with labels and by label type; and
market composition by pack format;
Further Work Required
In addition, so that retailers and brands can realise the environmental benefits of using rPP in packaging, the
industry, with WRAP support will need to address the following:
Assessment of Demand for Food PP and Economic Viability/Environmental Benefits
The economic viability of food grade PP needs to be established. Retailers and brands want to increase recycled
content in food packaging but also want to establish what the environmental benefit of food grade PP recycling is
in comparison to non-food applications. An assessment of a complete process will need to be carried out to
demonstrate the viability of investing in food PP recycling.
Risk Assessment of Polymer Contamination from Inks & Solutions for Heavy Colouration Issues The tests conducted in this investigation showed that the volatile emissions and solvent extraction of the printed recycled PP were mainly hydrocarbons. Migration studies to test the food safety of these resins were not conducted in this phase of the project. Since few printing inks are approved for direct food contact and there is a risk that the inks used could decompose to harmful substances during the recycling process or migrate from the recycled polymer, it is recommended that the issues surrounding the recycling and food safety of inks used on outer surface of food packs, for in-mould labels and labels in general be investigated in further detail.
The diverse range of colours and colouring techniques used in PP packaging limits the market opportunities, range of applications and level of recycled content for dark coloured recycled PP. Natural/clear rPP is preferred and removable colouration and labelling techniques could maximise the range of uses for rPP. These techniques have been investigated in earlier work „Improving the recyclability of mixed plastics: Removable colour systems‟ (WRAP 2010b) http://www.wrap.org.uk/retail_supply_chain/research_tools/research/removable_colour.html. The benefits of this solution would be that brand integrity and use of colour could be maintained but be removable during recycling. This may help maximise the use of natural/clear PP, which would help tackle the colour issue and add value to the recycled PP stream.
Summary This project has shown that a technology for recycling post-consumer PP back in to grades suited for food contact
applications has been developed and the principles of decontaminating PP (with implications for other polyolefins)
have been better understood. This important step will allow the development of full scale processes that will have
the potential of further expanding the recycling of plastic packaging to include PP along with HDPE and PET in a
closed loop.

Post-Consumer Polypropylene 5
Further work with industry to address the remaining barriers would enable retailers and brands to realise the
environmental benefits of using rPP in packaging, will add to the diversity and stability of end markets for rPP and
enable UK reprocessors to realise economic benefits from added value processing of this valuable material.
Post-Consumer Polypropylene 6
Table of Contents 1.0 Introduction ................................................................................................................................ 9
1.1 Project Background ............................................................................................................. 9 1.2 Project Aim & Objectives .................................................................................................... 10 1.3 Selection of Potential Decontamination Processes ................................................................. 11
1.3.1 Company A .......................................................................................................... 11 1.3.2 Company B........................................................................................................... 11 1.3.3 OHL Engineering GmbH ......................................................................................... 11 1.3.4 Gneuss Kunststofftechnik GmbH ............................................................................. 11
1.4 Challenge Test Partners ..................................................................................................... 11 2.0 Challenges in Recycling PP Packaging Back to Food Contact ................................................. 13
2.1 Contamination from Substances Present in Non-food PP Packaging ........................................ 13 2.2 Purpose of a Challenge Test ............................................................................................... 13 2.3 Explanation of Decontamination Parameters and Devolatilisation Chemistry ............................ 14 2.4 Preparation of PP Challenge Test Flake ............................................................................... 15 2.5 Issues Relating to Ink Substances in Recycled PP ................................................................. 15
3.0 Description of Decontamination Sequence and Trial Methodology ........................................ 16 3.1 Challenge Test Decontamination Trial Sequence .................................................................. 17 3.2 Description of Devolatilisation Trials of Printed PP Materials .................................................. 18
4.0 Polypropylene Challenge Test and Ink Decontamination Trials ............................................. 18 4.1 Company A - Decontamination Trial Processing Parameters .................................................. 18
4.1.1 Decontamination Trial 1: Processing of Fraunhofer Challenge Test PP Flake via the
Company A Extruder (F/A) ................................................................................................. 19 4.1.2 Decontamination Trial 2: Processing of Fraunhofer Challenge Test PP Flake via the OHL
Rotary Vacuum Reactor and the Company A Extruder (F/O/A) ............................................... 20 4.2 Decontamination Trials with the OHL Rotary Vacuum Reactor Technology .............................. 21
4.2.1 Description of the OHL Rotary Vacuum Process ....................................................... 21 4.2.2 Decontamination Trial 3: Processing of Fraunhofer Challenge Test PP Flake via the OHL
Rotary Vacuum Reactor (F/O) ............................................................................................ 23 4.2.3 Decontamination Trial 5: Processing of Fraunhofer Challenge Test PP flake via the
Gneuss MRS extruder and the OHL Rotary Vacuum Reactor (F/G/O) ...................................... 24 4.3 Decontamination Trials with the Gneuss MRS System ........................................................... 25
4.3.1 Description of the Gneuss MRS Extruder Process Technology .................................... 25 4.3.2 Description of the Gneuss MRS Degassing Technology for Polymer Melts ................... 27 4.3.3 Decontamination Trial 4: Processing of Fraunhofer Challenge Test PP Flake via the
Gneuss MRS Extruder (F/G) ............................................................................................... 28 4.3.4 Decontamination Trial 6: Processing of Fraunhofer Challenge Test PP flake via the OHL
Rotary Vacuum Reactor and the Gneuss MRS System (F/O/G) ............................................... 29 5.0 Extrusion & Devolatilisation Trials of Printed Polypropylene Packaging................................ 30
5.1 Company B Extruder .......................................................................................................... 30 5.2 Company B devolatilisation trials......................................................................................... 30
5.2.1 Trial 7: Extrusion and Devolatilisation of Directly Printed PP Packaging (PP/DP/B) ....... 31 5.2.2 Trial 8: Extrusion and Devolatilisation of Printed In-Mould Label PP Packaging
(PP/IML/B) ....................................................................................................................... 32 6.0 Analysis of Challenge Test Results for Food Contact Conformance ........................................ 34
6.1 Scope of Challenge Test Data ............................................................................................. 34 6.2 Results of the Challenge Test for Surrogate Chemical Residues ............................................. 35 6.3 Migration of Surrogates into Food Simulants ........................................................................ 36
7.0 Discussion of the Decontamination Performance of Different Processing Techniques .......... 41 8.0 Results from Screening Tests on Reprocessed Printed PP Packaging .................................... 43
8.1.1 Headspace GC/MS Results ..................................................................................... 43 8.1.2 Solvent extraction GC/MS Results ........................................................................... 43
9.0 Conclusions and Recommendations ......................................................................................... 44 9.1 Conclusions ...................................................................................................................... 44 9.2 Next Steps ........................................................................................................................ 45 9.3 Further Work Required ...................................................................................................... 46 9.4 Summary .......................................................................................................................... 46
10.0 References ................................................................................................................................ 47 Appendix 1: List of Project Partner Organisations............................................................................... 48

Post-Consumer Polypropylene 7
Glossary of Terms
Decontamination A term used to describe the removal of contaminants from polymers
Degassing Removal of gases (usually from polymer melts during extrusion)
Devolatilisation A term used to describe the removal of volatiles (gas molecules) from polymer melts
during extrusion and from polymer pellets or flakes during decontamination in vacuum
reactors
DP Directly printed (normally refers to polypropylene pots or tubs that are printed on the
outer surface
EFSA European Food Standards Authority
Extraction tests Analytical tests performed in a laboratory to measure levels of contaminants
(surrogates) present in contaminated polymer
FID Flame ionisation detector: a GC non-specific detector with proven sensitivity for carbon
containing species
Food contact Polymer or packaging which has been used in contact with food
Food grade Polymer or packaging that is originally manufactured under conditions which make it
suitable for use in food contact applications
FTIR Fourier Transform Mid Infra-red spectroscopy: an analytical technique permitting the
characterisation of principally organic species
GC Gas Chromatography: analytical technique used to separate volatile components from
a mixture
GC/MS Gas Chromatography/Mass Spectroscopy: a refined analytical technique combining gas
chromatography with mass spectroscopy to identify the eluted species
Challenge test A test (defined by the US FDA) that is used to determine the capability of a recycling
process to remove specifically selected chemical surrogates and produce food grade
polymer
HDPE High density polyethylene
Injection moulding Plastic processing technique, which converts plastic pellets into a viscous, melt by heat
and shear prior to injection into a metal tool under high pressure. Cooling of the tool
permits ejection of the cooled, solid moulded article
IPM Iso Propyl Myristate
IML In-mould label
LOD Level of detection
MFR Melt Flow Rate; a rheological test method providing an approximate measure of
molecular weight and so providing an assessment of ease of flow within subsequent
melt processing equipment
Migration test Migration testing usually requires analysis of the food simulants for one or more
specific potential migrants (rather than the total migration of all substances). The
testing involves determinations for specific substances and the analyses are more
complex than the "total extraction" compliance tests and usually employ sophisticated,
computer-controlled instrumentation that requires analytical expertise in chemical
analysis.
MRF Materials Recovery Facility
Oligomer Materials with low molecular chain length are referred to as oligomers
PE Polyethylene
PET Polyethylene Terephthalate
PP Polypropylene
ppm Parts per million
ppb Parts per billion
PRF Plastic Recovery Facility
Residence time Time spent under specific processing or decontaminating conditions
rHDPE Recycled high density polyethylene
rPET Recycled polyethylene terephthalate
rPP Recycled polypropylene
Surrogates Selected chemical compounds for a challenge test that simulate a range of chemicals
that could be misused by consumers
Volatiles Molecules in a gaseous state (i.e. above their boiling point)
US FDA United States Food and Drug Administration

Post-Consumer Polypropylene 8
Acknowledgements
WRAP and Nextek Limited would like to thank the project partners for valuable technical support, expertise and
helping Nextek ensure that the project trials were completed on time. Fraunhofer IVV for preparing the challenge
test materials and for continued scientific expertise, Pira International for its feedback and expertise in testing.
The RPC Group for supplying granulated post-industrial polypropylene packaging that had been printed and
contained printed in mould labels. Reynolds Food Packaging for supplying clear post-industrial polypropylene
granulated material that was used to set up the trials on the extrusion systems. Faerchplast for supplying white
polypropylene flake for the preparation of the challenge materials. OHL Engineering for its assistance during
trials using a vacuum reactor. Gneuss GmbH for its technical assistance during challenge test trials using the
MRS extrusion system.

Post-Consumer Polypropylene 9
1.0 Introduction
PP is a widely used polymer for packaging of food and non-food items. In the food industry it is used for trays,
pots and tubs to package products such as meat, margarine, yoghurt, creams and soups and for take away
lunches etc. It is also widely used to package personal care products such as cosmetics, shampoos, mouthwash,
household cleaning products and industrial products used by households. For this reason a wide variety of PP
packaging ends up in the kerbside collection stream of recyclables from UK households.
Studies conducted by Nextek and published by WRAP “Commercial scale mixed plastics recycling”
www.wrap.org.uk/recycling_industry/publications/commercial_scale.html have found that PP makes up
approximately 60% of the rigid plastics streams once PET and HDPE bottles are recovered for recycling (WRAP,
2009a). If all plastic packaging materials in the UK waste stream are considered, then PP makes up approximately
21% of the waste stream (WRAP, 2010a).
Figure 1. Plastic packaging materials in the UK waste stream (Source: WRAP 2010a)
1.1 Project Background
The previous investigation published by WRAP: "Scoping study into food grade polypropylene recycling"
www.wrap.org.uk/recycling_industry/publications/food_grade_pp.html in 2010 described findings of research into
the feasibility of recycling post-consumer PP packaging to produce food grade material by adapting existing
technology (Erema) used to produce food grade recycled HDPE in the UK. The study concluded that producing
food grade PP was possible, particularly for packaging of dry foods but the trial materials were not sufficiently
cleaned, restricting use for packaging of oily or fatty foods such as margarine at levels no higher than 5%
recycled content (WRAP, 2010a). While the study provided valuable insights into the potential of using recycled
PP in food contact packaging, it concluded that further investigations to identify a viable process were necessary
and that significant challenges remained to satisfy requirements set out by the European food safety legislation.
Recovery rates for post-consumer PP are increasing due to increasing collection of mixed plastics and readily
available markets for recycled polypropylene in non-food packaging areas as well as other industrial markets.
There is also strong demand and substantial interest from brand owners and retailers for recycled content in PP
food packaging. Corporate Social Responsibility (CSR) and initiatives such as the Courtauld Commitment 2 are
driving the use of recycled content as a means of reducing the overall carbon impact of the pack as retailers and
brands now want to be able to close the loop with PP in the same way that they can with rPET and rHPDE.
Around half of all virgin PP demand in Europe is used in packaging and most of this is for applications where food
grade material is required. Technical grade (non-food) rPP is already being used in non-food applications such as
automotive, bags and pipes. Whilst demand for that grade of material in non UK markets such as China could

Post-Consumer Polypropylene 10
potentially take all UK rPP, developing demand for rPP for use in UK packaging adds to the diversity and stability
of end markets and enables the UK to add value to rPP for the benefit of the UK economy.
There are also significant implications for the operators of recycling facilities as the development of a food grade
recycled PP would most likely be sold at a price similar to virgin resin based on the parallel position of similar
grades of HDPE and PET, and could represent an opportunity to improve the profitability their operations..
Demand for recycled PP material is also evident with increased investments in the UK in new non-bottle mixed
plastics recycling facilities that have been specially designed to efficiently sort, clean and reprocess non-bottle
packaging items such as PP pots, tubs and trays. A technical solution for recovery and recycling of rigid PP
packaging such as pots tubs and trays from a mixed plastic waste stream is also expected to deliver
environmental benefits such as savings of approximately 600 kgs of CO2 for every tonne of recycled PP that
replaces virgin PP material (“LCA of Management Options for Mixed Waste Plastics”)
http://www.wrap.org.uk/document.rm?id=5497
1.2 Project Aim & Objectives
The results obtained in the scoping study carried out by Axion Consulting from trials performed on the Erema
(Vacurema) HDPE decontamination vacuum and extrusion system indicated that a more aggressive system for
cleaning of PP packaging was needed. The Erema decontamination system uses a low temperature vacuum
reactor followed by extrusion on a single screw system with two vacuum ports. While the Erema system is highly
effective at decontaminating materials such as PET and HDPE, post-consumer PP flake contains a series of high
molecular weight materials such as hexyl salicylate and isopropyl myristate. These materials have high boiling
points and once absorbed into PP become difficult to remove, as they do not have sufficient volatility at the lower
temperatures at which PP is decontaminated and processed in the solid state. The PP scoping study confirmed
that the Erema system was not able to remove these substances from the polymer under the standard
decontamination conditions.
This project was commissioned by WRAP to facilitate the development of a food grade recycling process that
could increase the decontamination performance and cope with the wider range of materials encountered in the
post-consumer PP packaging stream. This involved identifying a recycling process for food contact PP based on
the successful decontamination of challenge test surrogate materials.
This work, if successful, would allow WRAP and key stakeholders in the polypropylene packaging supply chain to
develop strategic plans about the role of recycled PP and determine the priority areas of focus to enable
commercial adoption of these developments by the packaging and recycling industry. It is expected that apart
from recyclers of mixed plastic packaging and reprocessors of PP, stakeholders such as packaging manufacturers,
brand owners and retailers will also find this study useful in shaping their decisions regarding technology options
for managing the potential adoption of food contact recycled PP resin. Therefore a key objective of this project
was to identify and test recycling processes which would be capable of producing food grade quality recycled PP
resin for a variety of foods (aqueous, acidic, fatty) by subjecting the recycling processes to a robust challenge
test and determining the most effective decontamination processes and recycling conditions.
Three unique decontamination processes were selected to decontaminate challenge test virgin PP flakes, which
were contaminated with pre-determined levels of specific chemical compounds (surrogates). The processes
selected included a system operated by Company A (which later wished to remain anonymous), the OHL Vacuum
Reactor and the Gneuss Multi Rotation System (MRS). These systems have proven performance in
decontaminating PET and they have also been proven to be effective in removal of odorous substances and
volatiles from plastics used in non-packaging products. It was therefore assumed that these systems had the
potential to effectively decontaminate recycled PP and could be capable of producing food grade PP from post-
consumer recyclate (PCR) sources.
The challenge test establishes whether a plastic recycling process is able to meet European regulations for
plastics in contact with food and also the US FDA regulatory requirements. It is used to simulate potential
contamination of packaging materials through misuse, such as somebody using a food or beverage container for
storage of petrol, bleach or other chemical substances before placing the container for recycling in the collection
system. For the recycled PP resin to meet the requirements as food contact grade material (2002/72/EC), the
recycling process needs to be able to demonstrate that the process can remove all the contaminants to
sufficiently low levels. A fundamental requirement specified by the EU standards (EC/282/2008), (and US FDA) is
to demonstrate that the migration of contaminants from the PP packaging into food material potentially
consumed by an adult should be at concentrations of less than 10 parts per billion (ppb) in the food material.

Post-Consumer Polypropylene 11
In addition, an evaluation of the removal efficiency of printing inks by the Company B extrusion system was
conducted using PP material that had been decorated by direct print and by in-mould labels since these represent
the most common methods of decoration for PP containers.
This report describes the following areas of research and development undertaken in this project including:
purpose of a challenge test
preparation of challenge test materials
description of decontamination recycling processes and trials performed
description of extraction and migrations testing and results
assessment of most effective processes and decontamination conditions; and
production of recycled PP resin for food contact with optimum process.
1.3 Selection of Potential Decontamination Processes
Nextek selected several leading extrusion and material decontamination companies, each with a unique
processing system to perform challenge test trials on virgin PP flake that was spiked with standard surrogate
compounds and also with compounds that have high boiling points and are difficult to remove from post-
consumer PP material. The extrusion systems selected included a ring extruder with 12 screws rotating creating
large surface area for devolatilisation of compounds under large vacuum zones and an extrusion system that
utilises a single screw with a section of counter flow rotating screws creating extensive melt separation which
allows effective volatile removal under high vacuum. A rotary vacuum reactor was used in the trials as it
provided control over residence time of materials under vacuum and therefore allowed assessment of the
efficiency of decontamination over long time at low temperatures. These systems are briefly outlined in the
following sections and further description is provided in Sections 4, 5 and 6 of this report.
1.3.1 Company A Company A is a manufacturer of extrusion systems especially suited to the compounding and devolatilisation of
polymers. This company participated in the challenge test evaluations at the early stages of the work however
they later decided to remain anonymous. The data has been retained in the report for completeness. The trials
performed on this system are described in Section 4 of this report.
1.3.2 Company B An extrusion system with four vacuum sections was investigated for the removal of inks derived from printed PP
based on past performance in this function. The trials performed on this system are described in Section 5 of this
report
1.3.3 OHL Engineering GmbH OHL manufactures a number of technologies used in the plastics recycling mixing and pharmaceutical industry. In
this project the OHL rotary vacuum reactor was used for devolatilisation of challenge test PP flake and pellet
under controlled vacuum, heat and controlled residence time. The trials performed on this system are described
in Section 4 of this report.
1.3.4 Gneuss Kunststofftechnik GmbH Gneuss is a manufacturer of extruders, screen changers and melt filtration systems. In this project the Multi
Rotation System (MRS) extrusion system was selected for trials as it has a large vacuum zone, which is placed
over an intensive devolatilisation/mixing section. This system uses a single screw extruder that has a specifically
designed devolatilisation zone where eight to ten satellite screws pump the polymeric materials at approximately
four times the main screw speeds creating a large interface with the vacuum section. This allows for extended
residence time under vacuum. The trials performed on this system are described in Section 4 of this report.
1.4 Challenge Test Partners
The Fraunhofer Institute for Process Engineering and Packaging (Fraunhofer IVV) were engaged to prepare the
challenge test trial PP materials. The material preparation involved mixing of the surrogate compounds (toluene,
chlorobenzene, benzophenone, phenyl cyclohexane, n-hexyl salicylate and isopropyl myristate at nominal weights
estimated to provide initial concentrations of approximately 500 – 700 mg/kg into a drum containing 50kg of
virgin (white-coloured) PP flakes. This procedure had been developed for tests typically used for the evaluation of
PET recycling processes. The starting concentrations will also depend on the absorption characteristics of the

Post-Consumer Polypropylene 12
base polymer. Pira International Ltd is a UK based analytical testing organisation that performed the extraction
and migration studies on the challenge tested PP flakes and pellets from trials performed on the Company A, OHL
and Gneuss systems in this project. Pira is highly experienced in assessments of materials including recycled
polymers for food contact applications.
Post-Consumer Polypropylene 13
2.0 Challenges in Recycling PP Packaging Back to Food Contact
2.1 Contamination from Substances Present in Non-food PP Packaging
In the EU, plastic packaging used for food and beverages can only be manufactured from a positive list of
approved materials and substances that have been declared safe for food contact by the European Food Safety
Authority (EFSA). For recycling of PP packaging, this means that the PP resin used for tubs/pots/bottles and trays
used to package food and beverages is already food contact safe. However, there is a large volume of non-food
PP packaging in the waste stream consisting of personal care and household chemical cleaning containers.
Although in some cases these containers are manufactured from food safe virgin PP resin, once used, the resin
absorbs compounds and substances from the products it stores.
Because of the wide use of PP in non-food applications the preparation of the challenge test flake included
contamination of the challenge test flake with substances found in post-consumer PP packaging originating from
personal care and household chemical cleaning containers.
In order to use recycled PP obtained from post-consumer feedstock for the manufacture of food contact materials
and articles, the materials need to be proven to be safe and not transfer contaminants to the food. One way to
achieve this is to process the feedstock through a cleaning (decontamination) technology to remove any such
contaminants, and several decontamination processes were tested in this work.
To establish that the decontamination process could effectively remove potential contaminants from non-food PP
packaging it is necessary to purposely contaminate PP material (via a Challenge Test) with a range of surrogate
compounds and subject this fortified sample to the decontamination process. Standard challenge test protocols
that are routinely used for PET packaging or milk bottle HDPE have been applied to PP in this study with the
exception that methyl stearate had been removed as a surrogate and replaced by high molecular weight
substances n-hexyl salicylate and isopropyl myristate. These substances were found to be present in PP
packaging in the previous WRAP study "Scoping study into food grade polypropylene recycling" (WRAP, 2010a)
www.wrap.org.uk/recycling_industry/publications/food_grade_pp.html and are often found in PP mouthwash and
shampoo bottles.
Analysis of the „cleaned PP material‟ for the presence of the surrogate chemicals was then carried out to
determine the residual levels of the surrogates. If levels were sufficiently low, then no further proof was needed.
If residual levels were detected in the PP material samples, then migration tests were carried out on finished
articles and, for a satisfactory result to be achieved < 10 ppb migration into simulants is needed.
Protocols have been drawn up covering this entire procedure for PET „Guidance and criteria for safe recycling of
post-consumer polyethylene terephthalate into new food packaging applications‟ R. Franz, F. Bayer and F. Welle,
EU Contract No. FAIR-CT98-4318: RECYCLABILITY.
2.2 Purpose of a Challenge Test
The objective of a challenge test is to simulate the very worst-case contamination conditions that might be
encountered during consumer use or misuse. In reality the number of containers that may be affected by
consumer misuse would typically be very low however, as PP is also widely used for non-food packaging
applications and there is documented presence of substances from detergent, personal care and household
industrial chemical containers present in the material, a challenge is needed to test that a recycling process can
clean the material to European regulatory requirements.
In a typical challenge test, the level of contaminants used (typically 500-750 ppm) and the quantity used (55 kg
in one charge of the decontaminating process) would represent an event that is never likely to happen in normal
processing of post-consumer packaging materials. The standard challenge test procedure is for the surrogates to
be mixed into the flake material and absorbed into the material over a period of 10 days at a temperature of
40C, to ensure absorption. Higher absorption temperatures might be used for specific polymers such as PP that
are more resistant to the action of the liquid surrogates that act as co-solvents for the higher molecular weight
chemicals.
Post-Consumer Polypropylene 14
Conducting the Decontamination Test
Once the processing equipment is purged and running under steady conditions, the material spiked with
surrogates is added as quickly as possible. During the run, the processing conditions including residence times,
temperatures and pressures / vacuums are recorded and samples taken at appropriate stages accounting for
peak levels of the surrogate chemicals for analysis.
After decontamination of the challenge test flake through a recycling process, the materials are collected in glass
jars sealed with aluminium foil to ensure no change to the contamination of the materials occurs before the
analytical tests are carried out. The decontaminated materials are tested for the presence of the surrogate
chemicals through extraction techniques and analysis is then carried out to determine the residual levels. The
extraction tests are conducted on the flakes, pellets, bottle or plaques using GC/MS analytical techniques. If the
levels are not detectable then no further proof is needed. If residual levels are detected then migration tests are
carried out on finished articles to comply with EFSA and USFDA regulations. A result of less than 10 ppb migration
is the criterion for deciding if the material is food contact compliant. Where required, bottles or plaques are
made from the decontaminated pellets and are subjected to a migration test using simulants such as 10%, 50%
or 95% v/v ethanol/water under well defined test conditions (i.e. 10 days at 20°C) relevant to a product type
(aqueous, acidic, fatty) and its expected shelf life as these parameters determine the level of migration that is
likely to occur. A migration test is usually performed, as this information is often needed for EFSA/USFDA
submissions to obtain process approval from EFSA or a letter of non-objection from the US FDA.
2.3 Explanation of Decontamination Parameters and Devolatilisation Chemistry
Decontamination of polymers is directly linked to the physical properties and chemical nature of a polymer and its
absorption and de-sorption characteristics. The properties that can influence absorption and de-sorption of
substances include:
morphology of polymeric material (i.e. crystallinity);
barrier properties; and
diffusivity characteristics.
Removal of substances from a polymer is also dependent upon the physical and chemical properties of the
contaminant substance such as its polarity, volatility, molecular weight, boiling point and solvent power.
There are several key parameters, which control the ability of plastics recycling processes to decontaminate
polymeric materials and these include:
the amount of residence time a material spends under defined decontaminating conditions;
the effect of processing temperature on the polymer and substances which have low to high boiling points;
and
the effect of pressure (vacuum) on the polymer and the contaminant substance and the ability to remove
substances, which have become gaseous and can be extracted from the polymer.
For example, PET is processed at temperatures (270C), which are 50-100C higher than those of polyolefinic
polymers such as PE and PP, which are processed around 170-220C. At higher temperatures substances migrate
out of a polymer at a faster rate and depending on their boiling points also tend to be in a gaseous state, which
allows for easier removal from the polymer.
High temperatures and shearing action within an extrusion system creates conditions that facilitate the creation
and removal of volatiles (gases) from compounds that may have been absorbed into the polymer during its use in
a packaging product. However the time that a polymer and the contaminant substance spend under these
conditions inside an extruder is relatively short (typically 20 seconds to 2 minutes) and for this reason
decontamination under vacuum in a reactor is often also needed.
Vacuum reactor systems use lower temperatures (125-145C) for decontamination of HDPE and PP and use long
residence times (typically ranging from 1-6 hours) to decontaminate these polymers.
Post-Consumer Polypropylene 15
2.4 Preparation of PP Challenge Test Flake
Virgin, white coloured PP flake was obtained from Faerchplast for the challenge test preparation. The flake came
from PP sheet regrind used by Faerchplast for manufacture of white PP tubs, which are sold into the UK market.
Virgin material was used to ensure that there was no chance of contamination of the test materials from
unknown chemicals or chemical compounds that could interfere with the challenge test integrity and give false
results. Due to the potential presence of compounds such as n-hexyl salicylate and isopropyl myristate from non-
food PP containers a decision was made by WRAP and Nextek to add these surrogates into the challenge test and
mix them together with surrogates normally used for challenge tests of PET and HDPE recycling processes.
The challenge test flake preparation was performed by the Fraunhofer IVV (Institute for Process Engineering and
Packaging) and involved mixing of the surrogate compounds (toluene, chlorobenzene, benzophenone, phenyl
cyclohexane, n-hexyl salicylate and isopropyl myristate at nominal concentrations of approximately
500 – 1,000 mg/kg in 2 drums each containing 50kg of virgin (white-coloured) PP flakes.
The 100 kg of white PP material was steeped in this cocktail of typical surrogates over a period of seven days at
60 °C and mixed daily to allow surrogate chemicals to be well distributed and fully absorbed by the PP flakes. The
higher temperature of 60C was used for PP to ensure complete absorption.
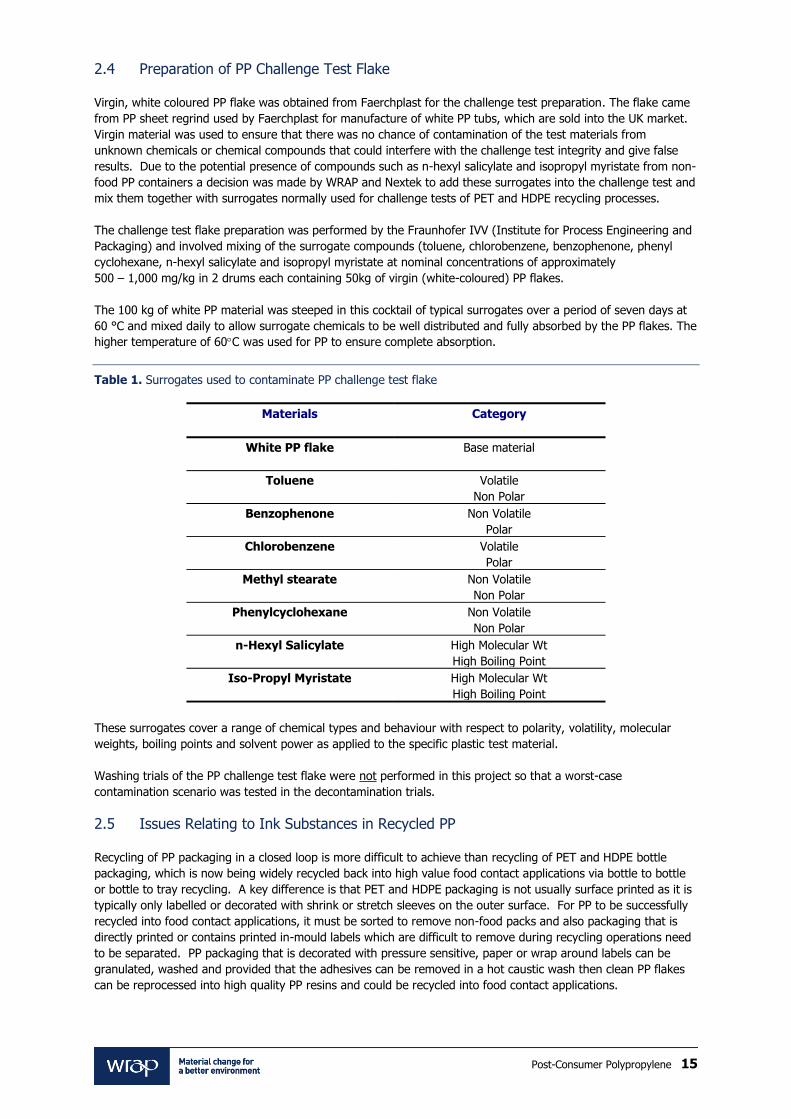
Table 1. Surrogates used to contaminate PP challenge test flake
Materials Category
White PP flake
Base material
Toluene
Volatile
Non Polar
Benzophenone
Non Volatile
Polar
Chlorobenzene
Volatile
Polar
Methyl stearate
Non Volatile
Non Polar
Phenylcyclohexane
Non Volatile
Non Polar
n-Hexyl Salicylate High Molecular Wt
High Boiling Point
Iso-Propyl Myristate High Molecular Wt
High Boiling Point
These surrogates cover a range of chemical types and behaviour with respect to polarity, volatility, molecular
weights, boiling points and solvent power as applied to the specific plastic test material.
Washing trials of the PP challenge test flake were not performed in this project so that a worst-case
contamination scenario was tested in the decontamination trials.
2.5 Issues Relating to Ink Substances in Recycled PP
Recycling of PP packaging in a closed loop is more difficult to achieve than recycling of PET and HDPE bottle
packaging, which is now being widely recycled back into high value food contact applications via bottle to bottle
or bottle to tray recycling. A key difference is that PET and HDPE packaging is not usually surface printed as it is
typically only labelled or decorated with shrink or stretch sleeves on the outer surface. For PP to be successfully
recycled into food contact applications, it must be sorted to remove non-food packs and also packaging that is
directly printed or contains printed in-mould labels which are difficult to remove during recycling operations need
to be separated. PP packaging that is decorated with pressure sensitive, paper or wrap around labels can be
granulated, washed and provided that the adhesives can be removed in a hot caustic wash then clean PP flakes
can be reprocessed into high quality PP resins and could be recycled into food contact applications.
Post-Consumer Polypropylene 16
An important issue that could limit the use of recycled PP in food applications is the issue of printed PP
packaging. Inks present on in-mould labels or inks directly printed onto PP tubs, bottles, pots or trays can
contain potentially hazardous substances such as benzophenone, which is used as a photo-initiator in many UV
cured inks. The key concern is that if directly printed flakes end up in the PP flake stream destined for food
contact, the ink residues could remain in the final recycled product. Printed PP packs or flakes therefore need to
be efficiently removed before they enter the extruder and end up in the melt stream. Once melted, the ink will
discolour the resin and the ink will become dispersed within the polymer melt making removal difficult. If ink is
present in the recycled resin there could be migration of ink residue compounds into foods or beverages.
Currently there are few types of ink that are approved for direct contact with foods or beverages and there is no
method to differentiate and separate packaging that contains inks.
Due to the wide use of surface printed / printed in-mould labels on PP packaging; the presence of printed PP
packaging in the waste stream is expected to be widespread. Some printed packs may be able to be colour
sorted, especially if the packs are coloured, however some clear or natural PP packs that are surface printed may
not be able to be sorted by automated systems. Sorting of directly printed packaging and packaging with printed
in-mould labels warrants further investigation.
In addition to the challenge test work performed in this project, an evaluation of the removal of print ink residues
was conducted using PP packaging that was decorated by direct print and by in-mould labels. These two
techniques represent the most common method of decoration for PP containers. This assessment was conducted
on the Company B extruder. The devolatilisation trials and results obtained from screening tests are provided and
discussed in this report.
There is currently no technical solution in place for automated sorting and separation of PP food packs from
packs previously in contact with non-food substances. An automated solution is needed because manual sorting
is slow and too expensive and may not be accurate enough to meet the high level of previously food contact PP
that should make up at least 99% of the input materials to the process.
3.0 Description of Decontamination Sequence and Trial Methodology
The following flowchart shows the trials that were performed in this project. The challenge test material prepared
by the Fraunhofer IVV was sent in air-tight steel drums to Company A, OHL and Gneuss where it was
devolatilised, extruded and melt filtered. Samples from each trial were collected, labelled and sent to Pira
International for analysis.
This trial methodology was developed to allow an assessment of the performance of individual extrusion systems
under specific processing conditions. It also allowed an assessment of flake decontamination in the OHL vacuum
reactor over a measured period of time, thereby providing results on the impacts of time on decontamination
efficiency of PP flake under constant vacuum at a determined temperature. This project explored novel
decontamination processes for recycling of PP via:
extruder Company A was investigated due to its screw and vacuum de-gassing configuration;
extruder Company B was investigated due to its screw and vacuum de-gassing configuration;
the OHL rotary vacuum reactor, which allows for high vacuum devolatilisation and controllable residence time
for flakes and pellets; and
the Gneuss MRS extruder, which is a single screw system with a counter flow multi-screw devolatilisation
zone, that gives extended residence time in the multi-screw extrusion section under a high vacuum
devolatilisation pump.
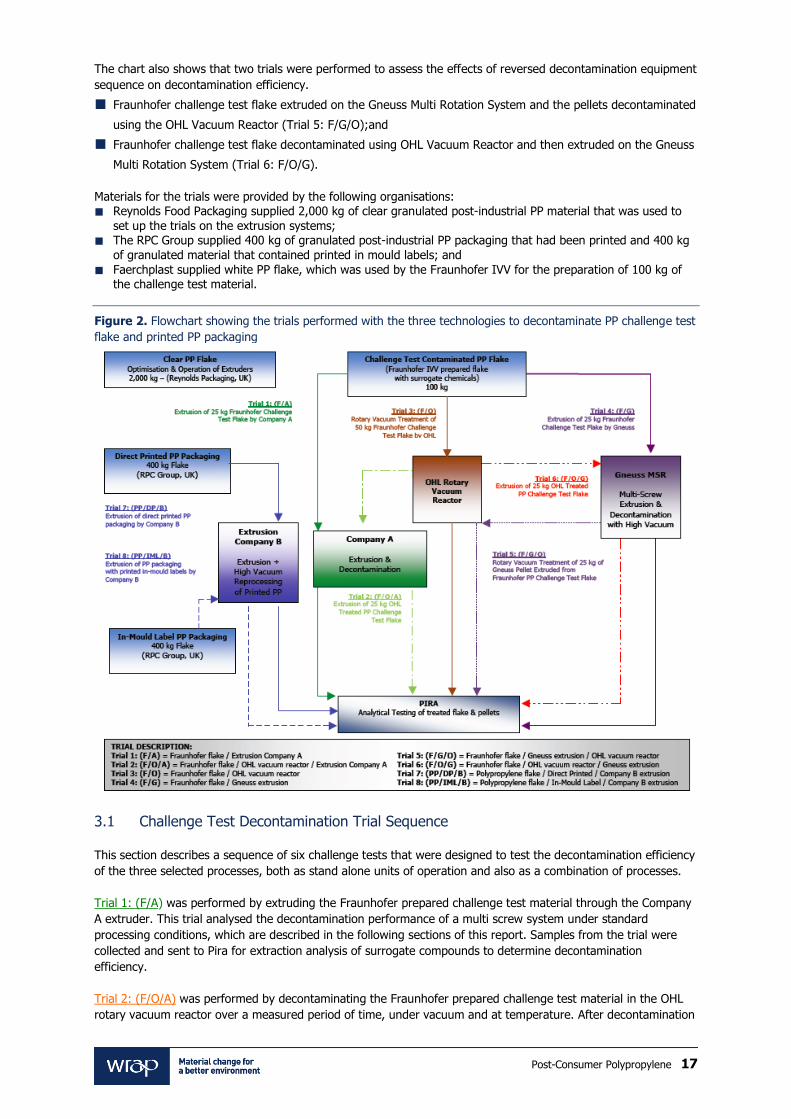
The flowchart shown in Figure 2 shows a sequence of trials that measure the decontamination performance of
the stand-alone selected technologies on the PP challenge test material.
Fraunhofer challenge test flake extruded on the Company A extruder (Trial 1: F/A);
Fraunhofer challenge test flake decontamination using OHL Vacuum Reactor (Trial 3: F/O); and
Fraunhofer challenge test flake extruded on the Gneuss Multi Rotation System (Trial 4: F/G).
Trial 2 (F/O/A) was conducted on the Fraunhofer challenge test flake decontamination using OHL Vacuum
Reactor followed by the Company A extrusion process.
Post-Consumer Polypropylene 17
The chart also shows that two trials were performed to assess the effects of reversed decontamination equipment
sequence on decontamination efficiency.
Fraunhofer challenge test flake extruded on the Gneuss Multi Rotation System and the pellets decontaminated
using the OHL Vacuum Reactor (Trial 5: F/G/O);and
Fraunhofer challenge test flake decontaminated using OHL Vacuum Reactor and then extruded on the Gneuss
Multi Rotation System (Trial 6: F/O/G).
Materials for the trials were provided by the following organisations:
Reynolds Food Packaging supplied 2,000 kg of clear granulated post-industrial PP material that was used to
set up the trials on the extrusion systems;
The RPC Group supplied 400 kg of granulated post-industrial PP packaging that had been printed and 400 kg
of granulated material that contained printed in mould labels; and
Faerchplast supplied white PP flake, which was used by the Fraunhofer IVV for the preparation of 100 kg of the challenge test material.
Figure 2. Flowchart showing the trials performed with the three technologies to decontaminate PP challenge test
flake and printed PP packaging
3.1 Challenge Test Decontamination Trial Sequence
This section describes a sequence of six challenge tests that were designed to test the decontamination efficiency
of the three selected processes, both as stand alone units of operation and also as a combination of processes.
Trial 1: (F/A) was performed by extruding the Fraunhofer prepared challenge test material through the Company
A extruder. This trial analysed the decontamination performance of a multi screw system under standard
processing conditions, which are described in the following sections of this report. Samples from the trial were
collected and sent to Pira for extraction analysis of surrogate compounds to determine decontamination
efficiency.
Trial 2: (F/O/A) was performed by decontaminating the Fraunhofer prepared challenge test material in the OHL
rotary vacuum reactor over a measured period of time, under vacuum and at temperature. After decontamination
Post-Consumer Polypropylene 18
in the OHL system the material was extruded and further decontaminated using the Company A extruder with
vacuum and at high temperature. Samples from the trial were collected and sent to Pira for extraction analysis of
surrogate compounds to determine decontamination efficiency.
Trial 3: (F/O) was performed by decontaminating the Fraunhofer prepared challenge test material in the OHL
rotary vacuum reactor over a measured period of time, under vacuum and at temperature. Samples from the trial
were collected over specific periods of time and sent to Pira for extraction analysis of surrogate compounds to
determine changes in decontamination efficiency over a period of time.
Trial 4: (F/G) was performed by extruding the Fraunhofer prepared challenge test material through the Gneuss
MRS extruder. This trial analysed the decontamination performance of a single screw extrusion system, which
uses a counter flow rotating multi screw section. The trial was performed under standard processing conditions
and is described in the following sections in detail. Samples from the trial were collected and sent to Pira for
extraction analysis of surrogate compounds to determine decontamination efficiency.
Trial 5: (F/G/O) was performed by extruding the Fraunhofer prepared challenge test material through the Gneuss
MRS extruder. The processed material (in pellet format) was then sent to OHL where it was placed inside the
vacuum reactor and decontaminated over a period of 6 hours under vacuum at a low temperature. Samples from
the trial were collected before the OHL trial and at the end of it and sent to Pira for extraction analysis of
surrogate compounds to determine decontamination efficiency.
Trial 6: (F/O/G) was performed by decontaminating the Fraunhofer prepared challenge test material in the OHL
rotary vacuum reactor over a measured period of time, under vacuum and at temperature. After decontamination
in the OHL system the material was extruded and further decontaminated at high temperatures and under high
vacuum through the Gneuss MRS extrusion system. Samples from the trial were collected over specific periods of
time and sent to Pira for extraction analysis of surrogate compounds to determine decontamination efficiency.
Challenge test material prepared by the Fraunhofer Institute was prepared and shipped to all trials in sealed,
airtight steel drums.
3.2 Description of Devolatilisation Trials of Printed PP Materials
Trial 7: (PP/DP/B) In this trial, directly printed PP flakes were processed through the Company B extruder to
devolatilise and remove ink based volatiles and by-products via the high vacuum pump. Filtration of expected
solid printing ink residues by-products was performed with a 100 m screen to ensure effective removal of any
degraded ink pigments. Samples of pelletised PP resin were collected and sent to Pira to perform screening tests
to identify presence of residual substances in the polymer.
Trial 8: (PP/IML/B) In this trial the PP flakes with in-mould labels were processed through the Company B
extruder to decontaminate and remove inks and ink based volatiles and by-products via the high vacuum pump.
Filtration of expected solid printing ink residue by-products was performed down to 100 m to ensure effective
removal of any degraded ink pigments. Samples of pelletised PP resin were collected and sent to Pira to perform
screening tests to identify presence of residual substances in the polymer.
4.0 Polypropylene Challenge Test and Ink Decontamination Trials
This section of the report provides descriptions of the decontamination systems and extrusion technologies used
to decontaminate the PP challenge test flake. The descriptions provide an explanation of the unique features of
each system and why these systems were chosen for the investigations performed in this project.
The section also describes the six challenge tests that were performed to test the decontamination efficiency of
the stand alone units and also tests performed to determine the decontamination efficiency of combinations of
the extrusion systems and vacuum reactor and reversed process sequence.
4.1 Company A - Decontamination Trial Processing Parameters Company A has a unique configuration for its multi-screw and vacuum de-gassing of the plastic melt.
The two challenge tests performed on the Company A system, were Trial 1 (F/A) and Trial 2 (F/O/A).
Processing conditions were monitored during each trial and recorded. In order to ensure consistency of results,
the key processing conditions were kept constant throughout the trials. The processing conditions for
decontamination Trial 1 (F/A) were:
Post-Consumer Polypropylene 19
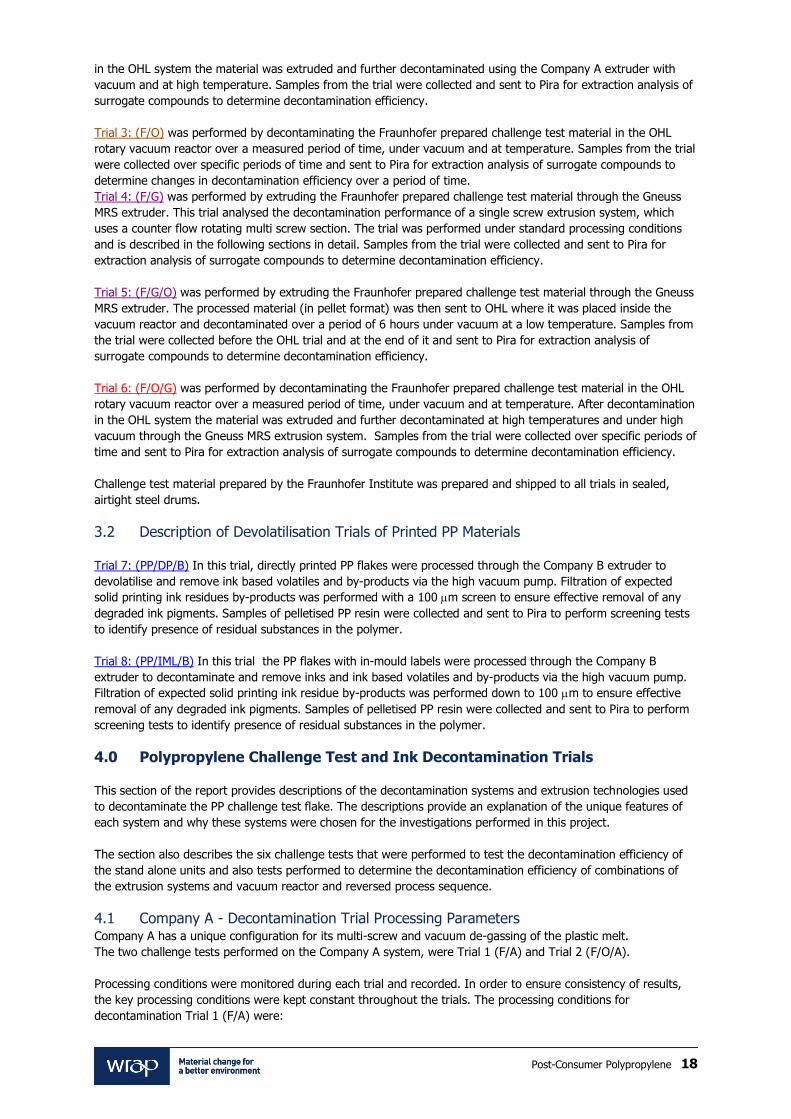
extruder processing rate: 300 Kg/hr;
vacuum: 5-6 mbar;
measured residence time in extruder: 45 seconds (see Figure 3); and
melt temperature: 228-244 C.
Figure 3. Samples from the residence time trial measurement in the Company A extrusion system
In order to determine the residence time of a material within a tested extrusion system, a small amount of
masterbatch is added into the polymer and the time difference from when it enters the extruder and when the
coloured material comes out of the extruder is measured. This becomes the measured residence time in the
extruder.
The presence of colour in the samples in the Company A extruder residence time trial demonstrates that after five
minutes all added masterbatch is removed and the material is clear again indicating that in trials with the PP
challenge test flake any virgin PP present in the extruder will be replaced by the challenge test material after five
minutes of processing.
Before the trials started, melt temperature was carefully measured. It was found that the initial screw profile did
not allow a melt temperature of more than 230C to be reached and as decontamination is related to polymer
viscosity and melt flow, a higher melt temperature is preferred to assist the removal of volatiles from melt. The
screw profile was optimised to increase the mixing section of the screw so that a higher melt temperature could
be achieved
4.1.1 Decontamination Trial 1: Processing of Fraunhofer Challenge Test PP Flake via the Company A Extruder (F/A)
The first trial involved processing of the Fraunhofer prepared challenge test PP flake through the Company A
extruder. The input flake and output pellet samples were collected and sent to Pira to measure decontamination.
Technicians at Company A prepared the extruder with a special screw with optimised profile geometry to increase
mixing and residence time at the vacuum vents. Prior to each trial the system was flushed for a minimum period
of 10 minutes by processing clean, clear factory PP regrind flake that had not been in contact with any consumer
or post-consumer substances.

Post-Consumer Polypropylene 20
The extrusion system used for the decontamination trials was the smallest of the Company A extrusion systems,
and the material processing rate was set to 300kg/hr. Residence time in the extrusion system was measured to
be 45 seconds. A red masterbatch was added to the extruder prior to the start of challenge test flake processing
and also at the end, once the challenge test material was run out. This allowed careful and accurate
measurement of peak challenge test flake concentrations to ensure that there was no dilution from non-challenge
test PP flake. Samples were taken at 1-minute time intervals.
Figure 4. Example of the samples collected after challenge test PP flake was processed on the Company A
extruder in Trial 1: (F/A)
The peak PP challenge test material was measured to be after 5 minutes of challenge test flake processing. The
peak surrogate sample was marked as („Company A rPP Trial Challenge Test Flake (Rt + 5mins)‟), where Rt =
Residence time =45 seconds.
Samples from the trial were taken each minute, marked and placed inside airtight glass jars with aluminium foil at
the top to act as a barrier between the lid and the material. This prevented any possible migration from coatings
on lids into the polymer. The sealed glass jar samples were sent to Pira for extraction tests and analysis of the
remaining levels of surrogate chemical substances. Nextek retained samples in sealed plastic bags from the trial.
4.1.2 Decontamination Trial 2: Processing of Fraunhofer Challenge Test PP Flake via the OHL Rotary Vacuum Reactor and the Company A Extruder (F/O/A)
The second Company A decontamination trial involved decontamination of challenge test PP flake that was first
sent to OHL for decontamination in the vacuum rotary reactor. The material processed at OHL was in original
flake format as the trial was designed to assess decontamination efficiency of the process on flakes, which have a
larger surface area than pellets. This was to test the theory that it might be best to decontaminate flake first,
due to the higher surface area of flake followed by extrusion at higher temperatures and vacuum venting. The PP
challenge test flake was processed in the OHL vacuum reactor for a minimum period of 4 hours at >100C, and a
constant vacuum pressure of 6mbar. The flake was then sent to Company A to be extruded. Residence time in
the Company A extrusion system was re-measured and found to be 45 seconds as in Trial 1 (F/A).
In order to increase melt temperatures further modifications were made to the screw profile used in Trial 1 (F/A).
A slightly higher screw speed and an improved screw configuration, resulted in a slightly higher melt
temperature, which was measured to be 255 °C at the die exit by a needle pyrometer. The vacuum level was
consistently at 5-6 mbar when measured at the vacuum port.
Altogether six samples were collected:
Retention time + 0 min; right after the first masterbatch arrived.
Retention time + 1 min; + 2 min; + 3 min; + 4 min; + 5 min.
Post-Consumer Polypropylene 21
Figure 5. PP challenge test samples taken during Trial 2 (F/O/A)
The trial ran well under consistent conditions and there were no processing problems observed. Sample „OHL-
Company A PP trial (Rt+3mins)‟ was identified as the peak challenge test surrogate sample and Pira used this for
analysis of the process decontamination efficiency. All glass jar samples were sent to Pira for analysis while
Nextek retained samples in sealed plastic bags from the trial. All samples were carefully labelled, and in each trial
a different colour masterbatch was used to further assist with sample differentiation and identification between
materials from each trial.
4.2 Decontamination Trials with the OHL Rotary Vacuum Reactor Technology
This section describes the OHL rotary vacuum reactor system and its unique decontamination attributes. The
following sections also describe the challenge test run performed on the OHL system. Trial 3 (F/O) is described in
detail with particular focus placed on the importance of controlled residence time on the decontamination
efficiency of flake and pellets under vacuum.
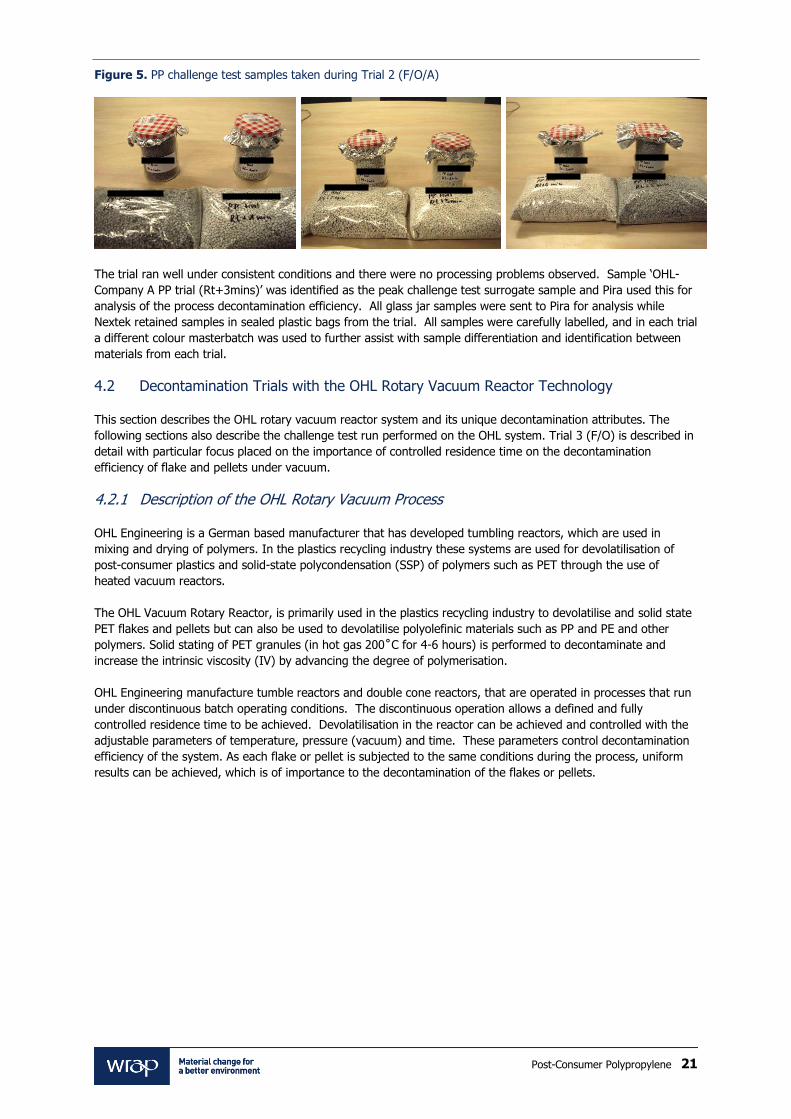
4.2.1 Description of the OHL Rotary Vacuum Process
OHL Engineering is a German based manufacturer that has developed tumbling reactors, which are used in
mixing and drying of polymers. In the plastics recycling industry these systems are used for devolatilisation of
post-consumer plastics and solid-state polycondensation (SSP) of polymers such as PET through the use of
heated vacuum reactors.
The OHL Vacuum Rotary Reactor, is primarily used in the plastics recycling industry to devolatilise and solid state
PET flakes and pellets but can also be used to devolatilise polyolefinic materials such as PP and PE and other
polymers. Solid stating of PET granules (in hot gas 200˚C for 4-6 hours) is performed to decontaminate and
increase the intrinsic viscosity (IV) by advancing the degree of polymerisation.
OHL Engineering manufacture tumble reactors and double cone reactors, that are operated in processes that run
under discontinuous batch operating conditions. The discontinuous operation allows a defined and fully
controlled residence time to be achieved. Devolatilisation in the reactor can be achieved and controlled with the
adjustable parameters of temperature, pressure (vacuum) and time. These parameters control decontamination
efficiency of the system. As each flake or pellet is subjected to the same conditions during the process, uniform
results can be achieved, which is of importance to the decontamination of the flakes or pellets.
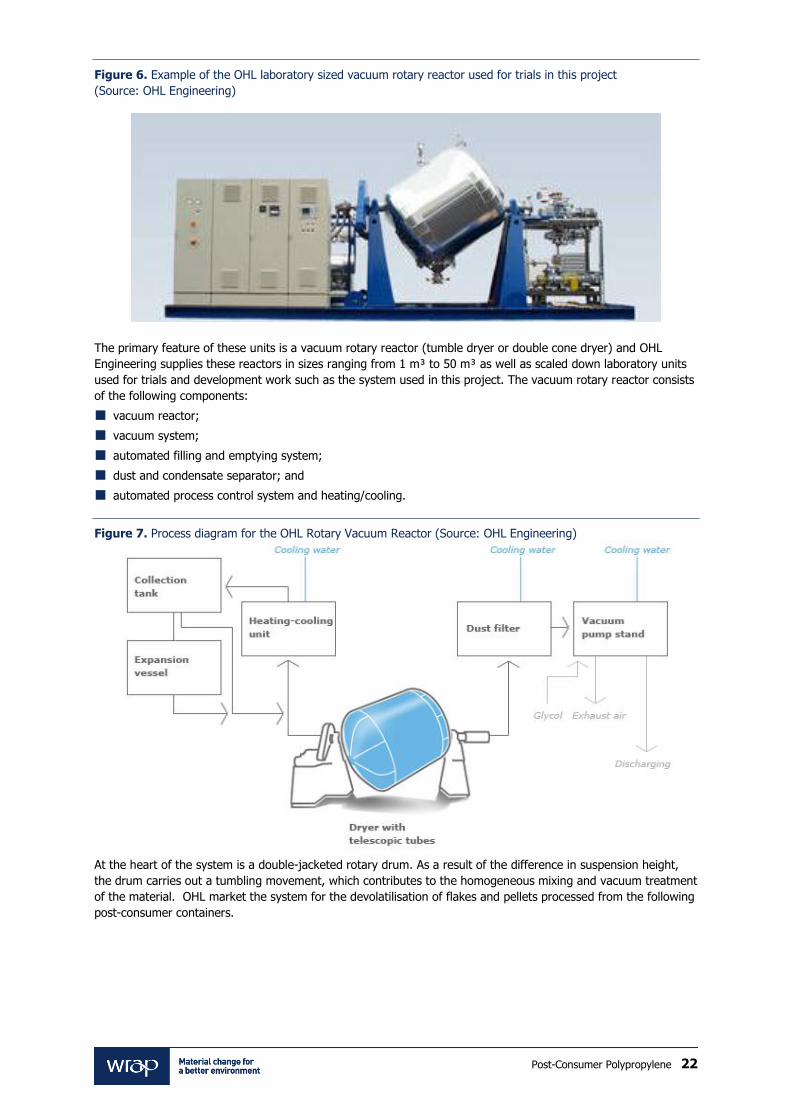
Post-Consumer Polypropylene 22
Figure 6. Example of the OHL laboratory sized vacuum rotary reactor used for trials in this project
(Source: OHL Engineering)
The primary feature of these units is a vacuum rotary reactor (tumble dryer or double cone dryer) and OHL
Engineering supplies these reactors in sizes ranging from 1 m³ to 50 m³ as well as scaled down laboratory units
used for trials and development work such as the system used in this project. The vacuum rotary reactor consists
of the following components:
vacuum reactor;
vacuum system;
automated filling and emptying system;
dust and condensate separator; and
automated process control system and heating/cooling.
Figure 7. Process diagram for the OHL Rotary Vacuum Reactor (Source: OHL Engineering)
At the heart of the system is a double-jacketed rotary drum. As a result of the difference in suspension height,
the drum carries out a tumbling movement, which contributes to the homogeneous mixing and vacuum treatment
of the material. OHL market the system for the devolatilisation of flakes and pellets processed from the following
post-consumer containers.

Post-Consumer Polypropylene 23
Table 2. Example of post-consumer feedstock‟s normally processed on the OHL system in flake or pellet format
Bottles for Beverages: mineral water, soft drinks, beer, milk, isotonics, liquors, juice, etc
Bottles for Dressings: ketchup, salad, cream, mayonnaise, etc
Personal hygiene: shampoo, cream, lotions, cosmetics, etc
Household detergents: cleaning agents, detergents, general purpose chemical liquids, etc
4.2.2 Decontamination Trial 3: Processing of Fraunhofer Challenge Test PP Flake via the OHL Rotary Vacuum Reactor (F/O)
A drum with 50kg of PP challenge test flake material from Fraunhofer Institute was sent to OHL for
decontamination in the rotary vacuum reactor. A small laboratory sized reactor with approximate volume of
1 m³ was used to decontaminate the challenge test flake.
Samples of the challenge test flake were collected each hour to allow measurements of decontamination
efficiency over time. Vacuum in the reactor was measured to be approximately 6mbar, OHL has stated that on
large-scale reactors a significantly higher vacuum of 1 mbar is achievable. Material was placed inside the reactor
and vacuum applied. The reactor was then heated to a temperature of 145C, which was achieved after 1 hour,
and it took 30 minutes for the system to reach a temperature of 100C, a temperature at which some of the
surrogates begin to devolatilise from the polymer material.
The OHL decontamination trial was performed under the following conditions:
50 kg of PP challenge test flake was placed in the reactor and vacuum applied;
total residence time in reactor under vacuum during Trial 3 = 4.5 Hours;
time challenge test PP material above 100C = 4 Hours (took 30 minutes to reach 100C);
time challenge test PP material at set temperature of 145C = 3.5 Hours (took 1 hour to reach 145C);
vacuum in the reactor during Trial 3 = 6 mbar;
reactor tumbled material during entire trial except when samples were taken; and
samples taken every hour and at the end of trial after 4.5hrs of residence time.
Figure 8. OHL rotary vacuum reactor used for challenge test decontamination Trial 3 (F/O)
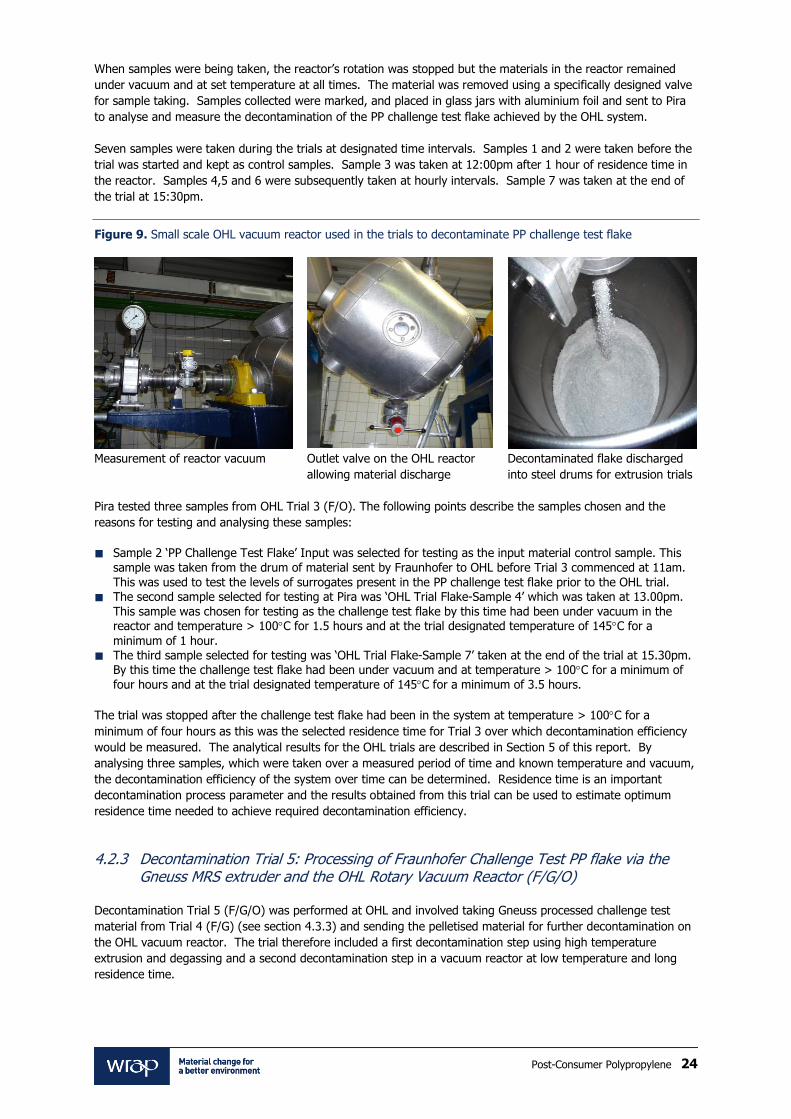
Post-Consumer Polypropylene 24
When samples were being taken, the reactor‟s rotation was stopped but the materials in the reactor remained
under vacuum and at set temperature at all times. The material was removed using a specifically designed valve
for sample taking. Samples collected were marked, and placed in glass jars with aluminium foil and sent to Pira
to analyse and measure the decontamination of the PP challenge test flake achieved by the OHL system.
Seven samples were taken during the trials at designated time intervals. Samples 1 and 2 were taken before the
trial was started and kept as control samples. Sample 3 was taken at 12:00pm after 1 hour of residence time in
the reactor. Samples 4,5 and 6 were subsequently taken at hourly intervals. Sample 7 was taken at the end of
the trial at 15:30pm.
Figure 9. Small scale OHL vacuum reactor used in the trials to decontaminate PP challenge test flake
Measurement of reactor vacuum Outlet valve on the OHL reactor
allowing material discharge
Decontaminated flake discharged
into steel drums for extrusion trials
Pira tested three samples from OHL Trial 3 (F/O). The following points describe the samples chosen and the
reasons for testing and analysing these samples:
Sample 2 „PP Challenge Test Flake‟ Input was selected for testing as the input material control sample. This
sample was taken from the drum of material sent by Fraunhofer to OHL before Trial 3 commenced at 11am.
This was used to test the levels of surrogates present in the PP challenge test flake prior to the OHL trial.
The second sample selected for testing at Pira was „OHL Trial Flake-Sample 4‟ which was taken at 13.00pm.
This sample was chosen for testing as the challenge test flake by this time had been under vacuum in the reactor and temperature > 100C for 1.5 hours and at the trial designated temperature of 145C for a
minimum of 1 hour.
The third sample selected for testing was „OHL Trial Flake-Sample 7‟ taken at the end of the trial at 15.30pm. By this time the challenge test flake had been under vacuum and at temperature > 100C for a minimum of
four hours and at the trial designated temperature of 145C for a minimum of 3.5 hours.
The trial was stopped after the challenge test flake had been in the system at temperature > 100C for a
minimum of four hours as this was the selected residence time for Trial 3 over which decontamination efficiency
would be measured. The analytical results for the OHL trials are described in Section 5 of this report. By
analysing three samples, which were taken over a measured period of time and known temperature and vacuum,
the decontamination efficiency of the system over time can be determined. Residence time is an important
decontamination process parameter and the results obtained from this trial can be used to estimate optimum
residence time needed to achieve required decontamination efficiency.
4.2.3 Decontamination Trial 5: Processing of Fraunhofer Challenge Test PP flake via the Gneuss MRS extruder and the OHL Rotary Vacuum Reactor (F/G/O)
Decontamination Trial 5 (F/G/O) was performed at OHL and involved taking Gneuss processed challenge test
material from Trial 4 (F/G) (see section 4.3.3) and sending the pelletised material for further decontamination on
the OHL vacuum reactor. The trial therefore included a first decontamination step using high temperature
extrusion and degassing and a second decontamination step in a vacuum reactor at low temperature and long
residence time.

Post-Consumer Polypropylene 25
However, the main purpose of this trial was to also investigate and determine whether there was a difference in
decontamination performance when PP was decontaminated over a set period of time in a vacuum reactor in
pellet format after extrusion at high temperature as is often done with PET or whether decontamination
performance was better when decontamination was performed on flake in a vacuum reactor before extrusion at
high temperature as is done with HDPE.
In Trial 5 a longer residence time of six hours in the OHL rotary vacuum reactor was used to decontaminate the
pelletised PP resin. Residence time of six hours was selected because many operations that use the OHL vacuum
reactor for decontamination of PET pellets use it for six hours and sometimes longer to decontaminate and build-
up intrinsic viscosity (IV) and therefore it seemed reasonable to try a longer decontamination run on the PP
pellets than was performed in Trial 3. It was also assumed that as pellets have smaller surface area than flake a
longer residence time would be needed then the 4.5 hours to process the PP flake in Trial 3. Samples were
collected on an hourly basis and the decontaminated pellets were placed in glass jars which were covered with
aluminium foil to prevent any contamination of the resin from coatings present on lids and sent to Pira to
measure decontamination performance achieved by this processing sequence.
4.3 Decontamination Trials with the Gneuss MRS System
This section describes the Gneuss Multi Rotation System (MRS) technology and its unique decontamination
attributes. The following sections also describe a challenge test run performed on the Gneuss stand alone unit
operation, Trial 4 (F/G) as well as two trials performed in combination of the Gneuss MRS system and the OHL
vacuum reactor. Challenge test Trial 6 (F/O/G) was performed by taking some of the material decontaminated in
Trial 3 (F/O) and processing it on the Gneuss MRS extrusion system at high temperature and under high vacuum.
Challenge test Trial 5 (F/G/O) was performed in reversed sequence, by taking material from Trial 4 (F/G), which
was pelletised PP resin and then decontaminating it in pellet format in the OHL vacuum reactor for an extended
period of time.
The three challenge test trials are described in detail with particular focus placed on the processing parameters
on the extrusion system and the vacuum reactor. These trials also provide data on the most effective method of
decontamination; (i) a short residence time at high temperature and high vacuum in an extruder or (ii) long
residence time at lower temperature under medium vacuum in a reactor; (iii) or a combination of both units of
operation in two reversed sequences.
4.3.1 Description of the Gneuss MRS Extruder Process Technology
Gneuss is a German based manufacturer of extruders, screen changers and melt filtration systems. In this
project the MRS (Multi Rotation System) extrusion system was selected for trials as it has a large vacuum zone,
which is placed over an intensive devolatilisation/mixing section. This system uses a single screw extruder that
has a specifically designed devolatilisation zone where eight to ten satellite screws pump the polymeric materials
at approximately four times the main screw speeds creating a large interface with the vacuum section. This
allows for extended residence time under vacuum.
Figure 10. Gneuss MRS (Multi Rotation System) extrusion system (Source: Gneuss)
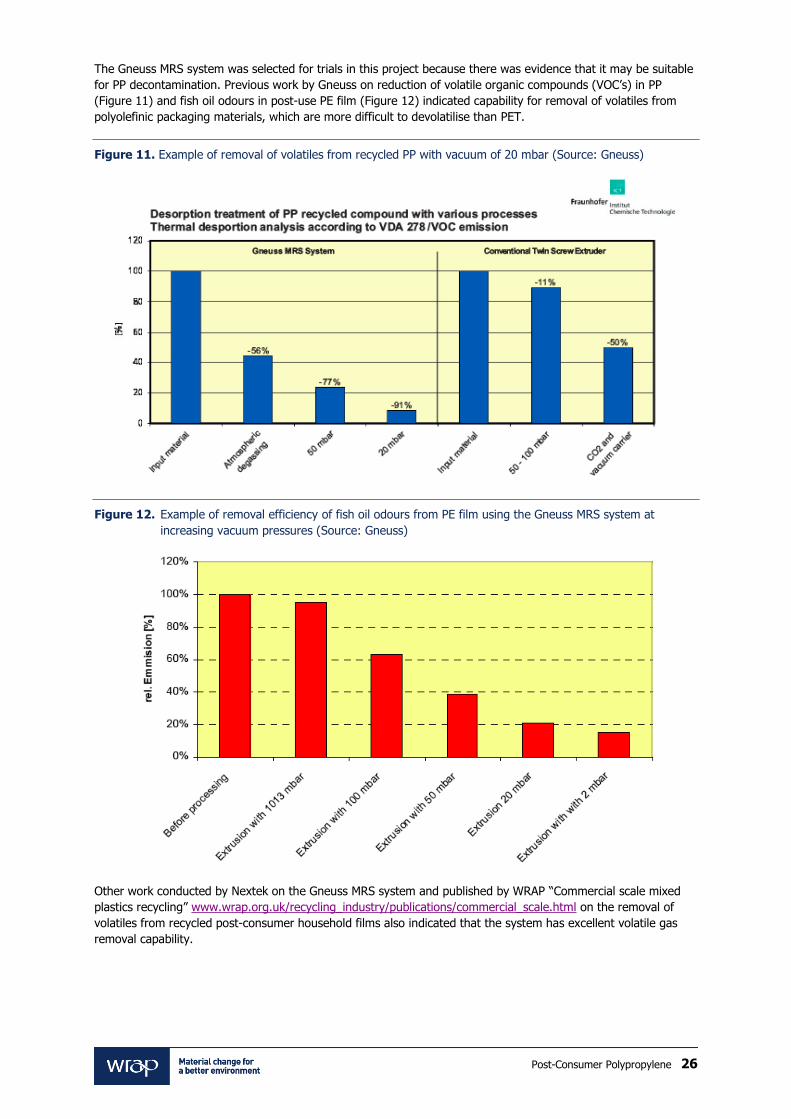
Post-Consumer Polypropylene 26
The Gneuss MRS system was selected for trials in this project because there was evidence that it may be suitable
for PP decontamination. Previous work by Gneuss on reduction of volatile organic compounds (VOC‟s) in PP
(Figure 11) and fish oil odours in post-use PE film (Figure 12) indicated capability for removal of volatiles from
polyolefinic packaging materials, which are more difficult to devolatilise than PET.
Figure 11. Example of removal of volatiles from recycled PP with vacuum of 20 mbar (Source: Gneuss)
Figure 12. Example of removal efficiency of fish oil odours from PE film using the Gneuss MRS system at
increasing vacuum pressures (Source: Gneuss)
Other work conducted by Nextek on the Gneuss MRS system and published by WRAP “Commercial scale mixed
plastics recycling” www.wrap.org.uk/recycling_industry/publications/commercial_scale.html on the removal of
volatiles from recycled post-consumer household films also indicated that the system has excellent volatile gas
removal capability.

Post-Consumer Polypropylene 27
4.3.2 Description of the Gneuss MRS Degassing Technology for Polymer Melts
Gneuss has developed a patented devolatilisation technology MRS (Multi Rotation System) in order to achieve the
optimum degassing of polymer melts. The MRS extruder offers major improvements compared with other
degassing technologies previously available on single or twin screw extrusion systems. The surface of the
exposed area of polymer melt is extremely large and is continuously exchanged. The polymer melts are torn
open at a fast rate, exposing the polymer to vacuum and free space. This form of devolatilisation takes place in a
section of the extruder that contains a large vacuum vent, resulting in a large open surface area, which makes
efficient extraction of the emerging volatile gases possible.
Figure 13. Gneuss single screw showing the multi screw rotation section where melt is pumped backwards
(Source: Gneuss GmbH)
Figure 14. Images of the satellite screws on the Gneuss MRS (Source: Gneuss GmbH)
In the devolatilisation section of the
screw, the polymer melt is delivered into
a large single screw drum. The drum
contains eight or ten (depending on the
model size) small extruder barrels,
parallel to the main single screw axis.
Installed in these small extruder barrels
are "satellite" screws, which rotate in the
opposite direction to the main screw
while they rotate around the screw axis.
The extruder barrels which are cut into the drum of the multi rotation system are approximately 30% open to
ensure the optimum melt transfer into the barrels and so that the evacuation of volatiles is assisted and can occur
without restrictions. The rotation of the „satellite screws‟ in the opposite direction to the main screw
disproportionately increases the surface exchange of the polymer melt. Precise control of the melt temperature
in this section is possible as the temperatures of all the surfaces in contact with the melt can be accurately
controlled.
Through the action of the counter flow multi rotation elements, a melt surface is made available which is far
greater than that of conventional extruders. For example, the MRS system creates a melt surface, which is
reported to be 25 times greater (per minute of processing) when compared with a standard co-rotating twin-
screw extruder.
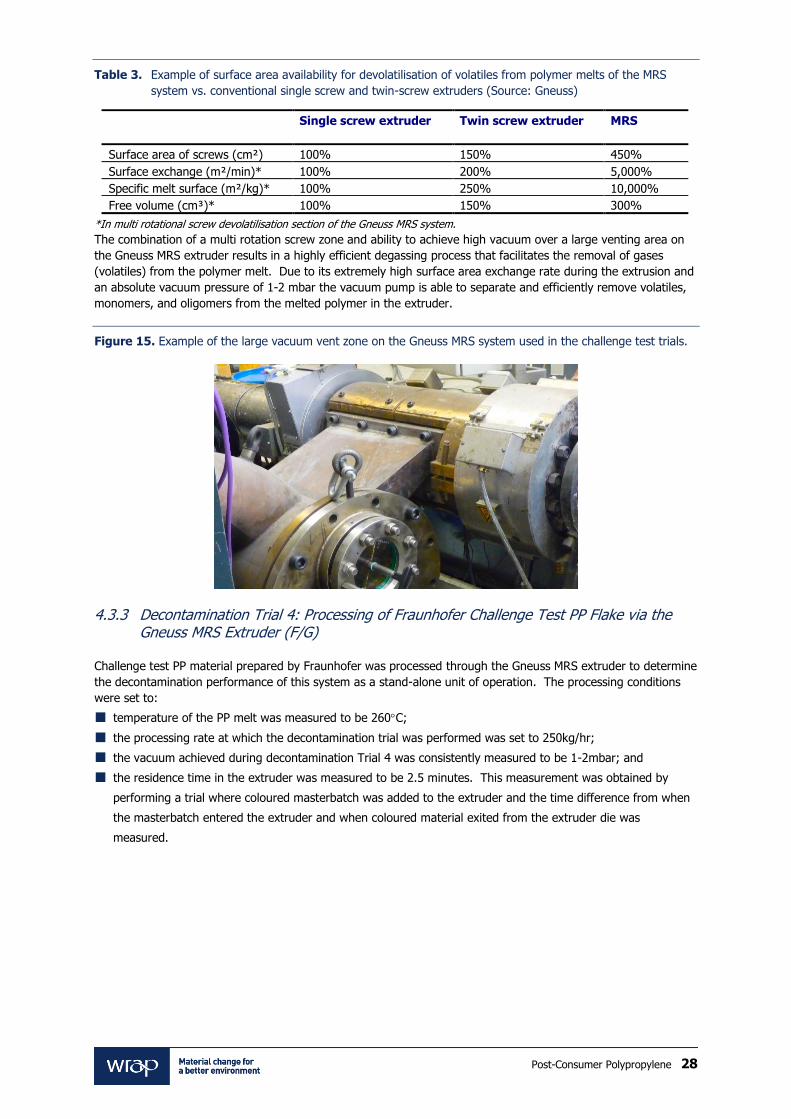
Post-Consumer Polypropylene 28
Table 3. Example of surface area availability for devolatilisation of volatiles from polymer melts of the MRS
system vs. conventional single screw and twin-screw extruders (Source: Gneuss)
Single screw extruder
Twin screw extruder
MRS
Surface area of screws (cm²) 100% 150% 450%
Surface exchange (m²/min)* 100% 200% 5,000%
Specific melt surface (m²/kg)* 100% 250% 10,000%
Free volume (cm³)* 100% 150% 300%
*In multi rotational screw devolatilisation section of the Gneuss MRS system.
The combination of a multi rotation screw zone and ability to achieve high vacuum over a large venting area on
the Gneuss MRS extruder results in a highly efficient degassing process that facilitates the removal of gases
(volatiles) from the polymer melt. Due to its extremely high surface area exchange rate during the extrusion and
an absolute vacuum pressure of 1-2 mbar the vacuum pump is able to separate and efficiently remove volatiles,
monomers, and oligomers from the melted polymer in the extruder.
Figure 15. Example of the large vacuum vent zone on the Gneuss MRS system used in the challenge test trials.
4.3.3 Decontamination Trial 4: Processing of Fraunhofer Challenge Test PP Flake via the Gneuss MRS Extruder (F/G)
Challenge test PP material prepared by Fraunhofer was processed through the Gneuss MRS extruder to determine
the decontamination performance of this system as a stand-alone unit of operation. The processing conditions
were set to:
temperature of the PP melt was measured to be 260C;
the processing rate at which the decontamination trial was performed was set to 250kg/hr;
the vacuum achieved during decontamination Trial 4 was consistently measured to be 1-2mbar; and
the residence time in the extruder was measured to be 2.5 minutes. This measurement was obtained by
performing a trial where coloured masterbatch was added to the extruder and the time difference from when
the masterbatch entered the extruder and when coloured material exited from the extruder die was
measured.

Post-Consumer Polypropylene 29
Figure 16. Example of the Gneuss MRS extrusion system used in PP challenge test decontamination Trial 4
(F/G), Trial 5 (F/G/O) and Trial 6 (F/O/G)
Samples from Trial 4 (F/G) trial were collected into glass jars with aluminium foil placed at the top to prevent any
contamination from lid coatings and sent to Pira to measure decontamination performance of the stand alone unit
operation. The material from this trial was placed inside an air tight steel drum and sent to OHL and formed the
basis for Trial 5 (F/G/O) which is described in Section 4.2.3.
Figure 17. Image 1: Example of PP challenge test flake being processed on the Gneuss MRS extruder using a
cooling water bath. Image 2: Picture of sample collection into a glass jar.
4.3.4 Decontamination Trial 6: Processing of Fraunhofer Challenge Test PP flake via the OHL Rotary Vacuum Reactor and the Gneuss MRS System (F/O/G)
PP challenge test flake that had previously been run through the OHL vacuum reactor in Trial 3 (F/O) was sent to
Gneuss in an airtight steel drum to be processed on the MRS extruder. During Trial 3 (F/O) this material was
exposed to decontaminating conditions in the OHL system for four hours at temperature above 100C of which
3.5 hours was at a set process temperature of 145C. The flake was processed on the Gneuss MRS extruder
using the same processing conditions used in Trial 4 (F/G):
melt temperature was measured to be 260C;
processing rate was set to 250kg/hr; and
vacuum was measured to be 1-2mbar.
Post-Consumer Polypropylene 30
Figure 18. Example of the processing set-up used to extrude the PP challenge test material at Gneuss in trial 4
(F/G) and trial 6 (F/O/G)
Samples from the trial were collected into glass jars with aluminium foil, sealed and labelled and sent to Pira to
measure the decontamination performance of material produced by the combination of OHL flake
decontamination and Gneuss extrusion and degassing.
5.0 Extrusion & Devolatilisation Trials of Printed Polypropylene Packaging 5.1 Company B Extruder
The company B multi-screw extrusion systems are novel technologies that are believed to offer enhanced mixing
and degassing opportunities.
The capacity to remove volatiles from PP packaging that has been directly printed or contains printed in-mould
labels were also assessed on this system Trial 7 (PP/DP/B) and Trial 8 (PP/IML/B). The performance of this
system in these trials was of significant interest as many PP food containers and non-food containers are printed
and the ink is not typically removable in hot wash systems as the majority of inks used on PP packaging and in-
mould labels are not water-soluble. For this reason, the volatiles created at extrusion temperatures from the
decomposed inks need to be removed during the extrusion process.
5.2 Company B devolatilisation trials
This section describes two extrusion and devolatilisation trials that were performed using the Company B extruder
on printed PP packaging.
It must be noted that these flakes were not contaminated with any surrogates and Trials 7 and 8 were not part of
the challenge test decontamination trials. Trials 7 and 8 were performed to analyse the performance of the
Company B extruder in removing volatiles from degraded ink residues, which can form during reprocessing of
printed plastic packaging. The volatile gases are created because many types of ink used to decorate packaging
are not thermally stable at higher temperatures that polymers are processed at.
A further objective of this work was to perform chemical screening trials of the extruded and devolatilised printed
materials to determine which compounds may still be present in the materials after extrusion and devolatilisation.
Results from the chemical screening tests are described in Section 8 of this report.
In Trial 7 (PP/DP/B), directly printed post-industrial PP flake obtained from the RPC Group in the UK was
processed on the Company B extruder. The flakes used in this trial were from clear PP pots/tubs that were
printed on the outer surface.
Trial 8 (PP/IML/B) involved extrusion of post-industrial flake regrind of PP packaging with printed in mould labels.
The material was obtained from the RPC Group in the UK and was sent to Germany for processing on the
Company B Extruder.
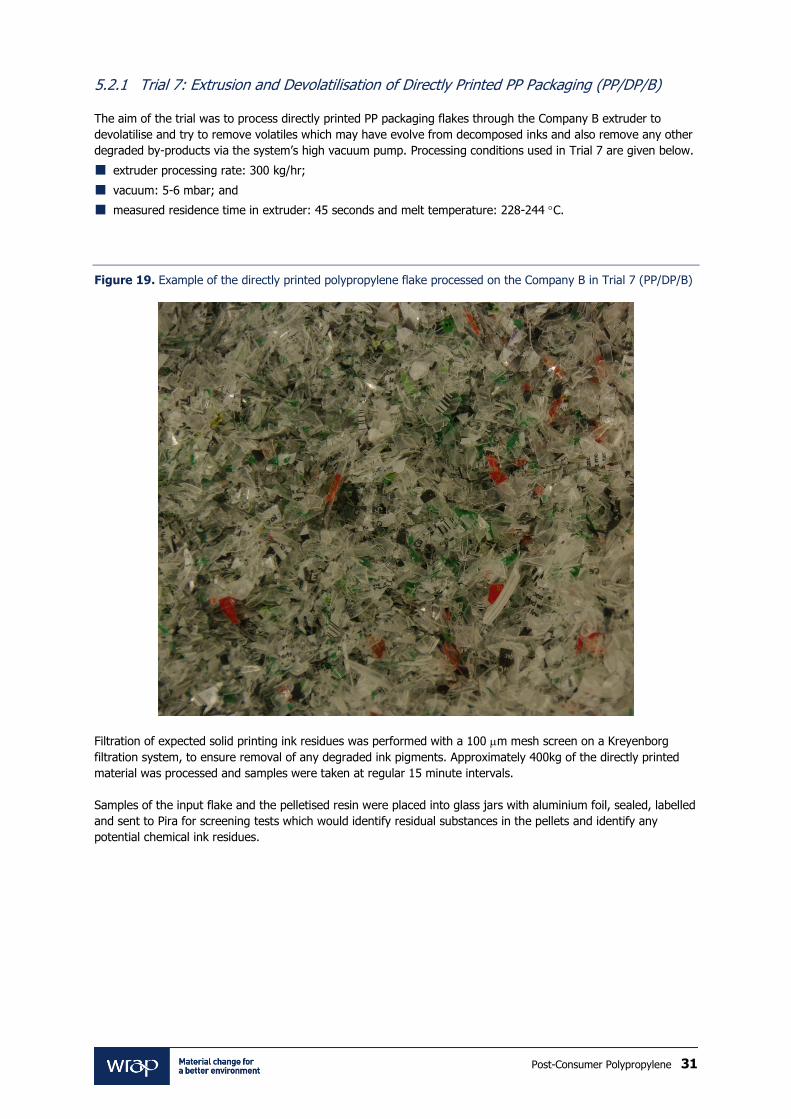
Post-Consumer Polypropylene 31
5.2.1 Trial 7: Extrusion and Devolatilisation of Directly Printed PP Packaging (PP/DP/B)
The aim of the trial was to process directly printed PP packaging flakes through the Company B extruder to
devolatilise and try to remove volatiles which may have evolve from decomposed inks and also remove any other
degraded by-products via the system‟s high vacuum pump. Processing conditions used in Trial 7 are given below.
extruder processing rate: 300 kg/hr;
vacuum: 5-6 mbar; and
measured residence time in extruder: 45 seconds and melt temperature: 228-244 C.
Figure 19. Example of the directly printed polypropylene flake processed on the Company B in Trial 7 (PP/DP/B)
Filtration of expected solid printing ink residues was performed with a 100 m mesh screen on a Kreyenborg
filtration system, to ensure removal of any degraded ink pigments. Approximately 400kg of the directly printed
material was processed and samples were taken at regular 15 minute intervals.
Samples of the input flake and the pelletised resin were placed into glass jars with aluminium foil, sealed, labelled
and sent to Pira for screening tests which would identify residual substances in the pellets and identify any
potential chemical ink residues.

Post-Consumer Polypropylene 32
Figure 20. Pellets after extrusion on the Company B system showing discolouration from presence of dispersed
ink
Although the processed pellets were coloured, it appeared that some of the ink must have decomposed,
volatilised and was subsequently removed. The colour of the pellets was not as dark as was expected, especially
as the inks on the tubs were primarily dark colours such as green, black and some red. The directly printed
packaging may have been printed with inks, which are not thermally stable at temperatures of 250C and may
readily decompose under such high temperatures to form volatiles some of which can be removed during
extrusion. Another reason for removal of residual ink volatiles may be related to the fact that inks that have been
printed onto outer surfaces of packaging products are not trapped within polymer substrates such as inks in
multi-layer labels. Being on the outer surface may assist with separation of the ink residual volatiles from polymer
melt and hence result in easier removal.
5.2.2 Trial 8: Extrusion and Devolatilisation of Printed In-Mould Label PP Packaging (PP/IML/B)
The aim of Trial 8 was to process granulated PP packaging containing printed in-mould labels through the
Company B extruder to devolatilise and try to remove volatiles, which may have evolved from decomposed inks,
and to also remove any degraded by-products via the system‟s high vacuum pump. Processing conditions and
screw profile used in Trial 8 were the same as in Trial 7.
The post-industrial regrind consisting primarily of polypropylene packaging with printed in mould labels was
obtained from the RPC Group www.rpcgroup.com in the UK and was sent for processing on the Company B
extruder.
Filtration of the PP material was performed with a 100 m mesh screen on a Kreyenborg filtration system, to
ensure removal of any solid particles and black specs from the degraded ink pigments. Approximately 400kg of
the directly printed material was processed and samples were taken at regular 15 minute intervals.
Samples of the input flake and the pelletised resin were placed into glass jars with aluminium foil, sealed, labelled
and sent to Pira for screening tests which would identify residual substances in the pellets and identify any
potential chemical ink residues.

Post-Consumer Polypropylene 33
Figure 21. Trial 8 input material showing the printed PP packaging flake with in-mould labels
The flakes used in the trials were from PP margarine tubs that were white in colour and decorated with
coloured/printed in-mould labels. The primary colours of the in-mould labels were yellow, golden, green and
other coloured inks including some black.
Figure 22. Colour of pellets after extrusion of PP flakes with attached printed in-mould labels
The picture shows that the pellets are strongly coloured from the ink present in the in-mould labels. This result
suggests that the inks in these labels did not readily decompose and volatilise and they could therefore not be
removed. The most likely reason for this may be due to greater thermal stability of inks present in the in-mould
labels and the fact that many of these are cross-linked and may not break down and decompose at the
temperatures that PP is processed at. Other reasons may be related to the fact that the inks were trapped within
the label substrates and did not have enough time to migrate out of the melted polymer.
The residence time within the Company B extruder was measured to be 45 seconds and this may not provide
sufficient time for these compounds to be removed.
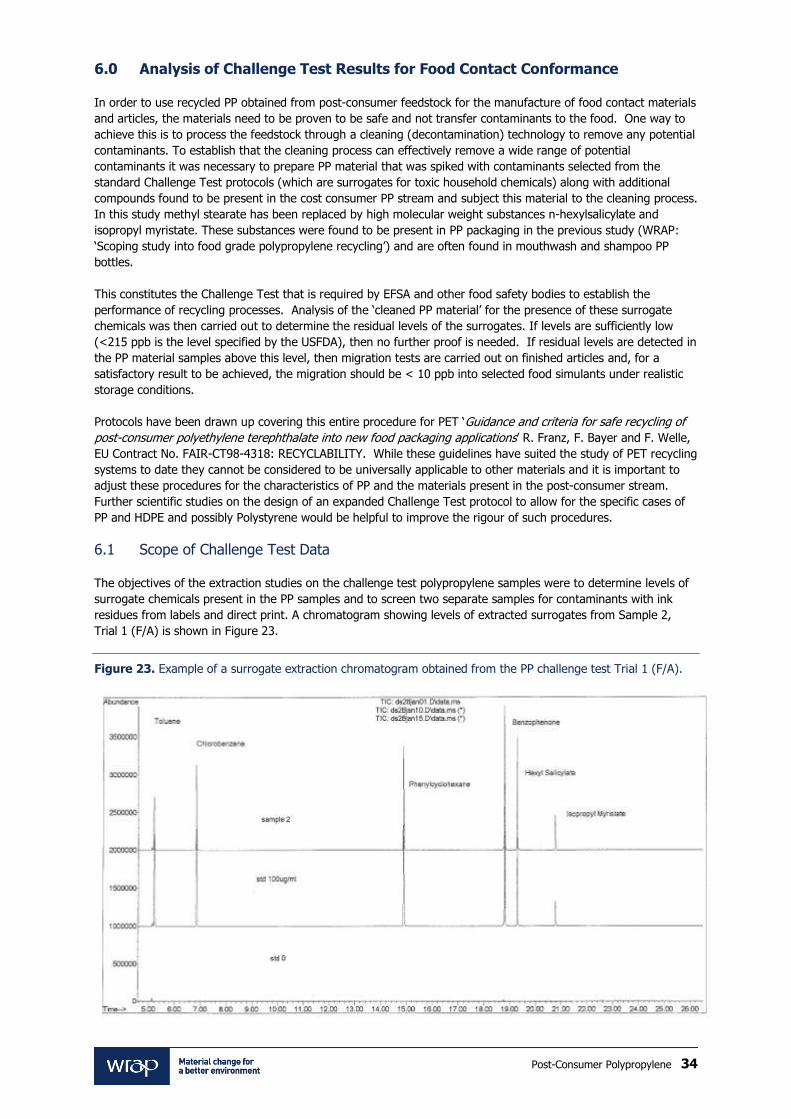
Post-Consumer Polypropylene 34
6.0 Analysis of Challenge Test Results for Food Contact Conformance
In order to use recycled PP obtained from post-consumer feedstock for the manufacture of food contact materials
and articles, the materials need to be proven to be safe and not transfer contaminants to the food. One way to
achieve this is to process the feedstock through a cleaning (decontamination) technology to remove any potential
contaminants. To establish that the cleaning process can effectively remove a wide range of potential
contaminants it was necessary to prepare PP material that was spiked with contaminants selected from the
standard Challenge Test protocols (which are surrogates for toxic household chemicals) along with additional
compounds found to be present in the cost consumer PP stream and subject this material to the cleaning process.
In this study methyl stearate has been replaced by high molecular weight substances n-hexylsalicylate and
isopropyl myristate. These substances were found to be present in PP packaging in the previous study (WRAP:
„Scoping study into food grade polypropylene recycling‟) and are often found in mouthwash and shampoo PP
bottles.
This constitutes the Challenge Test that is required by EFSA and other food safety bodies to establish the
performance of recycling processes. Analysis of the „cleaned PP material‟ for the presence of these surrogate
chemicals was then carried out to determine the residual levels of the surrogates. If levels are sufficiently low
(<215 ppb is the level specified by the USFDA), then no further proof is needed. If residual levels are detected in
the PP material samples above this level, then migration tests are carried out on finished articles and, for a
satisfactory result to be achieved, the migration should be < 10 ppb into selected food simulants under realistic
storage conditions.
Protocols have been drawn up covering this entire procedure for PET „Guidance and criteria for safe recycling of
post-consumer polyethylene terephthalate into new food packaging applications‟ R. Franz, F. Bayer and F. Welle,
EU Contract No. FAIR-CT98-4318: RECYCLABILITY. While these guidelines have suited the study of PET recycling
systems to date they cannot be considered to be universally applicable to other materials and it is important to
adjust these procedures for the characteristics of PP and the materials present in the post-consumer stream.
Further scientific studies on the design of an expanded Challenge Test protocol to allow for the specific cases of
PP and HDPE and possibly Polystyrene would be helpful to improve the rigour of such procedures.
6.1 Scope of Challenge Test Data
The objectives of the extraction studies on the challenge test polypropylene samples were to determine levels of
surrogate chemicals present in the PP samples and to screen two separate samples for contaminants with ink
residues from labels and direct print. A chromatogram showing levels of extracted surrogates from Sample 2,
Trial 1 (F/A) is shown in Figure 23.
Figure 23. Example of a surrogate extraction chromatogram obtained from the PP challenge test Trial 1 (F/A).
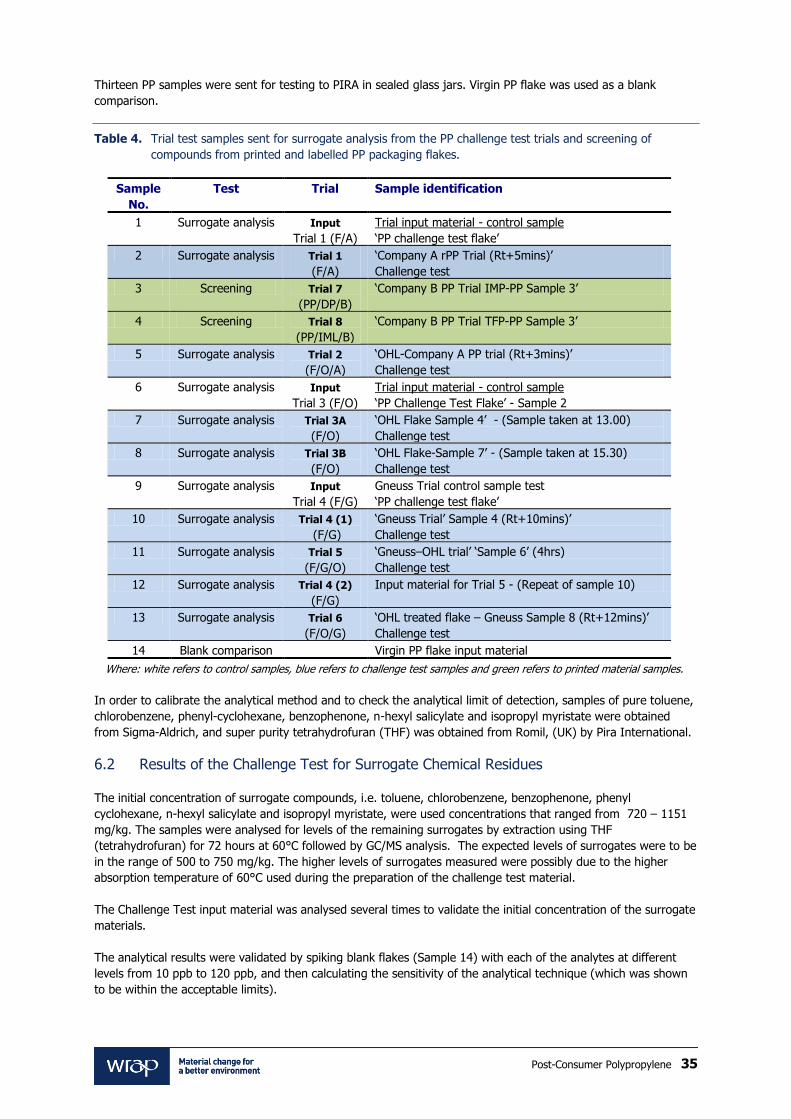
Post-Consumer Polypropylene 35
Thirteen PP samples were sent for testing to PIRA in sealed glass jars. Virgin PP flake was used as a blank
comparison.
Table 4. Trial test samples sent for surrogate analysis from the PP challenge test trials and screening of
compounds from printed and labelled PP packaging flakes.
Sample
No.
Test Trial Sample identification
1 Surrogate analysis Input
Trial 1 (F/A)
Trial input material - control sample
„PP challenge test flake‟
2 Surrogate analysis Trial 1
(F/A)
„Company A rPP Trial (Rt+5mins)‟
Challenge test
3 Screening Trial 7
(PP/DP/B)
„Company B PP Trial IMP-PP Sample 3‟
4 Screening Trial 8
(PP/IML/B)
„Company B PP Trial TFP-PP Sample 3‟
5 Surrogate analysis Trial 2
(F/O/A)
„OHL-Company A PP trial (Rt+3mins)‟
Challenge test
6 Surrogate analysis Input
Trial 3 (F/O)
Trial input material - control sample
„PP Challenge Test Flake‟ - Sample 2
7 Surrogate analysis Trial 3A
(F/O)
„OHL Flake Sample 4‟ - (Sample taken at 13.00)
Challenge test
8 Surrogate analysis Trial 3B
(F/O)
„OHL Flake-Sample 7‟ - (Sample taken at 15.30)
Challenge test
9 Surrogate analysis Input
Trial 4 (F/G)
Gneuss Trial control sample test
„PP challenge test flake‟
10 Surrogate analysis Trial 4 (1)
(F/G)
„Gneuss Trial‟ Sample 4 (Rt+10mins)‟
Challenge test
11 Surrogate analysis Trial 5
(F/G/O)
„Gneuss–OHL trial‟ „Sample 6‟ (4hrs)
Challenge test
12 Surrogate analysis Trial 4 (2)
(F/G)
Input material for Trial 5 - (Repeat of sample 10)
13 Surrogate analysis Trial 6
(F/O/G)
„OHL treated flake – Gneuss Sample 8 (Rt+12mins)‟
Challenge test
14 Blank comparison Virgin PP flake input material
Where: white refers to control samples, blue refers to challenge test samples and green refers to printed material samples.
In order to calibrate the analytical method and to check the analytical limit of detection, samples of pure toluene,
chlorobenzene, phenyl-cyclohexane, benzophenone, n-hexyl salicylate and isopropyl myristate were obtained
from Sigma-Aldrich, and super purity tetrahydrofuran (THF) was obtained from Romil, (UK) by Pira International.
6.2 Results of the Challenge Test for Surrogate Chemical Residues
The initial concentration of surrogate compounds, i.e. toluene, chlorobenzene, benzophenone, phenyl
cyclohexane, n-hexyl salicylate and isopropyl myristate, were used concentrations that ranged from 720 – 1151
mg/kg. The samples were analysed for levels of the remaining surrogates by extraction using THF
(tetrahydrofuran) for 72 hours at 60°C followed by GC/MS analysis. The expected levels of surrogates were to be
in the range of 500 to 750 mg/kg. The higher levels of surrogates measured were possibly due to the higher
absorption temperature of 60°C used during the preparation of the challenge test material.
The Challenge Test input material was analysed several times to validate the initial concentration of the surrogate
materials.
The analytical results were validated by spiking blank flakes (Sample 14) with each of the analytes at different
levels from 10 ppb to 120 ppb, and then calculating the sensitivity of the analytical technique (which was shown
to be within the acceptable limits).

Post-Consumer Polypropylene 36
Table 5. Results obtained from decontamination of surrogate chemicals using different processes and process
combinations (mg/kg)
Toluene Chloro-
benzene
Phenyl-
cyclohexane
Benzo-
phenone
Hexyl
salicylate
Isopropyl
myristate
Control* 1049 1151 970 720 962 843
Company A 320 423 536 625 791 742
Gneuss 42 59 119 143 212 226
OHL <0.5 <0.5 28 224 352 544
OHL +
Company A
<0.5 <0.5 14 158 289 408
OHL+
Gneuss
0.5 <0.5 6.5 83 154 231
Gneuss+OHL <0.5 <0.5 1.7 9.0 22 41
* Where „Control‟ refers to measured concentration of surrogates in challenge test flake prior to any processing.
Sample 11 from Trial 5 (F/G/O), which uses the Gneuss/OHL sequence showed greatest decontamination with
toluene and chlorobenzene not detectable and phenyl cyclohexane at a low level (1.7 mg/kg) and low levels for
the other high molecular weight surrogates.
The decontamination efficiencies of the different processes have been calculated based on these results and are
discussed in detail in section 7.
6.3 Migration of Surrogates into Food Simulants
The EU regulation EU 10/2011 requires that migration into food be less than 10 ppb under worst-case storage
conditions. By defining the initial concentration of residual surrogate chemicals it is possible to then estimate if a
recycled plastic can be used under a specific range of conditions and also to estimate the maximum percentage
of recycled polymer could be used to satisfy the migration limit.
The results for sample 11 allowed the use of a migration simulation program (Migratest) to be used to predict the
potential migration of the higher molecular weight surrogates into olive oil as a food simulant under different
conditions to help to decide the most appropriate migration tests to be subsequently conducted. The results are
shown in Table 5. The migration results for toluene, chlorobenzene were not tested since they were completely
removed by the decontamination process.
Table 6. Migration simulation for Sample 11 (from the F/G/O trial) for the key surrogates benzophenone, n-hexyl
salicylate and isopropyl myristate
Surrogate Migration mg/kg at each test condition
Sample 11 10 days 5°C 10 days at 20°C 10 days at 40°C
Benzophenone 0.021 0.063 0.117
Isopropyl myristate 0.058 0.176 0.517
n-hexylsalicylate 0.041 0.124 0.291

Post-Consumer Polypropylene 37
The migration test (Migratest) printouts are provided in a separate Appendices report. For butter and margarine
a reduction factor of two needs to be applied to these results based on EU Regulation 10/2011 1. As the
migration model is designed for compliance purposes it overestimates migration, so the values calculated are
usually significantly overestimated.
Considering these predicted values it was not likely that the migration of the substances will be less than 10 ppb
for the 10 days at 40°C test condition with migration levels predicted to be greater than 100 ppb. It was
however considered likely that test conditions of 10 days at 5°C would give values < 10 ppb, but results obtained
at 20°C for 10 days were difficult to predict and would represent a challenging condition.
In the migration studies, 10% ethanol and 95% ethanol were chosen as the most appropriate test simulants
covering all aqueous, acidic and fatty foods. None of the surrogates studied were „acid sensitive‟ (i.e. they will
not break down when exposed to acids) therefore testing with 10% ethanol would cover acidic foods. Moreover,
Pira did not consider measurement of these substances in a vegetable oil down to low ppb levels to be feasible;
therefore they selected 95% ethanol as the most appropriate alternative fat simulant as there is a significant
amount of specific migration data showing a good correlation with olive/corn oil with polyolefins. The test
conditions of 10 days at 20°C were chosen to cover the period up to 30 days storage at temperatures of up to
20°C.
Tables 7 and 8 on the next pages show the food types that would be approved if the migration criteria were
satisfied for the two conditions.
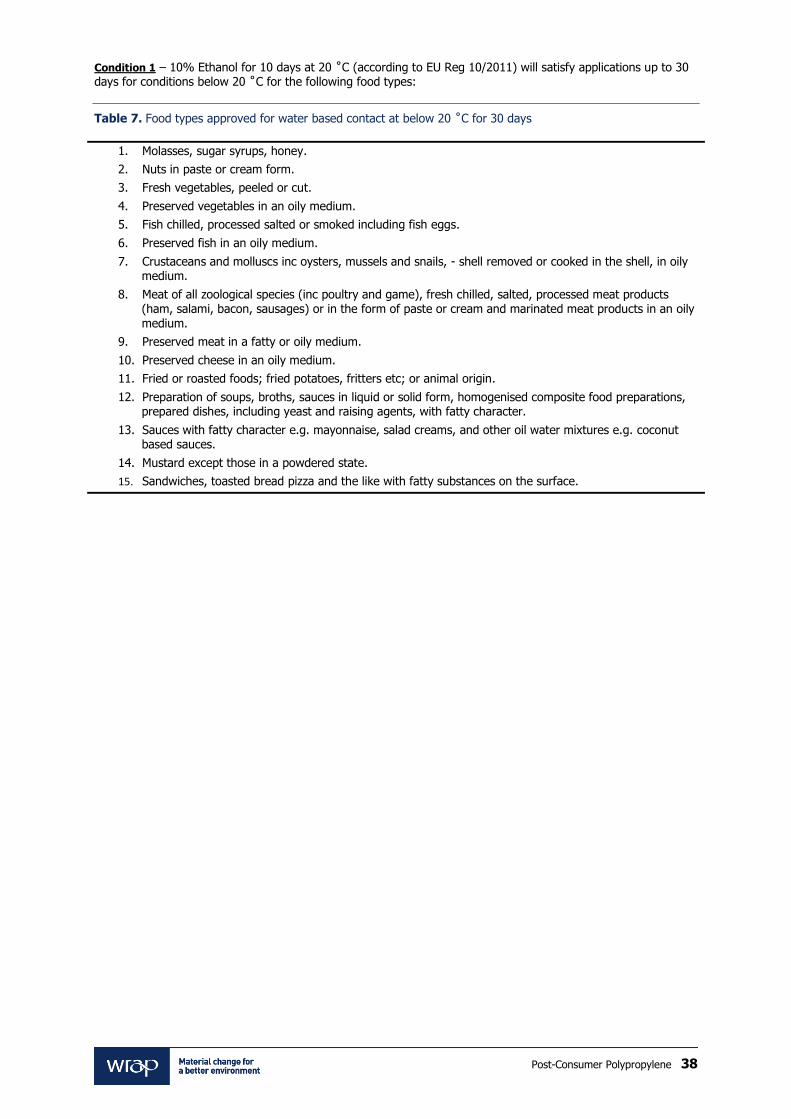
Post-Consumer Polypropylene 38
Condition 1 – 10% Ethanol for 10 days at 20 ˚C (according to EU Reg 10/2011) will satisfy applications up to 30 days for conditions below 20 ˚C for the following food types:
Table 7. Food types approved for water based contact at below 20 ˚C for 30 days
1. Molasses, sugar syrups, honey.
2. Nuts in paste or cream form.
3. Fresh vegetables, peeled or cut.
4. Preserved vegetables in an oily medium.
5. Fish chilled, processed salted or smoked including fish eggs.
6. Preserved fish in an oily medium.
7. Crustaceans and molluscs inc oysters, mussels and snails, - shell removed or cooked in the shell, in oily medium.
8. Meat of all zoological species (inc poultry and game), fresh chilled, salted, processed meat products (ham, salami, bacon, sausages) or in the form of paste or cream and marinated meat products in an oily medium.
9. Preserved meat in a fatty or oily medium.
10. Preserved cheese in an oily medium.
11. Fried or roasted foods; fried potatoes, fritters etc; or animal origin.
12. Preparation of soups, broths, sauces in liquid or solid form, homogenised composite food preparations, prepared dishes, including yeast and raising agents, with fatty character.
13. Sauces with fatty character e.g. mayonnaise, salad creams, and other oil water mixtures e.g. coconut based sauces.
14. Mustard except those in a powdered state.
15. Sandwiches, toasted bread pizza and the like with fatty substances on the surface.
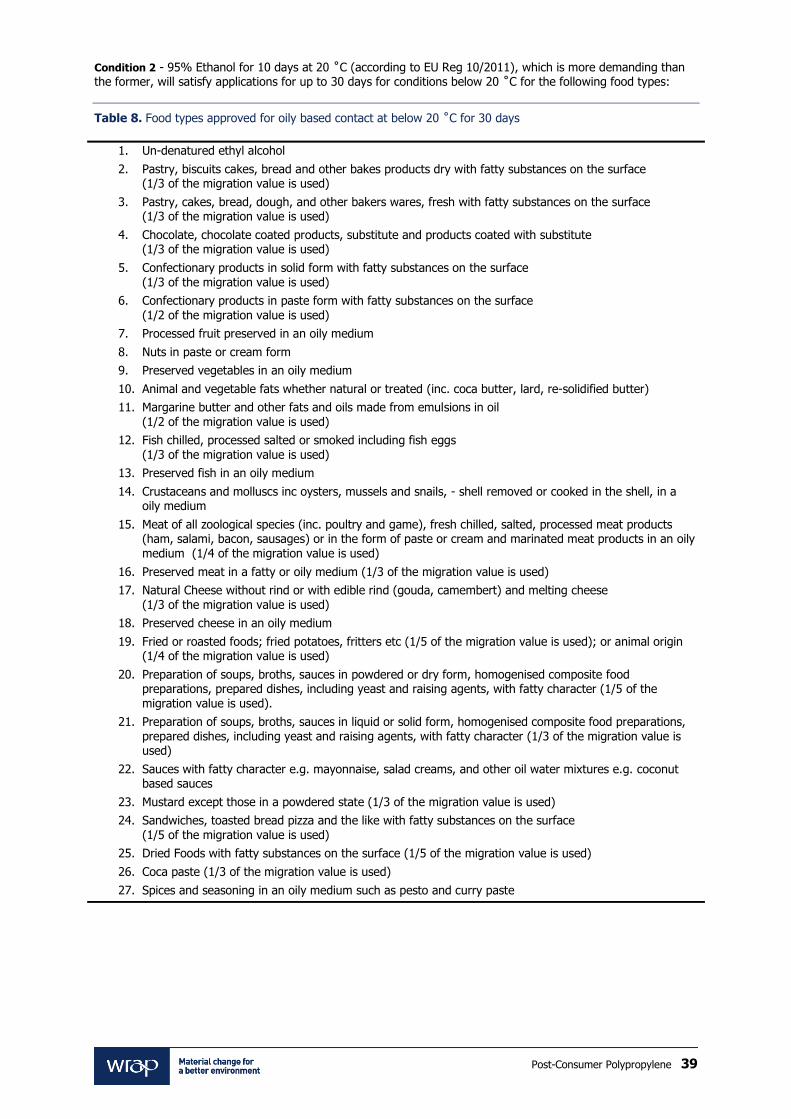
Post-Consumer Polypropylene 39
Condition 2 - 95% Ethanol for 10 days at 20 ˚C (according to EU Reg 10/2011), which is more demanding than the former, will satisfy applications for up to 30 days for conditions below 20 ˚C for the following food types:
Table 8. Food types approved for oily based contact at below 20 ˚C for 30 days
1. Un-denatured ethyl alcohol
2. Pastry, biscuits cakes, bread and other bakes products dry with fatty substances on the surface (1/3 of the migration value is used)
3. Pastry, cakes, bread, dough, and other bakers wares, fresh with fatty substances on the surface (1/3 of the migration value is used)
4. Chocolate, chocolate coated products, substitute and products coated with substitute (1/3 of the migration value is used)
5. Confectionary products in solid form with fatty substances on the surface (1/3 of the migration value is used)
6. Confectionary products in paste form with fatty substances on the surface
(1/2 of the migration value is used)
7. Processed fruit preserved in an oily medium
8. Nuts in paste or cream form
9. Preserved vegetables in an oily medium
10. Animal and vegetable fats whether natural or treated (inc. coca butter, lard, re-solidified butter)
11. Margarine butter and other fats and oils made from emulsions in oil (1/2 of the migration value is used)
12. Fish chilled, processed salted or smoked including fish eggs (1/3 of the migration value is used)
13. Preserved fish in an oily medium
14. Crustaceans and molluscs inc oysters, mussels and snails, - shell removed or cooked in the shell, in a oily medium
15. Meat of all zoological species (inc. poultry and game), fresh chilled, salted, processed meat products (ham, salami, bacon, sausages) or in the form of paste or cream and marinated meat products in an oily medium (1/4 of the migration value is used)
16. Preserved meat in a fatty or oily medium (1/3 of the migration value is used)
17. Natural Cheese without rind or with edible rind (gouda, camembert) and melting cheese (1/3 of the migration value is used)
18. Preserved cheese in an oily medium
19. Fried or roasted foods; fried potatoes, fritters etc (1/5 of the migration value is used); or animal origin (1/4 of the migration value is used)
20. Preparation of soups, broths, sauces in powdered or dry form, homogenised composite food preparations, prepared dishes, including yeast and raising agents, with fatty character (1/5 of the migration value is used).
21. Preparation of soups, broths, sauces in liquid or solid form, homogenised composite food preparations, prepared dishes, including yeast and raising agents, with fatty character (1/3 of the migration value is used)
22. Sauces with fatty character e.g. mayonnaise, salad creams, and other oil water mixtures e.g. coconut based sauces
23. Mustard except those in a powdered state (1/3 of the migration value is used)
24. Sandwiches, toasted bread pizza and the like with fatty substances on the surface (1/5 of the migration value is used)
25. Dried Foods with fatty substances on the surface (1/5 of the migration value is used)
26. Coca paste (1/3 of the migration value is used)
27. Spices and seasoning in an oily medium such as pesto and curry paste
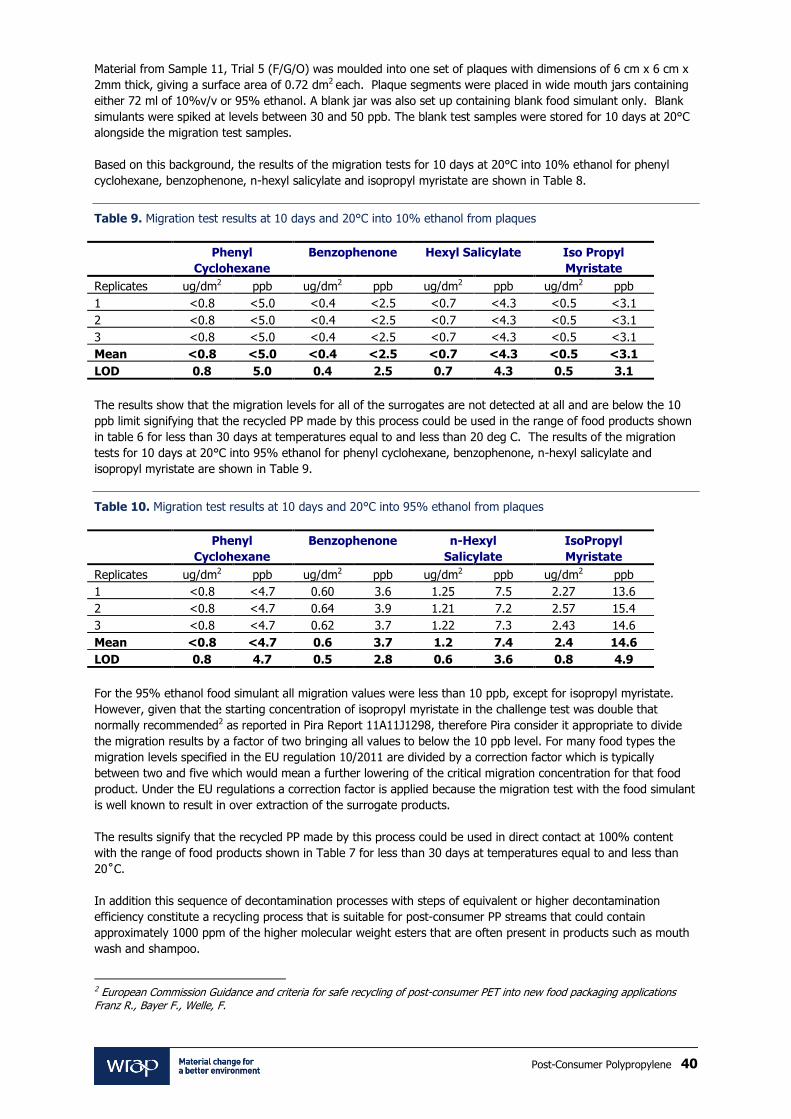
Post-Consumer Polypropylene 40
Material from Sample 11, Trial 5 (F/G/O) was moulded into one set of plaques with dimensions of 6 cm x 6 cm x
2mm thick, giving a surface area of 0.72 dm2 each. Plaque segments were placed in wide mouth jars containing
either 72 ml of 10%v/v or 95% ethanol. A blank jar was also set up containing blank food simulant only. Blank
simulants were spiked at levels between 30 and 50 ppb. The blank test samples were stored for 10 days at 20°C
alongside the migration test samples.
Based on this background, the results of the migration tests for 10 days at 20°C into 10% ethanol for phenyl
cyclohexane, benzophenone, n-hexyl salicylate and isopropyl myristate are shown in Table 8.
Table 9. Migration test results at 10 days and 20°C into 10% ethanol from plaques
Phenyl
Cyclohexane
Benzophenone Hexyl Salicylate Iso Propyl
Myristate
Replicates ug/dm2 ppb ug/dm2 ppb ug/dm2 ppb ug/dm2 ppb
1 <0.8 <5.0 <0.4 <2.5 <0.7 <4.3 <0.5 <3.1
2 <0.8 <5.0 <0.4 <2.5 <0.7 <4.3 <0.5 <3.1
3 <0.8 <5.0 <0.4 <2.5 <0.7 <4.3 <0.5 <3.1
Mean <0.8 <5.0 <0.4 <2.5 <0.7 <4.3 <0.5 <3.1
LOD 0.8 5.0 0.4 2.5 0.7 4.3 0.5 3.1
The results show that the migration levels for all of the surrogates are not detected at all and are below the 10
ppb limit signifying that the recycled PP made by this process could be used in the range of food products shown
in table 6 for less than 30 days at temperatures equal to and less than 20 deg C. The results of the migration
tests for 10 days at 20°C into 95% ethanol for phenyl cyclohexane, benzophenone, n-hexyl salicylate and
isopropyl myristate are shown in Table 9.
Table 10. Migration test results at 10 days and 20°C into 95% ethanol from plaques
Phenyl
Cyclohexane
Benzophenone n-Hexyl
Salicylate
IsoPropyl
Myristate
Replicates ug/dm2 ppb ug/dm2 ppb ug/dm2 ppb ug/dm2 ppb
1 <0.8 <4.7 0.60 3.6 1.25 7.5 2.27 13.6
2 <0.8 <4.7 0.64 3.9 1.21 7.2 2.57 15.4
3 <0.8 <4.7 0.62 3.7 1.22 7.3 2.43 14.6
Mean <0.8 <4.7 0.6 3.7 1.2 7.4 2.4 14.6
LOD 0.8 4.7 0.5 2.8 0.6 3.6 0.8 4.9
For the 95% ethanol food simulant all migration values were less than 10 ppb, except for isopropyl myristate.
However, given that the starting concentration of isopropyl myristate in the challenge test was double that
normally recommended2 as reported in Pira Report 11A11J1298, therefore Pira consider it appropriate to divide
the migration results by a factor of two bringing all values to below the 10 ppb level. For many food types the
migration levels specified in the EU regulation 10/2011 are divided by a correction factor which is typically
between two and five which would mean a further lowering of the critical migration concentration for that food
product. Under the EU regulations a correction factor is applied because the migration test with the food simulant
is well known to result in over extraction of the surrogate products.
The results signify that the recycled PP made by this process could be used in direct contact at 100% content
with the range of food products shown in Table 7 for less than 30 days at temperatures equal to and less than
20˚C.
In addition this sequence of decontamination processes with steps of equivalent or higher decontamination
efficiency constitute a recycling process that is suitable for post-consumer PP streams that could contain
approximately 1000 ppm of the higher molecular weight esters that are often present in products such as mouth
wash and shampoo.
2 European Commission Guidance and criteria for safe recycling of post-consumer PET into new food packaging applications Franz R., Bayer F., Welle, F.

Post-Consumer Polypropylene 41
7.0 Discussion of the Decontamination Performance of Different Processing Techniques
The successful decontamination processing technique involved the use of two independent processes used in
series (Gneuss MRS extrusion at 260˚C followed by OHL solid state vacuum degassing at 145˚C for 4 hours) in a
specific sequence that was needed to achieve the required level of decontamination.
The decontamination efficiency of the individual and combined processes have been calculated and presented in
Table 10 and also plotted as a function of molecular weight of the surrogate chemicals in Figure 24.
Table 11. Data showing the decontamination efficiency achieved by stand-alone processes and combinations of
processes tested in this project.
Process Toluene
(mg/kg) Chlorobenzene
(mg/kg)
Phenyl-
cyclohexane
(mg/kg)
Benzophenone
(mg/kg)
Hexyl
salicylate
(mg/kg)
Isopropyl
myristate
(mg/kg)
M Wt 92.1 Decon
(%)
112.5 Decon
(%)
160 Decon
(%)
182.2 Decon
(%)
222.3 Decon
(%)
270.4 Decon
(%)
Control* 1049 1151 970 720 962 843
Gneuss 42 96.0% 59 94.9% 119 87.7% 143 80.1% 212 78.0% 226 73.2%
OHL <0.5 100% <0.5 100% 28 97.1% 224 68.9% 352 63.4% 544 35.5%
OHL +
Gneuss
<0.5 100% <0.5% 100% 6.5 99.3% 83 88.5% 154 84.0% 231 72.6%
Gneuss
+ OHL
<0.5 100% <0.5 100% 1.7 99.8% 9.0 98.8% 22 97.7% 41 95.1%
* Where „Control‟ refers to measured concentration of surrogates in challenge test flake prior to any processing.
Figure 24. Graph showing the impact of increasing molecular weight of surrogates on the process
decontamination efficiency
These results show that the extrusion step at 260˚C provided a significant reduction in the level of all of the
surrogate chemicals in proportion to the molecular weight of the chemicals however it was noted that the volatile
solvents (toluene and chlorobenzene) were still present after the extrusion process in measurable quantities as
were the other less volatile components. In contrast the solid-state vacuum step at 145˚C was very effective with
the volatile solvents and much less effective on the high molecular weight chemicals. This was most likely due to
the much longer residence time of this process providing the necessary time to reduce the concentrations of the
volatile compounds to undetectable levels. However the relatively low temperature was insufficient to provide
sufficient mobility to the higher molecular weight chemicals.
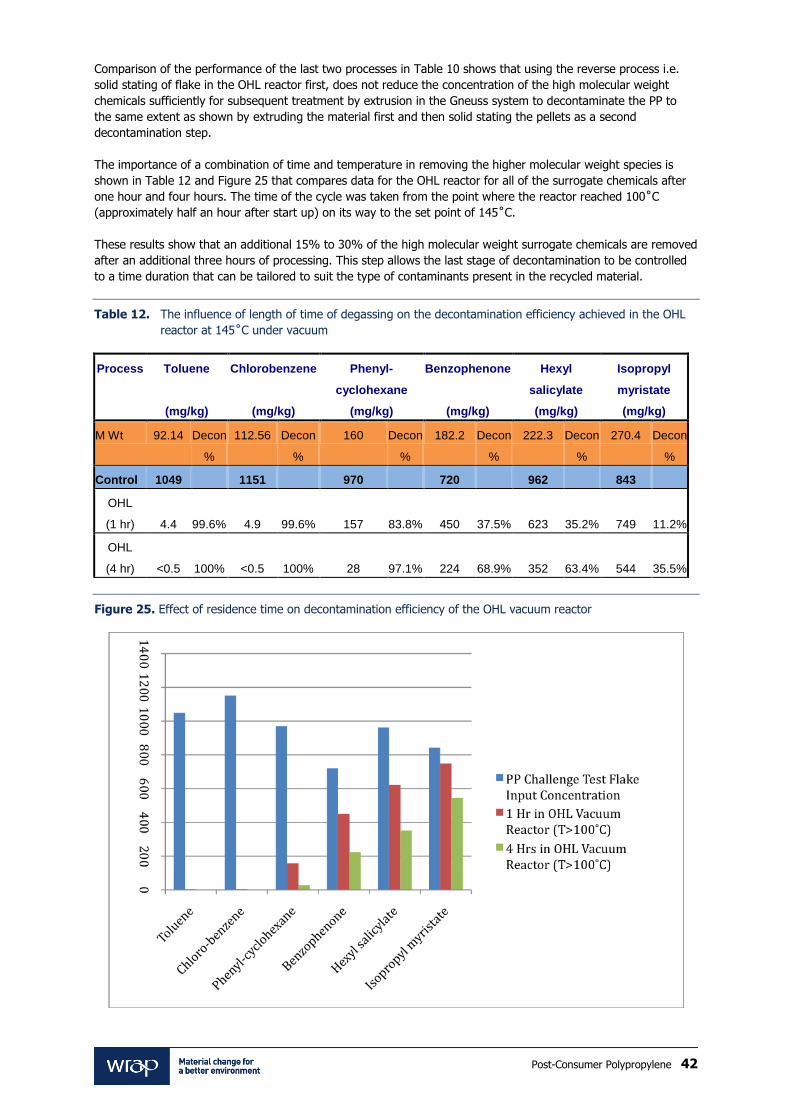
Post-Consumer Polypropylene 42
Comparison of the performance of the last two processes in Table 10 shows that using the reverse process i.e.
solid stating of flake in the OHL reactor first, does not reduce the concentration of the high molecular weight
chemicals sufficiently for subsequent treatment by extrusion in the Gneuss system to decontaminate the PP to
the same extent as shown by extruding the material first and then solid stating the pellets as a second
decontamination step.
The importance of a combination of time and temperature in removing the higher molecular weight species is
shown in Table 12 and Figure 25 that compares data for the OHL reactor for all of the surrogate chemicals after
one hour and four hours. The time of the cycle was taken from the point where the reactor reached 100˚C
(approximately half an hour after start up) on its way to the set point of 145˚C.
These results show that an additional 15% to 30% of the high molecular weight surrogate chemicals are removed
after an additional three hours of processing. This step allows the last stage of decontamination to be controlled
to a time duration that can be tailored to suit the type of contaminants present in the recycled material.
Table 12. The influence of length of time of degassing on the decontamination efficiency achieved in the OHL
reactor at 145˚C under vacuum
Process Toluene
(mg/kg)
Chlorobenzene
(mg/kg)
Phenyl-
cyclohexane
(mg/kg)
Benzophenone
(mg/kg)
Hexyl
salicylate
(mg/kg)
Isopropyl
myristate
(mg/kg)
M Wt 92.14 Decon
%
112.56 Decon
%
160 Decon
%
182.2 Decon
%
222.3 Decon
%
270.4 Decon
%
Control 1049 1151 970 720 962 843
OHL
(1 hr)
4.4 99.6%
4.9 99.6%
157 83.8%
450 37.5%
623 35.2%
749 11.2%
OHL
(4 hr)
<0.5 100%
<0.5 100%
28 97.1%
224 68.9%
352 63.4%
544 35.5%
Figure 25. Effect of residence time on decontamination efficiency of the OHL vacuum reactor
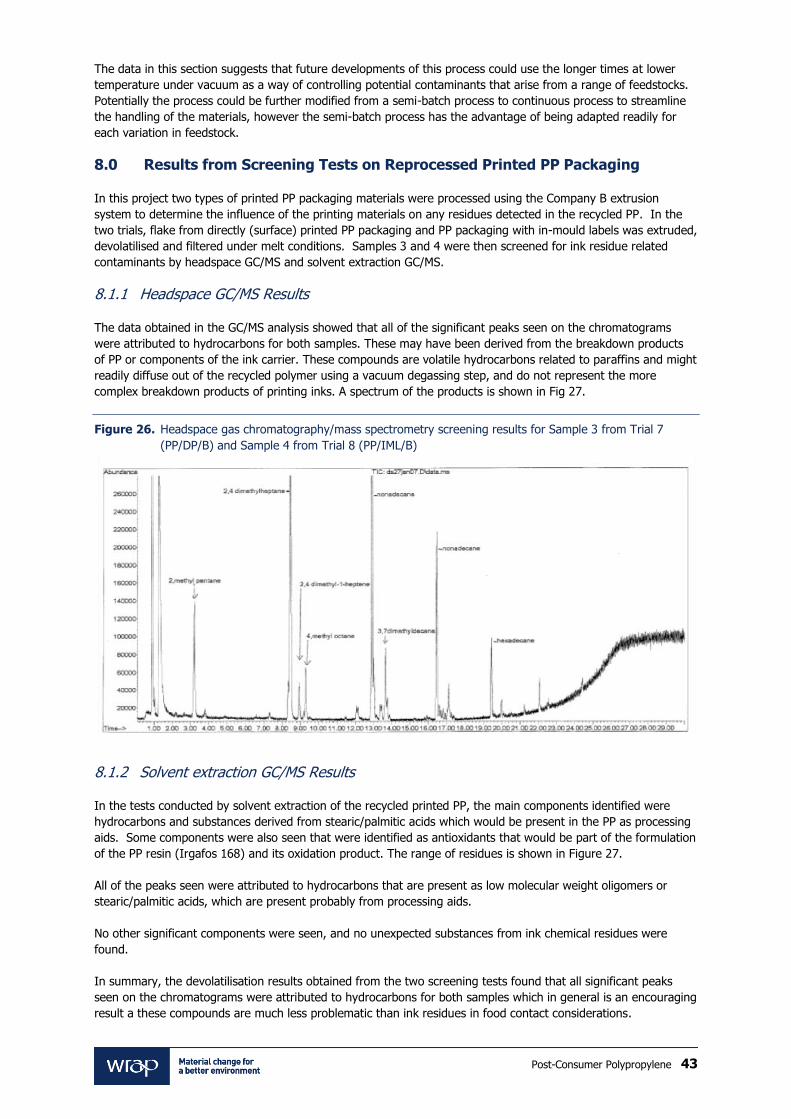
Post-Consumer Polypropylene 43
The data in this section suggests that future developments of this process could use the longer times at lower
temperature under vacuum as a way of controlling potential contaminants that arise from a range of feedstocks.
Potentially the process could be further modified from a semi-batch process to continuous process to streamline
the handling of the materials, however the semi-batch process has the advantage of being adapted readily for
each variation in feedstock.
8.0 Results from Screening Tests on Reprocessed Printed PP Packaging
In this project two types of printed PP packaging materials were processed using the Company B extrusion
system to determine the influence of the printing materials on any residues detected in the recycled PP. In the
two trials, flake from directly (surface) printed PP packaging and PP packaging with in-mould labels was extruded,
devolatilised and filtered under melt conditions. Samples 3 and 4 were then screened for ink residue related
contaminants by headspace GC/MS and solvent extraction GC/MS.
8.1.1 Headspace GC/MS Results
The data obtained in the GC/MS analysis showed that all of the significant peaks seen on the chromatograms
were attributed to hydrocarbons for both samples. These may have been derived from the breakdown products
of PP or components of the ink carrier. These compounds are volatile hydrocarbons related to paraffins and might
readily diffuse out of the recycled polymer using a vacuum degassing step, and do not represent the more
complex breakdown products of printing inks. A spectrum of the products is shown in Fig 27.
Figure 26. Headspace gas chromatography/mass spectrometry screening results for Sample 3 from Trial 7
(PP/DP/B) and Sample 4 from Trial 8 (PP/IML/B)
8.1.2 Solvent extraction GC/MS Results
In the tests conducted by solvent extraction of the recycled printed PP, the main components identified were
hydrocarbons and substances derived from stearic/palmitic acids which would be present in the PP as processing
aids. Some components were also seen that were identified as antioxidants that would be part of the formulation
of the PP resin (Irgafos 168) and its oxidation product. The range of residues is shown in Figure 27.
All of the peaks seen were attributed to hydrocarbons that are present as low molecular weight oligomers or
stearic/palmitic acids, which are present probably from processing aids.
No other significant components were seen, and no unexpected substances from ink chemical residues were
found.
In summary, the devolatilisation results obtained from the two screening tests found that all significant peaks
seen on the chromatograms were attributed to hydrocarbons for both samples which in general is an encouraging
result a these compounds are much less problematic than ink residues in food contact considerations.

Post-Consumer Polypropylene 44
Figure 27. Solvent extraction results for Samples 3 & 4 (Company B extruded direct printed and in-mould label
PP flake samples)
The levels of substances present in recycled PP from directly printed products were lower than those found in
recycled PP from packaging that was decorated with printed in-mould labels. It is believed that this is due to the
fact that inks used in printed in-mould labels are more thermally stable and do not easily devolatilise.
These results are encouraging as they show that while the recycling of printed PP will generate volatile products
during processing which can be removed by appropriate post treatment, they do not show the presence of ink
degradation products based on the samples processed in this research.
It is however recommended that due to the wide range of printing inks available to the packaging industry that
were not all able to be tested in this study, this area is revisited in more detail to more completely define the
behaviour of the printing inks during the recycling process and the consequential opportunities to migrate later
once the resin is manufactured into a product and potentially used in contact with food.
9.0 Conclusions and Recommendations
9.1 Conclusions
The recycling of post-consumer PP to food contact quality is more complex than the recycling of HDPE and PET
due to the nature of the PP post-consumer stream and the materials found in products such as personal care and
detergent bottles. PP readily absorbs components of some of the ingredients that have been added for functional
or fragrance purposes. These materials are typically high boiling esters including isopropyl myristate and hexyl
salicylate and are particularly difficult to extract from the PP via conventional decontamination processes.
A modified Challenge Test that deliberately included isopropyl myristate and hexyl salicylate amongst other
standard surrogate chemicals was used to test any new processing and decontamination techniques.
For the avoidance of doubt, the intention of the work was to find a process/processes capable of meeting the
objectives of the project. No direct comparison of individual decontamination technologies can be drawn from the
tables and information published throughout this report. The processes in this study were tested under different
conditions, using different methodologies and are therefore not directly comparable.
A range of new processing and decontamination techniques were evaluated in this investigation including the use
of multi screw extruders with large vacuum venting sections that provide good opportunities for high temperature
decontamination as well as solid-state vacuum degassing (OHL) at lower temperatures. The influence of each of
the steps was studied as well as the order in which the different steps were used.

Post-Consumer Polypropylene 45
The trial results showed that the extrusion step on its own (at 260˚C) provided a significant reduction in the level
of all of the surrogate chemicals in inverse proportion to the molecular weight of the chemicals however it was
noted that the volatile solvents (toluene and chlorobenzene) were still present after the extrusion process in
measurable quantities as were the other less volatile components.
In contrast, the sole use of a heated reactor under vacuum at 145˚C (with PP still solid) was very effective with
the volatile solvents and much less effective on the high molecular weight chemicals. This was most likely due to
the much longer residence time of this process providing the necessary time to reduce the concentrations of the
volatile compounds to undetectable levels. However the relatively low temperature was insufficient to provide
adequate volatility to the higher molecular weight chemicals. An additional three hours of processing at 145˚C
was able to improve the decontamination levels by a further 15% to 30%.
This last step allows this stage of decontamination to be controlled with the duration of processing so that
decontamination can be tailored to suit the type of contaminants present in the recycled material.
The best decontamination results were obtained using a process that combined the two processes. The
combined process used the Gneuss MRS extruder with a vacuum section over the special mixing section that
provides large surface area for removal of volatile chemicals as a first step followed by the OHL vacuum
degassing reactor at 145˚C applied for 4 hours as the final step. (The reversal of the sequence i.e. solid state
degassing on the flake first followed by the vacuum extrusion step second, was not as effective in removing the
higher molecular weight chemicals).
The optimum decontamination process reduced the surrogate chemicals to levels ranging from undetectable
levels to approximately 50 mg/kg. These levels were sufficiently low so that less than 10 ppb of the surrogates
would pass into food simulants at ambient temperatures (20˚C) that are used to qualify a wide range of aqueous
foods and fatty foods.
The results signifying that the recycled PP made by this process could be used in the range of food products
shown in Tables 6 and 7 for less than 30 days at temperatures equal to and less than 20˚C.
Future developments of this process could use the longer times at lower temperature under vacuum as a way of
controlling potential contaminants that arise from a range of feed stocks.
Potentially the process could be further modified from a semi-batch process to continuous process to streamline
the handling of the materials, however the semi-batch process has the advantage of being adapted readily for
each variation in feedstock.
The recycling of printed PP was found to generate volatile hydrocarbon products during processing (which can be
removed by appropriate post treatment), however there was no evidence of ink degradation products based on
the samples processed in this research. This issue was identified as requiring further investigation.
9.2 Next Steps
This project has shown that a process based on the decontamination of chemically spiked virgin PP now exists to
potentially recycle post-consumer PP back to food grade.
Following WRAP engagement with industry stakeholders, including retailers, brand owners, packaging producers
and recyclers a number of areas in need of further development have been identified. WRAP is embarking on the
following work to enable industry to invest in food grade PP:
Large Scale Recycling Trials
WRAP has commissioned a project to carry out large scale recycling trials (several tonnes) of post-consumer PP
to ensure that the process is capable of dealing with a real post-consumer stream and to identify any limitations
that might affect commercialisation of the technology. This will include further migration testing of
decontaminated material to assess the safety of recycled polypropylene from the process for high temperature
applications such as microwave trays.
Automated Sorting and Separation of PP Packaging Used on Food
There is currently no technical solution in place for automated sorting and separation of PP food packs from
packs previously in contact with non-food substances. An automated solution is needed as manual sorting is slow,
Post-Consumer Polypropylene 46
and expensive and may not be accurate enough to meet the high level of previously food contact PP that should
make up at least 99% of the input materials to the process. WRAP has commissioned a project to find an
automated solution and assess its viability.
Several approaches to sorting for previous use with food could be investigated and could include:
use of markers or invisible bar codes in/on the label to indicate food use;
use of a marker in the polymer to indicate food use;
assess novel spectroscopic techniques (i.e. Raman Laser Spectroscopy); and
shape and pack type recognition using intelligent cameras and identification systems.
Composition of the PP Packaging Market
Further work is needed to determine specific product information in the PP packaging market. WRAP will carry
out a market study to better characterise the post-consumer PP waste stream by examining:
types of decorations, determining the proportion of PP packaging with labels and by label type; and
market composition by pack format.
9.3 Further Work Required
In addition, so that retailers and brands can realise the environmental benefits of using rPP in packaging, the
industry, with WRAP support will need to address the following:
Assessment of Demand for Food PP and Economic Viability/Environmental Benefits
The economic viability of food grade PP needs to be established. Retailers and brand owners want to increase
recycled content in food packaging but also want to establish what the environmental benefit of food grade PP
recycling is in comparison to non-food applications. An assessment of a complete process will need to be carried
out to demonstrate the viability of investing in food PP recycling.
Risk Assessment of Polymer Contamination from Inks and Solutions for Heavy Colouration Issues The tests conducted in this investigation showed that the volatile emissions and solvent extraction of the printed recycled PP were mainly hydrocarbons. Migration studies to test the food safety of these resins were not conducted in this phase of the project. Since few printing inks are approved for direct food contact and there is a risk that the inks used could decompose to harmful substances during the recycling process or migrate from the recycled polymer, it is recommended that the issues surrounding the recycling and food safety of inks used on outer surface of food packs, for in-mould labels and labels in general be investigated in further detail.
The diverse range of colours and colouring techniques used in PP packaging limits the market opportunities, range of applications and level of recycled content for dark coloured recycled PP. Natural/clear rPP is preferred and removable colouration and labelling techniques could maximise the range of uses for rPP. These techniques have been investigated in earlier work „Improving the recyclability of mixed plastics: Removable colour systems‟
(WRAP 2010b) http://www.wrap.org.uk/retail_supply_chain/research_tools/research/removable_colour.html. The benefits of this solution would be that brand integrity and use of colour could be maintained but be removable during recycling. This may help maximise the use of natural/clear PP, which would help tackle the colour issue and add value to the recycled PP stream.
9.4 Summary
This project has shown that a technology for recycling post-consumer PP back in to grades suited for food contact
applications has been developed and the principles of decontaminating PP (with implications for other polyolefins)
have been better understood. This important step will allow the development of full scale processes that will have
the potential of further expanding the recycling of plastic packaging to include PP along with HDPE and PET in a
closed loop. Further work with industry to address the remaining barriers would enable retailers and brands to
realise the environmental benefits of using rPP in packaging, will add to the diversity and stability of end markets
for rPP and enable UK reprocessors to realise economic benefits from added value processing of this valuable
material.
WRAP has applied for a patent for this process combination, consisting of an extruder with vacuum degassing
such as the Gneuss MRS system, followed by a (rotary or column) vacuum reactor such as the OHL system and
others. The application number is GB1103495.6.
Post-Consumer Polypropylene 47
10.0 References
R. Franz, F. Bayer and F. Welle, (2004) „Guidance and criteria for safe recycling of post-consumer polyethylene
terephthalate into new food packaging applications‟, EU Contract No. FAIR-CT98-4318: RECYCLABILITY
US FDA 2006, „Guidance for Industry: Use of Recycled Plastics in Food Packaging: Chemistry Considerations‟,
http://www.fda.gov/food/guidancecomplianceregulatoryinformation/GuidanceDocuments/FoodIngredientsandPac
kaging/ucm120762.htm#surro
WRAP 2006, „UK Plastics Waste – A review of supplies for recycling, global market demand, future trends and
associated risks.‟
http://www.wrap.org.uk/downloads/International_Markets_Plastics.5d0a0828.3952.pdf
WRAP 2010a, „Scoping study into food grade polypropylene recycling‟
www.wrap.org.uk/recycling_industry/publications/food_grade_pp.html
WRAP 2010b, „Improving the recyclability of mixed plastics: Removable colour systems‟,
http://www.wrap.org.uk/retail_supply_chain/research_tools/research/removable_colour.html
Wrap 2009a, „Commercial scale mixed plastics recycling‟,
www.wrap.org.uk/recycling_industry/publications/commercial_scale.html
WRAP 2009b, „LCA of management options for mixed plastics‟,
http://www.wrap.org.uk/downloads/LCA_of_Management_Options_for_Mixed_Waste_Plastics.001ae990.5497.pdf
WRAP 2009c, „Financial assessment of recycling mixed plastic in the UK‟,
http://www.wrap.org.uk/downloads/WRAP_A_financial_assessment_of_recycling_mixed_plastics_in_the_UK.79b6
bf8e.7252.pdf
Post-Consumer Polypropylene 48
Appendix 1: List of Project Partner
Organisations
Preparation of Challenge Test PP Surrogates
Fraunhofer-Institut Verfahrenstechnik und
Verpackung (IVV)
Key Contact: Dr Frank Welle, Chief Scientist, IVV
Address: Giggenhauser Str. 35, Freising
Germany D-85354
Website: www.ivv.fraunhofer.de
Fraunhofer IVV is the pre-eminent German organisation
for the assessment of food safe post-consumer
polymers. Fraunhofer worked together with Nextek on
the preparation of challenge test materials for the food
contact grade of recycled polypropylene trials.
Challenge Test & Food Safety Analysis
PIRA
Key Contact: Dr Ian Cooper, Chief Analytical Chemist
Address: Cleeve Road, Leatherhead,
Surrey KT22 7RU, UK
Website: www.pira-testing.com
PIRA is the pre-eminent UK organisation for the
assessment of food safe post-consumer polymers. PIRA
worked together with Nextek on the analysis of the
decontaminated challenge test PP materials. PIRA also
performed the migration study of the rPP materials as
well as screening of the substances present in the
recycled PP resins extruded from printed PP packaging.
Challenge Test Reprocessing
OHL Engineering GmbH
Key Contact: Dip-Ing Dirk Albert – Sales Manager
OHL Engineering GmbH – PET Recycling Technologies
Address: Gartenstraße 8, D-65549 Limburg
Germany
Website: www.ohl-eng.com
OHL Engineering is a leading supplier of vacuum reactors
that enable the production of food contact PET resin.
The equipment produced by OHL Engineering can vary in
size from small to extremely large and is unique as it
allows controlled residence time. Pellets and flakes are
tumbled under high vacuum and a selected temperature,
which allows for effective decontamination.
Gneuß Kunststofftechnik GmbH
Key Contact: Andrew Prangnell – Sales Director
Gneuß Kunststofftechnik GmbH
Mönichhusen 42, 32549 Bad Oeynhausen
Germany
Website: www.gneuss.com
Gneuss have developed a unique extrusion system that
is single screw that has devolatilisation section where
screws rotate and pump the resin against the flow of the
material creating very large surface area, which allows
for devolatilisation under high vacuum.

www.wrap.org.uk/plastics